
包装容器用の切断刃及びそれを有する包装容器
【課題】ラップフィルム等のロール状被包装物を軽い力で切断することができる非金属製のV字状切断刃と、該切断刃を備える包装用容器を提供する。
【解決手段】本発明による切断刃24は、中央エリア28と、この中央エリアの両側に配置される、複数本の側部歯31からなる側部エリア30とから構成されており、中央エリアには、複数本の中歯36と、複数本の大歯38とが配置されている。大歯の一つはV字の頂点部に配置され、他の大歯は頂点部の歯を挟むよう所定の間隔で配置されている。中歯は大歯間に配置されている。大歯は中歯よりも突出している。この構成により、切断開始時、大歯が最初にラップフィルム14を突き刺し、次いで中歯がラップフィルムを突き刺す。このような2段階でラップフィルムが突き刺されるため、切断に要する力は小さくてすむ。
【解決手段】本発明による切断刃24は、中央エリア28と、この中央エリアの両側に配置される、複数本の側部歯31からなる側部エリア30とから構成されており、中央エリアには、複数本の中歯36と、複数本の大歯38とが配置されている。大歯の一つはV字の頂点部に配置され、他の大歯は頂点部の歯を挟むよう所定の間隔で配置されている。中歯は大歯間に配置されている。大歯は中歯よりも突出している。この構成により、切断開始時、大歯が最初にラップフィルム14を突き刺し、次いで中歯がラップフィルムを突き刺す。このような2段階でラップフィルムが突き刺されるため、切断に要する力は小さくてすむ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、円筒状のコアにロール状に巻かれたラップフィルムを包装するための包装容器に関し、特に包装容器に用いられる切断刃に関するものである。
【背景技術】
【0002】
従来から種々の形式のラップフィルム用包装容器が知られている。その多くは厚紙製であり、ロール状に巻かれたラップフィルムを収納する容器本体と、この容器本体に一体的に設けられた蓋体とから構成される。そして、容器から引き出されたラップフィルムは、蓋体の前面壁の裏面に取り付けられた鋸歯状の切断刃によって切断される。
【0003】
この種の切断刃としては、フィルムを容易に切断できるように、直線状の形状のものに代えて、切断刃の中間部が側部エリアよりも容器の底辺に近づいているV字状の形状のものが用いられている。これは、切断刃の最も突き出している部分からラップフィルムを切断し始めることで、切断を確実に且つ容易に行うための形状である。
【0004】
また、切断刃は、一般的には、金属製のものが用いられているが、近年の環境問題への配慮から、紙製や樹脂製の非金属製の切断刃が検討されている。
【0005】
ところが、非金属製の切断刃は、金属製の切断刃ほどの良好な切断性を発揮することは難しく、特に伸縮性に富んだポリエチレン、ポリプロピレン、ポリ塩化ビニリデン等のフィルムの切断には大きな力を要するため、使用するにつれて容器や歯が傷み使用上不都合を生じる場合があった。かかる点を改善するため、例えば下記の特許文献1〜4に開示されているように、切断刃の中央エリアの歯をその側部のエリアの歯よりも大きいものとしたり、逆に切断刃の中央エリアの歯をその側部のエリアよりも小さいものとしたり、歯の先端を鋭くしたりして切断性を向上させることが試みられている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−21292号公報
【特許文献2】登録実用新案第2547868号公報
【特許文献3】実開平7−11527号公報
【特許文献4】特開2006−188285号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、本発明者らの検討によれば、上述した特許文献1の切断刃は、紙鋸刃の各歯の先端を鋭くしているが、各歯の大きさが全て同一であることから切断性に問題がある。また、上述した特許文献2及び3の切断刃には、側部エリアに比べて中央エリアにかなり大きな大歯が設けられているため、耐久性や切断時のフィーリング(官能性)等に問題がある。また、上述した特許文献4の切断刃には、中央部に配置された小刃山と両端部に配置された大刃山との間に切り替え刃山が設けられているが、切断時のフィーリング(官能性)が未だ十分ではない。かかる状況の下、より切断性能が向上した非金属製の切断刃が求められている。
【0008】
そこで、本発明の第1の目的は、ラップフィルム等のロール状被包装物を容易に且つ確実に切断することができる非金属製の切断刃を提供することにある。また、本発明の第2の目的は、かかる非金属製の切断刃を備えた包装容器を提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成すべく鋭意研究を重ねた結果、ラップフィルム等の切断性は、V字状の切断刃を構成する歯の寸法、歯先角度、歯間ピッチ、歯の形状等が密接に関連し影響することを見出した。
【0010】
本発明はかかる知見に基づいて成されたものであり、本発明の切断刃は、ラップフィルム等のロール状被包装物を包装するための包装容器における蓋体の前面壁の裏面に取り付けられた、非金属からなるV字状の切断刃において、
(a)中央エリアと、前記中央エリアの両側に配置される側部エリアとから構成されており、
(b)前記中央エリアが、複数本の第1歯と、前記第1歯よりも小さな複数本の第2歯とを備え、
