
包装充填装置

【課題】破壊検査によらず、ヒートシールされたポリエチレンなどの熱可塑性材料の状態を、連続的にモニタリングすることにより、インラインで、運転中に即座にシール最適条件に設定変更できる包装充填装置を提供する。
【解決手段】帯状包装材料1の一方の縁部1aにストリップ2をヒートシールし、筒状に成形された帯状包装積層材料の縦シール部の端面をストリップで保護し、内容物を充填して横シールして容器に包装充填する装置であって、ヒートシールされたストリップに、近紫外線を照射する照射手段30と、反射光に対して感度を有する撮像素子を含み、撮像した画像データを送信する撮影装置31と、画像データを受信し、ヒートシールの良否を判定して制御信号を送信する制御手段32とを有するを特徴とする。
【解決手段】帯状包装材料1の一方の縁部1aにストリップ2をヒートシールし、筒状に成形された帯状包装積層材料の縦シール部の端面をストリップで保護し、内容物を充填して横シールして容器に包装充填する装置であって、ヒートシールされたストリップに、近紫外線を照射する照射手段30と、反射光に対して感度を有する撮像素子を含み、撮像した画像データを送信する撮影装置31と、画像データを受信し、ヒートシールの良否を判定して制御信号を送信する制御手段32とを有するを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ジュースや牛乳などの液体食品などを充填する包装容器用包装充填装置に関する。
【背景技術】
【0002】
牛乳、ジュース、ミネラルウォーターなどの飲料、流動食品などの紙包装容器は、例えば、熱可塑性材料最外層、紙基材層、必要に応じて導電性バリア層(例えば、アルミ箔)、ヒートシール性最内層からなる包装積層材料から得られる。
【0003】
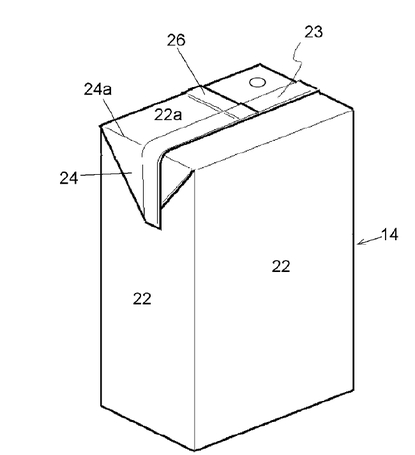
図4に、レンガ状液体食品充填紙製容器の外観斜視図を示す。容器14は、折り込まれた横シール帯域23、容器壁22及び22a、頂壁22aから背面の器壁を経て底面に至る縦シール帯域26を有し、稜辺24aを介して折り込まれたフラップ24を備える。
【0004】
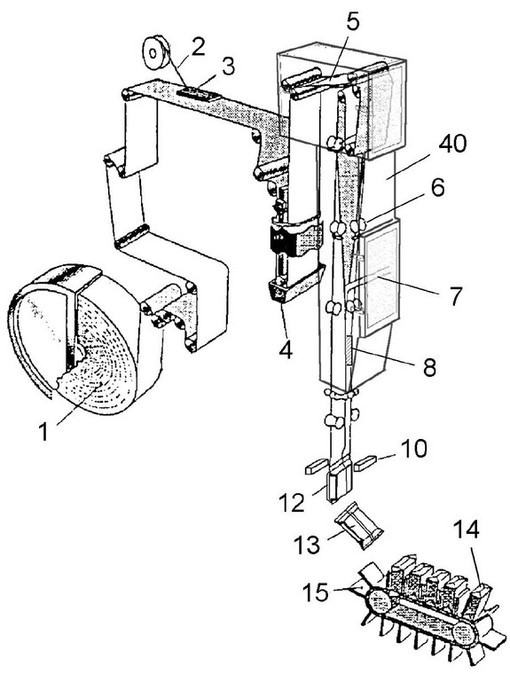
図3に、図4に示す包装容器を製造する装置の一例を示す。
その例に示す充填機では、紙基材層の内外層に熱可塑性材料層を有しロール状に巻かれた包装材料ウェブ1を巻き出し、ローラにより充填機内を搬送し、ストリップのシーリングテープ2を包装材料縁部にヒートシールするアプリケータ3を経て、滅菌剤槽4内で包装材料ウェブを滅菌し、エアナイフ5で滅菌剤が除去され、無菌室40に入り、成形ローラ6によりチューブ状に成形し、包装材料の両端部を重ねてオーバーラップを形成し、オーバーラップで縦線方向に縦シール予熱装置8によりチューブ縦方向にシールし、そのチューブ内に充填パイプ7から内容液の液体食品を充填し、このチューブを液面下で包装容器1個分に相当する長さ分だけ下方に送りながら、横シール装置10のシールジョーとカウンタージョーにより横断方向に横シールし、同時に枕状予備成形体に連続的に成形し、繋がった枕状予備成形体12のシール帯域の中間をナイフなどの切断手段により切断して個々の枕状予備成形体13に切り離し、最終成形装置15で枕状予備成形体の上下のフラップを折り曲げて最終形態の包装充填容器14に成形する。
【0005】
前記包装充填装置において、ストリップのシーリングテープ2を包装材料の一方の縁部にヒートシールによって接合する。
