
包装体及びその製造方法
【課題】生産性が高く、意匠性及びリサイクル性にも優れた包装体及びその製造方法を提供することである。また、被包装物の包装前において嵩張らず輸送性にも優れた包装体及びその製造方法を提供することである。
【解決手段】包装体10は、湾曲したディスプレイ面である湾曲面部11と、剛性の高い後面部12、上面部13、及び下面部14と、を備える。包装体10は、剛性の高い紙製の台紙20及び台紙20と共に収容部17を構成するプラスチックシート40を組み合わせた複合体95と、複合体95を覆って装着される熱収縮性プラスチックフィルム90と、から構成され、熱収縮性プラスチックフィルム90の熱収縮による収縮応力を利用して、シート面部41を湾曲させて湾曲面部11を形成すると共に、複合体95を結束することで形成されている。
【解決手段】包装体10は、湾曲したディスプレイ面である湾曲面部11と、剛性の高い後面部12、上面部13、及び下面部14と、を備える。包装体10は、剛性の高い紙製の台紙20及び台紙20と共に収容部17を構成するプラスチックシート40を組み合わせた複合体95と、複合体95を覆って装着される熱収縮性プラスチックフィルム90と、から構成され、熱収縮性プラスチックフィルム90の熱収縮による収縮応力を利用して、シート面部41を湾曲させて湾曲面部11を形成すると共に、複合体95を結束することで形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装体及びその製造方法に関し、特に壁面部の少なくとも一つが湾曲面部である包装体及びその製造方法に関する。
【背景技術】
【0002】
商品が外側から見えるように包装した所謂ブリスターパックは、例えば、歯ブラシやカミソリ、或いは延長コード、乾電池、電球等の小型電気製品など様々な商品について多く使用されている。一般的に、ブリスターパックは、被包装物の大きさや形状に合わせて成形され後面側に開口を有するプラスチックシートの成形体と、当該成形体の後面開口をカバーする台紙と、から構成されている。
【0003】
プラスチックシートの成形体と台紙を組み立てて、ブリスターパックを製造する方法としては、成形体の対向する2辺の端をコの字状に折り曲げて形成される溝に台紙を差込み、ホッチキスや粘着テープで固定する方法、或いは成形体の周縁部に接着代を形成し、接着剤を用いて接着する方法等が挙げられる。しかし、ホッチキスや粘着テープを用いる方法は、作業性が悪いので生産性に問題があると共に、リサイクル性にも改良の余地がある。また、接着剤を用いる方法では、成形体と台紙とを分別廃棄することが困難で、リサイクル性が悪いという問題が指摘されている。
【0004】
また、ブリスターパックは、プラスチックシートの成形体が被包装物の大きさや形状に合わせて成形されているから、台紙と組み立てる前でも嵩高く、輸送性が悪いという問題も指摘されている。また、剛性を確保するためにプラスチックシートの薄肉化が困難であることや、成形体であるために製造が煩雑となり製造コストが高いという問題も指摘されている。
【0005】
本発明に関連する技術として、ブリスターパックに熱収縮性フィルムを用いた包装体が幾つか提案されている。例えば、特許文献1には、台紙と、物品をシュリンクパックした包装部と、包装部を収容するくぼみと、台紙に接着される鍔状部とを有し、台紙との間で包装部を保持する保持体とを具備する商品パッケージが開示されている。また、特許文献1には、包装部をくぼみに収容した後、台紙と鍔状部とを感熱感圧性の接着剤を用いたホットプレスにより接着する、と記載されている。
【0006】
また、特許文献2には、吊り下げ式の台紙上に複数個の円筒形電池を上下方向に並列配置し、これら電池と台紙とを一括して熱収縮性樹脂チューブで緊縛被覆する電池包装体が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平9‐221170号公報
【特許文献2】特開昭61‐150776号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記特許文献1の包装体によれば、物品をシュリンクパックすることで、物品のくぼみへの収容が容易になると想定される。しかし、保持体と台紙が接着剤により接着されているので、上記のように、分別廃棄が困難でありリサイクル性に問題がある。
【0009】
また、上記特許文献2の包装体は、電池と台紙とを一括して熱収縮性樹脂チューブで緊縛被覆して製造されるので、生産性の向上が期待できる。しかし、熱収縮性樹脂チューブは被包装物たる電池に密着して装着されているので外部からの衝撃等により被包装物に損傷を与え易く、また美観に乏しく意匠性の観点からも改良の余地がある。
【0010】
本発明の目的は、生産性が高く、被包装物の保護性能を維持しつつ意匠性及びリサイクル性にも優れた包装体及びその製造方法を提供することである。また、本発明の他の目的は、被包装物を包装する前において嵩張らず輸送性にも優れた包装体及びその製造方法を提供することである。
【課題を解決するための手段】
【0011】
本発明に係る包装体は、包装体壁面部の少なくとも一つが湾曲面部である包装体において、a)台紙と、b)湾曲面部となるシート面を備え、前記台紙と共に被包装物を収容する収容部を構成するプラスチックシートと、c)前記台紙及び前記プラスチックシートを覆って熱収縮させることによりそれらを結束する熱収縮性プラスチックフィルムと、を備え、前記湾曲面部は、前記熱収縮性プラスチックフィルムを熱収縮させることにより前記プラスチックシートのシート面が湾曲して形成されていることを特徴とする。
【0012】
上記構成によれば、被包装物を収容する収容部を構成する台紙及びプラスチックシートを用いることによって、熱収縮性プラスチックフィルムが直接、被包装物に密着することがなく、良好な意匠性を得ることができる。また、台紙及びプラスチックシートにより被包装物を衝撃等から保護することができる。
【0013】
また、上記構成の包装体は、熱収縮性フィルムの熱収縮、即ち熱収縮により発生する収縮応力を利用して形成されている。ゆえに、予め物品の大きさや形状に合わせてプラスチックシートを成形加工しておく必要がない。したがって、製造コストやシート材の薄肉化等により材料コストが削減できると共に、被包装物を包装する前において嵩張らないから輸送コストも削減することができる。また、ホッチキスや粘着テープ、或いは接着剤を用いる必要がないから、生産性が高く、リサイクル性にも優れている。
【0014】
また、本発明に係る包装体において、湾曲面部以外の他の壁面部は、前記台紙及び前記プラスチックシートの少なくとも一つが折り曲げられて形成されていることが好ましく、特に、台紙が折り曲げられて形成されていることが好ましい。このようにすれば、包装体自体の剛性や形態保持性が向上し、被包装物の保護性能をより高めることができる。また、湾曲面部の位置固定が容易となり包装体の美観をより向上することができる。
【0015】
また、本発明に係る包装体において、前記台紙が紙材を主基材とする台紙であることが好ましい。台紙にプラスチックシートと同様の基材を用いて、台紙とプラスチックシートがつながった形態とすることもできるが、紙材を主基材とする台紙は、耐熱性及び剛性が高く、包装体自体の剛性や形態保持性、更には包装体の製造過程における形態保持性に優れるため特に好ましい。
【0016】
また、本発明に係る包装体の製造方法において、台紙とプラスチックシートから被包装物を収容する収容部が構成され、熱収縮性プラスチックフィルムを熱収縮させることにより台紙とプラスチックシートが結束されており、壁面部の少なくとも一つが湾曲面部である包装体の製造方法において、台紙とプラスチックシートを組み合わせて、収容部を備える複合体を構成する工程と、前記複合体に筒状の熱収縮性プラスチックフィルムを被嵌する工程と、前記複合体に被嵌した熱収縮性プラスチックフィルムを加熱して熱収縮させる工程であって、熱収縮性プラスチックフィルムの熱収縮によりプラスチックシートの全部又は一部を湾曲させて、湾曲面部を形成すると共に複合体を結束する工程と、を備えることを特徴とする。
【0017】
また、本発明に係る包装体の製造方法では、熱収縮性プラスチックフィルムを加熱して熱収縮させる工程において、主に台紙側から加熱して熱収縮させることが好ましい。このようにすれば、熱収縮性プラスチックフィルムが湾曲面部に装着される部分を、過度に熱収縮させることなく引っ張られるようにして装着できる。したがって、過剰な湾曲を防止して湾曲面部に熱収縮に伴うシワ等が発生し難くなり、湾曲面部の美観を向上させることができる。
【0018】
また、熱収縮性プラスチックフィルムを熱収縮させる工程において、例えば、熱媒温度や熱媒をあてる面積を制御して収縮応力を調整する方法によっても、湾曲面用シート材の過剰な湾曲或いは湾曲不足を防止して適切な結束力を得ることができ、良好な意匠性を確保し易くなる。
【発明の効果】
【0019】
本発明に係る包装体は、生産性が高く、被包装物の保護性能を維持しつつ良好な意匠性及びリサイクル性を備える。さらに、本包装体は、被包装物を包装する前において嵩張らず輸送性にも優れている。また、本発明に係る包装体の製造方法によれば、生産性を大幅に向上させることが可能であり、簡便に且つ低コストで、美観に優れた良好な意匠性及びリサイクル性を備える本発明に係る包装体を提供することができる。
【図面の簡単な説明】
【0020】
【図1】本発明の第1実施形態である包装体を示す斜視図である。
【図2】図1に示す包装体の展開図である。
【図3A】図1に示す包装体の製造過程であって、プラスチックシートと台紙を組み立てて複合体を形成する工程を示す図である。
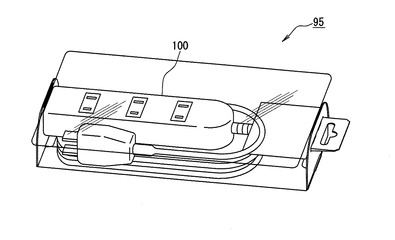
【図3B】図1に示す包装体の製造過程であって、複合体の内部に延長コードを挿入する工程を示す図である。
【図3C】図1に示す包装体の製造過程であって、延長コードを挿入した複合体に熱収縮性プラスチックフィルムを被嵌する工程を示す図である。
