
包装基材製造用積層シート、包装基材及び食品包装体
【課題】成形性、ガスバリアー性、臭気遮断性、耐寒性、耐熱性、断熱性及び剛性に優れた包装基材製造用積層シート、該積層シートを用いた包装基材及び該包装基材を用いた食品包装体の提供。
【解決手段】ポリフェニレンエーテル系樹脂を含むポリスチレン系樹脂発泡シートからなる発泡シート層2の一方の面上に、接着剤層3、1層以上のガスバリアー性樹脂層4、5、シーラント層6の順に積層されていることを特徴とする包装基材製造用積層シート1。
【解決手段】ポリフェニレンエーテル系樹脂を含むポリスチレン系樹脂発泡シートからなる発泡シート層2の一方の面上に、接着剤層3、1層以上のガスバリアー性樹脂層4、5、シーラント層6の順に積層されていることを特徴とする包装基材製造用積層シート1。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、食品などのガスパック包装や真空パック包装等に用いられる包装基材に関し、成形性、ガスバリアー性、臭気遮断性、耐寒性、耐熱性、断熱性及び剛性に優れた包装基材製造用積層シート、該積層シートを用いた包装基材及び該包装基材を用いた食品包装体に関する。
【背景技術】
【0002】
食品包装用材料としてのポリプロピレン(PP)系樹脂シートやポリスチレン(PS)系樹脂シートは、食品容器例えば食品用トレーに広く使用されているが、ガスバリアー性に乏しい為、内容物である食品の劣化が進行するので、長期間の保存容器としては適していない。
【0003】
近年、PP系樹脂トレーやPS系樹脂トレーに、ガスバリアー性を有するフィルムを表面に積層することでガスバリアー性を付与し、食品を充填包装した後にも長期保存が可能な容器が提案されている。この成形用素材を熱成形した底材に、食材を充填した上でさらにガスバリアー性シュリンクフィルム等の蓋材を用いて真空加工を行うことにより、日持ちのする食品包装体が出来上がる。
【0004】
例えば、特許文献1には、食品包装用底材として、耐熱性樹脂層、ガスバリアー性樹脂層及びポリプロピレン樹脂層の順に積層したガスバリアー性フィルムに、深絞り成形可能なポリプロピレン樹脂フィルムを熱融着した積層シートが開示されている。
【0005】
また、特許文献2には、食品包装用底材として、ホットメルト接着剤層、エチレン−酢酸ビニル共重合体ケン化物樹脂層、接着樹脂層及び易開封性樹脂層をこの順に積層したガスバリアー性フィルムに、深絞り成形可能なポリプロピレン系またはポリスチレン系樹脂の発泡シートを積層した多層シートが開示されている。
【0006】
また、特許文献3には、ポリスチレン系樹脂50〜90質量部及びポリフェニレンエーテル系樹脂50〜10質量部からなる基材樹脂100質量部に対して、予めポリスチレン系樹脂及び/又はポリフェニレンエーテル系樹脂に疎水性ゼオライトを10〜40質量%練り込んだマスターペレット1〜10質量部及び揮発性発泡剤を3質量%以下含有させた耐熱性発泡体が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2002−192668号公報
【特許文献2】特開2003−020070号公報
【特許文献3】特開2008−94919号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1〜3に開示された従来技術には、次のような問題があった。
特許文献1に開示されたポリプロピレン樹脂フィルムは耐熱性はあるものの、0℃以下の低温における耐衝撃性に乏しく、落下等の衝撃により割れる恐れがあり冷凍保存には適していない。さらに、深絞り成形においては成形品の厚さの不均一や細部の賦形性に劣る。
特許文献2に開示された多層シートは、ポリプロピレン系樹脂の発泡シートを積層した場合、ポリプロピレン系樹脂は耐熱性はあるものの、0℃以下の低温においては耐衝撃性に乏しく、落下等の衝撃により割れる恐れがあり冷凍保存には適していない。さらに、深絞り成形においては成形品の厚さの不均一や細部の賦形性に劣る。さらに、発泡した素材は断熱性が高く、加熱成形時の熱が伝わりにくい為、高温条件で成形を行う必要があるが、高温条件で成形を行うと、表面に積層したガスバリアー性フィルムが加熱成形時に加熱媒体である熱板に融着してしまうという恐れがある。また、ポリスチレン系樹脂の発泡シートを積層した場合、ポリスチレン系樹脂は成形性に優れているものの、ポリプロピレン系樹脂、ポリエチレン系樹脂と比較して、常温においても脆性が大きく、割れを生じやすい。さらに耐熱性も低く電子レンジにより加熱を行うと変形を起こすという問題点があった。
特許文献3に開示された耐熱性発泡体は、ガスバリアー性が悪く、これを包装基材として包装した食品は、長期の保存ができない。また、特許文献3に開示された耐熱性発泡体は、独特の強い臭気を持ったポリフェニレンエーテル系樹脂を使用しており、この臭気を除去するために疎水性ゼオライトを添加しているが、ポリフェニレンエーテルの臭気を完全に除去することはできず、これを包装基材として包装した食品に該臭気が移り、電子レンジで食品を加熱した後に、その食品に異臭を感じてしまうという問題があった。
【0009】
本発明は、前記事情に鑑みてなされ、成形性、ガスバリアー性、臭気遮断性、耐寒性、耐熱性、断熱性及び剛性に優れた包装基材製造用積層シート、該積層シートを用いた包装基材及び該包装基材を用いた食品包装体の提供を課題とする。
【課題を解決するための手段】
【0010】
前記課題を達成するため、本発明は、ポリフェニレンエーテル系樹脂を含むポリスチレン系樹脂発泡シートからなる発泡シート層の一方の面上に、接着剤層、1層以上のガスバリアー性樹脂層、シーラント層の順に積層されていることを特徴とする包装基材製造用積層シートを提供する。
【0011】
本発明の包装基材製造用積層シートにおいて、前記発泡シート層を構成する樹脂中に、ポリフェニレンエーテル系樹脂が10〜50質量%含有されていることが好ましい。
【0012】
本発明の包装基材製造用積層シートにおいて、前記ガスバリアー性樹脂層が、ポリアミド系樹脂層を含んでいることが好ましい。
【0013】
本発明の包装基材製造用積層シートにおいて、前記ガスバリアー性樹脂層が、エチレン−酢酸ビニル共重合体ケン化物樹脂層を含んでいることが好ましい。
【0014】
本発明の包装基材製造用積層シートにおいて、前記シーラント層が、ポリオレフィン系樹脂層からなることが好ましい。
【0015】
また本発明は、前記包装基材製造用積層シートからなる包装基材を提供する。
【0016】
また本発明は、包装基材製造用積層シートに熱成形を施し、所望の形状としてなる包装基材を提供する。
【0017】
また本発明は、前記包装基材に食品を載せ、これらをガスバリアー性フィルムで包んでなる食品包装体を提供する。
【発明の効果】
【0018】
本発明の包装基材製造用積層シートは、ポリフェニレンエーテル系樹脂を含むポリスチレン系樹脂発泡シートからなる発泡シート層の一方の面上に、接着剤層、1層以上のガスバリアー性樹脂層、シーラント層の順に積層された構成としたので、前記発泡シート層によって優れた成形性、耐寒性、耐熱性、断熱性及び剛性が得られ、さらに該発泡シート層にガスバリアー層を含む多層フィルムを積層することによって、優れたガスバリアー性及び臭気遮断性を得ることができる。
【0019】
本発明の包装基材は、前記包装基材製造用積層シートからなるか、或いは前記包装基材製造用積層シートに熱成形を施し、所望の形状としてなるものなので、成形性、ガスバリアー性、臭気遮断性、耐寒性、耐熱性、断熱性及び剛性に優れており、これを用いて食品等を包装した場合、真空パックや低温凍結保存が可能であり、食品等を長期間保存することができる。また、保存しておいた食品等をそのまま電子レンジで加熱することができ、利便性が高い。さらに、ポリフェニレンエーテル系樹脂に起因する発泡シート層からの臭気をガスバリアー層を含む多層フィルムによって完全に遮断でき、食品等に該臭気が移ることが無く、食品本来の風味を損なうことがない。
【0020】
