
包装容器入り加熱調理食品の製造方法および包装容器入り加熱調理食品
【課題】簡素な設備で、包装用容器を用いて、急速に加熱調理することで、短時間に、品質が優れた長期保存可能な容器入り加熱調理食品を製造するための製造方法およびこの製造方法を用いて製造された、品質が優れた長期保存可能な、容器入り加熱調理食品の提供。
【解決手段】上部に開口部2を備えた包装用容器1に、固形状食品原料3を充填する充填工程、蒸気を用いて加熱殺菌する殺菌工程、調理液6を添加する添加工程、蒸気を用いて加熱調理する調理工程、開口部2を密封シールするシール工程を含む包装容器1入り加熱調理食品の製造方法において、少なくとも前記調理工程において、固形状食品原料3および調理液6の昇温中に、包装用容器1の少なくとも底部の一部が、前記殺菌工程において蒸気によって、固形状食品原料3および包装用容器1と共に加熱、蓄熱された蓄熱放熱性トレー4に接して載置され、固形状食品原料3および調理液6の加熱を、蓄熱放熱性トレー4からの伝熱により促進することにより課題を解決できる。
【解決手段】上部に開口部2を備えた包装用容器1に、固形状食品原料3を充填する充填工程、蒸気を用いて加熱殺菌する殺菌工程、調理液6を添加する添加工程、蒸気を用いて加熱調理する調理工程、開口部2を密封シールするシール工程を含む包装容器1入り加熱調理食品の製造方法において、少なくとも前記調理工程において、固形状食品原料3および調理液6の昇温中に、包装用容器1の少なくとも底部の一部が、前記殺菌工程において蒸気によって、固形状食品原料3および包装用容器1と共に加熱、蓄熱された蓄熱放熱性トレー4に接して載置され、固形状食品原料3および調理液6の加熱を、蓄熱放熱性トレー4からの伝熱により促進することにより課題を解決できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装容器入り加熱調理食品の製造方法およびその製造方法を用いて製造された包装容器入り加熱調理食品に関するものであり、より詳しくは、容器に充填された食品原料を殺菌する工程で使用する熱により蓄熱されたプレートの熱を、容器内の食品原料および調理液の加熱に利用し加熱調理を行い、密封包装を行った、包装容器入りの加熱調理食品の製造方法と、その製造方法を用いて製造された包装容器入り加熱調理食品に関するものである。
【背景技術】
【0002】
電子レンジや湯煎で温めて簡単に喫食することができる調理済の包装調理食品が多数流通している。
中でも、そのまま流通・販売できる包装用容器を用いて、殺菌や加熱調理して製造する包装加工食品は、調理用の鍋や釜などの器具を別途用意する必要がなく、設備コストや製造における手間を減らすことが出来、それらに関する製造方法などが多数提案されている。
例えば、容器に充填された米を高圧高温で殺菌し、容器を炊飯工程へ移載し直接蒸気で加熱炊飯し密封シールする無菌米飯の製造方法(特許文献1)や、容器に充填された洗米した米を蒸気で殺菌した後、容器に炊飯水を添加し密封シールした後炊飯を行う製造方法(特許文献2)が提案されている。
しかしながらこれらの製造方法では、炊飯における加熱が不十分になりやすく、水や調味液が十分に加熱され昇温する前に、原料が水や調味液を吸ってしまい、全体に十分な熱が伝わらずに、容器内で品質が異なるなどの問題や、密封シール後の炊飯では破袋しやすいなどの問題もあり高温加熱が難しく、品質に優れた食品になりにくいなどの問題があった。
【0003】
また、その他の調理済包装加工食品の製造方法としては、米を容器に充填し殺菌し、熱湯を充填し密封シールを行った後、遠赤外線を用いての無菌米飯の製造方法(特許文献3)の提案がされている。
しかしながらこの製造方法では、熱湯からの湯気によりシール不良が生じやすかったり、容器や蓋材に影響を与えない熱源による遠赤外線加熱では、加熱が不十分となりやすかったり等の問題があった。
また、同様に蒸気以外の熱源を用いる方法として、マイクロ波照射で炊飯を行う製造方法(特許文献4)の提案がされているが、蒸気炊飯に比べて、マイクロ波照射装置が大きく、複雑であり、システムとして高価であるという問題があった。
【0004】
そして、煮豆類の加工食品の製造方法において、含水率が40重量%以上の豆類を容器に充填し、調味液を充填しないで、一部を微生物不透過性の不織布としたフィルムで容器を密封シールし、レトルト殺菌をおこなう製造方法(特許文献5)が提案されている。
この製造方法で製造された、容器内の煮豆の品質は安定しているが、微生物不透過性の不織布が高価であることや、経時的に香りなどが不織布部分から抜けてしまい風味が悪くなる問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−172992号公報
【特許文献2】特開平9−187238号公報
【特許文献3】特開2001−069927号公報
【特許文献4】特開平6−133710号公報
【特許文献5】特開平3−049659号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
容器に充填された固形状の加熱調理食品を、安価な製造システムを用いて、容器内の加熱調理食品の品質が均一であり、製造直後の品質が保たれる加熱調理食品を、効率的に製造するためには、従来技術では満足されていなかった。
そのため、本発明の第1の目的は、簡素な設備にて、包装用容器を用いて、急速に加熱調理することで、短時間に、品質が優れた長期保存可能な容器入り加熱調理食品を製造するための製造方法を提供することである。
また、本発明の第2の目的は、本発明の製造方法を用いて製造された、品質が優れた長期保存可能な、容器入り加熱調理食品を提供することである。
【課題を解決するための手段】
【0007】
本発明者らは鋭意研究の結果、殺菌工程で加熱された蓄熱放熱性トレーに固形状食品原料が充填された包装用容器を載置して、固形状食品原料およびこの包装用容器に添加された調理液を、蓄熱放熱性トレーからの伝熱により、加熱調理に使用する蒸気と共に加熱を促進し、調理することにより、簡素な設備にて品質のすぐれた食品の製造が可能となることを見いだして、本発明を成すに至った。
【0008】
前記課題を解決するための本発明の請求項1記載の発明は、
上部に開口部を備えた包装用容器に、固形状食品原料を充填する充填工程、蒸気を用いて加熱殺菌する殺菌工程、調理液を添加する添加工程、蒸気を用いて加熱調理する調理工程、前記開口部を密封シールするシール工程を含む包装容器入り加熱調理食品の製造方法において、
少なくとも前記調理工程において、前記固形状食品原料および前記調理液の昇温中に、前記包装用容器の少なくとも底部の一部が、前記殺菌工程において蒸気によって、前記固形状食品原料および前記包装用容器と共に加熱、蓄熱された蓄熱放熱性トレーに接して載置され、前記固形状食品原料および前記調理液の加熱を、前記蓄熱放熱性トレーからの伝熱により促進することを特徴とする包装容器入り加熱調理食品の製造方法である。
【0009】
また、本発明の請求項2記載の発明は、
下式(1)で表される、前記固形状食品原料および前記調理液の合計熱容量C2(J/K)に対する、前記蓄熱放熱性トレーの熱容量C1(J/K)の割合Rが、30〜120%の範囲であることを特徴とする請求項1記載の包装容器入り加熱調理食品の製造方法である。
R(%)=(C1/C2)×100 ・・・・・式(1)
【0010】
本発明の請求項3記載の発明は、
前記添加工程から前記調理工程に至る過程において、前記包装用容器の少なくとも底部の一部が、前記蓄熱放熱性トレーに接して載置されていることを特徴とする請求項1および請求項2記載の包装容器入り加熱調理食品の製造方法である。
【0011】
本発明の請求項4記載の発明は、
前記殺菌工程から前記添加工程に至る過程において、前記包装用容器の少なくとも底部の一部が、前記蓄熱放熱性トレーに接して載置されていることを特徴とする請求項1から請求項3のいずれかに記載の包装容器入り加熱調理食品の製造方法である。
【0012】
本発明の請求項5記載の発明は、
請求項1から請求項4のいずれかに記載の包装容器入り加熱調理食品の製造方法で製造されたことを特徴とする容器入り加熱調理食品である。
【0013】
本発明の請求項6記載の発明は、
前記固形状食品原料の最大質量を占める原料が米であることを特徴とする請求項5記載の容器入り加熱調理食品である。
【発明の効果】
【0014】
本発明の請求項1記載の発明は、
上部に開口部を備えた包装用容器に、固形状食品原料を充填する充填工程、蒸気を用いて加熱殺菌する殺菌工程、調理液を添加する添加工程、蒸気を用いて加熱調理する調理工程、前記開口部を密封シールするシール工程を含む包装容器入り加熱調理食品の製造方法において、
少なくとも前記調理工程において、前記固形状食品原料および前記調理液の昇温中に、前記包装用容器の少なくとも底部の一部が、前記殺菌工程において蒸気によって、前記固形状食品原料および前記包装用容器と共に加熱、蓄熱された蓄熱放熱性トレーに接して載置され、前記固形状食品原料および前記調理液の加熱を、前記蓄熱放熱性トレーからの伝熱により促進することを特徴とする包装容器入り加熱調理食品の製造方法であり、
殺菌工程にて加熱された蓄熱放熱性トレーからの熱が、固形状食品原料および調理液を加熱するので、加熱調理に使用する蒸気とあいまって、調理工程での前記固形状食品原料および前記調理液を、短時間に目標調理温度に到達せしめるので、目標調理温度に到達する前に固形状食品原料が調理液を吸収してしまうこともなく、固形状食品原料への加熱が均一になり、調理後の加熱調理食品が均一な品質の製品となるという顕著な効果を奏する。
なお、ここでいう目標調理温度とは、食品に対し調理効果を発揮し得る温度のことであり、調理工程において食品は、所定時間内に目標調理温度に到達するまで加熱され、さらに所定時間その温度以上が維持されることにより適切に調理される。
【0015】
また、殺菌工程において加熱され、蓄熱される蓄熱放熱性トレーの熱を利用するだけなので、蒸気を用いた調理装置以外のその他の熱源や特別な装置を用いた調理装置を準備する必要がなく、簡素な設備にて品質が優れた長期保存可能な容器入り加熱調理食品を製造できるという顕著な効果を奏する。
【0016】
本発明の請求項2記載の発明は、
下式(1)で表される、前記固形状食品原料および前記調理液の合計熱容量C2(J/K)に対する、前記蓄熱放熱性トレーの熱容量C1(J/K)の割合Rが、30〜120%の範囲であることを特徴とするものであって、
R(%)=(C1/C2)×100 ・・・・・式(1)
前記蓄熱放熱性トレーの熱容量C1(J/K)が、前記固形状食品原料および前記調理液の合計熱容量C2((J/K))の30〜120%と高く、固形状食品原料および添加工程で添加された調理液を、加熱調理に使用する蒸気と共に急速に加熱し、調理工程における蒸気による加熱を著しく助け、より短時間に目標調理温度に達することで、更なる均一な品質の製品の製造が可能となるという、さらなる顕著な効果を奏する。
なお、ここでいう熱容量C(J/K)とは、その物質の温度を1(K)上昇させるのに必要な熱量(J)のことで、質量G(g)と、比熱c(J/g・K)の積で求めることが出来る。
【0017】
本発明の請求項3記載の発明は、
前記添加工程から前記調理工程に至る過程において、前記包装用容器の少なくとも底部の一部が、前記蓄熱放熱性トレーに接して載置されていることを特徴とするものであって、
添加工程から調理工程に至る過程においても、蓄熱放熱性トレーからの熱が、固形状食品原料および調理液を加熱するので、調理工程に至る前に生じ得る放熱による温度低下を防止し、その後の調理工程における昇温を助け、より短時間に目標調理温度に到達せしめることが出来るという、さらなる顕著な効果を奏する。
【0018】
本発明の請求項4記載の発明は、
前記殺菌工程から前記添加工程に至る過程において、前記包装用容器の少なくとも底部の一部が、前記蓄熱放熱性トレーに接して載置されていることを特徴とするものであって、
殺菌工程から添加工程に至る過程においても、蓄熱放熱性トレーからの熱が、固形状食品原料を加熱するので、添加工程に至る前に生じ得る放熱による温度低下を防止することで、その後の添加工程において添加される調理液の温度低下を防止し、ひいては調理工程における昇温を助け、より短時間に目標調理温度に到達せしめることが出来る。
また、殺菌工程において、殺菌の熱による容器底面の変形を防止することができるので、熱により比較的変形しやすい薄い容器なども使用することができるという、さらなる顕著な効果を奏する。
【0019】
本発明の請求項5記載の発明は、
請求項1から請求項4のいずれかに記載の包装容器入り加熱調理食品の製造方法で製造されたことを特徴とする容器入り加熱調理食品であって、殺菌され、加熱調理されて、密封包装されているため長期保存しても品質の劣化がなく、均一で優れた品質を有する容器入りの加熱調理食品であるという顕著な効果を奏する。
【0020】
本発明の請求項6記載の発明は、請求項5に記載の容器入り加熱調理食品において、前記固形状食品原料の最大質量を占める原料が米であることを特徴とするものであり、
固形状食品原料および調理液の目標調理温度までの加熱が早く、調理液が米に吸水される前に目標調理温度までに昇温するため、加熱が均一で品質の良い、均一な容器入り加熱調理食品を提供できるという、さらなる顕著な効果を奏する。
【図面の簡単な説明】
【0021】
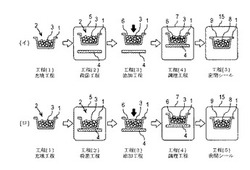
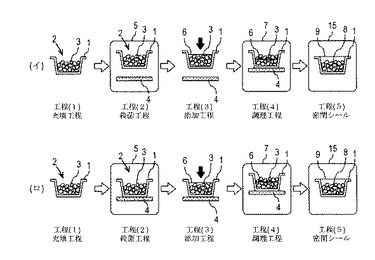
【図1】(イ)〜(ロ)は、本発明の充填工程、殺菌工程、添加工程、調理工程、シール工程を模式的に説明する説明図である。
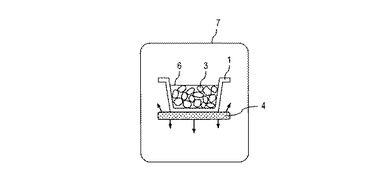
【図2】本発明における蓄熱放熱性トレーから包装容器への熱の移動を模式的に説明する説明図である。
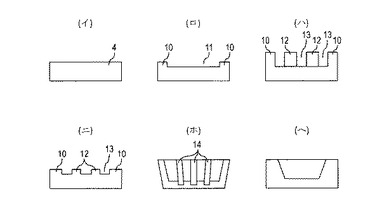
【図3】(イ)〜(ヘ)は、本発明で使用する蓄熱放熱性トレーの様々な例を模式的に説明する説明図である。