【図3D】図1に示す包装体の製造過程であって、熱収縮性プラスチックフィルムを熱収縮させて複合体を結束する工程を示す図である。
【図4】本発明の第1実施形態の変形例である包装体を示す斜視図である。
【図5】本発明の第1実施形態の別の変形例である包装体を示す斜視図である。
【図6】本発明の第2実施形態である包装体を示す斜視図である。
【図7】図6に示す包装体の展開図である。
【発明を実施するための形態】
【0021】
図面を用いて、本発明に係る包装体及びその製造方法の実施形態について以下説明する。なお、図1〜図5は、第1実施形態である包装体10を、図6及び図7は、第2実施形態である包装体50をそれぞれ示す図である。なお、実施形態では、被包装物として、延長コード100を例示するが、本発明に係る包装体の被包装物はこれに限定されない。
【0022】
<第1実施形態>
図1〜図5を用いて、第1実施形態である包装体10について以下説明する。まず初めに、図1及び図2を用いて、包装体10の構成を説明する。
【0023】
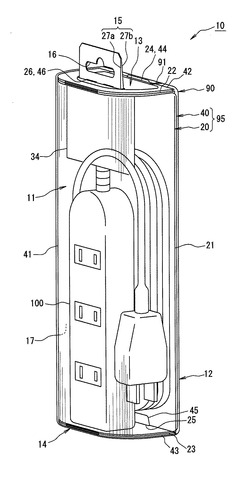
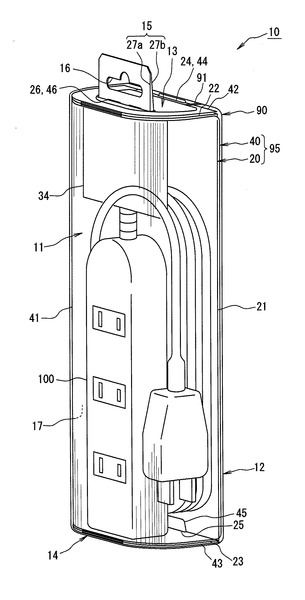
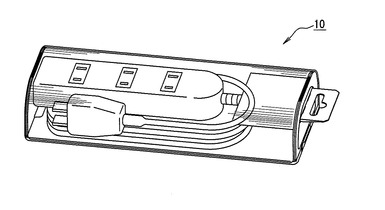
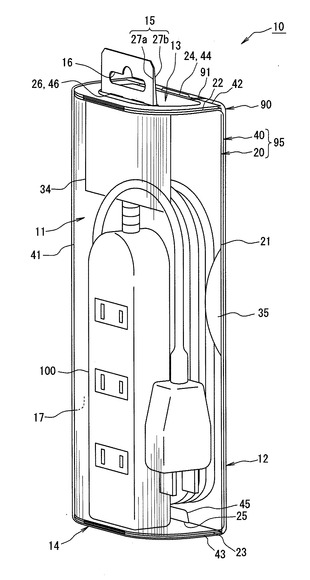
図1に示すように、包装体10は、その壁面部として、湾曲した湾曲面部11と、湾曲面部11の後方、上方、下方にそれぞれ位置する後面部12と、上面部13と、下面部14と、を備えており、幅方向断面視略蒲鉾形状を呈している。なお、包装体10のこれら各壁面部を区別するために、前後上下(左右)の用語を用いるが、これら用語は、各壁面部の構成と方向との関係を限定するものではない。
【0024】
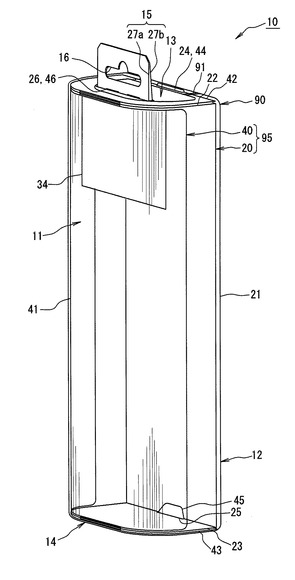
また、包装体10は、店頭で吊り下げ陳列されることを想定した形態であり、上面部13に吊り下げ陳列用のヘッダー部15を備え、ヘッダー部15には、ハンガー棒等が通される吊り下げ孔16が形成されている。
【0025】
湾曲面部11は、上下方向に沿って長く、大きく湾曲した湾曲面を含む壁面部である。具体的には、湾曲面部11は、前方の角に相当する部分に湾曲面を含む。包装体10では、この湾曲した湾曲面部11を通して、収容部17に収容された被包装物である延長コード100を確認することができる。即ち、湾曲面部11は、詳しくは後述のように、透明なプラスチックシート40を用いて形成されている。包装体10は、大きく湾曲した透明な湾曲面部11を備えることにより、延長コード100が見易く、優れたディスプレイ性を有する。
【0026】
なお、本明細書において、収容部とは、被包装物を収容する空間であって、台紙及びプラスチックシートから構成され、それらに囲まれた内側に形成される空間である。
【0027】
後面部12は、上下方向に沿って長い矩形状の壁面部である。また、上面部13及び下面部14は、いずれも円弧を含む前方側の辺と直線状の後方側の辺を有する略半円形状であって、湾曲面部11及び後面部12に対して垂直に配置された壁面部である。なお、湾曲面部11は、当該円弧を含む前方側の辺に沿って湾曲した形状を有している。
【0028】
包装体10は、上記各壁面部を形成する部材として、台紙20と、プラスチックシート40と、台紙20及びプラスチックシート40を覆う熱収縮性プラスチックフィルム90と、を備える。台紙20とプラスチックシート40は、互いに組み合わされて複合体95を構成しており、当該複合体95は、熱収縮性プラスチックフィルム90により結束されている。なお、複合体95の内部空間が延長コード100を収容する収容部17である。
【0029】
台紙20は、後面部12と、プラスチックシート40と共に上面部13及び下面部14と、を形成する部材である。台紙20の材料としては特に限定されず、紙材を主基材とするシートやプラスチックシート40と同様の樹脂シートを用いることもできるが、紙材を主基材とすることが好ましい。紙材を主基材とするものには、紙のみからなる厚紙や紙シートに合成樹脂をコーティング又は合成樹脂シートを張り合わせた合成紙等が挙げられる。台紙20の厚さは、通常0.2〜2mm程度、好ましくは0.5〜1.5mm程度である。上記構成の紙材を主基材とする台紙20は、耐熱性及び剛性が高いので、熱や収縮応力が加わる包装体10の製造過程、或いは落下等の衝撃が加わる可能性がある流通販売過程等において優れた形態保持性を発揮し、包装体10の歪み等を防止することができる。
【0030】
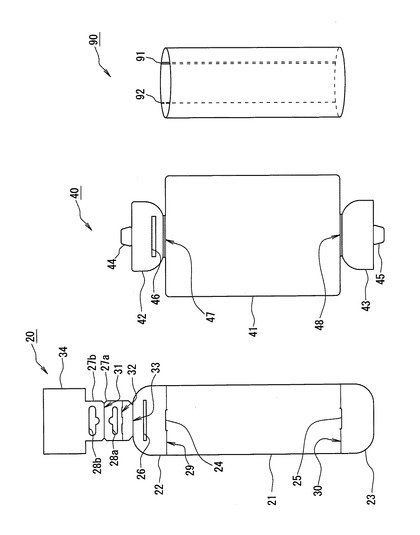
台紙20の形状を図2の展開図により更に詳説する。台紙20は、後面部12を形成する台紙本体部21、上面部13を形成する台紙上片部22、及び下面部14を形成する台紙下片部23を含む。
【0031】
台紙本体部21は、平坦な略矩形状を有し、折り曲げ線を有さず剛性が高い形態となっている。ゆえに、後述の熱収縮性プラスチックフィルム90の装着工程においても形状が変化せず、包装体10の形態を保持する。また、一般的に、台紙本体部21には、商品名やデザイン、商品説明等を表示する印刷が施される。
【0032】
台紙上片部22及び台紙下片部23は、台紙本体部21の上端及び下端位置にそれぞれ設けられており、台紙20には、台紙本体部21の上端ライン及び下端ラインに沿って、台紙上方折り曲げ線29及び台紙下方折り曲げ線30がそれぞれ形成されている。
【0033】
台紙20は、台紙上片部22につながって形成されたヘッダー部15の構成要素を備えている。ヘッダー部15を構成するヘッダー片27a、27bは、上端同士がつながって形成されており、両者の境界に第1折り曲げ線31が形成されている。ヘッダー片27aの中間部付近には、第2折り曲げ線32が、ヘッダー片27aと台紙上片部22の間には、第3折り曲げ線33が、それぞれ形成されている。ヘッダー片27bには、台紙通し孔26よりも幅広のストッパー部34が設けられている。なお、ヘッダー片27a、27bには、吊り下げ孔16を構成するヘッダー孔28a、28bが形成されている。
【0034】
ヘッダー部15は、ヘッダー片27a、27bを重ね合わせて通し孔26に通すことで、構成される。具体的には、第1折り曲げ線31を手前側に折り曲げ、第2折り曲げ線32及び第3折り曲げ線33を奥側に折り曲げることで、重ね合わせたヘッダー片27a、27b(ヘッダー部15)を通し孔26に通し、ストッパー部34が通し孔26の周縁部分に当接されることで、ヘッダー部15が形成保持される。
【0035】
なお、台紙20には、台紙上方折り曲げ線29の位置に、後述するプラスチックシート40の上方フラップ44が差し込まれる上方差込み部24が形成され、台紙下方折り曲げ線30の位置に、後述するプラスチックシート40の下方フラップ45が差し込まれる下方差込み部25が形成されている。
【0036】
プラスチックシート40は、湾曲面部11を形成する部材である。プラスチックシート40は、透明性が高く、適度な剛性(湾曲加工性)を有するプラスチック製のシートである。プラスチックシート40を構成する樹脂の具体例としては、ポリエチレン(PE)、ポリプロピレン(PP)等のポリオレフィン系、ポリエチレンテレフタラート(PET)、ポリブチレンテレフタラート(PBT)等のポリエステル系、並びにポリ乳酸(PLA)、ポリスチレン(PS)、ポリアミド、及びポリ塩化ビニル等の樹脂が挙げられる。なかでも、被包装物のディスプレイ面として機能する湾曲面部11に要求される透明性及び湾曲加工性の両方を考慮すると、ポリエステル系の樹脂製シートが好ましく、PET性のシートが特に好適である。
【0037】
プラスチックシート40の厚みは、特に限定されないが、透明性、湾曲加工性、及び耐衝撃性(被包装物の保護)を考慮すると、好ましくは0.1〜0.5mm程度である。また、プラスチックシート40は、無色であることが好ましいが、透明性を損なわない範囲で着色、或いは商品名やデザイン等を表示する印刷を施すこともできる。
【0038】
プラスチックシート40の形状を図2の展開図により更に詳説する。プラスチックシート40は、湾曲面部11を形成するシート面部41、上面部13を形成するシート上片部42、及び下面部14を形成するシート下片部43を含む。
【0039】
シート面部41は、熱収縮性プラスチックフィルム90の熱収縮により湾曲して、湾曲面部11を形成する部分である。シート面部41は、折り曲げ線を有さず、後述のように、熱収縮性プラスチックフィルム90が装着される前は、平坦な略矩形状を有している(図2、図3A等参照)。また、シート面部41の左右方向の側端部には、台紙20と結合するためのフラップ等は設けられていない。即ち、シート面部41の湾曲状態(即ち、湾曲面部11の湾曲形状)は、シート面部41の表面に装着された熱収縮性プラスチックフィルム90により維持されている。
【0040】
シート面部41は、折り曲げ線が存在しないがゆえに、シート面部41は、これを湾曲させてなる湾曲面部11に滑らかな湾曲面を与え、包装体10の意匠性を向上させる。なお、シート面部41は、上面部13及び下面部14の円弧を含む辺に沿って湾曲する。したがって、シート面部41の幅は、上面部13及び下面部14の円弧を含む辺に沿った長さと略同等である。ゆえに、図1に示す包装体10では、湾曲したシート面部41と台紙本体部21が一体的に繋がったように視認し得る形態となる。
【0041】
シート上片部42及びシート下片部43は、シート面部41の上端及び下端位置にそれぞれ設けられており、プラスチックシート40には、シート面部41の上端ライン及び下端ラインに沿って、シート上方折り曲げ線47及びシート下方折り曲げ線48がそれぞれ形成されている。
【0042】
