
包装体
【課題】合掌重合せ部を封筒状に形成し、折返し部が安定して得られる包装体を提供することを目的とする。
【解決手段】 フィルムの両側縁で合掌重合せ部を形成して該合掌重合せ部にて縦シールし、内容物の充填後に所定間隔で横シールされると共に切断されて得る包装体において、合掌重合せ部が包装体フイルム面へ倒して接面されて内側耳部F2及び外側耳部F3を形成し、縦シール15よりもシール後の剥離強度の小さい仮シール11によって内側耳部は包装体フイルム面とのみシールされ、縦シール15は該仮シール11の位置と内側耳部F2の折返し線F2Aとの間の位置で、内側耳部F2と外側耳部F3とを包装体フィルム面に対してシールしていることを特徴とする包装体。
【解決手段】 フィルムの両側縁で合掌重合せ部を形成して該合掌重合せ部にて縦シールし、内容物の充填後に所定間隔で横シールされると共に切断されて得る包装体において、合掌重合せ部が包装体フイルム面へ倒して接面されて内側耳部F2及び外側耳部F3を形成し、縦シール15よりもシール後の剥離強度の小さい仮シール11によって内側耳部は包装体フイルム面とのみシールされ、縦シール15は該仮シール11の位置と内側耳部F2の折返し線F2Aとの間の位置で、内側耳部F2と外側耳部F3とを包装体フィルム面に対してシールしていることを特徴とする包装体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は包装体に関する。
【背景技術】
【0002】
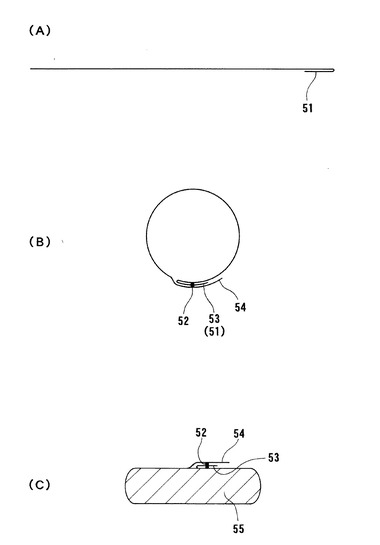
従来、フイルム包装体を開封し易くするために、フイルムの両側縁部を、いわゆる合掌貼りでシールして耳部(摘み部ともいう)を形成しているものが知られている。例えば、特許文献1にその包装体が開示されている。この包装体は添付図面の図5(A)に見られるように、折返し部51が形成された帯状フイルムが筒状体の形成のために縦シール52がなされた後に、図5(B)のごとく耳部(53,54)は内容物55が充填されて包装体とされた時点では、二つの耳部53,54は包装体表面に接面するようになる。上記折返し部51が一方(内側)の耳部53を形成する。
【0003】
包装体の開封時には、二つの耳部を引き起こして、両方の耳部53,54を摘んでシール52を破壊して開封する。その際、両方の耳部は別々に摘み易いように、その幅が異なっていることが多い。
【0004】
上記耳部は、フイルムを筒状体に形成する前に、帯状のフイルムを走行中に一方の側縁が折り返されることにより形成される。その方法は、例えば、上記特許文献1あるいは特許文献2に開示されている。この公知方法では、走行中のフイルムの側縁に対して、所定幅でガイドをフイルム面に対して角度をもって接面させフイルムを折り返している。ガイドは、フイルム走行方向の複数位置に設けられていて、上記角度を順次大きくして無理なくフイルム折返し部を形成している。
【0005】
かくして、折返し部を有する帯状フイルムは、フォーミングプレートで筒状にされ、筒状に形成される際の側縁の重合せ部が縦シールされ、筒状フイルム体内に内容物が充填され、しかる後に、横シールそして切断されて独立した包装体を製品として得る。内容物を取り出すときには、包装体の上記二つの耳部を引き起こして、両耳部を摘んで開くようにして開封する。
【特許文献1】特開平9−124071
【特許文献2】特開平3−256807
【発明の開示】
【発明が解決しようとする課題】
【0006】
上記耳部を形成するためのフイルムの折返し部は、フイルムを筒状に形成するフォーミングプレートに対し、フイルムの走行方向上流位置で折返し手段によって形成される。したがって、折返し部は折返し手段からフォーミングプレートまでの距離は、折返し部自身によってその折返し幅、折返し状態を一定に保たねばならない。
【0007】
しかしながら、フイルム走行中に、その速度の若干の変動あるいは予期せぬフイルムへの軽度の外力等によっても、上記折返し部の幅やフォーミングプレートにフイルムが導かれる位置が変化してしまう。若干なりともその変化が生ずると、走行しているフイルムは走行中にその変化量が増す傾向を示す。
【0008】
