
包装システム
【課題】 確実に所定の姿勢で所定の個数の物品を包装することができる包装システムを提供する。
【解決手段】 2つの物品X,Xを袋Yの底部及び上部に並べた状態で包装した製品を製造する包装システムであって、上部が開口した状態の袋Yを所定位置に供給して物品X,Xが投入された袋Yの上部をシールする給袋包装機と、前記所定位置に供給された袋Yの上方に上下に同一垂直平面内に並んで位置して物品Xを貯留する一対のホッパ21a,21bと、物品Xを搬送してこれらのホッパ21a,21bに供給するフィーダ22a,22bとを有し、上側のホッパ21bを開状態かつ下側のホッパ21aを閉状態にして下側のホッパ21aに物品Xを供給し、次いで上側のホッパ21bを閉状態にして該ホッパ21bに物品Xを供給した後、両方のホッパ21a,21bを同時に開いて袋Yに2つの物品X,Xを投入する。
【解決手段】 2つの物品X,Xを袋Yの底部及び上部に並べた状態で包装した製品を製造する包装システムであって、上部が開口した状態の袋Yを所定位置に供給して物品X,Xが投入された袋Yの上部をシールする給袋包装機と、前記所定位置に供給された袋Yの上方に上下に同一垂直平面内に並んで位置して物品Xを貯留する一対のホッパ21a,21bと、物品Xを搬送してこれらのホッパ21a,21bに供給するフィーダ22a,22bとを有し、上側のホッパ21bを開状態かつ下側のホッパ21aを閉状態にして下側のホッパ21aに物品Xを供給し、次いで上側のホッパ21bを閉状態にして該ホッパ21bに物品Xを供給した後、両方のホッパ21a,21bを同時に開いて袋Yに2つの物品X,Xを投入する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、冷凍したハンバーグ等の物品を整列させて、所定の個数の物品を所定の姿勢で包装する包装システムに関し、物品包装の技術分野に属する。
【背景技術】
【0002】
従来、冷凍したハンバーグ等の固形の物品を所定の個数だけ集めて包装した商品を製造する包装システムがある。このような包装システムとして特許文献1に記載の装置がある。すなわち、この装置は、物品を1個ずつ収容する受部が列状に複数個設けられた整列板を備えており、該整列板上に物品を不規則に供給し、整列板を振動させることによって物品をそれぞれの受部に収容させることができる。その場合、受部の列方向の数が一定であることから、物品を一列に整列させると共に計数を行うことができる。そして、所定の個数に計数された物品は、シュートを介して包装箱に投入される。
【0003】
【特許文献1】特開昭55−61513号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、前記特許文献1に記載の装置においては、整列板で整列し計数した物品は、シュートを無作為に滑落して包装箱に投入されるため、包装箱内あるいは包装袋内に物品を整列させた状態で包装する場合には適用することができない。
【0005】
一方、平ベルトコンベアにより物品を搬送方向に沿って所定の姿勢に整列させ、又は重なった物品をばらけさせるときは、コンベア上にガイド部材を設けて物品をガイド部材に当接させることによってこれを行うことがある。このとき、平ベルトと物品との間の摩擦抵抗が大きい場合には、物品がガイド部材に当接した際に物品を整列させる方向以外の方向に大きな力が働くので、物品を適正に整列できず、従って整列した状態で包装することができない。また、複数のローラをそれぞれ回転させて物品を搬送するローラコンベアによりこれを行うときには、ローラの回転による進行方向の力が強いので、同様に整列させる方向以外の方向に大きな力が働き、この場合にも物品を適正に整列できない。
【0006】
そこで、本発明は、確実に所定の姿勢で所定の個数の物品を包装することができる包装システムを提供することを課題とする。
【課題を解決するための手段】
【0007】
前記課題を解決するため、本発明は次のように構成したことを特徴とする。
【0008】
まず、請求項1に記載の発明は、2つの物品を袋の底部及び上部に並べた状態で包装した製品を製造する包装システムであって、上部が開口した状態の袋を所定位置に供給して物品が投入された袋の上部をシールする給袋包装機と、前記所定位置に供給された袋の上方に上下に同一垂直平面内に並んで位置して物品を貯留する一対のホッパと、物品を搬送してこれらのホッパに供給する搬送手段とを有すると共に、上側のホッパを開状態かつ下側のホッパを閉状態にして下側のホッパに物品を供給し、次いで上側のホッパを閉状態にして該ホッパに物品を供給した後、両方のホッパを同時に開いて袋に2つの物品を投入するようにホッパ及び搬送手段を制御する制御手段が備えられていることを特徴とする。
【0009】
次に、請求項2に記載の発明は、前記請求項1に記載の包装システムにおいて、搬送手段は、複数の物品を一列で搬送する一対のフィーダであって、各フィーダの先端部には物品の搬送を阻止する阻止部材が備えられ、前記制御手段は、フィーダからホッパへの物品の搬送を阻止すべきときには該阻止部材を作動させてフィーダ上の複数の物品を一列で待機させると共に、物品を搬送させるべきときには前記阻止部材による物品阻止状態を解除するように制御することを特徴とする。
【0010】
次に、請求項3に記載の発明は、前記請求項2に記載の包装システムにおいて、各フィーダの上流側には、各フィーダに物品を供給する一対の振分コンベアが備えられていることを特徴とする。
【0011】
次に、請求項4に記載の発明は、前記請求項3に記載の包装システムにおいて、振分コンベアの上流側には、物品を一列の状態で搬送する取込コンベアと、該取込コンベアから供給される物品をいずれかの振分コンベアに振り分ける振分装置と、各フィーダ上の物品の多少を検出する検出手段とが備えられ、前記制御手段は、該検出手段からの検出信号に基いて、物品の数が少ない方のフィーダに物品を供給するように前記振分装置を制御することを特徴とする。
【0012】
次に、請求項5に記載の発明は、前記請求項1から請求項4のいずれかに記載の包装システムにおいて、供給された複数の物品を一列に整列させる整列コンベアが備えられ、該整列コンベアは、搬送面が搬送方向に直交する方向に架設された複数のローラで構成されると共に、該搬送面上に物品に当接して該物品の姿勢を修正するガイド部材を有することを特徴とする。
【0013】
次に、請求項6に記載の発明は、前記請求項5に記載の包装システムにおいて、整列コンベアは、搬送方向に複数段に分割されて構成されていると共に、下流段ほど搬送面が低くなるように各段が構成されていることを特徴とする。
【0014】
次に、請求項7に記載の発明は、前記請求項6に記載の包装システムにおいて、複数段に分割された整列コンベアは、下流段ほど搬送速度が大きくなるように各段の搬送速度が設定されていることを特徴とする。
【0015】
そして、請求項8に記載の発明は、前記請求項1から請求項7のいずれかに記載の包装システムにおいて、物品は、扁平形状とされていると共に、上下のホッパには、閉状態のときに物品を立ち姿勢で貯留可能に保持する各一対のゲートが備えられ、該一対のゲートは、開状態のときは、前記物品の厚みに応じた間隔だけ先端部を開くように制御され、かつ、物品と袋の寸法関係は、2つの物品が重なって入らないように設定されていることを特徴とする。
【発明の効果】
【0016】
まず、請求項1に記載の発明によれば、まず、上側のホッパが開状態かつ下側のホッパが閉状態のときに、上側のホッパの上方から搬送手段により物品を投入すると上側のホッパを通過して下側のホッパに物品が充填されることになり、次に上側のホッパを閉状態として同様に物品を投入すると上側のホッパに物品が充填されることになる。そして、両方のホッパを同時に開かせることによって、物品を袋の底部及び上部に並んだ状態で収容することができる。このとき、一旦両ホッパで物品を保持する時間を確保することによって、給袋包装機において袋を所定の位置及び状態に準備する時間が確保され、確実に包装を行うことができる。
【0017】
次に、請求項2に記載の発明によれば、1回の包装作業に際し、一対のフィーダからそれぞれ1個ずつの物品を上下のホッパに供給することによって、両ホッパへの物品の充填の高速化を図ることができる。また、フィーダの下流端部近傍に物品の搬送を阻止する阻止部材を備えたので、フィーダを常に駆動させた状態でホッパへの物品の供給を制御することができる。そして、特に、上方から物品を押圧して物品の搬送を阻止するように阻止部材を構成すれば、上流側の物品が前記押圧された物品の下に潜り込むことを防止することができる。
【0018】
次に、請求項3に記載の発明によれば、各フィーダの上流側に物品を供給する一対の振分コンベアを備えたので、上流側から搬入した物品を振分コンベアで姿勢を安定させることができ、物品をフィーダに円滑に供給することができる。
【0019】
次に、請求項4に記載の発明によれば、取込コンベアにより一列の状態で供給された物品をいずれかのフィーダに振り分ける振分装置を備えたことによって、物品を各フィーダに任意の個数を振り分けることができ、各フィーダにおいて物品の供給過剰又は供給不足の発生を防止することができる。また、検出手段により物品の数が少ない方のフィーダを検知して、該フィーダに優先的に物品を供給することによって、各フィーダ上の物品の均等化を図ることができる。
【0020】
次に、請求項5に記載の発明によれば、搬送面が搬送方向に直交する方向に架設された複数のローラで構成される整列コンベアで物品を搬送することによって、搬送面と物品との接触面積ないし摩擦抵抗を減少させることができるので、物品がガイド部材に当接した際に姿勢を修正し易くなる。このとき、物品を整列したい方向以外に働く力が小さくなるので、物品を適正に整列させることができる。
【0021】
次に、請求項6に記載の発明によれば、搬送方向に複数段に分割して構成した整列コンベアを下流段ほど搬送面が高くなるように各段を構成したので、各コンベア間の乗り継ぎの際に衝撃により重なった物品を引き剥がすことができる。
【0022】