本発明の食品包装体は、前記包装基材に食品を載せ、これらをガスバリアー性フィルムで包んでなるものなので、真空パックや低温凍結保存が可能であり、食品等を長期間保存することができる。また、保存しておいた食品等をそのまま電子レンジで加熱することができ、利便性が高い。さらに、ポリフェニレンエーテル系樹脂に起因する発泡シート層からの臭気をガスバリアー層を含む多層フィルムによって完全に遮断でき、食品等に該臭気が移ることが無く、食品本来の風味を損なうことがない。
【図面の簡単な説明】
【0021】
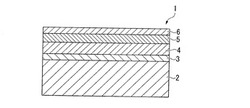
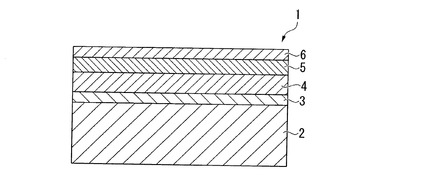
【図1】本発明に係る包装基材製造用積層シートの一実施形態を示す断面図である。
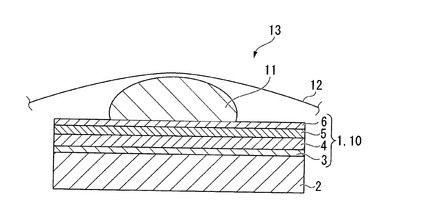
【図2】本発明に係る食品包装体の一実施形態を示す断面図である。
【発明を実施するための形態】
【0022】
(包装基材製造用積層シート)
図1は、本発明に係る包装基材製造用積層シートの一実施形態を示す図である。本実施形態の包装基材製造用積層シート1は、ポリフェニレンエーテル系樹脂を含むポリスチレン系樹脂発泡シートからなる発泡シート層2の一方の面上に、接着剤層3、第1のガスバリアー性樹脂層4、第2のガスバリアー性樹脂層5、シーラント層6の順に積層された構成になっている。
【0023】
前記包装基材製造用積層シート1は、発泡シート層2上に積層される接着剤層3、第1のガスバリアー性樹脂層4、第2のガスバリアー性樹脂層5及びシーラント層6からなる積層フィルム(以下、これらを積層フィルムを「ガスバリアー性フィルム」と記す。)を予め作製し、別途押出発泡法によって発泡シート層2を製造し、該発泡シート層2上に前記ガスバリアー性フィルムの接着剤層3側を重ね合わせ、両者を接着することによって製造される。
【0024】
(発泡シート層)
前記発泡シート層2は、ポリスチレン系樹脂50〜90質量部と、ポリフェニレンエーテル系樹脂10〜50質量部とを混合し、この樹脂材料を押出発泡成形装置の押出機に供給し、押出機内で加熱溶融し、途中で樹脂100質量部に対しペンタンやブタンなどの発泡剤1〜10質量部を押出機途中で圧入して混練し、この発泡剤含有溶融樹脂を押出機先端のダイスリットから押し出すことによって発泡させ、これを冷却して長尺のシート状に成形する、押出発泡法によって製造される。
【0025】
前記ポリスチレン系樹脂としては、例えば、スチレン、α−メチルスチレン、ビニルトルエン、クロロスチレン、エチルスチレン、i−プロピルスチレン、ジメチルスチレン、ブロモスチレン等のスチレン系モノマーの単独重合体又はこれらの共重合体等が挙げられ、スチレンを50質量%以上含有するポリスチレン系樹脂が好ましく、ポリスチレンがより好ましい。また、前記ポリスチレン系樹脂としては、前記スチレンモノマーを主成分とする、前記スチレン系モノマーとこのスチレン系モノマーと共重合可能なビニルモノマーとの共重合体であってもよく、このようなビニルモノマーとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、セチル(メタ)アクリレート等のアルキル(メタ)アクリレート、(メタ)アクリロニトリル、ジメチルマレエート、ジメチルフマレート、ジエチルフマレート、エチルフマレートの他、ジビニルベンゼン、アルキレングリコールジメタクリレートなどの二官能性モノマーなどが挙げられる。前記ポリスチレン系樹脂としては、市販されている通常のポリスチレン系樹脂、懸濁重合法などの方法で新たに作製したポリスチレン系樹脂などの、リサイクル原料でないポリスチレン系樹脂(バージンポリスチレン)を使用できる他、使用済みのポリスチレン系樹脂発泡成形体を再生処理して得られたリサイクル原料を使用することができる。また、バージンポリスチレンとリサイクル原料を混合して使用することもできる。このリサイクル原料としては、使用済みのポリスチレン系樹脂発泡成形体、例えば、食品包装用トレー、魚箱、家電緩衝材などを回収し、リモネン溶解方式や加熱減容方式によって再生したリサイクル原料を用いることができる。また、使用することができるリサイクル原料は、使用済みのポリスチレン系樹脂発泡成形体を再生処理して得られたもの以外にも、家電製品(例えば、テレビ、冷蔵庫、洗濯機、エアコンなど)や事務用機器(例えば、複写機、ファクシミリ、プリンターなど)から分別回収された非発泡のポリスチレン系樹脂成形体を粉砕し、溶融混練してリペレットしたものを用いることができる。この内、使用済みのポリスチレン系樹脂発泡成形体である食品包装用トレーを再生したリサイクル原料を全部又は一部使用することが好ましい。
【0026】
前記ポリフェニレンエーテル系樹脂としては、例えば、ポリ(2,6−ジメチルフェニレン−1,4−エーテル)、ポリ(2,6−ジエチルフェニレン−1,4−エーテル)、ポリ(2,6−ジクロルフェニレン−1,4−エーテル)等のポリフェニレンエーテルが挙げられ、特に、ポリスチレン系樹脂などの他の樹脂とポリフェニレンエーテルとをアロイ化した変性ポリフェニレンエーテルが好ましい。本発明において好適に使用されるポリフェニレンエーテル系樹脂の市販品としては、例えば、サビック社製の「ノリル」(商品名)、旭化成ケミカルズ社製の「ザイロン」(商品名)などが挙げられる。
【0027】
発泡シート層2を構成する樹脂分中、ポリフェニレンエーテル系樹脂の比率は10〜50質量%の範囲が好ましく、15〜40質量%の範囲がより好ましい。ポリフェニレンエーテル系樹脂の比率が10質量%未満であると、剛性や耐熱性が悪くなり、電子レンジ加熱時に包装基材が変形し易くなる。ポリフェニレンエーテル系樹脂の比率が50質量%を超えると、成形性が悪くなり、また異臭が強くなることから好ましくない。
【0028】
発泡シート層2には、発泡剤の他に、得られる発泡性熱可塑性樹脂粒子の物性を損なわない範囲内において、発泡核剤、結合防止剤、気泡調整剤、架橋剤、充填剤、難燃剤、難燃助剤、滑剤、着色剤等の添加剤を添加してもよい。
さらに、発泡シート層2には、リン酸ジルコニウム系消臭剤、ゼオライト系消臭剤などの消臭剤を添加することもできる。
【0029】
この発泡シート層2の厚みは、特に限定されないが、通常の食品包装用途に使用する場合、0.5〜5.0mmの範囲が好ましく、0.7〜3.0mmの範囲がより好ましい。
また発泡シート層2の目付量は、80〜400g/m2の範囲が好ましい。
また発泡シート層2の発泡倍数は、1.3〜10倍の範囲が好ましい。
【0030】
(ガスバリアー性フィルム)
前述した通り、ガスバリアー性フィルムは、発泡シート層2側から、接着剤層3、第1のガスバリアー性樹脂層4、第2のガスバリアー性樹脂層5及びシーラント層6が順に積層された構成になっている。
【0031】
接着剤層3は、発泡シート層2と第1のガスバリアー性樹脂層4との層間を安定して接着できればよく、各層の材質等に応じて各種接着剤の中から適宜選択し、使用することができる。この接着剤層3としては、例えば、アクリルエステル系接着剤、アクリルウレタン系接着剤、ホットメルト系接着剤などが挙げられる。
【0032】
第1のガスバリアー性樹脂層4は、ガスバリアー性に優れると共に、強靱で、深絞り成形性、耐ピンホール性にも優れているポリアミド系樹脂やポリエステル系樹脂などから構成されている。ポリアミド系樹脂としては、各種のポリアミド樹脂から選択される1種又は2種以上の混合物、他の樹脂とのアロイや共重合体などのフィルムが挙げられる。ポリエステル系樹脂としては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)などのフィルムが挙げられる。また、PETとしてはAPET(非晶性PET)やPETG(変性PET)などのフィルムが挙げられる。
この第1のガスバリアー性樹脂層4の厚みは、ポリアミド系樹脂フィルムの場合には10〜40μmの範囲が好ましく、ポリエステル系樹脂フィルムの場合には20〜1000μmの範囲が好ましい。
【0033】