なお、プラスチックシート40は、台紙20の上方差込み部24及び下方差込み部25にそれぞれ差込まれて係合する上方フラップ44及び下方フラップ45を、それぞれシート上部片42の上端及びシート下部片43の下端に備える。また、シート上部片42には、台紙20のヘッダー片27a、27bを通すためのシート通し孔46が、通し孔26に対応する位置に形成されている。
【0043】
包装体10において、台紙20及びプラスチックシート40は、それらが組み合わされることで、被包装物である延長コード100の収容部17を備えた複合体95を構成している。複合体95の組み合わせ形状は、上面部13及び下面部14において、台紙20とプラスチックシート40が固定されることにより維持されている。
【0044】
ここで、上面部13及び下面部14の構成を説明する。
上面部13は、台紙20の台紙上片部22を内側とし、プラスチックシート40のシート上片部42を外側として重ね合わせ、台紙20の上方差込み部24にプラスチックシート40の上方フラップ44を差し込むことにより形成されている。
【0045】
同様に、下面部14は、台紙20の台紙下片部23を内側とし、プラスチックシート40のシート下片部43を外側として重ね合わせ、台紙20の台紙下片部23にプラスチックシート40の下方フラップ45を差し込むことにより形成されている。
【0046】
上記のようにして上面部13及び下面部14を形成することによって、台紙20とプラスチックシート40が係合固定され、複合体95の組み合わせ形状が構成維持される(図3A参照)。なお、複合体95だけでは湾曲面部11が形成されず、包装体10は包装体として完成しない。
【0047】
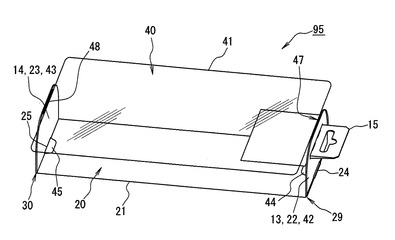
熱収縮性プラスチックフィルム90は、台紙20及びプラスチックシート40(複合体95)を覆って装着されている。具体的には、湾曲面部11及び後面部12の全面と、上面部13及び下面部14の周縁部分を覆って装着されている。したがって、熱収縮性プラスチックフィルム90は、上面部13及び下面部14の周縁部分にも装着できるように、その上下方向長さが、シート面部41及び台紙本体部21の同方向長さよりも長く設定されている。なお、図1に示す包装体10は、熱収縮性プラスチックフィルム90が熱収縮処理された後の形態を示している。また、図2では、熱収縮性プラスチックフィルム90は、筒状に形成された状態であって熱収縮前の状態を示している。
【0048】
熱収縮性プラスチックフィルム90は、その熱収縮により、平坦で折り曲げ線を有さないシート面部41を湾曲させて湾曲面部11を形成させる。包装体10では、上記のように、シート面部41及び台紙本体部21に、周方向に対して両者を固定するようなフラップ等が設けられていないから、湾曲面部11の湾曲形状は、シート面部41及び台紙本体部21の表面に装着された熱収縮性プラスチックフィルム90により維持されている。
【0049】
また、熱収縮性プラスチックフィルム90は、その熱収縮により、台紙20及びプラスチックシート40(複合体95)を覆ってそれらを結束する。即ち、包装体10は、熱収縮性プラスチックフィルム90の熱収縮により発生する収縮応力を利用して、複合体95を結束することで形成されている。ゆえに、包装体10は、熱収縮性プラスチックフィルム90の機能により、ホッチキスや粘着テープ、或いは接着剤を用いることなく形成することができる。
【0050】
なお、熱収縮性プラスチックフィルム90は、筒状に形成された後、複合体95に被嵌されて熱収縮処理される。熱収縮性プラスチックフィルム90は、通常、センターシールにより筒状に形成されるため、センターシール部91を有する。また、筒状の熱収縮性プラスチックフィルム90は、包装体10の開封時に剥離し易いように、ミシン目等から構成される開封線92を有する。
【0051】
熱収縮性プラスチックフィルム90は、シート面部41を湾曲させて湾曲面部11を形成させるので当該形成にとって適切な収縮応力を有し、且つディスプレイ面である湾曲面部11の表面を覆うので透明性が高いフィルムであることが好ましい。
【0052】
熱収縮性プラスチックフィルム90を構成するフィルムの具体例としては、ポリエチレン(PE)、ポリプロピレン(PP)等のポリオレフィン系、ポリエチレンテレフタラート(PET)、ポリブチレンテレフタラート(PBT)等のポリエステル系、ポリスチレン系(PS)、並びにポリ乳酸(PLA)、ポリアミド、及びポリ塩化ビニル等の樹脂からなるフィルムが挙げられ、なかでも、適切な収縮応力と高い透明性を有することから、ポリエステル系、ポリオレフィン系及びポリスチレン系のフィルムが好ましく、特に、ポリエステル系フィルムが好ましい。また、これらの樹脂を2種以上混合した樹脂混合物を含むフィルムを用いることもできるし、2種以上のフィルムを積層した積層フィルムを用いることもできる。熱収縮性プラスチックフィルム90の熱収縮率としては、主延伸方向に対して、20〜80%(90℃の温水に10秒間浸漬)であることが好ましく、30〜80%であることが特に好ましい。
【0053】
熱収縮性プラスチックフィルム90の厚みは、特に限定されないが、好ましくは10〜100μm程度、より好ましくは20〜60μm程度である。また、熱収縮性プラスチックフィルム90は、無色であることが好ましいが、透明性を損なわない範囲で着色、或いは商品名やデザイン等を表示する印刷を施すこともできる。
【0054】
次に、図3A〜図3Dを用いて、包装体10の製造方法を説明する。なお、ここでは、図2に示す各構成部材が準備され、ヘッダー部15が形成された状態から説明する。
【0055】
まずは、図3Aに示すように、台紙20及びプラスチックシート40を組み立てて複合体95を作製する。具体的には、次のような手順が例示できる。
(1)台紙20の台紙本体部21に対して、台紙上片部22及び台紙下片部23が略垂直に立つように、台紙上方折り曲げ線29及び台紙下方折り曲げ線30で台紙上片部22及び台紙下片部23をそれぞれ内側に折り曲げる。
(2)プラスチックシート40のシート面部41に対して、シート上片部42及びシート下片部43が略垂直に立つように、シート上方折り曲げ線47及びシート下部折り曲げ線48でシート上片部42及びシート下片部43をそれぞれ内側に折り曲げる。
(3)台紙20及びプラスチックシート40を対向配置して、ヘッダー部15をシート通し孔46に通すと共に、台紙上片部22及び台紙下片部23が内側、シート上片部42及びシート下片部43が外側、となるようにそれぞれ重ね合わせ、台紙20の上方差込み部24及び下方差込み部25にプラスチックシート40の上方フラップ44及び下方フラップ45をそれぞれ差し込んで、上面部13及び下面部14を形成する。
【0056】
こうして作製された複合体95は、平坦なシート面部41と平坦な台紙本体部21とが、包装体10の上面部13及び下面部14に対応する所定の空間をあけて平行配置された形態を有している。係る空間が包装体10の収容部17を構成することになる。
【0057】
続いて、図3Bに示すように、複合体95の上記空間に側方から延長コード100を挿入する。
【0058】
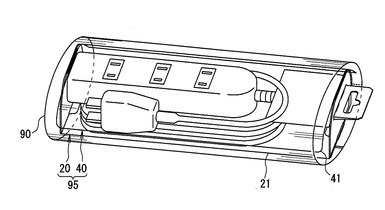
そして、図3Cに示すように、延長コード100が挿入された複合体95に、熱収縮処理されていない筒状の熱収縮性プラスチックフィルム90を被嵌する。このとき、その上下方向長さが複合体95よりも長く設定されている筒状の熱収縮性プラスチックフィルム90は、複合体95の上下両端からはみだすように被嵌される。このように熱収縮性プラスチックフィルム90を被嵌することで、上面部13及び下面部14の周縁部分に熱収縮性プラスチックフィルム90を装着することができる。また、熱収縮性プラスチックフィルム90は、センターシール部91及び開封線92が形成された部分が台紙本体部21側になるように位置を調整して被嵌される。
【0059】
最後に、図3Dに示すように、熱収縮性プラスチックフィルム90を熱収縮して、シート面部41を湾曲させて湾曲面部11を形成すると共に、複合体95を結束して包装体10を得る。熱収縮性プラスチックフィルム90の加熱処理は、例えば、180℃〜220℃程度の熱風(フィルムは80℃〜90℃程度に加熱される)を用いて行なわれるが、熱風は、複合体95の台紙20部分に対して選択的にあてることが好ましい。
【0060】
上記のような選択的な加熱処理を行うことによって、熱収縮性プラスチックフィルム90のシート面部41に装着される部分、即ち湾曲面部11に相当する部分は殆ど熱収縮しないことから、必要以上の収縮応力が作用してシート面部41を過剰に湾曲させることなく、後面部12側の熱収縮により適度に引っ張られて装着される。ゆえに、ディスプレイ面である湾曲面部11の過剰な湾曲を防止して熱収縮によるシワ等が発生し難くなり、特に湾曲面部11の美観を向上させることができる。
【0061】
以上のように、包装体10は、湾曲したディスプレイ面である湾曲面部11と、剛性の高い後面部12、上面部13、及び下面部14と、を各壁面部として備える。そして、包装体10は、剛性の高い紙製の台紙20、及び湾曲面部11となるシート面部41を備え、台紙20と共に収容部17を構成するプラスチックシート40を組み合わせた複合体95と、複合体95を覆って装着される熱収縮性プラスチックフィルム90と、から構成され、熱収縮性プラスチックフィルム90の熱収縮による収縮応力を利用して、シート面部41を湾曲させて湾曲面部11を形成すると共に、複合体95を結束することで形成されている。
【0062】
したがって、包装体10によれば、複合体95によって、被包装物を衝撃から保護できると共に、熱収縮性プラスチックフィルム90が直接、被包装物に密着しないので、滑らかな湾曲面部11を形成でき、良好な意匠性を得ることができる。さらに、熱収縮性フィルムの収縮応力を利用して形成されるので、シート材の薄肉化等により材料コストが削減できると共に、被包装物を包装する前において嵩張らないから輸送コストも削減することができる。また、ホッチキスや粘着テープ、或いは接着剤を用いる必要がないから、生産性が高く、リサイクル性にも優れている。
【0063】
