
包装体および包装体の製造方法
【課題】内容物の身離れが良く、剥離剤の裏移りが少ない包装体を提供する。
【解決手段】本発明にかかる包装体(2a)は、延伸された樹脂からなる基材層(11)と、基材層(11)の片面に積層されたシーラント層(13)と、を有する包装体において、シーラント層(13)は、ポリオレフィン、ポリエステル及びポリアミドからなる群から選択された1つ以上の基材樹脂と、HLBが2.0以下で、水酸基の数が0又は1の脂肪酸エステルからなる剥離剤と、の混合樹脂からなり、内容物充填後に熱をかけて収縮させることを特徴とする。
【解決手段】本発明にかかる包装体(2a)は、延伸された樹脂からなる基材層(11)と、基材層(11)の片面に積層されたシーラント層(13)と、を有する包装体において、シーラント層(13)は、ポリオレフィン、ポリエステル及びポリアミドからなる群から選択された1つ以上の基材樹脂と、HLBが2.0以下で、水酸基の数が0又は1の脂肪酸エステルからなる剥離剤と、の混合樹脂からなり、内容物充填後に熱をかけて収縮させることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粘稠性食品を充填包装するのに好適な包装体およびその製造方法に関する。より具体的には、練り餡、ショートニング等のフラワーペースト、その他の粘稠性食品を充填包装するのに好適な包装体およびその製造方法に関する。
【背景技術】
【0002】
練り餡、ショートニング等の粘り気のある物品、いわゆる粘稠物は、プラスチック製フィルムを用いて製袋された包装体に充填包装して市場に供給されている。
【0003】
しかし、この包装体に充填包装された粘稠物は、粘稠物の持つ粘り気により包装体の内面に付着してしまい、包装体内での粘稠物の流動性が悪く、かつ、この包装体の内面に接している部分の粘稠物は、包装体の内面に残ってしまい、包装体から取り出し難いため、粘稠物の取り出し作業が甚だ面倒であった。このため、粘稠物の取出歩留りを低下させることが所望されている。また、包装体内に残ってしまった粘稠物は、包装体と共に廃棄することになり、この粘稠物の廃棄量も比較的多く発生するため、包装体の廃棄処理において環境面から問題視されている。
【0004】
そこで、粘稠物を充填してなるフィルム包装体において、積層フィルムと粘稠物との身離れ性の向上を目的として、シーラント側に剥離剤を塗布することが行われている。
【0005】
なお、充填包装体の製袋および粘稠物の充填包装には、縦ピロー充填包装機が用いられており、ロール状に巻き取られる剥離剤塗工済の積層フィルムは、その帯状体の状態から、上方から下方にかけて連続して移動する過程でセーラー等の成形部材において筒状に形成され、そのシーラント層同士を合わせた合掌状の縦方向、横方向の重合部がヒートシールされる。この袋状に成形された内部に粘稠物が充填され、充填後は、その開口部が密着横ヒートシールされる(例えば、特許文献1参照)。
【0006】
また、特許文献2には、基材樹脂に対して、剥離剤として凝固点が10℃以下であり、かつHLBが5.0以下の添加剤を0.3〜3重量部添加することで、粘性の高い内容物に対して内容物の付着を抑制する技術について開示されている。
【0007】
さらに、特許文献3には、基材樹脂に対して水酸基の数が0又は1の脂肪酸エステルを添加した液切れ性の高いキャップについて開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2000−355362号公報
【特許文献2】特許第2787269号公報
【特許文献3】特開2007−284071号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで、剥離剤を塗布した原反積層フィルムをロール巻きする際は、剥離剤面が積層フィルムの裏側表面と接触することになる。その結果、積層フィルムの裏側表面に剥離剤が裏移りし、積層フィルムを充填機にて走行させる際に、セーラーに剥離剤が付着し、積層フィルムの走行性がばらつくことになる。このため、剥離剤の裏移りの低減が要望視されている。
【0010】
本発明は、上記事情に鑑みてなされたものであり、内容物の身離れが良く、剥離剤の裏移りが少ない包装体およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