帯状包装積層材料の縁部である縦シール部面に、帯状包装材料の他端の縁部が合せられ、チューブ状に成形された包装積層材料の両縁部同士を、縦シール装置によってストリップのシーリングテープと共に押し当ててヒートシールによって縦シールする。
【0006】
すなわち、予熱された包装積層材料が搬送されるに伴って、プレッシャローラ及びカウンタローラが包装積層材料の両縁部同士を挟んだ状態で押圧されて回転させ、合せて接合する面がヒートシールされ接合される。(例えば、特許文献1参照)。
【特許文献1】実公平04−051138号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、従来の包装充填装置において、縦シールなどのヒートシールの良否は、包装充填された容器のサンプルをラインから取り出し、容器をナイフ等で切断し、目視、種々の計測によって判定され、ヒートシールのポリエチレンなどの熱可塑性材料の状態を検査する。その破壊検査の結果から、縦シールの予熱手段の予熱温度、プレッシャローラの押圧力などを適宜変更している。サンプル容器を包装充填ラインから取り出し破壊検査のバッチ方式で行われている。
【0008】
この発明は、破壊検査によらず、ヒートシールされたポリエチレンなどの熱可塑性材料の状態を、連続的にモニタリングすることにより、インラインで、運転中に即座にシール最適条件に設定変更できる包装充填装置を提供することである。
【課題を解決するための手段】
【0009】
この課題を解決する本発明の包装充填装置は、連続的に搬送される帯状包装積層材料の一方の第1縁部にストリップをヒートシールし、第1縁部の縦シール部面に、帯状包装積層材料が筒状に成形された帯状包装積層材料の他方の第2縁部の縦シール部面を重ねて縦シール部の内側端面をストリップで保護してヒートシールし、内容物を充填して横シールし、帯状包装積層材料を切断分離して容器に包装充填する装置であって、
帯状包装積層材料の最外層及び最内層、並びにストリップが、同種若しくは異種のポリエチレン系樹脂からなり、
ヒートシールされたストリップ及びその近傍に、近紫外線のみを実質的に照射する照射手段と、
近紫外線の照射による反射光に対して感度を有する撮像素子を含み、撮像した画像データを送信する撮影装置と、
画像データを受信し、ストリップ及びその近傍のヒートシールの良否を判定して制御信号を送信する制御手段とを有する、
ことを特徴とする。
【発明の効果】
【0010】
以上の本発明によれば、以下の有利な効果が得られる。
本発明の包装充填装置は、連続的に搬送される帯状包装積層材料の一方の第1縁部にストリップをヒートシールし、第1縁部の縦シール部面に、帯状包装積層材料が筒状に成形された帯状包装積層材料の他方の第2縁部の縦シール部面を重ねて縦シール部の内側端面をストリップで保護してヒートシールし、内容物を充填して横シールし、帯状包装積層材料を切断分離して容器に包装充填する装置である。
帯状包装積層材料の最外層及び最内層、並びにストリップは、同種若しくは異種のポリエチレン系樹脂からなる。
第1縁部にストリップがヒートシールする過程で、第1縁部及びストリップのポリエチレン樹脂の一部に酸化劣化などの化学的若しくは物理的変化を生じることがある。これらの部分的変化が、ヒートシールの良否に影響することがある。
【0011】
本発明の包装充填装置の特徴において、ヒートシールされたストリップ及びその近傍に、近紫外線のみを実質的に照射する照射手段を備える。