一方、搬入初期の物品が重なる集合状態においては、物品密度が大きいが、物品搬送やコンベア間の乗り継ぎ等に伴って下流側ほど集合していた物品が離散することになって物品密度が小さくなる。そして、物品の姿勢を修正するガイド部材は下流側ほど物品の通路が狭くなるように構成されるのが一般的であるから、下流側において物品が再び重なったり物品詰りが生じるおそれがある。請求項7に記載の発明によれば、下流段ほど搬送速度が大きくなるように構成したので、各コンベア間の乗り継ぎの際にばらけた物品が十分に分離されて、下流側で再び集合することがなくなるので、前記のような物品の重なりや物品詰りの発生を防止することができ、物品を良好に一列に整列させることができる。また、下流段ほど搬送速度を大きくすることによって、物品の引き剥がす目的で設けられた各段の高さの差を小さく設定することができるという効果も得られ、装置のコンパクト化を図ることができる。
【0023】
そして、請求項8に記載の発明によれば、上下のホッパは閉状態のときは、扁平形状の物品を立ち姿勢で貯留可能に保持する一対のゲートが備えられているので、ゲートの先端部を物品の厚みに応じた間隔だけ開くことによって、上側のホッパから下側のホッパへ、また、下側のホッパから袋へ物品が立ち姿勢で真っ直ぐに落下することになる。そして、袋は2つの物品が重なって入らない寸法関係になるように設定されているので、下側のホッパから落下した物品は、袋の底部に、また、上側のホッパから落下した物品は、袋の上部に並んだ状態で確実に収容されることになる。
【発明を実施するための最良の形態】
【0024】
以下、本発明の実施の形態について説明する。
【0025】
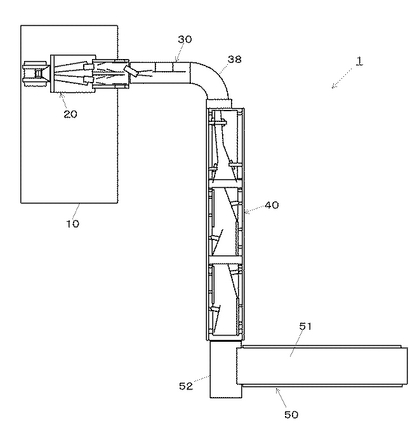
図1は、本実施の形態に係る包装システム1の全体図である。この包装システム1は、下流側から上流側へ順に、袋を上部が開口した状態で所定位置に移送し、袋に物品(例えば冷凍ハンバーグ等)が充填された後、袋の上部を封止する給袋包装機10と、該包装機10が準備した袋に物品を2個投入する搬送投入部20と、一列状態で搬送して該搬送投入部20に物品を供給する搬送供給部30と、該搬送供給部30の上流側に位置して物品を一列に整列させる整列部40と、該整列部40の上流側に位置して物品を搬入する搬入部50とで構成されている。このような構成によって、包装システム1は、袋の底部及び上部に2つの物品を並べた状態で充填した製品を生産する。
【0026】
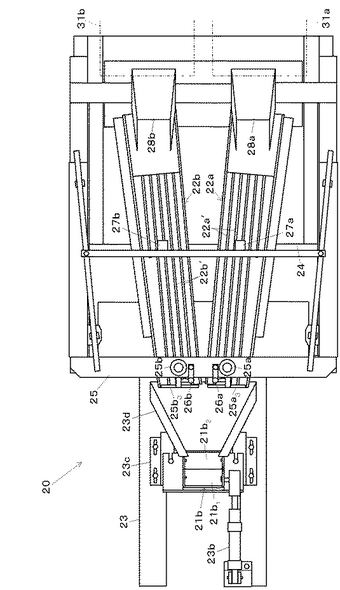
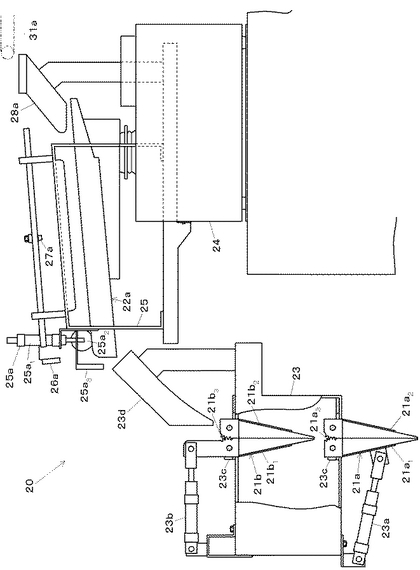
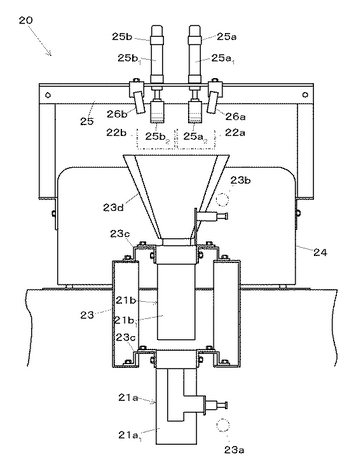
次に、図2〜4を用いて前記搬送投入部20に備えられたホッパ(以下、下側のホッパを第1ホッパ21a、上側のホッパを第2ホッパ21bという)及びフィーダ(以下、図2中の下側のフィーダを第1フィーダ22a、上側のフィーダを第2フィーダ22bという)について説明する。
【0027】
図3、4に示すように、第1、第2ホッパ21a,21bは、同様の構成であって、開閉用の一対のゲート21a1,21a2,21b1,21b2が備えられ、該ゲート21a1,21a2,21b1,21b2の揺動中心部が支持部材23c,23cを介してフレーム23に支持されている。一方、前記フレーム23の上下にはそれぞれエアシリンダ23a,23bが揺動可能に支持され、該エアシリンダ23a,23bの進退するロッドの先端部がそれぞれ上下に対応したホッパ21a,21bの片側のゲート21a1,21b1に連結されている一方、該ゲート21a1,21b1は、他方のゲート21a2,21b2とギア21a3,21b3を介して相対回転可能に連結されている。また、前記フレーム23には、第1、第2フィーダ22a,22bから受け取った物品を第1、第2ホッパ21a,21bに導入するためのシュート23dが立設されている。
【0028】
そして、第1、第2ホッパ21a,21bは、ゲート21a1,21a2,21b1,21b2によって下部がくちばし状に形成されており、閉状態のときには、例えばハンバーグのような扁平形状の物品を立ち姿勢で貯留することができる。
【0029】
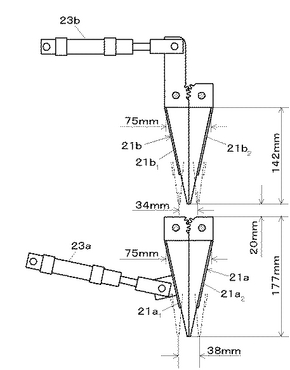
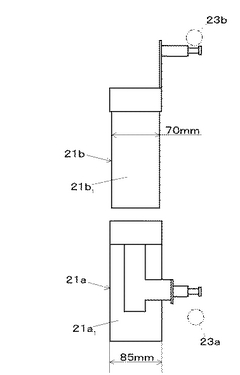
このための構成についてホッパ各部の寸法を具体的に説明すると、図5、6に示すように、閉状態の第1ホッパ21aの内部空間は、上下寸法が177mmで、上部開口付近が幅寸法75mm(図5参照)、奥行き寸法85mm(図6参照)の長方形状であり、下方になるに従って奥行き寸法はそのままで幅寸法が減少するように構成され、ホッパ21aの下端では幅寸法がほぼゼロになるように構成されている。そして、開状態のときには、両ゲート21a1,21a2の先端部に幅方向38mmの隙間が形成される。
【0030】
一方、第2ホッパ21bの内部空間は、上下寸法が142mmで、上部開口付近が幅方向75mm(図5参照)、奥行き寸法70mm(図6参照)の長方形状であり、前記第1ホッパ21aと同様に下方になるに従って幅寸法が減少するように構成され、ホッパ21bの下端では幅寸法がほぼゼロになるように構成されている。そして、開状態のときには、両ゲート21b1,21b2の先端部に幅方向34mmの隙間が形成される。なお、第2ホッパ21bの下端と前記第1ホッパ21aの上端との距離は20mmである。
【0031】
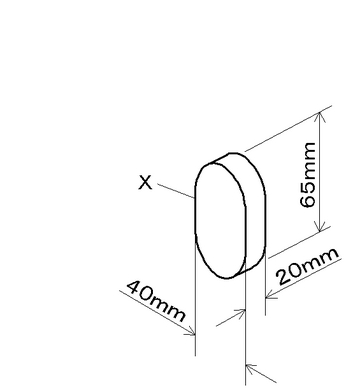
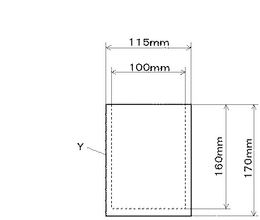
ところで、図7に示すように、袋に充填する扁平形状の物品Xは、長手寸法65mm、幅寸法40mm、厚み寸法20mmで各角部が丸みを帯びた形状である。また、図8に示すように、物品Xを充填する袋Yは、長手寸法170mm、幅寸法110mmの一対のプラスチックフィルムの左右及び下部を溶着したもので、溶着部分を除くと内部に長手寸法160mm、幅寸法100mmの領域が形成される。
【0032】
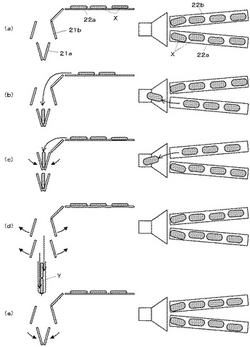
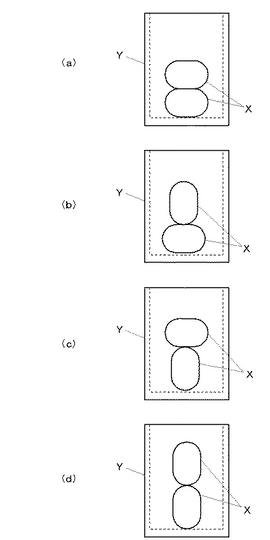
このような構成により、物品Xを閉状態の第1、第2ホッパ21a,21bに投入した際には、物品Xは立ち姿勢で保持され、ゲート21a1,21a2,21b1,21b2の先端部を物品Xの厚みに応じた間隔だけ開くことによって、第2ホッパ21bから第1ホッパ21aへ、また、第1ホッパ21aから袋Yへ物品Xが立ち姿勢で真っ直ぐに落下することになる。そして、袋Yは、2つの物品X,Xが重なって入らない寸法関係になるように設定されているので、第1、第2ホッパ21a,21bから落下した物品X,Xは、袋Yの底部及び上部に並べた状態で収容されることになる。具体的には、図9(a)〜(d)に示すように、袋Y内での物品X,Xは、物品Xの方向によらず上下に並んだ状態で収容される。
【0033】
一方、図2〜4に示すように、第1、第2フィーダ22a,22bは、下流端部が前記シュート23dの上部に位置すると共に上流端部が後述する第1、第2振分コンベア31a,31bの直下部に位置し、かつ下流側が若干下方に傾いた状態で加振機24の上部に支持されている。加振機24は、板バネに固着された磁性体を電磁石で間欠的に吸引することによって振動を発生させる周知のものであり、振動の発生により第1、第2フィーダ22a,22b上の物品が下流側に搬送されることになる。なお、第1、第2フィーダ22a,22bの物品搬送面は、搬送方向に延設された丸棒22a′…22a′,22b′…22b′で構成されており、搬送面と物品との接触抵抗を減少させて物品搬送の円滑化を図っている。
【0034】
また、第1、第2フィーダ22a,22bの下流端部周辺に形成されているフレーム部材25には、物品の搬送を停止させる押圧機構25a,25bが備えられている。該押圧機構25a,25bは、エアシリンダ25a1,25b1のロッドの先端部にゴムやスポンジ等で形成されたローラ状の弾性部材25a2,25b2を取り付けると共に、該エアシリンダ25a1,25b1のロッド部分に第1、第2フィーダ22a,22bの出口を塞いで物品の落下を阻止するゲート25a3,25b3が固着された構造である。また、各エアシリンダ25a1,25b1に隣接して、第1、第2光電センサ26a,26bが備えられ、該光電センサ26a,26bによって第1、第2フィーダ22a,22bの下流端部における物品の有無を検知する。そして、第1、第2フィーダ22a,22bの上部には、前記フレーム部材25に支持されて該フィーダ22a,22bの中間部における物品の有無を検知する第1、第2フィーダ上センサ27a,27bが備えられている。一方、前記加振機24上には、物品を各フィーダ22a,22bに導入する一対の供給シュート28a,28bが備えられている。
【0035】
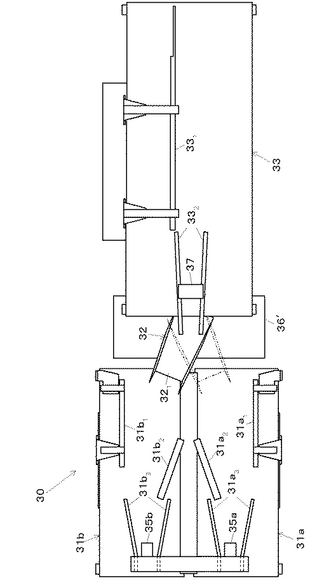
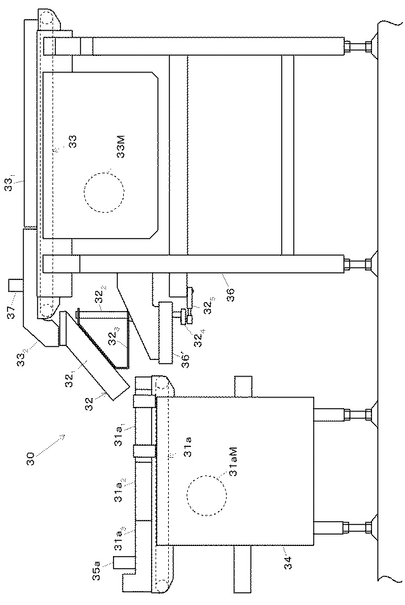
また、図10及び図11に示すように、前記搬送供給部30は、下流側から、並列に配置された一対の振分コンベア(以下、図10中の下側の振分コンベアを第1振分コンベア31a、上側の振分コンベアを第2振分コンベア31bという)と、振分装置32と、取込コンベア33とで構成されている。
【0036】
第1、第2振分コンベア31a,31bは、支持台34にそれぞれ独立した駆動源としてのモータ31aM,31bM(図11において、奥側のものは図示せず)が備えられている。振分コンベア31a,31bには、上流側に搬送方向に平行に延びるガイド部材31a1,31b1と、中流付近に下流側がコンベア31a,31b中央側に傾斜するように設けられたガイド部材31a2,31b2と、下流側に前記フィーダ22a,22bに物品を導入するために下流側ほど間隔が狭まるよう傾斜して設けられた一対のガイド部材31a3,31a3,31b3,31b3とがそれぞれ設けられている。そして、ガイド部材31a3,31a3,31b3,31b3の中間部には上方から物品の有無を検出する第1、第2振分センサ35a,35bが備えられている。