(c)前記第1歯の一つが前記中央エリアのV字の頂点部に配置されると共に、他の第1歯が前記頂点部の第1歯を挟むよう所定の間隔で配置されており、
(d)前記第2歯が前記第1歯間に配置されており、
(e)前記中央エリアにおける前記他の第1歯の歯先と前記頂点部の第1歯の歯先とを結ぶ第1直線が、前記中央エリアにおける前記第2歯の歯先よりも、前記蓋体の前面壁から離れている位置にあり、
(f)前記側部エリアが、複数本の側部歯を備え、
(g)前記第1直線に平行で、且つ前記第2歯の歯先を結ぶ第2直線が、前記側部エリアにおける前記側部歯の歯先を通るか、又は前記側部歯の歯先よりも、前記蓋体の前面壁から離れている位置にある
ことを特徴としている。
【0011】
上述の構成の中央エリアを設けることで、媒体であるラップフィルム等の切断が、中央エリアによる切断当初の「突き刺し」段階と、その後の側部エリアによる「切り開き」段階の2段階に分割される。更には、「突き刺し」段階は、第1歯による突き刺し工程と、第2歯による突き刺し工程の2工程に分割される。切断当初、ラップフィルムに接する歯は第1歯のみであるため、突き刺しに要する力は小さくてすむ。また、第1歯のみでは第1歯間の谷部の抵抗によりラップフィルムの突き刺しに力を要することとなるが、第1歯で突き刺した後には第2歯がラップフィルムを貫くことで、円滑にラップフィルムを突き刺すことが可能となる。
【0012】
また、側部エリアが、交互に配置された大小2種の側部歯を備えることが好ましい。
【0013】
このように側部エリアに大小2種の側部歯を交互に配置することによって、「突き刺し」段階から「切り開き」段階への移行時及び「切り開き」段階において、同時にラップフィルムと接する側部歯の本数を少なくすることができる。したがって、寸法が単一の複数の側部歯を備える場合よりも「突き刺し」段階から「切り開き」段階への移行がより円滑化されるとともに、より小さい力でラップフィルムを切り開き切断することが可能となる。
【0014】
また、本発明の切断刃は、側部エリアの外側の端部に、側部エリアの外側の端部以外の部分における側部歯よりも大きい歯を含むことが好ましい。
【0015】
このように側部エリアの外側の端部に側部エリアの他の部分における側部歯よりも大きい歯を配置することによって、ラップフィルムの切断をラップフィルムの端から開始する場合にも、ラップフィルムの切断が「突き刺し」段階と「切り開き」段階との2段階に分割される。切断当初、ラップフィルムに接する歯は側部エリアの外側の端部に配置される大きい歯のみであるため、突き刺しに要する力は小さくてすむ。したがって、ラップフィルムの切断をラップフィルムの端部から開始する場合及びラップフィルムの中央部から開始する場合の双方において、ラップフィルムを容易に切断することができる。
【0016】
なお、側部歯は、第2歯と同じ大きさか又は第2歯よりも小さいことが好ましい。第2歯による切断後は、特に力をかけずにラップフィルムを側部歯により切り開き切断することが可能であり、比較的小さな歯で良好な使用感が得られるからである。
【0017】
なお、本発明においては、第1歯、第2歯及び側部歯の少なくとも一つにおける斜辺が、内側に凹んだ円弧状、すなわち歯の形状がいわゆる銀杏の葉の形状となっている。
【0018】
かかる形状により、切断性を確保するため歯先角度を鋭角にしつつ、歯間ピッチを広げることが可能となる。これにより、一定の長さでの歯の本数を増やさずに済み、ラップフィルムの突き刺しに要する力が大きくなるのを抑制することができる。また、末端ほど幅が広くなるため、歯の耐久性向上の効果も得られる。
【0019】
また、非金属製の切断刃としては、バルカナイズドファイバや樹脂含浸紙、樹脂製のものがあげられるが、その中でも強度に優れる樹脂製のものが好ましい。使用される樹脂の例としては、ポリエチレン、ポリプロピレン、ポリスチレン、アセタール樹脂、ポリフェニレンサルファイド、PEEK(ポリエーテル・エーテル・ケトン樹脂)、PES(ポリエーテルサルフォン樹脂)等が挙げられる。更には、樹脂の中でも環境に優しい生分解性樹脂が好ましい。生分解性樹脂とは、使用中は従来の樹脂と同程度の機能を保ちながら、使用後廃棄されたとき、自然界に存在する微生物の働きによって低分子化合物に分解され、最終的には炭酸ガスと水に完全分解される高分子素材であり、このような機能を有することから、より環境に配慮した切断刃を提供することができる。生分解性樹脂の例としては、ポリ乳酸樹脂、ポリグリコール酸樹脂が挙げられる。
【0020】
本発明の切断刃は、上述した樹脂材料の1種を単独で用いるか、又は2種以上を混合したものを用いて形成することができる。また、単独の樹脂材料、又は2種以上を混合した樹脂材料に、炭酸カルシウム、酸化チタン、シリカ等の無機粉体を、切断刃の材料全体に対して5〜70質量%添加して形成することもできる。無機粉体を添加することにより、機械的強度を向上することができる。
【0021】
本発明の切断刃は、これらの材料を、厚さ0.05〜0.5mm、好ましくは0.1〜0.3mmのシート状とした後に、金型による打ち抜き加工により形成することができる。
【0022】
本発明の切断刃は、これを包装容器に接着すれば、切断性に優れた包装容器を提供できる。
【発明の効果】
【0023】
本発明の切断刃及びそれを備える包装容器においては、ラップフィルムを切断するに際して大きな力が必要ない。また、第1段階でラップフィルムを突き刺し、連続して第2段階でラップフィルムを切り開いていくので、切断刃の各歯に作用する負荷を軽減でき、切断刃が樹脂製であっても、その耐久性を向上させることができ、ひいては包装容器自体の耐久性をも向上させることができる。