【図4】クリーン環境内で殺菌工程、添加工程、調理工程、シール工程を連続的に行うことを模式的に説明する説明図である。
【発明を実施するための形態】
【0022】
以下、図面を用いて本発明を詳細に説明する。
図1(イ)〜(ロ)は、本発明の充填工程、殺菌工程、添加工程、調理工程、シール工程を模式的に説明する説明図である。
本発明の包装容器入り加熱調理食品の製造方法においては、まず、図1(イ)〜(ロ)いずれの場合も工程(1)の充填工程において、上部に開口部2を備えた包装用容器1に、精白米を洗った後、常温の水に1時間浸漬して水を含浸させ、水切りした米3を充填する。
次いで、工程(2)において、例えば図1(ロ)に示すような包装容器1の底面と同じ形状の金属製の板状の形状の蓄熱放熱性トレー4の上に包装用容器1を載置し、殺菌装置5に収容し、飽和蒸気を用いて加圧加熱殺菌を行う。
【0023】
工程(2)において、図1(イ)に示すように、包装容器1の底面と蓄熱放熱性トレー4とは離して殺菌装置5に収容し、飽和蒸気を用いて加圧加熱殺菌を行うこともできる。
加圧加熱殺菌工程の蒸気により蓄熱放熱性トレー4は加熱されて、蓄熱される。蒸気を排出して殺菌工程を終了した後、図1(ロ)に示すように、殺菌装置5より固形状食品原料3を充填した包装用容器1が載置されている蓄熱放熱性トレー4を取りだす。
図1(イ)に示すように、包装容器1の底面と蓄熱放熱性トレー4とを離して殺菌した場合はそれぞれ殺菌装置5より取りだす。
【0024】
そして工程(3)の添加工程において、取り出した包装容器1内に炊飯調理液6を添加する。
工程(3)の添加工程において、図1(イ)に示すように、包装容器1の底面と蓄熱放熱性トレー4とは離しておくこともできる。
工程(3)の添加工程において、図1(ロ)に示すように、包装容器1を蓄熱放熱性トレー4の上に載置しておくこともできる。
【0025】
次いで、工程(4)において、図1(イ)〜(ロ)に示したように炊飯調理液6を添加した包装容器1を蓄熱放熱性トレー4に載置した状態で調理装置(炊飯装置)7に収容して飽和蒸気を用いて、目標調理温度まで加熱して調理するが、炊飯調理液6の加熱は、蓄熱放熱性トレー4からの伝熱により促進される。そして、そのまま放冷する。
工程(4)において、包装容器1は蓄熱放熱性トレー4から離して取り出しから放冷してもよい。
【0026】
工程(5)において、調理・放冷した後、調理後の無菌食品8が充填された包装容器1を蓄熱放熱性トレー4から離して取り出し、図1(イ)〜(ロ)に示したように密封装置15で包装容器1の開口部2を蓋材としてのフィルム9を用いて密封シールし、包装容器1入り加熱調理食品(包装米飯)8を製造する。
【0027】
図2は、本発明で使用する蓄熱放熱性トレー4から包装容器1への熱の移動を模式的に説明する説明図である。
図2に示したように、工程(4)において、炊飯調理液6を添加した包装容器1を蓄熱放熱性トレー4に載置し、この包装容器1を蓄熱放熱性トレー4に載置したまま調理装置7に収容して飽和蒸気を用いて、目標調理温度までに加熱調理するが、炊飯調理液6は蓄熱放熱性トレー4からの伝熱により促進される。
すなわち、蓄熱放熱性トレー4からの熱エネルギーは矢印で示したように上下左右方向に移動するが、包装用容器1の底部が、殺菌工程の蒸気において加熱、蓄熱された蓄熱放熱性トレー4に接して載置されているので、前記熱エネルギーの多くは包装用容器1の底部と蓄熱放熱性トレー4との接触部からの伝熱により包装用容器1へ伝わり、そして包装用容器1に添加された炊飯調理液6が加熱されるので、蓄熱放熱性トレー4がない場合に比べて加熱が大いに促進される。
【0028】
図3(イ)〜(ヘ)は、本発明で使用する蓄熱放熱性トレーの様々な例を模式的に説明する説明図である。
図3(イ)は、図1および図2に示した板状の形状の蓄熱放熱性トレー4である。包装容器4が平らな底面を備えている場合には、板状の形状の蓄熱放熱性トレー4との接触部の面積が大きくなるので伝熱効率が向上すると考えられる。
【0029】
図3(ロ)は、板状の形状のトレーの端部に小さな壁10を設けた蓄熱放熱性トレーの例である。包装容器1が平らな底面を備えており、この蓄熱放熱性トレーの凹部11内に丁度収容されて載置できるような場合には、蓄熱放熱性トレーとの接触部の面積が一層大きくなるので伝熱効率が向上すると考えられる。また、壁10を設けたことによって蓄熱放熱性トレーから包装容器1が落下することも防止する。
【0030】
図3(ハ)は、板状の形状のトレーの端部に小さな壁10を設けるとともに、この蓄熱放熱性トレーの凹部内に小さな凸部12を複数設けた蓄熱放熱性トレーの例である。包装容器1をこの蓄熱放熱性トレーの上に載置すると、蓄熱放熱性トレーとの接触部の面積は小さくなるが、蓄熱放熱性トレーとの非接触部13の面積が大きくなるので、殺菌工程で殺菌のために用いられる蒸気が非接触部13に入って蓄熱放熱性トレーおよび包装容器1を加熱するので、殺菌効率が向上し、短時間で殺菌を終了できると考えられる。
【0031】
図3(ニ)は、図3(ハ)に示した蓄熱放熱性トレーの壁10および凸部12の高さを低くした複数の壁10および凸部12を設けた類似の蓄熱放熱性トレーの例であり、図3(ハ)に示した蓄熱放熱性トレーと同様な作用効果を得ることができると考えられる。
【0032】
図3(ホ)は、台形を逆にした形状のトレーの各壁の内面に凹状の溝14を複数設けた蓄熱放熱性トレーの例である。包装容器1がこの蓄熱放熱性トレーの内部に収容できる形状を有していると、蓄熱放熱性トレーとの接触部の面積をあまり犠牲にせずに、蓄熱放熱性トレーとの非接触部(凹状の溝14)もあるので、伝熱効率が向上するとともに、殺菌工程で殺菌のために用いられる蒸気が非接触部14に入って蓄熱放熱性トレーおよび包装容器1を加熱するので、殺菌効率も向上すると考えられる。
【0033】
図3(ヘ)は、図3(ホ)に示した蓄熱放熱性トレーの各壁の内面に設けた凹状の溝14を設けなかった蓄熱放熱性トレーの例である。包装容器がこの蓄熱放熱性トレーの内部に収容できる形状を有していると、蓄熱放熱性トレーとの接触部の面積が一層大きくなるので伝熱効率が一層向上すると考えられる。
【0034】
図3(イ)〜(ヘ)に本発明で使用する蓄熱放熱性トレーの様々な例を示したが、包装用容器の形状、寸法や固形状食品原料の種類や充填量、炊飯調理液の種類や充填量、加熱調理食品の種類などにより、それぞれに最適な調理条件があるので、それぞれの最適な調理条件を実施して、品質が優れた長期保存可能な容器入り加熱調理食品を製造できるという課題を解決できるように、本発明で使用する蓄熱放熱性トレーも制御されてデザインされなければならいのは当然のことである。
【0035】
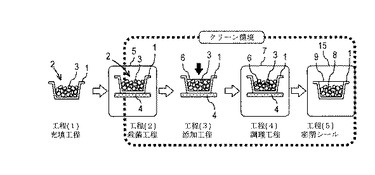
図4は、クリーン環境内で殺菌工程、添加工程、調理工程、シール工程を連続的に行うことを模式的に説明する説明図である。
本発明では、図4に示すように、殺菌工程からシール工程までを、図中に破線で示したクリーン環境にて実施し、無菌包装食品を製造することができる。
【0036】
本発明の無菌包装容器入り加熱調理食品の製造方法においては、まず、工程(1)の充填工程において、上部に開口部2を備えた包装用容器1に、例えば、精白米を洗った後、常温の水に1時間浸漬して水を含浸させ、水切りした米3を充填する。
【0037】
次いで、工程(2)において、例えば図4に示すような包装容器1の底面と同じ形状の金属製の板状の形状の蓄熱放熱性トレー4の上に包装用容器1を載置し、殺菌装置5に収容し、飽和蒸気を用いて加圧加熱殺菌を行う。
殺菌装置5は、加圧加熱殺菌が終了後、包装用容器1が載置されている蓄熱放熱性トレー4を殺菌装置5からクリーン環境内に取り出すことができるように構成されている。
加圧加熱殺菌工程の蒸気により蓄熱放熱性トレー4は加熱されて、蓄熱される。蒸気を排出して殺菌工程を終了した後、殺菌装置5より固形状食品原料3を充填した包装用容器1が載置されている蓄熱放熱性トレー4をクリーン環境内に取りだす。
【0038】
そして工程(3)の添加工程において、クリーン環境内で取り出した包装容器1内に炊飯調理液6を添加する。
【0039】
次いで、工程(4)において、クリーン環境内で炊飯調理液6を添加した包装容器1を蓄熱放熱性トレー4に載置したまま、クリーン環境内で調理装置(炊飯装置)7に収容して飽和蒸気を用いて、目標調理温度まで加熱して調理する。炊飯調理液6の加熱は、蓄熱放熱性トレー4からの伝熱により促進される。そして、そのまま放冷する。
【0040】
調理・放冷した後、工程(5)において、クリーン環境内で調理後の無菌食品8が充填された包装容器1を蓄熱放熱性トレー4から離して取り出し、クリーン環境内に設置された密封装置15で包装容器1の開口部2を蓋材としてのフィルム9を用いて密封シールし、包装容器1入り加熱調理食品(包装米飯)8を製造する。密封シールした包装容器1をクリーン環境外へ取り出す。
【0041】
本発明で用いる包装用容器は、上部が開口し固形状食品原料が充填され、加熱殺菌・加熱調理・密封シールを行うことが出来ればよく、開口部の形状は、直線や、曲線の組み合わせや、丸、楕円、四角を含む多角形などの単一形状や組み合わせの形状でよく、包装用容器の深さも、充填される固形状食品原料が収容される容器であればよい。
なお、図3の(ハ)(ニ)(ホ)には、蓄熱放熱性トレーに凹凸等を設ける例を示したが、包装用容器の内外面等に凹凸形状を設けることもできる。
また、包装用容器の材質は、耐熱性・耐水性及び、密封シール性があればよく、例えば、プラスチック、ガラス、紙、金属などの単一材質、あるいは組み合わせなどが挙げられ、長期保存性・流通性・コスト等から考えた場合、ガラス容器や、バリア性のあるプラスチックとシール性に適したプラスチックなどの層からなるプラスチック容器などがよい。
【0042】
本発明で用いる固形状食品原料は、特に限定されることはないが、気体・液体ではなく、充填時および加熱調理後の常温時に流動性のあるものではなく、容器内に充填することができる大きさ、形状などを有するものであって、加熱調理により食品として食す事ができる固体の食品原料であればよい。
具体的な固形状食品原料としては、例えば、穀物、芋類、根菜その物や、穀物、芋類、根菜、畜肉、魚肉などを粉砕、混合、成型、カットなどを行って固体の物を得た状態の食品原料が挙げられるが、目標調理温度到達前に調理液を吸収し、品質の上下差が生じやすい穀類原料などにおいて、特に効果を発揮する。
【0043】
本発明で用いられる穀物を含む固形状食品原料の穀物の大きさは、特に制限されることは無いが、穀類の元々の大きさ以下であればよい。
【0044】
本発明でいう穀物としては、具体的には米や、雑穀が挙げられ、雑穀は米を除くイネ科の大麦・はと麦・きび・たかきび・トウモロコシ・小麦・稗・粟・ホワイトソルガムや、マメ科の小豆・大豆・そら豆・落花生・ささげ・いんげん豆・えんどう豆・緑豆や、その他のごま・そば・アマランサスなどの澱粉質を含む作物が例示できる。
通常、特に使用する前記米としては、うるち米、もち米、玄米、黒米などであり、これらは洗浄済浸漬米、無洗浸漬米、未浸漬米であってもよい。
【0045】
本発明でいう、穀物以外の穀物由来の固形状食品原料とは、穀物を粉末状にし、加水などを行ってねり合わせ、必要に応じて乾燥させたものであり、具体的には、例えば、パスタ(ロングパスタ、例えば、スパゲティ、リングイネなど、ショートパスタ、例えば、クスクス、ニョッキ、ペンネなど)・うどん・ソーメン・ビーフン・春雨・日本そばなどの麺類などを挙げることができる。
【0046】
本発明の穀物由来以外の固形状食品原料としては、炊き込みご飯の具なども用いることが出来る。炊き込みご飯の具としては、具体的には、例えば、鶏肉・牛肉・焼豚などの肉由来原料、アサリ・イカ・タコ・ホタテ・鯛の身などの魚貝由来原料、ごぼう・人参・筍・アスパラガス・椎茸・しめじなどの野菜・茸原料、こんにゃく・油揚げ・竹輪などの加工食品などを挙げることができる。
【0047】
本発明においては、固形状食品原料は、1種類または2種類以上の固体の食品原料を組み合わせて使用しても良い。また、固形状食品原料は、充填工程の前に予め各種前処理を行うことができる。具体的には、例えば、洗浄、水切り、カット、予備加熱、pH調整、成型、2種類以上を混合、下味付け等の1種または2種以上の前処理ができる。
【0048】
本発明で用いる調理液とは、固形状食品原料の周囲を覆い加熱調理するための液体であれば、特に限定されるものではなく、具体的には、例えば、水や各種調味料等で味付けされたソース類など各種液体であればよく、さらに固形状食品原料の周囲を覆うことができる状態であれば、増粘物質を用いた、とろみを持った液体も用いることもでき、各種味付きの固形状食品原料を煮炊きし調理することが可能である。
【0049】
本発明で用いる調理液の添加時の温度は、適宜設定できるが、通常、調理液を添加すると、殺菌後の高温の固形状食品原料の温度が低下して、その結果、次の調理工程で目標調理温度まで加熱する時間が長くなって、非効率となるのを抑制することが多いので、30℃以上が好ましい。
また、調理液の添加時の温度は、前記蓄熱放熱性トレーの熱を有効に前記固形状食品原料および調理液の加熱に活用するためには、50℃以上がさらに好ましい。
調理液は、気化しない状況で添加することが必要なことから、調理液の沸点温度以下、具体的に水を主とする調理液であれば100℃以下であればよい。
また、添加工程で多くの調理液が気化し質量が不安定になることを抑制したり、調理液が多量に気化して湿気が多くなり、結露して雑菌などが繁殖して製造環境が悪化することを抑制し、良い製造環境を維持するためには、95℃以下が好ましく、さらに調理液に配合される調味料が熱により風味が損なわれるのを抑制する場合には、85℃以下であることが好ましい。
またさらに、調理液の温度は、前記固形状食品に添加した後の調理液の温度が、蓄熱放熱性トレーの温度よりも高い温度になるほど、高温にする必要もない。
調理液の添加時の温度は、添加工程における、調理液の貯蔵タンク又は、添加するノズル等に温度計を設置することで管理することができる。
【0050】
本発明で用いる調理液の添加量としては、固形状食品原料を調理できる量を添加することが好ましい。