上記の折返し部の変化は、製品たる包装体の耳部の幅が規定値から外れてしまい、又、フイルムにしわ等を生じ、結果として不良品につながる。したがって、これを防止するには、常に折返し部の状態を監視し、変化が生じたときには装置を停止して再調整を行わねばならない。これは、装置の稼働率を著しく低下させる。
【0009】
本発明は、かかる事情に鑑み、常時、折返し部が一定となって安定する包装体を提供することを目的とする。
【課題を解決するための手段】
【0010】
このような本発明により作られる包装体は、合掌重合せ部が包装体フイルム面へ倒して接面されて封筒状もなして内側及び外側耳部を形成し、内側耳部は縦シールよりもシール後の剥離強度の小さい仮シールによって包装体フイルム面とのみシールされ、縦シールは該仮シールの位置と内側耳部の折返し線との間の位置で、内側耳部と外側耳部とを包装体フイルム面に対してシールするようになる。上記仮シールを有することでシール性が向上し、又、開封時には易開封可能である。その際、外側耳部は内側耳部よりも幅が大きいこととするならば、開封がさらに容易となる。
【発明の効果】
【0011】
本発明は、以上のように、折返し部での仮シールが縦シールに対して補助シールとして機能し、縦シール近傍での汚れを防止でき、開封時にあっては、仮シールを縦シールに対して剥離強度の小さいものとすることにより、易開封できる。
【発明を実施するための最良の形態】
【0012】
以下、添付図面の図1ないし図4にもとづき、本発明の実施の形態を説明する。
【0013】
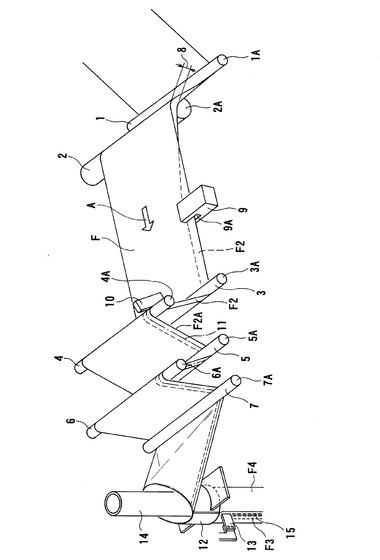
図1において、原反(図示せず)から引き出された帯状フイルムFを走行案内する複数の水平なガイドローラ1〜7が互いに平行に配置されている。原反を繰り出す方向を上流側、フォーミングプレートの方向を下流側とする。該ガイドローラ1〜7は帯状フイルムFに適宜張力を与えつつ走行方向を変える。図1において、複数ガイドローラ1〜7のそれぞれは水平に配されているが、水平面に対して傾斜していても縦方向でも互いに平行であれば良く、又、その数も限定はない。
【0014】
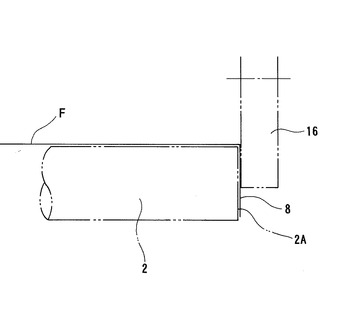
本実施形態では、フイルムFの走行方向で上流側から二番目のガイドローラ2は他のガイドローラ1,3〜7よりも径が大きく、又、一端面2Aが他のガイドローラの一端面1A,3A〜7Aよりも所定距離だけガイドローラの軸方向に没して位置している。
【0015】
本実施形態においては、上記二番目のガイドローラは折返し用ガイドローラ2として機能し、一方の側縁が最初のガイドローラ1の一端面1Aと該折返し用ガイドローラ2の一端面2Aとの間に位置するようにして案内される上記帯状フイルムFは、該一端面2Aから張り出した幅8だけ折れるようになる。
【0016】
上記折返し用ガイドローラ2とフイルム走行方向Aにて下流側に位置する次のガイドローラ3との間には、案内体9が設けられている。該案内体9は、フイルム面に平行なスリット9Aが形成されていて、該スリット9Aの底部が上記折返し用ガイドローラ2の一端面2Aとガイドローラの軸方向においてほぼ同じ位置にある。したがって、このスリット9Aでは、上記帯状フイルムFは幅8にて裏側に折り返され、折返し部F2をその幅が一定となるように維持して帯状フイルムFを走行案内する。かくして、上記折返し用ガイドローラ2の端面2Aと案内体9とで折返し装置を形成する。
【0017】
上記ガイドローラ3の下流側に位置するガイドローラ4には、仮シール装置10が当接するように設けられている。この仮シール装置10は上記帯状フイルムFの折返し部F2の幅8の範囲内に位置しており、該折返し部F2で溶着による仮シール11を行う。この仮シール11は、後述の縦シールよりもシール後の剥離強度の小さいものとなっている。案内体9と仮シール装置10との間隔は、図1において離間しているが、案内体9に直接隣接して仮シール装置10が設けられていても良い。また、案内体9と仮シール装置10との間にロール3を設けて、仮シール装置10に導かれる帯状フイルムFの走行案内をより高めても良い。
【0018】