【0024】
この効果は、歯先を過度に鋭利にする必要性を低減するものであり、歯自体の耐久性の向上にも大いに寄与する。
【図面の簡単な説明】
【0025】
【図1】本発明が適用された包装容器10の形態を示す斜視図である。
【図2】本発明の第一の実施形態にかかる樹脂製の切断刃の中央部の拡大図である。
【図3】本発明の第二の実施形態にかかる樹脂製の切断刃の中央部の拡大図である。
【図4】本発明の第二の実施形態にかかる樹脂製の切断刃の片側の側部エリアの一部拡大図である。
【図5】本発明の第三の実施形態にかかる樹脂製の切断刃の片側の側部エリアの一部拡大図である。
【図6】第一、第二又は第三の実施形態の変形例にかかる切断刃における片側の側部エリアの端部の一部拡大図である。
【図7】本発明の別の実施形態にかかる樹脂製の切断刃の中央部の拡大図である。
【図8】クレラップカット力測定機及び測定方法を示す概略図(縦断面図)である。
【図9】中央エリアに大歯を5本設けた切断刃の中央エリアの拡大図である。
【図10】中央エリアに大歯を7本設けた切断刃の中央エリアの拡大図である。
【図11】中央エリアに大歯を7本と中歯を6本設けた切断刃の中央エリアの拡大図である。
【図12】中央エリアの歯の形状を二等辺三角形にして、大歯を5本設けた切断刃の中央エリアの拡大図である。
【図13】中央エリアの歯の形状を二等辺三角形にして、大歯を7本設けた切断刃の中央エリアの拡大図である。
【図14】中央エリアの歯の形状を二等辺三角形にして、大歯を11本設けた切断刃の中央エリアの拡大図である。
【図15】中央エリアの歯の形状を二等辺三角形にして、中央エリアの大歯の歯先角度を80°とした切断刃の中央エリアの拡大図である。
【図16】中央エリアの歯の形状を二等辺三角形にして、歯のサイズを小さくした切断刃の中央エリアの拡大図である。
【図17】切断性試験3における実施例5の包装容器の回転角度に対する回転力の推移を示す折れ線グラフである。
【図18】切断性試験3における実施例6の包装容器の回転角度に対する回転力の推移を示す折れ線グラフである。
【図19】切断性試験3における実施例7の包装容器の回転角度に対する回転力の推移を示す折れ線グラフである。
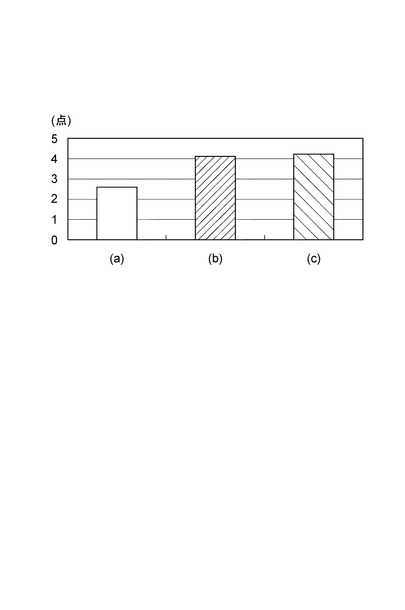
【図20】グループ1による官能性試験2の評価点数の平均点を示す棒グラフである。
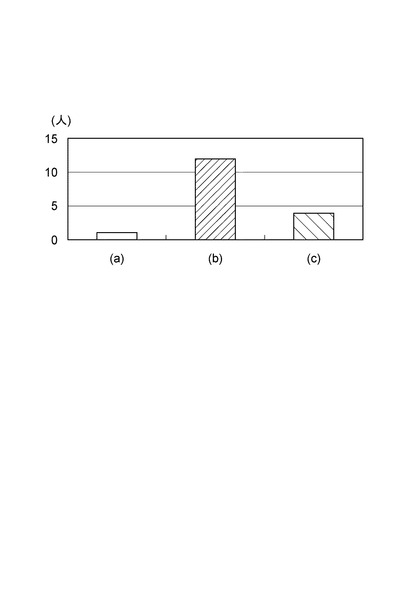
【図21】グループ2による官能性試験2において、3種類の包装容器のなかで最も高い評価点数をつけたモニターの人数を表す棒グラフである。
【発明を実施するための形態】
【0026】
[第一の実施形態]
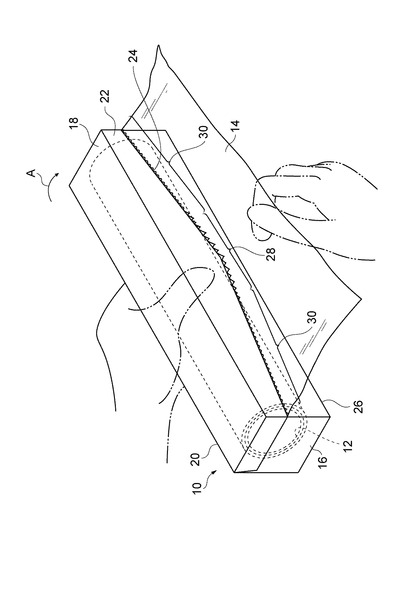
図1は、本発明が適用された包装容器10の形態を示す斜視図である。この包装容器10は、1枚の厚紙、好ましくはコートボール紙から作られている。図1に示すように、包装容器10は、円筒状の紙管12にロール状に巻き付けられたラップフィルム14を収納するための容器本体16と、この容器本体16に一体的に設けられた蓋体18とから構成されている。閉蓋時、この包装容器10の全体形状は略直方体形状をなす。なお、本実施形態では、ラップフィルムはポリ塩化ビニリデンからなるものとする。
【0027】
容器本体16の上部は、ラップフィルム14を引き出すための開口部として開放されている。また、蓋体18は、容器本体16の後面壁の頂縁20から連続して延びている。従って、蓋体18は容器本体16に対して回動可能であり、容器本体16の開口部を覆うことができるよう構成されている。
【0028】
蓋体18の前面壁22の先端縁はV字状をなし、その形状に合わせて切断刃24もV字状のものが用いられている。このようなV字状切断刃24を採用した包装容器10を用いてラップフィルム14を切断する場合、図1に示す如く、一方の手でラップフィルム14の先端部を把持し、他方の手で包装容器10を握ると共にその手の親指を蓋体前面壁22の中央部にあてがい、包装容器10を前側、すなわち矢印Aの方向にひねる。これにより、V字状切断刃24の中央エリアにある歯がラップフィルム14を貫き、そのままラップフィルム14を引くと、ラップフィルム14は切り開かれて切断される。
【0029】
次に、本実施形態に係る切断刃24について更に詳細に説明する。
【0030】
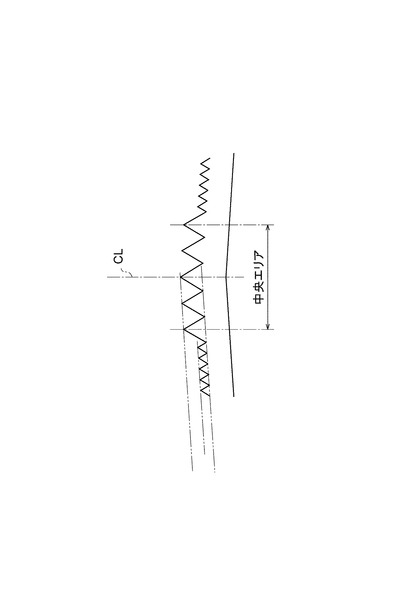
図2は、本発明の第一の実施形態にかかる樹脂製の切断刃の中央部の拡大図である。切断刃24は樹脂製であり、本実施形態では、特に環境に配慮すべく、生分解性樹脂が採用されている。生分解性樹脂としては、代表的なものとしてポリ乳酸、ポリグリコール酸等が挙げられる。その中でも、本発明においては、特許第3573605号に開示されたポリ乳酸系の樹脂組成物を2軸延伸したものが好適に用いられる。更に具体的には、ポリ乳酸系の樹脂組成物を2軸延伸したシートからプレス加工やレーザ切削法等により本発明に開示された形状の歯を成形することにより、切断刃24を得ることができる。なお、樹脂以外の成分としては、特許第3573605号に開示される無機充填剤以外に、熱安定剤、光安定剤、防湿剤、防水剤、離型剤、顔料、染料等を含んでいてもかまわない。