第2のガスバリアー性樹脂層5は、ガスバリアー性に優れたエチレン−酢酸ビニル共重合体ケン化物樹脂(EVOH)からなっている。
この第2のガスバリアー性樹脂層5の厚みは、5〜25μmの範囲が好ましい。
【0034】
シーラント層6は、包装基材製造用積層シート1の最も内面側の層であり、食品に接し又蓋材とヒートシールされる層である。
シーラント層6に用いる樹脂としては、一般にシーラント層として使用されているポリオレフィン系樹脂であれば特に制限なく使用でき、例えば、低密度ポリエチレン、直鎖状低密度ポリエチレン、高密度ポリエチレン等のポリエチレン、エチレン−酢酸ビニル共重合体やエチレン−メタクリル酸共重合体及びその金属架橋物等のポリエチレン系樹脂;ポリプロピレン系樹脂等を単独で、或いは混合して使用することができる。シーラント層に用いる樹脂としては、特にポリエチレン系樹脂を使用するのが好ましく、直鎖状低密度ポリエチレン系樹脂を使用するのがより好ましい。
シーラント層6の厚みは、薄いとピール強度が不足し、厚いとイージーピール強度がばらつき易いので、1〜40μm程度であるのが好ましい。
【0035】
前記ガスバリアー性フィルムは、例えば、第1のガスバリアー性樹脂層4、第2のガスバリアー性樹脂層5及びシーラント層6を3層共押出して積層し、その後に接着剤層3を積層することによって製造することができる。
【0036】
なお、図1に示す包装基材製造用積層シート1は、本発明の一例に過ぎず、積層構造や材質、厚み等は前記例示にのみ限定されず、適宜変更や修正が可能である。
例えば、前記例示ではガスバリアー性樹脂層を2層構成としたが、いずれか1層で構成することもできるし、3層以上の積層構造とすることもできる。
また、シーラント層6、ガスバリアー性樹脂層4,5、発泡シート層2の各層は、必要に応じて、適宜、着色したり、商品名、ロゴ等を印刷したりしてもよい。
【0037】
この包装基材製造用積層シート1は、ポリフェニレンエーテル系樹脂を含むポリスチレン系樹脂発泡シートからなる発泡シート層2の一方の面上に、接着剤層3、強靱で耐ピンホール性にも優れた第1のガスバリアー性樹脂層4、ガスバリアー性に優れた第2のガスバリアー性樹脂層5、シーラント層6の順に積層されたガスバリアー性フィルムを積層した構成としたので、発泡シート層2によって優れた成形性、耐寒性、耐熱性、断熱性及び剛性が得られ、さらにガスバリアー性フィルムを積層することによって、優れたガスバリアー性及び臭気遮断性を得ることができる。
また、強靱で耐ピンホール性にも優れた第1のガスバリアー性樹脂層4を有しているので、先端の鋭利な爪楊枝や竹串などによって包装基材に穴が空くことを防止できる。
【0038】
(包装基材)
前記包装基材製造用積層シート1は、適当な大きさに裁断され、そのシート形状のまま台紙などと称される包装基材として用いられ、或いは、包装基材製造用積層シート1に熱成形を施し、所望の形状としてなる包装基材として用いられる。包装基材の形状としては、前記シート形状の他、トレー形状、食品収納部となる凹部が1つ以上設けられた板状、丸型や角形等のカップ状、丼状などの種々の形状とすることができる。
【0039】
包装基材製造用積層シート1に熱成形を施して所望形状の包装基材を製造する方法や製造装置は、例えば、ポリスチレン系樹脂発泡シートの熱成形において用いられている周知の方法や製造装置を用いて実施できる。また、該包装基材に印刷を施す場合についても、ポリスチレン系樹脂発泡成形体等の印刷時に用いられる周知の印刷方法や印刷装置を用いて実施することができる。
【0040】
この包装基材は、前記包装基材製造用積層シート1からなるか、或いは前記包装基材製造用積層シート1に熱成形を施し、所望の形状としてなるものなので、成形性、ガスバリアー性、臭気遮断性、耐寒性、耐熱性、断熱性及び剛性に優れており、これを用いて食品等を包装した場合、真空パックや低温凍結保存が可能であり、食品等を長期間保存することができる。また、保存しておいた食品等をそのまま電子レンジで加熱することができ、利便性が高い。さらに、ポリフェニレンエーテル系樹脂に起因する発泡シート層2からの臭気をガスバリアー性フィルムによって完全に遮断でき、食品等に該臭気が移ることが無く、食品本来の風味を損なうことがない。
【0041】
(食品包装体)
図2は、本発明に係る食品包装体の一実施形態を示す図である。
本実施形態の食品包装体13は、前記包装基材製造用積層シート1からなる包装基材10上に食品11を置き、これらをガスバリアー性シュリンクフィルム12で包んだ構成になっている。
【0042】
食品包装体13によって包装される食品11の種類は、特に限定されず、例えば、鮭の切り身などの鮮魚、アワビ、エビ、イカなどの海産物及び鰻の蒲焼きなどの海産物加工品、牛肉、豚肉などの肉類及びその加工品、ハンバーグなどの調理済み食品や半調理食品、パスタ等の麺類、米飯類、菓子類などの種々の食品を挙げることができる。なお、包装基材10上には、食品11以外に、醤油やソース、つゆなどの調味材料の小袋、箸、スプーン、フォークなどの食器類などを同梱することもできる。
【0043】
前記ガスバリアー性シュリンクフィルム12としては、従来周知の包装用フィルムのうち、ガスバリアー性及び収縮性に優れたフィルムを選択して使用することが好ましい。このようなガスバリアー性シュリンクフィルム12としては、架橋ポリオレフィン系多層収縮フィルムなどが好適に用いられる。
【0044】
この食品包装体13は、周知のシュリンク包装技術を用い、食品11をガスパック包装や真空パック包装によって密封包装し、さらにこれを低温冷凍保管することによって、長期に渡り食品11の風味を保持することが可能となる。また、保存しておいた食品11をそのまま電子レンジで加熱することができ、利便性が高い。さらに、ポリフェニレンエーテル系樹脂に起因する発泡シート層2からの臭気をガスバリアー性フィルムによって完全に遮断でき、食品等に該臭気が移ることが無く、食品本来の風味を損なうことがない。
【実施例】
【0045】
[実施例1]
(1)ガスバリアー性フィルムの作製
シーラント層及びガスバリアー層として、第1層:L−LDPE(直鎖状低密度ポリエチレン)、第2層:EVOH、第3層:結晶性ポリアミドからなる3層フィルム(三菱樹脂株式会社製、商品名「ダイアミロンC906」、厚み60μm)に、接着剤層として、ポリフェニレンエーテル系樹脂を含有したポリスチレン系樹脂発泡シート層との接着性に優れるポリスチレン樹脂フィルム(厚み20μm)をドライラミネート法により積層して、ガスバリアー性フィルムを作製した。
【0046】
(2)PPE系樹脂を含有するポリスチレン系樹脂発泡シートの作製
ポリスチレン系樹脂(DIC社製GPPS(スチレンホモポリマー)、商品名「XC−515」)70質量部、及び、ポリフェニレンエーテル系樹脂(PPE)とポリスチレン系樹脂(PS)との混合樹脂(サビック社製、商品名「ノリルEFN4230」、PPE/PS=70/30)30質量部、造核剤としてタルクマスターバッチ(商品名「DSM1401A」 東洋スチレン社製 PS/タルク=60/40)1.0質量部をドライブレンドして、この混合物を第1および第2の2台の押出機を有するタンデム押出機(口径115mm−150mm)のホッパーに供給し、第1押出機内で溶融、混錬しつつ発泡剤としてブタン(イソブタン/ノルマルブタン=65/35)をポリスチレン系樹脂及びポリフェニレンエーテル系樹脂の合計量100質量部あたり3.0質量部圧入した。さらに溶融混錬した溶融混合物を第1押出機から第2押出機に連続的に供給し、第2押出機先端に接続された環状金型から円筒状に押出発泡して、厚み1.5mm、目付け220g/m2のポリスチレン系樹脂発泡シートを作製した。
【0047】
(3)包装基材製造用積層シートの作製
前記(1)で得られたガスバリアー性フィルムを、前記(2)で得られたPPE系樹脂を含有するポリスチレン系樹脂発泡シートに熱ロールによるラミネートにより熱融着して、図1に示す構成の包装基材製造用積層シートを作製した。
【0048】
(4)食品包装体の作製