最後のガイドローラ7の下流側には公知のフォーミングプレート12が設けられている。該フォーミングプレート12は周方向の一箇所で隙間をもって重ね合わせられた円筒板で上端が斜めに切断された形態をなしていて、ガイドローラ7からの帯状フイルムFを走行中に周面に沿って巻回して重合せ部F3をもつ筒状フイルムF4に形成する。上記フォーミングプレート12の直下位置には、縦シール装置13が配設されている。該縦シール装置13は、走行せる筒状フイルムF4の上記重合せ部F3を該筒状フイルムF4の内外から挟圧し溶着して縦シール15を形成し、筒状体を形成する。この縦シール装置13自体は公知であり、その形式を問わないが、例えば超音波溶着による場合は、筒状フイルムFの外側に超音波ホーンそして内側にアンビルが配置される。上記縦シール装置13は、筒状フイルムF4の周方向にて仮シール11と折返し部F2の折返し縁F2Aとの間にくるように位置している。
【0019】
後述する図3の包装体Pに用いる包装用材料について、この包装用材料には厚さ20μm〜500μmの延伸または未延伸のフイルム乃至シートを好適に用いることができる。前記フイルム乃至シートは、塩素系樹脂である酸素ガスバリア性のある塩化ビニリデン系共重合体、または非塩素系樹脂であるオレフィン系樹脂若しくはポリアミドからなり、これらを組み合わせて単層または積層で用いる。
【0020】
高周波誘電加熱を生じ易い塩素系樹脂からなるフイルム乃至シートは、単層で用いることができる。
【0021】
オレフィン系樹脂としては、ポリエチレン、ポリプロピレン、エチレン・アルキル(メタ)アクリレート共重合体、4メチルペンテン重合体の単体またはこれらの混合物が好ましく、更に好ましくはエチレン・メチルアクリレート共重合体を主とするポリプロピレンとの混合物またはポリプロピレンである。
【0022】
上記フォーミングプレート12内には、ノズル14が上方から進入配置されており、上記縦シール15がなされた筒状体フイルムF4内に内容物を充填するようになっている。
【0023】
以下、図1に図2を加えて参照しながら、本実施形態における充填包装の手順を説明する。
【0024】
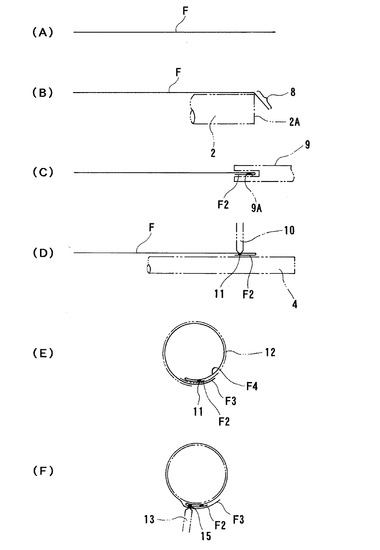
(1)ガイドローラ1で走行案内された帯状フイルムF(図2(A)参照)は、次の折返し用ガイドローラ2にてその端面2Aから幅8だけ張り出す(図2(B)参照)。この張り出し分は、フイルムFの走行前のセット時に裏側(下側)に折返されていて折返し部F2をなすようにして、作業者によって案内体9のスリット9A内に収められており、フイルムFの走行開始後も上記折返し部Fは上記スリット9Aによってその折返し状態を維持する(図2(C)参照)。
【0025】
(2)上記折返し部F2はその幅8の範囲内で、ガイドローラ4の位置で仮シール装置10により仮シール11が形成される(図2(D)参照)。該仮シール11はフイルム側縁に沿った連続線であっても、不連続線であってもよい。連続線または不連続線の幅は、線状または帯状であることが好ましい。
【0026】
(3)かくして、帯状フイルムFは、上記仮シール11のために折返し部F2の幅が常時一定した状態で、フォーミングプレート12にもたらされ、重合せ部F3を有する筒状フイルムF4となる(図2(E)参照)。
【0027】
(4)しかる後、上記筒状フイルムF4は、縦シール装置13によってフイルム走行方向で連続的に縦シール15が形成される。その結果、筒状フイルムF4は折返し部F2と重合せ部F3とで封筒状になる。
【0028】
(5)かかる縦シール後の筒状フイルムF4には、ノズル14から内容物が充填され、その後、図示せぬ手段により扁平形状に変形され、走行方向で所定間隔ごとに内容物の不在部が形成されるように挟圧され、そこに横シールされ、かつ横シール部でカットされて、個々の包装体を製品として得る。
【0029】
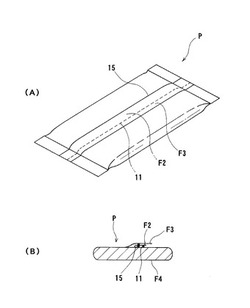
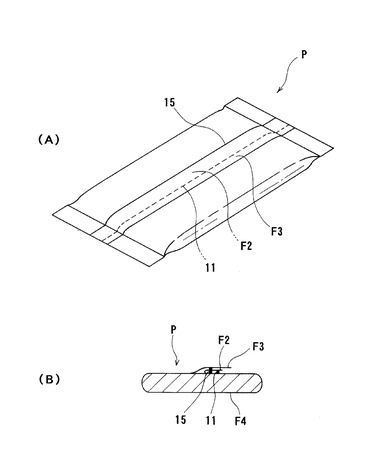
