
包装体
【課題】シュリンクフィルムを使用しない包装体であって、使用時における被包装物の個別の抜き取りを可能としながら、販売時における被包装物の抜け落ちを抑制できる包装体を提供することである。
【解決手段】包装体10は、ストレッチフィルムを筒状に形成してなり、各容器20にそれぞれ装着される複数の筒状ラベル11と、各筒状ラベル11を接合する接合部15a,15bを含む保持部材12とを備える。筒状ラベル11は、巻き締め部24を覆い、巻き締め部24を超えて天面部21の少なくとも周縁を覆って装着されることが好適である。
【解決手段】包装体10は、ストレッチフィルムを筒状に形成してなり、各容器20にそれぞれ装着される複数の筒状ラベル11と、各筒状ラベル11を接合する接合部15a,15bを含む保持部材12とを備える。筒状ラベル11は、巻き締め部24を覆い、巻き締め部24を超えて天面部21の少なくとも周縁を覆って装着されることが好適である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装体に関し、より詳しくは、複数の被包装物をまとめて包装する包装体に関する。
【背景技術】
【0002】
缶ビールや缶コーヒー等の複数の被包装物が一列又は複数列に並んだ状態で、被包装物の天面部、側面部、及び底面部を包み込むように包装した紙製のマルチパック包装体(クラスターパックとも称される)が使用されている(例えば、特許文献1参照)。また、複数の被包装物をまとめて包装する形態として、シュリンクフィルムを用いた包装体も知られている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2011‐088660号公報
【特許文献2】実開平4‐128263号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、紙製のマルチパック包装体では、列の端に配置された被包装物が販売時に容易に抜け落ちることがある。また、この包装体を開封すると、複数の被包装物がバラバラの状態となるため、例えば、1つの被包装物を使用する場合であっても、複数の被包装物が集合した包装形態の解体を余儀なくされる。
【0005】
シュリンクフィルムを用いた包装体では、被包装物の抜け落ちを抑制できるが、マルチパック包装体と同様に、開封により複数の被包装物がバラバラの状態となる。また、シュリンクフィルムの熱収縮過程で熱風ヒーター等の加熱装置を使用するため、設備が大掛かりとなり、また、製造工程において大電力を必要とする。
【0006】
即ち、本発明の目的は、シュリンクフィルムを使用しない包装体であって、被包装物の個別の抜き取りを可能としながら、販売時における被包装物の抜け落ちを抑制できる包装体を提供することである。
【課題を解決するための手段】
【0007】
本発明に係る包装体は、複数の被包装物をまとめて包装する包装体であって、ストレッチフィルムを筒状に形成してなり、各被包装物にそれぞれ装着される複数の筒状ラベルを備え、各筒状ラベルが接合部により互いに結合されていることを特徴とする。
【0008】
当該構成によれば、複数の被包装物をまとめて包装することができる。包装体は、各被包装物にそれぞれ装着されるストレッチフィルムからなる筒状ラベルを備えているため、その伸縮性により、販売時においては各被包装物を締め付けて強く保持し、使用時においては必要な数の被包装物を個別に抜き取ることができる。また、筒状ラベルはストレッチフィルムからなるので、シュリンクフィルムとは異なり、熱収縮させることなく簡易に、被包装物の保持及び抜き取りが可能となる。
【0009】
本発明に係る包装体において、被包装物は、第1の端面部と、第1の端面部に対向配置される第2の端面部と、第1の端面部と第2の端面部とをつなぐ側面部とを含み、筒状ラベルは、第1の端面部の少なくとも周縁から側面部の中途部に亘って装着されていることが好ましい。
或いは、被包装物は、第1の端面部と、第1の端面部に対向配置される第2の端面部と、第1の端面部と第2の端面部とをつなぐと共に、周方向に段差部が形成された側面部とを含み、筒状ラベルは、側面部の段差部を覆って装着されていることが好ましい。また、側面部の段差部が、第1の端面部の近傍に形成される場合に、筒状ラベルは、第1の端面部の少なくとも周縁から側面部の中途部に亘って装着されることが好ましい。
【0010】
当該構成では、筒状ラベルが第2の端面部にかからず側面部の中途部まで設けられている。このため、包装体から被包装物を抜き取る際には、筒状ラベルで被覆されていない被包装物の露出部を把持して被包装物を回転させるようにして下方に引っ張ることで、被包装物を容易に抜き取ることができる。また、被包装物を筒状ラベルから抜き取るときに、筒状ラベルの端部が段差部に引っ掛ることを防止できる。
【0011】
本発明に係る包装体において、各筒状ラベルを接合する接合部を含む保持部材を備え、各筒状ラベルが保持部材を介して互いに結合されていることが好適である。
当該構成によれば、保持部材により各筒状ラベルが連結されるため、筒状ラベルが装着された各被包装物の結合力が高まり、安定した包装形態を提供できる。
【0012】
また、保持部材は、各被包装物の第1の端面部を覆う天面板と、該天面板から各被包装物の第2の端面部側に延びて各被包装物の側面部を覆う側面板とを含み、側面板に接合部が設けられていることが好ましい。
当該構成によれば、各被包装物の結合力をさらに高めて、より安定した包装形態を提供できる。
【0013】
また、保持部材は、一列又は複数列に並んだ複数の被包装物を挟んで互いに対向配置された少なくとも一対の側面板を含むことが好ましい。
当該構成によれば、複数の被包装物が整列した見栄えの良い包装形態を安定に維持することができる。
【発明の効果】
【0014】
本発明に係る包装体は、使用時における被包装物の個別の抜き取りを可能としながら、販売時における被包装物の抜け落ちを抑制できる。また、シュリンクフィルムを使用しないため、製造工程における電力使用量を低減できる。
【図面の簡単な説明】
【0015】
【図1】本発明の実施形態である包装体を示す斜視図である。
【図2】本発明の実施形態である包装体を示す側面図である。
【図3】本発明の実施形態である包装体において、被包装物の天面部近傍を示す断面図である。
【図4】本発明の実施形態である包装体において、筒状ラベルから被包装物を抜き取った状態を示す図である。
【図5】本発明の実施形態である包装体の第1の変形例を示す図である。
【図6】本発明の実施形態である包装体の第2の変形例を示す図である。
【図7】本発明の実施形態である包装体の第3の変形例を示す図である。
【発明を実施するための形態】
【0016】
図面を用いて、本発明に係る包装体の実施形態を詳細に説明する。
【0017】
実施形態では、被包装物として、ビールやコーヒー等が充填された飲料缶(缶ビール・缶コーヒー)に好適な略円柱形状の容器20を例示するが、本発明の適用はこれに限定されない。例えば、本発明は、種々の形状を有するビンや合成樹脂製容器(例えば、ペットボトル等)にも適用することができる。
【0018】
また、実施形態では、1つの包装体により包装される各被包装物が同一形状を有するものとして説明するが、これに限定されない。例えば、複数の被包装物のうち、全ての形状が異なる形態や1つだけ形状が異なる形態が例示できる。
【0019】
また、実施形態では、説明の便宜上、「上下」、「左右」等の方向を示す用語を使用するが、各構成要素と方向との関係が限定されるものではない。以下では、筒状ラベル11、容器20の軸方向を「上下方向」とし、筒状ラベル11、保持部材12が設けられる側を「上」とする。また、列30に沿った方向を「左右方向」とし、図1の紙面に垂直な方向を「前後方向」とする。
【0020】
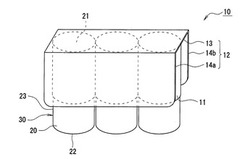
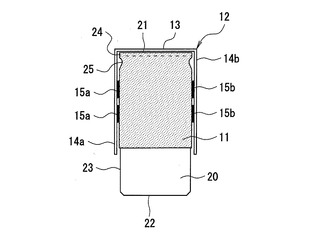
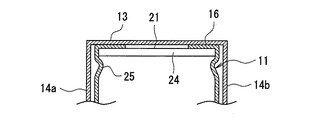
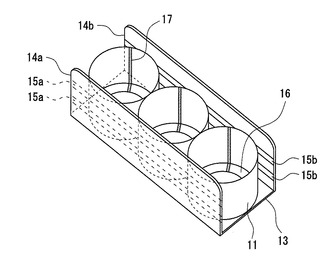
図1〜図4を参照しながら、包装体10の構成について詳説する。図1は、包装体10の斜視図、図2は、包装体10の側面図である。図3は、天面部21の近傍を示す断面図であり、上下方向に沿って筒状ラベル11及び保持部材12を切断した様子を示す。図4は、筒状ラベル11から容器20を抜き取った状態を示す図であり、天面板13を下方に向けた様子を示す。
【0021】