前記(3)で作製した包装基材製造用積層シートを、包装機(ムルチバック社製、商品名「R530」)を用いて浅く成形し、包装基材を作製した。
得られた包装基材(以下、容器と記す)の凹部に食品(鮭の切り身:200g)を充填し、ガスバリアー性シュリンクフィルム(シールドエアー社製、商品名「CRYOVACフィルム」、厚み150μm)を被せて真空吸引し、ヒートシールして食品を密封し、食品包装体とした。
【0049】
前記の通り作製した食品包装体について、下記<低温落下割れ性試験>、<レンジアップ耐性試験>及び<臭気試験>を行い、性能を評価した。その結果を表1に記す。
【0050】
<低温落下割れ性試験>
食品包装体を−20℃の冷凍庫内で24時間保存し内容物である食品を凍らせ、落下試験用試料とした。この落下試験用試料を、−20℃の冷凍庫内で100cm高さから鉄板上に落下させ、低温での容器の割れ性試験を実施した。評価基準は次の通りとした。
良好(○):割れ無し
不良(×):割れもしくはクラックが生じた
【0051】
<レンジアップ耐性試験>
食品包装体を500Wの電子レンジにて5分間加熱を行なうことによりレンジアップ耐性試験を実施した。評価基準は次の通りとした。
良好(○):容器の変形無し
不良(×):容器に変形を生じた
【0052】
<臭気試験>
食品包装体をレンジアップした後、食品(鮭の切り身)を口に含んだときの臭気により官能試験を実施した。また、鮭の切り身を包装せずにそのままレンジアップしたものを標準サンプルとして相対比較により評価を行った。
官能試験評価は次の通りとした。
良好(○):異臭を感じなかった
不良(×):異臭を感じた
【0053】
[実施例2]
PPE系樹脂を含有するポリスチレン系樹脂発泡シートを調整する際に、消臭成分として東亜合成社製のリン酸ジルコニウム系消臭剤(商品名「ケスモンNS−10」)を樹脂成分100質量部に対して0.5質量部配合してポリスチレン系樹脂発泡シートを作製した。それ以外は実施例1と同様に食品包装体を作製した。その結果を表1に示す。
【0054】
[比較例1]
実施例1で得られたPPE系樹脂を含有するポリスチレン系樹脂発泡シートにガスバリアー性フィルムを積層せずに食品を密封した食品包装体を作製し、それ以外は実施例1と同様に行なった。その結果を表1に示す。
【0055】
[比較例2]
実施例1でのポリスチレン系樹脂発泡シートに代えて、ポリスチレン系樹脂(DIC社製GPPS(スチレンホモポリマー)、商品名「XC−515」)を100質量部使用してポリスチレン系樹脂発泡シートを作製し、それ以外は実施例1と同様に食品密封容器を作製した。その結果を表1に示す。
【0056】
[比較例3]
ガスバリアー性フィルムとして、第1層:LLDPE、第2層:EVOH、第3層:結晶性ポリアミド樹脂からなる3層フイルム(三菱樹脂株式会社製、商品名:ダイアミロンC906、厚み60μm)に第4層としてHDPE発泡層との接着性を付与する為にL-LDPE(厚み:30μm)をドライラミネート法により積層したフイルムを得た。
発泡シートとして、高密度ポリエチレン(日本ポリエチレン社製 商品名「HS451」)100質量部と、気泡調整剤として、重曹とクエン酸との混合物のマスターバッチ(大日精化社製 商品名「ファインセルマスターSSCPO410」0.4質量部をドライブレンドし、この混合物を第1および第2の2台の押出機を有するタンデム押出機(口径90mm−115mm)のホッパーに供給し、第1押出機内で溶融、混錬しつつ発泡剤としてブタン(イソブタン/ノルマルブタン=65/35)を樹脂100質量部あたり1質量部圧入した。さらに溶融混錬した溶融混合物を第1押出機から第2押出機に連続的に供給し、第2押出機先端に接続された環状金型から円筒状に押出発泡して、厚み0.75mm、目付け300g/m2のHDPE系樹脂発泡シートを作製した。
得られたHDPE発泡シートにバリアー性フィルムを熱ラミネートにより熱融着し、バリアー性積層発泡シートを作製し実施例1と同様に食品包装体を作製した。その結果を表1に示す。
【0057】
[比較例4]
発泡シートとして、ポリプロピレン樹脂(A)(サンアロマー社製 商品名「SD632」)25質量部と、ポリプロピレン樹脂(B)(サンアロマー社製 商品名「PM600」)75質量部、気泡調整剤として、重曹とクエン酸との混合物のマスターバッチ(大日精化社製 商品名「ファインセルマスターSSCPO410」0.19質量部をドライブレンドし、この混合物を第1および第2の2台の押出機を有するタンデム押出機(口径90mm−115mm)のホッパーに供給し、第1押出機内で溶融、混錬しつつ発泡剤としてブタン(イソブタン/ノルマルブタン=65/35)を樹脂100質量部あたり1質量部圧入した。さらに溶融混錬した溶融混合物を第1押出機から第2押出機に連続的に供給し、第2押出機先端に接続された環状金型から円筒状に押出発泡して、厚み0.8mm、目付け310g/m2のポリプロピレン系樹脂発泡シートを作製した。
ポリプロピレン系樹脂発泡シートに比較例3で得られたバリアー性フィルムを熱ラミネートにより熱融着し、バリアー性積層発泡シートを作製し実施例1と同様に食品包装体を作製した。その結果を表1に示す。
【0058】
【表1】

(表中、PPEはポリフェニレンエーテル系樹脂、PSはポリスチレン系樹脂、HDPEは高密度ポリエチレン、PPはポリプロピレンを表す。)
【0059】
表1の結果より、本発明に係る実施例1,2の食品包装体は、冷凍保存しても容器に割れを生じ難く、一方、これを電子レンジ加熱した場合でも容器が変形せず、優れた耐寒性、耐熱性及び剛性を有していた。また、実施例1,2の食品包装体は、電子レンジ加熱した食品に臭気が移らず、食品本来の風味を損なうことがなかった。
一方、ガスバリアー性フィルムを無くした比較例1の食品包装体は、レンジアップした後、食品(鮭の切り身)を口に含んで官能試験を行なったところ、PPE樹脂独特の異臭を感じた。
また、PPEを含まないポリスチレン樹脂発泡シートを用いた比較例2の食品包装体は、耐寒性及び耐熱性が不足しており、低温落下試験及びレンジアップ試験について評価が不良となった。
また、HDPE発泡シートを用いた比較例3の食品包装体は、耐熱性が不足しており、レンジアップ試験について評価が不良となった。
また、ポリプロピレン発泡シートを用いた比較例4の食品包装体は、耐寒性が不足しており、低温落下試験について評価が不良となった。
【産業上の利用可能性】
【0060】
本発明は、食品などのガスパック包装や真空パック包装等に用いられる包装基材に関し、成形性、ガスバリアー性、臭気遮断性、耐寒性、耐熱性、断熱性及び剛性に優れた包装基材製造用積層シート、該積層シートを用いた包装基材及び該包装基材を用いた食品包装体に関する。
【符号の説明】
【0061】
1…包装基材製造用積層シート、2…発泡シート層、3…接着剤層、4…第1のガスバリアー性樹脂層、5…第2のガスバリアー性樹脂層、6…シーラント層、10…包装基材、11…食品、12…ガスバリアー性シュリンクフィルム、13…食品包装体。
【技術分野】
【0001】
本発明は、食品などのガスパック包装や真空パック包装等に用いられる包装基材に関し、成形性、ガスバリアー性、臭気遮断性、耐寒性、耐熱性、断熱性及び剛性に優れた包装基材製造用積層シート、該積層シートを用いた包装基材及び該包装基材を用いた食品包装体に関する。
【背景技術】
【0002】
食品包装用材料としてのポリプロピレン(PP)系樹脂シートやポリスチレン(PS)系樹脂シートは、食品容器例えば食品用トレーに広く使用されているが、ガスバリアー性に乏しい為、内容物である食品の劣化が進行するので、長期間の保存容器としては適していない。
【0003】
近年、PP系樹脂トレーやPS系樹脂トレーに、ガスバリアー性を有するフィルムを表面に積層することでガスバリアー性を付与し、食品を充填包装した後にも長期保存が可能な容器が提案されている。この成形用素材を熱成形した底材に、食材を充填した上でさらにガスバリアー性シュリンクフィルム等の蓋材を用いて真空加工を行うことにより、日持ちのする食品包装体が出来上がる。
【0004】