【0037】
一方、振分装置32は、振分シュート321が回転軸322を介して支持台36の下流側に突設された支持部36′に揺動自在に支持されている構成である。前記振分シュート321は、回転軸322に固定されたブラケット323に固定されており、前記回転軸322の下端には回転レバー324が設けられている。そして、支持台36に支持されたエアシリンダ325の進退するロッドの先端部が回転レバー324に接続され、この先端部を進退させることによって、前記振分シュート321を揺動させることができる。
【0038】
また、取込コンベア33は、後述する整列コンベア41a,41b,41cにより一列に整列した物品をそのまま一列の状態で搬送する平ベルトコンベアであって、該コンベア33の駆動モータ33Mが設置された前記支持台36上に固定されている。取込コンベア33の上流側の幅方向中央付近には、搬送方向に平行に延びるガイド部材331が備えられ、該ガイド部材331の下流側には、前記振分シュート321に物品を適正に導入するために下流側ほど間隔が狭まるする一対のガイド部材332,332が備えられている。一方、このガイド部材332,332には、上方から物品の供給数量を計測する取込センサ37が備えられている。なお、この取込コンベア33の上流側には、取込コンベア33と整列部40とを接続するためのカーブコンベア38が備えられている(図1参照)。
【0039】
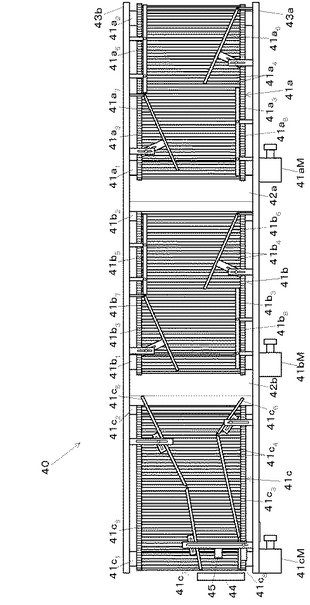
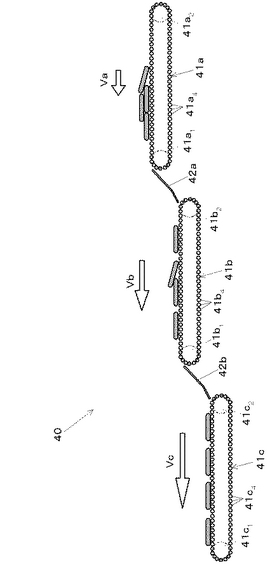
一方、図12及び図13に示すように、前記整列部40は、搬送方向に並ぶ3つの整列コンベア(上流側から第1整列コンベア41a、第2整列コンベア41b、第3整列コンベア41cという)と、各コンベア41a,41b,41c間に配置された乗り継ぎ用のプレート部材42a,42bとが備えられている。各整列コンベア41a,41b,41cは、上流側ほど高い位置になるように段々に配置され、前記プレート部材42a,42bは、各整列コンベア41a,41b,41c間の隙間を繋ぐために下流側が下方に傾斜して設けられている。一方、各整列コンベア41a,41b,41cは、左右の支持フレーム43a,43b間に架設された駆動軸41a1,41b1,41c1及び従動軸41a2,41b2,41c2の両端付近にそれぞれ一対の図示しないスプロケットを設け、該スプロケットに前記駆動軸41a1,41b1,41c1と従動軸41a2,41b2,41c2とを連結するチェーン41a3,41a3,41b3,41b3,41c3,41c3をそれぞれ巻き掛け、そして、両チェーン41a3,41a3,41b3,41b3,41c3,41c3間に複数の細いのローラ41a4…41a4,41b4…41b4,41c4…41c4を架設した構成である。これによって物品搬送面が細いローラ41a4…41a4,41b4…41b4,41c4…41c4で形成されることになる。なお、それぞれの整列コンベア41a,41b,41cには、独立して駆動軸41a1,41b1,41c1を回転させるモータ41aM,41bM,41cMが備えられおり、下流側の整列コンベア41b,41cほど搬送速度が大きくなるように設定されている(図13において、Vc>Vb>Va)。
【0040】
また、第1整列コンベア41aには、該コンベア41aの上流側半分においては、支持フレーム43bに支持されて搬送方向に平行に延びるガイド部材41a5と、支持フレーム43aに支持されて下流側が中央側に傾斜して設けられたガイド部材41a6とが設けられ、下流側半分においては、支持フレーム43bに支持されて下流側が中央側に傾斜して設けられたガイド部材41a7と、支持フレーム43aに支持されて搬送方向に平行に延びるガイド部材41a8とが設けられている。そして、第2整列コンベア41bには、前記第1整列コンベア41aと同様の構成になるように各ガイド部材41b5,41b6,41b7,41b8が配設され、第3整列コンベア41cには、上流側において両支持フレーム43a,43bに支持されて中央側ほど間隔が狭まるよう傾斜して設けられたガイド部材41c5,41c6と、下流側において前記ガイド部材41c5,41c6の下流端部に上流端部が連結すると共に両支持フレーム43a,43bに支持されて支持フレーム43a側に傾斜して設けられたガイド部材41c7,41c8とが設けられている。
【0041】
また、第3コンベア41cの下流端には、さらに下流側への物品の通過及び阻止を制御するダンパ44が備えられていると共に、該ダンパ44が開くタイミングを検知するダンパタイミングセンサ45が備えられいている。
【0042】
そして、図1に示すように、前記搬入部50は、物品を前段装置から搬入する搬入コンベア51と、該搬入コンベア51から物品を受け取ると共に、物品の搬送方向を90°変えて前記整列部40に導入する中継コンベア52とが備えられている。
【0043】
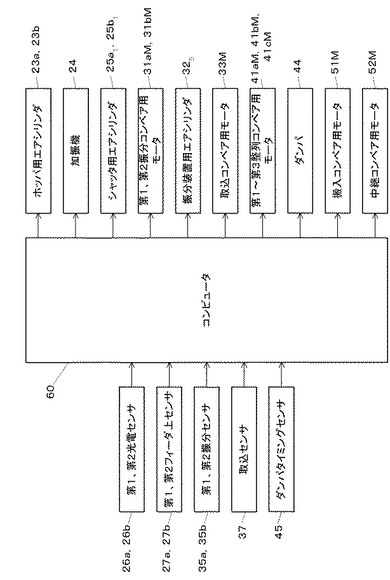
図14に前記包装システム1の制御システム構成図を示す。すなわち、コンピュータ60は、第1、第2光電センサ26a,26b、第1、第2フィーダ上センサ27a,27b、第1及び第2振分センサ35a,35b、取込センサ37、及びダンパタイミングセンサ45等からの信号を入力する一方、第1、第2ホッパ21a,21bの開閉用のエアシリンダ23a,23b、加振機24、押圧機構25a,25b駆動用のエアシリンダ25a1,25b1、第1、第2振分コンベア用のモータ31aM,31bM、振分装置32揺動用のエアシリンダ325、取込コンベア33用のモータ33M、第1〜第3整列コンベア41a,41b,41c用のモータ41aM,41bM,41cM、ダンパ44、搬入コンベア51用のモータ51M、及び中継コンベア52用のモータ52M等に各種制御信号を出力する。
【0044】
次に、図15及び図16に示すフローチャートを用いて前記包装システム1において行われる制御について説明する。この包装システム1においては、袋に適正に物品を投入するために、主に給袋包装機10、搬送投入部20において行われる物品投入に関する下流側制御と、各フィーダ22a,22bに十分な数量の物品を常時待機させておくために、主に搬送供給部30、整列部40、搬入部50において行われる上流側制御とを独立に行うように構成されている。両制御の開始時には、作業者が包装システム1の操作回路電源をONし、操作回路電源ランプを点灯させた後、運転スイッチをONしたことを合図として、前記上流側及び下流側制御が行われる。
【0045】
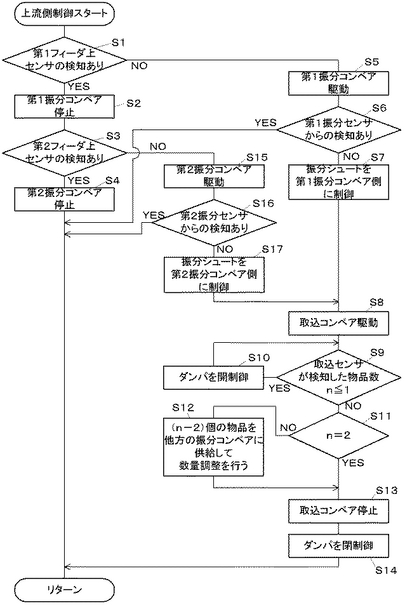
まず、図15に基いて上流側制御について説明すると、ステップS1で第1フィーダ上センサ27aの検知信号があるか否か、すなわち、第1フィーダ22a上に十分な量の物品が待機しているか否かを判定する。そして、第1フィーダ上センサ27aによる検知信号がある場合は、ステップS2で第1振分コンベア31aを停止させ、これ以上物品を第1フィーダ22aに搬入しないようにする。そして、ステップS3で第2フィーダ上センサ27bによって第2フィーダ22b上に十分な量の物品が待機しているか否かを判定して、十分な量の物品が待機しているときには、ステップS4に進んで第2振分コンベア31bを停止させ、物品の第2フィーダ22bへの搬入を停止させてリターンする。
【0046】
一方、ステップS1で第1フィーダ上センサ27aによる検知信号がないときは、ステップS5に進んで第1振分コンベア31aを駆動させる。そして、ステップS5で第1振分センサ35aからの検知信号があるか否か、すなわち、第1振分コンベア31a上に十分な数量の物品が載置されているか否かを判定する。そして、第1振分センサ35aからの検知信号があるときはそのままリターンし、第1振分センサ35aからの検知信号がないときは、ステップS7に進んで振分シュート321の下流端を第1振分コンベア31a側に制御し、ステップS6で取込コンベア33を駆動させる。そして、ステップS9で取込センサ37が検知した物品数nが1個以下であるか否かを判定する。このとき検知した物品数nが1個以下のときは、取込コンベア33上に十分な数量の物品が載置されていないと判断して、ステップS10でダンパ44を開くように制御し、整列部40から物品供給部30に物品を搬入するようにする。そして、検知した物品数nが2個以上になったときは、ステップS11に進んで物品数nが2個か否かを検出する。なお、本制御例においては取込コンベア33により1回の制御で供給される物品数nは2個に設定されており、取込センサ37が検出した物品数が2個のときは正常に物品供給が行われたと判断して、ステップS13に進んで取込コンベア33を停止させ、ステップS14でダンパ44を閉制御してリターンする。また、ステップS11で取込センサ37が検知した物品数nが3個以上のときは、第1フィーダ22aと第2フィーダ22bとに載置される物品の数に相違が生じるので、このときは物品の載置数量が少ないフィーダ側の振分コンベアに余分に供給した(n−2)個を供給して数量調整を行う。
【0047】
一方、ステップS3で第2フィーダ上センサ27bによる検知信号がないときは、ステップS15で第2振分コンベア31bを駆動して第2フィーダ22bに物品を供給する。そして、ステップS16で第2振分センサ35bからの検知信号があるか否かを判定する。検知信号があるときはそのままリターンする一方、検知信号がないときは、ステップS17に進んで振分シュート321を第2振分コンベア31b側に揺動するように制御してステップS8に進む。
【0048】
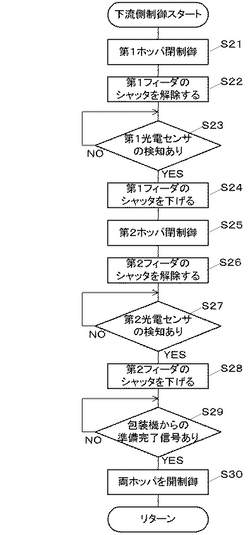