図1及び図2に示すように、包装体10は、ストレッチフィルムを筒状に形成してなり、各容器20にそれぞれ装着される複数の筒状ラベル11と、各筒状ラベル11を接合する接合部15a,15bを含む保持部材12とを備える。包装体10では、各筒状ラベル11が保持部材12を介して互いに結合されている。つまり、包装体10は、複数の筒状ラベル11と、1つの保持部材12とにより、筒状ラベル11が装着された複数の容器20が互いに結合され、複数の容器20をまとめて包装する。
【0022】
包装体10は、3つの容器20が一列(この列を「列30」と称する)に並んだ包装形態を有する。包装体10では、いずれの容器20も、第1の端面部である天面部21が同じ方向を向いた状態で包装されている。販売時には、通常、天面部21が鉛直上方に位置するように陳列される。また、3つの容器20は、隣り合う容器20と接触している。つまり、列30は、3つの容器20が真っ直ぐに並んで連接することにより形成されている。
【0023】
容器20は、例えば、金属製の飲料缶である。容器20は、内容物の取り出し口(図示せず)が形成された第1の端面部である天面部21と、天面部21に対向配置される第2の端面部である底面部22と、天面部21と底面部22とをつなぐ側面部23とを含む。天面部21及び底面部22は、互いに平行であり、いずれも略円形状を有する。側面部23は、該円形状に沿って形成された曲面部であり、容器20は、全体として略円柱形状を有する。また、容器20には、側面部23の上端に巻き締め部24が設けられている。
【0024】
ここで、巻き締め部24は、例えば、所謂二重巻き締めにより形成される。二重巻き締めとは、天面部21を構成する缶蓋のカール部分を、側面部23を構成する缶胴のフランジ部分に巻き込み、圧着して密封する方法である。これにより、天面部21は、その周縁に壁が形成されて皿状を呈すると共に、側面部23の上端の直径が大きくなる。容器20では、巻き締め部24の下部に側面部23の全周に亘って凹状部25が形成されており、巻き締め部24と凹状部25との境には、側面部23の急峻な直径変化がある段差部が側面部23の周方向に形成されている。なお、この段差部において、直径が大きくなる方向と、筒状ラベル11から容器20を抜き取る際に容器20が動く方向とは逆である。
【0025】
筒状ラベル11は、各容器20の側面部23に密着した状態でそれぞれ装着されている。図1に例示する形態では、側面部23の上端部から中途部に亘り、側面部23の上側2/3程度を覆って筒状ラベル11が装着されている。つまり、筒状ラベル11は、側面部23の上端部側に偏って装着されている。各筒状ラベル11の軸方向長さは、容器20を保持可能であれば特に限定されないが、使用時において、容器20を抜き取り易いように、容器20の軸方向長さよりも短く、底面部22にかからないことが好適である。
【0026】
筒状ラベル11は、上記のように、ストレッチフィルムを筒状に形成してなり、装着前において、容器20の直径よりも小さな直径を有する。そして、筒状ラベル11は、径方向に伸張した状態で容器20に装着される。このため、筒状ラベル11には、元のサイズに戻ろうとする収縮力が作用している。ストレッチフィルムからなる筒状ラベル11は、その優れた伸縮特性(ストレッチ特性)により、容器20を締め付けて保持できる。なお、適用可能なストレッチフィルムは、特に限定されないが、好適なものについて後述する。
【0027】
図3及び図4に示すように、筒状ラベル11は、天面被覆部16を有する。筒状ラベル11は、巻き締め部24を覆い、巻き締め部24を超えて天面部21の少なくとも周縁を覆うことが好適である。この天面部21上を覆う部分が天面被覆部16である。天面被覆部16は、天面部21上の広範囲を覆ってもよいが、材料コスト低減等の観点から、天面部21の周縁のみを覆うリング状に設けられることが好適である。つまり、筒状ラベル11は、天面部21の少なくとも周縁から側面部23の中途部に亘り、巻き締め部24と凹状部25との境に存在する段差部を覆って装着されることが好適である。
【0028】
また、筒状ラベル11は、センターシール部17(図4参照)を有する。筒状ラベル11は、ストレッチフィルムの端縁同士を接合(所謂センターシール)してセンターシール部17を形成することで筒状体とされる。センターシール部17は、ストレッチフィルムの筒形状を維持するための接合部であり、接着剤により又はヒートシールにより形成することが好適である。接着剤としては、特に限定されず、熱可塑性樹脂系やエラストマー系の接着剤を適用できる。
また、筒状ラベル11は、センターシール部17を有するものに限らない。例えば、インフレーション成形により、溶融した樹脂を円筒状に押出してチューブ状に形成した伸縮性を有する筒状体等も筒状ラベル11に含まれる。
【0029】
保持部材12は、筒状ラベル11が装着された複数の容器20を包み込むように折り曲げられた板状体(以下、「シート」とも称する)から構成される。図1に例示する形態では、各容器20の筒状ラベル11が装着された部分を覆うように保持部材12が設けられている。保持部材12は、各筒状ラベル11の軸方向が互いに平行となり、3つの容器20が並んで列30を形成するように、各筒状ラベル11をそれぞれ接合し、筒状ラベル11を介して各容器20を保持する。
【0030】
保持部材12を構成する板状体としては、例えば、樹脂製シートや紙材を主基材とするシートを用いることができる。好ましくは、紙材を主基材とするシートが用いられる。紙材を主基材とするシートには、例えば、紙のみからなる厚紙や紙製シートに各種樹脂をコーティング又は樹脂製シートを張り合わせた合成紙等がある。シートの厚みとしては、剛性や加工性を考慮して設定され、例えば、0.2〜2mm程度が好ましく、0.5〜1.5mm程度がより好ましい。
【0031】
保持部材12は、各容器20の天面部21を覆う天面板13と、該天面板13から各容器20の底面部22側に延びて各容器20の側面部23を覆う一対の側面板14a,14bとを含む。保持部材12が天面板13を覆うことで、取り出し口が汚れることを抑制できる。天面板13は、容器20の径方向に略平行に配置され、一対の側面板14a,14bは、列30の前後をそれぞれ覆って容器20の軸方向に略平行に配置され、いずれも左右に延びた略矩形形状を呈する。天面部21及び側面板14a,14bの左右方向長さは、同じであって、列30の長さと略同等である。
【0032】
側面板14a,14bは、一列に並んだ3つの容器20、即ち列30を挟んで互いに対向配置されている。側面板14a,14bは、略同等のサイズを有し、筒状ラベル11よりも下側に延びている。天面板13及び側面板14a,14bは、1枚のシートを同じ方向に折り曲げることで形成されることが好適である。例えば、側面板14aと側面板14bとが互いに略平行となり、天面板13に対して略垂直となるように1枚のシートが折り曲げられる。
【0033】
側面板14a,14bには、互いに対向する面上、即ち容器20側に向いた面(以下、「裏面」とし、容器20と反対側に向いた面を「表面」とする)に、接合部15a,15bがそれぞれ設けられている。包装体10では、各筒状ラベル11がこの接合部15a,15bにより保持部材12に接合されることで互いに結合されている。接合部15aは、側面板14aの左右方向に沿って端から端までライン状に形成される。また、側面板14aには、複数(例えば、2つ)の接合部15aのラインが形成されている(接合部15bについても同様)。接合部15a,15bは、例えば、接着剤をライン状に塗工することで形成できる。接着剤としては、特に限定されないが、高温状態となっても接着力が低下しない反応性ホットメルト接着剤を用いることが好適である。
【0034】
側面板14a,14bには、その表面に、商品名やイラスト、使用上の注意等を表示する印刷層を設けることが好適である。天面板13にも印刷層を設けることができる。印刷層は、ストレッチフィルムの印刷層(後述)と同様の方法により形成できる。また、天面板13、側面板14a,14bの形状は、容器20を保持可能な範囲で、種々のデザインに従って適宜変更できる。例えば、側面板14a,14bの端部を波形にカットした形状としてもよい。また、天面板13、側面板14a,14bに、指先が挿入可能な指掛け孔を形成してもよく、又は別途、把手を設けてもよい。
【0035】
ここで、筒状ラベル11を構成する好適なストレッチフィルムについて例示する。
【0036】
好適なストレッチフィルムは、ラベル基材と、ラベル基材の一方の面上に形成される印刷層とを備える。ラベル基材の厚みは、10〜100μmであることが好ましく、より好ましくは15〜80μm、特に好ましくは20〜50μmである。印刷層の厚みは、好ましくは0.1〜10μmである。ストレッチフィルムには、ストレッチ性に影響を与えない範囲で、印刷層以外の層、例えば、保護層などを設けてもよい。
【0037】