例えば、特許文献1には、食品包装用底材として、耐熱性樹脂層、ガスバリアー性樹脂層及びポリプロピレン樹脂層の順に積層したガスバリアー性フィルムに、深絞り成形可能なポリプロピレン樹脂フィルムを熱融着した積層シートが開示されている。
【0005】
また、特許文献2には、食品包装用底材として、ホットメルト接着剤層、エチレン−酢酸ビニル共重合体ケン化物樹脂層、接着樹脂層及び易開封性樹脂層をこの順に積層したガスバリアー性フィルムに、深絞り成形可能なポリプロピレン系またはポリスチレン系樹脂の発泡シートを積層した多層シートが開示されている。
【0006】
また、特許文献3には、ポリスチレン系樹脂50〜90質量部及びポリフェニレンエーテル系樹脂50〜10質量部からなる基材樹脂100質量部に対して、予めポリスチレン系樹脂及び/又はポリフェニレンエーテル系樹脂に疎水性ゼオライトを10〜40質量%練り込んだマスターペレット1〜10質量部及び揮発性発泡剤を3質量%以下含有させた耐熱性発泡体が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2002−192668号公報
【特許文献2】特開2003−020070号公報
【特許文献3】特開2008−94919号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1〜3に開示された従来技術には、次のような問題があった。
特許文献1に開示されたポリプロピレン樹脂フィルムは耐熱性はあるものの、0℃以下の低温における耐衝撃性に乏しく、落下等の衝撃により割れる恐れがあり冷凍保存には適していない。さらに、深絞り成形においては成形品の厚さの不均一や細部の賦形性に劣る。
特許文献2に開示された多層シートは、ポリプロピレン系樹脂の発泡シートを積層した場合、ポリプロピレン系樹脂は耐熱性はあるものの、0℃以下の低温においては耐衝撃性に乏しく、落下等の衝撃により割れる恐れがあり冷凍保存には適していない。さらに、深絞り成形においては成形品の厚さの不均一や細部の賦形性に劣る。さらに、発泡した素材は断熱性が高く、加熱成形時の熱が伝わりにくい為、高温条件で成形を行う必要があるが、高温条件で成形を行うと、表面に積層したガスバリアー性フィルムが加熱成形時に加熱媒体である熱板に融着してしまうという恐れがある。また、ポリスチレン系樹脂の発泡シートを積層した場合、ポリスチレン系樹脂は成形性に優れているものの、ポリプロピレン系樹脂、ポリエチレン系樹脂と比較して、常温においても脆性が大きく、割れを生じやすい。さらに耐熱性も低く電子レンジにより加熱を行うと変形を起こすという問題点があった。
特許文献3に開示された耐熱性発泡体は、ガスバリアー性が悪く、これを包装基材として包装した食品は、長期の保存ができない。また、特許文献3に開示された耐熱性発泡体は、独特の強い臭気を持ったポリフェニレンエーテル系樹脂を使用しており、この臭気を除去するために疎水性ゼオライトを添加しているが、ポリフェニレンエーテルの臭気を完全に除去することはできず、これを包装基材として包装した食品に該臭気が移り、電子レンジで食品を加熱した後に、その食品に異臭を感じてしまうという問題があった。
【0009】
本発明は、前記事情に鑑みてなされ、成形性、ガスバリアー性、臭気遮断性、耐寒性、耐熱性、断熱性及び剛性に優れた包装基材製造用積層シート、該積層シートを用いた包装基材及び該包装基材を用いた食品包装体の提供を課題とする。
【課題を解決するための手段】
【0010】
前記課題を達成するため、本発明は、ポリフェニレンエーテル系樹脂を含むポリスチレン系樹脂発泡シートからなる発泡シート層の一方の面上に、接着剤層、1層以上のガスバリアー性樹脂層、シーラント層の順に積層されていることを特徴とする包装基材製造用積層シートを提供する。
【0011】
本発明の包装基材製造用積層シートにおいて、前記発泡シート層を構成する樹脂中に、ポリフェニレンエーテル系樹脂が10〜50質量%含有されていることが好ましい。
【0012】
本発明の包装基材製造用積層シートにおいて、前記ガスバリアー性樹脂層が、ポリアミド系樹脂層を含んでいることが好ましい。
【0013】
本発明の包装基材製造用積層シートにおいて、前記ガスバリアー性樹脂層が、エチレン−酢酸ビニル共重合体ケン化物樹脂層を含んでいることが好ましい。
【0014】
本発明の包装基材製造用積層シートにおいて、前記シーラント層が、ポリオレフィン系樹脂層からなることが好ましい。
【0015】
また本発明は、前記包装基材製造用積層シートからなる包装基材を提供する。
【0016】
また本発明は、包装基材製造用積層シートに熱成形を施し、所望の形状としてなる包装基材を提供する。
【0017】
また本発明は、前記包装基材に食品を載せ、これらをガスバリアー性フィルムで包んでなる食品包装体を提供する。
【発明の効果】
【0018】
本発明の包装基材製造用積層シートは、ポリフェニレンエーテル系樹脂を含むポリスチレン系樹脂発泡シートからなる発泡シート層の一方の面上に、接着剤層、1層以上のガスバリアー性樹脂層、シーラント層の順に積層された構成としたので、前記発泡シート層によって優れた成形性、耐寒性、耐熱性、断熱性及び剛性が得られ、さらに該発泡シート層にガスバリアー層を含む多層フィルムを積層することによって、優れたガスバリアー性及び臭気遮断性を得ることができる。
【0019】
本発明の包装基材は、前記包装基材製造用積層シートからなるか、或いは前記包装基材製造用積層シートに熱成形を施し、所望の形状としてなるものなので、成形性、ガスバリアー性、臭気遮断性、耐寒性、耐熱性、断熱性及び剛性に優れており、これを用いて食品等を包装した場合、真空パックや低温凍結保存が可能であり、食品等を長期間保存することができる。また、保存しておいた食品等をそのまま電子レンジで加熱することができ、利便性が高い。さらに、ポリフェニレンエーテル系樹脂に起因する発泡シート層からの臭気をガスバリアー層を含む多層フィルムによって完全に遮断でき、食品等に該臭気が移ることが無く、食品本来の風味を損なうことがない。
【0020】
本発明の食品包装体は、前記包装基材に食品を載せ、これらをガスバリアー性フィルムで包んでなるものなので、真空パックや低温凍結保存が可能であり、食品等を長期間保存することができる。また、保存しておいた食品等をそのまま電子レンジで加熱することができ、利便性が高い。さらに、ポリフェニレンエーテル系樹脂に起因する発泡シート層からの臭気をガスバリアー層を含む多層フィルムによって完全に遮断でき、食品等に該臭気が移ることが無く、食品本来の風味を損なうことがない。
【図面の簡単な説明】
【0021】
【図1】本発明に係る包装基材製造用積層シートの一実施形態を示す断面図である。
【図2】本発明に係る食品包装体の一実施形態を示す断面図である。
【発明を実施するための形態】
【0022】
(包装基材製造用積層シート)
図1は、本発明に係る包装基材製造用積層シートの一実施形態を示す図である。本実施形態の包装基材製造用積層シート1は、ポリフェニレンエーテル系樹脂を含むポリスチレン系樹脂発泡シートからなる発泡シート層2の一方の面上に、接着剤層3、第1のガスバリアー性樹脂層4、第2のガスバリアー性樹脂層5、シーラント層6の順に積層された構成になっている。
【0023】
前記包装基材製造用積層シート1は、発泡シート層2上に積層される接着剤層3、第1のガスバリアー性樹脂層4、第2のガスバリアー性樹脂層5及びシーラント層6からなる積層フィルム(以下、これらを積層フィルムを「ガスバリアー性フィルム」と記す。)を予め作製し、別途押出発泡法によって発泡シート層2を製造し、該発泡シート層2上に前記ガスバリアー性フィルムの接着剤層3側を重ね合わせ、両者を接着することによって製造される。
【0024】
(発泡シート層)
前記発泡シート層2は、ポリスチレン系樹脂50〜90質量部と、ポリフェニレンエーテル系樹脂10〜50質量部とを混合し、この樹脂材料を押出発泡成形装置の押出機に供給し、押出機内で加熱溶融し、途中で樹脂100質量部に対しペンタンやブタンなどの発泡剤1〜10質量部を押出機途中で圧入して混練し、この発泡剤含有溶融樹脂を押出機先端のダイスリットから押し出すことによって発泡させ、これを冷却して長尺のシート状に成形する、押出発泡法によって製造される。