例えば、具体的には、小豆の水煮などの場合は、調理工程後に調理水などが、加熱調理食品の一部または全体を覆い、浸す状態になる量の調理液を添加することが好ましい。
米飯などの場合は、調理工程後、または、密封シール後喫食するまでに、気化して、もしくは固形状食品原料に吸収されてなくなる量の調理液を添加することが好ましい。
最終製品である加熱調理食品に要求される最適な食味や食感などの品質は異なるので、それぞれの加熱調理食品の最適品質を得ることができるように調理液の添加量を決めることが肝要である。
【0051】
本発明で用いる水は特に限定されるものではなく、具体的には、例えば、水道水、蒸留水、イオン交換水、純水など公知の水を用いることができる。
【0052】
本発明で用いる調味料は特に限定されるものではなく、具体的には、例えば、醤油、酢、ウスターソース、各種油脂、みりん、砂糖、塩、各種スパイス、各種エキスなど公知の調味料などを用いることができる。
本発明で用いる増粘物質とは、とろみを必要に応じて付与することができればよく、具体的には、例えば小麦粉、各種でん粉、寒天、ゼラチン、キサンタンガム等各種ガム等を用いることができる。
【0053】
本発明においては、殺菌工程から、調理工程の間で、必要に応じて、殺菌処理された、追加食品原料を図示しない、装置で添加することができる。
必要に応じて添加される、追加食品原料は殺菌処理された固形状食品原料であれば良いが、具体的には、例えば、鶏肉・牛肉・焼豚などの肉由来原料、アサリ・イカ・タコ・ホタテ・鯛の身などの魚貝由来原料、ごぼう・人参・筍・アスパラガス・椎茸・しめじなどの野菜・茸原料、こんにゃく・油揚げ・竹輪などの加工食品などを、1種類または2種類以上を組み合わせて、必要に応じて、予め各種前処理、具体的には、例えば、洗浄、水切り、カット、予備加熱、pH調整、成型、2種類以上を混合、下味付け等を行い、殺菌処理されているものを挙げることができる。
【0054】
本発明で用いる殺菌装置は、包装容器に充填された固形状食品原料と、蓄熱放熱性トレーを同時に加熱し、前記固形状食品原料を殺菌することができるものであればよく、公知の耐圧容器からなる蒸気式殺菌装置を使用できる。
【0055】
本発明で用いる調理装置は、公知の蒸気式加熱調理装置を使用できる。調理装置は、開口した出入口が別にある連続式のものでもよく、扉のあるバッチの式のものでもよく、開閉できる出入口が別にあるバッチ連続式のものでもよく、また、常圧加熱式でも加圧加熱式でもよい。
【0056】
調理の際は、必要に応じて包装用容器に蓋をしてもよいが、前記包装用容器を密封するのではなく、蓋の一部に孔が開けられ、蒸気が侵入できるものであることが好ましい。
【0057】
本発明で用いる蒸気は、飽和蒸気でも過熱蒸気でもよい。
飽和蒸気であれば、食品を焦がしたり乾燥させたりすることなく効率よく殺菌、もしくは加熱調理することが出来る。
過熱蒸気を使用すれば、食品の水分値の上昇を抑えながら加熱したり、水分を蒸発させながら加熱したり、焦がしたりすることも出来る。
本発明で殺菌工程に用いる蒸気の温度は、殺菌効果を発揮し、使用する包装容器の耐熱温度未満であることが必須条件であり、例えば、110〜150℃の飽和蒸気や、130〜200℃の過熱蒸気を使用できる。
本発明で調理工程に用いる蒸気の温度は、常温より高く、使用する包装容器の耐熱温度未満が必須条件であり、例えば炊き水を入れた場合、炊き水が90℃以上に早く到達して加熱調理が効率良く良好に進むと共に、使用するプラスチック容器の変形などがないことを考慮して、具体的には、例えば、95〜120℃の飽和蒸気や、101〜160℃の過熱蒸気を使用できる。
【0058】
本発明で用いる密封シール装置は、公知のものを利用すればよい。
密封シールの際には、窒素などの不活性ガスでヘッドスペースの空気を置換したり、脱酸素剤を封入したりしてもよい。
【0059】
本発明で用いる蓄熱放熱性トレーは、耐熱性素材を用いたトレーを使用できる。材質はプラスチック、ガラス、セラミックス、金属あるいはこれらの組合せなどいずれでもよく、例えば、金属では、アルミニウムや銅などの熱伝導率が100Kcal/m.hr.℃以上の素材からなるトレーが、熱伝達性に優れ好ましい。
また、アルミニウムやステンレスなど、比熱が0.3J/g・K以上の素材からなるトレーが、同じ質量であれば、蓄熱性に優れるので好ましい。
また、アルミニウムのアルマイト加工などの表面処理や、フッ素コーティングや遠赤外線コーティングなどの各種コーティング処理を施していてもよく、このような各種コーティングを行うことで、トレーの傷や腐食を防止したり、包装用容器の溶着を防止したりする効果を得ることができる。
さらに、遠赤外線コーティングを施したトレーである場合には、表面にコーティングされた遠赤外線素材により、加熱された蓄熱放熱性トレーより遠赤外線が放射され、包装用容器を介した熱伝導による加熱以外にも、輻射熱により、直接的に包装用容器や固形状食品原料、あるいは調理液を加熱することができる。
【0060】
本発明で用いる蓄熱放熱性トレーの形状は、包装用容器の底部の少なくとも一部が接して載置できるものであればよく、板状や器状など適宜設計して利用できる。
たとえば、具体的には、前記図3(イ)に示す平面で板状の形状でも良く、前記図3(ロ)に示す包装用容器の底部と包装用容器の側壁部の一部も接する器状の形状などや、前記図3(ホ)に示す周辺部に一部に溝を設けた側壁のある器状の形状などが挙げられ、また、蓄熱放熱性トレーの包装容器に対抗する面には、溝や、凹凸の加工を任意に設けることができる。
蓄熱放熱性トレーは、同じ素材であれば、厚くしたり薄くしたり重量を変えることにより、熱容量を調整する事ができる。
また、包装用容器と接する面積が、蓄熱放熱性トレーの全体の表面積に比べて小さい場合には、包装用容器以外への放熱が増えてしまい、十分なエネルギーが包装用容器に伝達せず好ましくない。逆に大きい場合には、包装用容器以外への放熱が少なく、十分なエネルギーを包装用容器に伝達することができるので好ましい。
【0061】
蓄熱放熱性トレーの熱容量は、多い方が、前記固形状食品原料や前記工程(3)の添加工程において包装容器内に添加された調理液の温度を目標調理温度まで加熱するまでの熱の供給が容易であり、短時間で目標調理温度まで加熱できるので好ましい。
熱容量C(J/K)は、その物質の温度を1(K)上昇させるのに必要な熱量(J)のことで、質量G(g)と、比熱c(J/g・K)の積で求めることができる。
蓄熱放熱性トレーの比熱が大きいほど、蓄熱放熱性トレーの質量は小さくて済み、比熱が小さいほど、大きな質量が必要となる。
熱容量C(J/K)は、言わば蓄熱放熱性トレーの潜在能力を表すものであり、実際に蓄熱された熱量のことではない。従って、熱容量C(J/K)が大きな蓄熱放熱性トレーを使用しても、十分な蓄熱がなされなければ効果を発揮しないのは言うまでもない。少なくとも、蓄熱時の蓄熱放熱性トレーの温度は、添加される調理液の温度より高いものである必要がある。
【0062】
蓄熱放熱性トレーの熱容量の上限は、特に制限されないが、固形状食品原料および調理液の合計熱容量C2(J/K)に対する、前記蓄熱放熱性トレーの熱容量C1(J/K)の割合Rが120%以下であると、蓄熱した熱量が無駄にならず好ましい。
また、割合Rが90%以下であると、前記殺菌工程における蓄熱に必要な殺菌時間が長くなることで固形状食品の品質が損なわれる恐れもなくなり、より好ましい。
蓄熱放熱性トレーの熱容量の下限は、特に制限されないが、固形状食品原料および調理液の合計熱容量C2(J/K)に対する、前記蓄熱放熱性トレーの熱容量C1(J/K)の割合Rが30%以上であると、蓄熱放熱性トレーの自然放冷等により効果が薄れる恐れがなくなるので、好ましい。
また、割合Rが50%以上であると、蓄熱放熱性トレーと容器の接触面積にバラつきがある場合や、添加される調理液の温度を高く出来ない場合などであっても効果を発揮しやすく、より好ましい。
【0063】
蓄熱放熱性トレーの熱容量は、包装用容器の材質、形状、寸法や固形状食品原料の種類、充填量や調理液の種類、充填量、温度や加熱調理食品の種類などにより、それぞれに最適な値を決めることが好ましい。
なお、蓄熱放熱性トレーの熱容量等が適切でも、蓄熱放熱性トレーと包装容器との接触状態が適切でない等、必要な伝熱が行われない場合には十分な効果が発揮されないことは言うまでもない。
本発明で使用する蓄熱放熱性トレーは、形状、表面加工、表面処理、大きさ、材質、接触面積など様々な要素を組み合わせて、用途に合わせた設計することが肝要である。
蓄熱放熱性トレーの質量が大き過ぎる場合には、各搬送装置等への悪影響も考えられるため、その点も考慮する必要がある。
【0064】
蓄熱放熱性トレーは、複数組み合わせたり、連ねたりしてもよいが、蓄熱放熱性トレーを他の支持枠などに固定する場合には、支持枠との接触面積を減らすことにより支持枠への放熱を抑制することが好ましい。
【0065】
本発明において、固形状食品原料入りの包装用容器の少なくとも底部の一部が、少なくとも調理工程において、前記固形状食品原料および前記調理液の昇温中に、蓄熱放熱性トレーに接して載置されていればよい。
すなわち、調理工程において、前記包装用容器の少なくとも底部の一部が、前記固形状食品原料および前記調理液の昇温中に、蓄熱放熱性トレーに接して載置されていれば、工程(4)における調理液の添加工程で添加された調理液を、調理工程における蒸気からの熱と蓄熱放熱性トレーからの熱で加熱することができるので、短時間で目標調理温度まで加熱できるので好ましい。
目標調理温度到達後は、包装容器を蓄熱放熱性トレーから離しても、調理工程における蒸気加熱により十分に目標調理温度を維持できるが、保温や搬送を兼ねてそのまま載置しても問題はない。
さらに、蓄熱放熱性トレーから移動する熱で、添加工程で添加される調理液および固形状食品原料はすぐに加熱され、添加時から加熱開始でき、調理工程に至る前に生じ得る放熱による温度低下を防止できることから、添加工程から、固形状食品原料入りの包装用容器の少なくとも底部の一部が、蓄熱放熱性トレーに接して載置しておくことがより好ましい。
さらには、殺菌工程で加熱殺菌された固形状食品原料の温度を維持して低下させないと、その後の添加工程で添加される調理液の温度の低下を抑制できるため、殺菌工程から固形状食品原料入りの包装用容器の少なくとも底部の一部が、蓄熱放熱性トレーに接して載置しておくことが特に好ましい。この場合はさらに、殺菌の熱による容器底面の変形を防止することができるので、熱により比較的変形しやすい薄い容器なども使用することもできる。
【0066】
本発明では、図4に示すように、前記殺菌工程からシール工程までをクリーン環境にて実施し、無菌包装食品を製造することも出来る。
用いるクリーン環境の例としては、例えば、米国航空宇宙局(NASA)の規格でクラス100〜クラス10000のクリーンルームやクリーンブース内などで無菌的に行なうなどを挙げることができる。クリーン環境で行なう際には使用する設備ならびに添加する水および/または調味液などは充分に殺菌されたものを使用する。
【0067】
上記実施の形態の説明は、本発明を説明するためのものであって、特許請求の範囲に記載の発明を限定し、或は範囲を減縮するものではない。又、本発明の各部構成は上記実施の形態に限らず、特許請求の範囲に記載の技術的範囲内で種々の変形が可能である。
【0068】
例えば上記実施形態の説明においては、バッチ式で殺菌した例を示したが、もちろん本発明はこれらの例に限定されるものではない。
例えば、バッチ式で殺菌する以外に連続的に殺菌することもでき、そして手動で行うこともできるが、制御装置により制御して自動的に行うこともでき、あるいはこれらを組み合わせて行うこともできる。
例えば、固形状食品原料を収容した容器を殺菌装置に複数収容して殺菌する場合、容器を複数バラバラに前記殺菌装置内に収容することもできるが整然と並べてもよく、また整然と並べたものを2段以上、間隔をあけて層状にして行うこともでき、また整然と並べたものを枠などに支持・固定して殺菌することもできる、あるいはこれらを組み合わせて行うこともできる。
【0069】
調理装置による調理の後に、必要に応じて冷却工程を設けたり、別の容器に移し替えたり、水や調味液を再び添加したり、様々な工程を組み合わせることが出来る。
【実施例】
【0070】
次に実施例により本発明を詳しく説明するが、本発明の主旨を逸脱しない限りこれらの実施例に限定されるものではない。以下の実施例において記載された%は、主として質量%を表す。
【0071】
(実施例1)
図1に示した各装置を用いて固形状食品原料(精白米)を殺菌、調理(炊飯)して包装加工食品(包装米飯)を製造する例を示す。
工程(1)先ず、精白米を洗った後、常温の水に1時間浸漬して水を含浸させ、水切り後、その米(水分含量30%)を110g計量して、そのまま製品として使用できる上部が開口し、周縁にフランジ部を有する耐熱性プラスチック製容器(容器開口部:130mmφ、底面部:100mmφ、容積:500mmリットル、材質:PP/EVOH/PP積層体)に充填し、容器の底面と同じ形状のステンレス製(熱伝導率:14Kcal/m.hr.℃、比熱:0.47J/g・K、比重:7.9g/cm3)の図3(ロ)に示される板状の形状の蓄熱放熱性トレー(厚さ:10mm、縦×横:100mm×100mm)に容器を載置し、殺菌装置に収容した。
【0072】
工程(2)そして、殺菌装置にて飽和蒸気を用いて加圧加熱殺菌を行った。殺菌到達温度は135℃で、30秒間保持した。
蒸気を排出して殺菌工程を終了した後、殺菌装置より固形状食品原料を充填した容器が載置されている蓄熱放熱性トレーを取りだした。取り出した時の蓄熱放熱性トレーの温度は表面で133℃であった。
【0073】
工程(3)殺菌後、容器を蓄熱放熱性トレーに載置したまま、図示しない添加装置を用いて温度60℃の炊き水を90g容器内に添加した。
工程(4)この容器を蓄熱放熱性トレーに載置したまま調理装置(炊飯装置)に収容して100℃の飽和蒸気を用いて、目標調理温度とした97℃に到達した後、15分間、調理(炊飯)した。そして、そのまま5分間放冷した。
