
包装充填装置
【課題】包装容器の外観表面を傷つけることがなく、高速でかつ強く両側から圧迫する成形/横シールであっても、液面レベルが変動若しくは振動することが少なく、液面制御が容易である包装充填装置を提供する。
【解決手段】包装充填装置は、包装材料1をチューブ状に成形し、包装材料の両端部でチューブの縦線方向に縦シールし、チューブ状包装材料内に充填パイプ7a,7bから液体食品を液面レベルまで充填し、チューブ横断方向に液面下で横シールし、切断して包装容器を製造する包装充填装置であって、チューブ状包装材料内の液面下であって横シール位置上方に設けられた、中空筒状本体と上端圧力緩衝部とからなるプレシャーフランジ20を有する。
【解決手段】包装充填装置は、包装材料1をチューブ状に成形し、包装材料の両端部でチューブの縦線方向に縦シールし、チューブ状包装材料内に充填パイプ7a,7bから液体食品を液面レベルまで充填し、チューブ横断方向に液面下で横シールし、切断して包装容器を製造する包装充填装置であって、チューブ状包装材料内の液面下であって横シール位置上方に設けられた、中空筒状本体と上端圧力緩衝部とからなるプレシャーフランジ20を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、流動性食品などが充填されたチューブ包装材料を容器毎に横シールして切断して容器とする包装充填装置に関する。
【背景技術】
【0002】
牛乳、ミネラルウォーター、茶、ジュース、スープ、アルコール類等の流動食品を収容する包装容器を製造する場合、ウェブ状(帯状)の包装積層材料が使用され、該包装積層材料がヒートシール、超音波シール等によってシールされることにより、包装容器が形成される。例えば、包装充填装置において、帯状包装積層材料の縁部にシーリングテープを前もって接合し、包装積層材料をチューブ状に成形し、チューブの内側から、包装積層材料の両縁部同士を、縦シール部の内側端面を保護するシーリングテープと共に押し当てて縦シール装置によって長手方向(縦方向)にシールした後、チューブ状の包装積層材料の中に液体食品を充填しながら、横シール装置によって横方向にシールして切断し、枕状の原型容器を形成し、該原型容器を更に所定の形状に成形して包装容器を完成させる。
【0003】
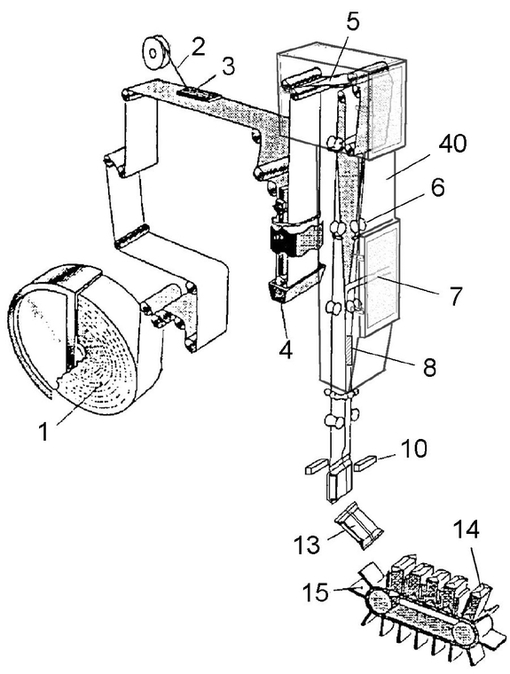
図3は、包装充填装置の一例を示す概略斜視図である。ウェブ状の包装積層材料1は、リールの状態で包装充填装置に収容される。包装積層材料1は、紙基材、及び該紙基材の両面にポリエチレン樹脂が積層された可撓性の積層体から成り、必要に応じて紙基材とフィルムとの間にアルミニウム箔、ガスバリヤ性樹脂等から成るバリヤ層が形成され、包装容器14の表面に相当する部分にあらかじめ外装用の印刷が施される。
【0004】
繰り出された包装積層材料1は、搬送手段の送り装置によって連続的に搬送され、ベンディングローラ、ダンパローラ等を経て、シーリングテープ貼着装置3に送られ、シーリングテープ貼着装置によって包装積層材料1の一方の縁部に沿ってシーリングテープ2が貼着される。
【0005】
包装積層材料1は、必要に応じて、プルタブ貼着装置によってプルタブが貼着されてる。包装積層材料1は、殺菌槽4に送られ、殺菌槽4において過酸化水素等の殺菌液によって殺菌される。包装積層材料1は、エアナイフ5に送られ、エアナイフ5によって乾燥させられた後、無菌室40の室内に送られる。包装積層材料1は、成形リング6、その他の成形リングによって徐々に変形させられてチューブ状の形状にされる。
包装積層材料1は、縦シール装置の予熱手段8からのホットエアーによって予熱されて、縦方向にシールされ、充填パイプ7の下端から流動性食品がチューブ状包装積層材料1内に充填される。
【0006】
図4に、チューブ状包装材料内に充填パイプから液体食品を所定の液面レベルまで充填し、調整する形態の一例を示す。
逆L字状の充填パイプ7の垂直部分は、下方に突出している。水平部分は、制御弁32に接続されている。充填パイプ7の垂直部分の外周囲には、円筒状のフロート34が配置されている。その液体に浮かんだフロート34は、チューブ包装材料1と充填パイプ7の間にあって、充填パイプ7の垂直部分の外面に、上下方向に移動自在に嵌められている。フロート11には、非検出手段35(マグネット、発信器または、タグなど)が取付けられている。チューブ1の外部に検出器31が配されている。検出器31は、非検出手段との間の信号の強弱の変化を電流に変えて電気信号として出力する。所定レベル若しくはそれ以上では停止信号を、所定レベル以下であると開放信号をそれぞれ制御装置33に出力する。一方、充填パイプ7の水平部分には、電磁式流量制御弁32が設けられており、電磁式流量制御弁32は、制御装置33により制御される。