【0025】
前記ポリスチレン系樹脂としては、例えば、スチレン、α−メチルスチレン、ビニルトルエン、クロロスチレン、エチルスチレン、i−プロピルスチレン、ジメチルスチレン、ブロモスチレン等のスチレン系モノマーの単独重合体又はこれらの共重合体等が挙げられ、スチレンを50質量%以上含有するポリスチレン系樹脂が好ましく、ポリスチレンがより好ましい。また、前記ポリスチレン系樹脂としては、前記スチレンモノマーを主成分とする、前記スチレン系モノマーとこのスチレン系モノマーと共重合可能なビニルモノマーとの共重合体であってもよく、このようなビニルモノマーとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、セチル(メタ)アクリレート等のアルキル(メタ)アクリレート、(メタ)アクリロニトリル、ジメチルマレエート、ジメチルフマレート、ジエチルフマレート、エチルフマレートの他、ジビニルベンゼン、アルキレングリコールジメタクリレートなどの二官能性モノマーなどが挙げられる。前記ポリスチレン系樹脂としては、市販されている通常のポリスチレン系樹脂、懸濁重合法などの方法で新たに作製したポリスチレン系樹脂などの、リサイクル原料でないポリスチレン系樹脂(バージンポリスチレン)を使用できる他、使用済みのポリスチレン系樹脂発泡成形体を再生処理して得られたリサイクル原料を使用することができる。また、バージンポリスチレンとリサイクル原料を混合して使用することもできる。このリサイクル原料としては、使用済みのポリスチレン系樹脂発泡成形体、例えば、食品包装用トレー、魚箱、家電緩衝材などを回収し、リモネン溶解方式や加熱減容方式によって再生したリサイクル原料を用いることができる。また、使用することができるリサイクル原料は、使用済みのポリスチレン系樹脂発泡成形体を再生処理して得られたもの以外にも、家電製品(例えば、テレビ、冷蔵庫、洗濯機、エアコンなど)や事務用機器(例えば、複写機、ファクシミリ、プリンターなど)から分別回収された非発泡のポリスチレン系樹脂成形体を粉砕し、溶融混練してリペレットしたものを用いることができる。この内、使用済みのポリスチレン系樹脂発泡成形体である食品包装用トレーを再生したリサイクル原料を全部又は一部使用することが好ましい。
【0026】
前記ポリフェニレンエーテル系樹脂としては、例えば、ポリ(2,6−ジメチルフェニレン−1,4−エーテル)、ポリ(2,6−ジエチルフェニレン−1,4−エーテル)、ポリ(2,6−ジクロルフェニレン−1,4−エーテル)等のポリフェニレンエーテルが挙げられ、特に、ポリスチレン系樹脂などの他の樹脂とポリフェニレンエーテルとをアロイ化した変性ポリフェニレンエーテルが好ましい。本発明において好適に使用されるポリフェニレンエーテル系樹脂の市販品としては、例えば、サビック社製の「ノリル」(商品名)、旭化成ケミカルズ社製の「ザイロン」(商品名)などが挙げられる。
【0027】
発泡シート層2を構成する樹脂分中、ポリフェニレンエーテル系樹脂の比率は10〜50質量%の範囲が好ましく、15〜40質量%の範囲がより好ましい。ポリフェニレンエーテル系樹脂の比率が10質量%未満であると、剛性や耐熱性が悪くなり、電子レンジ加熱時に包装基材が変形し易くなる。ポリフェニレンエーテル系樹脂の比率が50質量%を超えると、成形性が悪くなり、また異臭が強くなることから好ましくない。
【0028】
発泡シート層2には、発泡剤の他に、得られる発泡性熱可塑性樹脂粒子の物性を損なわない範囲内において、発泡核剤、結合防止剤、気泡調整剤、架橋剤、充填剤、難燃剤、難燃助剤、滑剤、着色剤等の添加剤を添加してもよい。
さらに、発泡シート層2には、リン酸ジルコニウム系消臭剤、ゼオライト系消臭剤などの消臭剤を添加することもできる。
【0029】
この発泡シート層2の厚みは、特に限定されないが、通常の食品包装用途に使用する場合、0.5〜5.0mmの範囲が好ましく、0.7〜3.0mmの範囲がより好ましい。
また発泡シート層2の目付量は、80〜400g/m2の範囲が好ましい。
また発泡シート層2の発泡倍数は、1.3〜10倍の範囲が好ましい。
【0030】
(ガスバリアー性フィルム)
前述した通り、ガスバリアー性フィルムは、発泡シート層2側から、接着剤層3、第1のガスバリアー性樹脂層4、第2のガスバリアー性樹脂層5及びシーラント層6が順に積層された構成になっている。
【0031】
接着剤層3は、発泡シート層2と第1のガスバリアー性樹脂層4との層間を安定して接着できればよく、各層の材質等に応じて各種接着剤の中から適宜選択し、使用することができる。この接着剤層3としては、例えば、アクリルエステル系接着剤、アクリルウレタン系接着剤、ホットメルト系接着剤などが挙げられる。
【0032】
第1のガスバリアー性樹脂層4は、ガスバリアー性に優れると共に、強靱で、深絞り成形性、耐ピンホール性にも優れているポリアミド系樹脂やポリエステル系樹脂などから構成されている。ポリアミド系樹脂としては、各種のポリアミド樹脂から選択される1種又は2種以上の混合物、他の樹脂とのアロイや共重合体などのフィルムが挙げられる。ポリエステル系樹脂としては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)などのフィルムが挙げられる。また、PETとしてはAPET(非晶性PET)やPETG(変性PET)などのフィルムが挙げられる。
この第1のガスバリアー性樹脂層4の厚みは、ポリアミド系樹脂フィルムの場合には10〜40μmの範囲が好ましく、ポリエステル系樹脂フィルムの場合には20〜1000μmの範囲が好ましい。
【0033】
第2のガスバリアー性樹脂層5は、ガスバリアー性に優れたエチレン−酢酸ビニル共重合体ケン化物樹脂(EVOH)からなっている。
この第2のガスバリアー性樹脂層5の厚みは、5〜25μmの範囲が好ましい。
【0034】
シーラント層6は、包装基材製造用積層シート1の最も内面側の層であり、食品に接し又蓋材とヒートシールされる層である。
シーラント層6に用いる樹脂としては、一般にシーラント層として使用されているポリオレフィン系樹脂であれば特に制限なく使用でき、例えば、低密度ポリエチレン、直鎖状低密度ポリエチレン、高密度ポリエチレン等のポリエチレン、エチレン−酢酸ビニル共重合体やエチレン−メタクリル酸共重合体及びその金属架橋物等のポリエチレン系樹脂;ポリプロピレン系樹脂等を単独で、或いは混合して使用することができる。シーラント層に用いる樹脂としては、特にポリエチレン系樹脂を使用するのが好ましく、直鎖状低密度ポリエチレン系樹脂を使用するのがより好ましい。
シーラント層6の厚みは、薄いとピール強度が不足し、厚いとイージーピール強度がばらつき易いので、1〜40μm程度であるのが好ましい。
【0035】
前記ガスバリアー性フィルムは、例えば、第1のガスバリアー性樹脂層4、第2のガスバリアー性樹脂層5及びシーラント層6を3層共押出して積層し、その後に接着剤層3を積層することによって製造することができる。
【0036】
なお、図1に示す包装基材製造用積層シート1は、本発明の一例に過ぎず、積層構造や材質、厚み等は前記例示にのみ限定されず、適宜変更や修正が可能である。
例えば、前記例示ではガスバリアー性樹脂層を2層構成としたが、いずれか1層で構成することもできるし、3層以上の積層構造とすることもできる。
また、シーラント層6、ガスバリアー性樹脂層4,5、発泡シート層2の各層は、必要に応じて、適宜、着色したり、商品名、ロゴ等を印刷したりしてもよい。
【0037】
この包装基材製造用積層シート1は、ポリフェニレンエーテル系樹脂を含むポリスチレン系樹脂発泡シートからなる発泡シート層2の一方の面上に、接着剤層3、強靱で耐ピンホール性にも優れた第1のガスバリアー性樹脂層4、ガスバリアー性に優れた第2のガスバリアー性樹脂層5、シーラント層6の順に積層されたガスバリアー性フィルムを積層した構成としたので、発泡シート層2によって優れた成形性、耐寒性、耐熱性、断熱性及び剛性が得られ、さらにガスバリアー性フィルムを積層することによって、優れたガスバリアー性及び臭気遮断性を得ることができる。