ストレッチフィルムは、少なくとも筒状ラベル11の周方向に対して、好ましくは20%以上、より好ましくは40%以上、特に好ましくは60%以上伸張する。そして、60%伸張後の残留歪み(瞬間歪み)が10%以下であることが好ましく、9%以下であることが特に好ましい。また、筒状ラベル11の周方向に対して、10%伸張させたときの引っ張り応力(F10値)が6.0N/mm2以下であることが好ましく、5.5N/mm2以下であることが特に好ましい。
【0038】
「引っ張り応力」とは、引っ張り試験の評価サンプルを所定の速度で引っ張って伸張させたときに、引っ張り試験機に作用する力である。即ち、伸張に対抗する力であり、引っ張り応力が小さいほど、ラベルは伸ばし易く伸張性が高いことを意味する。「残留歪み(%)」は、引っ張り試験後に評価サンプルが元の長さに戻らずに塑性変形した度合いを示す。本明細書では、残留歪みとして、荷重を取り除いた直後に測定される瞬間歪みを用いる。瞬間歪みが小さいほど、ラベルの復元性が高いことを意味する。つまり、引っ張り応力、残留歪みともに小さい方が、ストレッチ特性に優れる。
【0039】
ラベル基材を構成する樹脂は、良好なストレッチ特性が得られるものであれば特に限定されないが、ポリオレフィン系樹脂であることが好ましく、ポリエチレン系樹脂であることが特に好ましい。ポリエチレン系樹脂としては、低密度ポリエチレン(LDPE)、線状低密度ポリエチレン(LLDPE)、メタロセン系触媒を用いた重合により得られるメタロセン系LLDPE、エチレン‐酢酸ビニル共重合体、エチレン‐(メタ)アクリル酸エステル共重合体、エチレン‐(メタ)アクリル酸共重合体などが例示できる。これらは単独で又は2種以上組み合わせて使用できる。
【0040】
ラベル基材は、ストレッチ特性の観点から、LLDPEを主成分として構成されることが好適であり、メタロセン系触媒を用いて重合された所謂メタロセン系LLDPEを主成分とすることが特に好適である。LLDPEの含有量は、ラベル基材を構成する樹脂の総重量に対して、50重量%以上が好ましく、70重量%以上がより好ましく、90重量%以上が特に好ましい。なお、ラベル基材は、例えば、滑剤や帯電防止剤など各種添加物等を含んでいてもよい。
【0041】
上記LLDPEは、エチレンと、αオレフィンとの共重合体である。αオレフィンとしては、炭素数が3〜20のαオレフィンであることが好ましく、炭素数が4〜8のαオレフィン(例えば、1‐ブテン、1‐ペンテン、4‐メチル‐1‐ペンテン、1‐ヘキセン、1‐ヘプテン、1‐オクテンなど)であることが特に好ましい。αオレフィン成分の含有量は、単量体成分の全重量に対して、1〜20重量%であり、より好ましくは2〜15重量%であり、特に好ましくは5〜10重量%である。
【0042】
上記LLDPEの密度は、0.880〜0.930g/cm3であることが好ましく、0.890〜0.925g/cm3であることがより好ましく、0.900〜0.915g/cm3であることが特に好ましい。密度がこの範囲内であれば、良好なストレッチ特性が得られる。上記LLDPEのメルトフローレート(以下、MFRとする)は、1〜30g/分であることが好ましく、1〜20g/分であることがより好ましく、1〜10g/分であることが特に好ましい。MFRがこの範囲内であれば、ストレッチ特性及び生産性が良好なものとなる。
【0043】
上記LLDPEは、市販品を用いることができる。適用可能な市販品としては、例えば、宇部丸善ポリエチレン(株)製の「ユメリット(登録商標)715FT,1540F,0540F」が例示できる。
【0044】
印刷層は、例えば、商品名やイラスト、使用上の注意等を表示するための層、又はラベル基材に滑り性を付与するための層である。或いは、各容器20に設けられた販売時点情報管理(POS:Point Of Sales)に利用される表示(例えば、バーコード表示)を隠蔽する目的で印刷層を設けてもよい。この場合、バーコード表示の少なくとも一部を隠蔽すればよく、これにより、包装体10に含まれる個々の容器20がレジにて誤検知されることを防止できる。
【0045】
印刷層は、例えば、ラベル基材の一方の面上に、デザインに応じて印刷インキを塗布することにより形成される。好ましくは、印刷層は、センターシール部17におけるフィルム端縁の重なり部分を除くラベル基材内面の略全面に形成される。容器20と密着するラベル基材内面のフィルム露出面を少なくしておくことで、容器20とラベル基材とのブロッキングが防止され、より良好な容器20の抜き取りが可能となる。印刷層は、文字や模様等を有さない所謂白ベタ印刷層であってもよい。印刷層の形成には、所望の顔料や染料、アクリル樹脂やウレタン樹脂等のバインダ樹脂、有機溶剤、及び各種添加剤(例えば、可塑剤、滑剤、ワックス、帯電防止剤)等を含む溶剤型インキ、又は所望の顔料や染料、アクリル樹脂など光重合性樹脂、光重合開始剤、及び上記添加剤等を含む紫外線硬化型インキなどの印刷インキが用いられる。そして、この印刷インキを用いて、グラビア印刷、フレキソ印刷、及び凸版輪転印刷等を行なうことで印刷層を形成できる。
【0046】
ここで、上記構成を備えた包装体10の製造方法を例示する。
【0047】
包装体10の製造過程では、筒状ラベル11の長尺体と、1枚の紙材を主基材とするシートを折り曲げて天面板13及び側面板14a,14bを形成した保持部材12とが準備される。そして、筒状ラベル11の長尺体をカットしながら各容器20の所定位置に装着した後、複数の容器20を整列させて、装着された筒状ラベル11と保持部材12とを接合することにより、包装体10が得られる。以下、各工程について説明する。
【0048】
筒状ラベル11の長尺体を準備する工程では、まず、ラベル基材の長尺体を作製する。ラベル基材の長尺体は、例えば、溶融押出し法により作製できる。溶融押出し法では、LLDPE及び各種添加剤を押出機に投入して溶融し、押出機から溶融した樹脂をTダイに供給して平滑な薄膜状に広げ、薄膜状の溶融樹脂をダイスリットから冷却したキャスティングドラム上に押出して冷却固化しフィルム化する。押出し温度は、例えば、180℃〜240℃程度が好ましく、200℃〜220℃がより好ましい。こうして、LLDPEを主成分とするラベル基材の長尺体が作製される。なお、ラベル基材の長尺体は、例えば、印刷適正を向上させるため、MD方向及びTD方向に延伸されてもよい。
【0049】
続いて、ラベル基材の長尺体を印刷機に供給してMD方向に連続搬送しながら、長尺体の一方の面に印刷層を形成する。印刷層は、上記のように、グラビア印刷法等により形成できる。このようにして、ラベル基材の一方の面上に、印刷層が形成されたストレッチフィルムの長尺体が得られる。
【0050】
続いて、ストレッチフィルムの長尺体のTD方向両縁同士を重ね合わせ、例えば、接着剤を用いてセンターシール部17を形成する。このようにして、筒状ラベル11の長尺体が得られる。このとき、印刷層が筒状ラベル11の内側となるようにセンターシール部17を形成することが好適である。また、筒状ラベル11は、その直径が容器20の直径よりも小さくなるように形成される。
【0051】
次に、筒状ラベル11を容器20の所定位置に装着する。装着工程では、筒状ラベル11の長尺体をストレッチラベラーに供給し、個々のラベルサイズにカットした後、容器20に装着する。カットされた筒状ラベル11は、径方向に引っ張られて広げられ、搬送されてくる容器20に被嵌される。筒状ラベル11が容器20に装着されたときには、ラベルを伸張させる力は取り除かれているため、ラベルが弾性変形し容器20に密着して装着される。なお、筒状ラベル11は、少なくとも2%程度径方向に伸張した状態で装着されていることが好適であり、75%程度伸張した状態で装着することもできる。なお、筒状ラベル11と接合部15a,15bとの接着力を高めるため、筒状ラベル11に対してコロナ処理、プラズマ処理、フレーム処理等を施してもよい。
【0052】
装着工程では、例えば、容器20の上側2/3程度を覆うように筒状ラベル11が装着される。筒状ラベル11は、巻き締め部24を覆って側面部23の上端から延出するように装着されることが好適である。この延出した部分が、保持部材12と接合されたときに、天面板13に押されて天面部21側に折れ曲がり、天面板13の周縁を被覆する天面被覆部16となる。
【0053】
次に、側面板14a,14bの裏面上に、例えば、反応性ホットメルト接着剤を塗工することにより接合部15a,15bを形成する。そして、筒状ラベル11がそれぞれ装着された複数の容器20を一列に並べて列30を形成し、列30の上方から保持部材12を被せて、接合部15a,15bにより各筒状ラベル11を接合する。こうして、筒状ラベル11により各容器20がそれぞれ保持され、保持部材12により筒状ラベル11を介して複数の容器20が結合された包装形態を有する包装体10が得られる。
