
包装体

【課題】集束部での密封性を高め、耐圧強度を高め、かつ、端部が柔らかく、他の包装体のフィルムを傷付けることのない包装体を製造する包装体製造装置を提供する。
【解決手段】内容物が充填された筒状フィルムの長手方向に所定間隔毎の内容物の不在部を扁平に形成するしごき装置と、不在部を扁平な面を横断する方向に集束する集束装置と、集束した不在部に沿った第1の面にテープを供給するテープ供給装置と、不在部を第1の面とで挟む第2の面にテープを供給するテープ供給装置と、2枚のテープと共に集束した不在部を横断方向に第1のシールをする第1シール装置と、2枚のテープを第1のシールと交差する方向に第2のシールをする第2シール装置と、2枚のテープを第2のシールに対して集束した不在部を挟んだ反対側で、第1のシールと交差する方向に第3のシールをする第3シール装置とを備える包装体製造装置1。
【解決手段】内容物が充填された筒状フィルムの長手方向に所定間隔毎の内容物の不在部を扁平に形成するしごき装置と、不在部を扁平な面を横断する方向に集束する集束装置と、集束した不在部に沿った第1の面にテープを供給するテープ供給装置と、不在部を第1の面とで挟む第2の面にテープを供給するテープ供給装置と、2枚のテープと共に集束した不在部を横断方向に第1のシールをする第1シール装置と、2枚のテープを第1のシールと交差する方向に第2のシールをする第2シール装置と、2枚のテープを第2のシールに対して集束した不在部を挟んだ反対側で、第1のシールと交差する方向に第3のシールをする第3シール装置とを備える包装体製造装置1。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装体製造装置、包装体製造方法及び包装体に関し、端部を補強用テープ(以下、単に「テープ」と言う。)で補強する包装体に関するものであり、特に端部の溶着部分の耐圧強度が補強されつつ、溶着(単に「シール」とも言う。)された部分が柔らかく他の包装体のフィルムを傷付けることのない包装体の製造装置、製造方法及び包装体に関するものである。
【背景技術】
【0002】
ソーセージやスティックチーズ等の内容物が充填された筒状フィルムを密封し個々の包装体を得る場合の密封手段として、筒状フィルムの端部を金属製のワイヤクリップで結さつする方法が知られている。ところが、金属製のワイヤクリップで結さつする方法では製品検査における金属探知においてワイヤクリップを探知してしまい、内容物への金属異物の混入を検知できない不便があるので、筒状フィルム端部を集束しシールする方法が行われるようになってきた。かかるシール方法においては、シールされた部分あるいはその近傍でピンホールが生じ易くなるという機械的強度の低下が見られ、そのため次のような対策が提案されている(特許文献1参照)。
(1)シールされる部分の筒状フィルムの厚さを補うテープを、集束された後の筒状フィルム端部に配設した上で筒状フィルムと共にシールする。
(2)シールされる部分の筒状フィルムの厚さを補うテープを、未だ集束されていない筒状フィルム端部の内容物の不在部に配設し、筒状フィルム端部とテープを共に集束した上でシールする。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第2516885号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、従来の筒状フィルム端部をシールする手段により製造された包装体では、レトルトやボイルなどの加熱処理により内容物が体積膨張して、内圧が増してシールされた部分の耐圧強度が不足し、溶着部分が破れて密封不足となり、外気の流入による内容物の腐敗や、内容物の水分の浸出による包装体のシールされた部分の周辺の汚れの恐れがあった。また、レトルト工程中に包装体が破れると、汚れを除くのに時間が掛かるために生産効率を大きく下げることにもなっていた。更に、集束部に補強テープを添えて装着し、集束部と補強テープを共に溶着するだけでは、集束部の中心に連通孔が残り、包装体の密封が劣る可能性があり、連通孔をなくすために溶着を強く行うと、溶着部の耐圧強度が低下する恐れがあった。
【0005】
そのために、シールされた端部、すなわち集束部での密封性を高め、かつ、強度を高めて端部が損傷を受けにくい包装体を提供することが望まれるが、一方で、端部の強度を高めるために端部を硬く形成すると、複数の包装体を輸送する際に、一の包装体の端部が他の包装体のフィルムを傷付けてしまうことも懸念される。そこで本発明は、集束部での密封性を高め、耐圧強度を高め、かつ、端部が柔らかく形成されて、他の包装体のフィルムを傷付けることのない包装体を製造する包装体製造装置、包装体製造方法及び包装体を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、請求項1に記載の発明に係る包装体製造装置は、例えば図1および図3に示すように、内容物Cが充填された筒状フィルム15aに対して、筒状フィルム15aの長手方向に所定間隔毎の内容物Cの不在部15bを扁平に形成するしごき装置40と;不在部15bを、扁平な面を横断する方向に集束する集束装置70と;集束した不在部15bに沿った第1の面に、第1のテープ120aを供給する第1テープ供給装置90と;不在部15bを第1の面とで挟む第2の面に、第1のテープ120aとは別の第2のテープ120bを供給する第2テープ供給装置90と;第1のテープ120aおよび第2のテープ120bと共に、集束した不在部15bを横断方向に、第1のシール121をする第1シール装置55、65と;第1のテープ120aと第2のテープ120bとを第1のシール121と交差する方向に第2のシール122をする第2シール装置56、66と;第1のテープ120aと第2のテープ120bとを、第2のシール122に対して集束した不在15b部を挟んだ反対側で、第1のシール121と交差する方向に第3のシール123をする第3シール装置57、67とを備える。
【0007】
このように構成すると、端部が2枚のテープと共にシール装置によりシールされ、3辺がシールされた2枚のテープにより端部が囲まれた包装体を製造する包装体製造装置となる。包装体の端部が2枚のテープにより囲まれることにより、包装体内での内容物の移動や加熱処理による体積膨張で内容物の圧力を受けても、テープで端部の変形が抑制されるので、密封性が高く、かつ、耐圧強度の高い包装体となる。更に、テープの3辺がシールされることにより薄く形成されるので、テープの外縁は柔らかくなり、端部で他の包装体のフィルムを傷付けることのない包装体を製造する包装体製造装置となる。なお、第1テープ供給装置と第2テープ供給装置とは、実質的に1台のテープ供給装置であってもよく、第1シール装置、第2シール装置および第3シール装置が実質的に1台のシール装置であってもよい。
【0008】
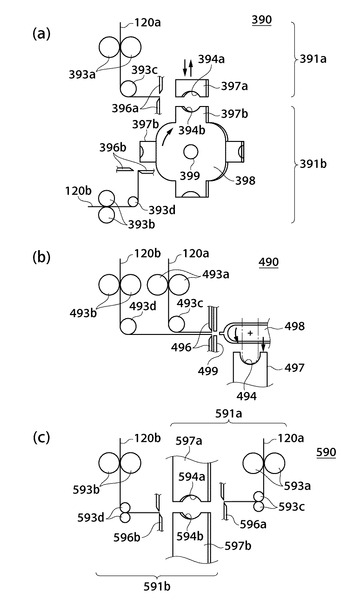
また、請求項2に記載の発明に係る包装体製造装置は、例えば図2に示すように、請求項1に記載の包装体製造装置1(図1参照)において、第1テープ供給装置391aは第1のテープ120aをΩ字形に保持し、第2テープ供給装置391bは第2のテープ120bをΩ字形に保持する。
【0009】
このように構成すると、2枚のΩ字形のテープの凹面部により不在部を挟み、その両側の平面部で2枚のテープを接触させることができるので、不在部を横断する第1のシールと交差する第2のシールおよび第3のシールをしやすくなる。
【0010】
また、請求項3に記載の発明に係る包装体製造装置は、例えば図2に示すように、請求項2に記載の包装体製造装置において、第1テープ供給装置391aおよび第2テープ供給装置391bが、Ω字形に保持した第1のテープ120aおよび第2のテープ120bを、集束した不在部の方向に移動させるように構成されている。
【0011】
このように構成すると、Ω字形に保持された第1のテープおよび第2のテープを不在部の方向に移動させて挟むことができるので、確実にΩ字形にテープを保持し、かつ、Ω字形に保持されたテープの平面部を互いに接触するまで2枚のテープを近接させることができる。
【0012】
また、請求項4に記載の発明に係る包装体製造装置は、例えば図4(a)に示すように、請求項2または請求項3に記載の包装体製造装置において、第1テープ供給装置190と第2テープ供給装置とが、テープを保持する保持具191a、191bを筒状フィルムの長手方向に2段有する。
【0013】
このように構成すると、2段の保持具でテープを保持するので、テープが適切な位置に保持され、また、形状が安定する。
【0014】
また、請求項5に記載の発明に係る包装体製造装置は、例えば図4(a)に示すように、請求項1ないし請求項4のいずれか1項に記載の包装体製造装置において、第1シール装置155、165と第2シール装置156、166と第3シール装置157、167とが、超音波振動エネルギーにより被溶着物を溶融して該被溶着物を圧着する一つの超音波溶着装置200として構成される。
【0015】
このように構成すると、第1〜第3のシール装置が一つの超音波溶着装置であるので、一度に3辺のシールをすることができ、効率的であり、生産速度を高めることができる。
【0016】
前記目的を達成するため、請求項6に記載の発明に係る包装体製造装置は、例えば図1および図3に示すように、請求項1ないし請求項5のいずれか1項に記載の包装体製造装置において、帯状フィルムFを供給する原反供給装置20と;帯状フィルムFの側縁部を重ね合わせてシールし筒状フィルムF1を成形する縦シール装置13と;筒状フィルムF1に内容物Cを充填する充填装置30と;第1のシールをした部分121で、前記筒状フィルム15aを切断する切断装置80とを更に備える。
【0017】
このように構成すると、原反供給装置から切断装置までを備えるので、帯状フィルムを供給し、筒状フィルムを成形し、内容物を充填し、内容物の不在部を形成し、不在部で集束し、2枚のテープを供給してシールし、シールされた部分で切断する、包装体を一貫製造する包装体製造装置となる。
【0018】
前記目的を達成するため、請求項7に記載の発明に係る包装体製造方法は、例えば図1に示すように、請求項1ないし請求項6のいずれか1項に記載の包装体製造装置1に、帯状フィルムFと充填する内容物Cを供給し、包装体110を製造する。
【0019】
このように構成すると、端部が2枚のテープと共にシール装置によりシールされ、3辺がシールされた2枚のテープにより端部が囲まれた包装体を製造する包装体製造方法となる。包装体の端部が2枚のテープにより囲まれることにより、内容物の圧力を受けても、テープで端部の変形が抑制されるので、密封性が高く、かつ、耐圧強度の高い包装体となる。更に、テープの3辺がシールされることにより薄く形成されるので、テープの外縁は柔らかくなり、端部で他の包装体のフィルムを傷付けることのない包装体を製造する包装体製造方法となる。
【0020】
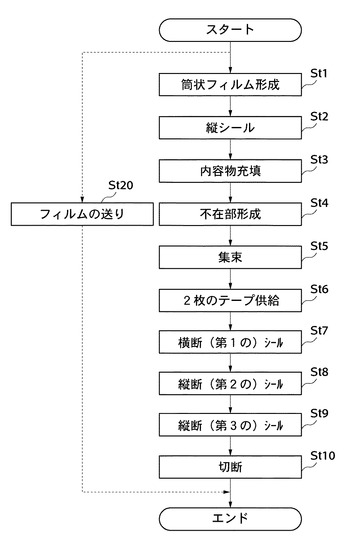
また、前記目的を達成するため、請求項8に記載の発明に係る包装体製造方法は、例えば図5に示すように、帯状フィルムの側縁部を重ね合わせてシールし筒状フィルムを成形する縦シール工程(St1、St2)と;筒状フィルムに内容物を充填する充填工程(St3)と;内容物が充填された筒状フィルムに対して、筒状フィルムの長手方向に所定間隔毎の内容物の不在部を扁平に形成するしごき工程(St4)と;不在部を、扁平な面を横断する方向に集束する集束工程(St5)と;集束した不在部を挟むように2枚のテープを重ねるテープ供給工程(St6)と;2枚のテープと共に、テープが重ねられた不在部を横断方向に第1のシールをする第1シール工程(St7)と;2枚のテープを、第1のシールと交差する方向に第2のシールをする第2シール工程(St8)と;2枚のテープを、第2のシールに対して集束した不在部を挟んだ反対側で、第1のシールと交差する方向に第3のシールをする第3シール工程(St9)と;第1シール工程でシールされた部分で、筒状フィルムを切断する切断工程(St10)とを備える。
【0021】
このように構成すると、端部が2枚のテープと共にシールされ、3辺がシールされた2枚のテープにより端部が囲まれた包装体を製造する包装体製造方法となる。包装体の端部が2枚のテープにより囲まれることにより、包装体内での内容物の移動や加熱処理による体積膨張で内容物の圧力を受けても、テープで端部の変形が抑制されるので、密封性が高く、かつ、耐圧強度の高い包装体となる。また、テープの3辺がシールされることにより薄く形成されるので、テープの外縁は柔らかくなり、端部で他の包装体のフィルムを傷付けることのない包装体を製造する包装体製造方法となる。更に、筒状フィルムを成形し、内容物を充填し、内容物の不在部を形成し、不在部で集束し、テープを供給してシールし、シールされた部分で切断する、包装体を一貫製造する包装体製造方法となる。
【0022】
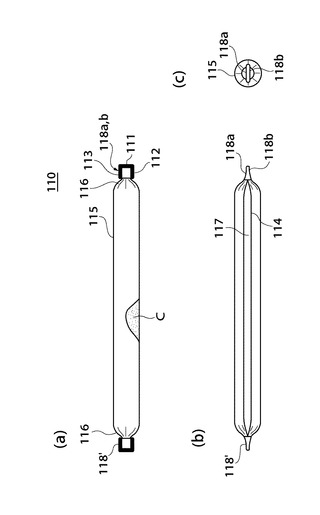
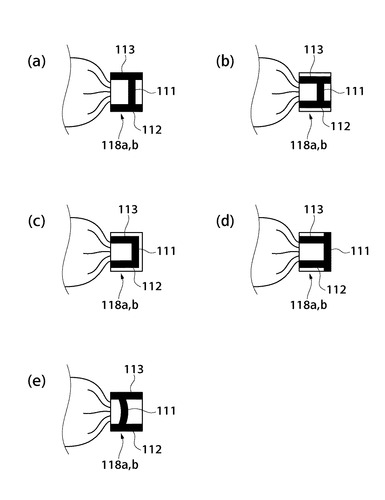
更に、前記目的を達成するため、請求項9に記載の発明に係る包装体は、例えば図6に示すように、内容物Cが充填され、端部が集束され、集束された部分を横断するシール111がされてなる筒状フィルム115と;筒状フィルム115に充填されシール111により封入された内容物Cと;筒状フィルム115の集束された部分を挟み、集束された部分を横断するシール111により筒状フィルム115に溶着され、シール111と交差する方向に二つのシール112、113がなされて袋状に形成された2枚のテープ118(118a、118b)とを備える。
【0023】
このように構成すると、端部が2枚のテープと共にシールされ、シールされた端部が2枚のテープにより袋状に囲まれることにより、包装体内での内容物の移動や加熱処理による体積膨張で内容物の圧力を受けても、テープで端部の変形が抑制される、密封性が高く、かつ、耐圧強度の高い包装体となる。また、袋状のテープの開口部以外の3辺がシールされることにより薄く形成されるので、テープの外縁は柔らかくなり、端部で他の包装体のフィルムを傷付けることのない包装体となる。
【発明の効果】
【0024】