液体の液面レベルが所定レベルに調整される。(参考特許文献1)
【0007】
チューブ状包装積層材料1は、ローラによって案内され、横シール装置10に送られ、挟まれて横方向にシールされ、横シールされた包装積層材料は、ナイフなどで切断されて枕状の原型容器13が形成される。
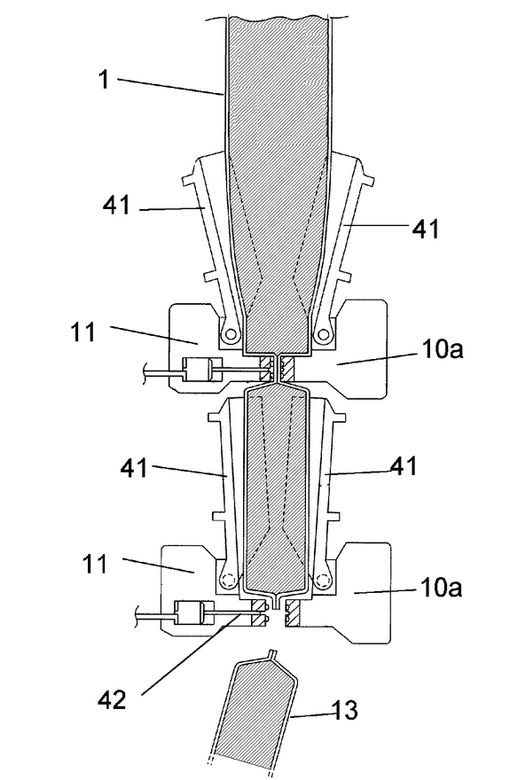
図5に横シール装置10の詳細一部断面図を示す。この態様では、食品が充填されたチューブ状包装材料1が包装容器1個分に相当する長さ分だけ下方に送られながら、二対の成形フラップ41,41により挟まれておおよその容器形状に成形され、二対のシールジョー10a,10a及び対向ジョー11,11により挟持し、横断方向に横シールして2本の横シール帯域を形成し、繋がった枕状予備成形体のシール帯域の中間をナイフ42により切断して個々の枕状予備成形体13に切り離す。
【0008】
原型容器13は、最終成形搬送装置15によって搬送されて最終の形状に成形され、流動性食品を収容する包装容器14が完成する。
【特許文献1】実開平1ー82102号公報
【特許文献2】特開平11−049105号公報
【特許文献3】特開昭59−084707号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかしながら、横シール装置において、チューブ状包装材料が下方に送られながら、二対の成形フラップにより挟まれておおよその容器形状に成形され、シールジョー及び対向ジョーにより挟持し、横断方向に横シールする際に、包装材料を成形フラップ、シールジョー及び対向ジョーで強く押さえる必要がある。中身が液体であるが、液面が横シール装置よりもかなり高い位置に設定されている場合、液体の水圧(圧力)が高くなり、上記成形及び横シールの動作の抵抗(抗力)となる。高速で動作し強く当る堅い成形フラップ、シールジョー及び対向ジョーによって、包装材料の表面(容器製品の外観表面)を傷つける恐れがある。
【0010】
また、成形フラップ、シールジョー及び対向ジョーが、包装材料を介して、中身液体を高速でかつ強く両側から圧迫するので、中身液体が上方に押し出され逆流して液面レベルが変動若しくは振動して、液面制御が難しくなる。
本発明は、高速で動作する成形装置や横シール装置によって、包装容器の外観表面を傷つけることがなく、高速でかつ強く両側から圧迫する成形/横シールであっても、液面レベルが変動若しくは振動することが少なく、液面制御が容易である包装充填装置を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明の包装充填装置は、ウェブ状包装材料をチューブ状に成形し、包装材料の両端部でチューブの縦線方向に縦シールし、チューブ状包装材料内に充填パイプから液体食品を所定の液面レベルまで充填し、チューブ横断方向に液面下で横シールし、切断して包装容器を製造する包装充填装置であって、
チューブ状包装材料内の液面下であって横シール位置上方に設けられた、中空筒状本体と上端圧力緩衝部とからなるプレシャーフランジを有する。
【0012】
本発明の包装充填装置において、プレシャーフランジが、充填パイプの外周に設けられている。
【0013】
本願に係る発明から除かれるが、この発明の理解のために参考される態様(以下、参考態様という)において、において、上端圧力緩衝部が、本体天井下に配設された弾性膜及び、天井と弾性膜との間に形成された空間に充填された無菌ガスとからなる。
【0014】
本発明の包装充填装置の特徴において、上端圧力緩衝部が、本体天井下に配設された弾性袋及び、弾性袋の中に充填された無菌ガスとからなる。
【発明の効果】
【0015】
この発明による包装充填装置は、ウェブ状包装材料をチューブ状に成形し、包装材料の両端部でチューブの縦線方向に縦シールし、チューブ状包装材料内に充填パイプから液体食品を所定の液面レベルまで充填し、チューブ横断方向に液面下で横シールし、切断して包装容器を製造する。
液体食品が充填されたウェブ状包装材料の液面下で、横シールするので、容器内に不要な空気等が残らず、品質保持に寄与するが、横断方向に横シールする際に、中身液体を高速に両側から圧迫すると、中身液体が上方に押し出され逆流しようとする。