また、強靱で耐ピンホール性にも優れた第1のガスバリアー性樹脂層4を有しているので、先端の鋭利な爪楊枝や竹串などによって包装基材に穴が空くことを防止できる。
【0038】
(包装基材)
前記包装基材製造用積層シート1は、適当な大きさに裁断され、そのシート形状のまま台紙などと称される包装基材として用いられ、或いは、包装基材製造用積層シート1に熱成形を施し、所望の形状としてなる包装基材として用いられる。包装基材の形状としては、前記シート形状の他、トレー形状、食品収納部となる凹部が1つ以上設けられた板状、丸型や角形等のカップ状、丼状などの種々の形状とすることができる。
【0039】
包装基材製造用積層シート1に熱成形を施して所望形状の包装基材を製造する方法や製造装置は、例えば、ポリスチレン系樹脂発泡シートの熱成形において用いられている周知の方法や製造装置を用いて実施できる。また、該包装基材に印刷を施す場合についても、ポリスチレン系樹脂発泡成形体等の印刷時に用いられる周知の印刷方法や印刷装置を用いて実施することができる。
【0040】
この包装基材は、前記包装基材製造用積層シート1からなるか、或いは前記包装基材製造用積層シート1に熱成形を施し、所望の形状としてなるものなので、成形性、ガスバリアー性、臭気遮断性、耐寒性、耐熱性、断熱性及び剛性に優れており、これを用いて食品等を包装した場合、真空パックや低温凍結保存が可能であり、食品等を長期間保存することができる。また、保存しておいた食品等をそのまま電子レンジで加熱することができ、利便性が高い。さらに、ポリフェニレンエーテル系樹脂に起因する発泡シート層2からの臭気をガスバリアー性フィルムによって完全に遮断でき、食品等に該臭気が移ることが無く、食品本来の風味を損なうことがない。
【0041】
(食品包装体)
図2は、本発明に係る食品包装体の一実施形態を示す図である。
本実施形態の食品包装体13は、前記包装基材製造用積層シート1からなる包装基材10上に食品11を置き、これらをガスバリアー性シュリンクフィルム12で包んだ構成になっている。
【0042】
食品包装体13によって包装される食品11の種類は、特に限定されず、例えば、鮭の切り身などの鮮魚、アワビ、エビ、イカなどの海産物及び鰻の蒲焼きなどの海産物加工品、牛肉、豚肉などの肉類及びその加工品、ハンバーグなどの調理済み食品や半調理食品、パスタ等の麺類、米飯類、菓子類などの種々の食品を挙げることができる。なお、包装基材10上には、食品11以外に、醤油やソース、つゆなどの調味材料の小袋、箸、スプーン、フォークなどの食器類などを同梱することもできる。
【0043】
前記ガスバリアー性シュリンクフィルム12としては、従来周知の包装用フィルムのうち、ガスバリアー性及び収縮性に優れたフィルムを選択して使用することが好ましい。このようなガスバリアー性シュリンクフィルム12としては、架橋ポリオレフィン系多層収縮フィルムなどが好適に用いられる。
【0044】
この食品包装体13は、周知のシュリンク包装技術を用い、食品11をガスパック包装や真空パック包装によって密封包装し、さらにこれを低温冷凍保管することによって、長期に渡り食品11の風味を保持することが可能となる。また、保存しておいた食品11をそのまま電子レンジで加熱することができ、利便性が高い。さらに、ポリフェニレンエーテル系樹脂に起因する発泡シート層2からの臭気をガスバリアー性フィルムによって完全に遮断でき、食品等に該臭気が移ることが無く、食品本来の風味を損なうことがない。
【実施例】
【0045】
[実施例1]
(1)ガスバリアー性フィルムの作製
シーラント層及びガスバリアー層として、第1層:L−LDPE(直鎖状低密度ポリエチレン)、第2層:EVOH、第3層:結晶性ポリアミドからなる3層フィルム(三菱樹脂株式会社製、商品名「ダイアミロンC906」、厚み60μm)に、接着剤層として、ポリフェニレンエーテル系樹脂を含有したポリスチレン系樹脂発泡シート層との接着性に優れるポリスチレン樹脂フィルム(厚み20μm)をドライラミネート法により積層して、ガスバリアー性フィルムを作製した。
【0046】
(2)PPE系樹脂を含有するポリスチレン系樹脂発泡シートの作製
ポリスチレン系樹脂(DIC社製GPPS(スチレンホモポリマー)、商品名「XC−515」)70質量部、及び、ポリフェニレンエーテル系樹脂(PPE)とポリスチレン系樹脂(PS)との混合樹脂(サビック社製、商品名「ノリルEFN4230」、PPE/PS=70/30)30質量部、造核剤としてタルクマスターバッチ(商品名「DSM1401A」 東洋スチレン社製 PS/タルク=60/40)1.0質量部をドライブレンドして、この混合物を第1および第2の2台の押出機を有するタンデム押出機(口径115mm−150mm)のホッパーに供給し、第1押出機内で溶融、混錬しつつ発泡剤としてブタン(イソブタン/ノルマルブタン=65/35)をポリスチレン系樹脂及びポリフェニレンエーテル系樹脂の合計量100質量部あたり3.0質量部圧入した。さらに溶融混錬した溶融混合物を第1押出機から第2押出機に連続的に供給し、第2押出機先端に接続された環状金型から円筒状に押出発泡して、厚み1.5mm、目付け220g/m2のポリスチレン系樹脂発泡シートを作製した。
【0047】
(3)包装基材製造用積層シートの作製
前記(1)で得られたガスバリアー性フィルムを、前記(2)で得られたPPE系樹脂を含有するポリスチレン系樹脂発泡シートに熱ロールによるラミネートにより熱融着して、図1に示す構成の包装基材製造用積層シートを作製した。
【0048】
(4)食品包装体の作製
前記(3)で作製した包装基材製造用積層シートを、包装機(ムルチバック社製、商品名「R530」)を用いて浅く成形し、包装基材を作製した。
得られた包装基材(以下、容器と記す)の凹部に食品(鮭の切り身:200g)を充填し、ガスバリアー性シュリンクフィルム(シールドエアー社製、商品名「CRYOVACフィルム」、厚み150μm)を被せて真空吸引し、ヒートシールして食品を密封し、食品包装体とした。
【0049】
前記の通り作製した食品包装体について、下記<低温落下割れ性試験>、<レンジアップ耐性試験>及び<臭気試験>を行い、性能を評価した。その結果を表1に記す。
【0050】
<低温落下割れ性試験>
食品包装体を−20℃の冷凍庫内で24時間保存し内容物である食品を凍らせ、落下試験用試料とした。この落下試験用試料を、−20℃の冷凍庫内で100cm高さから鉄板上に落下させ、低温での容器の割れ性試験を実施した。評価基準は次の通りとした。
良好(○):割れ無し
不良(×):割れもしくはクラックが生じた
【0051】
<レンジアップ耐性試験>
食品包装体を500Wの電子レンジにて5分間加熱を行なうことによりレンジアップ耐性試験を実施した。評価基準は次の通りとした。
良好(○):容器の変形無し
不良(×):容器に変形を生じた
【0052】
<臭気試験>
食品包装体をレンジアップした後、食品(鮭の切り身)を口に含んだときの臭気により官能試験を実施した。また、鮭の切り身を包装せずにそのままレンジアップしたものを標準サンプルとして相対比較により評価を行った。
官能試験評価は次の通りとした。
良好(○):異臭を感じなかった
不良(×):異臭を感じた
【0053】
[実施例2]
PPE系樹脂を含有するポリスチレン系樹脂発泡シートを調整する際に、消臭成分として東亜合成社製のリン酸ジルコニウム系消臭剤(商品名「ケスモンNS−10」)を樹脂成分100質量部に対して0.5質量部配合してポリスチレン系樹脂発泡シートを作製した。それ以外は実施例1と同様に食品包装体を作製した。その結果を表1に示す。
【0054】
[比較例1]
実施例1で得られたPPE系樹脂を含有するポリスチレン系樹脂発泡シートにガスバリアー性フィルムを積層せずに食品を密封した食品包装体を作製し、それ以外は実施例1と同様に行なった。その結果を表1に示す。
【0055】