本発明によれば、集束した不在部を2枚のテープで挟み、2枚のテープと共に不在部を横断方向に第1のシールをして、更に、2枚のテープを第1のシールと交差する方向に第2のシールをし、第2のシールに対して集束した不在部を挟んだ反対側で第1のシールと交差する方向に第3のシールをするように構成されるので、端部が2枚のテープと共にシールされ、シールされた端部が2枚のテープにより囲まれた包装体を製造することができ、包装体内での内容物の移動や加熱処理による体積膨張で内容物の圧力を受けても、テープで端部の変形が抑制され、密封性が高く、かつ、耐圧強度の高い包装体並びに該包装体を製造する包装体製造装置および包装体製造方法となる。更に、第1のシール、第2のシールおよび第3のシールをされるので、テープの3辺が押圧されつつシールされることにより薄く形成され、そのために、テープの外縁は柔らかくなり、端部で他の包装体のフィルムを傷付けることのない包装体並びに該包装体を製造する包装体製造装置および包装体製造方法となる。
【図面の簡単な説明】
【0025】
【図1】本発明の第1の実施の形態である包装体製造装置を説明する図である。(a)は、本発明の第1の実施の形態である包装体製造装置の全体構成を説明する構成図である。(b)は、集束装置を説明する部分斜視図である。(c)は、テープ供給装置によるテープの供給を説明する部分斜視図である。(d)は、超音波溶着装置を説明する部分斜視図である。
【図2】テープ供給装置を説明する模式図である。(a)は、2つの保持具のうち一が、テープを保持後に回転移動して2つの保持具が互いに対向する位置となるテープ供給装置、(b)は、中子を利用して、保持具の凹面形にシールされた部分を凹面の底にしてテープを置くテープ供給装置、(c)は、対向する方向から2枚のテープが供給されるテープ供給装置を示す。の変形例を説明する斜視図である。
【図3】包装体端部の製造過程を説明する部分斜視図である。(a)(b)は集束された不在部、(c)は2枚のテープで挟まれたところ、(d)は第1のシールがなされたところ、(e)は第2のシールと第3のシールがなされたところ、(f)は切断されたところを示す。
【図4】一度に3辺のシールをする超音波溶着装置を説明する図である。(a)は、超音波溶着装置とテープ供給装置の部分斜視図である。(b)は、(a)に示す装置でシールした包装体端部のシール形状を説明する包装体の部分図である。(c)は、不在部を横断するシールとテープの頂角部のシールとでテープがシールされた包装体の部分図である。
【図5】本発明の第2の実施の形態である包装体の製造方法を説明するフロー図である。
【図6】本発明の第3の実施の形態である包装体を説明する三面図である。
【図7】本発明の第3の実施の形態である包装体のシール形状の変形例を示す包装体の部分図である。
【発明を実施するための形態】
【0026】
以下、図面を参照して、本発明の実施の形態について説明する。なお、各図において、互いに同一又は相当する装置には同一符号を付し、重複した説明は省略する。
【0027】
図1の構成図を参照して、本発明の第1の実施の形態である包装体製造装置1について説明する。図1(a)は、包装体製造装置1の全体構成を示す構成図である。図1(b)は、集束装置70の構成を説明する部分斜視図であり、図1(c)は、テープ供給装置90によるテープの供給を説明する部分斜視図であり、図1(d)は、超音波溶着装置100の構成を示す部分斜視図である。図1(a)の紙面上の上下は実際の鉛直方向の上下に対応し、後述の筒状フィルムF1は図中、上から下に流れるように走行する。すなわち、上が充填包装作業における筒状フィルムF1の走行方向の上流側、下が走行方向の下流側となる。ロール状に巻かれた帯状のフィルムは、原反21として回転自在に支持されている。原反21から引き出された帯状フィルムFは、ガイドローラ22A、22Bに案内されて走行し、フォーミングプレート11に導かれる。この原反21とガイドローラ22A、22Bにより原反供給装置20が構成されている。帯状フィルムの材質は、加熱溶着させるため塩化ビニリデン系樹脂とするのが好ましく、他のオレフィン系樹脂でもよい。また、帯状フィルムは単層としても多層としてもよい。
【0028】
フォーミングプレート11は、上下に開口する円筒形状を有している。また、周方向の一箇所で縦方向に延びる円周方向の隙間をもっている。フォーミングプレート11の上端縁は湾曲傾斜しており、帯状フィルムFは、その内面に沿うように案内されることにより側縁部で重ね合わせ部を持つ連続筒状フィルムF1に形成される。フォーミングプレート11の下流側である下方には、案内筒12が垂下され、筒状フィルムF1はその筒状の形を保ったまま下流に走行案内される。
【0029】
案内筒12に案内された筒状フィルムF1の重ね合わせ部は、縦シール装置13により、押圧されながら溶着され、縦シールされる。縦シール装置13による溶着手段は超音波溶着が好適であるが、これ以外にも抵抗加熱溶着、高周波誘電加熱溶着、レーザー加熱溶着、溶融樹脂滴吹付溶着、その他種々の溶着手段を用いることができる。また、縦シールは、いわゆる合掌貼りシールであってもよいし、封筒貼りシールであってもよい。
【0030】
包装体製造装置1の上部には、縦シールされた筒状フィルムF1に内容物Cを充填するポンプ31とノズル32とを備える充填装置30が設けられている。ノズル32は、フォーミングプレート11の上方に設置されたポンプ31に接続され、先端が案内筒12内へ導入されている。ノズル32の先端は、縦シール装置13より下流側で開口している。なお、ポンプ31は、フォーミングプレート11の上方ではなく、内容物を適宜補充し易い他の位置に設置し、配管によりノズル32と連接されていてもよい。特に、練状食品のように比較的重量のある内容物を充填する場合には、地上に設置された容器に貯留された練状食品を、ポンプによりノズル32の位置に圧送して供給するのがよい。
【0031】
案内筒12及びノズル32の下流側に、送り装置である送りローラ14が設けられている。送りローラ14では、縦シールされた筒状フィルムF1内に内容物Cが充填された筒状フィルム15aを、一対の円柱状の送りローラ14が内容物Cを押圧した状態でフィルムを下方へ連続して狭圧搬送する。
【0032】
送りローラ14の下流側には、しごき装置40が設けられている。しごき装置40のしごきローラ41は、図1において紙面に垂直方向に延びる筒状外面を有し、その直角方向の長さは少なくとも折り幅よりも長いものであり、腕体42により支持されている。なお、「折り幅」とは筒状フィルム15aを扁平にしたときの幅、言い換えれば筒状フィルム15aの円周長の半分の長さをいう。腕体42はその一端42aを中心に揺動可能で、中間部でピン等を介して横部材43が接続されている。一対の横部材43が近接方向に移動すると、一対のしごきローラ41により筒状フィルム15aは狭圧される。横部材43が離間方向へ後退すると、しごきローラ41は筒状フィルム15aを狭圧することはなくなる。このように、走行する筒状フィルム15aに走行方向で所定の距離だけ内容物Cの不在部15bを形成する。しごき装置40は、筒状フィルム15aに内容物Cの不在部15bを扁平に形成できればよく、ローラに限られず、例えば、平らな部材で筒状フィルム15aを両側から押しつぶし、内容物を上下に振り分けるようなものであってもよい。このような押しつぶしも、ここで言う「しごき」の概念に含まれるものとする。
【0033】
しごき装置40の下流側には、超音波溶着装置100が設置される。また、超音波溶着装置100の上下に2組の集束板71a、72a、71b、72bを有する集束装置70が超音波溶着装置100と共に設置される。さらに、筒状フィルム15aとともにシールされ、シールされる部分を補強するテープ120a、120bをシールされる部分に供給するテープ供給装置90が、筒状フィルム15aの中心軸から見て超音波溶着装置100および集束装置70と直交する方向に設置される。
【0034】
図1(b)の部分斜視図に示すように、集束装置70は、組となった集束板71、72(71a、71bをまとめて71と、72a、72bをまとめて72という。)がそれぞれ扁平なフィルムの幅方向にフィルムを挟む。対向した集束板71a(b)、72a(b)は、互いに近接し、次いで離れる往復動をする。この往復動はしごき装置40の往復動とは直交した方向で行われる。すなわち、図1(a)では、集束装置70も紙面上を往復するように描かれているが、実際には紙面に垂直な方向の往復運動をする。集束板71、72には、フィルム側の対向縁にV字状の集束溝が形成されている。対向する集束板71、72が近接したときには、左右の集束板71、72が重なり、それぞれのV字溝の溝底同士で、一つの小さな空間を形成する。V字溝の溝底にU字状の切り欠きを形成すれば、集束板71、72が近接したときに、U字の底同士で円形の空間が形成されるので、好適である。
【0035】
超音波溶着装置100は、ホーン50とアンビル60が、フィルムを挟んで、対向して配置されている。超音波ホーン50およびアンビル60は、集束板71、72の往復動と同じ方向に往復動をする。すなわち、図1(a)の紙面に垂直な方向の往復運動をする。集束装置70の集束板71、72が近接した時に、ホーン50とアンビル60も近接する。ホーン50とアンビル60とは、不在部15bを狭圧するとともにフィルムを溶着して、集束板71、72で集束された不在部15bをシールする。
【0036】
図1(c)の部分斜視図に示すように、テープ供給装置90は、シールされる部分である不在部15bに2枚の補強用のテープ120a、120bを供給する装置である。2枚のテープ120a、120bは、不在部15bの集束された方向に鉛直な面に沿って集束される。テープ120aとテープ120bとが供給される面は、不在部15bを挟んだ反対側の面となる。
【0037】
ここで、図2(a)〜(c)の模式図を参照して、テープ供給装置90の詳細を説明する。ただし、テープ供給装置90は、2枚のテープを不在部15bに供給する他の構成であってもよく、図2に示す構成には限られない。また、図2に示すテープ供給装置では、いずれもテープをΩ字形に保持するが、テープを平面のまま保持しても、他の形状で保持してもよい。
【0038】
図2(a)に示すテープ供給装置390では、1枚のテープ120aは、一対の円筒形の送りローラ393aにより挟圧され定量的に送られ、円筒形のガイドローラ393cにより送り方向を調整された後、テープカッター396aで所定の長さに切断され、テープ保持具397aで保持される。テープ保持具397aのテープ120aを保持する面には、不図示の吸引口が設けられ、テープ120aを吸引することにより、テープ120aを保持具397aの面の形状に形成しつつ、保持する。吸引口は、不図示の吸引ポンプに連接され、空気を吸引することによりテープ120aを真空吸着する。保持具397aのテープ120aを保持する面394aは、Ω形をしている。平面とその平面に形成された凹面形の面とによりテープ120aを保持する。その窪んだ凹面形中に、不在部15bを通す構造となっている。他の1枚のテープ120bは、テープ120aと同様に、送りローラ393bにより定量送られ、ガイドローラ393dにより送り方向を調整された後、テープカッター396bで所定の長さに切断され、テープ保持具397bで保持される。テープ保持具397bは、テープ保持具397aと同様に、テープ120bを保持する面394bによりテープ120bをΩ形に形成しつつ保持する。ここで、2枚のテープ120a、120bの送りローラ393a、393bおよびテープカッター396a、396bの設置スペースを確保するために、保持具397aと保持具397bとは離間した位置でそれぞれテープ120a、120bを保持する。そこで、保持具397bは、円筒形の回転体398の外周に付設されており、回転体398がその軸399廻りに回転することにより、移動する。すなわち、図2(a)に示すように、テープ120bを保持する保持具397bは、テープ120aを保持する保持具397aと中心軸399に対して90度の位置にある。すなわち、テープ120bは回転されることにより、不在部15bの方向に移動される。そして、回転体398が図2(a)の矢印方向に90度回転することにより、テープ120bを保持する保持具397bが保持具397aに対面する位置に移動する。そして、保持具397aが保持具397b側にせり出すことにより、2枚のテープ120a、120bの凹面形の部分で不在部15b(図1参照、以下同じ)を囲むことができる。
【0039】
このように、テープ供給装置390を構成することにより、第1のテープ供給装置391a、第2のテープ供給装置391bの保持具397a、397bで2枚のテープ120a、120bを確実にΩ字形に保持し、その上で、2つの保持具391a、391bが不在部15bを2枚のテープ120a、120bで挟み第1のシールをしやすくすると共に、2枚のテープ120a、120bの端部を重ね合わせてシール(第2のシールおよび第3のシール)し易くすることができる。また、片側から2枚のテープ120a、120bを供給できるので、包装体製造装置1の作業員のスペースを確保しつつ、2枚のテープを供給することができる。
【0040】
また、図2(b)に示すテープ供給装置490では、送りローラ493a、493bにより定量的に送られ、ガイドローラ493c、493dにより送り方向を調整された2枚のテープ120a、120bは、中子498の両側に別れ、中子498の外形に沿った形になる。中子498は、テープ120a、120bの供給される側に尖端を有する楕円筒形をしている。そこで、テープカッター496により2枚のテープ120a、120bを所定の長さに切断する。切断するのとほぼ同時に、2枚のテープ120a、120bが重なっている部分であって、切断する位置より中子498側の近傍をテープ120a、120bの幅に亘って、シーラー499でシールする。シールは、超音波溶着、抵抗加熱溶着、高周波誘電加熱溶着、レーザー加熱溶着、その他種々の溶着でよい。なお、シールした後に、テープ120a、120bを切断してもよい。その後、中子498が切断・シールされたテープ120a、120bと共に、90度回転し、保持具497に嵌入する。保持具497は、中子498の外形と嵌め合いとなる凹面形494を有しており、中子498が嵌入すると、中子498の外周に沿っているテープ120a、120bを凹面形494で保持する。テープ120a、120bが保持具497で保持されると、中子498は後退し、保持具497で保持され凹面形となったテープで囲まれた領域に空間が形成され、保持具497がその空間に筒状フィルム15aの不在部15bを納めるように、テープ120a、120bを移動させる。
【0041】