かかる目的を達成するために、本発明は、以下の特徴を有する。
【0012】
本発明にかかる包装体は、
延伸された樹脂からなる基材層と、前記基材層の片面に積層されたシーラント層と、を有する包装体において、
前記シーラント層は、ポリオレフィン、ポリエステル及びポリアミドからなる群から選択された1つ以上の基材樹脂と、HLBが2.0以下で、水酸基の数が0又は1の脂肪酸エステルからなる剥離剤と、の混合樹脂からなり、
内容物充填後に熱をかけて収縮させることを特徴とする。
【0013】
本発明にかかる包装体の製造方法は、
延伸された樹脂からなる基材層と、
ポリオレフィン、ポリエステル及びポリアミドからなる群から選択された1つ以上の基材樹脂と、HLBが2.0以下で、水酸基の数が0又は1の脂肪酸エステルからなる剥離剤と、の混合樹脂からなるシーラント層と、
を熱融着して成形した積層フィルムをロール状に巻き取り、該巻き取った前記積層フィルムを製袋して、内容物充填後に熱をかけて収縮させることを特徴とする。
【発明の効果】
【0014】
本発明によれば、内容物の身離れが良く、剥離剤の裏移りが少ない包装体およびその製造方法を提供することができる。
【図面の簡単な説明】
【0015】
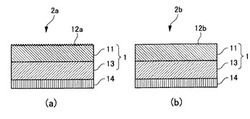
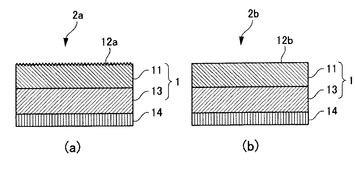
【図1】本実施形態の食品包装体用積層フィルム(a)と、従来の食品包装体用積層フィルム(b)と、の概略構成例を示す模式的断面図である。
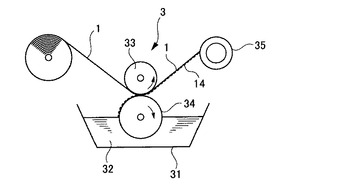
【図2】本実施形態のロール塗工機の概略構成例を示す模式図である。
【発明を実施するための形態】
【0016】
以下、添付図面を参照しながら、本実施形態について詳細に説明する。
【0017】
本発明者らは、上記目的を達成するために鋭意研究した結果、図1(a)に示すように、剥離剤塗布面に対して積層フィルム1の裏側にあたる基材表面を粗化し、基材粗化面12aを形成し、本発明を完成させた。
【0018】
図1(a)は、本実施形態の食品包装体用積層フィルムの概略構成例を示す模式的断面図である。図1(a)に示すように、積層フィルム1は、基材層11とシーラント層13とを有して構成し、積層フィルム1の基材層11の表面は粗化されて、基材粗化面12aが形成されている。また、積層フィルム1のシーラント層13には、剥離剤が添加されており、ブリードアウトにより剥離剤塗膜14が形成され、粗化面フィルム2aが形成される。
【0019】
基材層11は、ポリアミドフィルム、ポリプロピレンやポリエチレンなどのポリオレフィン、ポリエチレンテレフタレートフィルム等で構成される。基材層11の厚さは、シーラント層13よりも薄いことが好ましく、好ましくは5μm〜50μmであり、より好ましくは10μm〜25μmである。なお、基材層11は、内容物を充填した後に熱をかけることで収縮できるように延伸されたフィルムで構成することが好ましく、収縮性と成形性との観点から2軸延伸ナイロンであることが好ましい。
【0020】
本実施形態の積層フィルム1は、基材層11のシーラント層13との接着面と反対側の表面に基材粗化面12aが形成されている。基材層11に基材粗化面12aが形成されていることで、粗化面フィルム2aを成形した後に、その粗化面フィルム2aをロールした際に、剥離剤塗膜14との接触面積を低減させることができる。その結果、剥離剤の基材層11への移行を低減させることができる。なお、基材粗化面12aは、最大高さRmaxが少なくとも剥離剤塗膜14の厚みより大きいことが好ましく、シーラント層13に剥離剤を添加した際のブリードアウト量や、シーラント層13に塗布する剥離剤の塗布量により適宜変化させることが好ましい。基材粗化面12aの算術平均粗さの範囲は、0.2μm以上であることが好ましい。但し、算術平均粗さは、JIS B 0601−2001に準じて測定した値である。なお、基材層11の基材粗化面12aの形成方法は特に限定せず任意の方法を用いて行うことが可能である。
【0021】
