
包装体及びその製造方法
【課題】把手用フィルムの溶着不良による不良品の発生を防ぎ、運搬時に発生するカートンの破損を低減する、持ち運びに安定したティシュカートンの包装体及びその製造方法を提供する。
【解決手段】高さ方向に積重された複数のティシュカートン2が、樹脂フィルム4により一体的に包装された包装体1であって、包装体本体3の上面6に、樹脂フィルム4の一部により包装体本体3と一体化して形成された、運搬用の把手8を備えた包装体1。
【解決手段】高さ方向に積重された複数のティシュカートン2が、樹脂フィルム4により一体的に包装された包装体1であって、包装体本体3の上面6に、樹脂フィルム4の一部により包装体本体3と一体化して形成された、運搬用の把手8を備えた包装体1。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高さ方向に積重された複数のティシュカートンが、樹脂フィルムによって一体的に包装された包装体及びその製造方法に関するものである。より具体的には、包装体の上面に、樹脂フィルムの一部により包装体と一体化して形成された、運搬用の把手を備えた包装体及びその製造方法に関するものである。
【背景技術】
【0002】
一般に、ティシュペーパー等のカートン入り使い捨て衛生用紙は、複数のカートンが積み重ねられ、樹脂フィルムによって一体的に包装された状態で市販されている。
【0003】
この様な複数の被包装体(カートン入り使い捨て衛生用紙)が一体的に包装された包装体としては、購入者の持ち運びの便宜のために、運搬用の把手を備えたものが知られている。この様な包装体は、把手を手で掴んで持ち運ぶことが可能であるため、比較的嵩高く、重量もある使い捨て紙製品であってもその運搬が容易になるという利点がある。
【0004】
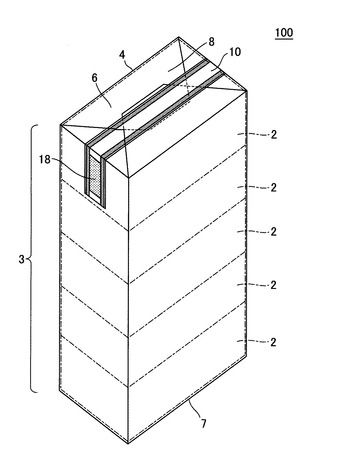
例えば、図9に示す包装体100は、5個のカートン入りティシュペーパー(ティシュカートン)を被包装体とした場合の例であり、5個のティシュカートン2が高さ方向に積重された状態で、樹脂フィルム4により一体的に包装され、その上面6を跨いで、帯状の把手10を備えたものである(例えば、特許文献1〜4参照)。
【0005】
【特許文献1】特許第3695786号公報
【特許文献2】特開2002−347836号公報
【特許文献3】特開2004−1802号公報
【特許文献4】特開2003−341724号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、上記の様な、帯状フィルムを包装体本体に溶着して把手とする包装体においては、溶着不良により、被包装体を覆う樹脂フィルムから把手用フィルムが剥がれ落ちてしまい、把手としての役目を果たさない製品が発生するという問題があった。
【0007】
また、帯状フィルムは、包装体の上面を跨いで包装体の長辺方向(ティシュカートンの横幅方向:長手方向)に対向する両側面に溶着される為、持ち運び時の安定性に欠け、短辺方向(ティシュカートンの奥行方向)への揺れを引き起こし、カートンの破損を生じさせることがあった。即ち、手がカートンに当たることによって、ティシュ取り出し口に形成されたミシン目を破断したり、カートンが周辺物に当たることによって、カートンに傷や凹みを生じさせたりするなど、不良品発生に対する懸念があった。更に、持ち運び時に、箱体であるカートンの角が手や足に当たり、痛みや不快感を生ずるという課題もあった。
【0008】
また、上記の様な包装体においては、カートン包装用樹脂フィルムとは別に、把手用フィルムを準備して溶着しなければならないことから、製造工程及びコストの観点から見ても無駄があった。更に、包装体における把手用フィルムの有無を確認するためには、フィルムに着色を施す又は不透明なマークを印刷するなどしてカメラで色認識する必要があり、また、溶着部の良否を確認するために、溶着部の光の乱反射を測定する必要がある。即ち、印刷コストがかかるだけでなく、包装体全体の美観を損ない、消費者の購買意欲に影響するという問題もあった。
【0009】
従って、把手として帯状フィルムの溶着を必要とせず、且つ、持ち運び時の安定性にも優れたティシュカートン包装体が切望されている。
【0010】
本発明は、このような従来技術の課題を解決するためになされたものであって、把手用フィルムの溶着不良による不良品の発生を防ぎ、運搬時に発生するティシュカートンの破損を低減する、運搬時の安定性に優れた包装体及びその製造方法を提供するものである。
【課題を解決するための手段】
【0011】
本発明者は、前記のような従来技術の課題を解決するために鋭意検討した結果、従来、包装体本体に、別の帯状の樹脂フィルムを溶着することによって形成していた把手を、包装体を構成する樹脂フィルムの一部を用いて包装体本体と一体化して形成することによって、上記課題が解決されることに想到し、本発明を完成させた。即ち、本発明は以下の通りである。
【0012】
[1] 積重された複数のティシュカートンが、樹脂フィルムにより一体的に包装された包装体であって、前記ティシュカートンの上面側に延出した前記樹脂フィルムのうち、前記ティシュカートンの短辺側に延出した短辺側延出部が、前記ティシュカートンの上面に向かって折り込まれて、短辺側折込部とされており、前記ティシュカートンの長辺側に延出した長辺側延出部が、前記短辺側折込部の上に、その長辺方向の長さがその端縁部へ向かって短くなる様に折り込まれて、長辺側折込部とされており、対向する2つの前記長辺側折込部が、前記短辺側折込部の上に貼り付けられて、対向する2つの前記長辺側折込部の前記先端部同士が互いに貼り合わされて運搬用の把手となるフラップ部が形成された包装体。
