
包装体

【課題】良好な熱接着性を維持しつつ、優れた非付着性を持続的に発揮できる包装体を提供する。
【解決手段】少なくとも基材層1及び熱接着層2を有する積層体からなる蓋材を用いて作製される包装体であって、前記熱接着層2が蓋材の一方の面の最外層として積層されており、前記熱接着層2が他の層と隣接していない最外面に一次粒子平均径3〜100nmの疎水性酸化物微粒子3が付着し、疎水性酸化物微粒子3が三次元網目状構造からなる多孔質層を形成しており、容器に内容物が充填され、その開口部と蓋材の熱接着層2とが接するような状態で密封された包装体に係る。
【解決手段】少なくとも基材層1及び熱接着層2を有する積層体からなる蓋材を用いて作製される包装体であって、前記熱接着層2が蓋材の一方の面の最外層として積層されており、前記熱接着層2が他の層と隣接していない最外面に一次粒子平均径3〜100nmの疎水性酸化物微粒子3が付着し、疎水性酸化物微粒子3が三次元網目状構造からなる多孔質層を形成しており、容器に内容物が充填され、その開口部と蓋材の熱接着層2とが接するような状態で密封された包装体に係る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装材料に関する。より具体的には、食品、飲料品、医薬品、化粧品、化学品等を包装するために用いる包装材料に関する。特に、内容物の非付着性に優れた包装材料に関する。
【背景技術】
【0002】
従来より多種多様の包装材料が知られているが、その内容物も多岐にわたる。例えば、ゼリー菓子、プリン、ヨーグルト、液体洗剤、練り歯磨き、カレールー、シロップ、ワセリン、洗顔クリーム、洗顔ムース等のように、食品、飲料品、医薬品、化粧品、化学品等がある。また、内容物の性状も固体、半固体、液体、粘性体、ゲル状物等のように様々なものがある。
【0003】
これらの内容物を包装するための包装材料においては、密封性が要求されるほかに、内容物、包装形態、用途等に応じて熱接着性、遮光性、耐熱性、耐久性等が要求される。
ところが、これらの特性を満たしている包装材料であっても、次のような問題がある。すなわち、内容物が包装材料に付着するという問題である。内容物が包装材料に付着すれば、内容物をすべて使い切ることが困難になり、それだけ無駄が生じることになる。また、内容物をすべて使い切るためには包装材料に付着した内容物を別途に回収しなければならず、手間がかかる。このため、包装材料では、上記のような密封性等のほか、内容物が包装材料に付着しにくい性質(非付着性)を備えていることが必要である。
【0004】
これに対し、接着層を介して一体化された基材層とヒートシール層とを備えた蓋材において、ヒートシール層が、付着防止効果を有するグリセリン酸エステル、ポリグリセリン脂肪酸エステル、ペンタエリスリトール脂肪酸エステル、ポリオキシプロピレン・ポリオキシエチレンブロックポリマー、ソルビタン脂肪酸エステル、ポリオキシエチレンアルキルエーテル、脂肪酸アミド等を含むポリオレフィンからなり、その厚さが10μmよりも厚く、接着層と該ヒートシール層との間にポリオレフィンからなる中間層が設けられていることを特徴とする充填物付着防止蓋材が提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−37310
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記のような蓋材では、使用できるヒートシール層の種類又は厚みが制限される上、グリセリン酸エステル等の添加剤の使用量を厳格に制御しなければならない。添加剤の使用量が多すぎるとヒートシール性能を低下させる一方、添加剤の使用量を少なくすればそれだけ付着防止効果が低下する。この点において実用化を進める上ではさらなる改善の余地がある。
【0007】
従って、本発明の主な目的は、良好な熱接着性を維持しつつ、優れた非付着性を持続的に発揮できる包装材料を提供することにある。
【課題を解決するための手段】
【0008】
本発明者は、従来技術の問題点に鑑みて鋭意研究を重ねた結果、特定の構造を有する積層体を包装材料として採用することにより上記目的を達成できることを見出し、本発明を完成するに至った。
【0009】
すなわち、本発明は、下記の包装体に係る。
1. 少なくとも基材層及び熱接着層を有する積層体からなる蓋材を用いて作製される包装体であって、前記熱接着層が蓋材の一方の面の最外層として積層されており、前記熱接着層が他の層と隣接していない最外面に一次粒子平均径3〜100nmの疎水性酸化物微粒子が付着し、疎水性酸化物微粒子が三次元網目状構造からなる多孔質層を形成しており、容器に内容物が充填され、その開口部と蓋材の熱接着層とが接するような状態で密封された包装体。
2. 熱接着時において、熱接着される領域上に存在する疎水性酸化物微粒子は熱接着層中に埋め込まれている、前記項1に記載の包装体。
3. 熱接着層側の最外面に内容物が接触可能な状態で当該内容物が蓋材と容器によって包装されてなる製品である、前記項1又は2に記載の包装体。
4. 内容物が、食品又は飲料品である、前記項1〜3のいずれかに記載の包装体。
5. 内容物が、液体、粘性体又はゲル状物である、前記項1〜4のいずれかに記載の包装体。
6. 内容物が、ヨーグルトである、前記項1〜5のいずれかに記載の包装体。
7. 疎水性酸化物微粒子が疎水性シリカである、前記項1〜6のいずれかに記載の包装体。
8. 疎水性シリカがその表面にトリメチルシリル基を有する、前記項1〜7のいずれかに記載の包装体。
【発明の効果】
【0010】
本発明の包装材料は、良好な熱接着性を維持しながらも、優れた非付着性を発揮することができる。すなわち、熱接着層の種類、厚み等の制限を受けることなく、熱接着性を実用上阻害せずに、高い非付着性を得ることができる。より具体的には、熱接着時において、熱接着される領域上に存在する疎水性酸化物微粒子は当該熱接着層中に埋め込まれるので熱接着を阻害しない一方、熱接着される領域外に存在する疎水性酸化物微粒子はそのまま熱接着層上に保持されているのでその高い非付着性を発揮することができる。
【0011】
また、本発明の製造方法によれば、熱接着層に疎水性酸化物微粒子を付与するだけで良いので、熱接着層を構成する原材料への添加剤の配合の制御をする必要がなく、よってその配合率の制御等が不要となる分、生産効率、コスト等の面で有利である。しかも、前記のように、熱接着層に接着しろを考慮せずに全面に疎水性酸化物微粒子を付着させるだけで熱接着を行うことができるという点でも有利である。
【0012】
このような包装材料は、蓋材として使用できるほか、ピロー袋、ガセット袋、自立袋、三方シール袋、四方シール袋等の袋体、成形容器、包装シート、チューブ等の様々な用途に効果的に利用することができる。
【図面の簡単な説明】
【0013】
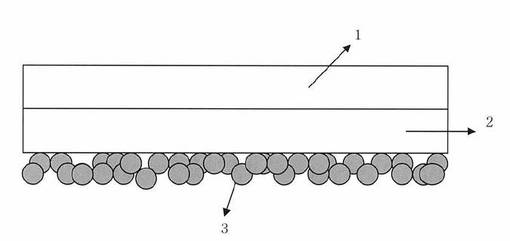
【図1】本発明の包装材料の断面構造の模式図である。
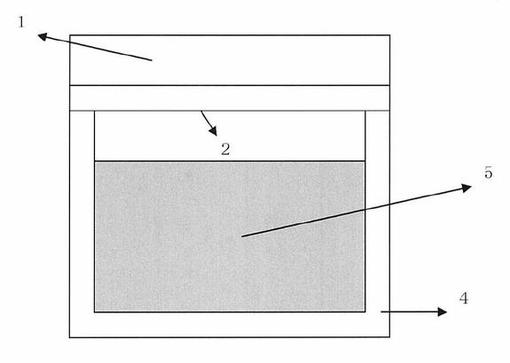
【図2】本発明の包装材料を容器の蓋材として用いて作製された包装体の断面構造の模式図である。