照射手段からの近紫外線がヒートシールされたストリップ及びその近傍を照射すると、酸化劣化を起した異常な部分のポリエチレンが蛍光発色する。この部分が浮き上がって見える。
近紫外線のみを実質的に照射する照射手段は、いわゆるブラックライトであり、例えば、ブラックライト蛍光ランプは、可視光線をカットする「濃い青色の特殊フィルターガラス」を使用したガラス管内壁に、近紫外線放射蛍光体を塗布したランプである。
ピーク波長351nmの近紫外線放射(300〜400nm)を放出し、この領域の紫外線特有の光化学作用・蛍光作用を有効に利用することができる。
ここで、近紫外線とは、紫外線(UV)の中でも、約300〜400nmの波長を持った最長波長の紫外線のことである。
【0012】
本発明の包装充填装置の特徴において、近紫外線の照射による反射光に対して感度を有する撮像素子を含み、撮像した画像データを送信する撮影装置を備える。
近紫外線がヒートシールされたストリップ及びその近傍を照射すると、例えば、酸化劣化したポリエチレンが蛍光発色し、この部分が浮き上がって見える。撮像素子がこの画像データを取得する。
【0013】
本発明の包装充填装置の特徴において、画像データを受信し、ストリップ及びその近傍のヒートシールの良否を判定して制御信号を送信する制御手段を備える。
画像データから情報を取り出す画像処理は、対象とする画像を入力し、この画像に対して濃淡画像を白黒2値にする「2値化」、濃度変化から物体の境界を見出す「エッジ検出」の変換処理を行い、次いで、必要な情報の抽出を行い、最後に得られた情報の分類を行う。
得られた情報から、ストリップ及びその近傍のヒートシールの良否を判定して制御信号を送信する。
【発明を実施するための最良の形態】
【0014】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。
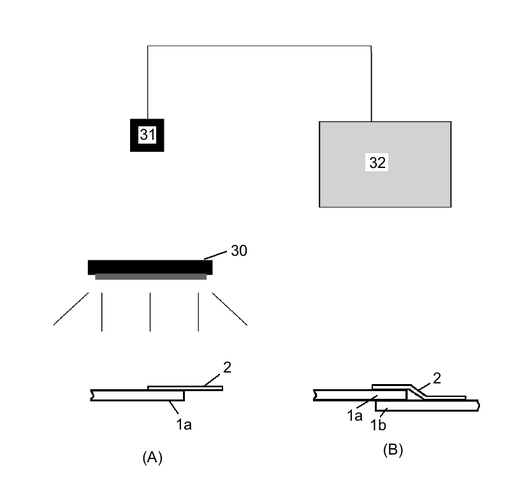
図1は、この発明による近紫外線照射の特徴及び動作例を示す概略図である。
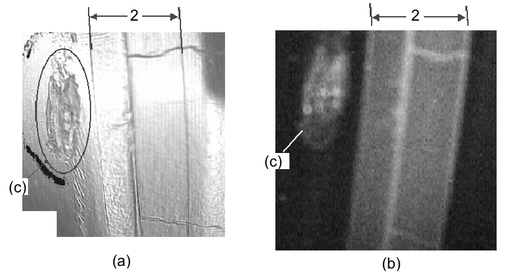
図2は、この発明による画像データ例を示す画像図である。
図3は、この発明の包装充填装置を示す概略斜視図である。
図4は、この発明の包装充填装置で製造される容器例の斜視図である。
【0015】
図3を参照して、この発明の実施態様の概要を説明する。
この充填機では、紙基材層の内外層にポリエチレン系樹脂の熱可塑性材料層及びアルミ箔層を有し、ロール状に巻かれた包装材料ウェブ1を巻き出し、ローラにより充填機内を搬送する。ポリエチレン系樹脂のストリップ2を包装材料の第1縁部に接合するアプリケータ3を経て、滅菌剤槽4内で包装材料ウェブを滅菌し、エアナイフ5で滅菌剤が除去する。次いで、無菌室40に入り、成形ローラ6によりチューブ状に成形し、包装材料の第1縁部と第2縁部の両縁部を重ねてオーバーラップを形成し、オーバーラップで縦線方向に縦シールエレメント8によりチューブ縦方向にシールし、そのチューブ内に充填パイプ7から内容液の液体食品を充填する。
【0016】
チューブ包装材料ウェブ1を液面下で包装容器1個分に相当する長さ分だけ下方に送りながら、横シール装置10のシールジョーとカウンタージョーにより横断方向に横シールし、同時に枕状予備成形体に連続的に成形する。繋がった枕状予備成形体12のシール帯域の中間をナイフの切断手段により切断して個々の枕状予備成形体13に切り離し、最終成形装置15で枕状予備成形体の上下のフラップを折り曲げて最終形態の包装充填容器14に成形する。