例えば、高分子フィルムの製造においては、一般に、Tダイスから溶融押出されたフィルムを冷却ロールに接触させて冷却する。この場合、1つの冷却ロールの表面を粗化しておけば、その粗化した表面がフィルムに転写され、片側表面が粗化されたフィルムを得ることができる。また、二軸延伸フィルムの場合は、冷却ロールで冷却されたフィルムをさらに順次縦横2方向に延伸するため、最終厚さのフィルムにおける粗化面の表面粗さは、冷却時よりも小さくなる。
【0022】
シーラント層13は、ポリオレフィン、ポリエステル及びポリアミドからなる群から選択された1つ以上の基材樹脂に対し、剥離剤としての界面活性剤を混入した混合樹脂で構成する。なお、基材樹脂としては、上記の樹脂を複数混合して用いることも可能である。剥離剤としての界面活性剤は、0.01%〜5%の範囲で添加することが好ましい。これは、界面活性剤の添加量が多すぎると、ロール時の基材層11への界面活性剤の移行が多くなり、少ない場合は、粘稠物の剥離性が不十分になるためである。なお、シーラント層13の厚さは、15μm〜100μmであることが好ましく、30μm〜70μmであることがより好ましい。また、基材層11と、シーラント層13と、の間には、熱収縮時のクッション剤として接着層を介在させることが好ましく、接着層としてシーラント層より薄い厚さにてポリエチレン、シーラント層として直鎖状低密度ポリエチレンを用いることが好ましい。
【0023】
本実施形態の積層フィルム1は、基材層11を構成するフィルムとシーラント層13を構成するフィルムとを押出ラミネータにより押し出し、双方のフィルムを熱融着して成形することができる。なお、基材層11とシーラント層13との接着面は、界面の接着をより良好にするため、接着剤を用いて接着することも可能である。この場合、接着剤としては、イソシアネート系、ポリエチレンイミン系、チタネート系、ウレタン系等を用いることができる。積層フィルム1を成形した後は、積層フィルム1のシーラント層13側にブリードアウトにより剥離剤塗膜14が形成され、その剥離剤塗膜14を内側にして巻取り管に巻き取られる。
【0024】
なお、延伸フィルムからなる基材層11を用いて成形された積層フィルム1の場合は、製袋及び内容物充填後に熱湯や温水に積層フィルム1を浸すなどして積層フィルム1に熱をかけ、積層フィルム1を収縮させ、内容物が動かないようにすることが好ましい。なお、積層フィルム1を温水に浸す際は、80〜95℃の範囲で20分以上、好ましくは30分以上浸すことが好ましい。また、この熱により、シーラント層13に添加された剥離剤のブリードアウトを促進することができ、内容物との身離れ性を向上させることができる。従って、製袋後に剥離剤のブリードアウトを促進することで、積層フィルム1をロール状に巻き取り保管している際に発生する剥離剤の基材層11への移行を抑制することができる。
【0025】
なお、粘性の高い内容物に対する剥離性が高い剥離剤としては、HLBの低い界面活性剤であることが好ましく、好ましいHLBの値としては、5.0以下であり、さらに好ましくは、2.0以下である。また、水酸基の数が0又は1の脂肪酸エステルが好ましく、トリグリセライドであることが好ましい。さらに、融点が高いことが好ましく、常温で固体のトリグリセライドであり、炭素数が10以上のトリグリセライドであることが好ましい。このように、融点が高く、HLBの低い界面活性剤を剥離剤として用いることで、原反積層フィルム1をロール状に保管している際の剥離剤のブリードアウトを抑制し、製袋・充填後にシュリンク時の熱で剥離剤のブリードアウトを促進させることができるため、ロール時の剥離剤の裏移りを抑制し、製袋時の積層フィルム1の走行性を阻害することなく、効果的に内容物と積層フィルム1との付着を防止することができる。
【0026】
また、剥離剤として用いる界面活性剤としては、トリグリセライドに加えて、オレイン酸アミドなどブリードアウトし易い樹脂を同時に用いることでトリグリセライドのブリードアウトを促進することができる。但し、トリグリセライドとオレイン酸アミドとの混合比率は、トリグリセライドの剥離性を阻害しない範囲でオレイン酸アミドを用いることが好ましく、トリグリセライド:オレイン酸アミド=10:1〜6:4であることが好ましい。
【0027】
なお、シーラント層13に添加した剥離剤は、図2に示したロール塗工機を用いて、剥離剤としての界面活性剤をシーラント層13に塗布して剥離剤塗膜14を形成してもよい。