【0016】
この発明に於いて、プレシャーフランジがチューブ状包装材料内の液面下であって横シール位置上方に設けられている。下端から上部は、中空筒状本体であり、下から押出された液体若しくは圧力は、この中空内を移動若しくは伝播する。
プレシャーフランジが上端に圧力緩衝部を持つので、下からの押出された液体若しくは圧力はこの圧力緩衝部で吸収若しくは緩衝される。
プレシャーフランジの上方には、下からの押出された液体若しくは圧力が伝わらなくなり、液面レベルが変動若しくは振動することもなく、液面制御が容易になる。
【0017】
また、液面レベルより下方、横シール位置に近い位置に緩衝領域があるので、成形及び横シールの動作の抵抗(抗力)を低減することができ、高速で動作し強く成形フラップ、シールジョー及び対向ジョーなどが当っても、包装材料の表面を傷つけることがない。
【0018】
この発明において、プレシャーフランジが、充填パイプの外周に設けられている。プレシャーフランジが、充填パイプの配設を妨害することなく、チューブ状包装材料内の空間を有効に利用することができる。
【0019】
参考態様において、上端圧力緩衝部が、本体天井下に配設された弾性膜及び、天井と弾性膜との間に形成された空間に充填された無菌ガスとからなる。緩衝部材が無菌ガスである場合、容易にガスが圧縮/膨張し、緩衝作用を発揮する。液体の振動/流動により、流失、発散してガスの減少や、充填された液体に伴った気泡/溶解ガスのトラップにより、ガスの増加が起る恐れがあるが、弾性膜によって無菌ガス量を一定に保つことができる。
【0020】
この発明の特徴において、上端圧力緩衝部が、本体天井下に配設された弾性袋及び、弾性袋の中に充填された無菌ガスとからなる。緩衝部材が無菌ガスである場合、容易にガスが圧縮/膨張し、緩衝作用を発揮する。液体の振動/流動により、流失、発散してガスの減少や、充填された液体に伴った気泡/溶解ガスのトラップにより、ガスの増加が起る恐れがあるが、風船状の弾性袋によって無菌ガス量を一定に保つことができる。
【発明を実施するための最良の形態】
【0021】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。
図1は、この発明による実施例の包装充填装置のプレシャーフランジの断面正面図である。
図2は、参考態様の包装充填装置のプレシャーフランジの断面正面図である。
図3は、この発明に使用できる包装充填装置の一例のを示す概略斜視図である。
図4は、包装充填装置の液面制御を説明する断面正面図である。
図5は、包装充填装置の横シール装置を説明する断面正面図である。
【0022】
図3に示されるように、帯状包装積層材料1は、リールの状態で包装充填装置に収容される。包装積層材料1は、紙基材、ポリエチレン樹脂最外層、ポリエチレン樹脂最内層が積層された可撓性の積層体から成り、アルミニウム箔バリヤ層が形成され、文字模様等の印刷が施される。
繰り出された包装積層材料1は、搬送手段によって連続的に搬送され、ベンディングローラ、ダンパローラ等を経て、シーリングテープ貼着装置3に送られ、包装積層材料1の一方の縁部に沿ってシーリングテープ2が貼着される。
【0023】
包装積層材料1は、殺菌槽4に送られ、殺菌槽4において過酸化水素等の殺菌液によって殺菌される。包装積層材料1は、エアナイフ5に送られ、無菌室40に送られる。包装積層材料1は、成形リング6、その他の成形リングによって徐々に変形させられてチューブ状の形状にされる。包装積層材料1は、縦シール装置の予熱手段8からのホットエアーによって予熱されて、縦方向にシールされ、充填パイプ7の下端から流動性食品がチューブ状包装積層材料1内に充填される。
【0024】
チューブ状包装材料1内に充填パイプ7から液体食品を所定の液面レベルまで充填し、チューブ横断方向に液面下で横シールする。
この実施形態の特徴に於いて、プレシャーフランジがチューブ状包装材料内の液面下であって横シール位置上方に設けられている。
【0025】
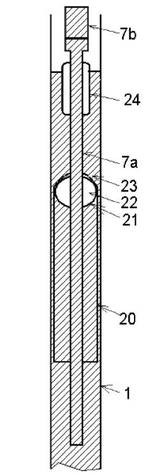
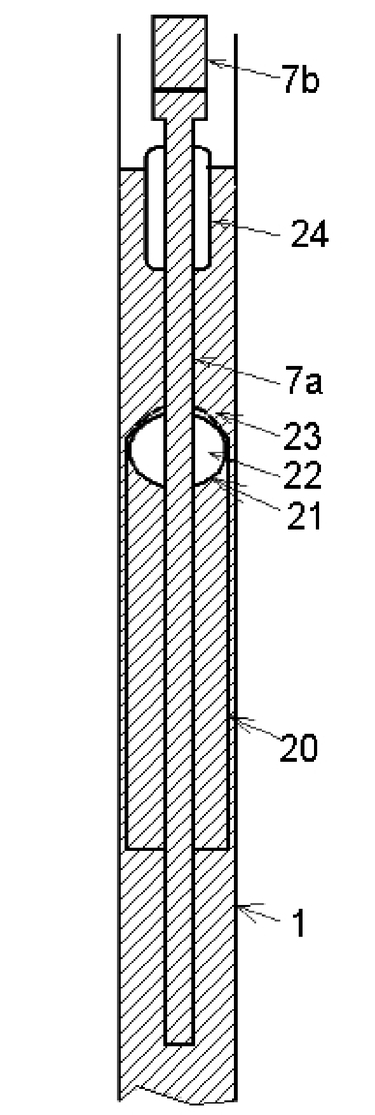
図1に、実施例の包装充填装置のプレシャーフランジ20の断面正面図を示す。