【0017】
この実施態様の照射手段及び撮影装置を、図1を参照して説明する。
図1(a)に示す態様では、帯状包装積層材料1の一方の第1縁部1aにヒートシールされたストリップ2及びその近傍を、照射手段30で近紫外線で照射する。
照射手段からの近紫外線がヒートシールされたストリップ及び包装積層材料1のその近傍を照射すると、酸化劣化、ブリスタリングやスクラッチなどを起した異常な部分のポリエチレンが蛍光発色などの正常部分と異なる状態を呈する。この部分が浮き上がって見える。
図1(b)に示す態様では、包装材料の第1縁部1aと第2縁部1bの両縁部を重ねてオーバーラップが形成され、オーバーラップを内側からストリップ2で保護しヒートシールされたストリップ2及びその近傍を、照射手段30で近紫外線で照射する。
【0018】
この実施態様の撮影装置31は、図1に示すように、近紫外線の照射による照射部分からの反射光に対して感度を有する撮像素子を含み、撮像する。
図2に、図1(b)に示す態様のストリップ2及びその近傍を通常の可視光で撮影した画像データ(a)と、撮影装置31で得た画像データ(b)とを示す。
図2から理解されるように、可視光で撮影した画像データ(a)では、ストリップ2とその近傍との識別が難しいが、撮影装置31で得た画像データ(b)から、ストリップ2が鮮明に映し出されている。また、ストリップ2に近傍にストリップの溶断片(c)が、より識別容易に映し出されている。
【0019】
この実施態様の撮影装置31は、図1に示すように、画像データを制御手段32に送信する。
制御手段32は、画像データを受信し、ストリップ及びその近傍のヒートシールの良否を判定して制御信号を送信する。
画像データの画像処理は、画像を得、画像を白黒2値にする「2値化」、濃度変化から物体の境界を見出す「エッジ検出」の変換処理を行い、情報を抽出し、情報を分類する。
得られた情報から、ストリップ及びその近傍のヒートシールの良否を判定して、ストリップへの加熱温度、縦シールの予熱手段の予熱温度などを適宜変更するように、また、操作員へのモニター画面への表示、データの記録、不良容器のラインからの排出などのために、制御信号を送信する。
【0020】
なお、本発明は前記実施の形態に限定されるものではなく、本発明の趣旨に基づいて種々変形させることが可能であり、それらを本発明の範囲から排除するものではない。
【産業上の利用可能性】
【0021】
この発明は、ジュースや牛乳などの液体食品などを充填した包装容器の製造に適用することができる。
【図面の簡単な説明】
【0022】
【図1】この発明による近紫外線照射の特徴及び動作例を示す概略図である。
【図2】この発明による画像データ例を示す画像図である。
【図3】この発明の包装充填装置を示す概略斜視図である。
【図4】この発明の包装充填装置で製造される容器例の斜視図である。
【符号の説明】
【0023】
1a ・・・帯状包装積層材料1の第1縁部
1b ・・・帯状包装積層材料1の第2縁部
2 ・・・ストリップ
30 ・・・照射手段
31 ・・・撮影装置
32 ・・・制御手段
【技術分野】
【0001】
本発明は、ジュースや牛乳などの液体食品などを充填する包装容器用包装充填装置に関する。
【背景技術】
【0002】
牛乳、ジュース、ミネラルウォーターなどの飲料、流動食品などの紙包装容器は、例えば、熱可塑性材料最外層、紙基材層、必要に応じて導電性バリア層(例えば、アルミ箔)、ヒートシール性最内層からなる包装積層材料から得られる。
【0003】