【0054】
以上のように、包装体10によれば、保持部材12により結合された各筒状ラベル11が各容器20にそれぞれ装着されているため、使用時において、必要な数の容器20を個別に抜き取ることができる。包装体10では、1つの容器20を使用する場合、複数の容器20が集合した包装形態が解体されず、残りの容器20はバラバラの状態とならないため、保管性に優れる。
【0055】
また、筒状ラベル11は、ストレッチフィルムからなるため、その伸縮性により、容器20を締め付けて強く保持している。このため、販売時における容器20の抜け落ちを抑制することができる。また、保持部材12が容器20の天面部21及び側面部23を覆い、一対の側面板14a,14bが列30の両側を挟み込んでいるため、安定した包装形態を提供できる。
【0056】
包装体10では、容器20を抜き取る際に、筒状ラベル11で被覆されていない容器20の露出部である側面部23の下部を把持して容器20を回転させるようにして下方に引っ張ることで、容器20を容易に抜き取ることができる。そして、筒状ラベル11は、巻き締め部24と凹状部25との境に存在する段差部を覆って、天面部21の周縁から側面部23の中途部に亘って装着されているため、容器20を筒状ラベル11から抜き取るときに、筒状ラベル11の上端部が巻き締め部24に引っ掛ることなく、スムーズな抜き取り操作が可能となる。
【0057】
なお、巻き締め部24の段差部は、上記のように、直径が大きくなる方向と、抜き取りの際に容器20を引っ張る方向とが逆である。つまり、該段差部より下方に筒状ラベル11の上端があると、容器20を抜き取るために容器20を下方に引っ張った際に、ラベルの上端(上縁)が該段差部に引っ掛かり、抜けなくなってしまう。そこで、該段差部を覆い、巻き締め部24に跨って、筒状ラベル11を装着しておくことで、容器20に対してラベルをスムーズに移動させることができる。
【0058】
上記実施形態は、本発明の目的を損なわない範囲で設計変更することができる。
以下、図5〜図7を参照して、設計変更例を説明する(重複する説明は省略し、上記実施形態との相違点を説明する)。
【0059】
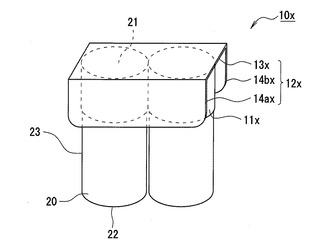
図5は、変形例である包装体10xの斜視図である。
図5に示すように、包装体10xは、連接した2つの容器20をまとめて包装する。保持部材12xは、包装体10と同様に、天面板13x、側面板14ax,14bxを有するが、包装する容器20の数が少ないため、左右方向長さが包装体10よりも短くなっている。また、筒状ラベル11xは、その軸方向長さが筒状ラベル11よりも短く、容器20の上側1/3程度を覆って装着されている。これに対応して、側面板14ax,14bxの上下方向長さも短くなっている。このように、本発明の包装体のサイズは、被包装物の数、又は形状等に応じて、適宜変更することができる。
【0060】
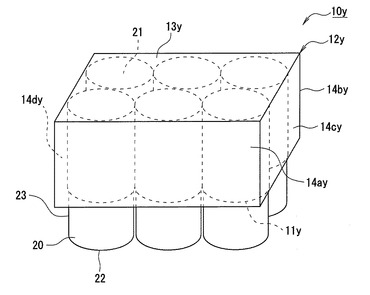
図6は、変形例である包装体10yの斜視図である。
図6に示すように、包装体10yは、連接した6つの容器20をまとめて包装する。6つの容器20は、複数列に並んで配置されており、左右方向に沿って3つの容器20が並んだ列が2つ形成された状態で包装されている。保持部材12yは、2つの列を前後から挟むように互いに対向配置された側面板14ay,14by、及び2つの列を前後から挟むように互いに対向配置された側面板14cy,側面板14dyを含む。このように、本発明の包装体は、複数列に並んだ複数の被包装物を挟んで包装することができる。
【0061】
図6に例示する形態において、筒状ラベル11yと保持部材12yとの接合部(図示せず)は、側面板14ay,14byの裏面上に形成できるが、より安定した接合を実現するため、天面板13y及び側面板14cy,側面板14dyにも形成することが好適である。また、筒状ラベル11y同士が互いに接合されていてもよい。
【0062】
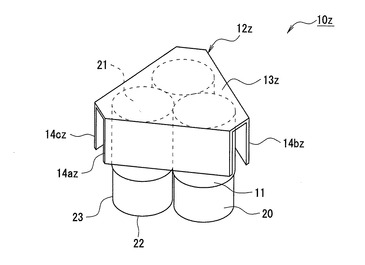
図7は、変形例である包装体10zの斜視図である。
図7に示すように、包装体10zは、連接した3つの容器20をまとめて包装する。各容器20は、他の2つの容器20と接触しており、略三角形状を呈するように集合した状態で包装されている。保持部材12zは、各頂点部がカットされた略三角形状の天面板13zと、該三角形状の各辺から底面部22側に延びた3つの側面板14az,14bz,14czとを含む。また、図7に例示する形態では、筒状ラベル11zの軸方向長さが、側面板14az,14bz,14czの上下方向長さよりも長くなっている。このように、本発明の包装体は、三角形状や六角形状など、種々の形状を呈するように集合した複数の被包装物をまとめて包装することができる。
【0063】
また、上記では、保持部材12が容器20の天面部21を覆うものとして説明したが、底面部22及び側面部23を覆う保持部材であってもよい。この場合、筒状ラベルは、側面部23の底面部22側に装着されることが好適である。
また、平坦なシートからなる保持部材、例えば、底面部22を覆う平坦なシート状の保持部材であってもよい。この場合、筒状ラベル11は、底面部22に回り込み、その回り込んだ部分と保持部材とが接合される。
また、保持部材は、容器の側面部のみを覆う形態であってもよい。
また、保持部材は、被包装物の段差部に係止可能な係止部を有するホルダー形態であってもよい。例えば、保持部材の裏面に段差部に引っ掛かる凸状部が設けられた形態、或いは天面板と側面板との境界に位置する折り目線に沿って切り込みを形成し、該切り込みに段差部を引っ掛ける形態としてもよい。
【0064】
また、被包装物が、胴部と、胴部より縮径し、内容物の取り出し口が形成されてキャップが取り付けられた首部とを含む容器である場合、天面板13に首部が挿通可能な貫通孔を形成した形態としてもよい。つまり、複数の容器の首部が天面板13から突出した包装形態である。
【0065】
また、包装体は、保持部材を有さない形態であってもよい。この場合、包装体は、複数の筒状ラベルを備え、各筒状ラベル同士が直接接合された形態を有する。つまり、この包装体では、各筒状ラベルが、ラベル同士を直接接合する接合部により互いに結合されている。筒状ラベル同士の接合形態としては、上記実施形態と同様に、直線状や三角形状などが例示でき、特に限定されない。
【0066】
さらに、筒状ラベルには、必要に応じてミシン目等の開封手段が設けられていてもよい。特に、筒状ラベルが容器の底面部にかかる場合には、底面部上を覆うラベルの底面被覆部に、ミシン目又は切込み等が設けられるのが好ましい。
また、筒状ラベルから容器をスムーズに抜き取るため、ラベルの端部が引っ掛る可能性のある窪みが容器の側面部に存在する場合、その窪みを覆って筒状ラベルを装着しておくことが好適である。
【符号の説明】
【0067】
10 包装体、11 筒状ラベル、12 保持部材、13 天面板、14a,14b 側面板、15a,15b 接合部、16 天面被覆部、17 センターシール部、20 容器、21 天面部、22 底面部、23 側面部、24 巻き締め部、25 凹状部、30 列。
【技術分野】
【0001】
本発明は、包装体に関し、より詳しくは、複数の被包装物をまとめて包装する包装体に関する。
【背景技術】
【0002】
缶ビールや缶コーヒー等の複数の被包装物が一列又は複数列に並んだ状態で、被包装物の天面部、側面部、及び底面部を包み込むように包装した紙製のマルチパック包装体(クラスターパックとも称される)が使用されている(例えば、特許文献1参照)。また、複数の被包装物をまとめて包装する形態として、シュリンクフィルムを用いた包装体も知られている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2011‐088660号公報
【特許文献2】実開平4‐128263号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、紙製のマルチパック包装体では、列の端に配置された被包装物が販売時に容易に抜け落ちることがある。また、この包装体を開封すると、複数の被包装物がバラバラの状態となるため、例えば、1つの被包装物を使用する場合であっても、複数の被包装物が集合した包装形態の解体を余儀なくされる。
【0005】
シュリンクフィルムを用いた包装体では、被包装物の抜け落ちを抑制できるが、マルチパック包装体と同様に、開封により複数の被包装物がバラバラの状態となる。また、シュリンクフィルムの熱収縮過程で熱風ヒーター等の加熱装置を使用するため、設備が大掛かりとなり、また、製造工程において大電力を必要とする。