次に、図16に基いて下流側制御について説明すると、まず、ステップS21で第1ホッパ21aを閉制御すると共に、ステップS22で第1フィーダ22aの押圧機構25aを解除、つまりエアシリンダ25a1のロッドの先端部を退避させて第1フィーダ22aから第1ホッパ21aに物品を投入させる。そして、ステップS23で第1光電センサ26aによる検知信号があるか否かを判定し、該センサ26aによる検知信号があるときは物品が適正に投入されたと判断してステップS24に進む。そして、ステップS24で押圧機構25aを下げる制御を行い、つまりエアシリンダ25aのロッドの先端部を進出させて物品の搬送を停止させる。次に、ステップS25で第2ホッパ21bを閉制御し、そして、ステップS26で第2フィーダ22bの押圧機構25bを解除し、ステップS27で第2光電センサ26bによる検知信号があるか否かを判定する。検知信号があるときは物品が第2ホッパ21bに適正に投入されたと判断して、ステップS28で第2フィーダ21bの押圧機構25bを下げる制御を行う。次に、ステップS29で給袋包装機10からの準備完了信号があるか否か、すなわち袋が所定位置に上部を開口させた状態にあるか否かを判定する。そして、包装機10による準備が完了すると、ステップS30で第1、第2ホッパ21a,21bを同時に開制御して物品を袋に投入してリターンする。
【0049】
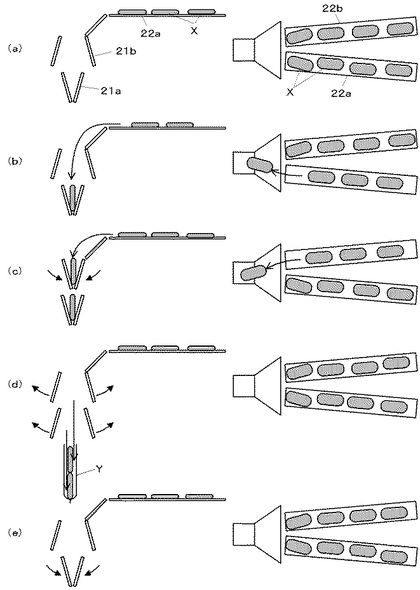
この下流側制御によるホッパ21a,21及びフィーダ22a,22bの動作を図17に基いて説明すると、まず、図17(a)では第1ホッパ21aが閉状態で第2ホッパ21bが開状態である。次に、図17(b)で第1フィーダ22aから1つ物品Xを投入すると、物品Xは第2ホッパ21bの内部を通過して第2ホッパ21bに貯留されることになる。そして、図17(c)で第2ホッパ21bを閉じると共に第2フィーダ22bから物品Xを投入して第2ホッパ21bに物品Xを貯留する。続いて、図17(d)で第1、第2ホッパ21a,21bの両方を同時に開くことによって、袋Yに物品X,Xを投入する。このとき、2つの物品X,Xは袋Yの底部及び上部に縦一列に重ねて収容されることになる。そして、図17(e)で第1ホッパ21aを閉じて図17(a)の状態に戻る。
【0050】
以上のように、まず、第2ホッパ21bが開状態かつ第1ホッパ21aが閉状態のときに、いずれかのフィーダ22a,22bから物品を投入すると、物品は第2ホッパ21bの内部を通過して第1ホッパ21aに充填されることになり、次に第2ホッパ21bを閉状態として同様に物品を投入すると第2ホッパ21bに物品が貯留され、両方のホッパ21a,21bを同時に開かせることによって、2つの物品を袋の底部及び上部に並んだ状態で収容することができる。また、一旦両ホッパ21a,21bで物品を保持する時間を確保することによって、給袋包装機10が袋を所定の位置及び状態に準備する時間が確保され、確実に包装を行うことができる。
【0051】
また、1回の包装作業に際し、第1、第2フィーダ22a,22bからそれぞれ1個ずつの物品を第1、第2ホッパ21a,21bに供給することによって、両ホッパ21a.21bへの物品の充填の高速化を図ることができる。また、両フィーダ22a,22bの下流端部近傍に物品の搬送を阻止する押圧機構25a,25bを備えたので、フィーダ22a,22bを常に駆動させた状態でホッパ21a,21bへの物品の供給を制御することができる。そして、特に、上方から弾性部材25a2,25b2で物品を押圧して物品の搬送を阻止するように押圧機構25a,25bを構成したので、上流側の物品が前記押圧された物品の下に潜り込むことを防止することができる。
【0052】
一方、各フィーダ22a,22bの上流側に物品を供給する一対の振分コンベア31a,31bを備えたので、上流側から搬入した物品を振分コンベア31a,31bで姿勢を安定させることができ、物品をフィーダ22a,22bに円滑に供給することができる。さらに、本実施の形態に係るフィーダ22a,22bのように、搬送面が丸棒22a′…22a′,22b′…22b′で構成されている場合は、物品が縦姿勢で導入されて該丸棒22a′…22a′,22b′…22b′間に物品が挟まって物品詰りを起こすことを防止できる。
【0053】
また、取込コンベア33により一列の状態で供給された物品をいずれかのフィーダ22a,22bに振り分ける振分装置32を備えたことによって、物品を各フィーダ22a,22bに任意の個数を振り分けることができ、各フィーダ22a,22bにおいて物品の供給過剰又は供給不足の発生を防止することができる。また、第1、第2フィーダ上センサ27a,27bにより物品の数量が少ない方のフィーダ22a,22bを検知して、少ない方のフィーダ22a,22bに優先的に物品を供給することによって、各フィーダ22a,22b上の物品の均等化を図ることができる。
【0054】
一方、搬送面が搬送方向に直交する方向に架設された複数のローラ41a4…41a4…41b4,41b4,41c4…41c4で構成される整列コンベア41a,41b,41cで物品を搬送することによって、搬送面と物品との接触面積ないし摩擦抵抗を減少させることができるので、物品がガイド部材41a4〜41a8,41b4〜41b8,41c4〜41c8に当接した際に姿勢を修正し易くなる。このとき、物品を整列したい方向以外に働く力が小さくなるので、物品を適正に整列させることができる。
【0055】
ここで、図13に示したように、搬送方向に複数段に分割して構成した整列コンベア41a,41b,41cを下流段ほど搬送面が高くなるように各段を構成したので、各コンベア41a,41b,41c間のプレート部材42a,42bによる乗り継ぎの際に衝撃により重なった物品を引き剥がすことができる。
【0056】
さらに、搬入初期の物品が重なる集合状態においては物品密度が大きいが、物品搬送やコンベア41a,41b,41c間の乗り継ぎに伴って下流側ほど集合していた物品が離散することになって物品密度が小さくなる。そして、物品の姿勢を修正するガイド部材41a4〜41a8,41b4〜41b8,41c4〜41c8は、下流側ほど物品の通路が狭くなるように構成されるのが一般的であるから、下流側において物品詰りが生じたり物品が再び重なるおそれがある。しかしながら、下流段ほど搬送速度が大きくなるように各整列コンベア41a,41b,41cの搬送速度Va,Vb,Vcを設定したので、各コンベア41a,41b,41c間の乗り継ぎの際にばらけた物品が十分に分離されて、下流側で再び集合することがなくなるので、前記のような物品詰りや物品の重なりを防止することができ、物品を良好に一列に整列させることができる。一方、下流段ほど搬送速度を大きくすることによって、物品の引き剥がす目的で設けられた各段の高さの差を小さく設定することができるという効果も得られ、包装システム1のコンパクト化を図ることができる。
【産業上の利用可能性】
【0057】
本発明は、確実に所定の姿勢で所定の個数の物品を包装することができる包装システムを提供する。本発明は、冷凍したハンバーグ等の物品を整列させて、所定の個数の物品を所定の姿勢で包装する包装システムに関し、物品包装の技術分野に広く好適である。
【図面の簡単な説明】
【0058】
【図1】本発明の実施の形態に係る包装システムの全体図である。
【図2】搬送投入部の平面図である。
【図3】搬送投入部の側面図である。
【図4】搬送投入部の正面図である。
【図5】第1、第2ホッパの側面図である。
【図6】第1、第2ホッパの正面図である。
【図7】物品の説明図である。
【図8】袋の説明図である。
【図9】袋内の物品収容状態を示す説明図である。
【図10】搬送供給部の平面図である。
【図11】搬送供給部の側面図である。
【図12】整列部の平面図である。
【図13】整列部の側面図である。
【図14】包装システムの制御系統を示すブロック図である。
【図15】包装システムの上流側において行われる制御を示すフローチャートである。
【図16】包装システムの下流側において行われる制御を示すフローチャートである。
【図17】物品包装に係るフィーダ及びホッパの制御による物品の動作図である。
【符号の説明】
【0059】
1 包装システム
10 給袋包装機
21a,21b ホッパ
21a1,21a2,21b1,21b2 ゲート
22a,22b フィーダ(搬送手段)
25a,25b 押圧機構(阻止部材)
27a,27b フィーダ上センサ(検出手段)
31a,31b 振分コンベア
32 振分装置
33 取込コンベア
41a,41b,41c 整列コンベア
41a4,41b4,41c4 ローラ
41a4〜41a8,41b4〜41b8,41c4〜41c8 ガイド部材
60 制御手段
X 物品
Y 袋
【技術分野】
【0001】
本発明は、冷凍したハンバーグ等の物品を整列させて、所定の個数の物品を所定の姿勢で包装する包装システムに関し、物品包装の技術分野に属する。
【背景技術】
【0002】
従来、冷凍したハンバーグ等の固形の物品を所定の個数だけ集めて包装した商品を製造する包装システムがある。このような包装システムとして特許文献1に記載の装置がある。すなわち、この装置は、物品を1個ずつ収容する受部が列状に複数個設けられた整列板を備えており、該整列板上に物品を不規則に供給し、整列板を振動させることによって物品をそれぞれの受部に収容させることができる。その場合、受部の列方向の数が一定であることから、物品を一列に整列させると共に計数を行うことができる。そして、所定の個数に計数された物品は、シュートを介して包装箱に投入される。
【0003】
【特許文献1】特開昭55−61513号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、前記特許文献1に記載の装置においては、整列板で整列し計数した物品は、シュートを無作為に滑落して包装箱に投入されるため、包装箱内あるいは包装袋内に物品を整列させた状態で包装する場合には適用することができない。
【0005】
一方、平ベルトコンベアにより物品を搬送方向に沿って所定の姿勢に整列させ、又は重なった物品をばらけさせるときは、コンベア上にガイド部材を設けて物品をガイド部材に当接させることによってこれを行うことがある。このとき、平ベルトと物品との間の摩擦抵抗が大きい場合には、物品がガイド部材に当接した際に物品を整列させる方向以外の方向に大きな力が働くので、物品を適正に整列できず、従って整列した状態で包装することができない。また、複数のローラをそれぞれ回転させて物品を搬送するローラコンベアによりこれを行うときには、ローラの回転による進行方向の力が強いので、同様に整列させる方向以外の方向に大きな力が働き、この場合にも物品を適正に整列できない。