(6)かくして得られた包装体Pは、図3(A)のごとくの外形をなしており、又、その断面は図3(B)のごとくである。この断面形状において、フイルムの重合せ部F3は内側耳部をなす折返し部F2の上に倒れて重なっており、該折返し部Fよりも幅が大きく外側に被さって外側耳部を形成している。シールに関しては、折返し部F2と包装体Pの内面フイルムとの間でのみ仮シール11がなされているのに対し、縦シール15は重合せ部F3、折返し部F2そして上記内面フイルムの三枚についてなされている。上述したように、仮シール11は縦シール15よりも剥離強度が小さく、好ましくは、縦シールが気体密封のシールであるのに対して易開封シールとされる。
【0030】
(7)内容物の開封時には、図3(B)において、外側耳部たる重合せ部F3を指で摘んで起立させる。すると、折返し部F2は仮シール11が容易に内面フイルムと剥離し上記重合せ部F3と共に起立する。しかる後、一方の手で外側耳部たる重合せ部F3を、他方の手で内側耳部たる折返し部F2を摘んで相反する方向に開くことにより縦シール15も剥離し、内容物の取出しが可能となる。
【0031】
本発明は図示の形態には限定されず、種々変形可能である。例えば、図4のごとく折返し用ローラ2の端面2Aに、補助ローラ16を当接させてもよい。そうすることにより、フイルムFの張り出した幅8の部分は、補助ローラ16と上記端面2Aとの間で挟まれて、僅かな抵抗があるだけで、折返しのための屈曲が可能となる。
【0032】
本発明において、シール自体の加熱手段は種々適用でき、例えば、高周波誘電加熱、超音波加熱、抵抗加熱、熱風加熱(ホットジェット加熱)またはレーザー加熱等が可能である。その際、本発明では、仮シールのシール後の剥離強度が縦シールよりも小さいことを要する。
【0033】
(A) 包装用材料に塩素系樹脂からなるフイルム乃至シートを用いるときの
シールについて、そのシール後の剥離強度はシール手段に応じて凡そそ
の順序があり、高周波誘電加熱>超音波加熱>抵抗加熱である。そこで
、態様として縦シールを高周波誘電加熱で行ない、仮シールを抵抗加熱
で行うことが好適であり、また別の態様として縦シールの溶着手段を超
音波加熱で行ない、仮シールを抵抗加熱で行なうことが好適である。
【0034】
(B) 包装体材料に非塩素系樹脂からなるフイルム乃至シートを用いるとき
のシールについて、そのシール後の剥離強度はシール手段に応じて凡そ
その順序があり、火炎加熱(ホットジェット加熱)>超音波加熱>抵抗
加熱である。そこで、態様として縦シールを熱風加熱(ホットジェット
加熱)で行ない、仮シールを抵抗加熱で行うことが好適である。また別
の態様として縦シールを超音波加熱で行ない。仮シールを抵抗加熱で行
うことが好適である。これらシールは、その加熱時間、加熱温度または
加熱圧力でそのシール後の剥離強度が左右されることは周知である。
【0035】
さらには、フォーミングプレート14へ帯状フイルムFを走行案内するとき、その安定性を増すためにローラ7の表面の密着性をより大きくしても良く、そのために滑り防止テープをローラ7の表面に巻回しても良い。
【図面の簡単な説明】
【0036】
【図1】本発明の一実施形態装置の概要構成斜視図である。
【図2】図1において、帯状フイルムが仮シールされてから縦シールされるまでの様子を示すフイルムに関する断面図であり、(A)は帯状フイルムのとき、(B)は張り出し部分をもつとき、(C)は折返し部形成時、(D)は仮シール時、(E)は筒状フイルム形成時、そして(F)は縦シール時を示す。
【図3】図1装置により得られた包装体を示し、(A)は外形を示す斜視図、(B)は断面図である。
【図4】他の実施形態を示す図である。
【図5】従来の包装手順を示し、(A)は折返し部をもつ帯状フイルム時、(B)は筒状フイルム時、(C)は包装体形成時の断面をそれぞれ示す。
【符号の説明】
【0037】
11 仮シール
15 縦シール
F2 内側耳部(折返し部)
F2A 折返し線
F3 外側耳部(重合せ部)
F4 筒状フイルム
【技術分野】
【0001】
本発明は包装体に関する。
【背景技術】
【0002】