【0006】
即ち、本発明の目的は、シュリンクフィルムを使用しない包装体であって、被包装物の個別の抜き取りを可能としながら、販売時における被包装物の抜け落ちを抑制できる包装体を提供することである。
【課題を解決するための手段】
【0007】
本発明に係る包装体は、複数の被包装物をまとめて包装する包装体であって、ストレッチフィルムを筒状に形成してなり、各被包装物にそれぞれ装着される複数の筒状ラベルを備え、各筒状ラベルが接合部により互いに結合されていることを特徴とする。
【0008】
当該構成によれば、複数の被包装物をまとめて包装することができる。包装体は、各被包装物にそれぞれ装着されるストレッチフィルムからなる筒状ラベルを備えているため、その伸縮性により、販売時においては各被包装物を締め付けて強く保持し、使用時においては必要な数の被包装物を個別に抜き取ることができる。また、筒状ラベルはストレッチフィルムからなるので、シュリンクフィルムとは異なり、熱収縮させることなく簡易に、被包装物の保持及び抜き取りが可能となる。
【0009】
本発明に係る包装体において、被包装物は、第1の端面部と、第1の端面部に対向配置される第2の端面部と、第1の端面部と第2の端面部とをつなぐ側面部とを含み、筒状ラベルは、第1の端面部の少なくとも周縁から側面部の中途部に亘って装着されていることが好ましい。
或いは、被包装物は、第1の端面部と、第1の端面部に対向配置される第2の端面部と、第1の端面部と第2の端面部とをつなぐと共に、周方向に段差部が形成された側面部とを含み、筒状ラベルは、側面部の段差部を覆って装着されていることが好ましい。また、側面部の段差部が、第1の端面部の近傍に形成される場合に、筒状ラベルは、第1の端面部の少なくとも周縁から側面部の中途部に亘って装着されることが好ましい。
【0010】
当該構成では、筒状ラベルが第2の端面部にかからず側面部の中途部まで設けられている。このため、包装体から被包装物を抜き取る際には、筒状ラベルで被覆されていない被包装物の露出部を把持して被包装物を回転させるようにして下方に引っ張ることで、被包装物を容易に抜き取ることができる。また、被包装物を筒状ラベルから抜き取るときに、筒状ラベルの端部が段差部に引っ掛ることを防止できる。
【0011】
本発明に係る包装体において、各筒状ラベルを接合する接合部を含む保持部材を備え、各筒状ラベルが保持部材を介して互いに結合されていることが好適である。
当該構成によれば、保持部材により各筒状ラベルが連結されるため、筒状ラベルが装着された各被包装物の結合力が高まり、安定した包装形態を提供できる。
【0012】
また、保持部材は、各被包装物の第1の端面部を覆う天面板と、該天面板から各被包装物の第2の端面部側に延びて各被包装物の側面部を覆う側面板とを含み、側面板に接合部が設けられていることが好ましい。
当該構成によれば、各被包装物の結合力をさらに高めて、より安定した包装形態を提供できる。
【0013】
また、保持部材は、一列又は複数列に並んだ複数の被包装物を挟んで互いに対向配置された少なくとも一対の側面板を含むことが好ましい。
当該構成によれば、複数の被包装物が整列した見栄えの良い包装形態を安定に維持することができる。
【発明の効果】
【0014】
本発明に係る包装体は、使用時における被包装物の個別の抜き取りを可能としながら、販売時における被包装物の抜け落ちを抑制できる。また、シュリンクフィルムを使用しないため、製造工程における電力使用量を低減できる。
【図面の簡単な説明】
【0015】
【図1】本発明の実施形態である包装体を示す斜視図である。
【図2】本発明の実施形態である包装体を示す側面図である。
【図3】本発明の実施形態である包装体において、被包装物の天面部近傍を示す断面図である。
【図4】本発明の実施形態である包装体において、筒状ラベルから被包装物を抜き取った状態を示す図である。
【図5】本発明の実施形態である包装体の第1の変形例を示す図である。
【図6】本発明の実施形態である包装体の第2の変形例を示す図である。
【図7】本発明の実施形態である包装体の第3の変形例を示す図である。
【発明を実施するための形態】
【0016】
図面を用いて、本発明に係る包装体の実施形態を詳細に説明する。
【0017】
実施形態では、被包装物として、ビールやコーヒー等が充填された飲料缶(缶ビール・缶コーヒー)に好適な略円柱形状の容器20を例示するが、本発明の適用はこれに限定されない。例えば、本発明は、種々の形状を有するビンや合成樹脂製容器(例えば、ペットボトル等)にも適用することができる。
【0018】
また、実施形態では、1つの包装体により包装される各被包装物が同一形状を有するものとして説明するが、これに限定されない。例えば、複数の被包装物のうち、全ての形状が異なる形態や1つだけ形状が異なる形態が例示できる。
【0019】
また、実施形態では、説明の便宜上、「上下」、「左右」等の方向を示す用語を使用するが、各構成要素と方向との関係が限定されるものではない。以下では、筒状ラベル11、容器20の軸方向を「上下方向」とし、筒状ラベル11、保持部材12が設けられる側を「上」とする。また、列30に沿った方向を「左右方向」とし、図1の紙面に垂直な方向を「前後方向」とする。
【0020】
図1〜図4を参照しながら、包装体10の構成について詳説する。図1は、包装体10の斜視図、図2は、包装体10の側面図である。図3は、天面部21の近傍を示す断面図であり、上下方向に沿って筒状ラベル11及び保持部材12を切断した様子を示す。図4は、筒状ラベル11から容器20を抜き取った状態を示す図であり、天面板13を下方に向けた様子を示す。
【0021】
図1及び図2に示すように、包装体10は、ストレッチフィルムを筒状に形成してなり、各容器20にそれぞれ装着される複数の筒状ラベル11と、各筒状ラベル11を接合する接合部15a,15bを含む保持部材12とを備える。包装体10では、各筒状ラベル11が保持部材12を介して互いに結合されている。つまり、包装体10は、複数の筒状ラベル11と、1つの保持部材12とにより、筒状ラベル11が装着された複数の容器20が互いに結合され、複数の容器20をまとめて包装する。
【0022】
包装体10は、3つの容器20が一列(この列を「列30」と称する)に並んだ包装形態を有する。包装体10では、いずれの容器20も、第1の端面部である天面部21が同じ方向を向いた状態で包装されている。販売時には、通常、天面部21が鉛直上方に位置するように陳列される。また、3つの容器20は、隣り合う容器20と接触している。つまり、列30は、3つの容器20が真っ直ぐに並んで連接することにより形成されている。
【0023】
容器20は、例えば、金属製の飲料缶である。容器20は、内容物の取り出し口(図示せず)が形成された第1の端面部である天面部21と、天面部21に対向配置される第2の端面部である底面部22と、天面部21と底面部22とをつなぐ側面部23とを含む。天面部21及び底面部22は、互いに平行であり、いずれも略円形状を有する。側面部23は、該円形状に沿って形成された曲面部であり、容器20は、全体として略円柱形状を有する。また、容器20には、側面部23の上端に巻き締め部24が設けられている。
【0024】
ここで、巻き締め部24は、例えば、所謂二重巻き締めにより形成される。二重巻き締めとは、天面部21を構成する缶蓋のカール部分を、側面部23を構成する缶胴のフランジ部分に巻き込み、圧着して密封する方法である。これにより、天面部21は、その周縁に壁が形成されて皿状を呈すると共に、側面部23の上端の直径が大きくなる。容器20では、巻き締め部24の下部に側面部23の全周に亘って凹状部25が形成されており、巻き締め部24と凹状部25との境には、側面部23の急峻な直径変化がある段差部が側面部23の周方向に形成されている。なお、この段差部において、直径が大きくなる方向と、筒状ラベル11から容器20を抜き取る際に容器20が動く方向とは逆である。
【0025】
筒状ラベル11は、各容器20の側面部23に密着した状態でそれぞれ装着されている。図1に例示する形態では、側面部23の上端部から中途部に亘り、側面部23の上側2/3程度を覆って筒状ラベル11が装着されている。つまり、筒状ラベル11は、側面部23の上端部側に偏って装着されている。各筒状ラベル11の軸方向長さは、容器20を保持可能であれば特に限定されないが、使用時において、容器20を抜き取り易いように、容器20の軸方向長さよりも短く、底面部22にかからないことが好適である。
【0026】