テープ供給装置490をこのように構成することにより、予め1端がシール(第2のシール)され接合された2枚のテープ120a、120bを凹面形に形成し、その中に不在部15bを入れ、そこで、第1のシールと第3のシールを施すことができる。また、片側から2枚のテープ120a、120bを供給できるので、包装体製造装置1の作業員のスペースを確保しつつ、2枚のテープを供給することができる。更に、テープ装置390に比べ、送りローラ493a、493bやガイドローラ493c、dのためのスペースを狭くすることができる。一方、テープ装置390では、テープ供給装置490に比べ、中子498の複雑な動きが不要であり、テープ供給装置としての機構が単純になる。
【0042】
図2(c)に示すテープ供給装置590では、2枚のテープ120a、120bを送りローラ593a、593bおよびガイドローラ593c、593dで保持具597a、597bに送り、所定の長さとなるように、テープカッター596a、596bで切断する。切断されたテープ120a、120bは、保持具597aおよび597bのΩ字形の面594a、594bでΩ形に保持される。保持具597a、597bで保持されたΩ字形のテープ120a、120bの凹面形となった部分に筒状フィルム15aの不在部15bが納まる。そこで、保持具597aおよび597bを互いに近接するように移動し、不在部15bにテープ120a、120bを重ねる。
【0043】
テープ供給装置590をこのように構成することにより、テープ供給装置390と同様に、第1のテープ供給装置591a、第2のテープ供給装置591bの保持具597a、597bで2枚のテープ120a、120bを確実にΩ字形に保持し、その上で、2つの保持具597a、597bが不在部15bを2枚のテープ120a、120bで挟み第1のシールをしやすくすると共に、2枚のテープ120a、120bの端部を重ね合わせてシール(第2のシールおよび第3のシール)し易くすることができる。また、テープ供給装置390に比べて単純な構成で2枚のテープを供給するテープ供給装置590が提供される。
【0044】
テープの寸法等は、包装体の設計仕様に合わせて適宜決めることができるが、テープの幅は10〜100mm、厚さは10〜300μmとするのが好適である。テープは必要に応じて複数枚重ねられてもよい。また、テープの材質は塩化ビニリデン系樹脂とするのが好ましいが、オレフィン系樹脂であってもよい。また、テープは、単層あるいは多層からなる構成としてよい。テープの材質はフィルムの材質と同じであることが好ましいが、溶着可能な異なる材質であってもよい。
【0045】
図1(d)に示すように、超音波溶着装置100は、ホーン50とアンビル60とを有し、ホーン50とアンビル60とで被溶着物である筒状フィルム15a(図1(c)参照)の不在部15b(図1(c)参照)および2枚のテープ120a、120b(図1(c)参照)を挟み、超音波エネルギで圧着する。ホーン50は、水平方向に長い圧着面を有するホーン55、および、ホーン55の両端に、鉛直方向に長い圧着面を有する2つのホーン56、57を有する。アンビル60は、水平方向に長い圧着面を有するアンビル65、および、アンビル65の両端に、鉛直方向に長い圧着面を有する2つのアンビル66、67を有する。ホーン55とホーン56、57とはH字形の圧着面55a、56a、57aを形成する。同様に、アンビル65とアンビル66、67とはH字形の圧着面65a、66a、67aを有する。ホーン55、ホーン56およびホーン57は、別々に製造されたホーンを組み合わせてもよいし、組み合わせた上で互いに一体化してもよいし、あるいは、一体として製造されてもよい。また、アンビル65、アンビル66およびアンビル67は、別々に製造されたアンビルを組み合わせてもよいし、組み合わせた上で互いに一体化してもよいし、あるいは、一体として製造されてもよい。しかし、本実施の形態の包装体製造装置1では、水平方向のホーン55とアンビル65とは、ホーン56、57、アンビル66、67と別体とし、テープ供給装置90で2枚のテープ120a、120bを保持しつつ、ホーン55、アンビル65で第1のシールをし、その後、保持具でのテープ120a、120bの保持を止め、保持具を不在部15bから後退させた後に、ホーン56とアンビル66で第2のシールをし、ホーン57とアンビル67で第3のシールをする構成となっている。
【0046】
超音波溶着装置100の代わりに、テープと共に集束された不在部15bを横断する第1のシールと、第1のシールと交差する方向である縦断方向の2本の第2のシールおよび第3のシールとを施すように構成された、抵抗加熱溶着装置、高周波誘電加熱溶着装置、レーザー加熱溶着装置、その他種々の溶着装置を用いることができる。
【0047】
集束装置70、テープ供給装置90および超音波溶着装置100より、不在部15bを形成した所定の間隔分、すなわち、1つの包装体110分の長さだけ下流側に、切断装置80が設けられている。切断装置80は一対のカッター81を備える。カッター81は板状であり、切断されるフィルム(不在部15b)が存在する側に鋭利な刃部が設けられている。カッター81も、集束装置70および超音波溶着装置100と同様に、往復動をする。カッター81の往復動も、超音波溶着装置100および集束装置70と同様に、図1(a)の紙面に垂直な方向の往復動をする。したがって、共通の駆動装置(不図示)により駆動する構成とするのが、構成が単純化されて好ましい。
【0048】
また、集束装置70、テープ供給装置90および超音波溶着装置100並びに切断装置80は、筒状フィルム15aが下方に送られるのと同じ速さで下方に移動しつつ不在部15bを集束し、テープを供給してシールすると共に切断し、切断した後、不在部15bを開放して上の位置に戻る、いわゆる「拝み運動(ボックスモーション)」をするのが好ましい。そこで、集束装置70、テープ供給装置90および超音波溶着装置100並びに切断装置80が、共通の上下に移動する架台(不図示)上に設置されると、構成が簡単になる。
【0049】
続いて、図1に示す本発明の第1の実施の形態である包装体製造装置1を用いた包装体110の製造について説明する。帯状フィルムFは原反21から所定の速度で引き出され、ガイドローラ22A、22Bにより所定の張力をかけられて、走行案内され、フォーミングプレート11に到達する。
【0050】
フォーミングプレート11に到達した帯状フィルムFは、側縁部で重ね合わせ部を持つ筒状に形成され、縦シール装置13によって重ね合わせ部が溶着される。このようにして、縦シールされた筒状フィルムF1が形成される。この筒状フィルムF1内には、ポンプ31からノズル32を経て内容物Cが充填される。内容物Cが充填された筒状フィルム15aは、送りローラ14によって下流側へ搬送される。一対の送りローラ14は、筒状フィルム15aを局部的に押しつぶすように狭圧して搬送するが、押しつぶされた筒状フィルム15aは、送りローラ14の位置を通過した後は内容物Cによる内圧により元の筒形に復帰する。
【0051】
筒状フィルム15aは、一対のしごきローラ41により間けつ的に所定の長さにわたり狭圧され、内容物Cのない不在部15bが所定の間隔をもって形成される。
【0052】
ここで、図1に加え図3の部分斜視図をも参照して、包装体の集束、シールおよび切断について説明する。図3(a)に示すように、扁平にされた不在部15bを扁平な面を横断する方向に集束装置70にて集束する。図3(b)に示すように、集束されることにより不在部15bは細くまとめられる。
【0053】
次に、図3(c)に示すように、2枚のテープ120a、120bが、集束された不在部15bを挟むように、不在部15bを挟んだ反対側の面に供給される。
【0054】
次に、ホーン50とアンビル60により、テープ120a、120bと不在部15bを挟み、溶着する。例えば、図3(d)に示すように、ホーン55とアンビル65とで、第1のシール121が施される。このシールにより、筒状フィルム15aの長手方向での内容物、および、空気や水分の流通が封止される。よって、密封性の包装体110となる。また、2枚のテープ120a、120bが不在部15bと一体にシールされる。したがって、2枚のテープ120a、120bは、テープ供給装置90で保持されることなく、所定の位置に留まる。そこで、テープ120a、120bを保持しているテープ供給装置90の保持具は、不在部15bから後退する。
【0055】
図3(e)に示すように、保持具が後退した後に、ホーン56とアンビル66とで、第2のシール122を、ホーン57とアンビル67とで、第3のシール123を施す。第2のシール122と第3のシール123を施すことにより、テープ120a、120bは開口部を包装体の内容物を含む方向に向けた袋状となる。すなわち、テープの鉛直下側(筒状シール15aの下流側)で下方に開口した袋124とテープの鉛直上側(筒状シール15aの上流側)で上方に開口した袋125の2つの袋となる。なお、第1のシール121、第2のシール122および第3のシール123とが施される順序は、上記に限られず、どのシールが先でもよく、あるいは、同時でもよい。
【0056】
ここで、ホーン55とアンビル65が圧着するのは、集束された不在部15bを2枚のテープ120a、120bが挟んだものである。一方、ホーン56とアンビル66とが、および、ホーン57とアンビル67とが圧着するのは、2枚のテープ120a、120bだけである。よって、ホーン55とアンビル65で圧着するものの方が厚くなる。そこで、アンビル66、67の圧着面66a、67aを、アンビル65の圧着面65aよりも、ホーン56側に張り出させる。アンビル66、67の圧着面66a、67aが張り出すことにより、より薄い被溶着物(テープ120a、120b)を所定の押圧で圧着することができる。また、より厚い被溶着物(集束された不在部15bとテープ120a、120b)への押圧が大き過ぎて、シール後に薄くなり過ぎ、耐圧強度が小さくなることがない。なお、圧着面の位置の調整はホーン55の圧着面55aとホーン56、57の圧着面56a、57aで行ってもよい。
【0057】
図3(f)に示すように、超音波溶着措置100にて第1のシール121、第2のシール122および第3のシール123が施された後、筒状フィルム15aは切断装置80により第1のシール121をされた部分で切断される。切断されることにより、1本の包装体110となり、包装体製造装置1から搬出され、例えばボイルやレトルトなどの必要な処理を経て、製品として出荷される。また、テープ120a、120bは、2つの袋123、124の底で切断されることになるので、それぞれが包装体110の端部を囲む袋となる。
【0058】
以上のように、本発明の第1の実施の形態である包装体製造装置1によれば、包装体110の端部のシールされた部分が、2枚のテープ120a、120bの袋に囲まれることになる。シールされた部分が袋で囲まれることにより、例えばボイルして内容物Cが膨張し、かつ、フィルムが収縮するときのように、内容物Cにより包装体110に内圧が作用した場合において、シールされた部分の変形は2枚のテープ120a、120bの袋により抑止される。したがって、シールされた部分のフィルムに作用する応力は低減され、シールされた部分が損傷を受けにくい包装体となる。すなわち、耐圧強度が高められることになる。更に、テープを筒状フィルムと一体にシールする従来の包装体では、調理のため特にボイル加熱される包装体においては、テープが捲くれ、外観を損ねることが多かったのに対し、テープを袋状とすることで捲くれることを防止することができる。加えて、袋状の2枚のテープ120a、120bの外縁にシール121、122、123が施されるので、2枚のテープ120a、120bの外縁が薄くなる。すなわち、袋の外縁が柔らかくなり、端部により他の包装体を損傷する恐れがなくなる。
【0059】
ここまでは、H字形の圧着面を有するホーン50とアンビル60とを備える超音波溶着措置100にて第1〜3のシール121〜123を施す実施例について説明したが、ホーン、アンビルの圧着面の形状はH字形に限られない。
【0060】
集束して横断(第1の)シールすることにより包装体としての密封が得られる場合には、図4(a)の部分斜視図に示すように、H字形のホーン150とアンビル160とに切欠きを設けてもよい。ホーン150の第2のシール用ホーン156と第3のシール用ホーン157とに、第1のシール用ホーン155と接続する部分の上下に切欠きを設ける。同様に、アンビル160の第2のシール用アンビル166と第3のシール用アンビル167とに、第1のシール用アンビル165と接続する部分の上下に切欠きを設ける。その結果、ホーン150の圧着面155a、156a、157aおよびアンビル160の圧着面165a、166a、167aはH字形の縦棒を破線とした形状となる。このように切欠きを設けることにより、テープ供給装置190でテープを保持したままの状態で、図4(b)の部分図に示すように3辺のシール221、222、223を一度に施すことができる。すなわち、ホーン150、アンビル160が近接する場合に、保持具191a、191bは、ホーン150、アンビル160の切欠きの位置にある。そのために、ホーン150、アンビル160と保持具191a、191bとが機械的に干渉することがなく、保持具191a、191bが不在部15b側にせり出したままで、ホーン150とアンビル160とにより不在部15bおよびテープをシールすることができる。なお、図4(a)では、1組の保持具191a、191bのみを示すが、超音波溶着シール装置200を挟んで反対側にも1組の保持具があり、テープを保持する。また、図4(a)に示すように、1枚のテープを上下2段の保持具191a、191bで保持することにより、テープの形状および位置が一定となる。よって、テープによる包装体の端部の集束部の密封性および耐圧強度を高める効果が、安定する。
【0061】
シールされた部分は、図4(b)に示すように、不在部15bを横断する方向の第1のシール221と、第1のシール221と交差する方向で破線状に延びる第2のシール222と第3のシール223とにより構成されることになる。このように、途中でシールなされていない部分を含んでいても、シールされた部分の並んでいる方向を、シールの方向とする。なお、H字形のホーン150およびアンビル160の切欠きは、第1のシール用ホーン155および第1のシール用アンビル165の上側あるいは下側1箇所だけに設けてもよい。この場合には、テープ供給装置190は一対の1段の保持具を有することになる。
【0062】