なお、上記では、包装体10は、湾曲したシート面部41と台紙本体部21とがつながった形態を有するものとして説明したが、図4に示すように、シート面部41の幅を、上面部13の円弧を含む辺に沿った長さよりも短く設定することで、湾曲面部11の一部が熱収縮性プラスチックフィルム90のみから形成された形態とすることもできる。即ち、同図に示す形態は、湾曲したシート面部41の左右側端部と台紙本体部21とが繋がっておらず、両者の間に隙間が設けられた形態である。
【0064】
また、図5に示すように、包装体10は、プラスチックシート40が収容部17の内部に過度に入り込むことを防止するために保形片35を備えてもよい。保形片35は、台紙本体部21の左右方向の側端部から延出した片であって、これを内側に折り曲げて形成され、シート面部41の左右方向の側縁部を内側から支持している。図5では、保形片35は上下方向の中央部分に半円形状に形成されているが、シート面部41の適切な湾曲を阻害することなく、これを内側から支持できるものであればその形成位置や形状は特に限定されず、例えば、上下方向全域に亘って設けられていてもよい。
【0065】
また、上記では、上面部13及び下面部14が、台紙20の台紙上片部22及び台紙下片部23が内側、プラスチックシート40のシート上片部42及びシート下片部43が外側、となるようにそれぞれ重ね合わせて形成されているが、台紙20の台紙上片部22及び台紙下片部23のみ、或いはプラスチックシート40のシート上片部42及びシート下片部43のみによって、上面部13及び下面部14が形成されていてもよい。
【0066】
また、上記では、台紙20の上方差込み部24及び下方差込み部25にプラスチックシート40の上方フラップ44及び下方フラップ45をそれぞれ差し込んで、台紙20とプラスチックシート40が係合固定され、複合体95の組み合わせ形状が構成されているが、係合固定せずに単に台紙20の上にプラスチックシート40を戴置して複合体90としてもよい。これによっても、最終的には、熱収縮性プラスチックフィルム90により台紙20及びプラスチックシート40(複合体95)を覆って結束するため、包装体10の形状は良好に保持される。
【0067】
<第2実施形態>
図6及び図7を用いて、第2実施形態である包装体50について以下説明する。なお、なお、図6では、被包装物の記載を省略している。また、以下では、第1実施形態である包装体10の構成要素と同一又は類似の構成要素については、重複する説明を省略する。
【0068】
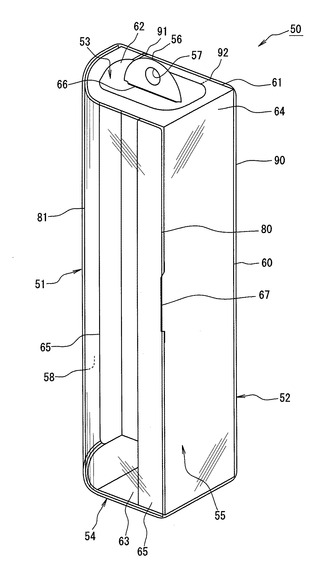
図6に示すように、包装体50は、その壁面部として、湾曲した湾曲面部51と、湾曲面部51の後方、上方、下方、側方にそれぞれ位置する後面部52と、上面部53と、下面部54と、側面部55と、を備え、幅方向断面視略扇形状を呈している。また、包装体50は、吊り下げ孔57が形成された吊り下げ陳列用のヘッダー部56を備える。
【0069】
湾曲面部51は、大きく湾曲した湾曲面を含む壁面部である。包装体50は、この湾曲した湾曲面部51を通して、図示しない被包装物を確認することができる。
【0070】
後面部52、上面部53、下面部54、及び側面部55は、台紙60を用いて構成されている。後面部52及び側面部55は、それぞれ平坦な矩形状を有し、L字状に直交している。また、上面部53及び下面部54は、L字状(直角)に交わった2辺と、その2辺の頂点を結ぶ円弧を含む辺とからなる形状を有している。
【0071】
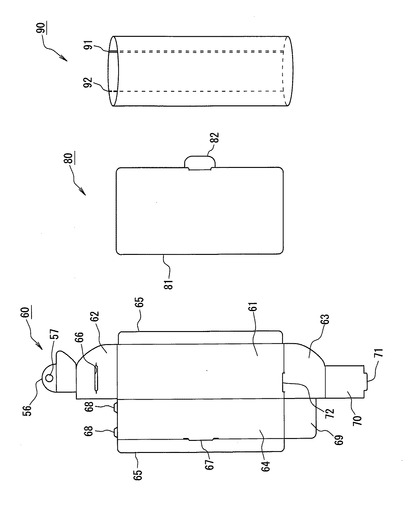
包装体50は、台紙60と、プラスチックシート80と、熱収縮性プラスチックフィルム90と、から構成される。ここで、台紙60、プラスチックシート80及び熱収縮性プラスチックフィルム90は、それぞれ包装体10と同じものを使用することができる(熱収縮性プラスチックフィルム90のサイズは適宜調整されるものとする)。
【0072】
台紙60は、後面部52を形成する台紙本体部61、上面部53を形成する台紙上片部62、下面部54を形成する台紙下片部63及び側面部55を形成する台紙側片部64を含む。また、台紙60は、台紙本体部61及び台紙側片部64と同じ長さを有する矩形状の保形片65、及び吊り下げ孔57が形成されたヘッダー部56を含み、且つ台紙側片部64と保形片65の境界部分に、後述の側方フラップ82が差し込まれる側方差込み部67が形成されている。
【0073】
図7に示すように、台紙60は、台紙本体部61に、台紙側片部64、台紙上片部62、及び台紙下片部63がつながった展開形状を有している。また、台紙60には、台紙上片部62につながって形成されたヘッダー部56を備え、ヘッダー部56は、内側から台紙上片部62に形成された通し孔66に通されることで上面部53に設けられる。
【0074】
上面部53は、台紙上片部62を、糊代68を用いて台紙側面部74と接合し、また、熱収縮性プラスチックフィルム90を周縁部分に装着して補強することで形成されている。また、下面部14は、固定片部70を内側に折り曲げて、連結片部69を台紙下片部63との間で挟み、下面フラップ71を下面差込み部72に差し込んで固定することで形成されている。
【0075】
プラスチックシート80は、湾曲面部51を形成するシート面部81、及び側方差込み部67に差し込まれる側方フラップ82(図7参照)を含む。シート面部81は、その表面に熱収縮性プラスチックフィルム90が装着されることで湾曲して湾曲面部51を形成する。
【0076】
プラスチックシート80のシート面部81は、折り曲げ線が存在しない、平坦な略矩形状を有する。ゆえに、シート面部81は、これを湾曲させて形成される湾曲面部51に滑らかな湾曲面を与える。また、シート面部81は、その幅が、上面部53及び下面部54の円弧を含む辺の長さと同等である。ゆえに、包装体50では、熱収縮性プラスチックフィルム90の機能により、シート面部81、台紙本体部61、及び台紙側片部64が一体的に繋がったように視認し得る形態を備えている。
【0077】
包装体50では、上記台紙60と上記プラスチックシート80が組み合わされて、被包装物の収容部58を備えた複合体96が構成されている。複合体96は、プラスチックシート80の側方フラップ82(図7参照)を台紙60の側方差込み部67に差し込むことで組み付けられている。複合体96は、例えば、各片部を折り曲げて台紙60を組み立てた後、被包装物を台紙60に挿入してから、プラスチックシート80を組み付けて形成される。
【0078】
以上のように、包装体50は、熱収縮性プラスチックフィルム90による収縮応力を利用して、平坦で折り曲げ線を有さないシート面部81を湾曲させて台紙60と結束することにより形成されている。なお、包装体50は、剛性の高い台紙60を用いて構成される後面部52及び側面部55がL字状に形成されているため、包装体10と比較して剛性が高く、機械的強度に優れた構造を有する。一方、包装体50では、プラスチックシート40及び熱収縮性プラスチックフィルム90により形成される湾曲形状の湾曲面部51の面積が小さくなっているため、ディスプレイ性に関しては、包装体10の方が有利である。
【0079】
このように、本発明に係る包装体は、透明で湾曲加工可能なプラスチックシートと剛性の高い紙製の台紙を組み合わせた複合体の形態を適宜変更することで、ディスプレイ性や機械的強度など、包装体の機能を任意に調整することが可能である。
【符号の説明】
【0080】
<第1実施形態>
10 包装体、11 湾曲面部、12 後面部、13 上面部、14 下面部、15 ヘッダー部、16 吊り下げ孔、17 収容部、20 台紙、21 台紙本体部、22 台紙上片部、23 台紙下片部、24 上方差込み部、25 下方差込み部、26 通し孔、27a、27b ヘッダー片、28a、28b ヘッダー孔、29 台紙上方折り曲げ線、30 台紙下方折り曲げ線、31 第1折り曲げ線、32 第2折り曲げ線、33 第3折り曲げ線、34 ストッパー部、35 保形片、40 プラスチックシート、41 シート面部、42 シート上片部、43 シート下片部、44 上方フラップ、45 下方フラップ、46 シート通し孔、47 シート上方折り曲げ線、48 シート下方折り曲げ線、90 熱収縮性プラスチックフィルム、91 センターシール部、92 開封線、95 複合体、100 延長コード。
【0081】
<第2実施形態>
50 包装体、51 湾曲面部、52 後面部、53 上面部、54 下面部、55 側面部、56 ヘッダー部、57 吊り下げ孔、58 収容部、60 台紙、61 台紙本体部、62 台紙上片部、63 台紙下片部、64 台紙側片部、65 保形片、66 通し孔、67 側方差込み部、68 糊代、69 連結片部、70 固定片部、71 下面フラップ、72 下面差込み部、80 プラスチックシート、81 シート面部、82 側方フラップ、96 複合体。
【技術分野】
【0001】
本発明は、包装体及びその製造方法に関し、特に壁面部の少なくとも一つが湾曲面部である包装体及びその製造方法に関する。
【背景技術】
【0002】
商品が外側から見えるように包装した所謂ブリスターパックは、例えば、歯ブラシやカミソリ、或いは延長コード、乾電池、電球等の小型電気製品など様々な商品について多く使用されている。一般的に、ブリスターパックは、被包装物の大きさや形状に合わせて成形され後面側に開口を有するプラスチックシートの成形体と、当該成形体の後面開口をカバーする台紙と、から構成されている。
【0003】
プラスチックシートの成形体と台紙を組み立てて、ブリスターパックを製造する方法としては、成形体の対向する2辺の端をコの字状に折り曲げて形成される溝に台紙を差込み、ホッチキスや粘着テープで固定する方法、或いは成形体の周縁部に接着代を形成し、接着剤を用いて接着する方法等が挙げられる。しかし、ホッチキスや粘着テープを用いる方法は、作業性が悪いので生産性に問題があると共に、リサイクル性にも改良の余地がある。また、接着剤を用いる方法では、成形体と台紙とを分別廃棄することが困難で、リサイクル性が悪いという問題が指摘されている。