この実施例では、上端圧力緩衝部が、本体天井下に配設された弾性袋21及び、弾性袋の中に充填された無菌ガス22とからなる。緩衝部材22が無菌ガスであるため、容易にガスが圧縮/膨張し、緩衝作用を発揮する。風船状の弾性袋によって無菌ガス量を一定に保つので、液体の振動/流動により、流失、発散してガスが減少しない。また、充填された液体に伴った気泡/溶解ガスのトラップにより、ガスがプレシャーフランジ20の天井に溜まる恐れがあるが、この例では、天井に小孔23が設けられ逃がすことができる。
【0026】
この態様において、プレシャーフランジ20が、下部充填パイプ7aの外周に設けられている。プレシャーフランジ20が、充填パイプ7aの配設を妨害することなく、チューブ状包装材料内の空間を有効に利用することができる。また、下部充填パイプ7aを洗浄する際に、一体となって取り外し、洗浄、取り付けができる。
【0027】
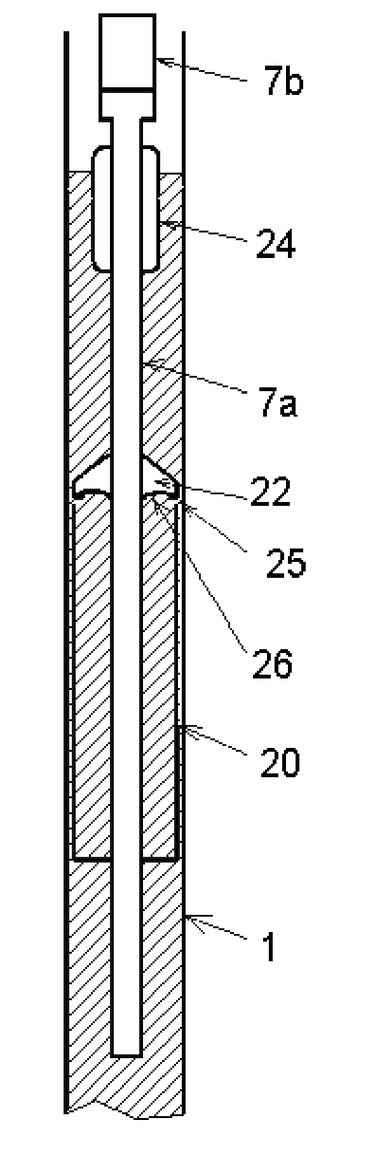
図2に、参考態様の包装充填装置のプレシャーフランジ20の断面正面図を示す。
参考態様では、上端圧力緩衝部が、本体天井下に配設された弾性膜26及び、天井と弾性膜との間に形成された空間に充填された無菌ガス22とからなる。
緩衝部材22が無菌ガスであるため、容易に圧縮/膨張し、緩衝する。弾性膜26によって無菌ガスを封しその量を一定に保つので、液体の振動/流動により、流失、発散してガスが減少しない。また、充填された液体に伴った気泡/溶解ガスのトラップにより、ガスがプレシャーフランジ20の上部に溜まる恐れがあるが、この例では、上部に小孔25が設けられ逃がすことができる。
【0028】
この態様においても、プレシャーフランジ20が、下部充填パイプ7aの外周に設けられている。プレシャーフランジ20が、充填パイプ7aの配設を妨害することなく、チューブ状包装材料内の空間を有効に利用することができる。また、下部充填パイプ7aを上部充填パイプ7bから取り外して洗浄する際に、一体となって取り外し、洗浄、取り付けができる。
【0029】
図4の例に示すように、チューブ状包装材料内に充填パイプから液体食品を所定の液面レベルまで充填し、調整する。
充填パイプ7の垂直部分の外周囲には、円筒状のフロート34が配置されている。その液体に浮かんだフロート34は、チューブ包装材料1と充填パイプ7の間にあって、充填パイプ7の垂直部分の外面に、上下方向に移動自在に嵌められている。フロート11には、非検出手段35が取付けられている。チューブ1の外部に検出器31が配されている。これにより、液体の液面レベルが所定レベルに調整される。
【0030】
チューブ状包装積層材料1は、図5に示すように、食品が充填されたチューブ状包装材料1が包装容器1個分に相当する長さ分だけ下方に送られながら、二対の成形フラップ41,41により挟まれておおよその容器形状に成形され、二対のシールジョー10a,10a及び対向ジョー11,11により挟持し、横断方向に横シールして2本の横シール帯域を形成し、繋がった枕状予備成形体のシール帯域の中間をナイフ42により切断して個々の枕状予備成形体13に切り離す。
【0031】
原型容器13は、最終成形搬送装置15によって搬送されて最終の形状に成形され、流動性食品を収容する包装容器14が完成する。
【0032】
なお、本発明は前記実施の形態に限定されるものではなく、本発明の趣旨に基づいて種々変形させることが可能であり、それらを本発明の範囲から排除するものではない。
【産業上の利用可能性】
【0033】
この発明の包装充填装置によって、牛乳、ジュース、ミネラルウォーターなどの飲料、流動食品などの包装容器を製造することができる。
【図面の簡単な説明】
【0034】
【図1】この発明による実施例の包装充填装置のプレシャーフランジの断面正面図である。
【図2】参考態様の包装充填装置のプレシャーフランジの断面正面図である。
【図3】この発明に使用できる包装充填装置の一例のを示す概略斜視図である。
【図4】包装充填装置の液面制御を説明する断面正面図である。
【図5】包装充填装置の横シール装置を説明する断面正面図である。
【符号の説明】
【0035】
1 包装材料
7 充填パイプ
20 プレシャーフランジ
21 弾性袋
22 無菌ガス
22 弾性膜
【技術分野】
【0001】
本発明は、流動性食品などが充填されたチューブ包装材料を容器毎に横シールして切断して容器とする包装充填装置に関する。
【背景技術】
【0002】