【0006】
そこで、本発明は、確実に所定の姿勢で所定の個数の物品を包装することができる包装システムを提供することを課題とする。
【課題を解決するための手段】
【0007】
前記課題を解決するため、本発明は次のように構成したことを特徴とする。
【0008】
まず、請求項1に記載の発明は、2つの物品を袋の底部及び上部に並べた状態で包装した製品を製造する包装システムであって、上部が開口した状態の袋を所定位置に供給して物品が投入された袋の上部をシールする給袋包装機と、前記所定位置に供給された袋の上方に上下に同一垂直平面内に並んで位置して物品を貯留する一対のホッパと、物品を搬送してこれらのホッパに供給する搬送手段とを有すると共に、上側のホッパを開状態かつ下側のホッパを閉状態にして下側のホッパに物品を供給し、次いで上側のホッパを閉状態にして該ホッパに物品を供給した後、両方のホッパを同時に開いて袋に2つの物品を投入するようにホッパ及び搬送手段を制御する制御手段が備えられていることを特徴とする。
【0009】
次に、請求項2に記載の発明は、前記請求項1に記載の包装システムにおいて、搬送手段は、複数の物品を一列で搬送する一対のフィーダであって、各フィーダの先端部には物品の搬送を阻止する阻止部材が備えられ、前記制御手段は、フィーダからホッパへの物品の搬送を阻止すべきときには該阻止部材を作動させてフィーダ上の複数の物品を一列で待機させると共に、物品を搬送させるべきときには前記阻止部材による物品阻止状態を解除するように制御することを特徴とする。
【0010】
次に、請求項3に記載の発明は、前記請求項2に記載の包装システムにおいて、各フィーダの上流側には、各フィーダに物品を供給する一対の振分コンベアが備えられていることを特徴とする。
【0011】
次に、請求項4に記載の発明は、前記請求項3に記載の包装システムにおいて、振分コンベアの上流側には、物品を一列の状態で搬送する取込コンベアと、該取込コンベアから供給される物品をいずれかの振分コンベアに振り分ける振分装置と、各フィーダ上の物品の多少を検出する検出手段とが備えられ、前記制御手段は、該検出手段からの検出信号に基いて、物品の数が少ない方のフィーダに物品を供給するように前記振分装置を制御することを特徴とする。
【0012】
次に、請求項5に記載の発明は、前記請求項1から請求項4のいずれかに記載の包装システムにおいて、供給された複数の物品を一列に整列させる整列コンベアが備えられ、該整列コンベアは、搬送面が搬送方向に直交する方向に架設された複数のローラで構成されると共に、該搬送面上に物品に当接して該物品の姿勢を修正するガイド部材を有することを特徴とする。
【0013】
次に、請求項6に記載の発明は、前記請求項5に記載の包装システムにおいて、整列コンベアは、搬送方向に複数段に分割されて構成されていると共に、下流段ほど搬送面が低くなるように各段が構成されていることを特徴とする。
【0014】
次に、請求項7に記載の発明は、前記請求項6に記載の包装システムにおいて、複数段に分割された整列コンベアは、下流段ほど搬送速度が大きくなるように各段の搬送速度が設定されていることを特徴とする。
【0015】
そして、請求項8に記載の発明は、前記請求項1から請求項7のいずれかに記載の包装システムにおいて、物品は、扁平形状とされていると共に、上下のホッパには、閉状態のときに物品を立ち姿勢で貯留可能に保持する各一対のゲートが備えられ、該一対のゲートは、開状態のときは、前記物品の厚みに応じた間隔だけ先端部を開くように制御され、かつ、物品と袋の寸法関係は、2つの物品が重なって入らないように設定されていることを特徴とする。
【発明の効果】
【0016】
まず、請求項1に記載の発明によれば、まず、上側のホッパが開状態かつ下側のホッパが閉状態のときに、上側のホッパの上方から搬送手段により物品を投入すると上側のホッパを通過して下側のホッパに物品が充填されることになり、次に上側のホッパを閉状態として同様に物品を投入すると上側のホッパに物品が充填されることになる。そして、両方のホッパを同時に開かせることによって、物品を袋の底部及び上部に並んだ状態で収容することができる。このとき、一旦両ホッパで物品を保持する時間を確保することによって、給袋包装機において袋を所定の位置及び状態に準備する時間が確保され、確実に包装を行うことができる。
【0017】
次に、請求項2に記載の発明によれば、1回の包装作業に際し、一対のフィーダからそれぞれ1個ずつの物品を上下のホッパに供給することによって、両ホッパへの物品の充填の高速化を図ることができる。また、フィーダの下流端部近傍に物品の搬送を阻止する阻止部材を備えたので、フィーダを常に駆動させた状態でホッパへの物品の供給を制御することができる。そして、特に、上方から物品を押圧して物品の搬送を阻止するように阻止部材を構成すれば、上流側の物品が前記押圧された物品の下に潜り込むことを防止することができる。
【0018】
次に、請求項3に記載の発明によれば、各フィーダの上流側に物品を供給する一対の振分コンベアを備えたので、上流側から搬入した物品を振分コンベアで姿勢を安定させることができ、物品をフィーダに円滑に供給することができる。
【0019】
次に、請求項4に記載の発明によれば、取込コンベアにより一列の状態で供給された物品をいずれかのフィーダに振り分ける振分装置を備えたことによって、物品を各フィーダに任意の個数を振り分けることができ、各フィーダにおいて物品の供給過剰又は供給不足の発生を防止することができる。また、検出手段により物品の数が少ない方のフィーダを検知して、該フィーダに優先的に物品を供給することによって、各フィーダ上の物品の均等化を図ることができる。
【0020】
次に、請求項5に記載の発明によれば、搬送面が搬送方向に直交する方向に架設された複数のローラで構成される整列コンベアで物品を搬送することによって、搬送面と物品との接触面積ないし摩擦抵抗を減少させることができるので、物品がガイド部材に当接した際に姿勢を修正し易くなる。このとき、物品を整列したい方向以外に働く力が小さくなるので、物品を適正に整列させることができる。
【0021】
次に、請求項6に記載の発明によれば、搬送方向に複数段に分割して構成した整列コンベアを下流段ほど搬送面が高くなるように各段を構成したので、各コンベア間の乗り継ぎの際に衝撃により重なった物品を引き剥がすことができる。
【0022】
一方、搬入初期の物品が重なる集合状態においては、物品密度が大きいが、物品搬送やコンベア間の乗り継ぎ等に伴って下流側ほど集合していた物品が離散することになって物品密度が小さくなる。そして、物品の姿勢を修正するガイド部材は下流側ほど物品の通路が狭くなるように構成されるのが一般的であるから、下流側において物品が再び重なったり物品詰りが生じるおそれがある。請求項7に記載の発明によれば、下流段ほど搬送速度が大きくなるように構成したので、各コンベア間の乗り継ぎの際にばらけた物品が十分に分離されて、下流側で再び集合することがなくなるので、前記のような物品の重なりや物品詰りの発生を防止することができ、物品を良好に一列に整列させることができる。また、下流段ほど搬送速度を大きくすることによって、物品の引き剥がす目的で設けられた各段の高さの差を小さく設定することができるという効果も得られ、装置のコンパクト化を図ることができる。
【0023】
そして、請求項8に記載の発明によれば、上下のホッパは閉状態のときは、扁平形状の物品を立ち姿勢で貯留可能に保持する一対のゲートが備えられているので、ゲートの先端部を物品の厚みに応じた間隔だけ開くことによって、上側のホッパから下側のホッパへ、また、下側のホッパから袋へ物品が立ち姿勢で真っ直ぐに落下することになる。そして、袋は2つの物品が重なって入らない寸法関係になるように設定されているので、下側のホッパから落下した物品は、袋の底部に、また、上側のホッパから落下した物品は、袋の上部に並んだ状態で確実に収容されることになる。
【発明を実施するための最良の形態】
【0024】
以下、本発明の実施の形態について説明する。
【0025】
図1は、本実施の形態に係る包装システム1の全体図である。この包装システム1は、下流側から上流側へ順に、袋を上部が開口した状態で所定位置に移送し、袋に物品(例えば冷凍ハンバーグ等)が充填された後、袋の上部を封止する給袋包装機10と、該包装機10が準備した袋に物品を2個投入する搬送投入部20と、一列状態で搬送して該搬送投入部20に物品を供給する搬送供給部30と、該搬送供給部30の上流側に位置して物品を一列に整列させる整列部40と、該整列部40の上流側に位置して物品を搬入する搬入部50とで構成されている。このような構成によって、包装システム1は、袋の底部及び上部に2つの物品を並べた状態で充填した製品を生産する。
【0026】
次に、図2〜4を用いて前記搬送投入部20に備えられたホッパ(以下、下側のホッパを第1ホッパ21a、上側のホッパを第2ホッパ21bという)及びフィーダ(以下、図2中の下側のフィーダを第1フィーダ22a、上側のフィーダを第2フィーダ22bという)について説明する。
【0027】
図3、4に示すように、第1、第2ホッパ21a,21bは、同様の構成であって、開閉用の一対のゲート21a1,21a2,21b1,21b2が備えられ、該ゲート21a1,21a2,21b1,21b2の揺動中心部が支持部材23c,23cを介してフレーム23に支持されている。一方、前記フレーム23の上下にはそれぞれエアシリンダ23a,23bが揺動可能に支持され、該エアシリンダ23a,23bの進退するロッドの先端部がそれぞれ上下に対応したホッパ21a,21bの片側のゲート21a1,21b1に連結されている一方、該ゲート21a1,21b1は、他方のゲート21a2,21b2とギア21a3,21b3を介して相対回転可能に連結されている。また、前記フレーム23には、第1、第2フィーダ22a,22bから受け取った物品を第1、第2ホッパ21a,21bに導入するためのシュート23dが立設されている。
【0028】