【0031】
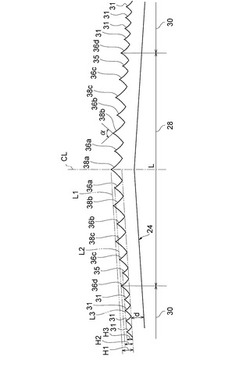
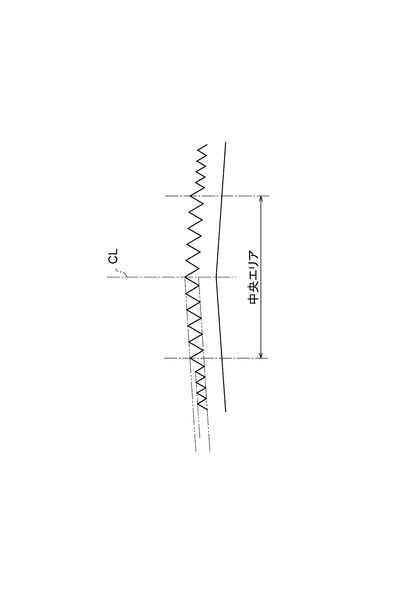
本実施形態に係る切断刃24は、V字の頂点を通る中心線(図2の符号CL)を中心として左右対称となっており、中央エリア28と、その両側に位置する側部エリア30との、三つのエリアに区分されている。
【0032】
側部エリア30における歯(側部歯)31は一定の寸法であり、従来一般に用いられている歯と同程度の比較的小さなものが用いられている。以下、この寸法の歯を「小歯」と称する。
【0033】
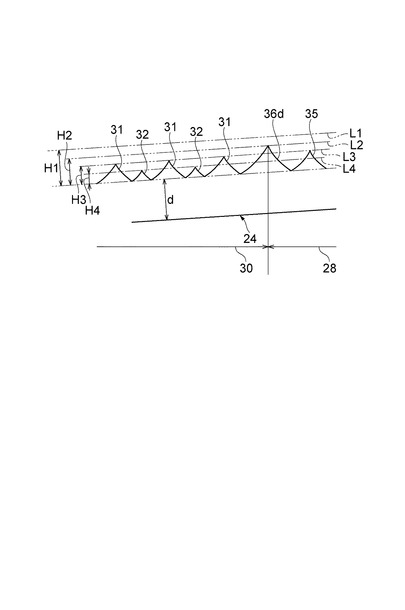
本実施形態に係る中央エリア28は、図2に明示するように、15本の歯35,36,38から構成される。中央エリアにおける歯は、側部エリア30の側部歯31と同じ寸法の小歯35、小歯35よりも大きな歯(第2歯:以下「中歯」と称する)36、及び、中歯36よりも更に大きな歯(第1歯:以下「大歯」と称する)38の3種類となっている。なお、以下の説明では、中歯及び大歯の参照符号36,38に、適宜、アルファベットの添え字を付す。
【0034】
大歯38の1本は、切断刃24のV字の頂点部(中央エリア28の長手方向中心)に位置し、他の大歯38b,38cは中央の大歯38aを中心にして左右に2本ずつ、一定の間隔で配置されている。中央の第1番目の大歯38aの歯先と、左右各側にある第2番目と第3番目の大歯38b,38cの歯先とは、直線で結ぶことができ、左右各側のこの直線(第1直線)L1は、中央エリア28の左右各側にある中歯36の歯先よりも前側(蓋体前面壁22の先端縁から離れる側)に位置している。
【0035】
また、中央エリア28における中歯36は、左右各側に4本ずつ、計8本、配置されている。中央側の4本の中歯36a,36bは大歯38a,38b,38c間に一定の間隔で配置されており、同間隔で他の4本の中歯36c,36dが第3番目の大歯38cの外側に配置されている。左右各側の中歯36a、36b、36c及び36dの歯先は直線(第2直線)L2で結ぶことができ、左右各側のこの直線L2は、前記直線L1と実質的に平行であり、且つ、前記直線L1よりも後側(蓋体前面壁22の先端縁に近い側)に位置している。
【0036】
また、左右各側の側部エリア30における側部歯31の歯先を結ぶ直線(第3直線)L3は、同側の直線L1及びL2と実質的に平行であり、且つ、当該直線L1及びL2よりも後側(蓋体前面壁22の先端縁に近い側)に位置している。すなわち、左右各側の直線L2は、直線L1及びL3の中間で延びている。
【0037】
更に、中央エリア28の小歯35は、左右各側において、第3番目と第4番目の中歯36c,36dの間に配置されており、その歯先は、側部エリア30の側部歯31の歯先を結ぶ直線L3の延長線上に位置している。
【0038】
本実施形態にかかる切断刃24において、小歯35、中歯36、大歯38、側部歯31のそれぞれの歯先角度α(図2)は、ラップフィルム14の突き刺しに適した角度とされている。ラップフィルム14がポリ塩化ビニリデンからなる本実施形態では、歯先角度αは30°〜90°の範囲が好ましく、40°〜70°がより好ましい。90°よりも大きいと、ラップフィルム14を突き刺すのに多大な力が必要となり、30°よりも小さいと、歯31〜38自体の耐久性を損なうからである。
【0039】
また、小歯35、中歯36、大歯38、側部歯31のそれぞれの形状は、単純な二等辺三角形状であってもよいが、本実施形態では、斜辺が内側に凹んだ円弧状になっている末広がり形状ないしは銀杏の葉の形状とすることが好適である。歯先角度αを、前述の鋭角に保持しつつ、耐久性を向上させるためである。また、かかる形状とした場合、二等辺三角形よりも、同一長さ範囲内では、歯の本数を少なくすることができ、後述するが、切断に要する力の軽減に寄与している。
【0040】
次に、本実施形態にかかる切断刃24を有する包装容器10を用いてラップフィルム14を切断する場合について説明する。
【0041】
まず、図1に示すように、一方の手で包装容器10を握り、他方の手でラップフィルム14の先端部を把持し、所望量だけ引き出す。そして、包装容器10を握っている手の親指を蓋体前面壁22の中央部にあてがい、包装容器10を前側、すなわち矢印Aの方向にひねる。
【0042】
この際、最初に切断刃24の頂点部にある第1番目の大歯38aがラップフィルム14に接触し、これを突き刺す。また、ほぼ同時に、第2番目の大歯38b、更には第3番目の大歯38cがラップフィルム14に接し、これを突き刺す。このように、最初にラップフィルム14に接するのは、歯間ピッチの大きな最大5本の大歯38のみであるため、切断当初に包装容器10をひねる力は小さなものですむ。すなわち、各大歯38がラップフィルム14を突き刺すために必要な最小限の力は一定であるため、その力の5倍のみの力が包装容器10をひねる最小の力となる。従来の如く、歯先角度を小さくし、歯間ピッチを小さくしたものでは、ラップフィルム14に接する歯の本数が多数となるため、包装容器10に加える力は必然的に大きなものとなり、使用のフィーリングも損なうものであったが、本実施形態ではそのような問題はない。
【0043】