【0004】
また、ブリスターパックは、プラスチックシートの成形体が被包装物の大きさや形状に合わせて成形されているから、台紙と組み立てる前でも嵩高く、輸送性が悪いという問題も指摘されている。また、剛性を確保するためにプラスチックシートの薄肉化が困難であることや、成形体であるために製造が煩雑となり製造コストが高いという問題も指摘されている。
【0005】
本発明に関連する技術として、ブリスターパックに熱収縮性フィルムを用いた包装体が幾つか提案されている。例えば、特許文献1には、台紙と、物品をシュリンクパックした包装部と、包装部を収容するくぼみと、台紙に接着される鍔状部とを有し、台紙との間で包装部を保持する保持体とを具備する商品パッケージが開示されている。また、特許文献1には、包装部をくぼみに収容した後、台紙と鍔状部とを感熱感圧性の接着剤を用いたホットプレスにより接着する、と記載されている。
【0006】
また、特許文献2には、吊り下げ式の台紙上に複数個の円筒形電池を上下方向に並列配置し、これら電池と台紙とを一括して熱収縮性樹脂チューブで緊縛被覆する電池包装体が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平9‐221170号公報
【特許文献2】特開昭61‐150776号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記特許文献1の包装体によれば、物品をシュリンクパックすることで、物品のくぼみへの収容が容易になると想定される。しかし、保持体と台紙が接着剤により接着されているので、上記のように、分別廃棄が困難でありリサイクル性に問題がある。
【0009】
また、上記特許文献2の包装体は、電池と台紙とを一括して熱収縮性樹脂チューブで緊縛被覆して製造されるので、生産性の向上が期待できる。しかし、熱収縮性樹脂チューブは被包装物たる電池に密着して装着されているので外部からの衝撃等により被包装物に損傷を与え易く、また美観に乏しく意匠性の観点からも改良の余地がある。
【0010】
本発明の目的は、生産性が高く、被包装物の保護性能を維持しつつ意匠性及びリサイクル性にも優れた包装体及びその製造方法を提供することである。また、本発明の他の目的は、被包装物を包装する前において嵩張らず輸送性にも優れた包装体及びその製造方法を提供することである。
【課題を解決するための手段】
【0011】
本発明に係る包装体は、包装体壁面部の少なくとも一つが湾曲面部である包装体において、a)台紙と、b)湾曲面部となるシート面を備え、前記台紙と共に被包装物を収容する収容部を構成するプラスチックシートと、c)前記台紙及び前記プラスチックシートを覆って熱収縮させることによりそれらを結束する熱収縮性プラスチックフィルムと、を備え、前記湾曲面部は、前記熱収縮性プラスチックフィルムを熱収縮させることにより前記プラスチックシートのシート面が湾曲して形成されていることを特徴とする。
【0012】
上記構成によれば、被包装物を収容する収容部を構成する台紙及びプラスチックシートを用いることによって、熱収縮性プラスチックフィルムが直接、被包装物に密着することがなく、良好な意匠性を得ることができる。また、台紙及びプラスチックシートにより被包装物を衝撃等から保護することができる。
【0013】
また、上記構成の包装体は、熱収縮性フィルムの熱収縮、即ち熱収縮により発生する収縮応力を利用して形成されている。ゆえに、予め物品の大きさや形状に合わせてプラスチックシートを成形加工しておく必要がない。したがって、製造コストやシート材の薄肉化等により材料コストが削減できると共に、被包装物を包装する前において嵩張らないから輸送コストも削減することができる。また、ホッチキスや粘着テープ、或いは接着剤を用いる必要がないから、生産性が高く、リサイクル性にも優れている。
【0014】
また、本発明に係る包装体において、湾曲面部以外の他の壁面部は、前記台紙及び前記プラスチックシートの少なくとも一つが折り曲げられて形成されていることが好ましく、特に、台紙が折り曲げられて形成されていることが好ましい。このようにすれば、包装体自体の剛性や形態保持性が向上し、被包装物の保護性能をより高めることができる。また、湾曲面部の位置固定が容易となり包装体の美観をより向上することができる。
【0015】
また、本発明に係る包装体において、前記台紙が紙材を主基材とする台紙であることが好ましい。台紙にプラスチックシートと同様の基材を用いて、台紙とプラスチックシートがつながった形態とすることもできるが、紙材を主基材とする台紙は、耐熱性及び剛性が高く、包装体自体の剛性や形態保持性、更には包装体の製造過程における形態保持性に優れるため特に好ましい。
【0016】
また、本発明に係る包装体の製造方法において、台紙とプラスチックシートから被包装物を収容する収容部が構成され、熱収縮性プラスチックフィルムを熱収縮させることにより台紙とプラスチックシートが結束されており、壁面部の少なくとも一つが湾曲面部である包装体の製造方法において、台紙とプラスチックシートを組み合わせて、収容部を備える複合体を構成する工程と、前記複合体に筒状の熱収縮性プラスチックフィルムを被嵌する工程と、前記複合体に被嵌した熱収縮性プラスチックフィルムを加熱して熱収縮させる工程であって、熱収縮性プラスチックフィルムの熱収縮によりプラスチックシートの全部又は一部を湾曲させて、湾曲面部を形成すると共に複合体を結束する工程と、を備えることを特徴とする。
【0017】
また、本発明に係る包装体の製造方法では、熱収縮性プラスチックフィルムを加熱して熱収縮させる工程において、主に台紙側から加熱して熱収縮させることが好ましい。このようにすれば、熱収縮性プラスチックフィルムが湾曲面部に装着される部分を、過度に熱収縮させることなく引っ張られるようにして装着できる。したがって、過剰な湾曲を防止して湾曲面部に熱収縮に伴うシワ等が発生し難くなり、湾曲面部の美観を向上させることができる。
【0018】
また、熱収縮性プラスチックフィルムを熱収縮させる工程において、例えば、熱媒温度や熱媒をあてる面積を制御して収縮応力を調整する方法によっても、湾曲面用シート材の過剰な湾曲或いは湾曲不足を防止して適切な結束力を得ることができ、良好な意匠性を確保し易くなる。
【発明の効果】
【0019】
本発明に係る包装体は、生産性が高く、被包装物の保護性能を維持しつつ良好な意匠性及びリサイクル性を備える。さらに、本包装体は、被包装物を包装する前において嵩張らず輸送性にも優れている。また、本発明に係る包装体の製造方法によれば、生産性を大幅に向上させることが可能であり、簡便に且つ低コストで、美観に優れた良好な意匠性及びリサイクル性を備える本発明に係る包装体を提供することができる。
【図面の簡単な説明】
【0020】
【図1】本発明の第1実施形態である包装体を示す斜視図である。
【図2】図1に示す包装体の展開図である。
【図3A】図1に示す包装体の製造過程であって、プラスチックシートと台紙を組み立てて複合体を形成する工程を示す図である。
【図3B】図1に示す包装体の製造過程であって、複合体の内部に延長コードを挿入する工程を示す図である。
【図3C】図1に示す包装体の製造過程であって、延長コードを挿入した複合体に熱収縮性プラスチックフィルムを被嵌する工程を示す図である。
【図3D】図1に示す包装体の製造過程であって、熱収縮性プラスチックフィルムを熱収縮させて複合体を結束する工程を示す図である。
【図4】本発明の第1実施形態の変形例である包装体を示す斜視図である。
【図5】本発明の第1実施形態の別の変形例である包装体を示す斜視図である。
【図6】本発明の第2実施形態である包装体を示す斜視図である。
【図7】図6に示す包装体の展開図である。
【発明を実施するための形態】
【0021】
図面を用いて、本発明に係る包装体及びその製造方法の実施形態について以下説明する。なお、図1〜図5は、第1実施形態である包装体10を、図6及び図7は、第2実施形態である包装体50をそれぞれ示す図である。なお、実施形態では、被包装物として、延長コード100を例示するが、本発明に係る包装体の被包装物はこれに限定されない。
【0022】
<第1実施形態>
図1〜図5を用いて、第1実施形態である包装体10について以下説明する。まず初めに、図1及び図2を用いて、包装体10の構成を説明する。
【0023】
図1に示すように、包装体10は、その壁面部として、湾曲した湾曲面部11と、湾曲面部11の後方、上方、下方にそれぞれ位置する後面部12と、上面部13と、下面部14と、を備えており、幅方向断面視略蒲鉾形状を呈している。なお、包装体10のこれら各壁面部を区別するために、前後上下(左右)の用語を用いるが、これら用語は、各壁面部の構成と方向との関係を限定するものではない。
【0024】
また、包装体10は、店頭で吊り下げ陳列されることを想定した形態であり、上面部13に吊り下げ陳列用のヘッダー部15を備え、ヘッダー部15には、ハンガー棒等が通される吊り下げ孔16が形成されている。
【0025】
湾曲面部11は、上下方向に沿って長く、大きく湾曲した湾曲面を含む壁面部である。具体的には、湾曲面部11は、前方の角に相当する部分に湾曲面を含む。包装体10では、この湾曲した湾曲面部11を通して、収容部17に収容された被包装物である延長コード100を確認することができる。即ち、湾曲面部11は、詳しくは後述のように、透明なプラスチックシート40を用いて形成されている。包装体10は、大きく湾曲した透明な湾曲面部11を備えることにより、延長コード100が見易く、優れたディスプレイ性を有する。
【0026】
なお、本明細書において、収容部とは、被包装物を収容する空間であって、台紙及びプラスチックシートから構成され、それらに囲まれた内側に形成される空間である。
【0027】