従来、フイルム包装体を開封し易くするために、フイルムの両側縁部を、いわゆる合掌貼りでシールして耳部(摘み部ともいう)を形成しているものが知られている。例えば、特許文献1にその包装体が開示されている。この包装体は添付図面の図5(A)に見られるように、折返し部51が形成された帯状フイルムが筒状体の形成のために縦シール52がなされた後に、図5(B)のごとく耳部(53,54)は内容物55が充填されて包装体とされた時点では、二つの耳部53,54は包装体表面に接面するようになる。上記折返し部51が一方(内側)の耳部53を形成する。
【0003】
包装体の開封時には、二つの耳部を引き起こして、両方の耳部53,54を摘んでシール52を破壊して開封する。その際、両方の耳部は別々に摘み易いように、その幅が異なっていることが多い。
【0004】
上記耳部は、フイルムを筒状体に形成する前に、帯状のフイルムを走行中に一方の側縁が折り返されることにより形成される。その方法は、例えば、上記特許文献1あるいは特許文献2に開示されている。この公知方法では、走行中のフイルムの側縁に対して、所定幅でガイドをフイルム面に対して角度をもって接面させフイルムを折り返している。ガイドは、フイルム走行方向の複数位置に設けられていて、上記角度を順次大きくして無理なくフイルム折返し部を形成している。
【0005】
かくして、折返し部を有する帯状フイルムは、フォーミングプレートで筒状にされ、筒状に形成される際の側縁の重合せ部が縦シールされ、筒状フイルム体内に内容物が充填され、しかる後に、横シールそして切断されて独立した包装体を製品として得る。内容物を取り出すときには、包装体の上記二つの耳部を引き起こして、両耳部を摘んで開くようにして開封する。
【特許文献1】特開平9−124071
【特許文献2】特開平3−256807
【発明の開示】
【発明が解決しようとする課題】
【0006】
上記耳部を形成するためのフイルムの折返し部は、フイルムを筒状に形成するフォーミングプレートに対し、フイルムの走行方向上流位置で折返し手段によって形成される。したがって、折返し部は折返し手段からフォーミングプレートまでの距離は、折返し部自身によってその折返し幅、折返し状態を一定に保たねばならない。
【0007】
しかしながら、フイルム走行中に、その速度の若干の変動あるいは予期せぬフイルムへの軽度の外力等によっても、上記折返し部の幅やフォーミングプレートにフイルムが導かれる位置が変化してしまう。若干なりともその変化が生ずると、走行しているフイルムは走行中にその変化量が増す傾向を示す。
【0008】
上記の折返し部の変化は、製品たる包装体の耳部の幅が規定値から外れてしまい、又、フイルムにしわ等を生じ、結果として不良品につながる。したがって、これを防止するには、常に折返し部の状態を監視し、変化が生じたときには装置を停止して再調整を行わねばならない。これは、装置の稼働率を著しく低下させる。
【0009】
本発明は、かかる事情に鑑み、常時、折返し部が一定となって安定する包装体を提供することを目的とする。
【課題を解決するための手段】
【0010】
このような本発明により作られる包装体は、合掌重合せ部が包装体フイルム面へ倒して接面されて封筒状もなして内側及び外側耳部を形成し、内側耳部は縦シールよりもシール後の剥離強度の小さい仮シールによって包装体フイルム面とのみシールされ、縦シールは該仮シールの位置と内側耳部の折返し線との間の位置で、内側耳部と外側耳部とを包装体フイルム面に対してシールするようになる。上記仮シールを有することでシール性が向上し、又、開封時には易開封可能である。その際、外側耳部は内側耳部よりも幅が大きいこととするならば、開封がさらに容易となる。
【発明の効果】
【0011】
本発明は、以上のように、折返し部での仮シールが縦シールに対して補助シールとして機能し、縦シール近傍での汚れを防止でき、開封時にあっては、仮シールを縦シールに対して剥離強度の小さいものとすることにより、易開封できる。
【発明を実施するための最良の形態】
【0012】
以下、添付図面の図1ないし図4にもとづき、本発明の実施の形態を説明する。
【0013】