【0013】
[2] 前記短辺側折込部と前記ティシュカートンの前記上面との接触面が、前記ティシュカートンの一方の長辺側から他方の長辺側までを覆う長方形状に形成された前記[1]に記載の包装体。
【0014】
[3] 前記フラップ部に、運搬時に手を挿入する開口部又は開口部となる開口予定部、及び掌内に握り込むことが可能な様に加工された保持部が設けられた前記[1]又は[2]に記載の包装体。
【0015】
[4] 積重された複数のティシュカートンを、樹脂フィルムにより一体的に包装した包装体の製造方法であって、前記ティシュカートンの上面側に延出した前記樹脂フィルムのうち、前記ティシュカートンの短辺側に延出した短辺側延出部を、前記ティシュカートンの上面に向かって折り込んで短辺側折込部とし、前記ティシュカートンの長辺側に延出した長辺側延出部を、前記短辺側折込部の上に、その長辺方向の長さがその端縁部へ向かって短くなる様に折り込み、長辺側折込部とし、対向する2つの前記長辺側折込部を、前記短辺側折込部の上に貼り付け、対向する2つの前記長辺側折込部の前記先端部同士を互いに貼り合わせて運搬用の把手となるフラップ部を形成する包装体の製造方法。
【0016】
[5] 前記短辺側折込部と前記ティシュカートンの前記上面との接触面を、前記ティシュカートンの一方の長辺側から他方の長辺側までを覆う長方形状に形成する前記[4]に記載の包装体の製造方法。
【0017】
[6] 前記長辺側折込部の前記短辺側折込部への貼り付け、及び前記長辺側折込部の前記先端部同士の貼り付けを、熱シールにて行う前記[4]又は[5]に記載の包装体の製造方法。
【発明の効果】
【0018】
本発明によれば、把手としての帯状フィルムの溶着を必要とせず、且つ、持ち運び時の安定性にも優れた包装体が提供され、製造工程および運搬過程における不具合の発生を低減させるという顕著な効果を奏する。また、資源及びコストの削減効果も有する。
【発明を実施するための最良の形態】
【0019】
以下、図面を参照しつつ本発明の実施の形態について説明する。本発明は、以下の実施形態に限定されるものではなく、発明の範囲を逸脱しない限りにおいて、変更、修正、改良を加え得るものである。
【0020】
[1]本発明の包装体:
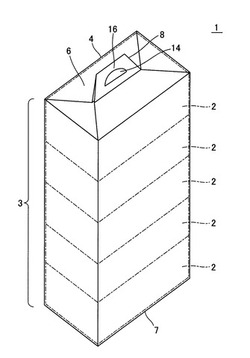
図1は、本発明の包装体の実施形態1を示す斜視図である。包装体1は、5個のティシュカートン2が高さ方向に積重された状態で、樹脂フィルム4により一体的に包装され、その上面6に運搬用の把手8を備えたものである。そして、把手8は、包装体1を構成する樹脂フィルム4の一部を用いて包装体本体3と一体化して形成され、包装体1の上面6の中央部に包装体1の長辺方向と略平行に形成されている。
【0021】
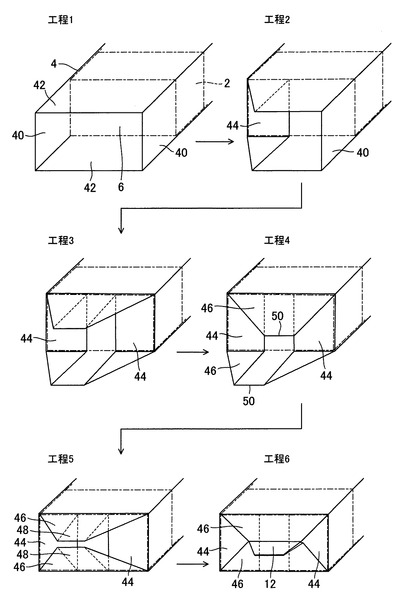
本発明の包装体1の下面7はキャラメル包装により封止されており、上面6は、同手法により封止されると同時に把手8が包装体本体3と一体的に形成されている。具体的には、図8に示す通り、ティシュカートンの上面側に延出した樹脂フィルム4のうち、短辺側に延出した短辺側延出部40が、ティシュカートン2の上面6に向かって折り込まれ、短辺側折込部44とされており、長辺側に延出した長辺側延出部42が、短辺側折込部44の上に、その長辺方向の長さがその端縁部50へ向かって短くなる様に折り込まれ、長辺側折込部46とされており、対向する2つの長辺側折込部46が、短辺側折込部44の上に貼り付けられており、対向する2つの長辺側折込部46の先端部48同士が互いに貼り合わされて運搬用の把手8となるフラップ部12が形成されている。
【0022】
尚、キャラメル包装とは、タバコの包装袋のように、本体端面よりも外方に突出させるようにフィルムの余長部分を取り、この余長部分を順に折り畳んで封止する封止形態を言い、包装の分野で常用されているものであり、被包装体が、ティシュカートン2の様な箱状体である場合に、最もその特性が生かされる。つまり、被包装体が柔軟性物品である場合には、溶着の際に被包装体にかかる圧力により被包装体が破損してしまう恐れがある為、この包装形態は適さないが、被包装体が所定以上の強度を有する箱状体であれば、包装時の破損の懸念が無く、樹脂フィルム4によって被包装体をその形状に沿ってぴったりと覆うことができる。
【0023】
また、本発明の包装体1においては、樹脂フィルム4の短辺側折込部44と、ティシュカートン2の上面6との接触面が、ティシュカートン2の一方の長辺側から他方の長辺側までを覆う長方形状に形成されていることが好ましい(図8工程3参照)。これは、短辺側折込部44と長辺側折込部46の重なり部分の面積を最大限広く確保することにより、より丈夫で安定性の有る包装体1を得る為である。短辺側折込部44と長辺側折込部46をしっかりと重ね合わせ、被包装体であるティシュカートン2と密着させて溶着することは、丈夫で安定性の有る包装体1を得る為に非常に有効であるが、これは、被包装体が所定以上の強度を有する箱状体であるが故に可能な包装方法である。例えば、トイレットペーパーや紙おむつ等の衛生製品の分野に多く見られる取っ手一体型包装体においては、被包装体が柔軟性物品である為に、破損の危険性から、フィルムを被包装体に密着させて包装することは困難である。従って、運搬の際に、把手を備えた上面封止部が被包装体から浮いてしまい、被包装体の上面端部に負荷がかかるという問題があった。本発明は、被包装体の局所にのみ負荷をかけることなく、しっかりと全体を覆い、且つ運搬時の安定性に優れた包装体1を提供することが可能である。