あるいは、図4(c)に示すように、不在部15bを横断する第1のシール321と、テープの頂角部をシールする第2のシール322および第3のシール323とで、テープ120a、120bを袋状に形成してもよい。厳密には袋の側面が完全に閉じられていないが、このような形状も、袋の底が閉じられ、頂角部が閉じられているので、袋を形成する。また、1つの側面上の2つの頂角のシール322、323は、該側面の方向のシールとする。
【0063】
上述のように、3辺のシール221〜223、321〜323を一度に施すことができるように構成することで、ホーン150の各圧着部材155、156、157を一体で形成し、アンビル160の各圧着部材165、166、167を一体で形成することができる。また、一体として動作させることにより、超音波溶着装置200の動作機構を単純化できると共に、一度のシールで3辺をシールできるため、シール時間が短縮され、包装体製造装置1全体としての作業効率も向上する。
【0064】
続いて、図5のフロー図を参照して、本発明の第2の実施の形態である包装体110の製造方法について説明する。ここでは、本発明の第1の実施の形態である包装体製造装置1(図1参照)に限られず、いかなる製造装置により包装体を製造してもよい。まず、帯状フィルムをフォーミングプレート等により側縁部を重ね合わせて筒状に形成して筒状フィルムを形成する(ステップSt1)。筒状フィルムの側縁部の重ね合わせ部を縦シールすることにより、縦シールされた筒状フィルムを成形する(ステップSt2)。そして、筒状フィルムの中に、筒状フィルム中に挿入したノズルから内容物を充填する(ステップSt3)。
【0065】
内容物を充填した筒状フィルムをしごくことにより、所定の間隔をもって、所定の長さを有する内容物のない不在部を扁平に形成する(ステップSt4)。形成した不在部を、扁平な面に沿った方向に集束する(ステップSt5)。集束して細くなった不在部に2枚のテープを重ねる(ステップSt6)。2枚のテープで、不在部を挟む。
【0066】
不在部の中央部で、2枚のテープと共に不在部を横断方向にシール(第1のシール)する(ステップSt7)。このシールにより、テープと不在部とは一体になり、また、筒状フィルムの長手方向での内容物、および、空気や水分の流通が封止される。よって、密封性の包装体となる。
【0067】
2枚のテープの重なっている端の部分を閉じるように、第1のシールに交差する方向、すなわちテープを縦断する方向に第2のシールをし(ステップSt8)、更に、第2のシールとは不在部を挟んだ反対側でテープを縦断する方向に第3のシールをする(ステップSt9)。縦断方向の第2のシールおよび第3のシールとで、テープは不在部を挟んだ両側がシールされることになる。そして、横断シールと併せて、テープは内容物が充填された筒状フィルム方向に開口した、底がつながった2つの袋状となる。なお、第1〜第3のシールは、いずれが先にシールされてもよく、あるいは、同時にシールされてもよい。
【0068】
次に、第1のシールがされた部分で切断され、1本の包装体となる(ステップSt10)。第1のシールがされた部分で切断されるので、テープは端部のシールされた部分を囲む2つの袋となる。
【0069】
上記の作業(ステップSt1〜St10)の間、フィルムは連続的に送り続けられる(St20)。すなわち、テープの重ね合わせ(ステップSt6)も、第1のシール(ステップSt7)も、第2のシール(ステップSt8)も、第3のシール(ステップSt9)も、フィルムを送りながら作業する。
【0070】
上述の本発明の第2の実施の形態である包装体の製造方法によれば、テープが包装体の端部のシールされた部分を囲む袋となることで、シールされた部分の内圧による変形を抑え、シールされた部分を補強する効果を有することとなる。すなわち、密封性が高く、耐圧強度の高い包装体の製造方法となる。更に、第1のシール、第2のシール、第3のシールにより、袋状となったテープの開口部以外の3辺がシールされた部分となり、これらの外縁部は、シールされることにより薄く形成されるので、柔らかく、輸送中等に包装体の端部により他の包装体を損傷する恐れがなくなる。
【0071】
なお、上記の説明では省略したが、テープ供給装置390、490、590も溶着装置100等と共にボックスモーションをしている。そのためにテープ120a、120bの供給元のロール(不図示)とテープ供給装置390、490、590との間では、テープ120a、120bにボックスモーションに追随できるだけの遊びが必要であり、それだけ大きなスペースがテープ供給装置390、490、590の廻りに必要になる。そこで、作業員の作業スペース等の確保が重要となる。そのために、テープ供給装置390、490のように片側からテープ120a、120bを供給することが要求されることがある。
【0072】
続いて、図6を参照して本発明の第3の実施の形態である包装体110について説明する。図6(a)は包装体110の正面図、図6(b)は包装体110のフィルム115が縦シールされた方向から見た図(上面図)、図6(c)は包装体110を長手方向から見た図(側面図)である。内容物Cを包んでいる筒状フィルム115は、帯状フィルムの側縁部が重ね合わせられ、縦シールされて成形されている。縦シール部114に沿って、重ね合わせられた余剰分117が筒状フィルム115に重なっている。フィルム115の材質は塩化ビニリデン系樹脂であるが、これ以外のオレフィン系樹脂であってもよく、フィルム115は単層であっても多層であってもよい。
【0073】
フィルム115の長手方向端部116は集束され、シールされると共に、2枚のテープ118a、118bで囲まれている。テープ118a、118bは、フィルム115の集束された端部116を挟んで囲み、その外縁をシールして(111、112、113)、袋状としている。すなわち、集束して細くなった端部をテープ118a、118bで挟み、包装体110の長手方向の末端111をシールし、また、挟んで重ねた側部112、113をシールする。長手方向の末端のシール111では、フィルム115と共にシールされ、包装体110の端部を密封している。テープ118a、118bの材質は塩化ビニリデン系樹脂であることが好ましいが、これ以外のオレフィン系樹脂であってもよく、テープ118a、118bは単層であっても多層であってもよい。また、テープ118a、118bの材質はフィルム115の材質と同じであることが好ましいが、溶着可能な異なる材質であってもよい。
【0074】
2枚のテープ118a、118bは袋状となることにより、内容物Cの膨張あるいはフィルム115の収縮により、内圧が作用した場合に、フィルム115の端部116が変形することを抑制する。すなわち、密封性が高く、耐圧強度を高めた包装体110となる。また、テープが捲くれて外観を損ねることのない包装体となる。更に、袋状となったテープ118a、118bの3辺111、112、113がシールされ、結果として薄く形成されているので、柔らかくなっており、輸送中等に他の包装体をテープ118a、118bの端部で損傷することがない。なお、内容物Cは代表的にはソーセージやスティックチーズ等であるが、これ以外の食品でもよいし、食品以外の例えばコーキング材などの建築資材や化粧品等であってもよい。
【0075】
図7に筒状フィルム115および2枚のテープ118a、118bのシール111、112、113の形状の変形例を示す。図7(a)に示す例は、末端の横断するシール111を末端から少し内側にずらした例である。このように、シールされ薄く形成された部分が外縁に位置していなくても、その外縁に位置しているシールされていないテープ118a、118bの幅が狭い場合には、他の包装体を損傷するほどの強度を有することがない。図7(a)に示すように、切断位置からずれたシールを有する包装体を前述の包装体製造装置1を用いて、あるいは、前述の包装方法により製造する場合には、第1のシールが2本の平行に施されたシール部からなり、その2本の第1のシール部の間で筒状フィルムを切断する。
【0076】
図7(b)に示す例は、横断するシール111に加え、シール111に交差する方向の2つのシール112、113を外縁から少し内側にずらした例である。図7(c)に示す例は、3辺のシール111、112、113共に外縁から少し内側にずれ、外縁に達するシール部分のない例である。図7(d)に示す例は、シール112、113だけを少し内側にずらした例である。いずれの例においても、テープ118a、118bは袋状に形成され、耐圧強度が高められる。また、シールされ薄く形成された部分が外縁に位置していなくても、その外縁に位置しているシールされていないテープ118a、118bの幅が狭い場合には、他の包装体を損傷するほどの強度を有することがない。
【0077】
図7(e)に示す例は、図7(a)に示す例において、横断するシール111を直線状ではなく、内圧に対する膨らみに対応するように曲線状にしたものである。このように曲線にすることにより、内圧がシール111により均一に作用することになり、耐圧強度が向上する。シール形状は、これらの変形例を組み合わせたもの、あるいは、その他の形状でもよく、上記に限られない。
【実施例1】
【0078】
以下に、本発明に係る包装体を製造し、シール部の硬さに注目して、シール部が包装体に一般的に用いられるフィルムと同じ塩化ビニリデン系樹脂フィルムに傷を付けるか否かを実測し、本発明の効果を確認した結果を説明する。包装体用筒状フィルムの素材は、塩化ビニリデン系樹脂の厚さ40μmのフィルムを使用し、テープの素材は筒状フィルムと同じ塩化ビニリデン系樹脂とし、2枚のテープの形状はそれぞれ長さ12mm、幅16mm、厚さ80μmのものを使用した。2枚のテープで包装体の集束した端部を挟み、3辺を超音波溶着した。包装体は、直径20mm、長さ150mmとし、魚肉ソーセージ用エマルジョンを内容物として充填し、沸騰水中20分間のボイル処理を行い製造した。
【0079】
なお筒状フィルムとテープに対し超音波溶着によりシールを施す条件としては、振動周波数15〜50kHz、振動子の振幅5〜35μm、公称出力300〜600Wとするのが好適であり、より好ましくは、振動周波数40kHz、振動子の振幅5〜15μm、公称出力300Wである。そこで、振動周波数40kHz、振動子の振幅15μm、公称出力300Wとしてシールを行った。ただし、公称出力と振動周波数は、労働安全衛生上の規制範囲内であれば、任意の値とすることができる。
【0080】
上記の包装体を、弛みなく張った厚さ40μmの塩化ビニリデン系樹脂フィルム(呉羽化学工業株式会社製、商品名:クレハロンフィルム)に対し、1mの高さから長手方向端部すなわちシール部の1を下方に向けて自然落下させた。そして、包装体の衝突により、上記のフィルムにフィルムの裂けやピンホールなどの損傷が生じたかを目視判定した。検体数は50本とし、フィルムに損傷を生じさせた検体を不良品検体とした。
【0081】
本発明に係る包装体では、フィルム裂けあるいはピンホールが目視されず、不良品検体の数は0(零)であった。2枚のテープのシール部が薄く形成され、柔らかいので、3辺がシールされたテープを有する包装体端部が他の包装体のフィルムを傷付けることがない効果を確認することができた。
【0082】
(比較例1)
本発明の効果を比較するために、集束した不在部15b(図3参照)の一の面だけに1枚の平面のフィルムを重ね、超音波溶着により集束部を横断する第1のシールのみを施し、他は、実施例1と同様にして包装体を製造した。この包装体50本につき、上記と同様に、不良品検体を判定した。その結果、フィルムにピンホールを生じさせた2本の不良品検体が見出された。なお、フィルム裂けを生じさせた不良品検体はなかった。すなわち、テープを重ね、横断方向の(第1の)シールを施すだけでは、他の包装体のフィルムを傷付ける可能性があることが判明した。
【0083】
(比較例2)
また、補強のためのテープを用いずに、超音波溶着により集束した不在部15b(図3参照)だけを横断する第1のシールを施し、他は、実施例1と同様にして包装体を製造した。この包装体50本につき、上記と同様に、不良品検体を判定した。その結果、フィルム裂けを生じさせた不良品検体1本、フィルムにピンホールを生じさせた不良品検体3本が見出された。すなわち、テープを用いない包装体においても、他の包装体のフィルムを傷付ける可能性があることが判明した。
【符号の説明】
【0084】
C 内容物
F 帯状フィルム
F1 筒状フィルム
1 包装体製造装置
11 フォーミングプレート
12 案内筒
13 縦シール装置
14 送りローラ
15a 筒状フィルム
15b 不在部
20 原反供給装置
21 原反
22A、22B ガイドローラ
30 充填装置
31 ポンプ
32 ノズル
40 しごき装置
41 しごきローラ
42 腕体
43 横部材
50、150 ホーン
55、155 第1のシール用ホーン
56、156 第2のシール用ホーン
57、157 第3のシール用ホーン
55a、56a、57a、155a、156a、157a ホーンの圧着面
60、160 アンビル
65、165 第1のシール用アンビル
66、166 第2のシール用アンビル
67、167 第3のシール用アンビル
65a、66a、67a、165a、166a、167a アンビルの圧着面
70 集束装置
71、72(a、b) 集束板
80 切断装置
81 カッター
90、190、390、490、590 テープ供給装置
191a、191b 保持具
100、200 超音波溶着装置
110 包装体
111、112、113 (テープの)シールされた部分
114 縦シール部
115 フィルム
116 (フィルムの)端部
117 フィルムの重ね合わせられた余剰分
118a、118b テープ
120a 第1のテープ
120b 第2のテープ
121、221、321 第1のシール部
122、222、322 第2のシール部
123、223、323 第3のシール部
124、125 テープで形成された袋
391a、591a 第1テープ供給装置
391b、591b 第2テープ供給装置
393a、393b、493a、493b、593a、593b 送りローラ
393c、393d、493c、493d、593c、593d ガイドローラ
394a、394b、494、594a、594b (保持具の)Ω形/凹面形の面
396a、396b、496、596a、596b テープカッター
397a、397b、497、597a、597b 保持具
398 回転体
399 (回転体の)軸
498 中子