図4に、レンガ状液体食品充填紙製容器の外観斜視図を示す。容器14は、折り込まれた横シール帯域23、容器壁22及び22a、頂壁22aから背面の器壁を経て底面に至る縦シール帯域26を有し、稜辺24aを介して折り込まれたフラップ24を備える。
【0004】
図3に、図4に示す包装容器を製造する装置の一例を示す。
その例に示す充填機では、紙基材層の内外層に熱可塑性材料層を有しロール状に巻かれた包装材料ウェブ1を巻き出し、ローラにより充填機内を搬送し、ストリップのシーリングテープ2を包装材料縁部にヒートシールするアプリケータ3を経て、滅菌剤槽4内で包装材料ウェブを滅菌し、エアナイフ5で滅菌剤が除去され、無菌室40に入り、成形ローラ6によりチューブ状に成形し、包装材料の両端部を重ねてオーバーラップを形成し、オーバーラップで縦線方向に縦シール予熱装置8によりチューブ縦方向にシールし、そのチューブ内に充填パイプ7から内容液の液体食品を充填し、このチューブを液面下で包装容器1個分に相当する長さ分だけ下方に送りながら、横シール装置10のシールジョーとカウンタージョーにより横断方向に横シールし、同時に枕状予備成形体に連続的に成形し、繋がった枕状予備成形体12のシール帯域の中間をナイフなどの切断手段により切断して個々の枕状予備成形体13に切り離し、最終成形装置15で枕状予備成形体の上下のフラップを折り曲げて最終形態の包装充填容器14に成形する。
【0005】
前記包装充填装置において、ストリップのシーリングテープ2を包装材料の一方の縁部にヒートシールによって接合する。
帯状包装積層材料の縁部である縦シール部面に、帯状包装材料の他端の縁部が合せられ、チューブ状に成形された包装積層材料の両縁部同士を、縦シール装置によってストリップのシーリングテープと共に押し当ててヒートシールによって縦シールする。
【0006】
すなわち、予熱された包装積層材料が搬送されるに伴って、プレッシャローラ及びカウンタローラが包装積層材料の両縁部同士を挟んだ状態で押圧されて回転させ、合せて接合する面がヒートシールされ接合される。(例えば、特許文献1参照)。
【特許文献1】実公平04−051138号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、従来の包装充填装置において、縦シールなどのヒートシールの良否は、包装充填された容器のサンプルをラインから取り出し、容器をナイフ等で切断し、目視、種々の計測によって判定され、ヒートシールのポリエチレンなどの熱可塑性材料の状態を検査する。その破壊検査の結果から、縦シールの予熱手段の予熱温度、プレッシャローラの押圧力などを適宜変更している。サンプル容器を包装充填ラインから取り出し破壊検査のバッチ方式で行われている。
【0008】
この発明は、破壊検査によらず、ヒートシールされたポリエチレンなどの熱可塑性材料の状態を、連続的にモニタリングすることにより、インラインで、運転中に即座にシール最適条件に設定変更できる包装充填装置を提供することである。
【課題を解決するための手段】
【0009】
この課題を解決する本発明の包装充填装置は、連続的に搬送される帯状包装積層材料の一方の第1縁部にストリップをヒートシールし、第1縁部の縦シール部面に、帯状包装積層材料が筒状に成形された帯状包装積層材料の他方の第2縁部の縦シール部面を重ねて縦シール部の内側端面をストリップで保護してヒートシールし、内容物を充填して横シールし、帯状包装積層材料を切断分離して容器に包装充填する装置であって、
帯状包装積層材料の最外層及び最内層、並びにストリップが、同種若しくは異種のポリエチレン系樹脂からなり、