続いて、ラップフィルム14には中歯36が接し、これらの中歯36によりラップフィルム14が貫かれる。ここで、仮に中歯36がないと仮定すると、大歯38間のピッチが広いため、歯38間の谷部が抵抗となってラップフィルム14の切り開きに大きな力を要することになる。しかしながら、本実施形態では、大歯38によるラップフィルム14の突き刺しに引き続いて中歯36が大歯38間のラップフィルム14を貫くことになるため、ラップフィルム14の突き刺しが円滑化される。なお、ラップフィルム14に同時に接する中歯36の数は最大8本であるが、実際に同時にラップフィルム14に接する中歯36の数は8本よりも少なく、また大歯38によってもラップフィルム14の突き刺しが行われて周辺部が脆弱化しているため、中歯36による突き刺しに要する力は大歯38による突き刺し時に比して更に小さなものとなる。このようにして、大歯38による第1段階の切断から中歯による第2段階の切断も、使用者に抵抗感を与えることなく、円滑に行われることとなる。
【0044】
更に、包装容器10を矢印A方向にひねると、中央エリア28の小歯35が、第3番目と第4番目の中歯36c,36d間のラップフィルム14を突き刺し、ラップフィルム14の切り開きが側部エリア30へと進んでいく。ラップフィルム14に十分な大きさの初期突き刺し部が形成されたならば、以降はラップフィルム14を切断するのに特に大きな力は不要であり、側部歯31からなる側部エリア30においても円滑にラップフィルム14は切り開かれ切断されていく。
【0045】
本実施形態にかかる切断刃24を用いれば、ラップフィルム14を切断する際、格別に大きな力は必要なく、これは、各歯31,35,36,38の歯先角度αを過度に小さくする必要性を減らすものであり、ひいては各歯31,35,36,38の耐久性を向上させることにもなる。
【0046】
なお、大歯38及び中歯36の歯高(突出量)を過度に大きくした場合、切断刃24の固定部からの距離、すなわち蓋体前面壁22の先端縁からの距離が長くなり、耐久性が損なわれる恐れがある。また、歯高が大きければ、包装容器10を使用する者の手を傷つける恐れもある。このため、切断性、耐久性及び安全性の面から、例えば、中央エリア28の大歯38の歯高H1は、好ましくは1.0〜4.0mm、より好ましくは1.2〜3.5mm、さらに好ましくは1.5〜3.0mm、中歯36の歯高H2は、好ましくは1.0〜3.0mm、より好ましくは1.2〜2.5mm、小歯35の歯高H3は、好ましくは0.5〜2.5mm、より好ましくは0.6〜2.0mmとするのがよい。
【0047】
また、中央エリア28の歯間ピッチは、大歯38間が好ましくは3.0〜9.0mm、より好ましくは4.0〜7.0mm、さらに好ましくは4.5〜6.0mm、中歯36間も好ましくは3.0〜9.0mm、より好ましくは4.0〜7.0mm、さらに好ましくは4.5〜6.0mmとするのがよい。歯間ピッチが9.0mmを超えた場合には、ラップフィルム14の第1段階の突き刺しにおいて大歯38間の谷部にフィルム14が引っかかって切断に支障が生じ、歯間ピッチが3.0mmよりも狭い場合には、中央エリア28に設けられる歯の本数が増加し、その結果突き刺しに必要な力が大きくなり本発明の目的を達成できないからである。
【0048】
側部エリア30の側部歯31の歯高H3は、好ましくは0.3〜2.5mm、より好ましくは0.5〜2.0mm程度とするのがよい。また、側部歯31の歯間ピッチは、好ましくは1.0〜3.2mm、より好ましくは1.2〜2.5mmとするのがよい。
【0049】
[第二の実施形態]
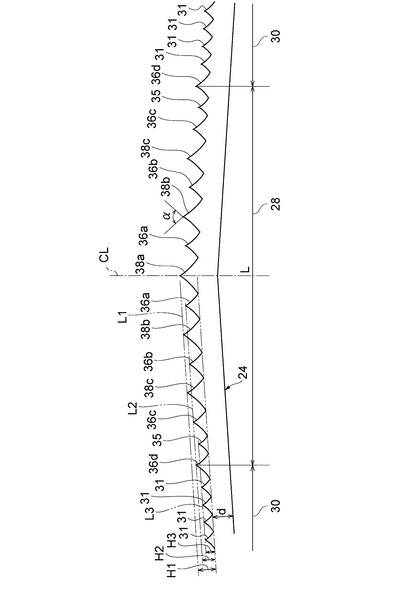
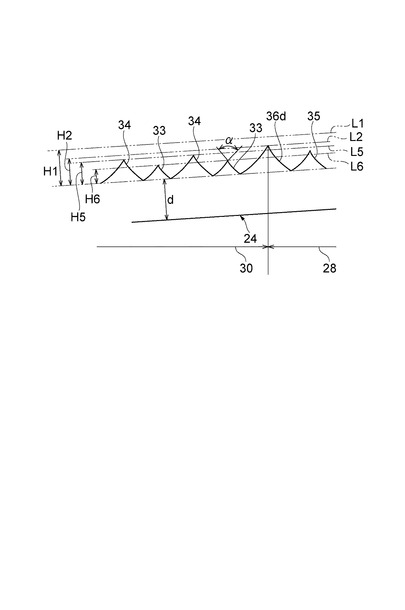
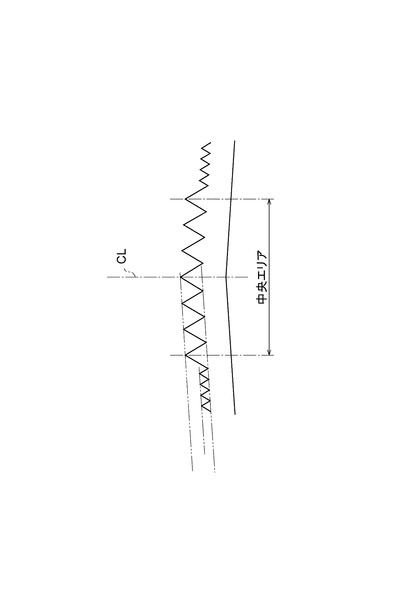
図3は、本発明の第二の実施形態にかかる樹脂製の切断刃の中央部の拡大図である。第二の実施形態にかかる切断刃24は、中央エリア28に、第一の実施形態にかかる切断刃24の中央エリア28と同様の歯の構成を有する。ただし、第二の実施形態にかかる切断刃24は、側部エリア30に大きさの異なる大小2種の側部歯を備えている点で、第一の実施形態にかかる切断刃24と異なっている。
【0050】
図4は、本発明の第二の実施形態にかかる樹脂製の切断刃の片側の側部エリアの一部拡大図である。図4の切断刃24は、側部エリア30に小歯35と同じ寸法である複数の側部歯(以下、「側部第1歯」と称する)31と、側部第1歯31に挟まれるように側部第1歯31より小さい側部歯(以下、「側部第2歯」と称する)32とを備えている。側部エリア30には、中央エリア28に属する中刃36dに隣接するように側部第1歯31が配置され、側部第2歯32及び側部第1歯31が切断刃24の長手方向に一定の間隔で交互に配置されている。なお、図4には、便宜上5本の側部歯しか示していないが、実際は側部第1歯31及び側部第2歯32が交互に切断刃24の端まで設けられている。また、図4には、切断刃24の一方の側部エリアしか示していないが、当該切断刃24は他方の側部エリアにも対称に同様の歯の構成を備えている。
【0051】
側部エリア30に配置された複数の側部第1歯31の歯先と中央エリア28の小歯35の歯先とは、直線で結ぶことができ、この直線(第3直線)L3は、大歯の歯先を結ぶ直線L1及び中歯の歯先を結ぶ直線L2と実質的に平行であり、且つ、前記直線L1及びL2よりも後側(蓋体前面壁22の先端縁に近い側)に位置している。
【0052】