【0074】
工程(5) 調理・放冷した後、調理後の無菌食品が充填された容器を蓄熱放熱性トレーから取り出し、密封装置で容器の開口部を蓋材として透明フィルム(蒸着PETフィルム/シール材)を用いて密封シールし、包装容器入り加熱調理食品(包装米飯)を製造した。
【0075】
表1に、蓄熱放熱性トレーの形状、前記蓄熱放熱性トレーの熱容量C1(J/K)の、前記固形状食品原料および前記調理液の合計熱容量C2(J/K)に対する割合R(%)、調理液を添加して調理工程に到達した時点での調理液の温度、調理工程開始から目標調理温度(97℃)到達までに要した時間、下記の測定方法で得られた24時間25℃で保管した後の加熱調理食品容器内の上部と下部の水分値差、下記の評価基準に基づいて評価した官能評価結果をまとめて示した。
【0076】
(蓄熱放熱性トレーの形状)
表1に、容器の底面部分のみ接触する形状を「板状」、容器の底面及び底部に近い側壁部も接触する形状を「器状」と記載した。
【0077】
(熱容量の割合R(%))
前記蓄熱放熱性トレーの熱容量C1(J/K)の、前記固形状食品原料および前記調理液の合計熱容量C2(J/K)に対する割合R(%)を示した。数字が大きいほど、蓄熱放熱性トレーからより多くの熱量を固形状食品原料および調理液に伝熱することができる可能性がある。
各熱容量C(J/K)は、それぞれの質量G(g)と、それぞれの比熱c(J/g・K)の積により算出した。
なお、浸漬したお米の比熱は、別の実験により求めた値、2.7J/g・Kを用いた。
実施例1における割合Rの算出方法
R(%)=
(トレー体積100cm3×比重7.9g/cm3×比熱0.47J/g・K)
/(水90g×比熱4.2J/g・K+浸漬米110g×比熱2.7J/g・K)×100≒55%
【0078】
(24時間25℃で保管した後の加熱調理食品の容器内の上部と下部の水分値差)の測定方法
包装用容器内の加熱調理食品の高さ方向で、天面から1/4の高さまでの加熱調理食品を上部として、底面から1/4の高さまでの加熱調理食品を下部とし、各試料をそれぞれ5g採取し、乾燥温度115℃で、3時間乾燥を行う常圧加熱乾燥法を用いて、各試料の水分値(%)を測定し、その差を水分上下差(上部−下部)とした。
【0079】
(官能評価)
20人のパネルメンバーにより、24時間25℃で保管した後の米飯の見た目の状態を観察すると共に、米飯を食して全体に均一に、ふっくらしていて、適度な硬さの食感と粘りがあるかなどの官能評価を行なった。
包装米飯の官能評価結果は次のようにまとめた。
◎:ふっくらしていて、適度な硬さの食感と粘りが製品全体にあり、上下の品質差がほとんどなく商品として非常に優れている。
○:上下の品質差がわずかにあるが、ふっくらしていて、適度な硬さの食感と粘りが製品全体にあり、商品として優れている。
△:上下の品質差がややあるが、ふっくらしていて、適度な粘りが製品全体にあり、商品とすることができる。
×:米飯の見た目の状態、硬さ、粘りにおいて、上下の品質差が大きく問題があり、商品とすることができない。
【0080】
【表1】

【0081】
表1から、実施例1は、水分上下差は4.1%程度あるが、官能評価では品質が良く、蓄熱放熱性トレーからの伝熱による目標調理温度までの到達時間が短くなることで、短時間での調理が可能となり、良好な品質の包装容器入り加熱調理食品(包装米飯)が製造できたことがわかる。
【0082】
(実施例2)
蓄熱放熱性トレーを、ステンレス製のトレーから、表面に遠赤外線加工を施したアルミニウム製(熱伝導率:160Kcal/m.hr.℃、比熱:0.88J/g・K、比重:2.7g/cm3)で、厚みの異なるもの(厚さ:20mm、縦×横:100mm×100mm)に変更した以外は、実施例1と同様にして、包装容器入り加熱調理食品を製造した。
実施例2における割合Rの算出方法
R(%)=
(トレー体積200cm3×比重2.7g/cm3×比熱0.88J/g・K)
/(水90g×比熱4.2J/g・K+浸漬米110g×比熱2.7J/g・K)×100≒70%
表1に、蓄熱放熱性トレーの形状、熱容量の割合R(%)、調理工程に到達した時点での調理液の温度、目標調理温度(97℃)到達時間、水分上下差、官能評価結果をまとめて示した。
【0083】
(実施例3)
蓄熱放熱性トレーの形状を、図3(ロ)に示される器状(質量900g)のものを使用した以外は、実施例1と同様にして、包装容器入り加熱調理食品を製造した。
実施例3における割合Rの算出方法
R(%)=
(トレー質量900g×比熱0.47J/g・K)
/(水90g×比熱4.2J/g・K+浸漬米110g×比熱2.7J/g・K)×100≒63%
表1に、蓄熱放熱性トレーの形状、熱容量の割合R(%)、調理工程に到達した時点での調理液の温度、目標調理温度(97℃)到達時間、水分上下差、官能評価結果をまとめて示した。
【0084】
(実施例4)
蓄熱放熱性トレーを、ステンレス製のトレーから、表面に遠赤外線加工を施したアルミニウム製(熱伝導率:160Kcal/m.hr.℃、比熱:0.88J/g・K、比重:2.7g/cm3)で、図3(ロ)に示される器状(質量650g)のものに変更した以外は、実施例1と同様にして、包装容器入り加熱調理食品を製造した。
実施例4における割合Rの算出方法
R(%)=
(トレー質量650g×比熱0.88J/g・K)
/(水90g×比熱4.2J/g・K+浸漬米110g×比熱2.7J/g・K)×100≒85%
表1に、蓄熱放熱性トレーの形状、熱容量の割合R(%)、調理工程に到達した時点での調理液の温度、目標調理温度(97℃)到達時間、水分上下差、官能評価結果をまとめて示した。
【0085】
(実施例5)
包装容器を熱容量のやや低い薄いステンレス製の、図3(イ)に示される形状の板状のトレー(質量150g)に載置した以外は、実施例1と同様にして、包装容器入り加熱調理食品(包装米飯)を製造した。
実施例5における割合Rの算出方法
R(%)=
(トレー質量150g×比熱0.47J/g・K)
/(水90g×比熱4.2J/g・K+浸漬米110g×比熱2.7J/g・K)×100≒10%
表1に、蓄熱放熱性トレーの形状、熱容量の割合R(%)、調理工程に到達した時点での調理液の温度、目標調理温度(97℃)到達時間、水分上下差、官能評価結果をまとめて示した。
【0086】
(実施例6)
蓄熱放熱性トレーを、図3(ヘ)に示される形状で、重い器状(質量2000g)のものに載置した以外は、実施例1と同様にして、包装容器入り加熱調理食品(包装米飯)を製造した。
実施例6における割合Rの算出方法
R(%)=
(トレー質量2000g×比熱0.47J/g・K)
/(水90g×比熱4.2J/g・K+浸漬米110g×比熱2.7J/g・K)×100≒139%
表1に、蓄熱放熱性トレーの形状、熱容量の割合R(%)、調理工程に到達した時点での調理液の温度、目標調理温度(97℃)到達時間、水分上下差、官能評価結果をまとめて示した。
【0087】
(比較例)
包装容器を蓄熱放熱性トレーに載置せず、包装容器のフランジ部のみを支える支持板にて包装容器を支持し殺菌し、調理液を添加し、調理工程で調理行った以外は、実施例1と同様にして、包装容器入り加熱調理食品(包装米飯)を製造した。
表1に、蓄熱放熱性トレーの形状、熱容量の割合R(%)、調理工程に到達した時点での調理液の温度、目標調理温度(97℃)到達時間、水分上下差、官能評価結果をまとめて示した。
【0088】
表1から、実施例1〜実施例6は、目標調理温度到達時間も短く、水分上下差も少なく、官能評価でも良い結果を有する加熱調理食品(包装米飯)が製造できたことがわかる。
さらに、実施例1〜実施例4は、固形状食品原料および前記調理液の合計熱容量に対する、前記蓄熱放熱性トレーの熱容量の割合が50〜90%の範囲であることから、目標調理温度到達までの時間がより短くなり、加熱調理食品(包装米飯)の水分上下差が5%より少なく、官能評価でもより良い結果を有する均一な品質を有した加熱調理食品(包装米飯)が製造できることがわかる。
特に、実施例2においては昇温も速く、水分上下差がほぼなく、品質のよいものが製造できたことがわかる。
同じ形状の蓄熱放熱性トレーでは、例えばアルミニウム製よりも比重の大きいステンレス製の方が、熱容量が大きくよい結果となる場合が多いが、質量が重くなり各装置への負荷が大きい。同じ質量の蓄熱放熱性トレーでは、例えばステンレス製よりも比熱の大きいアルミニウム製の方が、熱容量が大きくよい結果となる場合が多い。同じ材質では、必ずしも決まった形状の蓄熱放熱性トレーがよい結果となるわけではない。これは、材質による熱伝達率の違いなどが蓄熱放熱性トレーの周囲への放熱などに差を生み、結果に影響を与えるためと考えられる。
実施例5は、全体として本発明の効果が得られているが、水分上下差が6.8%とやや大きく、やや品質差が感じられた。蓄熱放熱性トレーからの熱は伝わったが、他の実施例1〜実施例4より少なかったため、目標調理温度到達までの時間が長くなり、水分上下差が生じたことがわかる。
実施例6は、全体として問題はないが、水分上下差が7%と比較的大きく、やや品質差が感じられた。蓄熱放熱性トレーの熱容量が大きく、割合Rの値は大きくなるが、殺菌工程で十分に加熱されずに、実際には十分な熱量が蓄積されなかった可能性や、あるいは蓄熱放熱性トレーの表面からの放熱が多く、容器に十分に伝熱しなかった可能性があり、そのため、目標調理温度到達までの時間が長くなったと考えられる。
実施例5〜6は、上下の品質差がやや大きいが、ふっくらしていて、適度な粘りが製品全体にあり、商品とすることができる。
【0089】
表1から、比較例は、水分上下差が9.2%と大きく、官能評価でも問題があり、蓄熱放熱性トレーからの熱が無かったため、目標調理温度到達までの時間が長くなることから、長い調理時間が必要となり、良好な品質の包装容器入り加熱調理食品(包装米飯)が製造できなかったことがわかる。
上部の炊飯米は硬くふっくらしておらず、逆に下部の炊飯米は柔らかくてベチャっとした状態になっており、食感が悪かった。
米飯の見た目の状態、硬さ、粘りにおいて、上下の品質差が大きく問題があり、商品とすることができない。
また、表には示していないが、殺菌工程の熱で容器底面がやや変形し、外側に凸方向に丸みを帯び、出来上がった製品を平面に置くと、やや安定しない状態のものとなってしまった。
【0090】
(実施例7)
固形状食品原料が、精白米83・大麦8・ごま2・きび2・小豆3・アマランサス2を予め均一になる様に混合し、精白米の水分率を30%にした以外は、実施例1と同様にして包装容器入り加熱調理食品を製造した。
製造した包装容器入り加熱調理食品を確認した結果、きび、アマランサスは、包装容器の底面少量存在した結露水に浸っていたため、ごま、きび、アマランサスのみの食感では若干の違いが発生したものの、精白米を最大質量とした全固形状食品原料が調理された包装容器入り加熱調理食品の評価結果は、実施例1同様に良い結果が得られた。
【0091】
(実施例8)
殺菌後、調理液を添加するまでに、殺菌処理された鶏肉・人参・ごぼう・油揚げを加え、醤油・みりん・酒等で作られた調理液を添加した以外は実施例1と同様にして包装容器入り加熱調理食品を製造した。
製造した包装容器入り加熱調理食品を評価した結果、包装容器入り加熱調理食品の上下における炊飯米の色のばらつきがなく、味の差も無いなど、実施例1同様に良い結果が得られた。
【0092】
(実施例9)
固形状食品原料が事前に1回ゆでて水切りした小豆であって、調理液が水と砂糖の混合液であり、調理工程での目標調理温度到達後の調理時間を7分にし、包装容器内の積層された小豆高さ方向の3/4の高さまで調理液が残っている状態で密封シールを行った以外は、実施例1と同様にして包装容器入り加熱調理食品を製造した。
製造した包装容器入り加熱調理食品を実施例1と同様にして評価した結果、調理液に覆われている部分と覆われていない部分の違いで、包装容器入り加熱調理食品の小豆の硬さ及び味付き具合に、若干の違いはあった以外は、短時間で目標調理温度に到達することから、短時間での調理が可能で、良好な品質の包装容器入り加熱調理食品が製造できた。
【産業上の利用可能性】
【0093】
本発明の加熱調理食品の製造方法によれば、殺菌工程にて加熱された蓄熱放熱性トレーからの熱と、加熱調理に使用する蒸気からの熱を利用するだけなので、蒸気を用いた調理装置以外のその他の熱源や特別な装置を用いた調理装置を準備する必要がなく、簡素な設備にて調理が可能となる上、調理工程での前記調理液を、短時間に目標調理温度に到達せしめるので、調理液を通じて固形状食品原料への加熱が均一になり、そして密封包装を行うので、長期保存可能であり、高品質で、低価格な包装容器入り加熱調理食品を製造できるという顕著な効果を奏するので、産業上の利用価値が高い。
【符号の説明】
【0094】
1 包装用容器
2 開口部
3 固形状食品原料
4 蓄熱放熱性トレー
5 殺菌装置
6 調理液
7 調理装置
8 無菌食品
9 フィルム
10 壁
11 凹部
12 凸部
13 非接触部
14 溝
15 密封装置
【技術分野】
【0001】
本発明は、包装容器入り加熱調理食品の製造方法およびその製造方法を用いて製造された包装容器入り加熱調理食品に関するものであり、より詳しくは、容器に充填された食品原料を殺菌する工程で使用する熱により蓄熱されたプレートの熱を、容器内の食品原料および調理液の加熱に利用し加熱調理を行い、密封包装を行った、包装容器入りの加熱調理食品の製造方法と、その製造方法を用いて製造された包装容器入り加熱調理食品に関するものである。
【背景技術】
【0002】
電子レンジや湯煎で温めて簡単に喫食することができる調理済の包装調理食品が多数流通している。
中でも、そのまま流通・販売できる包装用容器を用いて、殺菌や加熱調理して製造する包装加工食品は、調理用の鍋や釜などの器具を別途用意する必要がなく、設備コストや製造における手間を減らすことが出来、それらに関する製造方法などが多数提案されている。
例えば、容器に充填された米を高圧高温で殺菌し、容器を炊飯工程へ移載し直接蒸気で加熱炊飯し密封シールする無菌米飯の製造方法(特許文献1)や、容器に充填された洗米した米を蒸気で殺菌した後、容器に炊飯水を添加し密封シールした後炊飯を行う製造方法(特許文献2)が提案されている。