後面部12は、上下方向に沿って長い矩形状の壁面部である。また、上面部13及び下面部14は、いずれも円弧を含む前方側の辺と直線状の後方側の辺を有する略半円形状であって、湾曲面部11及び後面部12に対して垂直に配置された壁面部である。なお、湾曲面部11は、当該円弧を含む前方側の辺に沿って湾曲した形状を有している。
【0028】
包装体10は、上記各壁面部を形成する部材として、台紙20と、プラスチックシート40と、台紙20及びプラスチックシート40を覆う熱収縮性プラスチックフィルム90と、を備える。台紙20とプラスチックシート40は、互いに組み合わされて複合体95を構成しており、当該複合体95は、熱収縮性プラスチックフィルム90により結束されている。なお、複合体95の内部空間が延長コード100を収容する収容部17である。
【0029】
台紙20は、後面部12と、プラスチックシート40と共に上面部13及び下面部14と、を形成する部材である。台紙20の材料としては特に限定されず、紙材を主基材とするシートやプラスチックシート40と同様の樹脂シートを用いることもできるが、紙材を主基材とすることが好ましい。紙材を主基材とするものには、紙のみからなる厚紙や紙シートに合成樹脂をコーティング又は合成樹脂シートを張り合わせた合成紙等が挙げられる。台紙20の厚さは、通常0.2〜2mm程度、好ましくは0.5〜1.5mm程度である。上記構成の紙材を主基材とする台紙20は、耐熱性及び剛性が高いので、熱や収縮応力が加わる包装体10の製造過程、或いは落下等の衝撃が加わる可能性がある流通販売過程等において優れた形態保持性を発揮し、包装体10の歪み等を防止することができる。
【0030】
台紙20の形状を図2の展開図により更に詳説する。台紙20は、後面部12を形成する台紙本体部21、上面部13を形成する台紙上片部22、及び下面部14を形成する台紙下片部23を含む。
【0031】
台紙本体部21は、平坦な略矩形状を有し、折り曲げ線を有さず剛性が高い形態となっている。ゆえに、後述の熱収縮性プラスチックフィルム90の装着工程においても形状が変化せず、包装体10の形態を保持する。また、一般的に、台紙本体部21には、商品名やデザイン、商品説明等を表示する印刷が施される。
【0032】
台紙上片部22及び台紙下片部23は、台紙本体部21の上端及び下端位置にそれぞれ設けられており、台紙20には、台紙本体部21の上端ライン及び下端ラインに沿って、台紙上方折り曲げ線29及び台紙下方折り曲げ線30がそれぞれ形成されている。
【0033】
台紙20は、台紙上片部22につながって形成されたヘッダー部15の構成要素を備えている。ヘッダー部15を構成するヘッダー片27a、27bは、上端同士がつながって形成されており、両者の境界に第1折り曲げ線31が形成されている。ヘッダー片27aの中間部付近には、第2折り曲げ線32が、ヘッダー片27aと台紙上片部22の間には、第3折り曲げ線33が、それぞれ形成されている。ヘッダー片27bには、台紙通し孔26よりも幅広のストッパー部34が設けられている。なお、ヘッダー片27a、27bには、吊り下げ孔16を構成するヘッダー孔28a、28bが形成されている。
【0034】
ヘッダー部15は、ヘッダー片27a、27bを重ね合わせて通し孔26に通すことで、構成される。具体的には、第1折り曲げ線31を手前側に折り曲げ、第2折り曲げ線32及び第3折り曲げ線33を奥側に折り曲げることで、重ね合わせたヘッダー片27a、27b(ヘッダー部15)を通し孔26に通し、ストッパー部34が通し孔26の周縁部分に当接されることで、ヘッダー部15が形成保持される。
【0035】
なお、台紙20には、台紙上方折り曲げ線29の位置に、後述するプラスチックシート40の上方フラップ44が差し込まれる上方差込み部24が形成され、台紙下方折り曲げ線30の位置に、後述するプラスチックシート40の下方フラップ45が差し込まれる下方差込み部25が形成されている。
【0036】
プラスチックシート40は、湾曲面部11を形成する部材である。プラスチックシート40は、透明性が高く、適度な剛性(湾曲加工性)を有するプラスチック製のシートである。プラスチックシート40を構成する樹脂の具体例としては、ポリエチレン(PE)、ポリプロピレン(PP)等のポリオレフィン系、ポリエチレンテレフタラート(PET)、ポリブチレンテレフタラート(PBT)等のポリエステル系、並びにポリ乳酸(PLA)、ポリスチレン(PS)、ポリアミド、及びポリ塩化ビニル等の樹脂が挙げられる。なかでも、被包装物のディスプレイ面として機能する湾曲面部11に要求される透明性及び湾曲加工性の両方を考慮すると、ポリエステル系の樹脂製シートが好ましく、PET性のシートが特に好適である。
【0037】
プラスチックシート40の厚みは、特に限定されないが、透明性、湾曲加工性、及び耐衝撃性(被包装物の保護)を考慮すると、好ましくは0.1〜0.5mm程度である。また、プラスチックシート40は、無色であることが好ましいが、透明性を損なわない範囲で着色、或いは商品名やデザイン等を表示する印刷を施すこともできる。
【0038】
プラスチックシート40の形状を図2の展開図により更に詳説する。プラスチックシート40は、湾曲面部11を形成するシート面部41、上面部13を形成するシート上片部42、及び下面部14を形成するシート下片部43を含む。
【0039】
シート面部41は、熱収縮性プラスチックフィルム90の熱収縮により湾曲して、湾曲面部11を形成する部分である。シート面部41は、折り曲げ線を有さず、後述のように、熱収縮性プラスチックフィルム90が装着される前は、平坦な略矩形状を有している(図2、図3A等参照)。また、シート面部41の左右方向の側端部には、台紙20と結合するためのフラップ等は設けられていない。即ち、シート面部41の湾曲状態(即ち、湾曲面部11の湾曲形状)は、シート面部41の表面に装着された熱収縮性プラスチックフィルム90により維持されている。
【0040】
シート面部41は、折り曲げ線が存在しないがゆえに、シート面部41は、これを湾曲させてなる湾曲面部11に滑らかな湾曲面を与え、包装体10の意匠性を向上させる。なお、シート面部41は、上面部13及び下面部14の円弧を含む辺に沿って湾曲する。したがって、シート面部41の幅は、上面部13及び下面部14の円弧を含む辺に沿った長さと略同等である。ゆえに、図1に示す包装体10では、湾曲したシート面部41と台紙本体部21が一体的に繋がったように視認し得る形態となる。
【0041】
シート上片部42及びシート下片部43は、シート面部41の上端及び下端位置にそれぞれ設けられており、プラスチックシート40には、シート面部41の上端ライン及び下端ラインに沿って、シート上方折り曲げ線47及びシート下方折り曲げ線48がそれぞれ形成されている。
【0042】
なお、プラスチックシート40は、台紙20の上方差込み部24及び下方差込み部25にそれぞれ差込まれて係合する上方フラップ44及び下方フラップ45を、それぞれシート上部片42の上端及びシート下部片43の下端に備える。また、シート上部片42には、台紙20のヘッダー片27a、27bを通すためのシート通し孔46が、通し孔26に対応する位置に形成されている。
【0043】
包装体10において、台紙20及びプラスチックシート40は、それらが組み合わされることで、被包装物である延長コード100の収容部17を備えた複合体95を構成している。複合体95の組み合わせ形状は、上面部13及び下面部14において、台紙20とプラスチックシート40が固定されることにより維持されている。
【0044】
ここで、上面部13及び下面部14の構成を説明する。
上面部13は、台紙20の台紙上片部22を内側とし、プラスチックシート40のシート上片部42を外側として重ね合わせ、台紙20の上方差込み部24にプラスチックシート40の上方フラップ44を差し込むことにより形成されている。
【0045】
同様に、下面部14は、台紙20の台紙下片部23を内側とし、プラスチックシート40のシート下片部43を外側として重ね合わせ、台紙20の台紙下片部23にプラスチックシート40の下方フラップ45を差し込むことにより形成されている。
【0046】
上記のようにして上面部13及び下面部14を形成することによって、台紙20とプラスチックシート40が係合固定され、複合体95の組み合わせ形状が構成維持される(図3A参照)。なお、複合体95だけでは湾曲面部11が形成されず、包装体10は包装体として完成しない。
【0047】
熱収縮性プラスチックフィルム90は、台紙20及びプラスチックシート40(複合体95)を覆って装着されている。具体的には、湾曲面部11及び後面部12の全面と、上面部13及び下面部14の周縁部分を覆って装着されている。したがって、熱収縮性プラスチックフィルム90は、上面部13及び下面部14の周縁部分にも装着できるように、その上下方向長さが、シート面部41及び台紙本体部21の同方向長さよりも長く設定されている。なお、図1に示す包装体10は、熱収縮性プラスチックフィルム90が熱収縮処理された後の形態を示している。また、図2では、熱収縮性プラスチックフィルム90は、筒状に形成された状態であって熱収縮前の状態を示している。
【0048】
熱収縮性プラスチックフィルム90は、その熱収縮により、平坦で折り曲げ線を有さないシート面部41を湾曲させて湾曲面部11を形成させる。包装体10では、上記のように、シート面部41及び台紙本体部21に、周方向に対して両者を固定するようなフラップ等が設けられていないから、湾曲面部11の湾曲形状は、シート面部41及び台紙本体部21の表面に装着された熱収縮性プラスチックフィルム90により維持されている。
【0049】
また、熱収縮性プラスチックフィルム90は、その熱収縮により、台紙20及びプラスチックシート40(複合体95)を覆ってそれらを結束する。即ち、包装体10は、熱収縮性プラスチックフィルム90の熱収縮により発生する収縮応力を利用して、複合体95を結束することで形成されている。ゆえに、包装体10は、熱収縮性プラスチックフィルム90の機能により、ホッチキスや粘着テープ、或いは接着剤を用いることなく形成することができる。
【0050】