そして、第1、第2ホッパ21a,21bは、ゲート21a1,21a2,21b1,21b2によって下部がくちばし状に形成されており、閉状態のときには、例えばハンバーグのような扁平形状の物品を立ち姿勢で貯留することができる。
【0029】
このための構成についてホッパ各部の寸法を具体的に説明すると、図5、6に示すように、閉状態の第1ホッパ21aの内部空間は、上下寸法が177mmで、上部開口付近が幅寸法75mm(図5参照)、奥行き寸法85mm(図6参照)の長方形状であり、下方になるに従って奥行き寸法はそのままで幅寸法が減少するように構成され、ホッパ21aの下端では幅寸法がほぼゼロになるように構成されている。そして、開状態のときには、両ゲート21a1,21a2の先端部に幅方向38mmの隙間が形成される。
【0030】
一方、第2ホッパ21bの内部空間は、上下寸法が142mmで、上部開口付近が幅方向75mm(図5参照)、奥行き寸法70mm(図6参照)の長方形状であり、前記第1ホッパ21aと同様に下方になるに従って幅寸法が減少するように構成され、ホッパ21bの下端では幅寸法がほぼゼロになるように構成されている。そして、開状態のときには、両ゲート21b1,21b2の先端部に幅方向34mmの隙間が形成される。なお、第2ホッパ21bの下端と前記第1ホッパ21aの上端との距離は20mmである。
【0031】
ところで、図7に示すように、袋に充填する扁平形状の物品Xは、長手寸法65mm、幅寸法40mm、厚み寸法20mmで各角部が丸みを帯びた形状である。また、図8に示すように、物品Xを充填する袋Yは、長手寸法170mm、幅寸法110mmの一対のプラスチックフィルムの左右及び下部を溶着したもので、溶着部分を除くと内部に長手寸法160mm、幅寸法100mmの領域が形成される。
【0032】
このような構成により、物品Xを閉状態の第1、第2ホッパ21a,21bに投入した際には、物品Xは立ち姿勢で保持され、ゲート21a1,21a2,21b1,21b2の先端部を物品Xの厚みに応じた間隔だけ開くことによって、第2ホッパ21bから第1ホッパ21aへ、また、第1ホッパ21aから袋Yへ物品Xが立ち姿勢で真っ直ぐに落下することになる。そして、袋Yは、2つの物品X,Xが重なって入らない寸法関係になるように設定されているので、第1、第2ホッパ21a,21bから落下した物品X,Xは、袋Yの底部及び上部に並べた状態で収容されることになる。具体的には、図9(a)〜(d)に示すように、袋Y内での物品X,Xは、物品Xの方向によらず上下に並んだ状態で収容される。
【0033】
一方、図2〜4に示すように、第1、第2フィーダ22a,22bは、下流端部が前記シュート23dの上部に位置すると共に上流端部が後述する第1、第2振分コンベア31a,31bの直下部に位置し、かつ下流側が若干下方に傾いた状態で加振機24の上部に支持されている。加振機24は、板バネに固着された磁性体を電磁石で間欠的に吸引することによって振動を発生させる周知のものであり、振動の発生により第1、第2フィーダ22a,22b上の物品が下流側に搬送されることになる。なお、第1、第2フィーダ22a,22bの物品搬送面は、搬送方向に延設された丸棒22a′…22a′,22b′…22b′で構成されており、搬送面と物品との接触抵抗を減少させて物品搬送の円滑化を図っている。
【0034】
また、第1、第2フィーダ22a,22bの下流端部周辺に形成されているフレーム部材25には、物品の搬送を停止させる押圧機構25a,25bが備えられている。該押圧機構25a,25bは、エアシリンダ25a1,25b1のロッドの先端部にゴムやスポンジ等で形成されたローラ状の弾性部材25a2,25b2を取り付けると共に、該エアシリンダ25a1,25b1のロッド部分に第1、第2フィーダ22a,22bの出口を塞いで物品の落下を阻止するゲート25a3,25b3が固着された構造である。また、各エアシリンダ25a1,25b1に隣接して、第1、第2光電センサ26a,26bが備えられ、該光電センサ26a,26bによって第1、第2フィーダ22a,22bの下流端部における物品の有無を検知する。そして、第1、第2フィーダ22a,22bの上部には、前記フレーム部材25に支持されて該フィーダ22a,22bの中間部における物品の有無を検知する第1、第2フィーダ上センサ27a,27bが備えられている。一方、前記加振機24上には、物品を各フィーダ22a,22bに導入する一対の供給シュート28a,28bが備えられている。
【0035】
また、図10及び図11に示すように、前記搬送供給部30は、下流側から、並列に配置された一対の振分コンベア(以下、図10中の下側の振分コンベアを第1振分コンベア31a、上側の振分コンベアを第2振分コンベア31bという)と、振分装置32と、取込コンベア33とで構成されている。
【0036】
第1、第2振分コンベア31a,31bは、支持台34にそれぞれ独立した駆動源としてのモータ31aM,31bM(図11において、奥側のものは図示せず)が備えられている。振分コンベア31a,31bには、上流側に搬送方向に平行に延びるガイド部材31a1,31b1と、中流付近に下流側がコンベア31a,31b中央側に傾斜するように設けられたガイド部材31a2,31b2と、下流側に前記フィーダ22a,22bに物品を導入するために下流側ほど間隔が狭まるよう傾斜して設けられた一対のガイド部材31a3,31a3,31b3,31b3とがそれぞれ設けられている。そして、ガイド部材31a3,31a3,31b3,31b3の中間部には上方から物品の有無を検出する第1、第2振分センサ35a,35bが備えられている。
【0037】
一方、振分装置32は、振分シュート321が回転軸322を介して支持台36の下流側に突設された支持部36′に揺動自在に支持されている構成である。前記振分シュート321は、回転軸322に固定されたブラケット323に固定されており、前記回転軸322の下端には回転レバー324が設けられている。そして、支持台36に支持されたエアシリンダ325の進退するロッドの先端部が回転レバー324に接続され、この先端部を進退させることによって、前記振分シュート321を揺動させることができる。
【0038】
また、取込コンベア33は、後述する整列コンベア41a,41b,41cにより一列に整列した物品をそのまま一列の状態で搬送する平ベルトコンベアであって、該コンベア33の駆動モータ33Mが設置された前記支持台36上に固定されている。取込コンベア33の上流側の幅方向中央付近には、搬送方向に平行に延びるガイド部材331が備えられ、該ガイド部材331の下流側には、前記振分シュート321に物品を適正に導入するために下流側ほど間隔が狭まるする一対のガイド部材332,332が備えられている。一方、このガイド部材332,332には、上方から物品の供給数量を計測する取込センサ37が備えられている。なお、この取込コンベア33の上流側には、取込コンベア33と整列部40とを接続するためのカーブコンベア38が備えられている(図1参照)。
【0039】
一方、図12及び図13に示すように、前記整列部40は、搬送方向に並ぶ3つの整列コンベア(上流側から第1整列コンベア41a、第2整列コンベア41b、第3整列コンベア41cという)と、各コンベア41a,41b,41c間に配置された乗り継ぎ用のプレート部材42a,42bとが備えられている。各整列コンベア41a,41b,41cは、上流側ほど高い位置になるように段々に配置され、前記プレート部材42a,42bは、各整列コンベア41a,41b,41c間の隙間を繋ぐために下流側が下方に傾斜して設けられている。一方、各整列コンベア41a,41b,41cは、左右の支持フレーム43a,43b間に架設された駆動軸41a1,41b1,41c1及び従動軸41a2,41b2,41c2の両端付近にそれぞれ一対の図示しないスプロケットを設け、該スプロケットに前記駆動軸41a1,41b1,41c1と従動軸41a2,41b2,41c2とを連結するチェーン41a3,41a3,41b3,41b3,41c3,41c3をそれぞれ巻き掛け、そして、両チェーン41a3,41a3,41b3,41b3,41c3,41c3間に複数の細いのローラ41a4…41a4,41b4…41b4,41c4…41c4を架設した構成である。これによって物品搬送面が細いローラ41a4…41a4,41b4…41b4,41c4…41c4で形成されることになる。なお、それぞれの整列コンベア41a,41b,41cには、独立して駆動軸41a1,41b1,41c1を回転させるモータ41aM,41bM,41cMが備えられおり、下流側の整列コンベア41b,41cほど搬送速度が大きくなるように設定されている(図13において、Vc>Vb>Va)。
【0040】
また、第1整列コンベア41aには、該コンベア41aの上流側半分においては、支持フレーム43bに支持されて搬送方向に平行に延びるガイド部材41a5と、支持フレーム43aに支持されて下流側が中央側に傾斜して設けられたガイド部材41a6とが設けられ、下流側半分においては、支持フレーム43bに支持されて下流側が中央側に傾斜して設けられたガイド部材41a7と、支持フレーム43aに支持されて搬送方向に平行に延びるガイド部材41a8とが設けられている。そして、第2整列コンベア41bには、前記第1整列コンベア41aと同様の構成になるように各ガイド部材41b5,41b6,41b7,41b8が配設され、第3整列コンベア41cには、上流側において両支持フレーム43a,43bに支持されて中央側ほど間隔が狭まるよう傾斜して設けられたガイド部材41c5,41c6と、下流側において前記ガイド部材41c5,41c6の下流端部に上流端部が連結すると共に両支持フレーム43a,43bに支持されて支持フレーム43a側に傾斜して設けられたガイド部材41c7,41c8とが設けられている。
【0041】
また、第3コンベア41cの下流端には、さらに下流側への物品の通過及び阻止を制御するダンパ44が備えられていると共に、該ダンパ44が開くタイミングを検知するダンパタイミングセンサ45が備えられいている。
【0042】
そして、図1に示すように、前記搬入部50は、物品を前段装置から搬入する搬入コンベア51と、該搬入コンベア51から物品を受け取ると共に、物品の搬送方向を90°変えて前記整列部40に導入する中継コンベア52とが備えられている。