【0024】
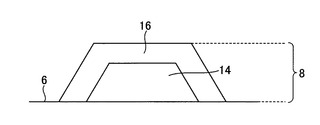
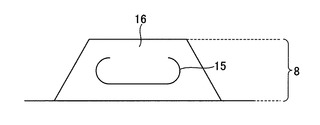
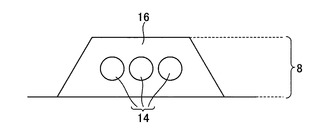
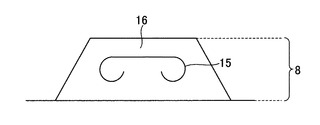
本発明において、把手8には、包装体本体3を持ち運ぶことが可能である限り、形状や構造の制限は無い。少なくとも、フラップ部12に、手指を挿入することが可能な開口部14又は開口部14となる開口予定部と、掌内に握り込むことが可能な様に加工された保持部16とが設けられ、運搬に耐え得る十分な強度を有する部材は、本明細書にいう把手8に含まれる。尚、開口予定部とは、そのままの状態では開口部14として機能しないが、ミシン目を破断する等何らかの操作を加えることによって、開口部14を形成することが可能な部材、即ち、開口部14の前駆体を意味する。また、把手8の形成位置であるが、運搬時の安定性という観点から、包装体1の上面6の中央部に包装体1の長辺方向と略平行に形成されていることが望ましい。
【0025】
開口部14は、フラップ部12に、穿孔、打ち抜き、或いは所望の形状に切れ目15を入れる等の一連のプロセスを施すことによって形成することが可能であり、その形状は、把握時の利便性を満たすものであればよい。例えば、図1〜図3に示す包装体1は、蒲鉾形状に打ち抜きされた開口部14を設けた把手8を備えた例であるが、他にも、図4〜図7に示す把手8の様に、開口部14は多彩な形状を取り得る。
【0026】
開口予定部は、フラップ部12に、比較的長い切れ目を入れその間を短い直線状の不連続部又は点状の不連続部で連結させる、或いは所望の形状にミシン目を入れる等の一連のプロセスを施すことによって形成することが可能であり、その形状は、断続的な不連続部及びミシン目を破断することによって、把手8として把握時の利便性を満たすものであればよい。例えば、図4〜図7に示す把手8は開口部14を設けた例であるが、上記の様な加工を施すことによって、開口部14と全く同形状の、開口予定部を形成することが可能である。
【0027】
また、保持部16に関しても、把手8として快適に把握することが可能である限り、形状に特に制限は無いが、製造上の簡便さ及び把握のしやすさという点から、略台形の把手8となる様に、フラップ部12を必要に応じてカットして形成するのが好ましい。
【0028】
以上の様にして、本発明の包装体1の把手8は、運搬時の安定性に優れ、且つ把握した際に掌に食い込みやすかった従来の帯状の把手10に比べ快適な把握感を実現した。
【0029】
本発明の包装体1を構成する樹脂フィルム4の材質については、特に制限はなく、通常、包装袋に使用されるポリエチレン、ポリプロピレン等の樹脂を用いることができる。中でも、延伸性や強度の面で、ポリエチレンが好ましい。フィルムの厚さは、被包装体の種類や重量によっても異なるが、ティシュカートン2を被包装体とする場合には、フィルムの厚さを20μm〜35μmとすることが好ましい。従来の把手用フィルムの厚さはおよそ40μmなので、20μm以上の厚さの樹脂フィルム4を用いれば、貼り合わせて把手8を形成した際に十分な強度が得られ、好ましい。
【0030】
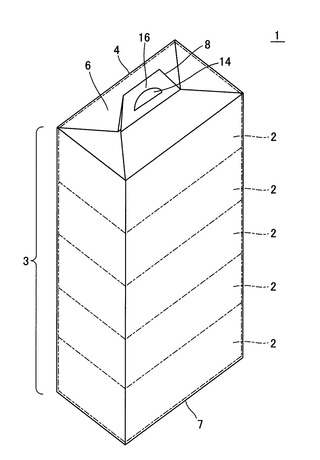
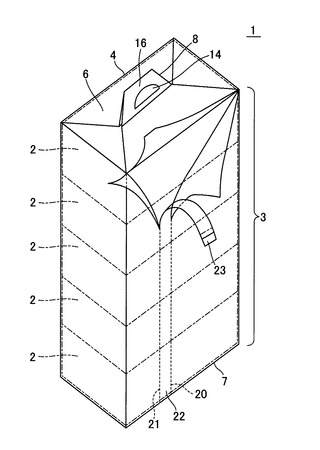
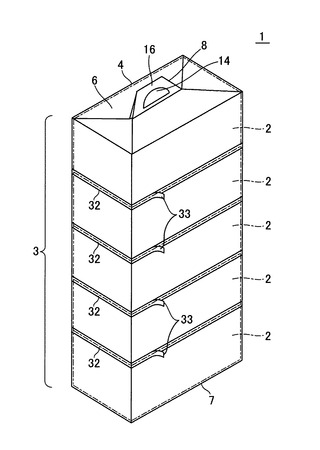
尚、本発明の包装体には、包装体1を開封して被包装体であるティシュカートン2を取り出すためのカット部22及び切り離し用テープ32を設けてもよい。このようなカット部22及び切り離し用テープ32を設けることにより、比較的簡便に、力を要することなく内容物であるティシュカートン2を取り出すことができる。例えば、図2に示す包装体1は、包装体1の広側面(包装体の短辺方向に対向する面積の広い側面)の片方に2本の縦ミシン目20、21を設け、カット部22及びカット部22上端部にツマミ23を形成した例であるが、本発明の包装体1は、持ち手一体型というその構造上、例えば図3に示す様な、包装袋1の四側面の全周にわたって複数の切り離し用テープ32を設け、切り離し用テープ32それぞれの先端部にツマミ33を形成した例において、その特性を発揮することができ、好ましい。
【0031】
従来の包装体では、帯状の把手10を確実に包装体本体3へ溶着する為、図9に示す様に、帯状フィルムの包装体側面への貼付部18として、およそティシュシュカートン1個分の高さに相当する長さを縦方向に確保していた。しかしながら、図10に示す様に、包装体の四側面の全周にわたって切り離し用テープ32を設ける場合には、貼付部18が邪魔になる場合があり、貼付部18の縦方向の長さを短くせざるを得なかった。即ち、貼付部18の面積が小さくなり、溶着不良や、帯状の把手10の外れやすさ等の問題に繋がった。本発明の包装体1では、図3に示す様に、把手8が包装体本体3の上面6に形成されている為、所望の位置に切り離し用テープ32を設けても、把手8としての機能が十分に維持され、好ましい。尚、切り離し用テープ32の形成位置及び形成本数は特に限定されるものではなく、ティシュカートン2の取出しが容易となる位置に複数本形成すればよい。
【0032】
[2]本発明の包装体の製造方法:
本発明の包装体1は、従来公知の包装体製造の手法に準じて製造することができる。例えば、図1〜図3に示す包装体1は、積重された複数のティシュカートン2を、樹脂フィルム4により胴巻きし、該樹脂フィルム4の互いに重畳する縁部を接着して胴接着部を形成し、包装体本体3の下面7をキャラメル包装により封止した包装体の例である。
【0033】
図8は、本発明の包装体1の把手8製造過程を示す工程図である。前述した様な、包装体本体3の下面7をキャラメル包装により封止した状態の包装体(工程1)の上面6を、把手8を形成しつつ封止して行く。先ず、ティシュカートン2の上面側に延出した樹脂フィルム4のうち、短辺側に延出した短辺側延出部40を、ティシュカートン2の上面6に向かって折り込み、短辺側折込部44する(工程2、3)。次に、長辺側に延出した長辺側延出部42を、短辺側折込部44の上に、その長辺方向の長さがその端縁部50へ向かって短くなる様に折り込み、長辺側折込部46とする(工程4、5)。そして、対向する2つの長辺側折込部46を、短辺側折込部44の上からティシュカートン2に密着する様に貼り付け、次いで長辺側折込部46の先端部48同士を互いに貼り合わせて運搬用の把手8となるフラップ部12を形成する(工程6)。
【0034】
この時、樹脂フィルム4の短辺側折込部44とティシュカートン2の上面6との接触面を、ティシュカートン2の一方の長辺側から他方の長辺側までを覆う長方形状に形成することが好ましい。
【0035】
また、本発明の包装体1の製造における樹脂フィルムの接着は、例えば、熱シール、超音波溶着、接着剤による接着等の従来公知の方法を用いることができるが、設備が簡便で確実に接着できることから、熱シールにて溶着することが好ましい。熱シールでの溶着条件としては、胴接着部の形成には、180℃〜220℃で3秒程度、上面6及び下面7の封止並びに上面6への把手8の形成には、180℃〜210℃で1秒間加熱することが好ましい。即ち、長辺側折込部46の短辺側折込部44への貼り付け、及び長辺側折込部46の先端部48同士の貼り付けは、180℃〜210℃で1秒間加熱することによって行われることが好ましい。
【産業上の利用可能性】
【0036】
本発明の包装体は、嵩高く箱状で持ち運びが困難な製品、例えば、ティシュペーパー等のカートン入り衛生用紙を被包装体とする包装体として好適に用いられる。本発明の包装体は、製造時のコスト削減と、運搬時の利便性を実現した包装体であり、産業上の利用価値は大なるものである。
【図面の簡単な説明】
【0037】
【図1】本発明の包装体の実施形態1を示す斜視図である。
【図2】本発明の包装体の実施形態2を示す斜視図である。
【図3】本発明の包装体の実施形態3を示す斜視図である。
【図4】本発明の包装体の把手の形状の実施形態1を示す模式図である。
【図5】本発明の包装体の把手の形状の実施形態2を示す模式図である。
【図6】本発明の包装体の把手の形状の実施形態3を示す模式図である。
【図7】本発明の包装体の把手の形状の実施形態4を示す模式図である。
【図8】本発明の包装体の一部の製造過程を示す工程図である。
【図9】従来の包装体の実施形態1を示す斜視図である。
【図10】従来の包装体の実施形態2を示す斜視図である。
【符号の説明】
【0038】
1:包装体、2:ティシュカートン、3:包装体本体、4:樹脂フィルム、6:上面、7:下面、8:把手、10:帯状の把手、12:フラップ部、14:開口部、15:切れ目、16:保持部、18:貼付部、20、21:縦ミシン目、22:カット部、23:ツマミ、32:切り離し用テープ、33:ツマミ、40:短辺側延出部、42:長辺側延出部、44:短辺側折込部、46:長辺側折込部、48:先端部、50:端縁部、100:包装体。
【技術分野】
【0001】
本発明は、高さ方向に積重された複数のティシュカートンが、樹脂フィルムによって一体的に包装された包装体及びその製造方法に関するものである。より具体的には、包装体の上面に、樹脂フィルムの一部により包装体と一体化して形成された、運搬用の把手を備えた包装体及びその製造方法に関するものである。
【背景技術】
【0002】
一般に、ティシュペーパー等のカートン入り使い捨て衛生用紙は、複数のカートンが積み重ねられ、樹脂フィルムによって一体的に包装された状態で市販されている。
【0003】
この様な複数の被包装体(カートン入り使い捨て衛生用紙)が一体的に包装された包装体としては、購入者の持ち運びの便宜のために、運搬用の把手を備えたものが知られている。この様な包装体は、把手を手で掴んで持ち運ぶことが可能であるため、比較的嵩高く、重量もある使い捨て紙製品であってもその運搬が容易になるという利点がある。
【0004】
例えば、図9に示す包装体100は、5個のカートン入りティシュペーパー(ティシュカートン)を被包装体とした場合の例であり、5個のティシュカートン2が高さ方向に積重された状態で、樹脂フィルム4により一体的に包装され、その上面6を跨いで、帯状の把手10を備えたものである(例えば、特許文献1〜4参照)。
【0005】
【特許文献1】特許第3695786号公報
【特許文献2】特開2002−347836号公報
【特許文献3】特開2004−1802号公報
【特許文献4】特開2003−341724号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、上記の様な、帯状フィルムを包装体本体に溶着して把手とする包装体においては、溶着不良により、被包装体を覆う樹脂フィルムから把手用フィルムが剥がれ落ちてしまい、把手としての役目を果たさない製品が発生するという問題があった。
【0007】