499 シーラー
【技術分野】
【0001】
本発明は、包装体製造装置、包装体製造方法及び包装体に関し、端部を補強用テープ(以下、単に「テープ」と言う。)で補強する包装体に関するものであり、特に端部の溶着部分の耐圧強度が補強されつつ、溶着(単に「シール」とも言う。)された部分が柔らかく他の包装体のフィルムを傷付けることのない包装体の製造装置、製造方法及び包装体に関するものである。
【背景技術】
【0002】
ソーセージやスティックチーズ等の内容物が充填された筒状フィルムを密封し個々の包装体を得る場合の密封手段として、筒状フィルムの端部を金属製のワイヤクリップで結さつする方法が知られている。ところが、金属製のワイヤクリップで結さつする方法では製品検査における金属探知においてワイヤクリップを探知してしまい、内容物への金属異物の混入を検知できない不便があるので、筒状フィルム端部を集束しシールする方法が行われるようになってきた。かかるシール方法においては、シールされた部分あるいはその近傍でピンホールが生じ易くなるという機械的強度の低下が見られ、そのため次のような対策が提案されている(特許文献1参照)。
(1)シールされる部分の筒状フィルムの厚さを補うテープを、集束された後の筒状フィルム端部に配設した上で筒状フィルムと共にシールする。
(2)シールされる部分の筒状フィルムの厚さを補うテープを、未だ集束されていない筒状フィルム端部の内容物の不在部に配設し、筒状フィルム端部とテープを共に集束した上でシールする。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第2516885号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、従来の筒状フィルム端部をシールする手段により製造された包装体では、レトルトやボイルなどの加熱処理により内容物が体積膨張して、内圧が増してシールされた部分の耐圧強度が不足し、溶着部分が破れて密封不足となり、外気の流入による内容物の腐敗や、内容物の水分の浸出による包装体のシールされた部分の周辺の汚れの恐れがあった。また、レトルト工程中に包装体が破れると、汚れを除くのに時間が掛かるために生産効率を大きく下げることにもなっていた。更に、集束部に補強テープを添えて装着し、集束部と補強テープを共に溶着するだけでは、集束部の中心に連通孔が残り、包装体の密封が劣る可能性があり、連通孔をなくすために溶着を強く行うと、溶着部の耐圧強度が低下する恐れがあった。
【0005】
そのために、シールされた端部、すなわち集束部での密封性を高め、かつ、強度を高めて端部が損傷を受けにくい包装体を提供することが望まれるが、一方で、端部の強度を高めるために端部を硬く形成すると、複数の包装体を輸送する際に、一の包装体の端部が他の包装体のフィルムを傷付けてしまうことも懸念される。そこで本発明は、集束部での密封性を高め、耐圧強度を高め、かつ、端部が柔らかく形成されて、他の包装体のフィルムを傷付けることのない包装体を製造する包装体製造装置、包装体製造方法及び包装体を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、請求項1に記載の発明に係る包装体製造装置は、例えば図1および図3に示すように、内容物Cが充填された筒状フィルム15aに対して、筒状フィルム15aの長手方向に所定間隔毎の内容物Cの不在部15bを扁平に形成するしごき装置40と;不在部15bを、扁平な面を横断する方向に集束する集束装置70と;集束した不在部15bに沿った第1の面に、第1のテープ120aを供給する第1テープ供給装置90と;不在部15bを第1の面とで挟む第2の面に、第1のテープ120aとは別の第2のテープ120bを供給する第2テープ供給装置90と;第1のテープ120aおよび第2のテープ120bと共に、集束した不在部15bを横断方向に、第1のシール121をする第1シール装置55、65と;第1のテープ120aと第2のテープ120bとを第1のシール121と交差する方向に第2のシール122をする第2シール装置56、66と;第1のテープ120aと第2のテープ120bとを、第2のシール122に対して集束した不在15b部を挟んだ反対側で、第1のシール121と交差する方向に第3のシール123をする第3シール装置57、67とを備える。
【0007】
このように構成すると、端部が2枚のテープと共にシール装置によりシールされ、3辺がシールされた2枚のテープにより端部が囲まれた包装体を製造する包装体製造装置となる。包装体の端部が2枚のテープにより囲まれることにより、包装体内での内容物の移動や加熱処理による体積膨張で内容物の圧力を受けても、テープで端部の変形が抑制されるので、密封性が高く、かつ、耐圧強度の高い包装体となる。更に、テープの3辺がシールされることにより薄く形成されるので、テープの外縁は柔らかくなり、端部で他の包装体のフィルムを傷付けることのない包装体を製造する包装体製造装置となる。なお、第1テープ供給装置と第2テープ供給装置とは、実質的に1台のテープ供給装置であってもよく、第1シール装置、第2シール装置および第3シール装置が実質的に1台のシール装置であってもよい。
【0008】
また、請求項2に記載の発明に係る包装体製造装置は、例えば図2に示すように、請求項1に記載の包装体製造装置1(図1参照)において、第1テープ供給装置391aは第1のテープ120aをΩ字形に保持し、第2テープ供給装置391bは第2のテープ120bをΩ字形に保持する。
【0009】
このように構成すると、2枚のΩ字形のテープの凹面部により不在部を挟み、その両側の平面部で2枚のテープを接触させることができるので、不在部を横断する第1のシールと交差する第2のシールおよび第3のシールをしやすくなる。
【0010】
また、請求項3に記載の発明に係る包装体製造装置は、例えば図2に示すように、請求項2に記載の包装体製造装置において、第1テープ供給装置391aおよび第2テープ供給装置391bが、Ω字形に保持した第1のテープ120aおよび第2のテープ120bを、集束した不在部の方向に移動させるように構成されている。
【0011】
このように構成すると、Ω字形に保持された第1のテープおよび第2のテープを不在部の方向に移動させて挟むことができるので、確実にΩ字形にテープを保持し、かつ、Ω字形に保持されたテープの平面部を互いに接触するまで2枚のテープを近接させることができる。
【0012】
また、請求項4に記載の発明に係る包装体製造装置は、例えば図4(a)に示すように、請求項2または請求項3に記載の包装体製造装置において、第1テープ供給装置190と第2テープ供給装置とが、テープを保持する保持具191a、191bを筒状フィルムの長手方向に2段有する。
【0013】
このように構成すると、2段の保持具でテープを保持するので、テープが適切な位置に保持され、また、形状が安定する。
【0014】
また、請求項5に記載の発明に係る包装体製造装置は、例えば図4(a)に示すように、請求項1ないし請求項4のいずれか1項に記載の包装体製造装置において、第1シール装置155、165と第2シール装置156、166と第3シール装置157、167とが、超音波振動エネルギーにより被溶着物を溶融して該被溶着物を圧着する一つの超音波溶着装置200として構成される。
【0015】
このように構成すると、第1〜第3のシール装置が一つの超音波溶着装置であるので、一度に3辺のシールをすることができ、効率的であり、生産速度を高めることができる。
【0016】
前記目的を達成するため、請求項6に記載の発明に係る包装体製造装置は、例えば図1および図3に示すように、請求項1ないし請求項5のいずれか1項に記載の包装体製造装置において、帯状フィルムFを供給する原反供給装置20と;帯状フィルムFの側縁部を重ね合わせてシールし筒状フィルムF1を成形する縦シール装置13と;筒状フィルムF1に内容物Cを充填する充填装置30と;第1のシールをした部分121で、前記筒状フィルム15aを切断する切断装置80とを更に備える。
【0017】
このように構成すると、原反供給装置から切断装置までを備えるので、帯状フィルムを供給し、筒状フィルムを成形し、内容物を充填し、内容物の不在部を形成し、不在部で集束し、2枚のテープを供給してシールし、シールされた部分で切断する、包装体を一貫製造する包装体製造装置となる。
【0018】
前記目的を達成するため、請求項7に記載の発明に係る包装体製造方法は、例えば図1に示すように、請求項1ないし請求項6のいずれか1項に記載の包装体製造装置1に、帯状フィルムFと充填する内容物Cを供給し、包装体110を製造する。
【0019】
このように構成すると、端部が2枚のテープと共にシール装置によりシールされ、3辺がシールされた2枚のテープにより端部が囲まれた包装体を製造する包装体製造方法となる。包装体の端部が2枚のテープにより囲まれることにより、内容物の圧力を受けても、テープで端部の変形が抑制されるので、密封性が高く、かつ、耐圧強度の高い包装体となる。更に、テープの3辺がシールされることにより薄く形成されるので、テープの外縁は柔らかくなり、端部で他の包装体のフィルムを傷付けることのない包装体を製造する包装体製造方法となる。
【0020】
また、前記目的を達成するため、請求項8に記載の発明に係る包装体製造方法は、例えば図5に示すように、帯状フィルムの側縁部を重ね合わせてシールし筒状フィルムを成形する縦シール工程(St1、St2)と;筒状フィルムに内容物を充填する充填工程(St3)と;内容物が充填された筒状フィルムに対して、筒状フィルムの長手方向に所定間隔毎の内容物の不在部を扁平に形成するしごき工程(St4)と;不在部を、扁平な面を横断する方向に集束する集束工程(St5)と;集束した不在部を挟むように2枚のテープを重ねるテープ供給工程(St6)と;2枚のテープと共に、テープが重ねられた不在部を横断方向に第1のシールをする第1シール工程(St7)と;2枚のテープを、第1のシールと交差する方向に第2のシールをする第2シール工程(St8)と;2枚のテープを、第2のシールに対して集束した不在部を挟んだ反対側で、第1のシールと交差する方向に第3のシールをする第3シール工程(St9)と;第1シール工程でシールされた部分で、筒状フィルムを切断する切断工程(St10)とを備える。
【0021】
このように構成すると、端部が2枚のテープと共にシールされ、3辺がシールされた2枚のテープにより端部が囲まれた包装体を製造する包装体製造方法となる。包装体の端部が2枚のテープにより囲まれることにより、包装体内での内容物の移動や加熱処理による体積膨張で内容物の圧力を受けても、テープで端部の変形が抑制されるので、密封性が高く、かつ、耐圧強度の高い包装体となる。また、テープの3辺がシールされることにより薄く形成されるので、テープの外縁は柔らかくなり、端部で他の包装体のフィルムを傷付けることのない包装体を製造する包装体製造方法となる。更に、筒状フィルムを成形し、内容物を充填し、内容物の不在部を形成し、不在部で集束し、テープを供給してシールし、シールされた部分で切断する、包装体を一貫製造する包装体製造方法となる。
【0022】
更に、前記目的を達成するため、請求項9に記載の発明に係る包装体は、例えば図6に示すように、内容物Cが充填され、端部が集束され、集束された部分を横断するシール111がされてなる筒状フィルム115と;筒状フィルム115に充填されシール111により封入された内容物Cと;筒状フィルム115の集束された部分を挟み、集束された部分を横断するシール111により筒状フィルム115に溶着され、シール111と交差する方向に二つのシール112、113がなされて袋状に形成された2枚のテープ118(118a、118b)とを備える。
【0023】
このように構成すると、端部が2枚のテープと共にシールされ、シールされた端部が2枚のテープにより袋状に囲まれることにより、包装体内での内容物の移動や加熱処理による体積膨張で内容物の圧力を受けても、テープで端部の変形が抑制される、密封性が高く、かつ、耐圧強度の高い包装体となる。また、袋状のテープの開口部以外の3辺がシールされることにより薄く形成されるので、テープの外縁は柔らかくなり、端部で他の包装体のフィルムを傷付けることのない包装体となる。
【発明の効果】
【0024】
本発明によれば、集束した不在部を2枚のテープで挟み、2枚のテープと共に不在部を横断方向に第1のシールをして、更に、2枚のテープを第1のシールと交差する方向に第2のシールをし、第2のシールに対して集束した不在部を挟んだ反対側で第1のシールと交差する方向に第3のシールをするように構成されるので、端部が2枚のテープと共にシールされ、シールされた端部が2枚のテープにより囲まれた包装体を製造することができ、包装体内での内容物の移動や加熱処理による体積膨張で内容物の圧力を受けても、テープで端部の変形が抑制され、密封性が高く、かつ、耐圧強度の高い包装体並びに該包装体を製造する包装体製造装置および包装体製造方法となる。更に、第1のシール、第2のシールおよび第3のシールをされるので、テープの3辺が押圧されつつシールされることにより薄く形成され、そのために、テープの外縁は柔らかくなり、端部で他の包装体のフィルムを傷付けることのない包装体並びに該包装体を製造する包装体製造装置および包装体製造方法となる。
【図面の簡単な説明】
【0025】
【図1】本発明の第1の実施の形態である包装体製造装置を説明する図である。(a)は、本発明の第1の実施の形態である包装体製造装置の全体構成を説明する構成図である。(b)は、集束装置を説明する部分斜視図である。(c)は、テープ供給装置によるテープの供給を説明する部分斜視図である。(d)は、超音波溶着装置を説明する部分斜視図である。
【図2】テープ供給装置を説明する模式図である。(a)は、2つの保持具のうち一が、テープを保持後に回転移動して2つの保持具が互いに対向する位置となるテープ供給装置、(b)は、中子を利用して、保持具の凹面形にシールされた部分を凹面の底にしてテープを置くテープ供給装置、(c)は、対向する方向から2枚のテープが供給されるテープ供給装置を示す。の変形例を説明する斜視図である。
【図3】包装体端部の製造過程を説明する部分斜視図である。(a)(b)は集束された不在部、(c)は2枚のテープで挟まれたところ、(d)は第1のシールがなされたところ、(e)は第2のシールと第3のシールがなされたところ、(f)は切断されたところを示す。