なお、熱収縮性プラスチックフィルム90は、筒状に形成された後、複合体95に被嵌されて熱収縮処理される。熱収縮性プラスチックフィルム90は、通常、センターシールにより筒状に形成されるため、センターシール部91を有する。また、筒状の熱収縮性プラスチックフィルム90は、包装体10の開封時に剥離し易いように、ミシン目等から構成される開封線92を有する。
【0051】
熱収縮性プラスチックフィルム90は、シート面部41を湾曲させて湾曲面部11を形成させるので当該形成にとって適切な収縮応力を有し、且つディスプレイ面である湾曲面部11の表面を覆うので透明性が高いフィルムであることが好ましい。
【0052】
熱収縮性プラスチックフィルム90を構成するフィルムの具体例としては、ポリエチレン(PE)、ポリプロピレン(PP)等のポリオレフィン系、ポリエチレンテレフタラート(PET)、ポリブチレンテレフタラート(PBT)等のポリエステル系、ポリスチレン系(PS)、並びにポリ乳酸(PLA)、ポリアミド、及びポリ塩化ビニル等の樹脂からなるフィルムが挙げられ、なかでも、適切な収縮応力と高い透明性を有することから、ポリエステル系、ポリオレフィン系及びポリスチレン系のフィルムが好ましく、特に、ポリエステル系フィルムが好ましい。また、これらの樹脂を2種以上混合した樹脂混合物を含むフィルムを用いることもできるし、2種以上のフィルムを積層した積層フィルムを用いることもできる。熱収縮性プラスチックフィルム90の熱収縮率としては、主延伸方向に対して、20〜80%(90℃の温水に10秒間浸漬)であることが好ましく、30〜80%であることが特に好ましい。
【0053】
熱収縮性プラスチックフィルム90の厚みは、特に限定されないが、好ましくは10〜100μm程度、より好ましくは20〜60μm程度である。また、熱収縮性プラスチックフィルム90は、無色であることが好ましいが、透明性を損なわない範囲で着色、或いは商品名やデザイン等を表示する印刷を施すこともできる。
【0054】
次に、図3A〜図3Dを用いて、包装体10の製造方法を説明する。なお、ここでは、図2に示す各構成部材が準備され、ヘッダー部15が形成された状態から説明する。
【0055】
まずは、図3Aに示すように、台紙20及びプラスチックシート40を組み立てて複合体95を作製する。具体的には、次のような手順が例示できる。
(1)台紙20の台紙本体部21に対して、台紙上片部22及び台紙下片部23が略垂直に立つように、台紙上方折り曲げ線29及び台紙下方折り曲げ線30で台紙上片部22及び台紙下片部23をそれぞれ内側に折り曲げる。
(2)プラスチックシート40のシート面部41に対して、シート上片部42及びシート下片部43が略垂直に立つように、シート上方折り曲げ線47及びシート下部折り曲げ線48でシート上片部42及びシート下片部43をそれぞれ内側に折り曲げる。
(3)台紙20及びプラスチックシート40を対向配置して、ヘッダー部15をシート通し孔46に通すと共に、台紙上片部22及び台紙下片部23が内側、シート上片部42及びシート下片部43が外側、となるようにそれぞれ重ね合わせ、台紙20の上方差込み部24及び下方差込み部25にプラスチックシート40の上方フラップ44及び下方フラップ45をそれぞれ差し込んで、上面部13及び下面部14を形成する。
【0056】
こうして作製された複合体95は、平坦なシート面部41と平坦な台紙本体部21とが、包装体10の上面部13及び下面部14に対応する所定の空間をあけて平行配置された形態を有している。係る空間が包装体10の収容部17を構成することになる。
【0057】
続いて、図3Bに示すように、複合体95の上記空間に側方から延長コード100を挿入する。
【0058】
そして、図3Cに示すように、延長コード100が挿入された複合体95に、熱収縮処理されていない筒状の熱収縮性プラスチックフィルム90を被嵌する。このとき、その上下方向長さが複合体95よりも長く設定されている筒状の熱収縮性プラスチックフィルム90は、複合体95の上下両端からはみだすように被嵌される。このように熱収縮性プラスチックフィルム90を被嵌することで、上面部13及び下面部14の周縁部分に熱収縮性プラスチックフィルム90を装着することができる。また、熱収縮性プラスチックフィルム90は、センターシール部91及び開封線92が形成された部分が台紙本体部21側になるように位置を調整して被嵌される。
【0059】
最後に、図3Dに示すように、熱収縮性プラスチックフィルム90を熱収縮して、シート面部41を湾曲させて湾曲面部11を形成すると共に、複合体95を結束して包装体10を得る。熱収縮性プラスチックフィルム90の加熱処理は、例えば、180℃〜220℃程度の熱風(フィルムは80℃〜90℃程度に加熱される)を用いて行なわれるが、熱風は、複合体95の台紙20部分に対して選択的にあてることが好ましい。
【0060】
上記のような選択的な加熱処理を行うことによって、熱収縮性プラスチックフィルム90のシート面部41に装着される部分、即ち湾曲面部11に相当する部分は殆ど熱収縮しないことから、必要以上の収縮応力が作用してシート面部41を過剰に湾曲させることなく、後面部12側の熱収縮により適度に引っ張られて装着される。ゆえに、ディスプレイ面である湾曲面部11の過剰な湾曲を防止して熱収縮によるシワ等が発生し難くなり、特に湾曲面部11の美観を向上させることができる。
【0061】
以上のように、包装体10は、湾曲したディスプレイ面である湾曲面部11と、剛性の高い後面部12、上面部13、及び下面部14と、を各壁面部として備える。そして、包装体10は、剛性の高い紙製の台紙20、及び湾曲面部11となるシート面部41を備え、台紙20と共に収容部17を構成するプラスチックシート40を組み合わせた複合体95と、複合体95を覆って装着される熱収縮性プラスチックフィルム90と、から構成され、熱収縮性プラスチックフィルム90の熱収縮による収縮応力を利用して、シート面部41を湾曲させて湾曲面部11を形成すると共に、複合体95を結束することで形成されている。
【0062】
したがって、包装体10によれば、複合体95によって、被包装物を衝撃から保護できると共に、熱収縮性プラスチックフィルム90が直接、被包装物に密着しないので、滑らかな湾曲面部11を形成でき、良好な意匠性を得ることができる。さらに、熱収縮性フィルムの収縮応力を利用して形成されるので、シート材の薄肉化等により材料コストが削減できると共に、被包装物を包装する前において嵩張らないから輸送コストも削減することができる。また、ホッチキスや粘着テープ、或いは接着剤を用いる必要がないから、生産性が高く、リサイクル性にも優れている。
【0063】
なお、上記では、包装体10は、湾曲したシート面部41と台紙本体部21とがつながった形態を有するものとして説明したが、図4に示すように、シート面部41の幅を、上面部13の円弧を含む辺に沿った長さよりも短く設定することで、湾曲面部11の一部が熱収縮性プラスチックフィルム90のみから形成された形態とすることもできる。即ち、同図に示す形態は、湾曲したシート面部41の左右側端部と台紙本体部21とが繋がっておらず、両者の間に隙間が設けられた形態である。
【0064】
また、図5に示すように、包装体10は、プラスチックシート40が収容部17の内部に過度に入り込むことを防止するために保形片35を備えてもよい。保形片35は、台紙本体部21の左右方向の側端部から延出した片であって、これを内側に折り曲げて形成され、シート面部41の左右方向の側縁部を内側から支持している。図5では、保形片35は上下方向の中央部分に半円形状に形成されているが、シート面部41の適切な湾曲を阻害することなく、これを内側から支持できるものであればその形成位置や形状は特に限定されず、例えば、上下方向全域に亘って設けられていてもよい。
【0065】
また、上記では、上面部13及び下面部14が、台紙20の台紙上片部22及び台紙下片部23が内側、プラスチックシート40のシート上片部42及びシート下片部43が外側、となるようにそれぞれ重ね合わせて形成されているが、台紙20の台紙上片部22及び台紙下片部23のみ、或いはプラスチックシート40のシート上片部42及びシート下片部43のみによって、上面部13及び下面部14が形成されていてもよい。
【0066】
また、上記では、台紙20の上方差込み部24及び下方差込み部25にプラスチックシート40の上方フラップ44及び下方フラップ45をそれぞれ差し込んで、台紙20とプラスチックシート40が係合固定され、複合体95の組み合わせ形状が構成されているが、係合固定せずに単に台紙20の上にプラスチックシート40を戴置して複合体90としてもよい。これによっても、最終的には、熱収縮性プラスチックフィルム90により台紙20及びプラスチックシート40(複合体95)を覆って結束するため、包装体10の形状は良好に保持される。
【0067】
<第2実施形態>
図6及び図7を用いて、第2実施形態である包装体50について以下説明する。なお、なお、図6では、被包装物の記載を省略している。また、以下では、第1実施形態である包装体10の構成要素と同一又は類似の構成要素については、重複する説明を省略する。
【0068】
図6に示すように、包装体50は、その壁面部として、湾曲した湾曲面部51と、湾曲面部51の後方、上方、下方、側方にそれぞれ位置する後面部52と、上面部53と、下面部54と、側面部55と、を備え、幅方向断面視略扇形状を呈している。また、包装体50は、吊り下げ孔57が形成された吊り下げ陳列用のヘッダー部56を備える。
【0069】
湾曲面部51は、大きく湾曲した湾曲面を含む壁面部である。包装体50は、この湾曲した湾曲面部51を通して、図示しない被包装物を確認することができる。
【0070】
後面部52、上面部53、下面部54、及び側面部55は、台紙60を用いて構成されている。後面部52及び側面部55は、それぞれ平坦な矩形状を有し、L字状に直交している。また、上面部53及び下面部54は、L字状(直角)に交わった2辺と、その2辺の頂点を結ぶ円弧を含む辺とからなる形状を有している。