[比較例2]
実施例1でのポリスチレン系樹脂発泡シートに代えて、ポリスチレン系樹脂(DIC社製GPPS(スチレンホモポリマー)、商品名「XC−515」)を100質量部使用してポリスチレン系樹脂発泡シートを作製し、それ以外は実施例1と同様に食品密封容器を作製した。その結果を表1に示す。
【0056】
[比較例3]
ガスバリアー性フィルムとして、第1層:LLDPE、第2層:EVOH、第3層:結晶性ポリアミド樹脂からなる3層フイルム(三菱樹脂株式会社製、商品名:ダイアミロンC906、厚み60μm)に第4層としてHDPE発泡層との接着性を付与する為にL-LDPE(厚み:30μm)をドライラミネート法により積層したフイルムを得た。
発泡シートとして、高密度ポリエチレン(日本ポリエチレン社製 商品名「HS451」)100質量部と、気泡調整剤として、重曹とクエン酸との混合物のマスターバッチ(大日精化社製 商品名「ファインセルマスターSSCPO410」0.4質量部をドライブレンドし、この混合物を第1および第2の2台の押出機を有するタンデム押出機(口径90mm−115mm)のホッパーに供給し、第1押出機内で溶融、混錬しつつ発泡剤としてブタン(イソブタン/ノルマルブタン=65/35)を樹脂100質量部あたり1質量部圧入した。さらに溶融混錬した溶融混合物を第1押出機から第2押出機に連続的に供給し、第2押出機先端に接続された環状金型から円筒状に押出発泡して、厚み0.75mm、目付け300g/m2のHDPE系樹脂発泡シートを作製した。
得られたHDPE発泡シートにバリアー性フィルムを熱ラミネートにより熱融着し、バリアー性積層発泡シートを作製し実施例1と同様に食品包装体を作製した。その結果を表1に示す。
【0057】
[比較例4]
発泡シートとして、ポリプロピレン樹脂(A)(サンアロマー社製 商品名「SD632」)25質量部と、ポリプロピレン樹脂(B)(サンアロマー社製 商品名「PM600」)75質量部、気泡調整剤として、重曹とクエン酸との混合物のマスターバッチ(大日精化社製 商品名「ファインセルマスターSSCPO410」0.19質量部をドライブレンドし、この混合物を第1および第2の2台の押出機を有するタンデム押出機(口径90mm−115mm)のホッパーに供給し、第1押出機内で溶融、混錬しつつ発泡剤としてブタン(イソブタン/ノルマルブタン=65/35)を樹脂100質量部あたり1質量部圧入した。さらに溶融混錬した溶融混合物を第1押出機から第2押出機に連続的に供給し、第2押出機先端に接続された環状金型から円筒状に押出発泡して、厚み0.8mm、目付け310g/m2のポリプロピレン系樹脂発泡シートを作製した。
ポリプロピレン系樹脂発泡シートに比較例3で得られたバリアー性フィルムを熱ラミネートにより熱融着し、バリアー性積層発泡シートを作製し実施例1と同様に食品包装体を作製した。その結果を表1に示す。
【0058】
【表1】
(表中、PPEはポリフェニレンエーテル系樹脂、PSはポリスチレン系樹脂、HDPEは高密度ポリエチレン、PPはポリプロピレンを表す。)
【0059】
表1の結果より、本発明に係る実施例1,2の食品包装体は、冷凍保存しても容器に割れを生じ難く、一方、これを電子レンジ加熱した場合でも容器が変形せず、優れた耐寒性、耐熱性及び剛性を有していた。また、実施例1,2の食品包装体は、電子レンジ加熱した食品に臭気が移らず、食品本来の風味を損なうことがなかった。
一方、ガスバリアー性フィルムを無くした比較例1の食品包装体は、レンジアップした後、食品(鮭の切り身)を口に含んで官能試験を行なったところ、PPE樹脂独特の異臭を感じた。
また、PPEを含まないポリスチレン樹脂発泡シートを用いた比較例2の食品包装体は、耐寒性及び耐熱性が不足しており、低温落下試験及びレンジアップ試験について評価が不良となった。
また、HDPE発泡シートを用いた比較例3の食品包装体は、耐熱性が不足しており、レンジアップ試験について評価が不良となった。
また、ポリプロピレン発泡シートを用いた比較例4の食品包装体は、耐寒性が不足しており、低温落下試験について評価が不良となった。
【産業上の利用可能性】
【0060】
本発明は、食品などのガスパック包装や真空パック包装等に用いられる包装基材に関し、成形性、ガスバリアー性、臭気遮断性、耐寒性、耐熱性、断熱性及び剛性に優れた包装基材製造用積層シート、該積層シートを用いた包装基材及び該包装基材を用いた食品包装体に関する。
【符号の説明】
【0061】
1…包装基材製造用積層シート、2…発泡シート層、3…接着剤層、4…第1のガスバリアー性樹脂層、5…第2のガスバリアー性樹脂層、6…シーラント層、10…包装基材、11…食品、12…ガスバリアー性シュリンクフィルム、13…食品包装体。
【特許請求の範囲】
【請求項1】
ポリフェニレンエーテル系樹脂を含むポリスチレン系樹脂発泡シートからなる発泡シート層の一方の面上に、接着剤層、1層以上のガスバリアー性樹脂層、シーラント層の順に積層されていることを特徴とする包装基材製造用積層シート。
【請求項2】
前記発泡シート層を構成する樹脂中に、ポリフェニレンエーテル系樹脂が10〜50質量%含有されていることを特徴とする請求項1に記載の包装基材製造用積層シート。
【請求項3】
前記ガスバリアー性樹脂層が、ポリアミド系樹脂層を含んでいることを特徴とする請求項1又は2に記載の包装基材製造用積層シート。
【請求項4】
前記ガスバリアー性樹脂層が、エチレン−酢酸ビニル共重合体ケン化物樹脂層を含んでいることを特徴とする請求項1〜3のいずれか1項に記載の包装基材製造用積層シート。
【請求項5】
前記シーラント層が、ポリオレフィン系樹脂層からなることを特徴とする請求項1〜4のいずれか1項に記載の包装基材製造用積層シート。
【請求項6】
請求項1〜5のいずれか1項に記載の包装基材製造用積層シートからなる包装基材。
【請求項7】
請求項1〜5のいずれか1項に記載の包装基材製造用積層シートに熱成形を施し、所望の形状としてなる包装基材。
【請求項8】
請求項6又は7に記載の包装基材に食品を載せ、これらをガスバリアー性フィルムで包んでなる食品包装体。
【請求項1】
ポリフェニレンエーテル系樹脂を含むポリスチレン系樹脂発泡シートからなる発泡シート層の一方の面上に、接着剤層、1層以上のガスバリアー性樹脂層、シーラント層の順に積層されていることを特徴とする包装基材製造用積層シート。
【請求項2】
前記発泡シート層を構成する樹脂中に、ポリフェニレンエーテル系樹脂が10〜50質量%含有されていることを特徴とする請求項1に記載の包装基材製造用積層シート。
【請求項3】
前記ガスバリアー性樹脂層が、ポリアミド系樹脂層を含んでいることを特徴とする請求項1又は2に記載の包装基材製造用積層シート。
【請求項4】
前記ガスバリアー性樹脂層が、エチレン−酢酸ビニル共重合体ケン化物樹脂層を含んでいることを特徴とする請求項1〜3のいずれか1項に記載の包装基材製造用積層シート。
【請求項5】
前記シーラント層が、ポリオレフィン系樹脂層からなることを特徴とする請求項1〜4のいずれか1項に記載の包装基材製造用積層シート。
【請求項6】
請求項1〜5のいずれか1項に記載の包装基材製造用積層シートからなる包装基材。
【請求項7】
請求項1〜5のいずれか1項に記載の包装基材製造用積層シートに熱成形を施し、所望の形状としてなる包装基材。
【請求項8】
請求項6又は7に記載の包装基材に食品を載せ、これらをガスバリアー性フィルムで包んでなる食品包装体。
【図1】

【図2】
【図2】
【公開番号】特開2012−196875(P2012−196875A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−62428(P2011−62428)
【出願日】平成23年3月22日(2011.3.22)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月22日(2011.3.22)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
[ Back to top ]