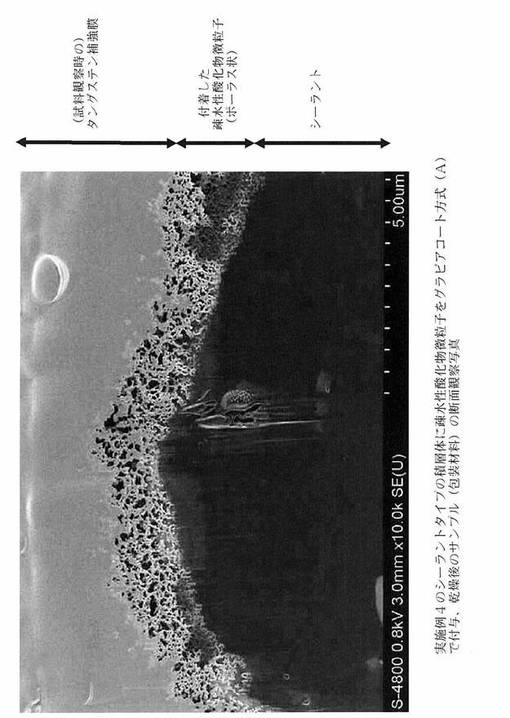
【図3】実施例で得られた包装材料における断面構造をFE(Field Emission)−SEMで観察した結果を示す図である。
【符号の説明】
【0014】
1 基材層
2 熱接着層
3 疎水性酸化物微粒子
4 容器
5 内容物
【発明を実施するための形態】
【0015】
1.包装材料
本発明の包装材料は、少なくとも基材層及び熱接着層を有する積層体からなる包装材料であって、前記熱接着層が包装材料の一方の面の最外層として積層されており、前記熱接着層が他の層と隣接していない最外面に一次粒子平均径3〜100nmの疎水性酸化物微粒子が付着していることを特徴とする。
【0016】
図1に本発明の包装材料の断面構造の模式図を示す。図1の包装材料では、基材層1に熱接着層2が積層された積層体からなる。熱接着層2は包装材料(積層体)の一方の最外層に積層されている。最外層である熱接着層2において、他の層(図1では基材層)と隣接していない側の面(最外面)に一次粒子平均径3〜100nmの疎水性酸化物微粒子3が付着している。疎水性酸化物微粒子3は熱接着層2に付着して固定されている。すなわち、疎水性酸化物微粒子と内容物とが接触しても疎水性酸化物微粒子が脱落しない程度に付着している。図1において、疎水性酸化物微粒子3は、一次粒子が含まれていても良いが、その凝集体(二次粒子)が多く含まれていることが望ましい。特に、疎水性酸化物微粒子が三次元網目状構造からなる多孔質層をなしていることがより好ましい。すなわち、熱接着層2の上には疎水性酸化物微粒子により形成された三次元網目状構造からなる多孔質層が積層されていることが好ましい。
【0017】
図2には、本発明の包装材料を容器の蓋材として用いて作製された包装体の断面構造の模式図を示す。なお、図2では、疎水性酸化物微粒子3の表記は省略されている。容器4に内容物5が充填され、その開口部と包装材料の熱接着層2とが接するような状態で密封される。つまり、熱接着層2に付着している疎水性酸化物微粒子が内容物5と接触可能な状態で本発明の包装材料が使用されることになる。このような場合であっても、熱接着層2は疎水性酸化物微粒子によって保護され、優れた非付着性を有するので、たとえ内容物が熱接着層2近傍に接触しても(接近しても)、内容物の熱接着層への付着が疎水性酸化物微粒子(又は疎水性酸化物微粒子からなる多孔質層)によって遮られ、なおかつ、はじかれる。このため、内容物が熱接着層近傍に付着したままの状態とならずに、疎水性酸化物微粒子(又は疎水性酸化物微粒子からなる多孔質層)にはじかれて内容物が容器に戻る。なお、容器4の材質としては、金属、合成樹脂、ガラス、紙、それらの複合材等から適宜選択でき、その材質に応じて熱接着層の種類や成分を適宜調整することができる。このように、本発明の包装材料は、熱接着層側の最外面(特に疎水性酸化物微粒子(又は疎水性酸化物微粒子からなる多孔質層))に内容物が接触可能な状態で当該内容物が包装材料に包装されてなる製品のために好適に用いることができる。
【0018】
基材層としては、公知の材料又は積層材料を採用することができる。例えば、紙、合成紙、樹脂フィルム、蒸着層付き樹脂フィルム、アルミニウム箔等の単体又はこれらの複合材料・積層材料を好適に用いることができる。
【0019】
これらの材料には、公知の包装材料で採用されている各層が任意の位置に積層されていても良い。例えば、印刷層、印刷保護層(いわゆるOP層)、着色層、接着剤層、接着強化層、プライマーコート層、アンカーコート層、防滑剤層、滑剤層、防曇剤層等が挙げられる。
【0020】
積層材料を用いる場合の積層方法も限定的でなく、例えばドライラミネート法、押し出しラミネート法、ウエットラミネート法、ヒートラミネート法等の公知の方法を採用することができる。
【0021】
基材層の厚みは限定されないが、包装材料としての強度、柔軟性、コスト等の観点より通常15〜500μmの範囲内で適宜設定すれば良い。
【0022】
熱接着層としては、公知の材料を採用することができる。例えば、公知のシーラントフィルムのほか、ラッカータイプ接着剤、イージーピール接着剤、ホットメルト接着剤等の接着剤により形成される層を採用することができる。本発明では、この中でも、ラッカータイプ接着剤又はホットメルト接着剤を採用するのが好ましく、特にホットメルト接着剤により形成される熱接着層(ホットメルト層)を好適に採用することができる。ホットメルト層を形成する場合には、ホットメルト接着剤を溶融状態で塗布した後、冷却固化するまでに疎水性酸化物微粒子を付与すれば熱接着層に疎水性酸化物微粒子をそのまま付着させることができるため、本発明包装材料の連続的な生産が容易となる。
【0023】
熱接着層の厚みは特に限定されないが、密封性、生産性、コスト等の観点より通常2〜150μm程度とすることが好ましい。特に、本発明の包装材料では、熱接着するに際して、熱接着される領域上に存在する疎水性酸化物微粒子が熱接着層中に埋め込まれ、熱接着層が最表面となることにより熱接着を行うことができる。このため、上記厚みの範囲内において、疎水性酸化物微粒子を熱接着層にできるだけ多く埋め込むことができる厚みに設定することが望ましい。
【0024】
熱接着層に付着する疎水性酸化物微粒子は、一次粒子平均径が通常3〜100nmであり、好ましくは5〜50nmであり、より好ましくは5〜20nmである。一次粒子平均径を上記範囲とすることにより、疎水性酸化物微粒子が適度な凝集状態となり、その凝集体中にある空隙に空気等の気体を保持することができる結果、優れた非付着性を得ることができる。すなわち、この凝集状態は、熱接着層に付着した後も維持されるので、優れた非付着性を発揮することができる。
【0025】
なお、本発明において、一次粒子平均径の測定は、走査型電子顕微鏡(FE−SEM)で実施することができ、走査型電子顕微鏡の分解能が低い場合には透過型電子顕微鏡等の他の電子顕微鏡を併用して実施しても良い。具体的には、粒子形状が球状の場合はその直径、非球状の場合はその最長径と最短径との平均値を直径とみなし、走査型電子顕微鏡等による観察により任意に選んだ20個分の粒子の直径の平均を一次粒子平均径とする。
【0026】
疎水性酸化物微粒子の比表面積(BET法)は特に制限されないが、通常50〜300m2/gとし、特に100〜300m2/gとすることが好ましい。
【0027】
疎水性酸化物微粒子としては、疎水性を有するものであれば特に限定されず、表面処理により疎水化されたものであっても良い。例えば、親水性酸化物微粒子をシランカップリング剤等で表面処理を施し、表面状態を疎水性とした微粒子を用いることもできる。酸化物の種類も、疎水性を有するものであれば限定されない。例えばシリカ(二酸化ケイ素)、アルミナ、チタニア等の少なくとも1種を用いることができる。これらは公知又は市販のものを採用することができる。例えば、シリカとしては、製品名「AEROSIL R972」、「AEROSIL R972V」、「AEROSIL R972CF」、「AEROSIL R974」、「AEROSIL RX200」、「AEROSIL RY200」(以上、日本アエロジル株式会社製)、「AEROSIL R202」、「AEROSIL R805」、「AEROSIL R812」、「AEROSIL R812S」、(以上、エボニック デグサ社製)等が挙げられる。チタニアとしては、製品名「AEROXIDE TiO2 T805」(エボニック デグサ社製)等が例示できる。アルミナとしては、製品名「AEROXIDE Alu C」(エボニック デグサ社製)等をシランカップリング剤で処理して粒子表面を疎水性とした微粒子が例示できる。