また、複数の側部第2歯32の歯先は直線で結ぶことができ、この直線(第4直線)L4は、前記直線L1、L2及びL3と実質的に平行であり、且つ、前記直線L1、L2及びL3よりも後側(蓋体前面壁22の先端縁に近い側)に位置している。
【0053】
本実施形態にかかる切断刃24において、小歯35、中歯36、大歯38、側部第1歯31,側部第2歯32のそれぞれの歯先角度α(図3)は、ラップフィルム14の突き刺しに適した角度とされている。ラップフィルム14がポリ塩化ビニリデンからなる本実施形態では、歯先角度αは30°〜90°の範囲が好ましく、40°〜70°がより好ましい。90°よりも大きいと、ラップフィルム14を突き刺すのに多大な力が必要となり、30°よりも小さいと、歯31〜38自体の耐久性を損なうからである。
【0054】
また、小歯35、中歯36、大歯38、側部第1歯31,側部第2歯32のそれぞれの形状は、単純な二等辺三角形状であってもよいが、本実施形態では、斜辺が内側に凹んだ円弧状になっている末広がり形状ないしは銀杏の葉の形状とすることが好適である。歯先角度αを、前述の鋭角に保持しつつ、耐久性を向上させるためである。また、かかる形状とした場合、二等辺三角形よりも、同一長さ範囲内では、歯の本数を少なくすることができ、切断に要する力の軽減に寄与している。
【0055】
次に、本実施形態にかかる切断刃24を有する包装容器10を用いてラップフィルム14を切断する場合について説明する。
【0056】
上述の第一の実施形態と同様に、まず、図1に示すように、一方の手で包装容器10を握り、他方の手でラップフィルム14の先端部を把持し、所望量だけ引き出す。そして、包装容器10を握っている手の親指を蓋体前面壁22の中央部にあてがい、包装容器10を前側、すなわち矢印Aの方向にひねる。本実施形態にかかる切断刃24は、中央エリア28に、上述の第一の実施形態にかかる切断刃の中央エリアと同様の歯の構成を有する。したがって、第一の実施形態と同様に、ラップフィルム14に十分な大きさの初期突き刺し部が容易に形成される。
【0057】
本実施形態にかかる切断刃24は、側部エリアに図4に示すような歯の構成を有する。したがって、切断刃24の中央エリア28でラップフィルム14の「突き刺し」が行われた後、中央エリア28に近い方に配置されている数本の側部第1歯31がラップフィルム14に接し、「切り開き」が開始される。側部第1歯31による「切り開き」がある程度進行した後、ラップフィルム14は中央エリア28に近い方に配置されている数本の側部第2歯32に接し、ラップフィルム14は切り開かれ切断されていく。
【0058】
図4に示すような、側部エリアに寸法が互いに異なる大小二種の側部歯(側部第1歯31と側部第2歯32)を備える本実施形態にかかる切断刃24を用いれば、「突き刺し」段階から「切り開き」段階への移行時及び「切り開き」段階の進行時に、ラップフィルム14に同時に接する側部歯の本数が少なくなるため、突き刺し段階から切り開き段階の移行に要する力、及び切り開き段階の進行に要する力を一層小さくすることができる。
【0059】
本実施形態にかかる切断刃24を用いれば、ラップフィルム14を切断する際、格別に大きな力は必要なく、これは、各歯31,32,35,36,38の歯先角度αを過度に小さくする必要性を減らすものであり、ひいては各歯31,32,35,36,38の耐久性を向上させることにもなる。
【0060】
なお、大歯38及び中歯36の歯高(突出量)を過度に大きくした場合、切断刃24の固定部からの距離、すなわち蓋体前面壁22の先端縁からの距離が長くなり、耐久性が損なわれる恐れがある。また、歯高が大きければ、包装容器10を使用する者の手を傷つける恐れもある。このため、切断性、耐久性及び安全性の面から、例えば、中央エリア28の大歯38の歯高H1は、好ましくは1.0〜4.0mm、より好ましくは1.2〜3.5mm、さらに好ましくは1.5〜3.0mm、中歯36の歯高H2は、好ましくは1.0〜3.0mm、より好ましくは1.2〜2.5mm、小歯35の歯高H3は、好ましくは0.5〜2.5mm、より好ましくは0.6〜2.0mmとするのがよい。
【0061】
中央エリア28の歯間ピッチは、大歯38間が好ましくは3.0〜9.0mm、より好ましくは4.0〜7.0mm、さらに好ましくは4.5〜6.0mm、中歯36間も好ましくは3.0〜9.0mm、より好ましくは4.0〜7.0mm、さらに好ましくは4.5〜6.0mmとするのがよい。歯間ピッチが9.0mmを超えた場合には、ラップフィルム14の第1段階の突き刺しにおいて大歯38間の谷部にフィルム14が引っかかって切断に支障が生じ、歯間ピッチが3.0mmよりも狭い場合には、中央エリア28に設けられる歯の本数が増加し、その結果突き刺しに必要な力が大きくなり本発明の目的を達成できないからである。
【0062】
側部エリア30の側部第1歯31の歯高H3は、好ましくは0.3〜2.5mm、より好ましくは0.5〜2.0mmとするのがよい。また、側部第2歯32の歯高H4は、好ましくは0.3〜1.5mm、より好ましくは0.5〜1.2mm程度とするのがよい。また、側部第1歯31及び側歯2歯32の歯間ピッチは、好ましくは1.0〜3.5mm、より好ましくは1.2〜3.0mmとするのがよい。切断刃24が側部エリア30にこのような歯の構成を備えることによって、ラップフィルムの切り開きをより一層円滑に行うことができる。
【0063】
[第三の実施形態]
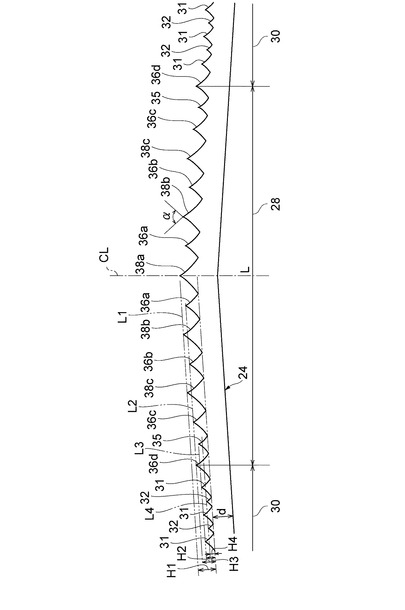