ヒートシールされたストリップ及びその近傍に、近紫外線のみを実質的に照射する照射手段と、
近紫外線の照射による反射光に対して感度を有する撮像素子を含み、撮像した画像データを送信する撮影装置と、
画像データを受信し、ストリップ及びその近傍のヒートシールの良否を判定して制御信号を送信する制御手段とを有する、
ことを特徴とする。
【発明の効果】
【0010】
以上の本発明によれば、以下の有利な効果が得られる。
本発明の包装充填装置は、連続的に搬送される帯状包装積層材料の一方の第1縁部にストリップをヒートシールし、第1縁部の縦シール部面に、帯状包装積層材料が筒状に成形された帯状包装積層材料の他方の第2縁部の縦シール部面を重ねて縦シール部の内側端面をストリップで保護してヒートシールし、内容物を充填して横シールし、帯状包装積層材料を切断分離して容器に包装充填する装置である。
帯状包装積層材料の最外層及び最内層、並びにストリップは、同種若しくは異種のポリエチレン系樹脂からなる。
第1縁部にストリップがヒートシールする過程で、第1縁部及びストリップのポリエチレン樹脂の一部に酸化劣化などの化学的若しくは物理的変化を生じることがある。これらの部分的変化が、ヒートシールの良否に影響することがある。
【0011】
本発明の包装充填装置の特徴において、ヒートシールされたストリップ及びその近傍に、近紫外線のみを実質的に照射する照射手段を備える。
照射手段からの近紫外線がヒートシールされたストリップ及びその近傍を照射すると、酸化劣化を起した異常な部分のポリエチレンが蛍光発色する。この部分が浮き上がって見える。
近紫外線のみを実質的に照射する照射手段は、いわゆるブラックライトであり、例えば、ブラックライト蛍光ランプは、可視光線をカットする「濃い青色の特殊フィルターガラス」を使用したガラス管内壁に、近紫外線放射蛍光体を塗布したランプである。
ピーク波長351nmの近紫外線放射(300〜400nm)を放出し、この領域の紫外線特有の光化学作用・蛍光作用を有効に利用することができる。
ここで、近紫外線とは、紫外線(UV)の中でも、約300〜400nmの波長を持った最長波長の紫外線のことである。
【0012】
本発明の包装充填装置の特徴において、近紫外線の照射による反射光に対して感度を有する撮像素子を含み、撮像した画像データを送信する撮影装置を備える。
近紫外線がヒートシールされたストリップ及びその近傍を照射すると、例えば、酸化劣化したポリエチレンが蛍光発色し、この部分が浮き上がって見える。撮像素子がこの画像データを取得する。
【0013】
本発明の包装充填装置の特徴において、画像データを受信し、ストリップ及びその近傍のヒートシールの良否を判定して制御信号を送信する制御手段を備える。
画像データから情報を取り出す画像処理は、対象とする画像を入力し、この画像に対して濃淡画像を白黒2値にする「2値化」、濃度変化から物体の境界を見出す「エッジ検出」の変換処理を行い、次いで、必要な情報の抽出を行い、最後に得られた情報の分類を行う。
得られた情報から、ストリップ及びその近傍のヒートシールの良否を判定して制御信号を送信する。
【発明を実施するための最良の形態】
【0014】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。
図1は、この発明による近紫外線照射の特徴及び動作例を示す概略図である。
図2は、この発明による画像データ例を示す画像図である。
図3は、この発明の包装充填装置を示す概略斜視図である。