【0028】
この中でも、疎水性シリカ微粒子を好適に用いることができる。とりわけ、より優れた非付着性が得られるという点において、表面にトリメチルシリル基を有する疎水性シリカ微粒子が好ましい。これに対応する市販品としては、例えば前記「AEROSIL R812」、「AEROSIL R812S」(いずれもエボニック デグサ社製)等が挙げられる。
【0029】
熱接着層に付着させる疎水性酸化物微粒子の付着量(乾燥後重量)は限定的ではないが、通常0.01〜10g/m2とするのが好ましく、0.2〜1.5g/m2とするのがより好ましく、0.3〜1g/m2とするのが最も好ましい。上記範囲内に設定することによって、より優れた非付着性が長期にわたって得ることができる上、疎水性酸化物微粒子の脱落抑制、コスト等の点でもいっそう有利となる。熱接着層に付着した疎水性酸化物微粒子は、三次元網目構造を有する多孔質層を形成していることが好ましく、その厚みは0.1〜5μm程度が好ましく、0.2〜2.5μm程度がさらに好ましい。このようなポーラスな層状態で付着することにより、当該層に空気を多く含むことができ、より優れた非付着性を発揮することができる。
【0030】
また、疎水性酸化物微粒子は、熱接着層の全面(基材層側と反対側の面の全面)に付着していても良いし、熱接着層が熱接着される領域(いわゆる接着しろ)を除いた領域に付着していても良い。本発明では、熱接着層の全面に付着している場合でも、熱接着される領域上に存在する疎水性酸化物微粒子のほとんど又は全部が当該熱接着層中に埋没するので熱接着が阻害されることはなく、工業的生産上でも熱接着層の全面に付着している方が望ましい。
【0031】
2.包装材料の製造方法
本発明の包装材料は、例えば、少なくとも基材層及び熱接着層を有する積層体からなる包装材料を製造する方法であって、当該熱接着層の表面に一次粒子平均径3〜100nmの疎水性酸化物微粒子を付着させる工程(以下「付着工程」ともいう。)を含む包装材料の製造方法によって好適に得ることができる。
【0032】
積層体の製造自体は公知の方法に従って実施することができる。例えば、単層基材又はドライラミネート法、押し出しラミネート法、ウエットラミネート法、ヒートラミネート法等により作製された積層材料に対して、前記1.で説明した方法により熱接着層を形成すれば良い。
【0033】
付着工程を実施する方法は特に限定されない。例えば、ロールコーティング、グラビアコーティング、バーコート、ドクターブレードコーティング、刷毛塗り、粉体静電法等の公知の方法を採用することができる。ロールコーティング等を採用する場合は、疎水性酸化物微粒子を溶媒に分散させてなる分散体を用いて熱接着層上に塗膜を形成した後に乾燥する方法により付着工程を実施することができる。この場合の溶媒は限定されず、水のほか、例えばアルコール(エタノール)、シクロヘキサン、トルエン、アセトンIPA、プロピレングリコール、ヘキシレングリコール、ブチルジグリコール、ペンタメチレングリコール、ノルマルペンタン、ノルマルヘキサン、ヘキシルアルコール等の有機溶剤を適宜選択することができる。この際、微量の分散剤、着色剤、沈降防止剤、粘度調整剤等を併用することもできる。溶媒に対する疎水性酸化物微粒子の分散量は通常10〜100g/L程度とすれば良い。乾燥する場合は、自然乾燥又は強制乾燥(加熱乾燥)のいずれであっても良いが、工業的には強制乾燥することがこのましい。乾燥温度は、熱接着層に影響を与えない範囲であれば制限されないが、通常は150℃以下、特に80〜120℃とすることが好ましい。
【0034】
本発明の製造方法では、前記の付着工程中及び/又は付着工程後に積層体を加熱することもできる。積層体を加熱することにより熱接着層に対する疎水性酸化物微粒子の付着力(固定力)をより高めることができる。この場合の加熱温度Tは、熱接着層の種類等に応じて適宜設定することができ、通常は用いる熱接着層の融点Tm(溶融開始温度)℃に対してTm−50≦T≦Tm+50の範囲とすることが好ましい。また、本発明の包装材料には、公知の包装材料と同様に必要に応じて、エンボス加工、ハーフカット加工、ノッチ加工等を施しても差し支えない。
【実施例】
【0035】
以下に実施例及び比較例を示し、本発明の特徴をより具体的に説明する。ただし、本発明の範囲は、実施例に限定されない。
【0036】
実施例1〜9及び比較例1〜3
表1に示すような各タイプの熱接着層を有する積層体に対して疎水性酸化物微粒子を付着させたサンプルを作製した。具体的には下記のようにして各サンプルを作製した。
【0037】
(1)積層体の作製
【0038】
<ホットメルトタイプ>
厚み15μmのアルミニウム箔(1N30、軟質箔;ALと略称)の片面にポリウレタン系ドライラミネート接着剤(乾燥後重量3.5g/m2;Dと略称)を用いて、裏印刷(印刷と略称)を施した厚み12μmのポリエチレンテレフタレートフィルム(PETと略称)の印刷面と貼り合わせ、基材層を作製した。この基材層のアルミニウム面にアンカーコート(主成分:ポリエステル系樹脂;ACと略称)処理を施した上、低密度ポリエチレン樹脂(LDPEと略称)を乾燥後膜厚20μmとなるように押出し積層した。さらに、低密度ポリエチレン上にホットメルト剤(ワックス35重量部、ロジン35重量部及びエチレン−酢酸ビニル共重合体30重量部;HMと略称)を乾燥後重量20g/m2となるようにグラビアホットメルトコートした。これによって、「PET/印刷/D/AL/AC/LDPE/HM」なる構成の積層体を得た。
【0039】
<シーラントタイプ>
厚み15μmのアルミニウム箔(1N30、軟質箔;ALと略称)の片面にポリウレタン系ドライラミネート接着剤(乾燥後重量3.5g/m2;Dと略称)を用いて、裏印刷(印刷と略称)を施した厚み12μmのポリエチレンテレフタレートフィルム(PETと略称)の印刷面と貼り合わせ、基材層を作製した。この基材層のアルミニウム面にアンカーコート(主成分:ポリエステル系樹脂;ACと略称)処理を施した上、低密度ポリエチレン樹脂(乾燥後膜厚20μm;LDPEと略称)を用いて厚み30μmのシーラントフィルム(主成分:メタロセン触媒ポリエチレン;シーラントと略称)を押出しラミネートした。これによって、「PET/印刷/D/AL/AC/LDPE/シーラント」なる構成の積層体を得た。
【0040】
<ラッカータイプ>
厚み15μmのアルミニウム箔(1N30、軟質箔;ALと略称)の片面にポリウレタン系ドライラミネート接着剤(乾燥後重量3.5g/m2;Dと略称)を用いて、裏印刷(印刷と略称)を施した厚み12μmのポリエチレンテレフタレートフィルム(PETと略称)の印刷面と貼り合わせ、基材層を作製した。この基材層のアルミニウム面にポリウレタン系ドライラミネート接着剤(乾燥後重量3.5g/m2;Dと略称)を用いて、別途用意した厚み12μmのポリエチレンテレフタレートフィルム(PETと略称)を貼り合わせた上、ヒートシールラッカー(主成分:アクリル樹脂+ポリエステル樹脂:ラッカーと略称)を乾燥後重量5g/m2となるように塗布した。これによって、「PET/印刷/D/AL/D/PET/ラッカー」なる構成の積層体を得た。