また、帯状フィルムは、包装体の上面を跨いで包装体の長辺方向(ティシュカートンの横幅方向:長手方向)に対向する両側面に溶着される為、持ち運び時の安定性に欠け、短辺方向(ティシュカートンの奥行方向)への揺れを引き起こし、カートンの破損を生じさせることがあった。即ち、手がカートンに当たることによって、ティシュ取り出し口に形成されたミシン目を破断したり、カートンが周辺物に当たることによって、カートンに傷や凹みを生じさせたりするなど、不良品発生に対する懸念があった。更に、持ち運び時に、箱体であるカートンの角が手や足に当たり、痛みや不快感を生ずるという課題もあった。
【0008】
また、上記の様な包装体においては、カートン包装用樹脂フィルムとは別に、把手用フィルムを準備して溶着しなければならないことから、製造工程及びコストの観点から見ても無駄があった。更に、包装体における把手用フィルムの有無を確認するためには、フィルムに着色を施す又は不透明なマークを印刷するなどしてカメラで色認識する必要があり、また、溶着部の良否を確認するために、溶着部の光の乱反射を測定する必要がある。即ち、印刷コストがかかるだけでなく、包装体全体の美観を損ない、消費者の購買意欲に影響するという問題もあった。
【0009】
従って、把手として帯状フィルムの溶着を必要とせず、且つ、持ち運び時の安定性にも優れたティシュカートン包装体が切望されている。
【0010】
本発明は、このような従来技術の課題を解決するためになされたものであって、把手用フィルムの溶着不良による不良品の発生を防ぎ、運搬時に発生するティシュカートンの破損を低減する、運搬時の安定性に優れた包装体及びその製造方法を提供するものである。
【課題を解決するための手段】
【0011】
本発明者は、前記のような従来技術の課題を解決するために鋭意検討した結果、従来、包装体本体に、別の帯状の樹脂フィルムを溶着することによって形成していた把手を、包装体を構成する樹脂フィルムの一部を用いて包装体本体と一体化して形成することによって、上記課題が解決されることに想到し、本発明を完成させた。即ち、本発明は以下の通りである。
【0012】
[1] 積重された複数のティシュカートンが、樹脂フィルムにより一体的に包装された包装体であって、前記ティシュカートンの上面側に延出した前記樹脂フィルムのうち、前記ティシュカートンの短辺側に延出した短辺側延出部が、前記ティシュカートンの上面に向かって折り込まれて、短辺側折込部とされており、前記ティシュカートンの長辺側に延出した長辺側延出部が、前記短辺側折込部の上に、その長辺方向の長さがその端縁部へ向かって短くなる様に折り込まれて、長辺側折込部とされており、対向する2つの前記長辺側折込部が、前記短辺側折込部の上に貼り付けられて、対向する2つの前記長辺側折込部の前記先端部同士が互いに貼り合わされて運搬用の把手となるフラップ部が形成された包装体。
【0013】
[2] 前記短辺側折込部と前記ティシュカートンの前記上面との接触面が、前記ティシュカートンの一方の長辺側から他方の長辺側までを覆う長方形状に形成された前記[1]に記載の包装体。
【0014】
[3] 前記フラップ部に、運搬時に手を挿入する開口部又は開口部となる開口予定部、及び掌内に握り込むことが可能な様に加工された保持部が設けられた前記[1]又は[2]に記載の包装体。
【0015】
[4] 積重された複数のティシュカートンを、樹脂フィルムにより一体的に包装した包装体の製造方法であって、前記ティシュカートンの上面側に延出した前記樹脂フィルムのうち、前記ティシュカートンの短辺側に延出した短辺側延出部を、前記ティシュカートンの上面に向かって折り込んで短辺側折込部とし、前記ティシュカートンの長辺側に延出した長辺側延出部を、前記短辺側折込部の上に、その長辺方向の長さがその端縁部へ向かって短くなる様に折り込み、長辺側折込部とし、対向する2つの前記長辺側折込部を、前記短辺側折込部の上に貼り付け、対向する2つの前記長辺側折込部の前記先端部同士を互いに貼り合わせて運搬用の把手となるフラップ部を形成する包装体の製造方法。
【0016】
[5] 前記短辺側折込部と前記ティシュカートンの前記上面との接触面を、前記ティシュカートンの一方の長辺側から他方の長辺側までを覆う長方形状に形成する前記[4]に記載の包装体の製造方法。
【0017】
[6] 前記長辺側折込部の前記短辺側折込部への貼り付け、及び前記長辺側折込部の前記先端部同士の貼り付けを、熱シールにて行う前記[4]又は[5]に記載の包装体の製造方法。
【発明の効果】
【0018】
本発明によれば、把手としての帯状フィルムの溶着を必要とせず、且つ、持ち運び時の安定性にも優れた包装体が提供され、製造工程および運搬過程における不具合の発生を低減させるという顕著な効果を奏する。また、資源及びコストの削減効果も有する。
【発明を実施するための最良の形態】
【0019】
以下、図面を参照しつつ本発明の実施の形態について説明する。本発明は、以下の実施形態に限定されるものではなく、発明の範囲を逸脱しない限りにおいて、変更、修正、改良を加え得るものである。
【0020】
[1]本発明の包装体:
図1は、本発明の包装体の実施形態1を示す斜視図である。包装体1は、5個のティシュカートン2が高さ方向に積重された状態で、樹脂フィルム4により一体的に包装され、その上面6に運搬用の把手8を備えたものである。そして、把手8は、包装体1を構成する樹脂フィルム4の一部を用いて包装体本体3と一体化して形成され、包装体1の上面6の中央部に包装体1の長辺方向と略平行に形成されている。
【0021】