【図4】一度に3辺のシールをする超音波溶着装置を説明する図である。(a)は、超音波溶着装置とテープ供給装置の部分斜視図である。(b)は、(a)に示す装置でシールした包装体端部のシール形状を説明する包装体の部分図である。(c)は、不在部を横断するシールとテープの頂角部のシールとでテープがシールされた包装体の部分図である。
【図5】本発明の第2の実施の形態である包装体の製造方法を説明するフロー図である。
【図6】本発明の第3の実施の形態である包装体を説明する三面図である。
【図7】本発明の第3の実施の形態である包装体のシール形状の変形例を示す包装体の部分図である。
【発明を実施するための形態】
【0026】
以下、図面を参照して、本発明の実施の形態について説明する。なお、各図において、互いに同一又は相当する装置には同一符号を付し、重複した説明は省略する。
【0027】
図1の構成図を参照して、本発明の第1の実施の形態である包装体製造装置1について説明する。図1(a)は、包装体製造装置1の全体構成を示す構成図である。図1(b)は、集束装置70の構成を説明する部分斜視図であり、図1(c)は、テープ供給装置90によるテープの供給を説明する部分斜視図であり、図1(d)は、超音波溶着装置100の構成を示す部分斜視図である。図1(a)の紙面上の上下は実際の鉛直方向の上下に対応し、後述の筒状フィルムF1は図中、上から下に流れるように走行する。すなわち、上が充填包装作業における筒状フィルムF1の走行方向の上流側、下が走行方向の下流側となる。ロール状に巻かれた帯状のフィルムは、原反21として回転自在に支持されている。原反21から引き出された帯状フィルムFは、ガイドローラ22A、22Bに案内されて走行し、フォーミングプレート11に導かれる。この原反21とガイドローラ22A、22Bにより原反供給装置20が構成されている。帯状フィルムの材質は、加熱溶着させるため塩化ビニリデン系樹脂とするのが好ましく、他のオレフィン系樹脂でもよい。また、帯状フィルムは単層としても多層としてもよい。
【0028】
フォーミングプレート11は、上下に開口する円筒形状を有している。また、周方向の一箇所で縦方向に延びる円周方向の隙間をもっている。フォーミングプレート11の上端縁は湾曲傾斜しており、帯状フィルムFは、その内面に沿うように案内されることにより側縁部で重ね合わせ部を持つ連続筒状フィルムF1に形成される。フォーミングプレート11の下流側である下方には、案内筒12が垂下され、筒状フィルムF1はその筒状の形を保ったまま下流に走行案内される。
【0029】
案内筒12に案内された筒状フィルムF1の重ね合わせ部は、縦シール装置13により、押圧されながら溶着され、縦シールされる。縦シール装置13による溶着手段は超音波溶着が好適であるが、これ以外にも抵抗加熱溶着、高周波誘電加熱溶着、レーザー加熱溶着、溶融樹脂滴吹付溶着、その他種々の溶着手段を用いることができる。また、縦シールは、いわゆる合掌貼りシールであってもよいし、封筒貼りシールであってもよい。
【0030】
包装体製造装置1の上部には、縦シールされた筒状フィルムF1に内容物Cを充填するポンプ31とノズル32とを備える充填装置30が設けられている。ノズル32は、フォーミングプレート11の上方に設置されたポンプ31に接続され、先端が案内筒12内へ導入されている。ノズル32の先端は、縦シール装置13より下流側で開口している。なお、ポンプ31は、フォーミングプレート11の上方ではなく、内容物を適宜補充し易い他の位置に設置し、配管によりノズル32と連接されていてもよい。特に、練状食品のように比較的重量のある内容物を充填する場合には、地上に設置された容器に貯留された練状食品を、ポンプによりノズル32の位置に圧送して供給するのがよい。
【0031】
案内筒12及びノズル32の下流側に、送り装置である送りローラ14が設けられている。送りローラ14では、縦シールされた筒状フィルムF1内に内容物Cが充填された筒状フィルム15aを、一対の円柱状の送りローラ14が内容物Cを押圧した状態でフィルムを下方へ連続して狭圧搬送する。
【0032】
送りローラ14の下流側には、しごき装置40が設けられている。しごき装置40のしごきローラ41は、図1において紙面に垂直方向に延びる筒状外面を有し、その直角方向の長さは少なくとも折り幅よりも長いものであり、腕体42により支持されている。なお、「折り幅」とは筒状フィルム15aを扁平にしたときの幅、言い換えれば筒状フィルム15aの円周長の半分の長さをいう。腕体42はその一端42aを中心に揺動可能で、中間部でピン等を介して横部材43が接続されている。一対の横部材43が近接方向に移動すると、一対のしごきローラ41により筒状フィルム15aは狭圧される。横部材43が離間方向へ後退すると、しごきローラ41は筒状フィルム15aを狭圧することはなくなる。このように、走行する筒状フィルム15aに走行方向で所定の距離だけ内容物Cの不在部15bを形成する。しごき装置40は、筒状フィルム15aに内容物Cの不在部15bを扁平に形成できればよく、ローラに限られず、例えば、平らな部材で筒状フィルム15aを両側から押しつぶし、内容物を上下に振り分けるようなものであってもよい。このような押しつぶしも、ここで言う「しごき」の概念に含まれるものとする。
【0033】
しごき装置40の下流側には、超音波溶着装置100が設置される。また、超音波溶着装置100の上下に2組の集束板71a、72a、71b、72bを有する集束装置70が超音波溶着装置100と共に設置される。さらに、筒状フィルム15aとともにシールされ、シールされる部分を補強するテープ120a、120bをシールされる部分に供給するテープ供給装置90が、筒状フィルム15aの中心軸から見て超音波溶着装置100および集束装置70と直交する方向に設置される。
【0034】
図1(b)の部分斜視図に示すように、集束装置70は、組となった集束板71、72(71a、71bをまとめて71と、72a、72bをまとめて72という。)がそれぞれ扁平なフィルムの幅方向にフィルムを挟む。対向した集束板71a(b)、72a(b)は、互いに近接し、次いで離れる往復動をする。この往復動はしごき装置40の往復動とは直交した方向で行われる。すなわち、図1(a)では、集束装置70も紙面上を往復するように描かれているが、実際には紙面に垂直な方向の往復運動をする。集束板71、72には、フィルム側の対向縁にV字状の集束溝が形成されている。対向する集束板71、72が近接したときには、左右の集束板71、72が重なり、それぞれのV字溝の溝底同士で、一つの小さな空間を形成する。V字溝の溝底にU字状の切り欠きを形成すれば、集束板71、72が近接したときに、U字の底同士で円形の空間が形成されるので、好適である。
【0035】
超音波溶着装置100は、ホーン50とアンビル60が、フィルムを挟んで、対向して配置されている。超音波ホーン50およびアンビル60は、集束板71、72の往復動と同じ方向に往復動をする。すなわち、図1(a)の紙面に垂直な方向の往復運動をする。集束装置70の集束板71、72が近接した時に、ホーン50とアンビル60も近接する。ホーン50とアンビル60とは、不在部15bを狭圧するとともにフィルムを溶着して、集束板71、72で集束された不在部15bをシールする。
【0036】
図1(c)の部分斜視図に示すように、テープ供給装置90は、シールされる部分である不在部15bに2枚の補強用のテープ120a、120bを供給する装置である。2枚のテープ120a、120bは、不在部15bの集束された方向に鉛直な面に沿って集束される。テープ120aとテープ120bとが供給される面は、不在部15bを挟んだ反対側の面となる。
【0037】
ここで、図2(a)〜(c)の模式図を参照して、テープ供給装置90の詳細を説明する。ただし、テープ供給装置90は、2枚のテープを不在部15bに供給する他の構成であってもよく、図2に示す構成には限られない。また、図2に示すテープ供給装置では、いずれもテープをΩ字形に保持するが、テープを平面のまま保持しても、他の形状で保持してもよい。
【0038】
図2(a)に示すテープ供給装置390では、1枚のテープ120aは、一対の円筒形の送りローラ393aにより挟圧され定量的に送られ、円筒形のガイドローラ393cにより送り方向を調整された後、テープカッター396aで所定の長さに切断され、テープ保持具397aで保持される。テープ保持具397aのテープ120aを保持する面には、不図示の吸引口が設けられ、テープ120aを吸引することにより、テープ120aを保持具397aの面の形状に形成しつつ、保持する。吸引口は、不図示の吸引ポンプに連接され、空気を吸引することによりテープ120aを真空吸着する。保持具397aのテープ120aを保持する面394aは、Ω形をしている。平面とその平面に形成された凹面形の面とによりテープ120aを保持する。その窪んだ凹面形中に、不在部15bを通す構造となっている。他の1枚のテープ120bは、テープ120aと同様に、送りローラ393bにより定量送られ、ガイドローラ393dにより送り方向を調整された後、テープカッター396bで所定の長さに切断され、テープ保持具397bで保持される。テープ保持具397bは、テープ保持具397aと同様に、テープ120bを保持する面394bによりテープ120bをΩ形に形成しつつ保持する。ここで、2枚のテープ120a、120bの送りローラ393a、393bおよびテープカッター396a、396bの設置スペースを確保するために、保持具397aと保持具397bとは離間した位置でそれぞれテープ120a、120bを保持する。そこで、保持具397bは、円筒形の回転体398の外周に付設されており、回転体398がその軸399廻りに回転することにより、移動する。すなわち、図2(a)に示すように、テープ120bを保持する保持具397bは、テープ120aを保持する保持具397aと中心軸399に対して90度の位置にある。すなわち、テープ120bは回転されることにより、不在部15bの方向に移動される。そして、回転体398が図2(a)の矢印方向に90度回転することにより、テープ120bを保持する保持具397bが保持具397aに対面する位置に移動する。そして、保持具397aが保持具397b側にせり出すことにより、2枚のテープ120a、120bの凹面形の部分で不在部15b(図1参照、以下同じ)を囲むことができる。
【0039】
このように、テープ供給装置390を構成することにより、第1のテープ供給装置391a、第2のテープ供給装置391bの保持具397a、397bで2枚のテープ120a、120bを確実にΩ字形に保持し、その上で、2つの保持具391a、391bが不在部15bを2枚のテープ120a、120bで挟み第1のシールをしやすくすると共に、2枚のテープ120a、120bの端部を重ね合わせてシール(第2のシールおよび第3のシール)し易くすることができる。また、片側から2枚のテープ120a、120bを供給できるので、包装体製造装置1の作業員のスペースを確保しつつ、2枚のテープを供給することができる。
【0040】
また、図2(b)に示すテープ供給装置490では、送りローラ493a、493bにより定量的に送られ、ガイドローラ493c、493dにより送り方向を調整された2枚のテープ120a、120bは、中子498の両側に別れ、中子498の外形に沿った形になる。中子498は、テープ120a、120bの供給される側に尖端を有する楕円筒形をしている。そこで、テープカッター496により2枚のテープ120a、120bを所定の長さに切断する。切断するのとほぼ同時に、2枚のテープ120a、120bが重なっている部分であって、切断する位置より中子498側の近傍をテープ120a、120bの幅に亘って、シーラー499でシールする。シールは、超音波溶着、抵抗加熱溶着、高周波誘電加熱溶着、レーザー加熱溶着、その他種々の溶着でよい。なお、シールした後に、テープ120a、120bを切断してもよい。その後、中子498が切断・シールされたテープ120a、120bと共に、90度回転し、保持具497に嵌入する。保持具497は、中子498の外形と嵌め合いとなる凹面形494を有しており、中子498が嵌入すると、中子498の外周に沿っているテープ120a、120bを凹面形494で保持する。テープ120a、120bが保持具497で保持されると、中子498は後退し、保持具497で保持され凹面形となったテープで囲まれた領域に空間が形成され、保持具497がその空間に筒状フィルム15aの不在部15bを納めるように、テープ120a、120bを移動させる。
【0041】
テープ供給装置490をこのように構成することにより、予め1端がシール(第2のシール)され接合された2枚のテープ120a、120bを凹面形に形成し、その中に不在部15bを入れ、そこで、第1のシールと第3のシールを施すことができる。また、片側から2枚のテープ120a、120bを供給できるので、包装体製造装置1の作業員のスペースを確保しつつ、2枚のテープを供給することができる。更に、テープ装置390に比べ、送りローラ493a、493bやガイドローラ493c、dのためのスペースを狭くすることができる。一方、テープ装置390では、テープ供給装置490に比べ、中子498の複雑な動きが不要であり、テープ供給装置としての機構が単純になる。
【0042】
図2(c)に示すテープ供給装置590では、2枚のテープ120a、120bを送りローラ593a、593bおよびガイドローラ593c、593dで保持具597a、597bに送り、所定の長さとなるように、テープカッター596a、596bで切断する。切断されたテープ120a、120bは、保持具597aおよび597bのΩ字形の面594a、594bでΩ形に保持される。保持具597a、597bで保持されたΩ字形のテープ120a、120bの凹面形となった部分に筒状フィルム15aの不在部15bが納まる。そこで、保持具597aおよび597bを互いに近接するように移動し、不在部15bにテープ120a、120bを重ねる。
【0043】
テープ供給装置590をこのように構成することにより、テープ供給装置390と同様に、第1のテープ供給装置591a、第2のテープ供給装置591bの保持具597a、597bで2枚のテープ120a、120bを確実にΩ字形に保持し、その上で、2つの保持具597a、597bが不在部15bを2枚のテープ120a、120bで挟み第1のシールをしやすくすると共に、2枚のテープ120a、120bの端部を重ね合わせてシール(第2のシールおよび第3のシール)し易くすることができる。また、テープ供給装置390に比べて単純な構成で2枚のテープを供給するテープ供給装置590が提供される。