【0041】
(2)疎水性酸化物微粒子の付着
疎水性酸化物微粒子(製品名「AEROSIL R812S」エボニック デグサ社製、BET比表面積:220m2/g、一次粒子平均径:7nm)5gをエタノール100mLに分散させてコート液を調製した。このコート液を前記(1)で作製された積層体の熱接着層の面に乾燥後重量で0.3〜1.0g/m2となるようにグラビアコート方式又はバーコート方式で付与した後、100℃で10秒程度をかけて乾燥させてエタノールを蒸発させることにより、サンプル(包装材料)を得た。
【0042】
(3)疎水性酸化物微粒子からなる多孔質層の観察(確認)
実施例の包装材料において、疎水性酸化物微粒子からなる層の構造をFE−SEMにより観察した。その結果、いずれの包装材料についても、疎水性酸化物微粒子により形成された三次元網目構造を有する多孔質層が観察された。その一例として、実施例4(A)の観察結果を図3に示す。図3に示すように、熱接着層(シーラント)の上に黒色と白色が混ざった層が認められる。この白色の部分は疎水性酸化物からなる多孔質層である。このように、前記コート液を塗布及び乾燥することにより、疎水性酸化物微粒子からなる多孔質層が形成されることがわかる。
【0043】
試験例1(シール強度)
各実施例及び比較例で得られたサンプルについてシール強度を調べた。
【0044】
実施例1〜6及び比較例1〜2について
各包装材料から蓋材の形状(タブ付きの直径75mmの円形)に切り抜いた蓋材を用いて包装体を作製した。具体的には、フランジ付き紙/ポリエチレン製容器(フランジ幅3mm、フランジ外径70mm、高さ約55mm、内容積約130cm3、厚み約300μmの紙にポリエチレン100μmをコーティングしたものをポリエチレンが容器内側になるように成形したもの)のフランジ上に前記蓋材をヒートシールすることによって包装体をそれぞれ作製した。前記ヒートシール条件は、温度160℃及び圧力1kg/cm2で1秒間とした。各包装体上の蓋材のタブを開封始点からみて仰角45度の方向に100mm/分の速度で引っ張り、開封時の最大荷重をシール強度(N)とし、各包装体についてn=6点測定し、その平均値を求めた。その結果を表1に示す。
【0045】
実施例7〜9及び比較例3について
各包装材料から蓋材の形状(タブ付きの縦62mm×横67mmの矩形)に切り抜いた蓋材を用いて包装体を作製した。具体的には、フランジ付きポリスチレン製容器(フランジ幅4mm、フランジ外径60mm×65mm□、高さ約48mm、内容積約100cm3になるように成形したもの)のフランジ上に前記蓋材をヒートシールすることによって包装体をそれぞれ作製した。前記ヒートシール条件は、温度210℃及び圧力2kg/cm2にて1秒間で2mm幅のリング(凹状)シール)とした。各包装体上の蓋材のタブを開封始点からみて仰角45度の方向に100mm/分の速度で引っ張り、開封時の最大荷重をシール強度(N)とし、各包装体についてn=6点測定し、その平均値を求めた。その結果を表1に示す。
【0046】
試験例2(密封性(パンク強度))
試験例1で作製した包装体を試験サンプルとし、{乳及び乳製品の成分規格等に関する省令(昭和54年4月16日厚生省令第17号)}の封緘強度試験法に準じて封緘強度試験を行った。但し、容器内に空気を流入し続け、空気漏れする時点の内圧(mmHg)を測定した。各包装体についてn=3点測定し、その平均値を求めた。その結果を表1に示す。
【0047】
試験例3(接触角)
各包装材料の熱接着層側を試験面とし、接触角測定装置(固液界面解析装置「Drop Master300」協和界面科学株式会社製)を用いて純水の接触角を測定した。その結果を表1に示す。
【0048】
試験例4(落下角)
各包装材料の熱接着層側を試験面とし、この面を上面として水平な平台にクリップで固定し、市販のヨーグルト(製品名「おいしいカスピ海」ソフトヨーグルト、グリコ乳業株式会社製1滴:約0.4g)を至近距離から垂らし、水平な平台を傾け、ヨーグルト液滴が転げ落ちたときの角度を求めた。その結果を表1に示す。なお、比較例1〜3は、90度でも転げ落ちずに垂れ流れた。
【0049】
試験例5(輸送テスト)
試験例1で用いた包装体中に市販のヨーグルト(製品名「おいしいカスピ海」ソフトヨーグルト、グリコ乳業株式会社製)を100g(フランジ付き紙/ポリエチレン製容器)及び85g(フランジ付きポリスチレン製容器)それぞれ充填し、試験例1と同様にして蓋材をヒートシールをした。ヨーグルトを充填した包装体を1500kmの距離を長距離トラックで輸送した後、手指で蓋材を開封し、各蓋材の熱接着層側の面の状態を目視で観察した。その結果を表1に示す。なお、評価は、ヨーグルトの付着なしの場合は「◎」とし、周辺部に若干リング状の付着がある場合(付着面積割合20%以下)は「○」とし、付着がやや目立つ場合(付着面積割合20%超え90%未満)は「△」とし、ほぼ全面に付着が認められる場合(付着面積割合90%以上)は「×」とした。この場合、「◎」「○」が良好と評価される。
【0050】
【表1】

【0051】
表1の結果からも明らかなように、従来品(比較例)では非付着性は全く発揮されていないのに対し、本発明(実施例)では高い非付着性を発揮していることがわかる。また、シール強度、密封性(パンク値)の点においても実用上差し支えのない良好な性能を示していることがわかる。また、接触角及び落下角の結果からも、本発明の包装材料が高い非付着性を示すことがわかる。特に、本発明の包装材料の熱接着層側の最外面(疎水性酸化物微粒子が付着した面)は純水の接触角が150度以上を示し、従来の包装材料には見られない優れた内容物非付着性を有する。
【技術分野】
【0001】
本発明は、包装材料に関する。より具体的には、食品、飲料品、医薬品、化粧品、化学品等を包装するために用いる包装材料に関する。特に、内容物の非付着性に優れた包装材料に関する。
【背景技術】
【0002】
従来より多種多様の包装材料が知られているが、その内容物も多岐にわたる。例えば、ゼリー菓子、プリン、ヨーグルト、液体洗剤、練り歯磨き、カレールー、シロップ、ワセリン、洗顔クリーム、洗顔ムース等のように、食品、飲料品、医薬品、化粧品、化学品等がある。また、内容物の性状も固体、半固体、液体、粘性体、ゲル状物等のように様々なものがある。
【0003】
これらの内容物を包装するための包装材料においては、密封性が要求されるほかに、内容物、包装形態、用途等に応じて熱接着性、遮光性、耐熱性、耐久性等が要求される。
ところが、これらの特性を満たしている包装材料であっても、次のような問題がある。すなわち、内容物が包装材料に付着するという問題である。内容物が包装材料に付着すれば、内容物をすべて使い切ることが困難になり、それだけ無駄が生じることになる。また、内容物をすべて使い切るためには包装材料に付着した内容物を別途に回収しなければならず、手間がかかる。このため、包装材料では、上記のような密封性等のほか、内容物が包装材料に付着しにくい性質(非付着性)を備えていることが必要である。