しかしながらこれらの製造方法では、炊飯における加熱が不十分になりやすく、水や調味液が十分に加熱され昇温する前に、原料が水や調味液を吸ってしまい、全体に十分な熱が伝わらずに、容器内で品質が異なるなどの問題や、密封シール後の炊飯では破袋しやすいなどの問題もあり高温加熱が難しく、品質に優れた食品になりにくいなどの問題があった。
【0003】
また、その他の調理済包装加工食品の製造方法としては、米を容器に充填し殺菌し、熱湯を充填し密封シールを行った後、遠赤外線を用いての無菌米飯の製造方法(特許文献3)の提案がされている。
しかしながらこの製造方法では、熱湯からの湯気によりシール不良が生じやすかったり、容器や蓋材に影響を与えない熱源による遠赤外線加熱では、加熱が不十分となりやすかったり等の問題があった。
また、同様に蒸気以外の熱源を用いる方法として、マイクロ波照射で炊飯を行う製造方法(特許文献4)の提案がされているが、蒸気炊飯に比べて、マイクロ波照射装置が大きく、複雑であり、システムとして高価であるという問題があった。
【0004】
そして、煮豆類の加工食品の製造方法において、含水率が40重量%以上の豆類を容器に充填し、調味液を充填しないで、一部を微生物不透過性の不織布としたフィルムで容器を密封シールし、レトルト殺菌をおこなう製造方法(特許文献5)が提案されている。
この製造方法で製造された、容器内の煮豆の品質は安定しているが、微生物不透過性の不織布が高価であることや、経時的に香りなどが不織布部分から抜けてしまい風味が悪くなる問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−172992号公報
【特許文献2】特開平9−187238号公報
【特許文献3】特開2001−069927号公報
【特許文献4】特開平6−133710号公報
【特許文献5】特開平3−049659号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
容器に充填された固形状の加熱調理食品を、安価な製造システムを用いて、容器内の加熱調理食品の品質が均一であり、製造直後の品質が保たれる加熱調理食品を、効率的に製造するためには、従来技術では満足されていなかった。
そのため、本発明の第1の目的は、簡素な設備にて、包装用容器を用いて、急速に加熱調理することで、短時間に、品質が優れた長期保存可能な容器入り加熱調理食品を製造するための製造方法を提供することである。
また、本発明の第2の目的は、本発明の製造方法を用いて製造された、品質が優れた長期保存可能な、容器入り加熱調理食品を提供することである。
【課題を解決するための手段】
【0007】
本発明者らは鋭意研究の結果、殺菌工程で加熱された蓄熱放熱性トレーに固形状食品原料が充填された包装用容器を載置して、固形状食品原料およびこの包装用容器に添加された調理液を、蓄熱放熱性トレーからの伝熱により、加熱調理に使用する蒸気と共に加熱を促進し、調理することにより、簡素な設備にて品質のすぐれた食品の製造が可能となることを見いだして、本発明を成すに至った。
【0008】
前記課題を解決するための本発明の請求項1記載の発明は、
上部に開口部を備えた包装用容器に、固形状食品原料を充填する充填工程、蒸気を用いて加熱殺菌する殺菌工程、調理液を添加する添加工程、蒸気を用いて加熱調理する調理工程、前記開口部を密封シールするシール工程を含む包装容器入り加熱調理食品の製造方法において、
少なくとも前記調理工程において、前記固形状食品原料および前記調理液の昇温中に、前記包装用容器の少なくとも底部の一部が、前記殺菌工程において蒸気によって、前記固形状食品原料および前記包装用容器と共に加熱、蓄熱された蓄熱放熱性トレーに接して載置され、前記固形状食品原料および前記調理液の加熱を、前記蓄熱放熱性トレーからの伝熱により促進することを特徴とする包装容器入り加熱調理食品の製造方法である。
【0009】
また、本発明の請求項2記載の発明は、
下式(1)で表される、前記固形状食品原料および前記調理液の合計熱容量C2(J/K)に対する、前記蓄熱放熱性トレーの熱容量C1(J/K)の割合Rが、30〜120%の範囲であることを特徴とする請求項1記載の包装容器入り加熱調理食品の製造方法である。
R(%)=(C1/C2)×100 ・・・・・式(1)
【0010】
本発明の請求項3記載の発明は、
前記添加工程から前記調理工程に至る過程において、前記包装用容器の少なくとも底部の一部が、前記蓄熱放熱性トレーに接して載置されていることを特徴とする請求項1および請求項2記載の包装容器入り加熱調理食品の製造方法である。
【0011】
本発明の請求項4記載の発明は、
前記殺菌工程から前記添加工程に至る過程において、前記包装用容器の少なくとも底部の一部が、前記蓄熱放熱性トレーに接して載置されていることを特徴とする請求項1から請求項3のいずれかに記載の包装容器入り加熱調理食品の製造方法である。
【0012】
本発明の請求項5記載の発明は、
請求項1から請求項4のいずれかに記載の包装容器入り加熱調理食品の製造方法で製造されたことを特徴とする容器入り加熱調理食品である。
【0013】
本発明の請求項6記載の発明は、
前記固形状食品原料の最大質量を占める原料が米であることを特徴とする請求項5記載の容器入り加熱調理食品である。
【発明の効果】
【0014】
本発明の請求項1記載の発明は、
上部に開口部を備えた包装用容器に、固形状食品原料を充填する充填工程、蒸気を用いて加熱殺菌する殺菌工程、調理液を添加する添加工程、蒸気を用いて加熱調理する調理工程、前記開口部を密封シールするシール工程を含む包装容器入り加熱調理食品の製造方法において、
少なくとも前記調理工程において、前記固形状食品原料および前記調理液の昇温中に、前記包装用容器の少なくとも底部の一部が、前記殺菌工程において蒸気によって、前記固形状食品原料および前記包装用容器と共に加熱、蓄熱された蓄熱放熱性トレーに接して載置され、前記固形状食品原料および前記調理液の加熱を、前記蓄熱放熱性トレーからの伝熱により促進することを特徴とする包装容器入り加熱調理食品の製造方法であり、
殺菌工程にて加熱された蓄熱放熱性トレーからの熱が、固形状食品原料および調理液を加熱するので、加熱調理に使用する蒸気とあいまって、調理工程での前記固形状食品原料および前記調理液を、短時間に目標調理温度に到達せしめるので、目標調理温度に到達する前に固形状食品原料が調理液を吸収してしまうこともなく、固形状食品原料への加熱が均一になり、調理後の加熱調理食品が均一な品質の製品となるという顕著な効果を奏する。
なお、ここでいう目標調理温度とは、食品に対し調理効果を発揮し得る温度のことであり、調理工程において食品は、所定時間内に目標調理温度に到達するまで加熱され、さらに所定時間その温度以上が維持されることにより適切に調理される。
【0015】
また、殺菌工程において加熱され、蓄熱される蓄熱放熱性トレーの熱を利用するだけなので、蒸気を用いた調理装置以外のその他の熱源や特別な装置を用いた調理装置を準備する必要がなく、簡素な設備にて品質が優れた長期保存可能な容器入り加熱調理食品を製造できるという顕著な効果を奏する。
【0016】
本発明の請求項2記載の発明は、
下式(1)で表される、前記固形状食品原料および前記調理液の合計熱容量C2(J/K)に対する、前記蓄熱放熱性トレーの熱容量C1(J/K)の割合Rが、30〜120%の範囲であることを特徴とするものであって、
R(%)=(C1/C2)×100 ・・・・・式(1)
前記蓄熱放熱性トレーの熱容量C1(J/K)が、前記固形状食品原料および前記調理液の合計熱容量C2((J/K))の30〜120%と高く、固形状食品原料および添加工程で添加された調理液を、加熱調理に使用する蒸気と共に急速に加熱し、調理工程における蒸気による加熱を著しく助け、より短時間に目標調理温度に達することで、更なる均一な品質の製品の製造が可能となるという、さらなる顕著な効果を奏する。
なお、ここでいう熱容量C(J/K)とは、その物質の温度を1(K)上昇させるのに必要な熱量(J)のことで、質量G(g)と、比熱c(J/g・K)の積で求めることが出来る。
【0017】
本発明の請求項3記載の発明は、
前記添加工程から前記調理工程に至る過程において、前記包装用容器の少なくとも底部の一部が、前記蓄熱放熱性トレーに接して載置されていることを特徴とするものであって、
添加工程から調理工程に至る過程においても、蓄熱放熱性トレーからの熱が、固形状食品原料および調理液を加熱するので、調理工程に至る前に生じ得る放熱による温度低下を防止し、その後の調理工程における昇温を助け、より短時間に目標調理温度に到達せしめることが出来るという、さらなる顕著な効果を奏する。
【0018】
本発明の請求項4記載の発明は、
前記殺菌工程から前記添加工程に至る過程において、前記包装用容器の少なくとも底部の一部が、前記蓄熱放熱性トレーに接して載置されていることを特徴とするものであって、
殺菌工程から添加工程に至る過程においても、蓄熱放熱性トレーからの熱が、固形状食品原料を加熱するので、添加工程に至る前に生じ得る放熱による温度低下を防止することで、その後の添加工程において添加される調理液の温度低下を防止し、ひいては調理工程における昇温を助け、より短時間に目標調理温度に到達せしめることが出来る。
また、殺菌工程において、殺菌の熱による容器底面の変形を防止することができるので、熱により比較的変形しやすい薄い容器なども使用することができるという、さらなる顕著な効果を奏する。
【0019】
本発明の請求項5記載の発明は、
請求項1から請求項4のいずれかに記載の包装容器入り加熱調理食品の製造方法で製造されたことを特徴とする容器入り加熱調理食品であって、殺菌され、加熱調理されて、密封包装されているため長期保存しても品質の劣化がなく、均一で優れた品質を有する容器入りの加熱調理食品であるという顕著な効果を奏する。
【0020】
本発明の請求項6記載の発明は、請求項5に記載の容器入り加熱調理食品において、前記固形状食品原料の最大質量を占める原料が米であることを特徴とするものであり、
固形状食品原料および調理液の目標調理温度までの加熱が早く、調理液が米に吸水される前に目標調理温度までに昇温するため、加熱が均一で品質の良い、均一な容器入り加熱調理食品を提供できるという、さらなる顕著な効果を奏する。
【図面の簡単な説明】
【0021】
【図1】(イ)〜(ロ)は、本発明の充填工程、殺菌工程、添加工程、調理工程、シール工程を模式的に説明する説明図である。
【図2】本発明における蓄熱放熱性トレーから包装容器への熱の移動を模式的に説明する説明図である。
【図3】(イ)〜(ヘ)は、本発明で使用する蓄熱放熱性トレーの様々な例を模式的に説明する説明図である。
【図4】クリーン環境内で殺菌工程、添加工程、調理工程、シール工程を連続的に行うことを模式的に説明する説明図である。
【発明を実施するための形態】
【0022】
以下、図面を用いて本発明を詳細に説明する。
図1(イ)〜(ロ)は、本発明の充填工程、殺菌工程、添加工程、調理工程、シール工程を模式的に説明する説明図である。
本発明の包装容器入り加熱調理食品の製造方法においては、まず、図1(イ)〜(ロ)いずれの場合も工程(1)の充填工程において、上部に開口部2を備えた包装用容器1に、精白米を洗った後、常温の水に1時間浸漬して水を含浸させ、水切りした米3を充填する。
次いで、工程(2)において、例えば図1(ロ)に示すような包装容器1の底面と同じ形状の金属製の板状の形状の蓄熱放熱性トレー4の上に包装用容器1を載置し、殺菌装置5に収容し、飽和蒸気を用いて加圧加熱殺菌を行う。
【0023】
工程(2)において、図1(イ)に示すように、包装容器1の底面と蓄熱放熱性トレー4とは離して殺菌装置5に収容し、飽和蒸気を用いて加圧加熱殺菌を行うこともできる。
加圧加熱殺菌工程の蒸気により蓄熱放熱性トレー4は加熱されて、蓄熱される。蒸気を排出して殺菌工程を終了した後、図1(ロ)に示すように、殺菌装置5より固形状食品原料3を充填した包装用容器1が載置されている蓄熱放熱性トレー4を取りだす。
図1(イ)に示すように、包装容器1の底面と蓄熱放熱性トレー4とを離して殺菌した場合はそれぞれ殺菌装置5より取りだす。
【0024】
そして工程(3)の添加工程において、取り出した包装容器1内に炊飯調理液6を添加する。
工程(3)の添加工程において、図1(イ)に示すように、包装容器1の底面と蓄熱放熱性トレー4とは離しておくこともできる。
工程(3)の添加工程において、図1(ロ)に示すように、包装容器1を蓄熱放熱性トレー4の上に載置しておくこともできる。
【0025】
次いで、工程(4)において、図1(イ)〜(ロ)に示したように炊飯調理液6を添加した包装容器1を蓄熱放熱性トレー4に載置した状態で調理装置(炊飯装置)7に収容して飽和蒸気を用いて、目標調理温度まで加熱して調理するが、炊飯調理液6の加熱は、蓄熱放熱性トレー4からの伝熱により促進される。そして、そのまま放冷する。
工程(4)において、包装容器1は蓄熱放熱性トレー4から離して取り出しから放冷してもよい。
【0026】
工程(5)において、調理・放冷した後、調理後の無菌食品8が充填された包装容器1を蓄熱放熱性トレー4から離して取り出し、図1(イ)〜(ロ)に示したように密封装置15で包装容器1の開口部2を蓋材としてのフィルム9を用いて密封シールし、包装容器1入り加熱調理食品(包装米飯)8を製造する。
【0027】
図2は、本発明で使用する蓄熱放熱性トレー4から包装容器1への熱の移動を模式的に説明する説明図である。
図2に示したように、工程(4)において、炊飯調理液6を添加した包装容器1を蓄熱放熱性トレー4に載置し、この包装容器1を蓄熱放熱性トレー4に載置したまま調理装置7に収容して飽和蒸気を用いて、目標調理温度までに加熱調理するが、炊飯調理液6は蓄熱放熱性トレー4からの伝熱により促進される。
すなわち、蓄熱放熱性トレー4からの熱エネルギーは矢印で示したように上下左右方向に移動するが、包装用容器1の底部が、殺菌工程の蒸気において加熱、蓄熱された蓄熱放熱性トレー4に接して載置されているので、前記熱エネルギーの多くは包装用容器1の底部と蓄熱放熱性トレー4との接触部からの伝熱により包装用容器1へ伝わり、そして包装用容器1に添加された炊飯調理液6が加熱されるので、蓄熱放熱性トレー4がない場合に比べて加熱が大いに促進される。