筒状ラベル11は、上記のように、ストレッチフィルムを筒状に形成してなり、装着前において、容器20の直径よりも小さな直径を有する。そして、筒状ラベル11は、径方向に伸張した状態で容器20に装着される。このため、筒状ラベル11には、元のサイズに戻ろうとする収縮力が作用している。ストレッチフィルムからなる筒状ラベル11は、その優れた伸縮特性(ストレッチ特性)により、容器20を締め付けて保持できる。なお、適用可能なストレッチフィルムは、特に限定されないが、好適なものについて後述する。
【0027】
図3及び図4に示すように、筒状ラベル11は、天面被覆部16を有する。筒状ラベル11は、巻き締め部24を覆い、巻き締め部24を超えて天面部21の少なくとも周縁を覆うことが好適である。この天面部21上を覆う部分が天面被覆部16である。天面被覆部16は、天面部21上の広範囲を覆ってもよいが、材料コスト低減等の観点から、天面部21の周縁のみを覆うリング状に設けられることが好適である。つまり、筒状ラベル11は、天面部21の少なくとも周縁から側面部23の中途部に亘り、巻き締め部24と凹状部25との境に存在する段差部を覆って装着されることが好適である。
【0028】
また、筒状ラベル11は、センターシール部17(図4参照)を有する。筒状ラベル11は、ストレッチフィルムの端縁同士を接合(所謂センターシール)してセンターシール部17を形成することで筒状体とされる。センターシール部17は、ストレッチフィルムの筒形状を維持するための接合部であり、接着剤により又はヒートシールにより形成することが好適である。接着剤としては、特に限定されず、熱可塑性樹脂系やエラストマー系の接着剤を適用できる。
また、筒状ラベル11は、センターシール部17を有するものに限らない。例えば、インフレーション成形により、溶融した樹脂を円筒状に押出してチューブ状に形成した伸縮性を有する筒状体等も筒状ラベル11に含まれる。
【0029】
保持部材12は、筒状ラベル11が装着された複数の容器20を包み込むように折り曲げられた板状体(以下、「シート」とも称する)から構成される。図1に例示する形態では、各容器20の筒状ラベル11が装着された部分を覆うように保持部材12が設けられている。保持部材12は、各筒状ラベル11の軸方向が互いに平行となり、3つの容器20が並んで列30を形成するように、各筒状ラベル11をそれぞれ接合し、筒状ラベル11を介して各容器20を保持する。
【0030】
保持部材12を構成する板状体としては、例えば、樹脂製シートや紙材を主基材とするシートを用いることができる。好ましくは、紙材を主基材とするシートが用いられる。紙材を主基材とするシートには、例えば、紙のみからなる厚紙や紙製シートに各種樹脂をコーティング又は樹脂製シートを張り合わせた合成紙等がある。シートの厚みとしては、剛性や加工性を考慮して設定され、例えば、0.2〜2mm程度が好ましく、0.5〜1.5mm程度がより好ましい。
【0031】
保持部材12は、各容器20の天面部21を覆う天面板13と、該天面板13から各容器20の底面部22側に延びて各容器20の側面部23を覆う一対の側面板14a,14bとを含む。保持部材12が天面板13を覆うことで、取り出し口が汚れることを抑制できる。天面板13は、容器20の径方向に略平行に配置され、一対の側面板14a,14bは、列30の前後をそれぞれ覆って容器20の軸方向に略平行に配置され、いずれも左右に延びた略矩形形状を呈する。天面部21及び側面板14a,14bの左右方向長さは、同じであって、列30の長さと略同等である。
【0032】
側面板14a,14bは、一列に並んだ3つの容器20、即ち列30を挟んで互いに対向配置されている。側面板14a,14bは、略同等のサイズを有し、筒状ラベル11よりも下側に延びている。天面板13及び側面板14a,14bは、1枚のシートを同じ方向に折り曲げることで形成されることが好適である。例えば、側面板14aと側面板14bとが互いに略平行となり、天面板13に対して略垂直となるように1枚のシートが折り曲げられる。
【0033】
側面板14a,14bには、互いに対向する面上、即ち容器20側に向いた面(以下、「裏面」とし、容器20と反対側に向いた面を「表面」とする)に、接合部15a,15bがそれぞれ設けられている。包装体10では、各筒状ラベル11がこの接合部15a,15bにより保持部材12に接合されることで互いに結合されている。接合部15aは、側面板14aの左右方向に沿って端から端までライン状に形成される。また、側面板14aには、複数(例えば、2つ)の接合部15aのラインが形成されている(接合部15bについても同様)。接合部15a,15bは、例えば、接着剤をライン状に塗工することで形成できる。接着剤としては、特に限定されないが、高温状態となっても接着力が低下しない反応性ホットメルト接着剤を用いることが好適である。
【0034】
側面板14a,14bには、その表面に、商品名やイラスト、使用上の注意等を表示する印刷層を設けることが好適である。天面板13にも印刷層を設けることができる。印刷層は、ストレッチフィルムの印刷層(後述)と同様の方法により形成できる。また、天面板13、側面板14a,14bの形状は、容器20を保持可能な範囲で、種々のデザインに従って適宜変更できる。例えば、側面板14a,14bの端部を波形にカットした形状としてもよい。また、天面板13、側面板14a,14bに、指先が挿入可能な指掛け孔を形成してもよく、又は別途、把手を設けてもよい。
【0035】
ここで、筒状ラベル11を構成する好適なストレッチフィルムについて例示する。
【0036】
好適なストレッチフィルムは、ラベル基材と、ラベル基材の一方の面上に形成される印刷層とを備える。ラベル基材の厚みは、10〜100μmであることが好ましく、より好ましくは15〜80μm、特に好ましくは20〜50μmである。印刷層の厚みは、好ましくは0.1〜10μmである。ストレッチフィルムには、ストレッチ性に影響を与えない範囲で、印刷層以外の層、例えば、保護層などを設けてもよい。
【0037】
ストレッチフィルムは、少なくとも筒状ラベル11の周方向に対して、好ましくは20%以上、より好ましくは40%以上、特に好ましくは60%以上伸張する。そして、60%伸張後の残留歪み(瞬間歪み)が10%以下であることが好ましく、9%以下であることが特に好ましい。また、筒状ラベル11の周方向に対して、10%伸張させたときの引っ張り応力(F10値)が6.0N/mm2以下であることが好ましく、5.5N/mm2以下であることが特に好ましい。
【0038】
「引っ張り応力」とは、引っ張り試験の評価サンプルを所定の速度で引っ張って伸張させたときに、引っ張り試験機に作用する力である。即ち、伸張に対抗する力であり、引っ張り応力が小さいほど、ラベルは伸ばし易く伸張性が高いことを意味する。「残留歪み(%)」は、引っ張り試験後に評価サンプルが元の長さに戻らずに塑性変形した度合いを示す。本明細書では、残留歪みとして、荷重を取り除いた直後に測定される瞬間歪みを用いる。瞬間歪みが小さいほど、ラベルの復元性が高いことを意味する。つまり、引っ張り応力、残留歪みともに小さい方が、ストレッチ特性に優れる。
【0039】
ラベル基材を構成する樹脂は、良好なストレッチ特性が得られるものであれば特に限定されないが、ポリオレフィン系樹脂であることが好ましく、ポリエチレン系樹脂であることが特に好ましい。ポリエチレン系樹脂としては、低密度ポリエチレン(LDPE)、線状低密度ポリエチレン(LLDPE)、メタロセン系触媒を用いた重合により得られるメタロセン系LLDPE、エチレン‐酢酸ビニル共重合体、エチレン‐(メタ)アクリル酸エステル共重合体、エチレン‐(メタ)アクリル酸共重合体などが例示できる。これらは単独で又は2種以上組み合わせて使用できる。
【0040】
ラベル基材は、ストレッチ特性の観点から、LLDPEを主成分として構成されることが好適であり、メタロセン系触媒を用いて重合された所謂メタロセン系LLDPEを主成分とすることが特に好適である。LLDPEの含有量は、ラベル基材を構成する樹脂の総重量に対して、50重量%以上が好ましく、70重量%以上がより好ましく、90重量%以上が特に好ましい。なお、ラベル基材は、例えば、滑剤や帯電防止剤など各種添加物等を含んでいてもよい。
【0041】
上記LLDPEは、エチレンと、αオレフィンとの共重合体である。αオレフィンとしては、炭素数が3〜20のαオレフィンであることが好ましく、炭素数が4〜8のαオレフィン(例えば、1‐ブテン、1‐ペンテン、4‐メチル‐1‐ペンテン、1‐ヘキセン、1‐ヘプテン、1‐オクテンなど)であることが特に好ましい。αオレフィン成分の含有量は、単量体成分の全重量に対して、1〜20重量%であり、より好ましくは2〜15重量%であり、特に好ましくは5〜10重量%である。
【0042】