【0004】
これに対し、接着層を介して一体化された基材層とヒートシール層とを備えた蓋材において、ヒートシール層が、付着防止効果を有するグリセリン酸エステル、ポリグリセリン脂肪酸エステル、ペンタエリスリトール脂肪酸エステル、ポリオキシプロピレン・ポリオキシエチレンブロックポリマー、ソルビタン脂肪酸エステル、ポリオキシエチレンアルキルエーテル、脂肪酸アミド等を含むポリオレフィンからなり、その厚さが10μmよりも厚く、接着層と該ヒートシール層との間にポリオレフィンからなる中間層が設けられていることを特徴とする充填物付着防止蓋材が提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−37310
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記のような蓋材では、使用できるヒートシール層の種類又は厚みが制限される上、グリセリン酸エステル等の添加剤の使用量を厳格に制御しなければならない。添加剤の使用量が多すぎるとヒートシール性能を低下させる一方、添加剤の使用量を少なくすればそれだけ付着防止効果が低下する。この点において実用化を進める上ではさらなる改善の余地がある。
【0007】
従って、本発明の主な目的は、良好な熱接着性を維持しつつ、優れた非付着性を持続的に発揮できる包装材料を提供することにある。
【課題を解決するための手段】
【0008】
本発明者は、従来技術の問題点に鑑みて鋭意研究を重ねた結果、特定の構造を有する積層体を包装材料として採用することにより上記目的を達成できることを見出し、本発明を完成するに至った。
【0009】
すなわち、本発明は、下記の包装体に係る。
1. 少なくとも基材層及び熱接着層を有する積層体からなる蓋材を用いて作製される包装体であって、前記熱接着層が蓋材の一方の面の最外層として積層されており、前記熱接着層が他の層と隣接していない最外面に一次粒子平均径3〜100nmの疎水性酸化物微粒子が付着し、疎水性酸化物微粒子が三次元網目状構造からなる多孔質層を形成しており、容器に内容物が充填され、その開口部と蓋材の熱接着層とが接するような状態で密封された包装体。
2. 熱接着時において、熱接着される領域上に存在する疎水性酸化物微粒子は熱接着層中に埋め込まれている、前記項1に記載の包装体。
3. 熱接着層側の最外面に内容物が接触可能な状態で当該内容物が蓋材と容器によって包装されてなる製品である、前記項1又は2に記載の包装体。
4. 内容物が、食品又は飲料品である、前記項1〜3のいずれかに記載の包装体。
5. 内容物が、液体、粘性体又はゲル状物である、前記項1〜4のいずれかに記載の包装体。
6. 内容物が、ヨーグルトである、前記項1〜5のいずれかに記載の包装体。
7. 疎水性酸化物微粒子が疎水性シリカである、前記項1〜6のいずれかに記載の包装体。
8. 疎水性シリカがその表面にトリメチルシリル基を有する、前記項1〜7のいずれかに記載の包装体。
【発明の効果】
【0010】
本発明の包装材料は、良好な熱接着性を維持しながらも、優れた非付着性を発揮することができる。すなわち、熱接着層の種類、厚み等の制限を受けることなく、熱接着性を実用上阻害せずに、高い非付着性を得ることができる。より具体的には、熱接着時において、熱接着される領域上に存在する疎水性酸化物微粒子は当該熱接着層中に埋め込まれるので熱接着を阻害しない一方、熱接着される領域外に存在する疎水性酸化物微粒子はそのまま熱接着層上に保持されているのでその高い非付着性を発揮することができる。
【0011】
また、本発明の製造方法によれば、熱接着層に疎水性酸化物微粒子を付与するだけで良いので、熱接着層を構成する原材料への添加剤の配合の制御をする必要がなく、よってその配合率の制御等が不要となる分、生産効率、コスト等の面で有利である。しかも、前記のように、熱接着層に接着しろを考慮せずに全面に疎水性酸化物微粒子を付着させるだけで熱接着を行うことができるという点でも有利である。
【0012】
このような包装材料は、蓋材として使用できるほか、ピロー袋、ガセット袋、自立袋、三方シール袋、四方シール袋等の袋体、成形容器、包装シート、チューブ等の様々な用途に効果的に利用することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の包装材料の断面構造の模式図である。
【図2】本発明の包装材料を容器の蓋材として用いて作製された包装体の断面構造の模式図である。
【図3】実施例で得られた包装材料における断面構造をFE(Field Emission)−SEMで観察した結果を示す図である。
【符号の説明】
【0014】
1 基材層
2 熱接着層
3 疎水性酸化物微粒子
4 容器
5 内容物
【発明を実施するための形態】
【0015】
1.包装材料
本発明の包装材料は、少なくとも基材層及び熱接着層を有する積層体からなる包装材料であって、前記熱接着層が包装材料の一方の面の最外層として積層されており、前記熱接着層が他の層と隣接していない最外面に一次粒子平均径3〜100nmの疎水性酸化物微粒子が付着していることを特徴とする。
【0016】
図1に本発明の包装材料の断面構造の模式図を示す。図1の包装材料では、基材層1に熱接着層2が積層された積層体からなる。熱接着層2は包装材料(積層体)の一方の最外層に積層されている。最外層である熱接着層2において、他の層(図1では基材層)と隣接していない側の面(最外面)に一次粒子平均径3〜100nmの疎水性酸化物微粒子3が付着している。疎水性酸化物微粒子3は熱接着層2に付着して固定されている。すなわち、疎水性酸化物微粒子と内容物とが接触しても疎水性酸化物微粒子が脱落しない程度に付着している。図1において、疎水性酸化物微粒子3は、一次粒子が含まれていても良いが、その凝集体(二次粒子)が多く含まれていることが望ましい。特に、疎水性酸化物微粒子が三次元網目状構造からなる多孔質層をなしていることがより好ましい。すなわち、熱接着層2の上には疎水性酸化物微粒子により形成された三次元網目状構造からなる多孔質層が積層されていることが好ましい。
【0017】
図2には、本発明の包装材料を容器の蓋材として用いて作製された包装体の断面構造の模式図を示す。なお、図2では、疎水性酸化物微粒子3の表記は省略されている。容器4に内容物5が充填され、その開口部と包装材料の熱接着層2とが接するような状態で密封される。つまり、熱接着層2に付着している疎水性酸化物微粒子が内容物5と接触可能な状態で本発明の包装材料が使用されることになる。このような場合であっても、熱接着層2は疎水性酸化物微粒子によって保護され、優れた非付着性を有するので、たとえ内容物が熱接着層2近傍に接触しても(接近しても)、内容物の熱接着層への付着が疎水性酸化物微粒子(又は疎水性酸化物微粒子からなる多孔質層)によって遮られ、なおかつ、はじかれる。このため、内容物が熱接着層近傍に付着したままの状態とならずに、疎水性酸化物微粒子(又は疎水性酸化物微粒子からなる多孔質層)にはじかれて内容物が容器に戻る。なお、容器4の材質としては、金属、合成樹脂、ガラス、紙、それらの複合材等から適宜選択でき、その材質に応じて熱接着層の種類や成分を適宜調整することができる。このように、本発明の包装材料は、熱接着層側の最外面(特に疎水性酸化物微粒子(又は疎水性酸化物微粒子からなる多孔質層))に内容物が接触可能な状態で当該内容物が包装材料に包装されてなる製品のために好適に用いることができる。