【0028】
図3(イ)〜(ヘ)は、本発明で使用する蓄熱放熱性トレーの様々な例を模式的に説明する説明図である。
図3(イ)は、図1および図2に示した板状の形状の蓄熱放熱性トレー4である。包装容器4が平らな底面を備えている場合には、板状の形状の蓄熱放熱性トレー4との接触部の面積が大きくなるので伝熱効率が向上すると考えられる。
【0029】
図3(ロ)は、板状の形状のトレーの端部に小さな壁10を設けた蓄熱放熱性トレーの例である。包装容器1が平らな底面を備えており、この蓄熱放熱性トレーの凹部11内に丁度収容されて載置できるような場合には、蓄熱放熱性トレーとの接触部の面積が一層大きくなるので伝熱効率が向上すると考えられる。また、壁10を設けたことによって蓄熱放熱性トレーから包装容器1が落下することも防止する。
【0030】
図3(ハ)は、板状の形状のトレーの端部に小さな壁10を設けるとともに、この蓄熱放熱性トレーの凹部内に小さな凸部12を複数設けた蓄熱放熱性トレーの例である。包装容器1をこの蓄熱放熱性トレーの上に載置すると、蓄熱放熱性トレーとの接触部の面積は小さくなるが、蓄熱放熱性トレーとの非接触部13の面積が大きくなるので、殺菌工程で殺菌のために用いられる蒸気が非接触部13に入って蓄熱放熱性トレーおよび包装容器1を加熱するので、殺菌効率が向上し、短時間で殺菌を終了できると考えられる。
【0031】
図3(ニ)は、図3(ハ)に示した蓄熱放熱性トレーの壁10および凸部12の高さを低くした複数の壁10および凸部12を設けた類似の蓄熱放熱性トレーの例であり、図3(ハ)に示した蓄熱放熱性トレーと同様な作用効果を得ることができると考えられる。
【0032】
図3(ホ)は、台形を逆にした形状のトレーの各壁の内面に凹状の溝14を複数設けた蓄熱放熱性トレーの例である。包装容器1がこの蓄熱放熱性トレーの内部に収容できる形状を有していると、蓄熱放熱性トレーとの接触部の面積をあまり犠牲にせずに、蓄熱放熱性トレーとの非接触部(凹状の溝14)もあるので、伝熱効率が向上するとともに、殺菌工程で殺菌のために用いられる蒸気が非接触部14に入って蓄熱放熱性トレーおよび包装容器1を加熱するので、殺菌効率も向上すると考えられる。
【0033】
図3(ヘ)は、図3(ホ)に示した蓄熱放熱性トレーの各壁の内面に設けた凹状の溝14を設けなかった蓄熱放熱性トレーの例である。包装容器がこの蓄熱放熱性トレーの内部に収容できる形状を有していると、蓄熱放熱性トレーとの接触部の面積が一層大きくなるので伝熱効率が一層向上すると考えられる。
【0034】
図3(イ)〜(ヘ)に本発明で使用する蓄熱放熱性トレーの様々な例を示したが、包装用容器の形状、寸法や固形状食品原料の種類や充填量、炊飯調理液の種類や充填量、加熱調理食品の種類などにより、それぞれに最適な調理条件があるので、それぞれの最適な調理条件を実施して、品質が優れた長期保存可能な容器入り加熱調理食品を製造できるという課題を解決できるように、本発明で使用する蓄熱放熱性トレーも制御されてデザインされなければならいのは当然のことである。
【0035】
図4は、クリーン環境内で殺菌工程、添加工程、調理工程、シール工程を連続的に行うことを模式的に説明する説明図である。
本発明では、図4に示すように、殺菌工程からシール工程までを、図中に破線で示したクリーン環境にて実施し、無菌包装食品を製造することができる。
【0036】
本発明の無菌包装容器入り加熱調理食品の製造方法においては、まず、工程(1)の充填工程において、上部に開口部2を備えた包装用容器1に、例えば、精白米を洗った後、常温の水に1時間浸漬して水を含浸させ、水切りした米3を充填する。
【0037】
次いで、工程(2)において、例えば図4に示すような包装容器1の底面と同じ形状の金属製の板状の形状の蓄熱放熱性トレー4の上に包装用容器1を載置し、殺菌装置5に収容し、飽和蒸気を用いて加圧加熱殺菌を行う。
殺菌装置5は、加圧加熱殺菌が終了後、包装用容器1が載置されている蓄熱放熱性トレー4を殺菌装置5からクリーン環境内に取り出すことができるように構成されている。
加圧加熱殺菌工程の蒸気により蓄熱放熱性トレー4は加熱されて、蓄熱される。蒸気を排出して殺菌工程を終了した後、殺菌装置5より固形状食品原料3を充填した包装用容器1が載置されている蓄熱放熱性トレー4をクリーン環境内に取りだす。
【0038】
そして工程(3)の添加工程において、クリーン環境内で取り出した包装容器1内に炊飯調理液6を添加する。
【0039】
次いで、工程(4)において、クリーン環境内で炊飯調理液6を添加した包装容器1を蓄熱放熱性トレー4に載置したまま、クリーン環境内で調理装置(炊飯装置)7に収容して飽和蒸気を用いて、目標調理温度まで加熱して調理する。炊飯調理液6の加熱は、蓄熱放熱性トレー4からの伝熱により促進される。そして、そのまま放冷する。
【0040】
調理・放冷した後、工程(5)において、クリーン環境内で調理後の無菌食品8が充填された包装容器1を蓄熱放熱性トレー4から離して取り出し、クリーン環境内に設置された密封装置15で包装容器1の開口部2を蓋材としてのフィルム9を用いて密封シールし、包装容器1入り加熱調理食品(包装米飯)8を製造する。密封シールした包装容器1をクリーン環境外へ取り出す。
【0041】
本発明で用いる包装用容器は、上部が開口し固形状食品原料が充填され、加熱殺菌・加熱調理・密封シールを行うことが出来ればよく、開口部の形状は、直線や、曲線の組み合わせや、丸、楕円、四角を含む多角形などの単一形状や組み合わせの形状でよく、包装用容器の深さも、充填される固形状食品原料が収容される容器であればよい。
なお、図3の(ハ)(ニ)(ホ)には、蓄熱放熱性トレーに凹凸等を設ける例を示したが、包装用容器の内外面等に凹凸形状を設けることもできる。
また、包装用容器の材質は、耐熱性・耐水性及び、密封シール性があればよく、例えば、プラスチック、ガラス、紙、金属などの単一材質、あるいは組み合わせなどが挙げられ、長期保存性・流通性・コスト等から考えた場合、ガラス容器や、バリア性のあるプラスチックとシール性に適したプラスチックなどの層からなるプラスチック容器などがよい。
【0042】
本発明で用いる固形状食品原料は、特に限定されることはないが、気体・液体ではなく、充填時および加熱調理後の常温時に流動性のあるものではなく、容器内に充填することができる大きさ、形状などを有するものであって、加熱調理により食品として食す事ができる固体の食品原料であればよい。
具体的な固形状食品原料としては、例えば、穀物、芋類、根菜その物や、穀物、芋類、根菜、畜肉、魚肉などを粉砕、混合、成型、カットなどを行って固体の物を得た状態の食品原料が挙げられるが、目標調理温度到達前に調理液を吸収し、品質の上下差が生じやすい穀類原料などにおいて、特に効果を発揮する。
【0043】
本発明で用いられる穀物を含む固形状食品原料の穀物の大きさは、特に制限されることは無いが、穀類の元々の大きさ以下であればよい。
【0044】
本発明でいう穀物としては、具体的には米や、雑穀が挙げられ、雑穀は米を除くイネ科の大麦・はと麦・きび・たかきび・トウモロコシ・小麦・稗・粟・ホワイトソルガムや、マメ科の小豆・大豆・そら豆・落花生・ささげ・いんげん豆・えんどう豆・緑豆や、その他のごま・そば・アマランサスなどの澱粉質を含む作物が例示できる。
通常、特に使用する前記米としては、うるち米、もち米、玄米、黒米などであり、これらは洗浄済浸漬米、無洗浸漬米、未浸漬米であってもよい。
【0045】
本発明でいう、穀物以外の穀物由来の固形状食品原料とは、穀物を粉末状にし、加水などを行ってねり合わせ、必要に応じて乾燥させたものであり、具体的には、例えば、パスタ(ロングパスタ、例えば、スパゲティ、リングイネなど、ショートパスタ、例えば、クスクス、ニョッキ、ペンネなど)・うどん・ソーメン・ビーフン・春雨・日本そばなどの麺類などを挙げることができる。
【0046】
本発明の穀物由来以外の固形状食品原料としては、炊き込みご飯の具なども用いることが出来る。炊き込みご飯の具としては、具体的には、例えば、鶏肉・牛肉・焼豚などの肉由来原料、アサリ・イカ・タコ・ホタテ・鯛の身などの魚貝由来原料、ごぼう・人参・筍・アスパラガス・椎茸・しめじなどの野菜・茸原料、こんにゃく・油揚げ・竹輪などの加工食品などを挙げることができる。
【0047】
本発明においては、固形状食品原料は、1種類または2種類以上の固体の食品原料を組み合わせて使用しても良い。また、固形状食品原料は、充填工程の前に予め各種前処理を行うことができる。具体的には、例えば、洗浄、水切り、カット、予備加熱、pH調整、成型、2種類以上を混合、下味付け等の1種または2種以上の前処理ができる。
【0048】
本発明で用いる調理液とは、固形状食品原料の周囲を覆い加熱調理するための液体であれば、特に限定されるものではなく、具体的には、例えば、水や各種調味料等で味付けされたソース類など各種液体であればよく、さらに固形状食品原料の周囲を覆うことができる状態であれば、増粘物質を用いた、とろみを持った液体も用いることもでき、各種味付きの固形状食品原料を煮炊きし調理することが可能である。
【0049】
本発明で用いる調理液の添加時の温度は、適宜設定できるが、通常、調理液を添加すると、殺菌後の高温の固形状食品原料の温度が低下して、その結果、次の調理工程で目標調理温度まで加熱する時間が長くなって、非効率となるのを抑制することが多いので、30℃以上が好ましい。
また、調理液の添加時の温度は、前記蓄熱放熱性トレーの熱を有効に前記固形状食品原料および調理液の加熱に活用するためには、50℃以上がさらに好ましい。
調理液は、気化しない状況で添加することが必要なことから、調理液の沸点温度以下、具体的に水を主とする調理液であれば100℃以下であればよい。
また、添加工程で多くの調理液が気化し質量が不安定になることを抑制したり、調理液が多量に気化して湿気が多くなり、結露して雑菌などが繁殖して製造環境が悪化することを抑制し、良い製造環境を維持するためには、95℃以下が好ましく、さらに調理液に配合される調味料が熱により風味が損なわれるのを抑制する場合には、85℃以下であることが好ましい。
またさらに、調理液の温度は、前記固形状食品に添加した後の調理液の温度が、蓄熱放熱性トレーの温度よりも高い温度になるほど、高温にする必要もない。
調理液の添加時の温度は、添加工程における、調理液の貯蔵タンク又は、添加するノズル等に温度計を設置することで管理することができる。
【0050】
本発明で用いる調理液の添加量としては、固形状食品原料を調理できる量を添加することが好ましい。
例えば、具体的には、小豆の水煮などの場合は、調理工程後に調理水などが、加熱調理食品の一部または全体を覆い、浸す状態になる量の調理液を添加することが好ましい。
米飯などの場合は、調理工程後、または、密封シール後喫食するまでに、気化して、もしくは固形状食品原料に吸収されてなくなる量の調理液を添加することが好ましい。
最終製品である加熱調理食品に要求される最適な食味や食感などの品質は異なるので、それぞれの加熱調理食品の最適品質を得ることができるように調理液の添加量を決めることが肝要である。
【0051】
本発明で用いる水は特に限定されるものではなく、具体的には、例えば、水道水、蒸留水、イオン交換水、純水など公知の水を用いることができる。
【0052】
本発明で用いる調味料は特に限定されるものではなく、具体的には、例えば、醤油、酢、ウスターソース、各種油脂、みりん、砂糖、塩、各種スパイス、各種エキスなど公知の調味料などを用いることができる。
本発明で用いる増粘物質とは、とろみを必要に応じて付与することができればよく、具体的には、例えば小麦粉、各種でん粉、寒天、ゼラチン、キサンタンガム等各種ガム等を用いることができる。
【0053】
本発明においては、殺菌工程から、調理工程の間で、必要に応じて、殺菌処理された、追加食品原料を図示しない、装置で添加することができる。
必要に応じて添加される、追加食品原料は殺菌処理された固形状食品原料であれば良いが、具体的には、例えば、鶏肉・牛肉・焼豚などの肉由来原料、アサリ・イカ・タコ・ホタテ・鯛の身などの魚貝由来原料、ごぼう・人参・筍・アスパラガス・椎茸・しめじなどの野菜・茸原料、こんにゃく・油揚げ・竹輪などの加工食品などを、1種類または2種類以上を組み合わせて、必要に応じて、予め各種前処理、具体的には、例えば、洗浄、水切り、カット、予備加熱、pH調整、成型、2種類以上を混合、下味付け等を行い、殺菌処理されているものを挙げることができる。
【0054】
本発明で用いる殺菌装置は、包装容器に充填された固形状食品原料と、蓄熱放熱性トレーを同時に加熱し、前記固形状食品原料を殺菌することができるものであればよく、公知の耐圧容器からなる蒸気式殺菌装置を使用できる。
【0055】
本発明で用いる調理装置は、公知の蒸気式加熱調理装置を使用できる。調理装置は、開口した出入口が別にある連続式のものでもよく、扉のあるバッチの式のものでもよく、開閉できる出入口が別にあるバッチ連続式のものでもよく、また、常圧加熱式でも加圧加熱式でもよい。
【0056】
調理の際は、必要に応じて包装用容器に蓋をしてもよいが、前記包装用容器を密封するのではなく、蓋の一部に孔が開けられ、蒸気が侵入できるものであることが好ましい。
【0057】
本発明で用いる蒸気は、飽和蒸気でも過熱蒸気でもよい。
飽和蒸気であれば、食品を焦がしたり乾燥させたりすることなく効率よく殺菌、もしくは加熱調理することが出来る。
過熱蒸気を使用すれば、食品の水分値の上昇を抑えながら加熱したり、水分を蒸発させながら加熱したり、焦がしたりすることも出来る。
本発明で殺菌工程に用いる蒸気の温度は、殺菌効果を発揮し、使用する包装容器の耐熱温度未満であることが必須条件であり、例えば、110〜150℃の飽和蒸気や、130〜200℃の過熱蒸気を使用できる。