【0028】
剥離剤としての界面活性剤の塗工量は、固形分塗工量が0.4g/m2〜0.06g/m2の範囲が好ましく、0.1g/m2〜0.2g/m2の範囲がより好ましい。これは、界面活性剤の固形分塗工量が、0.4g/m2を超えると、ロール時の基材層11への界面活性剤の移行が多くなり、0.05g/m2未満の場合は、粘稠物の剥離性が不十分となるためである。
【0029】
剥離剤としての界面活性剤の塗工は、図2に示すように、ロール塗工機3による塗工方法等によってシーラント層13に被覆されるものであり、界面活性剤32を収容した蓄溜層31内へ浸すように、回転駆動される転写ロール34を横架し、また、転写ロール34に対応させてその上部に押えロール33を設け、これら転写ロール34と押えロール33との間に、シーラント層13が下側を向くように積層フィルム1を供給することで、積層フィルム1の引き出しと共に、転写ロール34面に付着した界面活性剤が、この転写ロール34に接触するシーラント層13の片面に均一に転写される。転写後は、所定の乾燥温度で十分に乾燥する。これにより、剥離剤としての界面活性剤32を積層フィルム1に塗布して剥離剤塗膜14を積層フィルム1に形成することができる。
【0030】
図1(b)は、従来の食品包装体用積層フィルムの概略構成例を示す模式的断面図である。図1(b)に示す平滑面フィルム2bにおいて、積層フィルム1の基材層11の表面には基材平滑面12bが形成されており、基材平滑面12bと、シーラント層13の剥離剤塗膜14が形成された面と、の粗さは略同等であり、平滑面フィルム2bの成形後、平滑面フィルム2bをロール状に巻き取ると、剥離剤が基材層11に多量に移行してしまうことになる。その結果、製袋時にさらに機械に剥離剤が移行してしまい、平滑面フィルム2bの走行性を著しく悪化させてしまうことになる。
【0031】
これに対し、図1(a)に示す粗化面フィルム2aは、積層フィルム1の基材層11の表面には基材粗化面12aが形成されており、粗化面フィルム2aの成形後、粗化面フィルム2aをロール状に巻き取っても、基材粗化面12aにより、剥離剤の基材層11への移行を抑制することができる。その結果、製袋時に機械に剥離剤が移行してしまうのを抑制し、粗化面フィルム2aの走行性も良好にすることができる。このため、内容物の身離れが良く、積層フィルム1の裏側表面への剥離剤の裏移りを少なくすることができる。
【0032】
以上、実施形態を用いて本発明を説明したが、本発明の技術的範囲は上記実施形態に記載の範囲には限定されないことは言うまでもない。上記実施形態に、多様な変更または改良を加えることが可能であることが当業者に明らかである。またその様な変更または改良を加えた形態も本発明の技術的範囲に含まれ得ることが、特許請求の範囲の記載から明らかである。
【符号の説明】
【0033】
1 積層フィルム
11 基材層
13 シーラント層
14 剥離剤塗膜
3 ロール塗工機
31 蓄溜槽
32 界面活性剤
33 押えロール
34 転写ロール
35 巻取り管
【技術分野】
【0001】
本発明は、粘稠性食品を充填包装するのに好適な包装体およびその製造方法に関する。より具体的には、練り餡、ショートニング等のフラワーペースト、その他の粘稠性食品を充填包装するのに好適な包装体およびその製造方法に関する。
【背景技術】
【0002】
練り餡、ショートニング等の粘り気のある物品、いわゆる粘稠物は、プラスチック製フィルムを用いて製袋された包装体に充填包装して市場に供給されている。
【0003】
しかし、この包装体に充填包装された粘稠物は、粘稠物の持つ粘り気により包装体の内面に付着してしまい、包装体内での粘稠物の流動性が悪く、かつ、この包装体の内面に接している部分の粘稠物は、包装体の内面に残ってしまい、包装体から取り出し難いため、粘稠物の取り出し作業が甚だ面倒であった。このため、粘稠物の取出歩留りを低下させることが所望されている。また、包装体内に残ってしまった粘稠物は、包装体と共に廃棄することになり、この粘稠物の廃棄量も比較的多く発生するため、包装体の廃棄処理において環境面から問題視されている。
【0004】
そこで、粘稠物を充填してなるフィルム包装体において、積層フィルムと粘稠物との身離れ性の向上を目的として、シーラント側に剥離剤を塗布することが行われている。