本発明の包装体1の下面7はキャラメル包装により封止されており、上面6は、同手法により封止されると同時に把手8が包装体本体3と一体的に形成されている。具体的には、図8に示す通り、ティシュカートンの上面側に延出した樹脂フィルム4のうち、短辺側に延出した短辺側延出部40が、ティシュカートン2の上面6に向かって折り込まれ、短辺側折込部44とされており、長辺側に延出した長辺側延出部42が、短辺側折込部44の上に、その長辺方向の長さがその端縁部50へ向かって短くなる様に折り込まれ、長辺側折込部46とされており、対向する2つの長辺側折込部46が、短辺側折込部44の上に貼り付けられており、対向する2つの長辺側折込部46の先端部48同士が互いに貼り合わされて運搬用の把手8となるフラップ部12が形成されている。
【0022】
尚、キャラメル包装とは、タバコの包装袋のように、本体端面よりも外方に突出させるようにフィルムの余長部分を取り、この余長部分を順に折り畳んで封止する封止形態を言い、包装の分野で常用されているものであり、被包装体が、ティシュカートン2の様な箱状体である場合に、最もその特性が生かされる。つまり、被包装体が柔軟性物品である場合には、溶着の際に被包装体にかかる圧力により被包装体が破損してしまう恐れがある為、この包装形態は適さないが、被包装体が所定以上の強度を有する箱状体であれば、包装時の破損の懸念が無く、樹脂フィルム4によって被包装体をその形状に沿ってぴったりと覆うことができる。
【0023】
また、本発明の包装体1においては、樹脂フィルム4の短辺側折込部44と、ティシュカートン2の上面6との接触面が、ティシュカートン2の一方の長辺側から他方の長辺側までを覆う長方形状に形成されていることが好ましい(図8工程3参照)。これは、短辺側折込部44と長辺側折込部46の重なり部分の面積を最大限広く確保することにより、より丈夫で安定性の有る包装体1を得る為である。短辺側折込部44と長辺側折込部46をしっかりと重ね合わせ、被包装体であるティシュカートン2と密着させて溶着することは、丈夫で安定性の有る包装体1を得る為に非常に有効であるが、これは、被包装体が所定以上の強度を有する箱状体であるが故に可能な包装方法である。例えば、トイレットペーパーや紙おむつ等の衛生製品の分野に多く見られる取っ手一体型包装体においては、被包装体が柔軟性物品である為に、破損の危険性から、フィルムを被包装体に密着させて包装することは困難である。従って、運搬の際に、把手を備えた上面封止部が被包装体から浮いてしまい、被包装体の上面端部に負荷がかかるという問題があった。本発明は、被包装体の局所にのみ負荷をかけることなく、しっかりと全体を覆い、且つ運搬時の安定性に優れた包装体1を提供することが可能である。
【0024】
本発明において、把手8には、包装体本体3を持ち運ぶことが可能である限り、形状や構造の制限は無い。少なくとも、フラップ部12に、手指を挿入することが可能な開口部14又は開口部14となる開口予定部と、掌内に握り込むことが可能な様に加工された保持部16とが設けられ、運搬に耐え得る十分な強度を有する部材は、本明細書にいう把手8に含まれる。尚、開口予定部とは、そのままの状態では開口部14として機能しないが、ミシン目を破断する等何らかの操作を加えることによって、開口部14を形成することが可能な部材、即ち、開口部14の前駆体を意味する。また、把手8の形成位置であるが、運搬時の安定性という観点から、包装体1の上面6の中央部に包装体1の長辺方向と略平行に形成されていることが望ましい。
【0025】
開口部14は、フラップ部12に、穿孔、打ち抜き、或いは所望の形状に切れ目15を入れる等の一連のプロセスを施すことによって形成することが可能であり、その形状は、把握時の利便性を満たすものであればよい。例えば、図1〜図3に示す包装体1は、蒲鉾形状に打ち抜きされた開口部14を設けた把手8を備えた例であるが、他にも、図4〜図7に示す把手8の様に、開口部14は多彩な形状を取り得る。
【0026】
開口予定部は、フラップ部12に、比較的長い切れ目を入れその間を短い直線状の不連続部又は点状の不連続部で連結させる、或いは所望の形状にミシン目を入れる等の一連のプロセスを施すことによって形成することが可能であり、その形状は、断続的な不連続部及びミシン目を破断することによって、把手8として把握時の利便性を満たすものであればよい。例えば、図4〜図7に示す把手8は開口部14を設けた例であるが、上記の様な加工を施すことによって、開口部14と全く同形状の、開口予定部を形成することが可能である。
【0027】
また、保持部16に関しても、把手8として快適に把握することが可能である限り、形状に特に制限は無いが、製造上の簡便さ及び把握のしやすさという点から、略台形の把手8となる様に、フラップ部12を必要に応じてカットして形成するのが好ましい。
【0028】
以上の様にして、本発明の包装体1の把手8は、運搬時の安定性に優れ、且つ把握した際に掌に食い込みやすかった従来の帯状の把手10に比べ快適な把握感を実現した。
【0029】
本発明の包装体1を構成する樹脂フィルム4の材質については、特に制限はなく、通常、包装袋に使用されるポリエチレン、ポリプロピレン等の樹脂を用いることができる。中でも、延伸性や強度の面で、ポリエチレンが好ましい。フィルムの厚さは、被包装体の種類や重量によっても異なるが、ティシュカートン2を被包装体とする場合には、フィルムの厚さを20μm〜35μmとすることが好ましい。従来の把手用フィルムの厚さはおよそ40μmなので、20μm以上の厚さの樹脂フィルム4を用いれば、貼り合わせて把手8を形成した際に十分な強度が得られ、好ましい。
【0030】