本発明で調理工程に用いる蒸気の温度は、常温より高く、使用する包装容器の耐熱温度未満が必須条件であり、例えば炊き水を入れた場合、炊き水が90℃以上に早く到達して加熱調理が効率良く良好に進むと共に、使用するプラスチック容器の変形などがないことを考慮して、具体的には、例えば、95〜120℃の飽和蒸気や、101〜160℃の過熱蒸気を使用できる。
【0058】
本発明で用いる密封シール装置は、公知のものを利用すればよい。
密封シールの際には、窒素などの不活性ガスでヘッドスペースの空気を置換したり、脱酸素剤を封入したりしてもよい。
【0059】
本発明で用いる蓄熱放熱性トレーは、耐熱性素材を用いたトレーを使用できる。材質はプラスチック、ガラス、セラミックス、金属あるいはこれらの組合せなどいずれでもよく、例えば、金属では、アルミニウムや銅などの熱伝導率が100Kcal/m.hr.℃以上の素材からなるトレーが、熱伝達性に優れ好ましい。
また、アルミニウムやステンレスなど、比熱が0.3J/g・K以上の素材からなるトレーが、同じ質量であれば、蓄熱性に優れるので好ましい。
また、アルミニウムのアルマイト加工などの表面処理や、フッ素コーティングや遠赤外線コーティングなどの各種コーティング処理を施していてもよく、このような各種コーティングを行うことで、トレーの傷や腐食を防止したり、包装用容器の溶着を防止したりする効果を得ることができる。
さらに、遠赤外線コーティングを施したトレーである場合には、表面にコーティングされた遠赤外線素材により、加熱された蓄熱放熱性トレーより遠赤外線が放射され、包装用容器を介した熱伝導による加熱以外にも、輻射熱により、直接的に包装用容器や固形状食品原料、あるいは調理液を加熱することができる。
【0060】
本発明で用いる蓄熱放熱性トレーの形状は、包装用容器の底部の少なくとも一部が接して載置できるものであればよく、板状や器状など適宜設計して利用できる。
たとえば、具体的には、前記図3(イ)に示す平面で板状の形状でも良く、前記図3(ロ)に示す包装用容器の底部と包装用容器の側壁部の一部も接する器状の形状などや、前記図3(ホ)に示す周辺部に一部に溝を設けた側壁のある器状の形状などが挙げられ、また、蓄熱放熱性トレーの包装容器に対抗する面には、溝や、凹凸の加工を任意に設けることができる。
蓄熱放熱性トレーは、同じ素材であれば、厚くしたり薄くしたり重量を変えることにより、熱容量を調整する事ができる。
また、包装用容器と接する面積が、蓄熱放熱性トレーの全体の表面積に比べて小さい場合には、包装用容器以外への放熱が増えてしまい、十分なエネルギーが包装用容器に伝達せず好ましくない。逆に大きい場合には、包装用容器以外への放熱が少なく、十分なエネルギーを包装用容器に伝達することができるので好ましい。
【0061】
蓄熱放熱性トレーの熱容量は、多い方が、前記固形状食品原料や前記工程(3)の添加工程において包装容器内に添加された調理液の温度を目標調理温度まで加熱するまでの熱の供給が容易であり、短時間で目標調理温度まで加熱できるので好ましい。
熱容量C(J/K)は、その物質の温度を1(K)上昇させるのに必要な熱量(J)のことで、質量G(g)と、比熱c(J/g・K)の積で求めることができる。
蓄熱放熱性トレーの比熱が大きいほど、蓄熱放熱性トレーの質量は小さくて済み、比熱が小さいほど、大きな質量が必要となる。
熱容量C(J/K)は、言わば蓄熱放熱性トレーの潜在能力を表すものであり、実際に蓄熱された熱量のことではない。従って、熱容量C(J/K)が大きな蓄熱放熱性トレーを使用しても、十分な蓄熱がなされなければ効果を発揮しないのは言うまでもない。少なくとも、蓄熱時の蓄熱放熱性トレーの温度は、添加される調理液の温度より高いものである必要がある。
【0062】
蓄熱放熱性トレーの熱容量の上限は、特に制限されないが、固形状食品原料および調理液の合計熱容量C2(J/K)に対する、前記蓄熱放熱性トレーの熱容量C1(J/K)の割合Rが120%以下であると、蓄熱した熱量が無駄にならず好ましい。
また、割合Rが90%以下であると、前記殺菌工程における蓄熱に必要な殺菌時間が長くなることで固形状食品の品質が損なわれる恐れもなくなり、より好ましい。
蓄熱放熱性トレーの熱容量の下限は、特に制限されないが、固形状食品原料および調理液の合計熱容量C2(J/K)に対する、前記蓄熱放熱性トレーの熱容量C1(J/K)の割合Rが30%以上であると、蓄熱放熱性トレーの自然放冷等により効果が薄れる恐れがなくなるので、好ましい。
また、割合Rが50%以上であると、蓄熱放熱性トレーと容器の接触面積にバラつきがある場合や、添加される調理液の温度を高く出来ない場合などであっても効果を発揮しやすく、より好ましい。
【0063】
蓄熱放熱性トレーの熱容量は、包装用容器の材質、形状、寸法や固形状食品原料の種類、充填量や調理液の種類、充填量、温度や加熱調理食品の種類などにより、それぞれに最適な値を決めることが好ましい。
なお、蓄熱放熱性トレーの熱容量等が適切でも、蓄熱放熱性トレーと包装容器との接触状態が適切でない等、必要な伝熱が行われない場合には十分な効果が発揮されないことは言うまでもない。
本発明で使用する蓄熱放熱性トレーは、形状、表面加工、表面処理、大きさ、材質、接触面積など様々な要素を組み合わせて、用途に合わせた設計することが肝要である。
蓄熱放熱性トレーの質量が大き過ぎる場合には、各搬送装置等への悪影響も考えられるため、その点も考慮する必要がある。
【0064】
蓄熱放熱性トレーは、複数組み合わせたり、連ねたりしてもよいが、蓄熱放熱性トレーを他の支持枠などに固定する場合には、支持枠との接触面積を減らすことにより支持枠への放熱を抑制することが好ましい。
【0065】
本発明において、固形状食品原料入りの包装用容器の少なくとも底部の一部が、少なくとも調理工程において、前記固形状食品原料および前記調理液の昇温中に、蓄熱放熱性トレーに接して載置されていればよい。
すなわち、調理工程において、前記包装用容器の少なくとも底部の一部が、前記固形状食品原料および前記調理液の昇温中に、蓄熱放熱性トレーに接して載置されていれば、工程(4)における調理液の添加工程で添加された調理液を、調理工程における蒸気からの熱と蓄熱放熱性トレーからの熱で加熱することができるので、短時間で目標調理温度まで加熱できるので好ましい。
目標調理温度到達後は、包装容器を蓄熱放熱性トレーから離しても、調理工程における蒸気加熱により十分に目標調理温度を維持できるが、保温や搬送を兼ねてそのまま載置しても問題はない。
さらに、蓄熱放熱性トレーから移動する熱で、添加工程で添加される調理液および固形状食品原料はすぐに加熱され、添加時から加熱開始でき、調理工程に至る前に生じ得る放熱による温度低下を防止できることから、添加工程から、固形状食品原料入りの包装用容器の少なくとも底部の一部が、蓄熱放熱性トレーに接して載置しておくことがより好ましい。
さらには、殺菌工程で加熱殺菌された固形状食品原料の温度を維持して低下させないと、その後の添加工程で添加される調理液の温度の低下を抑制できるため、殺菌工程から固形状食品原料入りの包装用容器の少なくとも底部の一部が、蓄熱放熱性トレーに接して載置しておくことが特に好ましい。この場合はさらに、殺菌の熱による容器底面の変形を防止することができるので、熱により比較的変形しやすい薄い容器なども使用することもできる。
【0066】
本発明では、図4に示すように、前記殺菌工程からシール工程までをクリーン環境にて実施し、無菌包装食品を製造することも出来る。
用いるクリーン環境の例としては、例えば、米国航空宇宙局(NASA)の規格でクラス100〜クラス10000のクリーンルームやクリーンブース内などで無菌的に行なうなどを挙げることができる。クリーン環境で行なう際には使用する設備ならびに添加する水および/または調味液などは充分に殺菌されたものを使用する。
【0067】
上記実施の形態の説明は、本発明を説明するためのものであって、特許請求の範囲に記載の発明を限定し、或は範囲を減縮するものではない。又、本発明の各部構成は上記実施の形態に限らず、特許請求の範囲に記載の技術的範囲内で種々の変形が可能である。
【0068】
例えば上記実施形態の説明においては、バッチ式で殺菌した例を示したが、もちろん本発明はこれらの例に限定されるものではない。
例えば、バッチ式で殺菌する以外に連続的に殺菌することもでき、そして手動で行うこともできるが、制御装置により制御して自動的に行うこともでき、あるいはこれらを組み合わせて行うこともできる。
例えば、固形状食品原料を収容した容器を殺菌装置に複数収容して殺菌する場合、容器を複数バラバラに前記殺菌装置内に収容することもできるが整然と並べてもよく、また整然と並べたものを2段以上、間隔をあけて層状にして行うこともでき、また整然と並べたものを枠などに支持・固定して殺菌することもできる、あるいはこれらを組み合わせて行うこともできる。
【0069】
調理装置による調理の後に、必要に応じて冷却工程を設けたり、別の容器に移し替えたり、水や調味液を再び添加したり、様々な工程を組み合わせることが出来る。
【実施例】
【0070】
次に実施例により本発明を詳しく説明するが、本発明の主旨を逸脱しない限りこれらの実施例に限定されるものではない。以下の実施例において記載された%は、主として質量%を表す。
【0071】
(実施例1)
図1に示した各装置を用いて固形状食品原料(精白米)を殺菌、調理(炊飯)して包装加工食品(包装米飯)を製造する例を示す。
工程(1)先ず、精白米を洗った後、常温の水に1時間浸漬して水を含浸させ、水切り後、その米(水分含量30%)を110g計量して、そのまま製品として使用できる上部が開口し、周縁にフランジ部を有する耐熱性プラスチック製容器(容器開口部:130mmφ、底面部:100mmφ、容積:500mmリットル、材質:PP/EVOH/PP積層体)に充填し、容器の底面と同じ形状のステンレス製(熱伝導率:14Kcal/m.hr.℃、比熱:0.47J/g・K、比重:7.9g/cm3)の図3(ロ)に示される板状の形状の蓄熱放熱性トレー(厚さ:10mm、縦×横:100mm×100mm)に容器を載置し、殺菌装置に収容した。
【0072】
工程(2)そして、殺菌装置にて飽和蒸気を用いて加圧加熱殺菌を行った。殺菌到達温度は135℃で、30秒間保持した。
蒸気を排出して殺菌工程を終了した後、殺菌装置より固形状食品原料を充填した容器が載置されている蓄熱放熱性トレーを取りだした。取り出した時の蓄熱放熱性トレーの温度は表面で133℃であった。
【0073】
工程(3)殺菌後、容器を蓄熱放熱性トレーに載置したまま、図示しない添加装置を用いて温度60℃の炊き水を90g容器内に添加した。
工程(4)この容器を蓄熱放熱性トレーに載置したまま調理装置(炊飯装置)に収容して100℃の飽和蒸気を用いて、目標調理温度とした97℃に到達した後、15分間、調理(炊飯)した。そして、そのまま5分間放冷した。
【0074】
工程(5) 調理・放冷した後、調理後の無菌食品が充填された容器を蓄熱放熱性トレーから取り出し、密封装置で容器の開口部を蓋材として透明フィルム(蒸着PETフィルム/シール材)を用いて密封シールし、包装容器入り加熱調理食品(包装米飯)を製造した。
【0075】
表1に、蓄熱放熱性トレーの形状、前記蓄熱放熱性トレーの熱容量C1(J/K)の、前記固形状食品原料および前記調理液の合計熱容量C2(J/K)に対する割合R(%)、調理液を添加して調理工程に到達した時点での調理液の温度、調理工程開始から目標調理温度(97℃)到達までに要した時間、下記の測定方法で得られた24時間25℃で保管した後の加熱調理食品容器内の上部と下部の水分値差、下記の評価基準に基づいて評価した官能評価結果をまとめて示した。
【0076】
(蓄熱放熱性トレーの形状)
表1に、容器の底面部分のみ接触する形状を「板状」、容器の底面及び底部に近い側壁部も接触する形状を「器状」と記載した。
【0077】
(熱容量の割合R(%))
前記蓄熱放熱性トレーの熱容量C1(J/K)の、前記固形状食品原料および前記調理液の合計熱容量C2(J/K)に対する割合R(%)を示した。数字が大きいほど、蓄熱放熱性トレーからより多くの熱量を固形状食品原料および調理液に伝熱することができる可能性がある。
各熱容量C(J/K)は、それぞれの質量G(g)と、それぞれの比熱c(J/g・K)の積により算出した。
なお、浸漬したお米の比熱は、別の実験により求めた値、2.7J/g・Kを用いた。
実施例1における割合Rの算出方法
R(%)=
(トレー体積100cm3×比重7.9g/cm3×比熱0.47J/g・K)
/(水90g×比熱4.2J/g・K+浸漬米110g×比熱2.7J/g・K)×100≒55%
【0078】
(24時間25℃で保管した後の加熱調理食品の容器内の上部と下部の水分値差)の測定方法
包装用容器内の加熱調理食品の高さ方向で、天面から1/4の高さまでの加熱調理食品を上部として、底面から1/4の高さまでの加熱調理食品を下部とし、各試料をそれぞれ5g採取し、乾燥温度115℃で、3時間乾燥を行う常圧加熱乾燥法を用いて、各試料の水分値(%)を測定し、その差を水分上下差(上部−下部)とした。
【0079】
(官能評価)
20人のパネルメンバーにより、24時間25℃で保管した後の米飯の見た目の状態を観察すると共に、米飯を食して全体に均一に、ふっくらしていて、適度な硬さの食感と粘りがあるかなどの官能評価を行なった。
包装米飯の官能評価結果は次のようにまとめた。
◎:ふっくらしていて、適度な硬さの食感と粘りが製品全体にあり、上下の品質差がほとんどなく商品として非常に優れている。
○:上下の品質差がわずかにあるが、ふっくらしていて、適度な硬さの食感と粘りが製品全体にあり、商品として優れている。
△:上下の品質差がややあるが、ふっくらしていて、適度な粘りが製品全体にあり、商品とすることができる。
×:米飯の見た目の状態、硬さ、粘りにおいて、上下の品質差が大きく問題があり、商品とすることができない。
【0080】
【表1】
【0081】
表1から、実施例1は、水分上下差は4.1%程度あるが、官能評価では品質が良く、蓄熱放熱性トレーからの伝熱による目標調理温度までの到達時間が短くなることで、短時間での調理が可能となり、良好な品質の包装容器入り加熱調理食品(包装米飯)が製造できたことがわかる。
【0082】
(実施例2)