【0018】
基材層としては、公知の材料又は積層材料を採用することができる。例えば、紙、合成紙、樹脂フィルム、蒸着層付き樹脂フィルム、アルミニウム箔等の単体又はこれらの複合材料・積層材料を好適に用いることができる。
【0019】
これらの材料には、公知の包装材料で採用されている各層が任意の位置に積層されていても良い。例えば、印刷層、印刷保護層(いわゆるOP層)、着色層、接着剤層、接着強化層、プライマーコート層、アンカーコート層、防滑剤層、滑剤層、防曇剤層等が挙げられる。
【0020】
積層材料を用いる場合の積層方法も限定的でなく、例えばドライラミネート法、押し出しラミネート法、ウエットラミネート法、ヒートラミネート法等の公知の方法を採用することができる。
【0021】
基材層の厚みは限定されないが、包装材料としての強度、柔軟性、コスト等の観点より通常15〜500μmの範囲内で適宜設定すれば良い。
【0022】
熱接着層としては、公知の材料を採用することができる。例えば、公知のシーラントフィルムのほか、ラッカータイプ接着剤、イージーピール接着剤、ホットメルト接着剤等の接着剤により形成される層を採用することができる。本発明では、この中でも、ラッカータイプ接着剤又はホットメルト接着剤を採用するのが好ましく、特にホットメルト接着剤により形成される熱接着層(ホットメルト層)を好適に採用することができる。ホットメルト層を形成する場合には、ホットメルト接着剤を溶融状態で塗布した後、冷却固化するまでに疎水性酸化物微粒子を付与すれば熱接着層に疎水性酸化物微粒子をそのまま付着させることができるため、本発明包装材料の連続的な生産が容易となる。
【0023】
熱接着層の厚みは特に限定されないが、密封性、生産性、コスト等の観点より通常2〜150μm程度とすることが好ましい。特に、本発明の包装材料では、熱接着するに際して、熱接着される領域上に存在する疎水性酸化物微粒子が熱接着層中に埋め込まれ、熱接着層が最表面となることにより熱接着を行うことができる。このため、上記厚みの範囲内において、疎水性酸化物微粒子を熱接着層にできるだけ多く埋め込むことができる厚みに設定することが望ましい。
【0024】
熱接着層に付着する疎水性酸化物微粒子は、一次粒子平均径が通常3〜100nmであり、好ましくは5〜50nmであり、より好ましくは5〜20nmである。一次粒子平均径を上記範囲とすることにより、疎水性酸化物微粒子が適度な凝集状態となり、その凝集体中にある空隙に空気等の気体を保持することができる結果、優れた非付着性を得ることができる。すなわち、この凝集状態は、熱接着層に付着した後も維持されるので、優れた非付着性を発揮することができる。
【0025】
なお、本発明において、一次粒子平均径の測定は、走査型電子顕微鏡(FE−SEM)で実施することができ、走査型電子顕微鏡の分解能が低い場合には透過型電子顕微鏡等の他の電子顕微鏡を併用して実施しても良い。具体的には、粒子形状が球状の場合はその直径、非球状の場合はその最長径と最短径との平均値を直径とみなし、走査型電子顕微鏡等による観察により任意に選んだ20個分の粒子の直径の平均を一次粒子平均径とする。
【0026】
疎水性酸化物微粒子の比表面積(BET法)は特に制限されないが、通常50〜300m2/gとし、特に100〜300m2/gとすることが好ましい。
【0027】
疎水性酸化物微粒子としては、疎水性を有するものであれば特に限定されず、表面処理により疎水化されたものであっても良い。例えば、親水性酸化物微粒子をシランカップリング剤等で表面処理を施し、表面状態を疎水性とした微粒子を用いることもできる。酸化物の種類も、疎水性を有するものであれば限定されない。例えばシリカ(二酸化ケイ素)、アルミナ、チタニア等の少なくとも1種を用いることができる。これらは公知又は市販のものを採用することができる。例えば、シリカとしては、製品名「AEROSIL R972」、「AEROSIL R972V」、「AEROSIL R972CF」、「AEROSIL R974」、「AEROSIL RX200」、「AEROSIL RY200」(以上、日本アエロジル株式会社製)、「AEROSIL R202」、「AEROSIL R805」、「AEROSIL R812」、「AEROSIL R812S」、(以上、エボニック デグサ社製)等が挙げられる。チタニアとしては、製品名「AEROXIDE TiO2 T805」(エボニック デグサ社製)等が例示できる。アルミナとしては、製品名「AEROXIDE Alu C」(エボニック デグサ社製)等をシランカップリング剤で処理して粒子表面を疎水性とした微粒子が例示できる。
【0028】
この中でも、疎水性シリカ微粒子を好適に用いることができる。とりわけ、より優れた非付着性が得られるという点において、表面にトリメチルシリル基を有する疎水性シリカ微粒子が好ましい。これに対応する市販品としては、例えば前記「AEROSIL R812」、「AEROSIL R812S」(いずれもエボニック デグサ社製)等が挙げられる。
【0029】
熱接着層に付着させる疎水性酸化物微粒子の付着量(乾燥後重量)は限定的ではないが、通常0.01〜10g/m2とするのが好ましく、0.2〜1.5g/m2とするのがより好ましく、0.3〜1g/m2とするのが最も好ましい。上記範囲内に設定することによって、より優れた非付着性が長期にわたって得ることができる上、疎水性酸化物微粒子の脱落抑制、コスト等の点でもいっそう有利となる。熱接着層に付着した疎水性酸化物微粒子は、三次元網目構造を有する多孔質層を形成していることが好ましく、その厚みは0.1〜5μm程度が好ましく、0.2〜2.5μm程度がさらに好ましい。このようなポーラスな層状態で付着することにより、当該層に空気を多く含むことができ、より優れた非付着性を発揮することができる。
【0030】
また、疎水性酸化物微粒子は、熱接着層の全面(基材層側と反対側の面の全面)に付着していても良いし、熱接着層が熱接着される領域(いわゆる接着しろ)を除いた領域に付着していても良い。本発明では、熱接着層の全面に付着している場合でも、熱接着される領域上に存在する疎水性酸化物微粒子のほとんど又は全部が当該熱接着層中に埋没するので熱接着が阻害されることはなく、工業的生産上でも熱接着層の全面に付着している方が望ましい。
【0031】
2.包装材料の製造方法
本発明の包装材料は、例えば、少なくとも基材層及び熱接着層を有する積層体からなる包装材料を製造する方法であって、当該熱接着層の表面に一次粒子平均径3〜100nmの疎水性酸化物微粒子を付着させる工程(以下「付着工程」ともいう。)を含む包装材料の製造方法によって好適に得ることができる。
【0032】