上記LLDPEの密度は、0.880〜0.930g/cm3であることが好ましく、0.890〜0.925g/cm3であることがより好ましく、0.900〜0.915g/cm3であることが特に好ましい。密度がこの範囲内であれば、良好なストレッチ特性が得られる。上記LLDPEのメルトフローレート(以下、MFRとする)は、1〜30g/分であることが好ましく、1〜20g/分であることがより好ましく、1〜10g/分であることが特に好ましい。MFRがこの範囲内であれば、ストレッチ特性及び生産性が良好なものとなる。
【0043】
上記LLDPEは、市販品を用いることができる。適用可能な市販品としては、例えば、宇部丸善ポリエチレン(株)製の「ユメリット(登録商標)715FT,1540F,0540F」が例示できる。
【0044】
印刷層は、例えば、商品名やイラスト、使用上の注意等を表示するための層、又はラベル基材に滑り性を付与するための層である。或いは、各容器20に設けられた販売時点情報管理(POS:Point Of Sales)に利用される表示(例えば、バーコード表示)を隠蔽する目的で印刷層を設けてもよい。この場合、バーコード表示の少なくとも一部を隠蔽すればよく、これにより、包装体10に含まれる個々の容器20がレジにて誤検知されることを防止できる。
【0045】
印刷層は、例えば、ラベル基材の一方の面上に、デザインに応じて印刷インキを塗布することにより形成される。好ましくは、印刷層は、センターシール部17におけるフィルム端縁の重なり部分を除くラベル基材内面の略全面に形成される。容器20と密着するラベル基材内面のフィルム露出面を少なくしておくことで、容器20とラベル基材とのブロッキングが防止され、より良好な容器20の抜き取りが可能となる。印刷層は、文字や模様等を有さない所謂白ベタ印刷層であってもよい。印刷層の形成には、所望の顔料や染料、アクリル樹脂やウレタン樹脂等のバインダ樹脂、有機溶剤、及び各種添加剤(例えば、可塑剤、滑剤、ワックス、帯電防止剤)等を含む溶剤型インキ、又は所望の顔料や染料、アクリル樹脂など光重合性樹脂、光重合開始剤、及び上記添加剤等を含む紫外線硬化型インキなどの印刷インキが用いられる。そして、この印刷インキを用いて、グラビア印刷、フレキソ印刷、及び凸版輪転印刷等を行なうことで印刷層を形成できる。
【0046】
ここで、上記構成を備えた包装体10の製造方法を例示する。
【0047】
包装体10の製造過程では、筒状ラベル11の長尺体と、1枚の紙材を主基材とするシートを折り曲げて天面板13及び側面板14a,14bを形成した保持部材12とが準備される。そして、筒状ラベル11の長尺体をカットしながら各容器20の所定位置に装着した後、複数の容器20を整列させて、装着された筒状ラベル11と保持部材12とを接合することにより、包装体10が得られる。以下、各工程について説明する。
【0048】
筒状ラベル11の長尺体を準備する工程では、まず、ラベル基材の長尺体を作製する。ラベル基材の長尺体は、例えば、溶融押出し法により作製できる。溶融押出し法では、LLDPE及び各種添加剤を押出機に投入して溶融し、押出機から溶融した樹脂をTダイに供給して平滑な薄膜状に広げ、薄膜状の溶融樹脂をダイスリットから冷却したキャスティングドラム上に押出して冷却固化しフィルム化する。押出し温度は、例えば、180℃〜240℃程度が好ましく、200℃〜220℃がより好ましい。こうして、LLDPEを主成分とするラベル基材の長尺体が作製される。なお、ラベル基材の長尺体は、例えば、印刷適正を向上させるため、MD方向及びTD方向に延伸されてもよい。
【0049】
続いて、ラベル基材の長尺体を印刷機に供給してMD方向に連続搬送しながら、長尺体の一方の面に印刷層を形成する。印刷層は、上記のように、グラビア印刷法等により形成できる。このようにして、ラベル基材の一方の面上に、印刷層が形成されたストレッチフィルムの長尺体が得られる。
【0050】
続いて、ストレッチフィルムの長尺体のTD方向両縁同士を重ね合わせ、例えば、接着剤を用いてセンターシール部17を形成する。このようにして、筒状ラベル11の長尺体が得られる。このとき、印刷層が筒状ラベル11の内側となるようにセンターシール部17を形成することが好適である。また、筒状ラベル11は、その直径が容器20の直径よりも小さくなるように形成される。
【0051】
次に、筒状ラベル11を容器20の所定位置に装着する。装着工程では、筒状ラベル11の長尺体をストレッチラベラーに供給し、個々のラベルサイズにカットした後、容器20に装着する。カットされた筒状ラベル11は、径方向に引っ張られて広げられ、搬送されてくる容器20に被嵌される。筒状ラベル11が容器20に装着されたときには、ラベルを伸張させる力は取り除かれているため、ラベルが弾性変形し容器20に密着して装着される。なお、筒状ラベル11は、少なくとも2%程度径方向に伸張した状態で装着されていることが好適であり、75%程度伸張した状態で装着することもできる。なお、筒状ラベル11と接合部15a,15bとの接着力を高めるため、筒状ラベル11に対してコロナ処理、プラズマ処理、フレーム処理等を施してもよい。
【0052】
装着工程では、例えば、容器20の上側2/3程度を覆うように筒状ラベル11が装着される。筒状ラベル11は、巻き締め部24を覆って側面部23の上端から延出するように装着されることが好適である。この延出した部分が、保持部材12と接合されたときに、天面板13に押されて天面部21側に折れ曲がり、天面板13の周縁を被覆する天面被覆部16となる。
【0053】
次に、側面板14a,14bの裏面上に、例えば、反応性ホットメルト接着剤を塗工することにより接合部15a,15bを形成する。そして、筒状ラベル11がそれぞれ装着された複数の容器20を一列に並べて列30を形成し、列30の上方から保持部材12を被せて、接合部15a,15bにより各筒状ラベル11を接合する。こうして、筒状ラベル11により各容器20がそれぞれ保持され、保持部材12により筒状ラベル11を介して複数の容器20が結合された包装形態を有する包装体10が得られる。
【0054】
以上のように、包装体10によれば、保持部材12により結合された各筒状ラベル11が各容器20にそれぞれ装着されているため、使用時において、必要な数の容器20を個別に抜き取ることができる。包装体10では、1つの容器20を使用する場合、複数の容器20が集合した包装形態が解体されず、残りの容器20はバラバラの状態とならないため、保管性に優れる。
【0055】
また、筒状ラベル11は、ストレッチフィルムからなるため、その伸縮性により、容器20を締め付けて強く保持している。このため、販売時における容器20の抜け落ちを抑制することができる。また、保持部材12が容器20の天面部21及び側面部23を覆い、一対の側面板14a,14bが列30の両側を挟み込んでいるため、安定した包装形態を提供できる。
【0056】
包装体10では、容器20を抜き取る際に、筒状ラベル11で被覆されていない容器20の露出部である側面部23の下部を把持して容器20を回転させるようにして下方に引っ張ることで、容器20を容易に抜き取ることができる。そして、筒状ラベル11は、巻き締め部24と凹状部25との境に存在する段差部を覆って、天面部21の周縁から側面部23の中途部に亘って装着されているため、容器20を筒状ラベル11から抜き取るときに、筒状ラベル11の上端部が巻き締め部24に引っ掛ることなく、スムーズな抜き取り操作が可能となる。
【0057】
なお、巻き締め部24の段差部は、上記のように、直径が大きくなる方向と、抜き取りの際に容器20を引っ張る方向とが逆である。つまり、該段差部より下方に筒状ラベル11の上端があると、容器20を抜き取るために容器20を下方に引っ張った際に、ラベルの上端(上縁)が該段差部に引っ掛かり、抜けなくなってしまう。そこで、該段差部を覆い、巻き締め部24に跨って、筒状ラベル11を装着しておくことで、容器20に対してラベルをスムーズに移動させることができる。
【0058】
上記実施形態は、本発明の目的を損なわない範囲で設計変更することができる。
以下、図5〜図7を参照して、設計変更例を説明する(重複する説明は省略し、上記実施形態との相違点を説明する)。
【0059】
図5は、変形例である包装体10xの斜視図である。
図5に示すように、包装体10xは、連接した2つの容器20をまとめて包装する。保持部材12xは、包装体10と同様に、天面板13x、側面板14ax,14bxを有するが、包装する容器20の数が少ないため、左右方向長さが包装体10よりも短くなっている。また、筒状ラベル11xは、その軸方向長さが筒状ラベル11よりも短く、容器20の上側1/3程度を覆って装着されている。これに対応して、側面板14ax,14bxの上下方向長さも短くなっている。このように、本発明の包装体のサイズは、被包装物の数、又は形状等に応じて、適宜変更することができる。