図4は、この発明の包装充填装置で製造される容器例の斜視図である。
【0015】
図3を参照して、この発明の実施態様の概要を説明する。
この充填機では、紙基材層の内外層にポリエチレン系樹脂の熱可塑性材料層及びアルミ箔層を有し、ロール状に巻かれた包装材料ウェブ1を巻き出し、ローラにより充填機内を搬送する。ポリエチレン系樹脂のストリップ2を包装材料の第1縁部に接合するアプリケータ3を経て、滅菌剤槽4内で包装材料ウェブを滅菌し、エアナイフ5で滅菌剤が除去する。次いで、無菌室40に入り、成形ローラ6によりチューブ状に成形し、包装材料の第1縁部と第2縁部の両縁部を重ねてオーバーラップを形成し、オーバーラップで縦線方向に縦シールエレメント8によりチューブ縦方向にシールし、そのチューブ内に充填パイプ7から内容液の液体食品を充填する。
【0016】
チューブ包装材料ウェブ1を液面下で包装容器1個分に相当する長さ分だけ下方に送りながら、横シール装置10のシールジョーとカウンタージョーにより横断方向に横シールし、同時に枕状予備成形体に連続的に成形する。繋がった枕状予備成形体12のシール帯域の中間をナイフの切断手段により切断して個々の枕状予備成形体13に切り離し、最終成形装置15で枕状予備成形体の上下のフラップを折り曲げて最終形態の包装充填容器14に成形する。
【0017】
この実施態様の照射手段及び撮影装置を、図1を参照して説明する。
図1(a)に示す態様では、帯状包装積層材料1の一方の第1縁部1aにヒートシールされたストリップ2及びその近傍を、照射手段30で近紫外線で照射する。
照射手段からの近紫外線がヒートシールされたストリップ及び包装積層材料1のその近傍を照射すると、酸化劣化、ブリスタリングやスクラッチなどを起した異常な部分のポリエチレンが蛍光発色などの正常部分と異なる状態を呈する。この部分が浮き上がって見える。
図1(b)に示す態様では、包装材料の第1縁部1aと第2縁部1bの両縁部を重ねてオーバーラップが形成され、オーバーラップを内側からストリップ2で保護しヒートシールされたストリップ2及びその近傍を、照射手段30で近紫外線で照射する。
【0018】
この実施態様の撮影装置31は、図1に示すように、近紫外線の照射による照射部分からの反射光に対して感度を有する撮像素子を含み、撮像する。
図2に、図1(b)に示す態様のストリップ2及びその近傍を通常の可視光で撮影した画像データ(a)と、撮影装置31で得た画像データ(b)とを示す。
図2から理解されるように、可視光で撮影した画像データ(a)では、ストリップ2とその近傍との識別が難しいが、撮影装置31で得た画像データ(b)から、ストリップ2が鮮明に映し出されている。また、ストリップ2に近傍にストリップの溶断片(c)が、より識別容易に映し出されている。
【0019】
この実施態様の撮影装置31は、図1に示すように、画像データを制御手段32に送信する。
制御手段32は、画像データを受信し、ストリップ及びその近傍のヒートシールの良否を判定して制御信号を送信する。
画像データの画像処理は、画像を得、画像を白黒2値にする「2値化」、濃度変化から物体の境界を見出す「エッジ検出」の変換処理を行い、情報を抽出し、情報を分類する。
得られた情報から、ストリップ及びその近傍のヒートシールの良否を判定して、ストリップへの加熱温度、縦シールの予熱手段の予熱温度などを適宜変更するように、また、操作員へのモニター画面への表示、データの記録、不良容器のラインからの排出などのために、制御信号を送信する。
【0020】