積層体の製造自体は公知の方法に従って実施することができる。例えば、単層基材又はドライラミネート法、押し出しラミネート法、ウエットラミネート法、ヒートラミネート法等により作製された積層材料に対して、前記1.で説明した方法により熱接着層を形成すれば良い。
【0033】
付着工程を実施する方法は特に限定されない。例えば、ロールコーティング、グラビアコーティング、バーコート、ドクターブレードコーティング、刷毛塗り、粉体静電法等の公知の方法を採用することができる。ロールコーティング等を採用する場合は、疎水性酸化物微粒子を溶媒に分散させてなる分散体を用いて熱接着層上に塗膜を形成した後に乾燥する方法により付着工程を実施することができる。この場合の溶媒は限定されず、水のほか、例えばアルコール(エタノール)、シクロヘキサン、トルエン、アセトンIPA、プロピレングリコール、ヘキシレングリコール、ブチルジグリコール、ペンタメチレングリコール、ノルマルペンタン、ノルマルヘキサン、ヘキシルアルコール等の有機溶剤を適宜選択することができる。この際、微量の分散剤、着色剤、沈降防止剤、粘度調整剤等を併用することもできる。溶媒に対する疎水性酸化物微粒子の分散量は通常10〜100g/L程度とすれば良い。乾燥する場合は、自然乾燥又は強制乾燥(加熱乾燥)のいずれであっても良いが、工業的には強制乾燥することがこのましい。乾燥温度は、熱接着層に影響を与えない範囲であれば制限されないが、通常は150℃以下、特に80〜120℃とすることが好ましい。
【0034】
本発明の製造方法では、前記の付着工程中及び/又は付着工程後に積層体を加熱することもできる。積層体を加熱することにより熱接着層に対する疎水性酸化物微粒子の付着力(固定力)をより高めることができる。この場合の加熱温度Tは、熱接着層の種類等に応じて適宜設定することができ、通常は用いる熱接着層の融点Tm(溶融開始温度)℃に対してTm−50≦T≦Tm+50の範囲とすることが好ましい。また、本発明の包装材料には、公知の包装材料と同様に必要に応じて、エンボス加工、ハーフカット加工、ノッチ加工等を施しても差し支えない。
【実施例】
【0035】
以下に実施例及び比較例を示し、本発明の特徴をより具体的に説明する。ただし、本発明の範囲は、実施例に限定されない。
【0036】
実施例1〜9及び比較例1〜3
表1に示すような各タイプの熱接着層を有する積層体に対して疎水性酸化物微粒子を付着させたサンプルを作製した。具体的には下記のようにして各サンプルを作製した。
【0037】
(1)積層体の作製
【0038】
<ホットメルトタイプ>
厚み15μmのアルミニウム箔(1N30、軟質箔;ALと略称)の片面にポリウレタン系ドライラミネート接着剤(乾燥後重量3.5g/m2;Dと略称)を用いて、裏印刷(印刷と略称)を施した厚み12μmのポリエチレンテレフタレートフィルム(PETと略称)の印刷面と貼り合わせ、基材層を作製した。この基材層のアルミニウム面にアンカーコート(主成分:ポリエステル系樹脂;ACと略称)処理を施した上、低密度ポリエチレン樹脂(LDPEと略称)を乾燥後膜厚20μmとなるように押出し積層した。さらに、低密度ポリエチレン上にホットメルト剤(ワックス35重量部、ロジン35重量部及びエチレン−酢酸ビニル共重合体30重量部;HMと略称)を乾燥後重量20g/m2となるようにグラビアホットメルトコートした。これによって、「PET/印刷/D/AL/AC/LDPE/HM」なる構成の積層体を得た。
【0039】
<シーラントタイプ>
厚み15μmのアルミニウム箔(1N30、軟質箔;ALと略称)の片面にポリウレタン系ドライラミネート接着剤(乾燥後重量3.5g/m2;Dと略称)を用いて、裏印刷(印刷と略称)を施した厚み12μmのポリエチレンテレフタレートフィルム(PETと略称)の印刷面と貼り合わせ、基材層を作製した。この基材層のアルミニウム面にアンカーコート(主成分:ポリエステル系樹脂;ACと略称)処理を施した上、低密度ポリエチレン樹脂(乾燥後膜厚20μm;LDPEと略称)を用いて厚み30μmのシーラントフィルム(主成分:メタロセン触媒ポリエチレン;シーラントと略称)を押出しラミネートした。これによって、「PET/印刷/D/AL/AC/LDPE/シーラント」なる構成の積層体を得た。
【0040】
<ラッカータイプ>
厚み15μmのアルミニウム箔(1N30、軟質箔;ALと略称)の片面にポリウレタン系ドライラミネート接着剤(乾燥後重量3.5g/m2;Dと略称)を用いて、裏印刷(印刷と略称)を施した厚み12μmのポリエチレンテレフタレートフィルム(PETと略称)の印刷面と貼り合わせ、基材層を作製した。この基材層のアルミニウム面にポリウレタン系ドライラミネート接着剤(乾燥後重量3.5g/m2;Dと略称)を用いて、別途用意した厚み12μmのポリエチレンテレフタレートフィルム(PETと略称)を貼り合わせた上、ヒートシールラッカー(主成分:アクリル樹脂+ポリエステル樹脂:ラッカーと略称)を乾燥後重量5g/m2となるように塗布した。これによって、「PET/印刷/D/AL/D/PET/ラッカー」なる構成の積層体を得た。
【0041】
(2)疎水性酸化物微粒子の付着
疎水性酸化物微粒子(製品名「AEROSIL R812S」エボニック デグサ社製、BET比表面積:220m2/g、一次粒子平均径:7nm)5gをエタノール100mLに分散させてコート液を調製した。このコート液を前記(1)で作製された積層体の熱接着層の面に乾燥後重量で0.3〜1.0g/m2となるようにグラビアコート方式又はバーコート方式で付与した後、100℃で10秒程度をかけて乾燥させてエタノールを蒸発させることにより、サンプル(包装材料)を得た。
【0042】
(3)疎水性酸化物微粒子からなる多孔質層の観察(確認)
実施例の包装材料において、疎水性酸化物微粒子からなる層の構造をFE−SEMにより観察した。その結果、いずれの包装材料についても、疎水性酸化物微粒子により形成された三次元網目構造を有する多孔質層が観察された。その一例として、実施例4(A)の観察結果を図3に示す。図3に示すように、熱接着層(シーラント)の上に黒色と白色が混ざった層が認められる。この白色の部分は疎水性酸化物からなる多孔質層である。このように、前記コート液を塗布及び乾燥することにより、疎水性酸化物微粒子からなる多孔質層が形成されることがわかる。
【0043】
試験例1(シール強度)
各実施例及び比較例で得られたサンプルについてシール強度を調べた。
【0044】
実施例1〜6及び比較例1〜2について
各包装材料から蓋材の形状(タブ付きの直径75mmの円形)に切り抜いた蓋材を用いて包装体を作製した。具体的には、フランジ付き紙/ポリエチレン製容器(フランジ幅3mm、フランジ外径70mm、高さ約55mm、内容積約130cm3、厚み約300μmの紙にポリエチレン100μmをコーティングしたものをポリエチレンが容器内側になるように成形したもの)のフランジ上に前記蓋材をヒートシールすることによって包装体をそれぞれ作製した。前記ヒートシール条件は、温度160℃及び圧力1kg/cm2で1秒間とした。各包装体上の蓋材のタブを開封始点からみて仰角45度の方向に100mm/分の速度で引っ張り、開封時の最大荷重をシール強度(N)とし、各包装体についてn=6点測定し、その平均値を求めた。その結果を表1に示す。
【0045】