図5は、本発明の第三の実施形態にかかる樹脂製の切断刃の片側の側部エリアの一部拡大図である。図5の切断刃24は、図示しないが、中央エリア28に、第一及び第二の実施形態にかかる切断刃24の中央エリア28と同様の歯の構成を有する。ただし、図5の切断刃24は、側部エリア30に小歯35より小さい側部歯(以下、「側部第3歯」と称する)33と、側部第3歯33に挟まれるように小歯35より大きく中歯36より小さい複数の側部歯(以下、「側部第4歯」と称する)34とを備えている点で、第一及び第二の実施形態にかかる切断刃24と異なっている。側部エリア30には、中央エリア28に属する中刃36dに隣接するように側部第3歯33が配置され、側部第3歯33及び側部第4歯34が切断刃24の長手方向に交互に配置されている。なお、図5には、便宜上4本の側部歯しか示していないが、実際は側部第3歯33及び側部第4歯34が交互に切断刃24の端まで設けられている。また、図5には、切断刃24の一方の側部エリアしか示していないが、当該切断刃24は他方の側部エリアにも対称に同様の歯の構成を備えている。
【0064】
側部エリア30に配置された複数の側部第4歯34の歯先は、直線で結ぶことができ、この直線(第5直線)L5は、大歯の歯先を結ぶ直線L1及び中歯の歯先を結ぶL2と実質的に平行であり、且つ、前記直線L1及びL2よりも後側(蓋体前面壁22の先端縁に近い側)に位置している。
【0065】
また、複数の側部第3歯33の歯先は、直線で結ぶことができ、この直線(第6直線)L6は、前記直線L1、L2及びL5と実質的に平行であり、且つ、前記直線L1、L2及びL5よりも後側(蓋体前面壁22の先端縁に近い側)に位置している。なお、中央エリアの小歯35の歯先は前記直線L5とL6との間に位置している。
【0066】
本実施形態にかかる切断刃24において、小歯35、中歯36、大歯38、側部第3歯33、側部第4歯34のそれぞれの歯先角度α(図5)は、ラップフィルム14の突き刺しに適した角度とされている。ラップフィルム14がポリ塩化ビニリデンからなる本実施形態では、歯先角度αは30°〜90°の範囲が好ましく、40°〜70°がより好ましい。90°よりも大きいと、ラップフィルム14を突き刺すのに多大な力が必要となり、30°よりも小さいと、歯33〜38自体の耐久性を損なうからである。
【0067】
また、小歯35、中歯36、大歯38、側部第3歯33及び側部第4歯34のそれぞれの形状は、単純な二等辺三角形状であってもよいが、本実施形態では、斜辺が内側に凹んだ円弧状になっている末広がり形状ないしは銀杏の葉の形状とすることが好適である。歯先角度αを、前述の鋭角に保持しつつ、耐久性を向上させるためである。また、かかる形状とした場合、二等辺三角形よりも、同一長さ範囲内では、歯の本数を少なくすることができ、切断に要する力の軽減に寄与している。
【0068】
次に、本実施形態にかかる切断刃24を有する包装容器10を用いてラップフィルム14を切断する場合について説明する。
【0069】
上述の第一の実施形態と同様に、まず、図1に示すように、一方の手で包装容器10を握り、他方の手でラップフィルム14の先端部を把持し、所望量だけ引き出す。そして、包装容器10を握っている手の親指を蓋体前面壁22の中央部にあてがい、包装容器10を前側、すなわち矢印Aの方向にひねる。本実施形態にかかる切断刃24は、中央エリア28に、上述の第一の実施形態にかかる切断刃の中央エリアと同様の歯の構成を有する。したがって、第一の実施形態と同様に、ラップフィルム14に十分な大きさの初期突き刺し部が容易に形成される。
【0070】
本実施形態にかかる切断刃24は、側部エリアに、図5のような歯の構成を有する。したがって、切断刃24の中央エリア28でラップフィルム14の「突き刺し」に続いて、中央エリア28に近い方に配置されている数本の側部第4歯34がラップフィルム14に接し、「切り開き」に移行する。側部第4歯34による「切り開き」がある程度進行した後、ラップフィルム14は中央エリア28に近い方に配置されている数本の側部第3歯33に接し、ラップフィルム14は切り開かれ切断されていく。
【0071】
図5に示すように、小歯35よりも大きい側部第4歯34を備える切断刃24を用いれば、「突き刺し」段階から「切り開き」段階への移行を一層円滑にすることができる。また、側部エリア30に寸法が互いに異なる大小二種の側部歯(側部第3歯33と側部第4歯34)を備えているため、「切り開き」段階において、ラップフィルム14に同時に接する側部歯の本数が少なくなり、「切り開き」の進行に要する力を一層小さくすることができる。
【0072】
上述の本実施形態にかかる切断刃24を用いれば、ラップフィルム14を切断する際、格別に大きな力は必要なく、これは、各歯33,34,35,36,38の歯先角度αを過度に小さくする必要性を減らすものであり、ひいては各歯33,34,35,36,38の耐久性を向上させることにもなる。
【0073】
なお、大歯38及び中歯36の歯高(突出量)を過度に大きくした場合、切断刃24の固定部からの距離、すなわち蓋体前面壁22の先端縁からの距離が長くなり、耐久性が損なわれる恐れがある。また、歯高が大きければ、包装容器10を使用する者の手を傷つける恐れもある。このため、切断性、耐久性及び安全性の面から、例えば、中央エリア28の大歯38の歯高H1は、好ましくは1.0〜4.0mm、より好ましくは1.2〜3.5mm、さらに好ましくは1.5〜3.0mm、中歯36の歯高H2は、好ましくは1.0〜3.0mm、より好ましくは1.2〜2.5mm、小歯35の歯高H3は、好ましくは0.5〜2.5mm、より好ましくは0.6〜2.0mmとするのがよい。