図1において、原反(図示せず)から引き出された帯状フイルムFを走行案内する複数の水平なガイドローラ1〜7が互いに平行に配置されている。原反を繰り出す方向を上流側、フォーミングプレートの方向を下流側とする。該ガイドローラ1〜7は帯状フイルムFに適宜張力を与えつつ走行方向を変える。図1において、複数ガイドローラ1〜7のそれぞれは水平に配されているが、水平面に対して傾斜していても縦方向でも互いに平行であれば良く、又、その数も限定はない。
【0014】
本実施形態では、フイルムFの走行方向で上流側から二番目のガイドローラ2は他のガイドローラ1,3〜7よりも径が大きく、又、一端面2Aが他のガイドローラの一端面1A,3A〜7Aよりも所定距離だけガイドローラの軸方向に没して位置している。
【0015】
本実施形態においては、上記二番目のガイドローラは折返し用ガイドローラ2として機能し、一方の側縁が最初のガイドローラ1の一端面1Aと該折返し用ガイドローラ2の一端面2Aとの間に位置するようにして案内される上記帯状フイルムFは、該一端面2Aから張り出した幅8だけ折れるようになる。
【0016】
上記折返し用ガイドローラ2とフイルム走行方向Aにて下流側に位置する次のガイドローラ3との間には、案内体9が設けられている。該案内体9は、フイルム面に平行なスリット9Aが形成されていて、該スリット9Aの底部が上記折返し用ガイドローラ2の一端面2Aとガイドローラの軸方向においてほぼ同じ位置にある。したがって、このスリット9Aでは、上記帯状フイルムFは幅8にて裏側に折り返され、折返し部F2をその幅が一定となるように維持して帯状フイルムFを走行案内する。かくして、上記折返し用ガイドローラ2の端面2Aと案内体9とで折返し装置を形成する。
【0017】
上記ガイドローラ3の下流側に位置するガイドローラ4には、仮シール装置10が当接するように設けられている。この仮シール装置10は上記帯状フイルムFの折返し部F2の幅8の範囲内に位置しており、該折返し部F2で溶着による仮シール11を行う。この仮シール11は、後述の縦シールよりもシール後の剥離強度の小さいものとなっている。案内体9と仮シール装置10との間隔は、図1において離間しているが、案内体9に直接隣接して仮シール装置10が設けられていても良い。また、案内体9と仮シール装置10との間にロール3を設けて、仮シール装置10に導かれる帯状フイルムFの走行案内をより高めても良い。
【0018】
最後のガイドローラ7の下流側には公知のフォーミングプレート12が設けられている。該フォーミングプレート12は周方向の一箇所で隙間をもって重ね合わせられた円筒板で上端が斜めに切断された形態をなしていて、ガイドローラ7からの帯状フイルムFを走行中に周面に沿って巻回して重合せ部F3をもつ筒状フイルムF4に形成する。上記フォーミングプレート12の直下位置には、縦シール装置13が配設されている。該縦シール装置13は、走行せる筒状フイルムF4の上記重合せ部F3を該筒状フイルムF4の内外から挟圧し溶着して縦シール15を形成し、筒状体を形成する。この縦シール装置13自体は公知であり、その形式を問わないが、例えば超音波溶着による場合は、筒状フイルムFの外側に超音波ホーンそして内側にアンビルが配置される。上記縦シール装置13は、筒状フイルムF4の周方向にて仮シール11と折返し部F2の折返し縁F2Aとの間にくるように位置している。
【0019】
後述する図3の包装体Pに用いる包装用材料について、この包装用材料には厚さ20μm〜500μmの延伸または未延伸のフイルム乃至シートを好適に用いることができる。前記フイルム乃至シートは、塩素系樹脂である酸素ガスバリア性のある塩化ビニリデン系共重合体、または非塩素系樹脂であるオレフィン系樹脂若しくはポリアミドからなり、これらを組み合わせて単層または積層で用いる。
【0020】
高周波誘電加熱を生じ易い塩素系樹脂からなるフイルム乃至シートは、単層で用いることができる。
【0021】
オレフィン系樹脂としては、ポリエチレン、ポリプロピレン、エチレン・アルキル(メタ)アクリレート共重合体、4メチルペンテン重合体の単体またはこれらの混合物が好ましく、更に好ましくはエチレン・メチルアクリレート共重合体を主とするポリプロピレンとの混合物またはポリプロピレンである。
【0022】