実施例7〜9及び比較例3について
各包装材料から蓋材の形状(タブ付きの縦62mm×横67mmの矩形)に切り抜いた蓋材を用いて包装体を作製した。具体的には、フランジ付きポリスチレン製容器(フランジ幅4mm、フランジ外径60mm×65mm□、高さ約48mm、内容積約100cm3になるように成形したもの)のフランジ上に前記蓋材をヒートシールすることによって包装体をそれぞれ作製した。前記ヒートシール条件は、温度210℃及び圧力2kg/cm2にて1秒間で2mm幅のリング(凹状)シール)とした。各包装体上の蓋材のタブを開封始点からみて仰角45度の方向に100mm/分の速度で引っ張り、開封時の最大荷重をシール強度(N)とし、各包装体についてn=6点測定し、その平均値を求めた。その結果を表1に示す。
【0046】
試験例2(密封性(パンク強度))
試験例1で作製した包装体を試験サンプルとし、{乳及び乳製品の成分規格等に関する省令(昭和54年4月16日厚生省令第17号)}の封緘強度試験法に準じて封緘強度試験を行った。但し、容器内に空気を流入し続け、空気漏れする時点の内圧(mmHg)を測定した。各包装体についてn=3点測定し、その平均値を求めた。その結果を表1に示す。
【0047】
試験例3(接触角)
各包装材料の熱接着層側を試験面とし、接触角測定装置(固液界面解析装置「Drop Master300」協和界面科学株式会社製)を用いて純水の接触角を測定した。その結果を表1に示す。
【0048】
試験例4(落下角)
各包装材料の熱接着層側を試験面とし、この面を上面として水平な平台にクリップで固定し、市販のヨーグルト(製品名「おいしいカスピ海」ソフトヨーグルト、グリコ乳業株式会社製1滴:約0.4g)を至近距離から垂らし、水平な平台を傾け、ヨーグルト液滴が転げ落ちたときの角度を求めた。その結果を表1に示す。なお、比較例1〜3は、90度でも転げ落ちずに垂れ流れた。
【0049】
試験例5(輸送テスト)
試験例1で用いた包装体中に市販のヨーグルト(製品名「おいしいカスピ海」ソフトヨーグルト、グリコ乳業株式会社製)を100g(フランジ付き紙/ポリエチレン製容器)及び85g(フランジ付きポリスチレン製容器)それぞれ充填し、試験例1と同様にして蓋材をヒートシールをした。ヨーグルトを充填した包装体を1500kmの距離を長距離トラックで輸送した後、手指で蓋材を開封し、各蓋材の熱接着層側の面の状態を目視で観察した。その結果を表1に示す。なお、評価は、ヨーグルトの付着なしの場合は「◎」とし、周辺部に若干リング状の付着がある場合(付着面積割合20%以下)は「○」とし、付着がやや目立つ場合(付着面積割合20%超え90%未満)は「△」とし、ほぼ全面に付着が認められる場合(付着面積割合90%以上)は「×」とした。この場合、「◎」「○」が良好と評価される。
【0050】
【表1】
【0051】
表1の結果からも明らかなように、従来品(比較例)では非付着性は全く発揮されていないのに対し、本発明(実施例)では高い非付着性を発揮していることがわかる。また、シール強度、密封性(パンク値)の点においても実用上差し支えのない良好な性能を示していることがわかる。また、接触角及び落下角の結果からも、本発明の包装材料が高い非付着性を示すことがわかる。特に、本発明の包装材料の熱接着層側の最外面(疎水性酸化物微粒子が付着した面)は純水の接触角が150度以上を示し、従来の包装材料には見られない優れた内容物非付着性を有する。
【特許請求の範囲】
【請求項1】
少なくとも基材層及び熱接着層を有する積層体からなる蓋材を用いて作製される包装体であって、前記熱接着層が蓋材の一方の面の最外層として積層されており、前記熱接着層が他の層と隣接していない最外面に一次粒子平均径3〜100nmの疎水性酸化物微粒子が付着し、疎水性酸化物微粒子が三次元網目状構造からなる多孔質層を形成しており、容器に内容物が充填され、その開口部と蓋材の熱接着層とが接するような状態で密封された包装体。
【請求項2】
熱接着時において、熱接着される領域上に存在する疎水性酸化物微粒子は熱接着層中に埋め込まれている、請求項1に記載の包装体。
【請求項3】
熱接着層側の最外面に内容物が接触可能な状態で当該内容物が蓋材と容器によって包装されてなる製品である、請求項1又は2に記載の包装体。
【請求項4】
内容物が、食品又は飲料品である、請求項1〜3のいずれかに記載の包装体。
【請求項5】
内容物が、液体、粘性体又はゲル状物である、請求項1〜4のいずれかに記載の包装体。
【請求項6】
内容物が、ヨーグルトである、請求項1〜5のいずれかに記載の包装体。
【請求項7】
疎水性酸化物微粒子が疎水性シリカである、請求項1〜6のいずれかに記載の包装体。
【請求項8】
疎水性シリカがその表面にトリメチルシリル基を有する、請求項1〜7のいずれかに記載の包装体。
【請求項1】
少なくとも基材層及び熱接着層を有する積層体からなる蓋材を用いて作製される包装体であって、前記熱接着層が蓋材の一方の面の最外層として積層されており、前記熱接着層が他の層と隣接していない最外面に一次粒子平均径3〜100nmの疎水性酸化物微粒子が付着し、疎水性酸化物微粒子が三次元網目状構造からなる多孔質層を形成しており、容器に内容物が充填され、その開口部と蓋材の熱接着層とが接するような状態で密封された包装体。
【請求項2】
熱接着時において、熱接着される領域上に存在する疎水性酸化物微粒子は熱接着層中に埋め込まれている、請求項1に記載の包装体。
【請求項3】
熱接着層側の最外面に内容物が接触可能な状態で当該内容物が蓋材と容器によって包装されてなる製品である、請求項1又は2に記載の包装体。
【請求項4】
内容物が、食品又は飲料品である、請求項1〜3のいずれかに記載の包装体。
【請求項5】
内容物が、液体、粘性体又はゲル状物である、請求項1〜4のいずれかに記載の包装体。
【請求項6】
内容物が、ヨーグルトである、請求項1〜5のいずれかに記載の包装体。
【請求項7】
疎水性酸化物微粒子が疎水性シリカである、請求項1〜6のいずれかに記載の包装体。
【請求項8】
疎水性シリカがその表面にトリメチルシリル基を有する、請求項1〜7のいずれかに記載の包装体。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−49273(P2013−49273A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2012−209004(P2012−209004)
【出願日】平成24年9月23日(2012.9.23)
【分割の表示】特願2009−167553(P2009−167553)の分割
【原出願日】平成21年2月13日(2009.2.13)
【出願人】(399054321)東洋アルミニウム株式会社 (179)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成24年9月23日(2012.9.23)
【分割の表示】特願2009−167553(P2009−167553)の分割
【原出願日】平成21年2月13日(2009.2.13)
【出願人】(399054321)東洋アルミニウム株式会社 (179)
【Fターム(参考)】
[ Back to top ]