蓄熱放熱性トレーを、ステンレス製のトレーから、表面に遠赤外線加工を施したアルミニウム製(熱伝導率:160Kcal/m.hr.℃、比熱:0.88J/g・K、比重:2.7g/cm3)で、厚みの異なるもの(厚さ:20mm、縦×横:100mm×100mm)に変更した以外は、実施例1と同様にして、包装容器入り加熱調理食品を製造した。
実施例2における割合Rの算出方法
R(%)=
(トレー体積200cm3×比重2.7g/cm3×比熱0.88J/g・K)
/(水90g×比熱4.2J/g・K+浸漬米110g×比熱2.7J/g・K)×100≒70%
表1に、蓄熱放熱性トレーの形状、熱容量の割合R(%)、調理工程に到達した時点での調理液の温度、目標調理温度(97℃)到達時間、水分上下差、官能評価結果をまとめて示した。
【0083】
(実施例3)
蓄熱放熱性トレーの形状を、図3(ロ)に示される器状(質量900g)のものを使用した以外は、実施例1と同様にして、包装容器入り加熱調理食品を製造した。
実施例3における割合Rの算出方法
R(%)=
(トレー質量900g×比熱0.47J/g・K)
/(水90g×比熱4.2J/g・K+浸漬米110g×比熱2.7J/g・K)×100≒63%
表1に、蓄熱放熱性トレーの形状、熱容量の割合R(%)、調理工程に到達した時点での調理液の温度、目標調理温度(97℃)到達時間、水分上下差、官能評価結果をまとめて示した。
【0084】
(実施例4)
蓄熱放熱性トレーを、ステンレス製のトレーから、表面に遠赤外線加工を施したアルミニウム製(熱伝導率:160Kcal/m.hr.℃、比熱:0.88J/g・K、比重:2.7g/cm3)で、図3(ロ)に示される器状(質量650g)のものに変更した以外は、実施例1と同様にして、包装容器入り加熱調理食品を製造した。
実施例4における割合Rの算出方法
R(%)=
(トレー質量650g×比熱0.88J/g・K)
/(水90g×比熱4.2J/g・K+浸漬米110g×比熱2.7J/g・K)×100≒85%
表1に、蓄熱放熱性トレーの形状、熱容量の割合R(%)、調理工程に到達した時点での調理液の温度、目標調理温度(97℃)到達時間、水分上下差、官能評価結果をまとめて示した。
【0085】
(実施例5)
包装容器を熱容量のやや低い薄いステンレス製の、図3(イ)に示される形状の板状のトレー(質量150g)に載置した以外は、実施例1と同様にして、包装容器入り加熱調理食品(包装米飯)を製造した。
実施例5における割合Rの算出方法
R(%)=
(トレー質量150g×比熱0.47J/g・K)
/(水90g×比熱4.2J/g・K+浸漬米110g×比熱2.7J/g・K)×100≒10%
表1に、蓄熱放熱性トレーの形状、熱容量の割合R(%)、調理工程に到達した時点での調理液の温度、目標調理温度(97℃)到達時間、水分上下差、官能評価結果をまとめて示した。
【0086】
(実施例6)
蓄熱放熱性トレーを、図3(ヘ)に示される形状で、重い器状(質量2000g)のものに載置した以外は、実施例1と同様にして、包装容器入り加熱調理食品(包装米飯)を製造した。
実施例6における割合Rの算出方法
R(%)=
(トレー質量2000g×比熱0.47J/g・K)
/(水90g×比熱4.2J/g・K+浸漬米110g×比熱2.7J/g・K)×100≒139%
表1に、蓄熱放熱性トレーの形状、熱容量の割合R(%)、調理工程に到達した時点での調理液の温度、目標調理温度(97℃)到達時間、水分上下差、官能評価結果をまとめて示した。
【0087】
(比較例)
包装容器を蓄熱放熱性トレーに載置せず、包装容器のフランジ部のみを支える支持板にて包装容器を支持し殺菌し、調理液を添加し、調理工程で調理行った以外は、実施例1と同様にして、包装容器入り加熱調理食品(包装米飯)を製造した。
表1に、蓄熱放熱性トレーの形状、熱容量の割合R(%)、調理工程に到達した時点での調理液の温度、目標調理温度(97℃)到達時間、水分上下差、官能評価結果をまとめて示した。
【0088】
表1から、実施例1〜実施例6は、目標調理温度到達時間も短く、水分上下差も少なく、官能評価でも良い結果を有する加熱調理食品(包装米飯)が製造できたことがわかる。
さらに、実施例1〜実施例4は、固形状食品原料および前記調理液の合計熱容量に対する、前記蓄熱放熱性トレーの熱容量の割合が50〜90%の範囲であることから、目標調理温度到達までの時間がより短くなり、加熱調理食品(包装米飯)の水分上下差が5%より少なく、官能評価でもより良い結果を有する均一な品質を有した加熱調理食品(包装米飯)が製造できることがわかる。
特に、実施例2においては昇温も速く、水分上下差がほぼなく、品質のよいものが製造できたことがわかる。
同じ形状の蓄熱放熱性トレーでは、例えばアルミニウム製よりも比重の大きいステンレス製の方が、熱容量が大きくよい結果となる場合が多いが、質量が重くなり各装置への負荷が大きい。同じ質量の蓄熱放熱性トレーでは、例えばステンレス製よりも比熱の大きいアルミニウム製の方が、熱容量が大きくよい結果となる場合が多い。同じ材質では、必ずしも決まった形状の蓄熱放熱性トレーがよい結果となるわけではない。これは、材質による熱伝達率の違いなどが蓄熱放熱性トレーの周囲への放熱などに差を生み、結果に影響を与えるためと考えられる。
実施例5は、全体として本発明の効果が得られているが、水分上下差が6.8%とやや大きく、やや品質差が感じられた。蓄熱放熱性トレーからの熱は伝わったが、他の実施例1〜実施例4より少なかったため、目標調理温度到達までの時間が長くなり、水分上下差が生じたことがわかる。
実施例6は、全体として問題はないが、水分上下差が7%と比較的大きく、やや品質差が感じられた。蓄熱放熱性トレーの熱容量が大きく、割合Rの値は大きくなるが、殺菌工程で十分に加熱されずに、実際には十分な熱量が蓄積されなかった可能性や、あるいは蓄熱放熱性トレーの表面からの放熱が多く、容器に十分に伝熱しなかった可能性があり、そのため、目標調理温度到達までの時間が長くなったと考えられる。
実施例5〜6は、上下の品質差がやや大きいが、ふっくらしていて、適度な粘りが製品全体にあり、商品とすることができる。
【0089】
表1から、比較例は、水分上下差が9.2%と大きく、官能評価でも問題があり、蓄熱放熱性トレーからの熱が無かったため、目標調理温度到達までの時間が長くなることから、長い調理時間が必要となり、良好な品質の包装容器入り加熱調理食品(包装米飯)が製造できなかったことがわかる。
上部の炊飯米は硬くふっくらしておらず、逆に下部の炊飯米は柔らかくてベチャっとした状態になっており、食感が悪かった。
米飯の見た目の状態、硬さ、粘りにおいて、上下の品質差が大きく問題があり、商品とすることができない。
また、表には示していないが、殺菌工程の熱で容器底面がやや変形し、外側に凸方向に丸みを帯び、出来上がった製品を平面に置くと、やや安定しない状態のものとなってしまった。
【0090】
(実施例7)
固形状食品原料が、精白米83・大麦8・ごま2・きび2・小豆3・アマランサス2を予め均一になる様に混合し、精白米の水分率を30%にした以外は、実施例1と同様にして包装容器入り加熱調理食品を製造した。
製造した包装容器入り加熱調理食品を確認した結果、きび、アマランサスは、包装容器の底面少量存在した結露水に浸っていたため、ごま、きび、アマランサスのみの食感では若干の違いが発生したものの、精白米を最大質量とした全固形状食品原料が調理された包装容器入り加熱調理食品の評価結果は、実施例1同様に良い結果が得られた。
【0091】
(実施例8)
殺菌後、調理液を添加するまでに、殺菌処理された鶏肉・人参・ごぼう・油揚げを加え、醤油・みりん・酒等で作られた調理液を添加した以外は実施例1と同様にして包装容器入り加熱調理食品を製造した。
製造した包装容器入り加熱調理食品を評価した結果、包装容器入り加熱調理食品の上下における炊飯米の色のばらつきがなく、味の差も無いなど、実施例1同様に良い結果が得られた。
【0092】
(実施例9)
固形状食品原料が事前に1回ゆでて水切りした小豆であって、調理液が水と砂糖の混合液であり、調理工程での目標調理温度到達後の調理時間を7分にし、包装容器内の積層された小豆高さ方向の3/4の高さまで調理液が残っている状態で密封シールを行った以外は、実施例1と同様にして包装容器入り加熱調理食品を製造した。
製造した包装容器入り加熱調理食品を実施例1と同様にして評価した結果、調理液に覆われている部分と覆われていない部分の違いで、包装容器入り加熱調理食品の小豆の硬さ及び味付き具合に、若干の違いはあった以外は、短時間で目標調理温度に到達することから、短時間での調理が可能で、良好な品質の包装容器入り加熱調理食品が製造できた。
【産業上の利用可能性】
【0093】
本発明の加熱調理食品の製造方法によれば、殺菌工程にて加熱された蓄熱放熱性トレーからの熱と、加熱調理に使用する蒸気からの熱を利用するだけなので、蒸気を用いた調理装置以外のその他の熱源や特別な装置を用いた調理装置を準備する必要がなく、簡素な設備にて調理が可能となる上、調理工程での前記調理液を、短時間に目標調理温度に到達せしめるので、調理液を通じて固形状食品原料への加熱が均一になり、そして密封包装を行うので、長期保存可能であり、高品質で、低価格な包装容器入り加熱調理食品を製造できるという顕著な効果を奏するので、産業上の利用価値が高い。
【符号の説明】
【0094】
1 包装用容器
2 開口部
3 固形状食品原料
4 蓄熱放熱性トレー
5 殺菌装置
6 調理液
7 調理装置
8 無菌食品
9 フィルム
10 壁
11 凹部
12 凸部
13 非接触部
14 溝
15 密封装置
【特許請求の範囲】
【請求項1】
上部に開口部を備えた包装用容器に、固形状食品原料を充填する充填工程、蒸気を用いて加熱殺菌する殺菌工程、調理液を添加する添加工程、蒸気を用いて加熱調理する調理工程、前記開口部を密封シールするシール工程を含む包装容器入り加熱調理食品の製造方法において、
少なくとも前記調理工程において、前記固形状食品原料および前記調理液の昇温中に、前記包装用容器の少なくとも底部の一部が、前記殺菌工程において蒸気によって、前記固形状食品原料および前記包装用容器と共に加熱、蓄熱された蓄熱放熱性トレーに接して載置され、前記固形状食品原料および前記調理液の加熱を、前記蓄熱放熱性トレーからの伝熱により促進することを特徴とする包装容器入り加熱調理食品の製造方法。
【請求項2】
下式(1)で表される、前記固形状食品原料および前記調理液の合計熱容量C2(J/K)に対する、前記蓄熱放熱性トレーの熱容量C1(J/K)の割合Rが、30〜120%の範囲であることを特徴とする請求項1記載の包装容器入り加熱調理食品の製造方法。
R(%)=(C1/C2)×100 ・・・・・式(1)
【請求項3】
前記添加工程から前記調理工程に至る過程において、前記包装用容器の少なくとも底部の一部が、前記蓄熱放熱性トレーに接して載置されていることを特徴とする請求項1あるいは請求項2記載の包装容器入り加熱調理食品の製造方法。
【請求項4】
前記殺菌工程から前記添加工程に至る過程において、前記包装用容器の少なくとも底部の一部が、前記蓄熱放熱性トレーに接して載置されていることを特徴とする請求項1から請求項3のいずれかに記載の包装容器入り加熱調理食品の製造方法。
【請求項5】
請求項1から請求項4のいずれかに記載の包装容器入り加熱調理食品の製造方法で製造されたことを特徴とする容器入り加熱調理食品。
【請求項6】
前記固形状食品原料の最大質量を占める原料が米であることを特徴とする請求項5記載の容器入り加熱調理食品。
【請求項1】
上部に開口部を備えた包装用容器に、固形状食品原料を充填する充填工程、蒸気を用いて加熱殺菌する殺菌工程、調理液を添加する添加工程、蒸気を用いて加熱調理する調理工程、前記開口部を密封シールするシール工程を含む包装容器入り加熱調理食品の製造方法において、
少なくとも前記調理工程において、前記固形状食品原料および前記調理液の昇温中に、前記包装用容器の少なくとも底部の一部が、前記殺菌工程において蒸気によって、前記固形状食品原料および前記包装用容器と共に加熱、蓄熱された蓄熱放熱性トレーに接して載置され、前記固形状食品原料および前記調理液の加熱を、前記蓄熱放熱性トレーからの伝熱により促進することを特徴とする包装容器入り加熱調理食品の製造方法。
【請求項2】
下式(1)で表される、前記固形状食品原料および前記調理液の合計熱容量C2(J/K)に対する、前記蓄熱放熱性トレーの熱容量C1(J/K)の割合Rが、30〜120%の範囲であることを特徴とする請求項1記載の包装容器入り加熱調理食品の製造方法。
R(%)=(C1/C2)×100 ・・・・・式(1)
【請求項3】
前記添加工程から前記調理工程に至る過程において、前記包装用容器の少なくとも底部の一部が、前記蓄熱放熱性トレーに接して載置されていることを特徴とする請求項1あるいは請求項2記載の包装容器入り加熱調理食品の製造方法。
【請求項4】
前記殺菌工程から前記添加工程に至る過程において、前記包装用容器の少なくとも底部の一部が、前記蓄熱放熱性トレーに接して載置されていることを特徴とする請求項1から請求項3のいずれかに記載の包装容器入り加熱調理食品の製造方法。
【請求項5】
請求項1から請求項4のいずれかに記載の包装容器入り加熱調理食品の製造方法で製造されたことを特徴とする容器入り加熱調理食品。
【請求項6】
前記固形状食品原料の最大質量を占める原料が米であることを特徴とする請求項5記載の容器入り加熱調理食品。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−9(P2013−9A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−131346(P2011−131346)
【出願日】平成23年6月13日(2011.6.13)
【出願人】(000116297)ヱスビー食品株式会社 (40)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月13日(2011.6.13)
【出願人】(000116297)ヱスビー食品株式会社 (40)
【Fターム(参考)】
[ Back to top ]