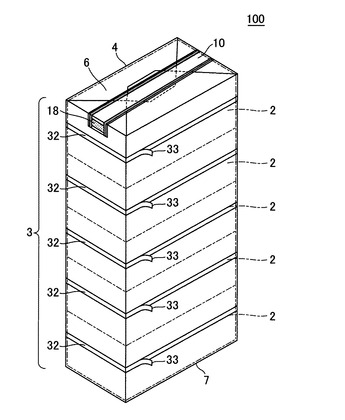
尚、本発明の包装体には、包装体1を開封して被包装体であるティシュカートン2を取り出すためのカット部22及び切り離し用テープ32を設けてもよい。このようなカット部22及び切り離し用テープ32を設けることにより、比較的簡便に、力を要することなく内容物であるティシュカートン2を取り出すことができる。例えば、図2に示す包装体1は、包装体1の広側面(包装体の短辺方向に対向する面積の広い側面)の片方に2本の縦ミシン目20、21を設け、カット部22及びカット部22上端部にツマミ23を形成した例であるが、本発明の包装体1は、持ち手一体型というその構造上、例えば図3に示す様な、包装袋1の四側面の全周にわたって複数の切り離し用テープ32を設け、切り離し用テープ32それぞれの先端部にツマミ33を形成した例において、その特性を発揮することができ、好ましい。
【0031】
従来の包装体では、帯状の把手10を確実に包装体本体3へ溶着する為、図9に示す様に、帯状フィルムの包装体側面への貼付部18として、およそティシュシュカートン1個分の高さに相当する長さを縦方向に確保していた。しかしながら、図10に示す様に、包装体の四側面の全周にわたって切り離し用テープ32を設ける場合には、貼付部18が邪魔になる場合があり、貼付部18の縦方向の長さを短くせざるを得なかった。即ち、貼付部18の面積が小さくなり、溶着不良や、帯状の把手10の外れやすさ等の問題に繋がった。本発明の包装体1では、図3に示す様に、把手8が包装体本体3の上面6に形成されている為、所望の位置に切り離し用テープ32を設けても、把手8としての機能が十分に維持され、好ましい。尚、切り離し用テープ32の形成位置及び形成本数は特に限定されるものではなく、ティシュカートン2の取出しが容易となる位置に複数本形成すればよい。
【0032】
[2]本発明の包装体の製造方法:
本発明の包装体1は、従来公知の包装体製造の手法に準じて製造することができる。例えば、図1〜図3に示す包装体1は、積重された複数のティシュカートン2を、樹脂フィルム4により胴巻きし、該樹脂フィルム4の互いに重畳する縁部を接着して胴接着部を形成し、包装体本体3の下面7をキャラメル包装により封止した包装体の例である。
【0033】
図8は、本発明の包装体1の把手8製造過程を示す工程図である。前述した様な、包装体本体3の下面7をキャラメル包装により封止した状態の包装体(工程1)の上面6を、把手8を形成しつつ封止して行く。先ず、ティシュカートン2の上面側に延出した樹脂フィルム4のうち、短辺側に延出した短辺側延出部40を、ティシュカートン2の上面6に向かって折り込み、短辺側折込部44する(工程2、3)。次に、長辺側に延出した長辺側延出部42を、短辺側折込部44の上に、その長辺方向の長さがその端縁部50へ向かって短くなる様に折り込み、長辺側折込部46とする(工程4、5)。そして、対向する2つの長辺側折込部46を、短辺側折込部44の上からティシュカートン2に密着する様に貼り付け、次いで長辺側折込部46の先端部48同士を互いに貼り合わせて運搬用の把手8となるフラップ部12を形成する(工程6)。
【0034】
この時、樹脂フィルム4の短辺側折込部44とティシュカートン2の上面6との接触面を、ティシュカートン2の一方の長辺側から他方の長辺側までを覆う長方形状に形成することが好ましい。
【0035】
また、本発明の包装体1の製造における樹脂フィルムの接着は、例えば、熱シール、超音波溶着、接着剤による接着等の従来公知の方法を用いることができるが、設備が簡便で確実に接着できることから、熱シールにて溶着することが好ましい。熱シールでの溶着条件としては、胴接着部の形成には、180℃〜220℃で3秒程度、上面6及び下面7の封止並びに上面6への把手8の形成には、180℃〜210℃で1秒間加熱することが好ましい。即ち、長辺側折込部46の短辺側折込部44への貼り付け、及び長辺側折込部46の先端部48同士の貼り付けは、180℃〜210℃で1秒間加熱することによって行われることが好ましい。
【産業上の利用可能性】
【0036】
本発明の包装体は、嵩高く箱状で持ち運びが困難な製品、例えば、ティシュペーパー等のカートン入り衛生用紙を被包装体とする包装体として好適に用いられる。本発明の包装体は、製造時のコスト削減と、運搬時の利便性を実現した包装体であり、産業上の利用価値は大なるものである。
【図面の簡単な説明】
【0037】
【図1】本発明の包装体の実施形態1を示す斜視図である。
【図2】本発明の包装体の実施形態2を示す斜視図である。
【図3】本発明の包装体の実施形態3を示す斜視図である。
【図4】本発明の包装体の把手の形状の実施形態1を示す模式図である。
【図5】本発明の包装体の把手の形状の実施形態2を示す模式図である。
【図6】本発明の包装体の把手の形状の実施形態3を示す模式図である。
【図7】本発明の包装体の把手の形状の実施形態4を示す模式図である。
【図8】本発明の包装体の一部の製造過程を示す工程図である。
【図9】従来の包装体の実施形態1を示す斜視図である。
【図10】従来の包装体の実施形態2を示す斜視図である。
【符号の説明】
【0038】
1:包装体、2:ティシュカートン、3:包装体本体、4:樹脂フィルム、6:上面、7:下面、8:把手、10:帯状の把手、12:フラップ部、14:開口部、15:切れ目、16:保持部、18:貼付部、20、21:縦ミシン目、22:カット部、23:ツマミ、32:切り離し用テープ、33:ツマミ、40:短辺側延出部、42:長辺側延出部、44:短辺側折込部、46:長辺側折込部、48:先端部、50:端縁部、100:包装体。