牛乳、ミネラルウォーター、茶、ジュース、スープ、アルコール類等の流動食品を収容する包装容器を製造する場合、ウェブ状(帯状)の包装積層材料が使用され、該包装積層材料がヒートシール、超音波シール等によってシールされることにより、包装容器が形成される。例えば、包装充填装置において、帯状包装積層材料の縁部にシーリングテープを前もって接合し、包装積層材料をチューブ状に成形し、チューブの内側から、包装積層材料の両縁部同士を、縦シール部の内側端面を保護するシーリングテープと共に押し当てて縦シール装置によって長手方向(縦方向)にシールした後、チューブ状の包装積層材料の中に液体食品を充填しながら、横シール装置によって横方向にシールして切断し、枕状の原型容器を形成し、該原型容器を更に所定の形状に成形して包装容器を完成させる。
【0003】
図3は、包装充填装置の一例を示す概略斜視図である。ウェブ状の包装積層材料1は、リールの状態で包装充填装置に収容される。包装積層材料1は、紙基材、及び該紙基材の両面にポリエチレン樹脂が積層された可撓性の積層体から成り、必要に応じて紙基材とフィルムとの間にアルミニウム箔、ガスバリヤ性樹脂等から成るバリヤ層が形成され、包装容器14の表面に相当する部分にあらかじめ外装用の印刷が施される。
【0004】
繰り出された包装積層材料1は、搬送手段の送り装置によって連続的に搬送され、ベンディングローラ、ダンパローラ等を経て、シーリングテープ貼着装置3に送られ、シーリングテープ貼着装置によって包装積層材料1の一方の縁部に沿ってシーリングテープ2が貼着される。
【0005】
包装積層材料1は、必要に応じて、プルタブ貼着装置によってプルタブが貼着されてる。包装積層材料1は、殺菌槽4に送られ、殺菌槽4において過酸化水素等の殺菌液によって殺菌される。包装積層材料1は、エアナイフ5に送られ、エアナイフ5によって乾燥させられた後、無菌室40の室内に送られる。包装積層材料1は、成形リング6、その他の成形リングによって徐々に変形させられてチューブ状の形状にされる。
包装積層材料1は、縦シール装置の予熱手段8からのホットエアーによって予熱されて、縦方向にシールされ、充填パイプ7の下端から流動性食品がチューブ状包装積層材料1内に充填される。
【0006】
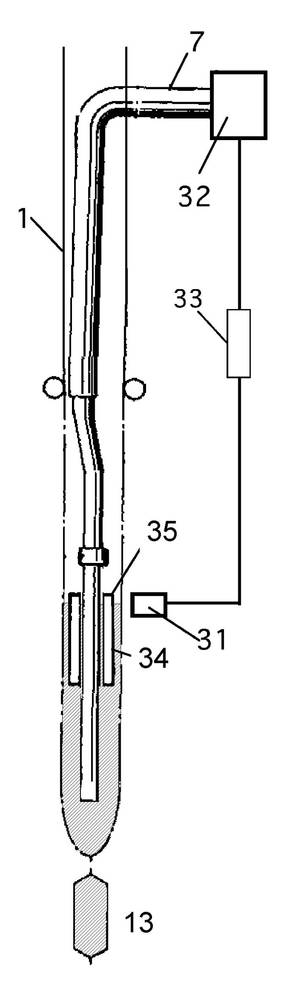
図4に、チューブ状包装材料内に充填パイプから液体食品を所定の液面レベルまで充填し、調整する形態の一例を示す。
逆L字状の充填パイプ7の垂直部分は、下方に突出している。水平部分は、制御弁32に接続されている。充填パイプ7の垂直部分の外周囲には、円筒状のフロート34が配置されている。その液体に浮かんだフロート34は、チューブ包装材料1と充填パイプ7の間にあって、充填パイプ7の垂直部分の外面に、上下方向に移動自在に嵌められている。フロート11には、非検出手段35(マグネット、発信器または、タグなど)が取付けられている。チューブ1の外部に検出器31が配されている。検出器31は、非検出手段との間の信号の強弱の変化を電流に変えて電気信号として出力する。所定レベル若しくはそれ以上では停止信号を、所定レベル以下であると開放信号をそれぞれ制御装置33に出力する。一方、充填パイプ7の水平部分には、電磁式流量制御弁32が設けられており、電磁式流量制御弁32は、制御装置33により制御される。
液体の液面レベルが所定レベルに調整される。(参考特許文献1)
【0007】
チューブ状包装積層材料1は、ローラによって案内され、横シール装置10に送られ、挟まれて横方向にシールされ、横シールされた包装積層材料は、ナイフなどで切断されて枕状の原型容器13が形成される。
図5に横シール装置10の詳細一部断面図を示す。この態様では、食品が充填されたチューブ状包装材料1が包装容器1個分に相当する長さ分だけ下方に送られながら、二対の成形フラップ41,41により挟まれておおよその容器形状に成形され、二対のシールジョー10a,10a及び対向ジョー11,11により挟持し、横断方向に横シールして2本の横シール帯域を形成し、繋がった枕状予備成形体のシール帯域の中間をナイフ42により切断して個々の枕状予備成形体13に切り離す。
【0008】
原型容器13は、最終成形搬送装置15によって搬送されて最終の形状に成形され、流動性食品を収容する包装容器14が完成する。
【特許文献1】実開平1ー82102号公報
【特許文献2】特開平11−049105号公報