【0005】
なお、充填包装体の製袋および粘稠物の充填包装には、縦ピロー充填包装機が用いられており、ロール状に巻き取られる剥離剤塗工済の積層フィルムは、その帯状体の状態から、上方から下方にかけて連続して移動する過程でセーラー等の成形部材において筒状に形成され、そのシーラント層同士を合わせた合掌状の縦方向、横方向の重合部がヒートシールされる。この袋状に成形された内部に粘稠物が充填され、充填後は、その開口部が密着横ヒートシールされる(例えば、特許文献1参照)。
【0006】
また、特許文献2には、基材樹脂に対して、剥離剤として凝固点が10℃以下であり、かつHLBが5.0以下の添加剤を0.3〜3重量部添加することで、粘性の高い内容物に対して内容物の付着を抑制する技術について開示されている。
【0007】
さらに、特許文献3には、基材樹脂に対して水酸基の数が0又は1の脂肪酸エステルを添加した液切れ性の高いキャップについて開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2000−355362号公報
【特許文献2】特許第2787269号公報
【特許文献3】特開2007−284071号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで、剥離剤を塗布した原反積層フィルムをロール巻きする際は、剥離剤面が積層フィルムの裏側表面と接触することになる。その結果、積層フィルムの裏側表面に剥離剤が裏移りし、積層フィルムを充填機にて走行させる際に、セーラーに剥離剤が付着し、積層フィルムの走行性がばらつくことになる。このため、剥離剤の裏移りの低減が要望視されている。
【0010】
本発明は、上記事情に鑑みてなされたものであり、内容物の身離れが良く、剥離剤の裏移りが少ない包装体およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
かかる目的を達成するために、本発明は、以下の特徴を有する。
【0012】
本発明にかかる包装体は、
延伸された樹脂からなる基材層と、前記基材層の片面に積層されたシーラント層と、を有する包装体において、
前記シーラント層は、ポリオレフィン、ポリエステル及びポリアミドからなる群から選択された1つ以上の基材樹脂と、HLBが2.0以下で、水酸基の数が0又は1の脂肪酸エステルからなる剥離剤と、の混合樹脂からなり、
内容物充填後に熱をかけて収縮させることを特徴とする。
【0013】
本発明にかかる包装体の製造方法は、
延伸された樹脂からなる基材層と、
ポリオレフィン、ポリエステル及びポリアミドからなる群から選択された1つ以上の基材樹脂と、HLBが2.0以下で、水酸基の数が0又は1の脂肪酸エステルからなる剥離剤と、の混合樹脂からなるシーラント層と、
を熱融着して成形した積層フィルムをロール状に巻き取り、該巻き取った前記積層フィルムを製袋して、内容物充填後に熱をかけて収縮させることを特徴とする。
【発明の効果】
【0014】
本発明によれば、内容物の身離れが良く、剥離剤の裏移りが少ない包装体およびその製造方法を提供することができる。
【図面の簡単な説明】
【0015】
【図1】本実施形態の食品包装体用積層フィルム(a)と、従来の食品包装体用積層フィルム(b)と、の概略構成例を示す模式的断面図である。
【図2】本実施形態のロール塗工機の概略構成例を示す模式図である。
【発明を実施するための形態】
【0016】
以下、添付図面を参照しながら、本実施形態について詳細に説明する。
【0017】
本発明者らは、上記目的を達成するために鋭意研究した結果、図1(a)に示すように、剥離剤塗布面に対して積層フィルム1の裏側にあたる基材表面を粗化し、基材粗化面12aを形成し、本発明を完成させた。
【0018】
図1(a)は、本実施形態の食品包装体用積層フィルムの概略構成例を示す模式的断面図である。図1(a)に示すように、積層フィルム1は、基材層11とシーラント層13とを有して構成し、積層フィルム1の基材層11の表面は粗化されて、基材粗化面12aが形成されている。また、積層フィルム1のシーラント層13には、剥離剤が添加されており、ブリードアウトにより剥離剤塗膜14が形成され、粗化面フィルム2aが形成される。