【0060】
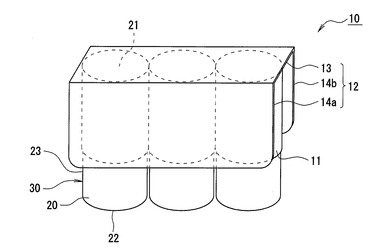
図6は、変形例である包装体10yの斜視図である。
図6に示すように、包装体10yは、連接した6つの容器20をまとめて包装する。6つの容器20は、複数列に並んで配置されており、左右方向に沿って3つの容器20が並んだ列が2つ形成された状態で包装されている。保持部材12yは、2つの列を前後から挟むように互いに対向配置された側面板14ay,14by、及び2つの列を前後から挟むように互いに対向配置された側面板14cy,側面板14dyを含む。このように、本発明の包装体は、複数列に並んだ複数の被包装物を挟んで包装することができる。
【0061】
図6に例示する形態において、筒状ラベル11yと保持部材12yとの接合部(図示せず)は、側面板14ay,14byの裏面上に形成できるが、より安定した接合を実現するため、天面板13y及び側面板14cy,側面板14dyにも形成することが好適である。また、筒状ラベル11y同士が互いに接合されていてもよい。
【0062】
図7は、変形例である包装体10zの斜視図である。
図7に示すように、包装体10zは、連接した3つの容器20をまとめて包装する。各容器20は、他の2つの容器20と接触しており、略三角形状を呈するように集合した状態で包装されている。保持部材12zは、各頂点部がカットされた略三角形状の天面板13zと、該三角形状の各辺から底面部22側に延びた3つの側面板14az,14bz,14czとを含む。また、図7に例示する形態では、筒状ラベル11zの軸方向長さが、側面板14az,14bz,14czの上下方向長さよりも長くなっている。このように、本発明の包装体は、三角形状や六角形状など、種々の形状を呈するように集合した複数の被包装物をまとめて包装することができる。
【0063】
また、上記では、保持部材12が容器20の天面部21を覆うものとして説明したが、底面部22及び側面部23を覆う保持部材であってもよい。この場合、筒状ラベルは、側面部23の底面部22側に装着されることが好適である。
また、平坦なシートからなる保持部材、例えば、底面部22を覆う平坦なシート状の保持部材であってもよい。この場合、筒状ラベル11は、底面部22に回り込み、その回り込んだ部分と保持部材とが接合される。
また、保持部材は、容器の側面部のみを覆う形態であってもよい。
また、保持部材は、被包装物の段差部に係止可能な係止部を有するホルダー形態であってもよい。例えば、保持部材の裏面に段差部に引っ掛かる凸状部が設けられた形態、或いは天面板と側面板との境界に位置する折り目線に沿って切り込みを形成し、該切り込みに段差部を引っ掛ける形態としてもよい。
【0064】
また、被包装物が、胴部と、胴部より縮径し、内容物の取り出し口が形成されてキャップが取り付けられた首部とを含む容器である場合、天面板13に首部が挿通可能な貫通孔を形成した形態としてもよい。つまり、複数の容器の首部が天面板13から突出した包装形態である。
【0065】
また、包装体は、保持部材を有さない形態であってもよい。この場合、包装体は、複数の筒状ラベルを備え、各筒状ラベル同士が直接接合された形態を有する。つまり、この包装体では、各筒状ラベルが、ラベル同士を直接接合する接合部により互いに結合されている。筒状ラベル同士の接合形態としては、上記実施形態と同様に、直線状や三角形状などが例示でき、特に限定されない。
【0066】
さらに、筒状ラベルには、必要に応じてミシン目等の開封手段が設けられていてもよい。特に、筒状ラベルが容器の底面部にかかる場合には、底面部上を覆うラベルの底面被覆部に、ミシン目又は切込み等が設けられるのが好ましい。
また、筒状ラベルから容器をスムーズに抜き取るため、ラベルの端部が引っ掛る可能性のある窪みが容器の側面部に存在する場合、その窪みを覆って筒状ラベルを装着しておくことが好適である。
【符号の説明】
【0067】
10 包装体、11 筒状ラベル、12 保持部材、13 天面板、14a,14b 側面板、15a,15b 接合部、16 天面被覆部、17 センターシール部、20 容器、21 天面部、22 底面部、23 側面部、24 巻き締め部、25 凹状部、30 列。
【特許請求の範囲】
【請求項1】
複数の被包装物をまとめて包装する包装体であって、
ストレッチフィルムを筒状に形成してなり、各被包装物にそれぞれ装着される複数の筒状ラベルを備え、
各筒状ラベルが接合部により互いに結合されていることを特徴とする包装体。
【請求項2】
請求項1に記載の包装体において、
被包装物は、第1の端面部と、第1の端面部に対向配置される第2の端面部と、第1の端面部と第2の端面部とをつなぐ側面部とを含み、
筒状ラベルは、第1の端面部の少なくとも周縁から側面部の中途部に亘って装着されていることを特徴とする包装体。
【請求項3】
請求項1に記載の包装体において、
被包装物は、第1の端面部と、第1の端面部に対向配置される第2の端面部と、第1の端面部と第2の端面部とをつなぐと共に、周方向に段差部が形成された側面部とを含み、
筒状ラベルは、側面部の段差部を覆って装着されていることを特徴とする包装体。
【請求項4】
請求項3に記載の包装体において、
側面部の段差部は、第1の端面部の近傍に形成され、
筒状ラベルは、第1の端面部の少なくとも周縁から側面部の中途部に亘って装着されていることを特徴とする包装体。
【請求項5】
請求項1〜4のいずれか1項に記載の包装体において、
各筒状ラベルを接合する接合部を含む保持部材を備え、
各筒状ラベルが保持部材を介して互いに結合されていることを特徴とする包装体。
【請求項6】
請求項5に記載の包装体において、
保持部材は、
各被包装物の第1の端面部を覆う天面板と、
該天面板から各被包装物の第2の端面部側に延びて各被包装物の側面部を覆う側面板と、
を含み、側面板に接合部が設けられていることを特徴とする包装体。
【請求項7】
請求項6に記載の包装体において、
保持部材は、一列又は複数列に並んだ複数の被包装物を挟んで互いに対向配置された少なくとも一対の側面板を含むことを特徴とする包装体。
【請求項1】
複数の被包装物をまとめて包装する包装体であって、
ストレッチフィルムを筒状に形成してなり、各被包装物にそれぞれ装着される複数の筒状ラベルを備え、
各筒状ラベルが接合部により互いに結合されていることを特徴とする包装体。
【請求項2】
請求項1に記載の包装体において、
被包装物は、第1の端面部と、第1の端面部に対向配置される第2の端面部と、第1の端面部と第2の端面部とをつなぐ側面部とを含み、
筒状ラベルは、第1の端面部の少なくとも周縁から側面部の中途部に亘って装着されていることを特徴とする包装体。
【請求項3】
請求項1に記載の包装体において、
被包装物は、第1の端面部と、第1の端面部に対向配置される第2の端面部と、第1の端面部と第2の端面部とをつなぐと共に、周方向に段差部が形成された側面部とを含み、
筒状ラベルは、側面部の段差部を覆って装着されていることを特徴とする包装体。
【請求項4】
請求項3に記載の包装体において、
側面部の段差部は、第1の端面部の近傍に形成され、
筒状ラベルは、第1の端面部の少なくとも周縁から側面部の中途部に亘って装着されていることを特徴とする包装体。
【請求項5】
請求項1〜4のいずれか1項に記載の包装体において、
各筒状ラベルを接合する接合部を含む保持部材を備え、
各筒状ラベルが保持部材を介して互いに結合されていることを特徴とする包装体。
【請求項6】
請求項5に記載の包装体において、
保持部材は、
各被包装物の第1の端面部を覆う天面板と、
該天面板から各被包装物の第2の端面部側に延びて各被包装物の側面部を覆う側面板と、
を含み、側面板に接合部が設けられていることを特徴とする包装体。
【請求項7】
請求項6に記載の包装体において、
保持部材は、一列又は複数列に並んだ複数の被包装物を挟んで互いに対向配置された少なくとも一対の側面板を含むことを特徴とする包装体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−43675(P2013−43675A)
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願番号】特願2011−182929(P2011−182929)
【出願日】平成23年8月24日(2011.8.24)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願日】平成23年8月24日(2011.8.24)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
[ Back to top ]