【特許文献3】特開昭59−084707号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかしながら、横シール装置において、チューブ状包装材料が下方に送られながら、二対の成形フラップにより挟まれておおよその容器形状に成形され、シールジョー及び対向ジョーにより挟持し、横断方向に横シールする際に、包装材料を成形フラップ、シールジョー及び対向ジョーで強く押さえる必要がある。中身が液体であるが、液面が横シール装置よりもかなり高い位置に設定されている場合、液体の水圧(圧力)が高くなり、上記成形及び横シールの動作の抵抗(抗力)となる。高速で動作し強く当る堅い成形フラップ、シールジョー及び対向ジョーによって、包装材料の表面(容器製品の外観表面)を傷つける恐れがある。
【0010】
また、成形フラップ、シールジョー及び対向ジョーが、包装材料を介して、中身液体を高速でかつ強く両側から圧迫するので、中身液体が上方に押し出され逆流して液面レベルが変動若しくは振動して、液面制御が難しくなる。
本発明は、高速で動作する成形装置や横シール装置によって、包装容器の外観表面を傷つけることがなく、高速でかつ強く両側から圧迫する成形/横シールであっても、液面レベルが変動若しくは振動することが少なく、液面制御が容易である包装充填装置を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明の包装充填装置は、ウェブ状包装材料をチューブ状に成形し、包装材料の両端部でチューブの縦線方向に縦シールし、チューブ状包装材料内に充填パイプから液体食品を所定の液面レベルまで充填し、チューブ横断方向に液面下で横シールし、切断して包装容器を製造する包装充填装置であって、
チューブ状包装材料内の液面下であって横シール位置上方に設けられた、中空筒状本体と上端圧力緩衝部とからなるプレシャーフランジを有する。
【0012】
本発明の包装充填装置において、プレシャーフランジが、充填パイプの外周に設けられている。
【0013】
本願に係る発明から除かれるが、この発明の理解のために参考される態様(以下、参考態様という)において、において、上端圧力緩衝部が、本体天井下に配設された弾性膜及び、天井と弾性膜との間に形成された空間に充填された無菌ガスとからなる。
【0014】
本発明の包装充填装置の特徴において、上端圧力緩衝部が、本体天井下に配設された弾性袋及び、弾性袋の中に充填された無菌ガスとからなる。
【発明の効果】
【0015】
この発明による包装充填装置は、ウェブ状包装材料をチューブ状に成形し、包装材料の両端部でチューブの縦線方向に縦シールし、チューブ状包装材料内に充填パイプから液体食品を所定の液面レベルまで充填し、チューブ横断方向に液面下で横シールし、切断して包装容器を製造する。
液体食品が充填されたウェブ状包装材料の液面下で、横シールするので、容器内に不要な空気等が残らず、品質保持に寄与するが、横断方向に横シールする際に、中身液体を高速に両側から圧迫すると、中身液体が上方に押し出され逆流しようとする。
【0016】
この発明に於いて、プレシャーフランジがチューブ状包装材料内の液面下であって横シール位置上方に設けられている。下端から上部は、中空筒状本体であり、下から押出された液体若しくは圧力は、この中空内を移動若しくは伝播する。
プレシャーフランジが上端に圧力緩衝部を持つので、下からの押出された液体若しくは圧力はこの圧力緩衝部で吸収若しくは緩衝される。
プレシャーフランジの上方には、下からの押出された液体若しくは圧力が伝わらなくなり、液面レベルが変動若しくは振動することもなく、液面制御が容易になる。
【0017】
また、液面レベルより下方、横シール位置に近い位置に緩衝領域があるので、成形及び横シールの動作の抵抗(抗力)を低減することができ、高速で動作し強く成形フラップ、シールジョー及び対向ジョーなどが当っても、包装材料の表面を傷つけることがない。
【0018】
この発明において、プレシャーフランジが、充填パイプの外周に設けられている。プレシャーフランジが、充填パイプの配設を妨害することなく、チューブ状包装材料内の空間を有効に利用することができる。
【0019】
参考態様において、上端圧力緩衝部が、本体天井下に配設された弾性膜及び、天井と弾性膜との間に形成された空間に充填された無菌ガスとからなる。緩衝部材が無菌ガスである場合、容易にガスが圧縮/膨張し、緩衝作用を発揮する。液体の振動/流動により、流失、発散してガスの減少や、充填された液体に伴った気泡/溶解ガスのトラップにより、ガスの増加が起る恐れがあるが、弾性膜によって無菌ガス量を一定に保つことができる。
【0020】