【0044】
テープの寸法等は、包装体の設計仕様に合わせて適宜決めることができるが、テープの幅は10〜100mm、厚さは10〜300μmとするのが好適である。テープは必要に応じて複数枚重ねられてもよい。また、テープの材質は塩化ビニリデン系樹脂とするのが好ましいが、オレフィン系樹脂であってもよい。また、テープは、単層あるいは多層からなる構成としてよい。テープの材質はフィルムの材質と同じであることが好ましいが、溶着可能な異なる材質であってもよい。
【0045】
図1(d)に示すように、超音波溶着装置100は、ホーン50とアンビル60とを有し、ホーン50とアンビル60とで被溶着物である筒状フィルム15a(図1(c)参照)の不在部15b(図1(c)参照)および2枚のテープ120a、120b(図1(c)参照)を挟み、超音波エネルギで圧着する。ホーン50は、水平方向に長い圧着面を有するホーン55、および、ホーン55の両端に、鉛直方向に長い圧着面を有する2つのホーン56、57を有する。アンビル60は、水平方向に長い圧着面を有するアンビル65、および、アンビル65の両端に、鉛直方向に長い圧着面を有する2つのアンビル66、67を有する。ホーン55とホーン56、57とはH字形の圧着面55a、56a、57aを形成する。同様に、アンビル65とアンビル66、67とはH字形の圧着面65a、66a、67aを有する。ホーン55、ホーン56およびホーン57は、別々に製造されたホーンを組み合わせてもよいし、組み合わせた上で互いに一体化してもよいし、あるいは、一体として製造されてもよい。また、アンビル65、アンビル66およびアンビル67は、別々に製造されたアンビルを組み合わせてもよいし、組み合わせた上で互いに一体化してもよいし、あるいは、一体として製造されてもよい。しかし、本実施の形態の包装体製造装置1では、水平方向のホーン55とアンビル65とは、ホーン56、57、アンビル66、67と別体とし、テープ供給装置90で2枚のテープ120a、120bを保持しつつ、ホーン55、アンビル65で第1のシールをし、その後、保持具でのテープ120a、120bの保持を止め、保持具を不在部15bから後退させた後に、ホーン56とアンビル66で第2のシールをし、ホーン57とアンビル67で第3のシールをする構成となっている。
【0046】
超音波溶着装置100の代わりに、テープと共に集束された不在部15bを横断する第1のシールと、第1のシールと交差する方向である縦断方向の2本の第2のシールおよび第3のシールとを施すように構成された、抵抗加熱溶着装置、高周波誘電加熱溶着装置、レーザー加熱溶着装置、その他種々の溶着装置を用いることができる。
【0047】
集束装置70、テープ供給装置90および超音波溶着装置100より、不在部15bを形成した所定の間隔分、すなわち、1つの包装体110分の長さだけ下流側に、切断装置80が設けられている。切断装置80は一対のカッター81を備える。カッター81は板状であり、切断されるフィルム(不在部15b)が存在する側に鋭利な刃部が設けられている。カッター81も、集束装置70および超音波溶着装置100と同様に、往復動をする。カッター81の往復動も、超音波溶着装置100および集束装置70と同様に、図1(a)の紙面に垂直な方向の往復動をする。したがって、共通の駆動装置(不図示)により駆動する構成とするのが、構成が単純化されて好ましい。
【0048】
また、集束装置70、テープ供給装置90および超音波溶着装置100並びに切断装置80は、筒状フィルム15aが下方に送られるのと同じ速さで下方に移動しつつ不在部15bを集束し、テープを供給してシールすると共に切断し、切断した後、不在部15bを開放して上の位置に戻る、いわゆる「拝み運動(ボックスモーション)」をするのが好ましい。そこで、集束装置70、テープ供給装置90および超音波溶着装置100並びに切断装置80が、共通の上下に移動する架台(不図示)上に設置されると、構成が簡単になる。
【0049】
続いて、図1に示す本発明の第1の実施の形態である包装体製造装置1を用いた包装体110の製造について説明する。帯状フィルムFは原反21から所定の速度で引き出され、ガイドローラ22A、22Bにより所定の張力をかけられて、走行案内され、フォーミングプレート11に到達する。
【0050】
フォーミングプレート11に到達した帯状フィルムFは、側縁部で重ね合わせ部を持つ筒状に形成され、縦シール装置13によって重ね合わせ部が溶着される。このようにして、縦シールされた筒状フィルムF1が形成される。この筒状フィルムF1内には、ポンプ31からノズル32を経て内容物Cが充填される。内容物Cが充填された筒状フィルム15aは、送りローラ14によって下流側へ搬送される。一対の送りローラ14は、筒状フィルム15aを局部的に押しつぶすように狭圧して搬送するが、押しつぶされた筒状フィルム15aは、送りローラ14の位置を通過した後は内容物Cによる内圧により元の筒形に復帰する。
【0051】
筒状フィルム15aは、一対のしごきローラ41により間けつ的に所定の長さにわたり狭圧され、内容物Cのない不在部15bが所定の間隔をもって形成される。
【0052】
ここで、図1に加え図3の部分斜視図をも参照して、包装体の集束、シールおよび切断について説明する。図3(a)に示すように、扁平にされた不在部15bを扁平な面を横断する方向に集束装置70にて集束する。図3(b)に示すように、集束されることにより不在部15bは細くまとめられる。
【0053】
次に、図3(c)に示すように、2枚のテープ120a、120bが、集束された不在部15bを挟むように、不在部15bを挟んだ反対側の面に供給される。
【0054】
次に、ホーン50とアンビル60により、テープ120a、120bと不在部15bを挟み、溶着する。例えば、図3(d)に示すように、ホーン55とアンビル65とで、第1のシール121が施される。このシールにより、筒状フィルム15aの長手方向での内容物、および、空気や水分の流通が封止される。よって、密封性の包装体110となる。また、2枚のテープ120a、120bが不在部15bと一体にシールされる。したがって、2枚のテープ120a、120bは、テープ供給装置90で保持されることなく、所定の位置に留まる。そこで、テープ120a、120bを保持しているテープ供給装置90の保持具は、不在部15bから後退する。
【0055】
図3(e)に示すように、保持具が後退した後に、ホーン56とアンビル66とで、第2のシール122を、ホーン57とアンビル67とで、第3のシール123を施す。第2のシール122と第3のシール123を施すことにより、テープ120a、120bは開口部を包装体の内容物を含む方向に向けた袋状となる。すなわち、テープの鉛直下側(筒状シール15aの下流側)で下方に開口した袋124とテープの鉛直上側(筒状シール15aの上流側)で上方に開口した袋125の2つの袋となる。なお、第1のシール121、第2のシール122および第3のシール123とが施される順序は、上記に限られず、どのシールが先でもよく、あるいは、同時でもよい。
【0056】
ここで、ホーン55とアンビル65が圧着するのは、集束された不在部15bを2枚のテープ120a、120bが挟んだものである。一方、ホーン56とアンビル66とが、および、ホーン57とアンビル67とが圧着するのは、2枚のテープ120a、120bだけである。よって、ホーン55とアンビル65で圧着するものの方が厚くなる。そこで、アンビル66、67の圧着面66a、67aを、アンビル65の圧着面65aよりも、ホーン56側に張り出させる。アンビル66、67の圧着面66a、67aが張り出すことにより、より薄い被溶着物(テープ120a、120b)を所定の押圧で圧着することができる。また、より厚い被溶着物(集束された不在部15bとテープ120a、120b)への押圧が大き過ぎて、シール後に薄くなり過ぎ、耐圧強度が小さくなることがない。なお、圧着面の位置の調整はホーン55の圧着面55aとホーン56、57の圧着面56a、57aで行ってもよい。
【0057】
図3(f)に示すように、超音波溶着措置100にて第1のシール121、第2のシール122および第3のシール123が施された後、筒状フィルム15aは切断装置80により第1のシール121をされた部分で切断される。切断されることにより、1本の包装体110となり、包装体製造装置1から搬出され、例えばボイルやレトルトなどの必要な処理を経て、製品として出荷される。また、テープ120a、120bは、2つの袋123、124の底で切断されることになるので、それぞれが包装体110の端部を囲む袋となる。
【0058】
以上のように、本発明の第1の実施の形態である包装体製造装置1によれば、包装体110の端部のシールされた部分が、2枚のテープ120a、120bの袋に囲まれることになる。シールされた部分が袋で囲まれることにより、例えばボイルして内容物Cが膨張し、かつ、フィルムが収縮するときのように、内容物Cにより包装体110に内圧が作用した場合において、シールされた部分の変形は2枚のテープ120a、120bの袋により抑止される。したがって、シールされた部分のフィルムに作用する応力は低減され、シールされた部分が損傷を受けにくい包装体となる。すなわち、耐圧強度が高められることになる。更に、テープを筒状フィルムと一体にシールする従来の包装体では、調理のため特にボイル加熱される包装体においては、テープが捲くれ、外観を損ねることが多かったのに対し、テープを袋状とすることで捲くれることを防止することができる。加えて、袋状の2枚のテープ120a、120bの外縁にシール121、122、123が施されるので、2枚のテープ120a、120bの外縁が薄くなる。すなわち、袋の外縁が柔らかくなり、端部により他の包装体を損傷する恐れがなくなる。
【0059】
ここまでは、H字形の圧着面を有するホーン50とアンビル60とを備える超音波溶着措置100にて第1〜3のシール121〜123を施す実施例について説明したが、ホーン、アンビルの圧着面の形状はH字形に限られない。
【0060】
集束して横断(第1の)シールすることにより包装体としての密封が得られる場合には、図4(a)の部分斜視図に示すように、H字形のホーン150とアンビル160とに切欠きを設けてもよい。ホーン150の第2のシール用ホーン156と第3のシール用ホーン157とに、第1のシール用ホーン155と接続する部分の上下に切欠きを設ける。同様に、アンビル160の第2のシール用アンビル166と第3のシール用アンビル167とに、第1のシール用アンビル165と接続する部分の上下に切欠きを設ける。その結果、ホーン150の圧着面155a、156a、157aおよびアンビル160の圧着面165a、166a、167aはH字形の縦棒を破線とした形状となる。このように切欠きを設けることにより、テープ供給装置190でテープを保持したままの状態で、図4(b)の部分図に示すように3辺のシール221、222、223を一度に施すことができる。すなわち、ホーン150、アンビル160が近接する場合に、保持具191a、191bは、ホーン150、アンビル160の切欠きの位置にある。そのために、ホーン150、アンビル160と保持具191a、191bとが機械的に干渉することがなく、保持具191a、191bが不在部15b側にせり出したままで、ホーン150とアンビル160とにより不在部15bおよびテープをシールすることができる。なお、図4(a)では、1組の保持具191a、191bのみを示すが、超音波溶着シール装置200を挟んで反対側にも1組の保持具があり、テープを保持する。また、図4(a)に示すように、1枚のテープを上下2段の保持具191a、191bで保持することにより、テープの形状および位置が一定となる。よって、テープによる包装体の端部の集束部の密封性および耐圧強度を高める効果が、安定する。
【0061】
シールされた部分は、図4(b)に示すように、不在部15bを横断する方向の第1のシール221と、第1のシール221と交差する方向で破線状に延びる第2のシール222と第3のシール223とにより構成されることになる。このように、途中でシールなされていない部分を含んでいても、シールされた部分の並んでいる方向を、シールの方向とする。なお、H字形のホーン150およびアンビル160の切欠きは、第1のシール用ホーン155および第1のシール用アンビル165の上側あるいは下側1箇所だけに設けてもよい。この場合には、テープ供給装置190は一対の1段の保持具を有することになる。
【0062】
あるいは、図4(c)に示すように、不在部15bを横断する第1のシール321と、テープの頂角部をシールする第2のシール322および第3のシール323とで、テープ120a、120bを袋状に形成してもよい。厳密には袋の側面が完全に閉じられていないが、このような形状も、袋の底が閉じられ、頂角部が閉じられているので、袋を形成する。また、1つの側面上の2つの頂角のシール322、323は、該側面の方向のシールとする。
【0063】
上述のように、3辺のシール221〜223、321〜323を一度に施すことができるように構成することで、ホーン150の各圧着部材155、156、157を一体で形成し、アンビル160の各圧着部材165、166、167を一体で形成することができる。また、一体として動作させることにより、超音波溶着装置200の動作機構を単純化できると共に、一度のシールで3辺をシールできるため、シール時間が短縮され、包装体製造装置1全体としての作業効率も向上する。
【0064】
続いて、図5のフロー図を参照して、本発明の第2の実施の形態である包装体110の製造方法について説明する。ここでは、本発明の第1の実施の形態である包装体製造装置1(図1参照)に限られず、いかなる製造装置により包装体を製造してもよい。まず、帯状フィルムをフォーミングプレート等により側縁部を重ね合わせて筒状に形成して筒状フィルムを形成する(ステップSt1)。筒状フィルムの側縁部の重ね合わせ部を縦シールすることにより、縦シールされた筒状フィルムを成形する(ステップSt2)。そして、筒状フィルムの中に、筒状フィルム中に挿入したノズルから内容物を充填する(ステップSt3)。
【0065】
内容物を充填した筒状フィルムをしごくことにより、所定の間隔をもって、所定の長さを有する内容物のない不在部を扁平に形成する(ステップSt4)。形成した不在部を、扁平な面に沿った方向に集束する(ステップSt5)。集束して細くなった不在部に2枚のテープを重ねる(ステップSt6)。2枚のテープで、不在部を挟む。