なお、本発明は前記実施の形態に限定されるものではなく、本発明の趣旨に基づいて種々変形させることが可能であり、それらを本発明の範囲から排除するものではない。
【産業上の利用可能性】
【0021】
この発明は、ジュースや牛乳などの液体食品などを充填した包装容器の製造に適用することができる。
【図面の簡単な説明】
【0022】
【図1】この発明による近紫外線照射の特徴及び動作例を示す概略図である。
【図2】この発明による画像データ例を示す画像図である。
【図3】この発明の包装充填装置を示す概略斜視図である。
【図4】この発明の包装充填装置で製造される容器例の斜視図である。
【符号の説明】
【0023】
1a ・・・帯状包装積層材料1の第1縁部
1b ・・・帯状包装積層材料1の第2縁部
2 ・・・ストリップ
30 ・・・照射手段
31 ・・・撮影装置
32 ・・・制御手段
【特許請求の範囲】
【請求項1】
連続的に搬送される帯状包装積層材料の一方の第1縁部にストリップをヒートシールし、該第1縁部の縦シール部面に、該帯状包装積層材料が筒状に成形された該帯状包装積層材料の他方の第2縁部の縦シール部面を重ねて該縦シール部の内側端面を該ストリップで保護してヒートシールし、内容物を充填して横シールし、該帯状包装積層材料を切断分離して容器に包装充填する装置であって、
該帯状包装積層材料の最外層及び最内層、並びに該ストリップが、同種若しくは異種のポリエチレン系樹脂からなり、
ヒートシールされた該ストリップ及びその近傍に、近紫外線のみを実質的に照射する照射手段と、
近紫外線の該照射による反射光に対して感度を有する撮像素子を含み、撮像した画像データを送信する撮影装置と、
該画像データを受信し、該ストリップ及びその近傍のヒートシールの良否を判定して制御信号を送信する制御手段とを有する、
ことを特徴とする包装充填装置。
【請求項1】
連続的に搬送される帯状包装積層材料の一方の第1縁部にストリップをヒートシールし、該第1縁部の縦シール部面に、該帯状包装積層材料が筒状に成形された該帯状包装積層材料の他方の第2縁部の縦シール部面を重ねて該縦シール部の内側端面を該ストリップで保護してヒートシールし、内容物を充填して横シールし、該帯状包装積層材料を切断分離して容器に包装充填する装置であって、
該帯状包装積層材料の最外層及び最内層、並びに該ストリップが、同種若しくは異種のポリエチレン系樹脂からなり、
ヒートシールされた該ストリップ及びその近傍に、近紫外線のみを実質的に照射する照射手段と、
近紫外線の該照射による反射光に対して感度を有する撮像素子を含み、撮像した画像データを送信する撮影装置と、
該画像データを受信し、該ストリップ及びその近傍のヒートシールの良否を判定して制御信号を送信する制御手段とを有する、
ことを特徴とする包装充填装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−184724(P2009−184724A)
【公開日】平成21年8月20日(2009.8.20)
【国際特許分類】
【出願番号】特願2008−29819(P2008−29819)
【出願日】平成20年2月10日(2008.2.10)
【出願人】(000229232)日本テトラパック株式会社 (259)
【Fターム(参考)】
【公開日】平成21年8月20日(2009.8.20)
【国際特許分類】
【出願日】平成20年2月10日(2008.2.10)
【出願人】(000229232)日本テトラパック株式会社 (259)
【Fターム(参考)】
[ Back to top ]