【0043】
図14に前記包装システム1の制御システム構成図を示す。すなわち、コンピュータ60は、第1、第2光電センサ26a,26b、第1、第2フィーダ上センサ27a,27b、第1及び第2振分センサ35a,35b、取込センサ37、及びダンパタイミングセンサ45等からの信号を入力する一方、第1、第2ホッパ21a,21bの開閉用のエアシリンダ23a,23b、加振機24、押圧機構25a,25b駆動用のエアシリンダ25a1,25b1、第1、第2振分コンベア用のモータ31aM,31bM、振分装置32揺動用のエアシリンダ325、取込コンベア33用のモータ33M、第1〜第3整列コンベア41a,41b,41c用のモータ41aM,41bM,41cM、ダンパ44、搬入コンベア51用のモータ51M、及び中継コンベア52用のモータ52M等に各種制御信号を出力する。
【0044】
次に、図15及び図16に示すフローチャートを用いて前記包装システム1において行われる制御について説明する。この包装システム1においては、袋に適正に物品を投入するために、主に給袋包装機10、搬送投入部20において行われる物品投入に関する下流側制御と、各フィーダ22a,22bに十分な数量の物品を常時待機させておくために、主に搬送供給部30、整列部40、搬入部50において行われる上流側制御とを独立に行うように構成されている。両制御の開始時には、作業者が包装システム1の操作回路電源をONし、操作回路電源ランプを点灯させた後、運転スイッチをONしたことを合図として、前記上流側及び下流側制御が行われる。
【0045】
まず、図15に基いて上流側制御について説明すると、ステップS1で第1フィーダ上センサ27aの検知信号があるか否か、すなわち、第1フィーダ22a上に十分な量の物品が待機しているか否かを判定する。そして、第1フィーダ上センサ27aによる検知信号がある場合は、ステップS2で第1振分コンベア31aを停止させ、これ以上物品を第1フィーダ22aに搬入しないようにする。そして、ステップS3で第2フィーダ上センサ27bによって第2フィーダ22b上に十分な量の物品が待機しているか否かを判定して、十分な量の物品が待機しているときには、ステップS4に進んで第2振分コンベア31bを停止させ、物品の第2フィーダ22bへの搬入を停止させてリターンする。
【0046】
一方、ステップS1で第1フィーダ上センサ27aによる検知信号がないときは、ステップS5に進んで第1振分コンベア31aを駆動させる。そして、ステップS5で第1振分センサ35aからの検知信号があるか否か、すなわち、第1振分コンベア31a上に十分な数量の物品が載置されているか否かを判定する。そして、第1振分センサ35aからの検知信号があるときはそのままリターンし、第1振分センサ35aからの検知信号がないときは、ステップS7に進んで振分シュート321の下流端を第1振分コンベア31a側に制御し、ステップS6で取込コンベア33を駆動させる。そして、ステップS9で取込センサ37が検知した物品数nが1個以下であるか否かを判定する。このとき検知した物品数nが1個以下のときは、取込コンベア33上に十分な数量の物品が載置されていないと判断して、ステップS10でダンパ44を開くように制御し、整列部40から物品供給部30に物品を搬入するようにする。そして、検知した物品数nが2個以上になったときは、ステップS11に進んで物品数nが2個か否かを検出する。なお、本制御例においては取込コンベア33により1回の制御で供給される物品数nは2個に設定されており、取込センサ37が検出した物品数が2個のときは正常に物品供給が行われたと判断して、ステップS13に進んで取込コンベア33を停止させ、ステップS14でダンパ44を閉制御してリターンする。また、ステップS11で取込センサ37が検知した物品数nが3個以上のときは、第1フィーダ22aと第2フィーダ22bとに載置される物品の数に相違が生じるので、このときは物品の載置数量が少ないフィーダ側の振分コンベアに余分に供給した(n−2)個を供給して数量調整を行う。
【0047】
一方、ステップS3で第2フィーダ上センサ27bによる検知信号がないときは、ステップS15で第2振分コンベア31bを駆動して第2フィーダ22bに物品を供給する。そして、ステップS16で第2振分センサ35bからの検知信号があるか否かを判定する。検知信号があるときはそのままリターンする一方、検知信号がないときは、ステップS17に進んで振分シュート321を第2振分コンベア31b側に揺動するように制御してステップS8に進む。
【0048】
次に、図16に基いて下流側制御について説明すると、まず、ステップS21で第1ホッパ21aを閉制御すると共に、ステップS22で第1フィーダ22aの押圧機構25aを解除、つまりエアシリンダ25a1のロッドの先端部を退避させて第1フィーダ22aから第1ホッパ21aに物品を投入させる。そして、ステップS23で第1光電センサ26aによる検知信号があるか否かを判定し、該センサ26aによる検知信号があるときは物品が適正に投入されたと判断してステップS24に進む。そして、ステップS24で押圧機構25aを下げる制御を行い、つまりエアシリンダ25aのロッドの先端部を進出させて物品の搬送を停止させる。次に、ステップS25で第2ホッパ21bを閉制御し、そして、ステップS26で第2フィーダ22bの押圧機構25bを解除し、ステップS27で第2光電センサ26bによる検知信号があるか否かを判定する。検知信号があるときは物品が第2ホッパ21bに適正に投入されたと判断して、ステップS28で第2フィーダ21bの押圧機構25bを下げる制御を行う。次に、ステップS29で給袋包装機10からの準備完了信号があるか否か、すなわち袋が所定位置に上部を開口させた状態にあるか否かを判定する。そして、包装機10による準備が完了すると、ステップS30で第1、第2ホッパ21a,21bを同時に開制御して物品を袋に投入してリターンする。
【0049】
この下流側制御によるホッパ21a,21及びフィーダ22a,22bの動作を図17に基いて説明すると、まず、図17(a)では第1ホッパ21aが閉状態で第2ホッパ21bが開状態である。次に、図17(b)で第1フィーダ22aから1つ物品Xを投入すると、物品Xは第2ホッパ21bの内部を通過して第2ホッパ21bに貯留されることになる。そして、図17(c)で第2ホッパ21bを閉じると共に第2フィーダ22bから物品Xを投入して第2ホッパ21bに物品Xを貯留する。続いて、図17(d)で第1、第2ホッパ21a,21bの両方を同時に開くことによって、袋Yに物品X,Xを投入する。このとき、2つの物品X,Xは袋Yの底部及び上部に縦一列に重ねて収容されることになる。そして、図17(e)で第1ホッパ21aを閉じて図17(a)の状態に戻る。
【0050】
以上のように、まず、第2ホッパ21bが開状態かつ第1ホッパ21aが閉状態のときに、いずれかのフィーダ22a,22bから物品を投入すると、物品は第2ホッパ21bの内部を通過して第1ホッパ21aに充填されることになり、次に第2ホッパ21bを閉状態として同様に物品を投入すると第2ホッパ21bに物品が貯留され、両方のホッパ21a,21bを同時に開かせることによって、2つの物品を袋の底部及び上部に並んだ状態で収容することができる。また、一旦両ホッパ21a,21bで物品を保持する時間を確保することによって、給袋包装機10が袋を所定の位置及び状態に準備する時間が確保され、確実に包装を行うことができる。
【0051】
また、1回の包装作業に際し、第1、第2フィーダ22a,22bからそれぞれ1個ずつの物品を第1、第2ホッパ21a,21bに供給することによって、両ホッパ21a.21bへの物品の充填の高速化を図ることができる。また、両フィーダ22a,22bの下流端部近傍に物品の搬送を阻止する押圧機構25a,25bを備えたので、フィーダ22a,22bを常に駆動させた状態でホッパ21a,21bへの物品の供給を制御することができる。そして、特に、上方から弾性部材25a2,25b2で物品を押圧して物品の搬送を阻止するように押圧機構25a,25bを構成したので、上流側の物品が前記押圧された物品の下に潜り込むことを防止することができる。
【0052】
一方、各フィーダ22a,22bの上流側に物品を供給する一対の振分コンベア31a,31bを備えたので、上流側から搬入した物品を振分コンベア31a,31bで姿勢を安定させることができ、物品をフィーダ22a,22bに円滑に供給することができる。さらに、本実施の形態に係るフィーダ22a,22bのように、搬送面が丸棒22a′…22a′,22b′…22b′で構成されている場合は、物品が縦姿勢で導入されて該丸棒22a′…22a′,22b′…22b′間に物品が挟まって物品詰りを起こすことを防止できる。
【0053】
また、取込コンベア33により一列の状態で供給された物品をいずれかのフィーダ22a,22bに振り分ける振分装置32を備えたことによって、物品を各フィーダ22a,22bに任意の個数を振り分けることができ、各フィーダ22a,22bにおいて物品の供給過剰又は供給不足の発生を防止することができる。また、第1、第2フィーダ上センサ27a,27bにより物品の数量が少ない方のフィーダ22a,22bを検知して、少ない方のフィーダ22a,22bに優先的に物品を供給することによって、各フィーダ22a,22b上の物品の均等化を図ることができる。
【0054】
一方、搬送面が搬送方向に直交する方向に架設された複数のローラ41a4…41a4…41b4,41b4,41c4…41c4で構成される整列コンベア41a,41b,41cで物品を搬送することによって、搬送面と物品との接触面積ないし摩擦抵抗を減少させることができるので、物品がガイド部材41a4〜41a8,41b4〜41b8,41c4〜41c8に当接した際に姿勢を修正し易くなる。このとき、物品を整列したい方向以外に働く力が小さくなるので、物品を適正に整列させることができる。
【0055】
ここで、図13に示したように、搬送方向に複数段に分割して構成した整列コンベア41a,41b,41cを下流段ほど搬送面が高くなるように各段を構成したので、各コンベア41a,41b,41c間のプレート部材42a,42bによる乗り継ぎの際に衝撃により重なった物品を引き剥がすことができる。