この発明の特徴において、上端圧力緩衝部が、本体天井下に配設された弾性袋及び、弾性袋の中に充填された無菌ガスとからなる。緩衝部材が無菌ガスである場合、容易にガスが圧縮/膨張し、緩衝作用を発揮する。液体の振動/流動により、流失、発散してガスの減少や、充填された液体に伴った気泡/溶解ガスのトラップにより、ガスの増加が起る恐れがあるが、風船状の弾性袋によって無菌ガス量を一定に保つことができる。
【発明を実施するための最良の形態】
【0021】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。
図1は、この発明による実施例の包装充填装置のプレシャーフランジの断面正面図である。
図2は、参考態様の包装充填装置のプレシャーフランジの断面正面図である。
図3は、この発明に使用できる包装充填装置の一例のを示す概略斜視図である。
図4は、包装充填装置の液面制御を説明する断面正面図である。
図5は、包装充填装置の横シール装置を説明する断面正面図である。
【0022】
図3に示されるように、帯状包装積層材料1は、リールの状態で包装充填装置に収容される。包装積層材料1は、紙基材、ポリエチレン樹脂最外層、ポリエチレン樹脂最内層が積層された可撓性の積層体から成り、アルミニウム箔バリヤ層が形成され、文字模様等の印刷が施される。
繰り出された包装積層材料1は、搬送手段によって連続的に搬送され、ベンディングローラ、ダンパローラ等を経て、シーリングテープ貼着装置3に送られ、包装積層材料1の一方の縁部に沿ってシーリングテープ2が貼着される。
【0023】
包装積層材料1は、殺菌槽4に送られ、殺菌槽4において過酸化水素等の殺菌液によって殺菌される。包装積層材料1は、エアナイフ5に送られ、無菌室40に送られる。包装積層材料1は、成形リング6、その他の成形リングによって徐々に変形させられてチューブ状の形状にされる。包装積層材料1は、縦シール装置の予熱手段8からのホットエアーによって予熱されて、縦方向にシールされ、充填パイプ7の下端から流動性食品がチューブ状包装積層材料1内に充填される。
【0024】
チューブ状包装材料1内に充填パイプ7から液体食品を所定の液面レベルまで充填し、チューブ横断方向に液面下で横シールする。
この実施形態の特徴に於いて、プレシャーフランジがチューブ状包装材料内の液面下であって横シール位置上方に設けられている。
【0025】
図1に、実施例の包装充填装置のプレシャーフランジ20の断面正面図を示す。
この実施例では、上端圧力緩衝部が、本体天井下に配設された弾性袋21及び、弾性袋の中に充填された無菌ガス22とからなる。緩衝部材22が無菌ガスであるため、容易にガスが圧縮/膨張し、緩衝作用を発揮する。風船状の弾性袋によって無菌ガス量を一定に保つので、液体の振動/流動により、流失、発散してガスが減少しない。また、充填された液体に伴った気泡/溶解ガスのトラップにより、ガスがプレシャーフランジ20の天井に溜まる恐れがあるが、この例では、天井に小孔23が設けられ逃がすことができる。
【0026】
この態様において、プレシャーフランジ20が、下部充填パイプ7aの外周に設けられている。プレシャーフランジ20が、充填パイプ7aの配設を妨害することなく、チューブ状包装材料内の空間を有効に利用することができる。また、下部充填パイプ7aを洗浄する際に、一体となって取り外し、洗浄、取り付けができる。
【0027】
図2に、参考態様の包装充填装置のプレシャーフランジ20の断面正面図を示す。
参考態様では、上端圧力緩衝部が、本体天井下に配設された弾性膜26及び、天井と弾性膜との間に形成された空間に充填された無菌ガス22とからなる。
緩衝部材22が無菌ガスであるため、容易に圧縮/膨張し、緩衝する。弾性膜26によって無菌ガスを封しその量を一定に保つので、液体の振動/流動により、流失、発散してガスが減少しない。また、充填された液体に伴った気泡/溶解ガスのトラップにより、ガスがプレシャーフランジ20の上部に溜まる恐れがあるが、この例では、上部に小孔25が設けられ逃がすことができる。
【0028】
この態様においても、プレシャーフランジ20が、下部充填パイプ7aの外周に設けられている。プレシャーフランジ20が、充填パイプ7aの配設を妨害することなく、チューブ状包装材料内の空間を有効に利用することができる。また、下部充填パイプ7aを上部充填パイプ7bから取り外して洗浄する際に、一体となって取り外し、洗浄、取り付けができる。
【0029】
図4の例に示すように、チューブ状包装材料内に充填パイプから液体食品を所定の液面レベルまで充填し、調整する。