【0019】
基材層11は、ポリアミドフィルム、ポリプロピレンやポリエチレンなどのポリオレフィン、ポリエチレンテレフタレートフィルム等で構成される。基材層11の厚さは、シーラント層13よりも薄いことが好ましく、好ましくは5μm〜50μmであり、より好ましくは10μm〜25μmである。なお、基材層11は、内容物を充填した後に熱をかけることで収縮できるように延伸されたフィルムで構成することが好ましく、収縮性と成形性との観点から2軸延伸ナイロンであることが好ましい。
【0020】
本実施形態の積層フィルム1は、基材層11のシーラント層13との接着面と反対側の表面に基材粗化面12aが形成されている。基材層11に基材粗化面12aが形成されていることで、粗化面フィルム2aを成形した後に、その粗化面フィルム2aをロールした際に、剥離剤塗膜14との接触面積を低減させることができる。その結果、剥離剤の基材層11への移行を低減させることができる。なお、基材粗化面12aは、最大高さRmaxが少なくとも剥離剤塗膜14の厚みより大きいことが好ましく、シーラント層13に剥離剤を添加した際のブリードアウト量や、シーラント層13に塗布する剥離剤の塗布量により適宜変化させることが好ましい。基材粗化面12aの算術平均粗さの範囲は、0.2μm以上であることが好ましい。但し、算術平均粗さは、JIS B 0601−2001に準じて測定した値である。なお、基材層11の基材粗化面12aの形成方法は特に限定せず任意の方法を用いて行うことが可能である。
【0021】
例えば、高分子フィルムの製造においては、一般に、Tダイスから溶融押出されたフィルムを冷却ロールに接触させて冷却する。この場合、1つの冷却ロールの表面を粗化しておけば、その粗化した表面がフィルムに転写され、片側表面が粗化されたフィルムを得ることができる。また、二軸延伸フィルムの場合は、冷却ロールで冷却されたフィルムをさらに順次縦横2方向に延伸するため、最終厚さのフィルムにおける粗化面の表面粗さは、冷却時よりも小さくなる。
【0022】
シーラント層13は、ポリオレフィン、ポリエステル及びポリアミドからなる群から選択された1つ以上の基材樹脂に対し、剥離剤としての界面活性剤を混入した混合樹脂で構成する。なお、基材樹脂としては、上記の樹脂を複数混合して用いることも可能である。剥離剤としての界面活性剤は、0.01%〜5%の範囲で添加することが好ましい。これは、界面活性剤の添加量が多すぎると、ロール時の基材層11への界面活性剤の移行が多くなり、少ない場合は、粘稠物の剥離性が不十分になるためである。なお、シーラント層13の厚さは、15μm〜100μmであることが好ましく、30μm〜70μmであることがより好ましい。また、基材層11と、シーラント層13と、の間には、熱収縮時のクッション剤として接着層を介在させることが好ましく、接着層としてシーラント層より薄い厚さにてポリエチレン、シーラント層として直鎖状低密度ポリエチレンを用いることが好ましい。
【0023】
本実施形態の積層フィルム1は、基材層11を構成するフィルムとシーラント層13を構成するフィルムとを押出ラミネータにより押し出し、双方のフィルムを熱融着して成形することができる。なお、基材層11とシーラント層13との接着面は、界面の接着をより良好にするため、接着剤を用いて接着することも可能である。この場合、接着剤としては、イソシアネート系、ポリエチレンイミン系、チタネート系、ウレタン系等を用いることができる。積層フィルム1を成形した後は、積層フィルム1のシーラント層13側にブリードアウトにより剥離剤塗膜14が形成され、その剥離剤塗膜14を内側にして巻取り管に巻き取られる。
【0024】
なお、延伸フィルムからなる基材層11を用いて成形された積層フィルム1の場合は、製袋及び内容物充填後に熱湯や温水に積層フィルム1を浸すなどして積層フィルム1に熱をかけ、積層フィルム1を収縮させ、内容物が動かないようにすることが好ましい。なお、積層フィルム1を温水に浸す際は、80〜95℃の範囲で20分以上、好ましくは30分以上浸すことが好ましい。また、この熱により、シーラント層13に添加された剥離剤のブリードアウトを促進することができ、内容物との身離れ性を向上させることができる。従って、製袋後に剥離剤のブリードアウトを促進することで、積層フィルム1をロール状に巻き取り保管している際に発生する剥離剤の基材層11への移行を抑制することができる。