【0056】
さらに、搬入初期の物品が重なる集合状態においては物品密度が大きいが、物品搬送やコンベア41a,41b,41c間の乗り継ぎに伴って下流側ほど集合していた物品が離散することになって物品密度が小さくなる。そして、物品の姿勢を修正するガイド部材41a4〜41a8,41b4〜41b8,41c4〜41c8は、下流側ほど物品の通路が狭くなるように構成されるのが一般的であるから、下流側において物品詰りが生じたり物品が再び重なるおそれがある。しかしながら、下流段ほど搬送速度が大きくなるように各整列コンベア41a,41b,41cの搬送速度Va,Vb,Vcを設定したので、各コンベア41a,41b,41c間の乗り継ぎの際にばらけた物品が十分に分離されて、下流側で再び集合することがなくなるので、前記のような物品詰りや物品の重なりを防止することができ、物品を良好に一列に整列させることができる。一方、下流段ほど搬送速度を大きくすることによって、物品の引き剥がす目的で設けられた各段の高さの差を小さく設定することができるという効果も得られ、包装システム1のコンパクト化を図ることができる。
【産業上の利用可能性】
【0057】
本発明は、確実に所定の姿勢で所定の個数の物品を包装することができる包装システムを提供する。本発明は、冷凍したハンバーグ等の物品を整列させて、所定の個数の物品を所定の姿勢で包装する包装システムに関し、物品包装の技術分野に広く好適である。
【図面の簡単な説明】
【0058】
【図1】本発明の実施の形態に係る包装システムの全体図である。
【図2】搬送投入部の平面図である。
【図3】搬送投入部の側面図である。
【図4】搬送投入部の正面図である。
【図5】第1、第2ホッパの側面図である。
【図6】第1、第2ホッパの正面図である。
【図7】物品の説明図である。
【図8】袋の説明図である。
【図9】袋内の物品収容状態を示す説明図である。
【図10】搬送供給部の平面図である。
【図11】搬送供給部の側面図である。
【図12】整列部の平面図である。
【図13】整列部の側面図である。
【図14】包装システムの制御系統を示すブロック図である。
【図15】包装システムの上流側において行われる制御を示すフローチャートである。
【図16】包装システムの下流側において行われる制御を示すフローチャートである。
【図17】物品包装に係るフィーダ及びホッパの制御による物品の動作図である。
【符号の説明】
【0059】
1 包装システム
10 給袋包装機
21a,21b ホッパ
21a1,21a2,21b1,21b2 ゲート
22a,22b フィーダ(搬送手段)
25a,25b 押圧機構(阻止部材)
27a,27b フィーダ上センサ(検出手段)
31a,31b 振分コンベア
32 振分装置
33 取込コンベア
41a,41b,41c 整列コンベア
41a4,41b4,41c4 ローラ
41a4〜41a8,41b4〜41b8,41c4〜41c8 ガイド部材
60 制御手段
X 物品
Y 袋
【特許請求の範囲】
【請求項1】
2つの物品を袋の底部及び上部に並べた状態で包装した製品を製造する包装システムであって、上部が開口した状態の袋を所定位置に供給して物品が投入された袋の上部をシールする給袋包装機と、前記所定位置に供給された袋の上方に上下に同一垂直平面内に並んで位置して物品を貯留する一対のホッパと、物品を搬送してこれらのホッパに供給する搬送手段とを有すると共に、上側のホッパを開状態かつ下側のホッパを閉状態にして下側のホッパに物品を供給し、次いで上側のホッパを閉状態にして該ホッパに物品を供給した後、両方のホッパを同時に開いて袋に2つの物品を投入するようにホッパ及び搬送手段を制御する制御手段が備えられていることを特徴とする包装システム。
【請求項2】
搬送手段は、複数の物品を一列で搬送する一対のフィーダであって、各フィーダの先端部には物品の搬送を阻止する阻止部材が備えられ、前記制御手段は、フィーダからホッパへの物品の搬送を阻止すべきときには該阻止部材を作動させてフィーダ上の複数の物品を一列で待機させると共に、物品を搬送させるべきときには前記阻止部材による物品阻止状態を解除するように制御することを特徴とする請求項1に記載の包装システム。
【請求項3】
各フィーダの上流側には、各フィーダに物品を供給する一対の振分コンベアが備えられていることを特徴とする請求項2に記載の包装システム。
【請求項4】
振分コンベアの上流側には、物品を一列の状態で搬送する取込コンベアと、該取込コンベアから供給される物品をいずれかの振分コンベアに振り分ける振分装置と、各フィーダ上の物品の多少を検出する検出手段とが備えられ、前記制御手段は、該検出手段からの検出信号に基いて、物品の数が少ない方のフィーダに物品を供給するように前記振分装置を制御することを特徴とする請求項3に記載の包装システム。
【請求項5】
供給された複数の物品を一列に整列させる整列コンベアが備えられ、該整列コンベアは、搬送面が搬送方向に直交する方向に架設された複数のローラで構成されると共に、該搬送面上に物品に当接して該物品の姿勢を修正するガイド部材を有することを特徴とする請求項1から請求項4のいずれかに記載の包装システム。
【請求項6】
整列コンベアは、搬送方向に複数段に分割されて構成されていると共に、下流段ほど搬送面が低くなるように各段が構成されていることを特徴とする請求項5に記載の包装システム。
【請求項7】
複数段に分割された整列コンベアは、下流段ほど搬送速度が大きくなるように各段の搬送速度が設定されていることを特徴とする請求項6に記載の包装システム。
【請求項8】
物品は、扁平形状とされていると共に、上下のホッパには、閉状態のときに物品を立ち姿勢で貯留可能に保持する各一対のゲートが備えられ、該一対のゲートは、開状態のときは、前記物品の厚みに応じた間隔だけ先端部を開くように制御され、かつ、物品と袋の寸法関係は、2つの物品が重なって入らないように設定されていることを特徴とする請求項1から請求項7のいずれかに記載の包装システム。
【請求項1】
2つの物品を袋の底部及び上部に並べた状態で包装した製品を製造する包装システムであって、上部が開口した状態の袋を所定位置に供給して物品が投入された袋の上部をシールする給袋包装機と、前記所定位置に供給された袋の上方に上下に同一垂直平面内に並んで位置して物品を貯留する一対のホッパと、物品を搬送してこれらのホッパに供給する搬送手段とを有すると共に、上側のホッパを開状態かつ下側のホッパを閉状態にして下側のホッパに物品を供給し、次いで上側のホッパを閉状態にして該ホッパに物品を供給した後、両方のホッパを同時に開いて袋に2つの物品を投入するようにホッパ及び搬送手段を制御する制御手段が備えられていることを特徴とする包装システム。
【請求項2】
搬送手段は、複数の物品を一列で搬送する一対のフィーダであって、各フィーダの先端部には物品の搬送を阻止する阻止部材が備えられ、前記制御手段は、フィーダからホッパへの物品の搬送を阻止すべきときには該阻止部材を作動させてフィーダ上の複数の物品を一列で待機させると共に、物品を搬送させるべきときには前記阻止部材による物品阻止状態を解除するように制御することを特徴とする請求項1に記載の包装システム。
【請求項3】
各フィーダの上流側には、各フィーダに物品を供給する一対の振分コンベアが備えられていることを特徴とする請求項2に記載の包装システム。
【請求項4】
振分コンベアの上流側には、物品を一列の状態で搬送する取込コンベアと、該取込コンベアから供給される物品をいずれかの振分コンベアに振り分ける振分装置と、各フィーダ上の物品の多少を検出する検出手段とが備えられ、前記制御手段は、該検出手段からの検出信号に基いて、物品の数が少ない方のフィーダに物品を供給するように前記振分装置を制御することを特徴とする請求項3に記載の包装システム。
【請求項5】
供給された複数の物品を一列に整列させる整列コンベアが備えられ、該整列コンベアは、搬送面が搬送方向に直交する方向に架設された複数のローラで構成されると共に、該搬送面上に物品に当接して該物品の姿勢を修正するガイド部材を有することを特徴とする請求項1から請求項4のいずれかに記載の包装システム。
【請求項6】
整列コンベアは、搬送方向に複数段に分割されて構成されていると共に、下流段ほど搬送面が低くなるように各段が構成されていることを特徴とする請求項5に記載の包装システム。
【請求項7】
複数段に分割された整列コンベアは、下流段ほど搬送速度が大きくなるように各段の搬送速度が設定されていることを特徴とする請求項6に記載の包装システム。
【請求項8】
物品は、扁平形状とされていると共に、上下のホッパには、閉状態のときに物品を立ち姿勢で貯留可能に保持する各一対のゲートが備えられ、該一対のゲートは、開状態のときは、前記物品の厚みに応じた間隔だけ先端部を開くように制御され、かつ、物品と袋の寸法関係は、2つの物品が重なって入らないように設定されていることを特徴とする請求項1から請求項7のいずれかに記載の包装システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2006−89089(P2006−89089A)
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願番号】特願2004−277159(P2004−277159)
【出願日】平成16年9月24日(2004.9.24)
【特許番号】特許第3642528号(P3642528)
【特許公報発行日】平成17年4月27日(2005.4.27)
【出願人】(391043413)石井食品株式会社 (8)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願日】平成16年9月24日(2004.9.24)
【特許番号】特許第3642528号(P3642528)
【特許公報発行日】平成17年4月27日(2005.4.27)
【出願人】(391043413)石井食品株式会社 (8)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]