上記フォーミングプレート12内には、ノズル14が上方から進入配置されており、上記縦シール15がなされた筒状体フイルムF4内に内容物を充填するようになっている。
【0023】
以下、図1に図2を加えて参照しながら、本実施形態における充填包装の手順を説明する。
【0024】
(1)ガイドローラ1で走行案内された帯状フイルムF(図2(A)参照)は、次の折返し用ガイドローラ2にてその端面2Aから幅8だけ張り出す(図2(B)参照)。この張り出し分は、フイルムFの走行前のセット時に裏側(下側)に折返されていて折返し部F2をなすようにして、作業者によって案内体9のスリット9A内に収められており、フイルムFの走行開始後も上記折返し部Fは上記スリット9Aによってその折返し状態を維持する(図2(C)参照)。
【0025】
(2)上記折返し部F2はその幅8の範囲内で、ガイドローラ4の位置で仮シール装置10により仮シール11が形成される(図2(D)参照)。該仮シール11はフイルム側縁に沿った連続線であっても、不連続線であってもよい。連続線または不連続線の幅は、線状または帯状であることが好ましい。
【0026】
(3)かくして、帯状フイルムFは、上記仮シール11のために折返し部F2の幅が常時一定した状態で、フォーミングプレート12にもたらされ、重合せ部F3を有する筒状フイルムF4となる(図2(E)参照)。
【0027】
(4)しかる後、上記筒状フイルムF4は、縦シール装置13によってフイルム走行方向で連続的に縦シール15が形成される。その結果、筒状フイルムF4は折返し部F2と重合せ部F3とで封筒状になる。
【0028】
(5)かかる縦シール後の筒状フイルムF4には、ノズル14から内容物が充填され、その後、図示せぬ手段により扁平形状に変形され、走行方向で所定間隔ごとに内容物の不在部が形成されるように挟圧され、そこに横シールされ、かつ横シール部でカットされて、個々の包装体を製品として得る。
【0029】
(6)かくして得られた包装体Pは、図3(A)のごとくの外形をなしており、又、その断面は図3(B)のごとくである。この断面形状において、フイルムの重合せ部F3は内側耳部をなす折返し部F2の上に倒れて重なっており、該折返し部Fよりも幅が大きく外側に被さって外側耳部を形成している。シールに関しては、折返し部F2と包装体Pの内面フイルムとの間でのみ仮シール11がなされているのに対し、縦シール15は重合せ部F3、折返し部F2そして上記内面フイルムの三枚についてなされている。上述したように、仮シール11は縦シール15よりも剥離強度が小さく、好ましくは、縦シールが気体密封のシールであるのに対して易開封シールとされる。
【0030】
(7)内容物の開封時には、図3(B)において、外側耳部たる重合せ部F3を指で摘んで起立させる。すると、折返し部F2は仮シール11が容易に内面フイルムと剥離し上記重合せ部F3と共に起立する。しかる後、一方の手で外側耳部たる重合せ部F3を、他方の手で内側耳部たる折返し部F2を摘んで相反する方向に開くことにより縦シール15も剥離し、内容物の取出しが可能となる。
【0031】
本発明は図示の形態には限定されず、種々変形可能である。例えば、図4のごとく折返し用ローラ2の端面2Aに、補助ローラ16を当接させてもよい。そうすることにより、フイルムFの張り出した幅8の部分は、補助ローラ16と上記端面2Aとの間で挟まれて、僅かな抵抗があるだけで、折返しのための屈曲が可能となる。
【0032】
本発明において、シール自体の加熱手段は種々適用でき、例えば、高周波誘電加熱、超音波加熱、抵抗加熱、熱風加熱(ホットジェット加熱)またはレーザー加熱等が可能である。その際、本発明では、仮シールのシール後の剥離強度が縦シールよりも小さいことを要する。
【0033】
(A) 包装用材料に塩素系樹脂からなるフイルム乃至シートを用いるときの
シールについて、そのシール後の剥離強度はシール手段に応じて凡そそ
の順序があり、高周波誘電加熱>超音波加熱>抵抗加熱である。そこで
、態様として縦シールを高周波誘電加熱で行ない、仮シールを抵抗加熱
で行うことが好適であり、また別の態様として縦シールの溶着手段を超
音波加熱で行ない、仮シールを抵抗加熱で行なうことが好適である。
【0034】
(B) 包装体材料に非塩素系樹脂からなるフイルム乃至シートを用いるとき