【0025】
なお、粘性の高い内容物に対する剥離性が高い剥離剤としては、HLBの低い界面活性剤であることが好ましく、好ましいHLBの値としては、5.0以下であり、さらに好ましくは、2.0以下である。また、水酸基の数が0又は1の脂肪酸エステルが好ましく、トリグリセライドであることが好ましい。さらに、融点が高いことが好ましく、常温で固体のトリグリセライドであり、炭素数が10以上のトリグリセライドであることが好ましい。このように、融点が高く、HLBの低い界面活性剤を剥離剤として用いることで、原反積層フィルム1をロール状に保管している際の剥離剤のブリードアウトを抑制し、製袋・充填後にシュリンク時の熱で剥離剤のブリードアウトを促進させることができるため、ロール時の剥離剤の裏移りを抑制し、製袋時の積層フィルム1の走行性を阻害することなく、効果的に内容物と積層フィルム1との付着を防止することができる。
【0026】
また、剥離剤として用いる界面活性剤としては、トリグリセライドに加えて、オレイン酸アミドなどブリードアウトし易い樹脂を同時に用いることでトリグリセライドのブリードアウトを促進することができる。但し、トリグリセライドとオレイン酸アミドとの混合比率は、トリグリセライドの剥離性を阻害しない範囲でオレイン酸アミドを用いることが好ましく、トリグリセライド:オレイン酸アミド=10:1〜6:4であることが好ましい。
【0027】
なお、シーラント層13に添加した剥離剤は、図2に示したロール塗工機を用いて、剥離剤としての界面活性剤をシーラント層13に塗布して剥離剤塗膜14を形成してもよい。
【0028】
剥離剤としての界面活性剤の塗工量は、固形分塗工量が0.4g/m2〜0.06g/m2の範囲が好ましく、0.1g/m2〜0.2g/m2の範囲がより好ましい。これは、界面活性剤の固形分塗工量が、0.4g/m2を超えると、ロール時の基材層11への界面活性剤の移行が多くなり、0.05g/m2未満の場合は、粘稠物の剥離性が不十分となるためである。
【0029】
剥離剤としての界面活性剤の塗工は、図2に示すように、ロール塗工機3による塗工方法等によってシーラント層13に被覆されるものであり、界面活性剤32を収容した蓄溜層31内へ浸すように、回転駆動される転写ロール34を横架し、また、転写ロール34に対応させてその上部に押えロール33を設け、これら転写ロール34と押えロール33との間に、シーラント層13が下側を向くように積層フィルム1を供給することで、積層フィルム1の引き出しと共に、転写ロール34面に付着した界面活性剤が、この転写ロール34に接触するシーラント層13の片面に均一に転写される。転写後は、所定の乾燥温度で十分に乾燥する。これにより、剥離剤としての界面活性剤32を積層フィルム1に塗布して剥離剤塗膜14を積層フィルム1に形成することができる。
【0030】
図1(b)は、従来の食品包装体用積層フィルムの概略構成例を示す模式的断面図である。図1(b)に示す平滑面フィルム2bにおいて、積層フィルム1の基材層11の表面には基材平滑面12bが形成されており、基材平滑面12bと、シーラント層13の剥離剤塗膜14が形成された面と、の粗さは略同等であり、平滑面フィルム2bの成形後、平滑面フィルム2bをロール状に巻き取ると、剥離剤が基材層11に多量に移行してしまうことになる。その結果、製袋時にさらに機械に剥離剤が移行してしまい、平滑面フィルム2bの走行性を著しく悪化させてしまうことになる。
【0031】
これに対し、図1(a)に示す粗化面フィルム2aは、積層フィルム1の基材層11の表面には基材粗化面12aが形成されており、粗化面フィルム2aの成形後、粗化面フィルム2aをロール状に巻き取っても、基材粗化面12aにより、剥離剤の基材層11への移行を抑制することができる。その結果、製袋時に機械に剥離剤が移行してしまうのを抑制し、粗化面フィルム2aの走行性も良好にすることができる。このため、内容物の身離れが良く、積層フィルム1の裏側表面への剥離剤の裏移りを少なくすることができる。
【0032】