【0066】
不在部の中央部で、2枚のテープと共に不在部を横断方向にシール(第1のシール)する(ステップSt7)。このシールにより、テープと不在部とは一体になり、また、筒状フィルムの長手方向での内容物、および、空気や水分の流通が封止される。よって、密封性の包装体となる。
【0067】
2枚のテープの重なっている端の部分を閉じるように、第1のシールに交差する方向、すなわちテープを縦断する方向に第2のシールをし(ステップSt8)、更に、第2のシールとは不在部を挟んだ反対側でテープを縦断する方向に第3のシールをする(ステップSt9)。縦断方向の第2のシールおよび第3のシールとで、テープは不在部を挟んだ両側がシールされることになる。そして、横断シールと併せて、テープは内容物が充填された筒状フィルム方向に開口した、底がつながった2つの袋状となる。なお、第1〜第3のシールは、いずれが先にシールされてもよく、あるいは、同時にシールされてもよい。
【0068】
次に、第1のシールがされた部分で切断され、1本の包装体となる(ステップSt10)。第1のシールがされた部分で切断されるので、テープは端部のシールされた部分を囲む2つの袋となる。
【0069】
上記の作業(ステップSt1〜St10)の間、フィルムは連続的に送り続けられる(St20)。すなわち、テープの重ね合わせ(ステップSt6)も、第1のシール(ステップSt7)も、第2のシール(ステップSt8)も、第3のシール(ステップSt9)も、フィルムを送りながら作業する。
【0070】
上述の本発明の第2の実施の形態である包装体の製造方法によれば、テープが包装体の端部のシールされた部分を囲む袋となることで、シールされた部分の内圧による変形を抑え、シールされた部分を補強する効果を有することとなる。すなわち、密封性が高く、耐圧強度の高い包装体の製造方法となる。更に、第1のシール、第2のシール、第3のシールにより、袋状となったテープの開口部以外の3辺がシールされた部分となり、これらの外縁部は、シールされることにより薄く形成されるので、柔らかく、輸送中等に包装体の端部により他の包装体を損傷する恐れがなくなる。
【0071】
なお、上記の説明では省略したが、テープ供給装置390、490、590も溶着装置100等と共にボックスモーションをしている。そのためにテープ120a、120bの供給元のロール(不図示)とテープ供給装置390、490、590との間では、テープ120a、120bにボックスモーションに追随できるだけの遊びが必要であり、それだけ大きなスペースがテープ供給装置390、490、590の廻りに必要になる。そこで、作業員の作業スペース等の確保が重要となる。そのために、テープ供給装置390、490のように片側からテープ120a、120bを供給することが要求されることがある。
【0072】
続いて、図6を参照して本発明の第3の実施の形態である包装体110について説明する。図6(a)は包装体110の正面図、図6(b)は包装体110のフィルム115が縦シールされた方向から見た図(上面図)、図6(c)は包装体110を長手方向から見た図(側面図)である。内容物Cを包んでいる筒状フィルム115は、帯状フィルムの側縁部が重ね合わせられ、縦シールされて成形されている。縦シール部114に沿って、重ね合わせられた余剰分117が筒状フィルム115に重なっている。フィルム115の材質は塩化ビニリデン系樹脂であるが、これ以外のオレフィン系樹脂であってもよく、フィルム115は単層であっても多層であってもよい。
【0073】
フィルム115の長手方向端部116は集束され、シールされると共に、2枚のテープ118a、118bで囲まれている。テープ118a、118bは、フィルム115の集束された端部116を挟んで囲み、その外縁をシールして(111、112、113)、袋状としている。すなわち、集束して細くなった端部をテープ118a、118bで挟み、包装体110の長手方向の末端111をシールし、また、挟んで重ねた側部112、113をシールする。長手方向の末端のシール111では、フィルム115と共にシールされ、包装体110の端部を密封している。テープ118a、118bの材質は塩化ビニリデン系樹脂であることが好ましいが、これ以外のオレフィン系樹脂であってもよく、テープ118a、118bは単層であっても多層であってもよい。また、テープ118a、118bの材質はフィルム115の材質と同じであることが好ましいが、溶着可能な異なる材質であってもよい。
【0074】
2枚のテープ118a、118bは袋状となることにより、内容物Cの膨張あるいはフィルム115の収縮により、内圧が作用した場合に、フィルム115の端部116が変形することを抑制する。すなわち、密封性が高く、耐圧強度を高めた包装体110となる。また、テープが捲くれて外観を損ねることのない包装体となる。更に、袋状となったテープ118a、118bの3辺111、112、113がシールされ、結果として薄く形成されているので、柔らかくなっており、輸送中等に他の包装体をテープ118a、118bの端部で損傷することがない。なお、内容物Cは代表的にはソーセージやスティックチーズ等であるが、これ以外の食品でもよいし、食品以外の例えばコーキング材などの建築資材や化粧品等であってもよい。
【0075】
図7に筒状フィルム115および2枚のテープ118a、118bのシール111、112、113の形状の変形例を示す。図7(a)に示す例は、末端の横断するシール111を末端から少し内側にずらした例である。このように、シールされ薄く形成された部分が外縁に位置していなくても、その外縁に位置しているシールされていないテープ118a、118bの幅が狭い場合には、他の包装体を損傷するほどの強度を有することがない。図7(a)に示すように、切断位置からずれたシールを有する包装体を前述の包装体製造装置1を用いて、あるいは、前述の包装方法により製造する場合には、第1のシールが2本の平行に施されたシール部からなり、その2本の第1のシール部の間で筒状フィルムを切断する。
【0076】
図7(b)に示す例は、横断するシール111に加え、シール111に交差する方向の2つのシール112、113を外縁から少し内側にずらした例である。図7(c)に示す例は、3辺のシール111、112、113共に外縁から少し内側にずれ、外縁に達するシール部分のない例である。図7(d)に示す例は、シール112、113だけを少し内側にずらした例である。いずれの例においても、テープ118a、118bは袋状に形成され、耐圧強度が高められる。また、シールされ薄く形成された部分が外縁に位置していなくても、その外縁に位置しているシールされていないテープ118a、118bの幅が狭い場合には、他の包装体を損傷するほどの強度を有することがない。
【0077】
図7(e)に示す例は、図7(a)に示す例において、横断するシール111を直線状ではなく、内圧に対する膨らみに対応するように曲線状にしたものである。このように曲線にすることにより、内圧がシール111により均一に作用することになり、耐圧強度が向上する。シール形状は、これらの変形例を組み合わせたもの、あるいは、その他の形状でもよく、上記に限られない。
【実施例1】
【0078】
以下に、本発明に係る包装体を製造し、シール部の硬さに注目して、シール部が包装体に一般的に用いられるフィルムと同じ塩化ビニリデン系樹脂フィルムに傷を付けるか否かを実測し、本発明の効果を確認した結果を説明する。包装体用筒状フィルムの素材は、塩化ビニリデン系樹脂の厚さ40μmのフィルムを使用し、テープの素材は筒状フィルムと同じ塩化ビニリデン系樹脂とし、2枚のテープの形状はそれぞれ長さ12mm、幅16mm、厚さ80μmのものを使用した。2枚のテープで包装体の集束した端部を挟み、3辺を超音波溶着した。包装体は、直径20mm、長さ150mmとし、魚肉ソーセージ用エマルジョンを内容物として充填し、沸騰水中20分間のボイル処理を行い製造した。
【0079】
なお筒状フィルムとテープに対し超音波溶着によりシールを施す条件としては、振動周波数15〜50kHz、振動子の振幅5〜35μm、公称出力300〜600Wとするのが好適であり、より好ましくは、振動周波数40kHz、振動子の振幅5〜15μm、公称出力300Wである。そこで、振動周波数40kHz、振動子の振幅15μm、公称出力300Wとしてシールを行った。ただし、公称出力と振動周波数は、労働安全衛生上の規制範囲内であれば、任意の値とすることができる。
【0080】
上記の包装体を、弛みなく張った厚さ40μmの塩化ビニリデン系樹脂フィルム(呉羽化学工業株式会社製、商品名:クレハロンフィルム)に対し、1mの高さから長手方向端部すなわちシール部の1を下方に向けて自然落下させた。そして、包装体の衝突により、上記のフィルムにフィルムの裂けやピンホールなどの損傷が生じたかを目視判定した。検体数は50本とし、フィルムに損傷を生じさせた検体を不良品検体とした。
【0081】
本発明に係る包装体では、フィルム裂けあるいはピンホールが目視されず、不良品検体の数は0(零)であった。2枚のテープのシール部が薄く形成され、柔らかいので、3辺がシールされたテープを有する包装体端部が他の包装体のフィルムを傷付けることがない効果を確認することができた。
【0082】
(比較例1)
本発明の効果を比較するために、集束した不在部15b(図3参照)の一の面だけに1枚の平面のフィルムを重ね、超音波溶着により集束部を横断する第1のシールのみを施し、他は、実施例1と同様にして包装体を製造した。この包装体50本につき、上記と同様に、不良品検体を判定した。その結果、フィルムにピンホールを生じさせた2本の不良品検体が見出された。なお、フィルム裂けを生じさせた不良品検体はなかった。すなわち、テープを重ね、横断方向の(第1の)シールを施すだけでは、他の包装体のフィルムを傷付ける可能性があることが判明した。
【0083】
(比較例2)
また、補強のためのテープを用いずに、超音波溶着により集束した不在部15b(図3参照)だけを横断する第1のシールを施し、他は、実施例1と同様にして包装体を製造した。この包装体50本につき、上記と同様に、不良品検体を判定した。その結果、フィルム裂けを生じさせた不良品検体1本、フィルムにピンホールを生じさせた不良品検体3本が見出された。すなわち、テープを用いない包装体においても、他の包装体のフィルムを傷付ける可能性があることが判明した。
【符号の説明】
【0084】
C 内容物
F 帯状フィルム
F1 筒状フィルム
1 包装体製造装置
11 フォーミングプレート
12 案内筒
13 縦シール装置
14 送りローラ
15a 筒状フィルム
15b 不在部
20 原反供給装置
21 原反
22A、22B ガイドローラ
30 充填装置
31 ポンプ
32 ノズル
40 しごき装置
41 しごきローラ
42 腕体
43 横部材
50、150 ホーン
55、155 第1のシール用ホーン
56、156 第2のシール用ホーン
57、157 第3のシール用ホーン
55a、56a、57a、155a、156a、157a ホーンの圧着面
60、160 アンビル
65、165 第1のシール用アンビル
66、166 第2のシール用アンビル
67、167 第3のシール用アンビル
65a、66a、67a、165a、166a、167a アンビルの圧着面
70 集束装置
71、72(a、b) 集束板
80 切断装置
81 カッター
90、190、390、490、590 テープ供給装置
191a、191b 保持具
100、200 超音波溶着装置
110 包装体
111、112、113 (テープの)シールされた部分
114 縦シール部
115 フィルム
116 (フィルムの)端部
117 フィルムの重ね合わせられた余剰分
118a、118b テープ
120a 第1のテープ
120b 第2のテープ
121、221、321 第1のシール部
122、222、322 第2のシール部
123、223、323 第3のシール部
124、125 テープで形成された袋
391a、591a 第1テープ供給装置
391b、591b 第2テープ供給装置
393a、393b、493a、493b、593a、593b 送りローラ
393c、393d、493c、493d、593c、593d ガイドローラ
394a、394b、494、594a、594b (保持具の)Ω形/凹面形の面
396a、396b、496、596a、596b テープカッター
397a、397b、497、597a、597b 保持具
398 回転体
399 (回転体の)軸
498 中子
499 シーラー
【特許請求の範囲】
【請求項1】
内容物が充填され、端部が集束され、該集束された部分を横断するシールがされてなる筒状フィルムと;
前記筒状フィルムに充填され前記シールにより封入された内容物と;
前記筒状フィルムの集束された部分を挟み、前記集束された部分を横断するシールにより前記筒状フィルムに溶着され、前記シールと交差する方向に二つのシールがなされて袋状に形成された2枚のテープとを備える;
包装体。
【請求項1】
内容物が充填され、端部が集束され、該集束された部分を横断するシールがされてなる筒状フィルムと;
前記筒状フィルムに充填され前記シールにより封入された内容物と;
前記筒状フィルムの集束された部分を挟み、前記集束された部分を横断するシールにより前記筒状フィルムに溶着され、前記シールと交差する方向に二つのシールがなされて袋状に形成された2枚のテープとを備える;
包装体。
【図1】



【図2】
【図3】

【図4】

【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−235211(P2010−235211A)
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願番号】特願2010−167421(P2010−167421)
【出願日】平成22年7月26日(2010.7.26)
【分割の表示】特願2004−257342(P2004−257342)の分割
【原出願日】平成16年9月3日(2004.9.3)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願日】平成22年7月26日(2010.7.26)
【分割の表示】特願2004−257342(P2004−257342)の分割
【原出願日】平成16年9月3日(2004.9.3)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
[ Back to top ]