充填パイプ7の垂直部分の外周囲には、円筒状のフロート34が配置されている。その液体に浮かんだフロート34は、チューブ包装材料1と充填パイプ7の間にあって、充填パイプ7の垂直部分の外面に、上下方向に移動自在に嵌められている。フロート11には、非検出手段35が取付けられている。チューブ1の外部に検出器31が配されている。これにより、液体の液面レベルが所定レベルに調整される。
【0030】
チューブ状包装積層材料1は、図5に示すように、食品が充填されたチューブ状包装材料1が包装容器1個分に相当する長さ分だけ下方に送られながら、二対の成形フラップ41,41により挟まれておおよその容器形状に成形され、二対のシールジョー10a,10a及び対向ジョー11,11により挟持し、横断方向に横シールして2本の横シール帯域を形成し、繋がった枕状予備成形体のシール帯域の中間をナイフ42により切断して個々の枕状予備成形体13に切り離す。
【0031】
原型容器13は、最終成形搬送装置15によって搬送されて最終の形状に成形され、流動性食品を収容する包装容器14が完成する。
【0032】
なお、本発明は前記実施の形態に限定されるものではなく、本発明の趣旨に基づいて種々変形させることが可能であり、それらを本発明の範囲から排除するものではない。
【産業上の利用可能性】
【0033】
この発明の包装充填装置によって、牛乳、ジュース、ミネラルウォーターなどの飲料、流動食品などの包装容器を製造することができる。
【図面の簡単な説明】
【0034】
【図1】この発明による実施例の包装充填装置のプレシャーフランジの断面正面図である。
【図2】参考態様の包装充填装置のプレシャーフランジの断面正面図である。
【図3】この発明に使用できる包装充填装置の一例のを示す概略斜視図である。
【図4】包装充填装置の液面制御を説明する断面正面図である。
【図5】包装充填装置の横シール装置を説明する断面正面図である。
【符号の説明】
【0035】
1 包装材料
7 充填パイプ
20 プレシャーフランジ
21 弾性袋
22 無菌ガス
22 弾性膜
【特許請求の範囲】
【請求項1】
ウェブ状包装材料をチューブ状に成形し、該包装材料の両端部でチューブの縦線方向に縦シールし、チューブ状包装材料内に充填パイプから液体食品を所定の液面レベルまで充填し、該チューブ横断方向に該液面下で横シールし、切断して包装容器を製造する包装充填装置であって、
チューブ状包装材料内の該液面下であって該横シール位置上方に設けられた、中空筒状本体と上端圧力緩衝部とからなるプレシャーフランジを有し、
該プレシャーフランジが、該充填パイプの外周に設けられ、
該上端圧力緩衝部が、該本体天井下に配設された弾性袋及び、該弾性袋の中に充填された無菌ガスとからなる、
ことを特徴とする包装充填装置。
【請求項1】
ウェブ状包装材料をチューブ状に成形し、該包装材料の両端部でチューブの縦線方向に縦シールし、チューブ状包装材料内に充填パイプから液体食品を所定の液面レベルまで充填し、該チューブ横断方向に該液面下で横シールし、切断して包装容器を製造する包装充填装置であって、
チューブ状包装材料内の該液面下であって該横シール位置上方に設けられた、中空筒状本体と上端圧力緩衝部とからなるプレシャーフランジを有し、
該プレシャーフランジが、該充填パイプの外周に設けられ、
該上端圧力緩衝部が、該本体天井下に配設された弾性袋及び、該弾性袋の中に充填された無菌ガスとからなる、
ことを特徴とする包装充填装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−18550(P2013−18550A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2012−183848(P2012−183848)
【出願日】平成24年8月23日(2012.8.23)
【分割の表示】特願2007−298736(P2007−298736)の分割
【原出願日】平成19年11月17日(2007.11.17)
【出願人】(000229232)日本テトラパック株式会社 (259)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成24年8月23日(2012.8.23)
【分割の表示】特願2007−298736(P2007−298736)の分割
【原出願日】平成19年11月17日(2007.11.17)
【出願人】(000229232)日本テトラパック株式会社 (259)
【Fターム(参考)】
[ Back to top ]