【特許請求の範囲】
【請求項1】
積重された複数のティシュカートンが、樹脂フィルムにより一体的に包装された包装体であって、
前記ティシュカートンの上面側に延出した前記樹脂フィルムのうち、前記ティシュカートンの短辺側に延出した短辺側延出部が、前記ティシュカートンの上面に向かって折り込まれて、短辺側折込部とされており、
前記ティシュカートンの長辺側に延出した長辺側延出部が、前記短辺側折込部の上に、その長辺方向の長さがその端縁部へ向かって短くなる様に折り込まれて、長辺側折込部とされており、
対向する2つの前記長辺側折込部が、前記短辺側折込部の上に貼り付けられ、対向する2つの前記長辺側折込部の前記先端部同士が互いに貼り合わされて運搬用の把手となるフラップ部が形成された包装体。
【請求項2】
前記短辺側折込部と前記ティシュカートンの前記上面との接触面が、前記ティシュカートンの一方の長辺側から他方の長辺側までを覆う長方形状に形成された請求項1に記載の包装体。
【請求項3】
前記フラップ部に、運搬時に手指を挿入する開口部又は開口部となる開口予定部、及び掌内に握り込むことが可能な様に加工された保持部が設けられた請求項1又は2に記載の包装体。
【請求項4】
積重された複数のティシュカートンを、樹脂フィルムにより一体的に包装した包装体の製造方法であって、
前記ティシュカートンの上面側に延出した前記樹脂フィルムのうち、前記ティシュカートンの短辺側に延出した短辺側延出部を、前記ティシュカートンの上面に向かって折り込んで短辺側折込部とし、
前記ティシュカートンの長辺側に延出した長辺側延出部を、前記短辺側折込部の上に、その長辺方向の長さがその端縁部へ向かって短くなる様に折り込み、長辺側折込部とし、
対向する2つの前記長辺側折込部を、前記短辺側折込部の上に貼り付け、対向する2つの前記長辺側折込部の前記先端部同士を互いに貼り合わせて運搬用の把手となるフラップ部を形成する包装体の製造方法。
【請求項5】
前記短辺側折込部と前記ティシュカートンの前記上面との接触面を、前記ティシュカートンの一方の長辺側から他方の長辺側までを覆う長方形状に形成する請求項4に記載の包装体の製造方法。
【請求項6】
前記長辺側折込部の前記短辺側折込部への貼り付け、及び前記長辺側折込部の前記先端部同士の貼り付けを、熱シールにて行う請求項4又は5に記載の包装体の製造方法。
【請求項1】
積重された複数のティシュカートンが、樹脂フィルムにより一体的に包装された包装体であって、
前記ティシュカートンの上面側に延出した前記樹脂フィルムのうち、前記ティシュカートンの短辺側に延出した短辺側延出部が、前記ティシュカートンの上面に向かって折り込まれて、短辺側折込部とされており、
前記ティシュカートンの長辺側に延出した長辺側延出部が、前記短辺側折込部の上に、その長辺方向の長さがその端縁部へ向かって短くなる様に折り込まれて、長辺側折込部とされており、
対向する2つの前記長辺側折込部が、前記短辺側折込部の上に貼り付けられ、対向する2つの前記長辺側折込部の前記先端部同士が互いに貼り合わされて運搬用の把手となるフラップ部が形成された包装体。
【請求項2】
前記短辺側折込部と前記ティシュカートンの前記上面との接触面が、前記ティシュカートンの一方の長辺側から他方の長辺側までを覆う長方形状に形成された請求項1に記載の包装体。
【請求項3】
前記フラップ部に、運搬時に手指を挿入する開口部又は開口部となる開口予定部、及び掌内に握り込むことが可能な様に加工された保持部が設けられた請求項1又は2に記載の包装体。
【請求項4】
積重された複数のティシュカートンを、樹脂フィルムにより一体的に包装した包装体の製造方法であって、
前記ティシュカートンの上面側に延出した前記樹脂フィルムのうち、前記ティシュカートンの短辺側に延出した短辺側延出部を、前記ティシュカートンの上面に向かって折り込んで短辺側折込部とし、
前記ティシュカートンの長辺側に延出した長辺側延出部を、前記短辺側折込部の上に、その長辺方向の長さがその端縁部へ向かって短くなる様に折り込み、長辺側折込部とし、
対向する2つの前記長辺側折込部を、前記短辺側折込部の上に貼り付け、対向する2つの前記長辺側折込部の前記先端部同士を互いに貼り合わせて運搬用の把手となるフラップ部を形成する包装体の製造方法。
【請求項5】
前記短辺側折込部と前記ティシュカートンの前記上面との接触面を、前記ティシュカートンの一方の長辺側から他方の長辺側までを覆う長方形状に形成する請求項4に記載の包装体の製造方法。
【請求項6】
前記長辺側折込部の前記短辺側折込部への貼り付け、及び前記長辺側折込部の前記先端部同士の貼り付けを、熱シールにて行う請求項4又は5に記載の包装体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2009−91018(P2009−91018A)
【公開日】平成21年4月30日(2009.4.30)
【国際特許分類】
【出願番号】特願2007−264204(P2007−264204)
【出願日】平成19年10月10日(2007.10.10)
【出願人】(390036799)王子ネピア株式会社 (387)
【出願人】(000122298)王子製紙株式会社 (2,055)
【Fターム(参考)】
【公開日】平成21年4月30日(2009.4.30)
【国際特許分類】
【出願日】平成19年10月10日(2007.10.10)
【出願人】(390036799)王子ネピア株式会社 (387)
【出願人】(000122298)王子製紙株式会社 (2,055)
【Fターム(参考)】
[ Back to top ]