のシールについて、そのシール後の剥離強度はシール手段に応じて凡そ
その順序があり、火炎加熱(ホットジェット加熱)>超音波加熱>抵抗
加熱である。そこで、態様として縦シールを熱風加熱(ホットジェット
加熱)で行ない、仮シールを抵抗加熱で行うことが好適である。また別
の態様として縦シールを超音波加熱で行ない。仮シールを抵抗加熱で行
うことが好適である。これらシールは、その加熱時間、加熱温度または
加熱圧力でそのシール後の剥離強度が左右されることは周知である。
【0035】
さらには、フォーミングプレート14へ帯状フイルムFを走行案内するとき、その安定性を増すためにローラ7の表面の密着性をより大きくしても良く、そのために滑り防止テープをローラ7の表面に巻回しても良い。
【図面の簡単な説明】
【0036】
【図1】本発明の一実施形態装置の概要構成斜視図である。
【図2】図1において、帯状フイルムが仮シールされてから縦シールされるまでの様子を示すフイルムに関する断面図であり、(A)は帯状フイルムのとき、(B)は張り出し部分をもつとき、(C)は折返し部形成時、(D)は仮シール時、(E)は筒状フイルム形成時、そして(F)は縦シール時を示す。
【図3】図1装置により得られた包装体を示し、(A)は外形を示す斜視図、(B)は断面図である。
【図4】他の実施形態を示す図である。
【図5】従来の包装手順を示し、(A)は折返し部をもつ帯状フイルム時、(B)は筒状フイルム時、(C)は包装体形成時の断面をそれぞれ示す。
【符号の説明】
【0037】
11 仮シール
15 縦シール
F2 内側耳部(折返し部)
F2A 折返し線
F3 外側耳部(重合せ部)
F4 筒状フイルム
【特許請求の範囲】
【請求項1】
フイルムの両側縁で合掌重合せ部を形成して該合掌重合せ部にて縦シールし、内容物の充填後に所定間隔で横シールされると共に切断されて得る包装体において、合掌重合せ部が包装体フイルム面へ倒して接面されて内側及び外側耳部を形成し、内側耳部は縦シールよりもシール後の剥離強度の小さい仮シールによって包装体フイルム面とのみシールされ、縦シールは該仮シールの位置と内側耳部の折返し線との間の位置で、内側耳部と外側耳部とを包装体フイルム面に対してシールしていることを特徴とする包装体。
【請求項2】
外側耳部は内側耳部よりも幅が大きいこととする請求項1に記載の包装体。
【請求項1】
フイルムの両側縁で合掌重合せ部を形成して該合掌重合せ部にて縦シールし、内容物の充填後に所定間隔で横シールされると共に切断されて得る包装体において、合掌重合せ部が包装体フイルム面へ倒して接面されて内側及び外側耳部を形成し、内側耳部は縦シールよりもシール後の剥離強度の小さい仮シールによって包装体フイルム面とのみシールされ、縦シールは該仮シールの位置と内側耳部の折返し線との間の位置で、内側耳部と外側耳部とを包装体フイルム面に対してシールしていることを特徴とする包装体。
【請求項2】
外側耳部は内側耳部よりも幅が大きいこととする請求項1に記載の包装体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2007−69988(P2007−69988A)
【公開日】平成19年3月22日(2007.3.22)
【国際特許分類】
【出願番号】特願2006−333912(P2006−333912)
【出願日】平成18年12月12日(2006.12.12)
【分割の表示】特願2001−365711(P2001−365711)の分割
【原出願日】平成13年11月30日(2001.11.30)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
【公開日】平成19年3月22日(2007.3.22)
【国際特許分類】
【出願日】平成18年12月12日(2006.12.12)
【分割の表示】特願2001−365711(P2001−365711)の分割
【原出願日】平成13年11月30日(2001.11.30)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
[ Back to top ]