【0071】
包装体50は、台紙60と、プラスチックシート80と、熱収縮性プラスチックフィルム90と、から構成される。ここで、台紙60、プラスチックシート80及び熱収縮性プラスチックフィルム90は、それぞれ包装体10と同じものを使用することができる(熱収縮性プラスチックフィルム90のサイズは適宜調整されるものとする)。
【0072】
台紙60は、後面部52を形成する台紙本体部61、上面部53を形成する台紙上片部62、下面部54を形成する台紙下片部63及び側面部55を形成する台紙側片部64を含む。また、台紙60は、台紙本体部61及び台紙側片部64と同じ長さを有する矩形状の保形片65、及び吊り下げ孔57が形成されたヘッダー部56を含み、且つ台紙側片部64と保形片65の境界部分に、後述の側方フラップ82が差し込まれる側方差込み部67が形成されている。
【0073】
図7に示すように、台紙60は、台紙本体部61に、台紙側片部64、台紙上片部62、及び台紙下片部63がつながった展開形状を有している。また、台紙60には、台紙上片部62につながって形成されたヘッダー部56を備え、ヘッダー部56は、内側から台紙上片部62に形成された通し孔66に通されることで上面部53に設けられる。
【0074】
上面部53は、台紙上片部62を、糊代68を用いて台紙側面部74と接合し、また、熱収縮性プラスチックフィルム90を周縁部分に装着して補強することで形成されている。また、下面部14は、固定片部70を内側に折り曲げて、連結片部69を台紙下片部63との間で挟み、下面フラップ71を下面差込み部72に差し込んで固定することで形成されている。
【0075】
プラスチックシート80は、湾曲面部51を形成するシート面部81、及び側方差込み部67に差し込まれる側方フラップ82(図7参照)を含む。シート面部81は、その表面に熱収縮性プラスチックフィルム90が装着されることで湾曲して湾曲面部51を形成する。
【0076】
プラスチックシート80のシート面部81は、折り曲げ線が存在しない、平坦な略矩形状を有する。ゆえに、シート面部81は、これを湾曲させて形成される湾曲面部51に滑らかな湾曲面を与える。また、シート面部81は、その幅が、上面部53及び下面部54の円弧を含む辺の長さと同等である。ゆえに、包装体50では、熱収縮性プラスチックフィルム90の機能により、シート面部81、台紙本体部61、及び台紙側片部64が一体的に繋がったように視認し得る形態を備えている。
【0077】
包装体50では、上記台紙60と上記プラスチックシート80が組み合わされて、被包装物の収容部58を備えた複合体96が構成されている。複合体96は、プラスチックシート80の側方フラップ82(図7参照)を台紙60の側方差込み部67に差し込むことで組み付けられている。複合体96は、例えば、各片部を折り曲げて台紙60を組み立てた後、被包装物を台紙60に挿入してから、プラスチックシート80を組み付けて形成される。
【0078】
以上のように、包装体50は、熱収縮性プラスチックフィルム90による収縮応力を利用して、平坦で折り曲げ線を有さないシート面部81を湾曲させて台紙60と結束することにより形成されている。なお、包装体50は、剛性の高い台紙60を用いて構成される後面部52及び側面部55がL字状に形成されているため、包装体10と比較して剛性が高く、機械的強度に優れた構造を有する。一方、包装体50では、プラスチックシート40及び熱収縮性プラスチックフィルム90により形成される湾曲形状の湾曲面部51の面積が小さくなっているため、ディスプレイ性に関しては、包装体10の方が有利である。
【0079】
このように、本発明に係る包装体は、透明で湾曲加工可能なプラスチックシートと剛性の高い紙製の台紙を組み合わせた複合体の形態を適宜変更することで、ディスプレイ性や機械的強度など、包装体の機能を任意に調整することが可能である。
【符号の説明】
【0080】
<第1実施形態>
10 包装体、11 湾曲面部、12 後面部、13 上面部、14 下面部、15 ヘッダー部、16 吊り下げ孔、17 収容部、20 台紙、21 台紙本体部、22 台紙上片部、23 台紙下片部、24 上方差込み部、25 下方差込み部、26 通し孔、27a、27b ヘッダー片、28a、28b ヘッダー孔、29 台紙上方折り曲げ線、30 台紙下方折り曲げ線、31 第1折り曲げ線、32 第2折り曲げ線、33 第3折り曲げ線、34 ストッパー部、35 保形片、40 プラスチックシート、41 シート面部、42 シート上片部、43 シート下片部、44 上方フラップ、45 下方フラップ、46 シート通し孔、47 シート上方折り曲げ線、48 シート下方折り曲げ線、90 熱収縮性プラスチックフィルム、91 センターシール部、92 開封線、95 複合体、100 延長コード。
【0081】
<第2実施形態>
50 包装体、51 湾曲面部、52 後面部、53 上面部、54 下面部、55 側面部、56 ヘッダー部、57 吊り下げ孔、58 収容部、60 台紙、61 台紙本体部、62 台紙上片部、63 台紙下片部、64 台紙側片部、65 保形片、66 通し孔、67 側方差込み部、68 糊代、69 連結片部、70 固定片部、71 下面フラップ、72 下面差込み部、80 プラスチックシート、81 シート面部、82 側方フラップ、96 複合体。
【特許請求の範囲】
【請求項1】
壁面部の少なくとも一つが湾曲面部である包装体において、
台紙と、
湾曲面部となるシート面部を備え、前記台紙と共に被包装物を収容する収容部を構成するプラスチックシートと、
前記台紙及び前記プラスチックシートを覆って熱収縮させることによりそれらを結束する熱収縮性プラスチックフィルムと、
を備え、
前記湾曲面部は、前記熱収縮性プラスチックフィルムを熱収縮させることにより前記プラスチックシートのシート面部が湾曲して形成されていることを特徴とする包装体。
【請求項2】
湾曲面部以外の他の壁面部は、前記台紙及び前記プラスチックシートの少なくとも一つが折り曲げられて形成されている、請求項1記載の包装体。
【請求項3】
前記台紙が紙材を主基材とする台紙である、請求項1又は2記載の包装体。
【請求項4】
台紙とプラスチックシートから被包装物を収容する収容部が構成され、熱収縮性プラスチックフィルムを熱収縮させることにより台紙とプラスチックシートが結束されており、壁面部の少なくとも一つが湾曲面部である包装体の製造方法において、
台紙とプラスチックシートを組み合わせて、収容部を備える複合体を構成する工程と、
前記複合体に筒状の熱収縮性プラスチックフィルムを被嵌する工程と、
前記複合体に被嵌した熱収縮性プラスチックフィルムを加熱して熱収縮させる工程であって、熱収縮性プラスチックフィルムの熱収縮によりプラスチックシートの全部又は一部を湾曲させて、湾曲面部を形成すると共に複合体を結束する工程と、
を備えることを特徴とする包装体の製造方法。
【請求項5】
熱収縮性プラスチックフィルムを加熱して熱収縮させる工程において、主に台紙側から加熱して熱収縮させる請求項4記載の製造方法。
【請求項1】
壁面部の少なくとも一つが湾曲面部である包装体において、
台紙と、
湾曲面部となるシート面部を備え、前記台紙と共に被包装物を収容する収容部を構成するプラスチックシートと、
前記台紙及び前記プラスチックシートを覆って熱収縮させることによりそれらを結束する熱収縮性プラスチックフィルムと、
を備え、
前記湾曲面部は、前記熱収縮性プラスチックフィルムを熱収縮させることにより前記プラスチックシートのシート面部が湾曲して形成されていることを特徴とする包装体。
【請求項2】
湾曲面部以外の他の壁面部は、前記台紙及び前記プラスチックシートの少なくとも一つが折り曲げられて形成されている、請求項1記載の包装体。
【請求項3】
前記台紙が紙材を主基材とする台紙である、請求項1又は2記載の包装体。
【請求項4】
台紙とプラスチックシートから被包装物を収容する収容部が構成され、熱収縮性プラスチックフィルムを熱収縮させることにより台紙とプラスチックシートが結束されており、壁面部の少なくとも一つが湾曲面部である包装体の製造方法において、
台紙とプラスチックシートを組み合わせて、収容部を備える複合体を構成する工程と、
前記複合体に筒状の熱収縮性プラスチックフィルムを被嵌する工程と、
前記複合体に被嵌した熱収縮性プラスチックフィルムを加熱して熱収縮させる工程であって、熱収縮性プラスチックフィルムの熱収縮によりプラスチックシートの全部又は一部を湾曲させて、湾曲面部を形成すると共に複合体を結束する工程と、
を備えることを特徴とする包装体の製造方法。
【請求項5】
熱収縮性プラスチックフィルムを加熱して熱収縮させる工程において、主に台紙側から加熱して熱収縮させる請求項4記載の製造方法。
【図1】


【図2】
【図3A】
【図3B】
【図3C】
【図3D】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3A】
【図3B】
【図3C】
【図3D】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−207516(P2011−207516A)
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願番号】特願2010−77698(P2010−77698)
【出願日】平成22年3月30日(2010.3.30)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【出願人】(000202154)相互印刷紙器株式会社 (43)
【Fターム(参考)】
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願日】平成22年3月30日(2010.3.30)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【出願人】(000202154)相互印刷紙器株式会社 (43)
【Fターム(参考)】
[ Back to top ]