以上、実施形態を用いて本発明を説明したが、本発明の技術的範囲は上記実施形態に記載の範囲には限定されないことは言うまでもない。上記実施形態に、多様な変更または改良を加えることが可能であることが当業者に明らかである。またその様な変更または改良を加えた形態も本発明の技術的範囲に含まれ得ることが、特許請求の範囲の記載から明らかである。
【符号の説明】
【0033】
1 積層フィルム
11 基材層
13 シーラント層
14 剥離剤塗膜
3 ロール塗工機
31 蓄溜槽
32 界面活性剤
33 押えロール
34 転写ロール
35 巻取り管
【特許請求の範囲】
【請求項1】
延伸された樹脂からなる基材層と、前記基材層の片面に積層されたシーラント層と、を有する包装体において、
前記シーラント層は、ポリオレフィン、ポリエステル及びポリアミドからなる群から選択された1つ以上の基材樹脂と、HLBが2.0以下で、水酸基の数が0又は1の脂肪酸エステルからなる剥離剤と、の混合樹脂からなり、
内容物充填後に熱をかけて収縮させることを特徴とする包装体。
【請求項2】
前記剥離剤は、トリグリセライドであることを特徴とする請求項1記載の包装体。
【請求項3】
前記トリグリセライドは、常温で固体であることを特徴とする請求項1又は2記載の包装体。
【請求項4】
内容物充填後に温水に浸すことを特徴とする請求項1から3のいずれか1項に記載の包装体。
【請求項5】
前記基材層の前記シーラント層と積層しない側の表面の最大高さRmaxは、前記シーラント層表面にブリードアウトした前記剥離剤の厚みより大きいことを特徴とする請求項1から4のいずれか1項に記載の包装体。
【請求項6】
延伸された樹脂からなる基材層と、
ポリオレフィン、ポリエステル及びポリアミドからなる群から選択された1つ以上の基材樹脂と、HLBが2.0以下で、水酸基の数が0又は1の脂肪酸エステルからなる剥離剤と、の混合樹脂からなるシーラント層と、
を熱融着して成形した積層フィルムをロール状に巻き取り、該巻き取った前記積層フィルムを製袋して、内容物充填後に熱をかけて収縮させることを特徴とする包装体の製造方法。
【請求項1】
延伸された樹脂からなる基材層と、前記基材層の片面に積層されたシーラント層と、を有する包装体において、
前記シーラント層は、ポリオレフィン、ポリエステル及びポリアミドからなる群から選択された1つ以上の基材樹脂と、HLBが2.0以下で、水酸基の数が0又は1の脂肪酸エステルからなる剥離剤と、の混合樹脂からなり、
内容物充填後に熱をかけて収縮させることを特徴とする包装体。
【請求項2】
前記剥離剤は、トリグリセライドであることを特徴とする請求項1記載の包装体。
【請求項3】
前記トリグリセライドは、常温で固体であることを特徴とする請求項1又は2記載の包装体。
【請求項4】
内容物充填後に温水に浸すことを特徴とする請求項1から3のいずれか1項に記載の包装体。
【請求項5】
前記基材層の前記シーラント層と積層しない側の表面の最大高さRmaxは、前記シーラント層表面にブリードアウトした前記剥離剤の厚みより大きいことを特徴とする請求項1から4のいずれか1項に記載の包装体。
【請求項6】
延伸された樹脂からなる基材層と、
ポリオレフィン、ポリエステル及びポリアミドからなる群から選択された1つ以上の基材樹脂と、HLBが2.0以下で、水酸基の数が0又は1の脂肪酸エステルからなる剥離剤と、の混合樹脂からなるシーラント層と、
を熱融着して成形した積層フィルムをロール状に巻き取り、該巻き取った前記積層フィルムを製袋して、内容物充填後に熱をかけて収縮させることを特徴とする包装体の製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2012−158373(P2012−158373A)
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願番号】特願2011−20210(P2011−20210)
【出願日】平成23年2月1日(2011.2.1)
【出願人】(000104674)キョーラク株式会社 (292)
【Fターム(参考)】
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願日】平成23年2月1日(2011.2.1)
【出願人】(000104674)キョーラク株式会社 (292)
【Fターム(参考)】
[ Back to top ]