【0074】
中央エリア28の歯間ピッチは、大歯38間が好ましくは3.0〜9.0mm、より好ましくは4.0〜7.0mm、さらに好ましくは4.5〜6.0mm、中歯36間も好ましくは3.0〜9.0mm、より好ましくは4.0〜7.0mm、さらに好ましくは4.5〜6.0mmとするのがよい。歯間ピッチが9.0mmを超えた場合には、ラップフィルム14の第1段階の突き刺しにおいて大歯38間の谷部にフィルム14が引っかかって切断に支障が生じ、歯間ピッチが3.0mmよりも狭い場合には、中央エリア28に設けられる歯の本数が増加し、その結果突き刺しに必要な力が大きくなり本発明の目的を達成できないからである。
【0075】
側部エリア30の側部第3歯33の歯高H6は、好ましくは0.3〜1.5mm、より好ましくは0.5〜1.2mm程度とするのがよい。また、側部第4歯34の歯高H5は、好ましくは0.5〜2.0mm、より好ましくは1.7〜1.8mm程度とするのがよい。また、側部第3歯33及び側歯4歯34の歯間ピッチは、好ましくは1.0〜3.0mm、より好ましくは1.5〜2.5mmとするのがよい。切断刃24が側部エリア30にこのような歯の構成を備えることによって、ラップフィルムの切り開きをより一層円滑に行うことができる。
【0076】
[第一、第二、第三の実施形態の変形例]
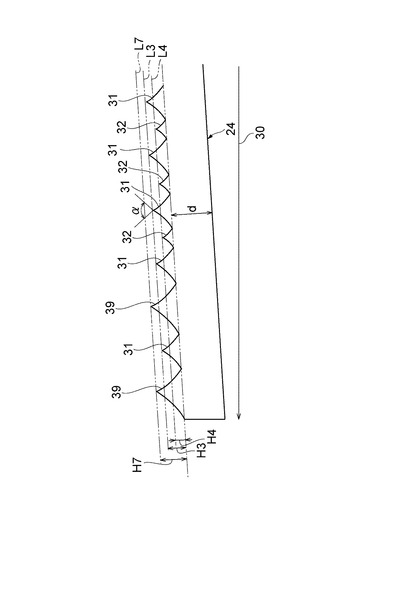
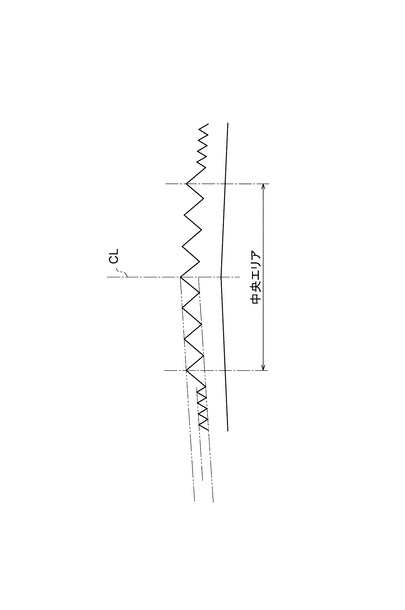
図6は、第一、第二又は第三の実施形態の変形例にかかる切断刃における片側の側部エリアの端部の一部拡大図である。図6の切断刃24は、側部エリア30の外側の端部、すなわち切断刃24の両端部に、側部エリア30の外側の端部以外の部分における側部歯よりも大きい歯39を備えている。
【0077】
側部エリア30の外側の端部には、歯39と側部歯(側部第1歯31)とが切断刃24の長手方向に一定の間隔で交互に配置されている。歯39の歯先は、直線で結ぶことができ、この直線L7は側部エリア30の他の部分に配置される側部歯の歯先を結ぶ直線(例えば、直線L3及びL4)と実質的に平行であり、且つ、これらの直線よりも前側(蓋体前面壁22の先端縁から離れる側)に位置している。図6には、切断刃24の一方の側部エリアしか示していないが、当該切断刃24は他方の側部エリアにも対称に同様の歯の構成を備えている。本実施形態にかかる切断刃24は、各側部エリア24に歯39を2本ずつ備えている。
【0078】
かかる構成を備える切断刃24であれば、ラップフィルムを端から切断する場合であっても、側部エリア30の外側の端部に配置される歯39によって、ラップフィルム14の「突き刺し」が行われる。その後、側部エリア30の端部に近い方に配置されている数本の側部歯がラップフィルム14に接し、「切り開き」が進行する。これによって、ラップフィルム14は円滑に切り開かれ切断されていく。
【0079】
なお、側部エリア30の外側の端部に配置される歯39の歯高H7は、切断性、耐久性及び安全性の面から、例えば、1.0〜4.0mm、より好ましくは1.2〜2.5mm程度とするのがよい。また、側部エリア30の外側の端部に配置される歯39の歯間ピッチは、例えば、3.0〜9.0mm、好ましくは4.0〜7.0mm、より好ましくは4.5〜6.5mmとするのがよい。切断刃24が側部エリア30の外側の端部にこのような歯の構成を備えることによって、ラップフィルムの切断をラップフィルムの端部から開始した場合にも、ラップフィルムの切断を円滑に行うことができる。なお、切断刃24に備えられる歯39の本数は、2〜10本程度とすることが好ましい。
【0080】
以上、本発明の好適な実施形態について詳細に説明したが、本発明は上記実施形態に限定されないことは言うまでもない。
【0081】
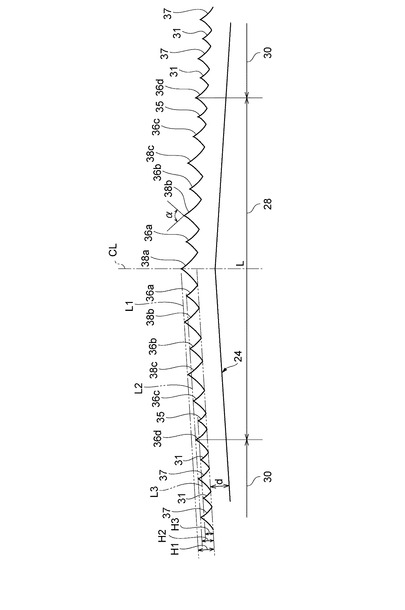
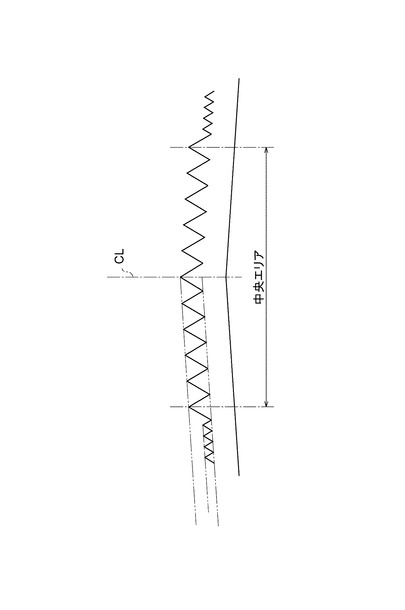
例えば、図7は、本発明の別の実施形態にかかる樹脂製の切断刃の中央部の拡大図である。図7の切断刃の側部エリア30には、長手方向に大きさの異なる大小2種の側部歯31,37が交互に設けられている。そして、中央エリア28の中歯36の歯先を結ぶ直線L2が、側部エリア30の側部歯37の歯先を通っている。また、中央エリア28の小歯35の歯先と側部エリア30の側部歯31の歯先とを結ぶ直線L3は、中央エリア28の大歯38の歯先を結ぶ直線L1及び前記直線L2と実質的に平行であり、且つ、前記直線L1及びL2よりも後側(蓋体前面壁22の先端縁に近い側)に位置している。この図7に示すような切断刃24を用いた場合も、上述の第一、第二及び第三の実施形態と同様に、ラップフィルムは、その中央部に小さい力で初期突き刺し部が形成された後、円滑に切り開かれて容易に切断される。
【0082】
なお、上記の各実施形態ではラップフィルムはポリ塩化ビニリデンからなるものとしているが、他の樹脂からなるラップフィルムであっても本発明を適用することができる。かかる場合、歯高、歯間ピッチ、歯先角度等は上記寸法から適宜変更され得る。
【0083】
また、中央エリアを構成する歯の本数は、上記の各実施形態より多くても或いは少なくてもよいが、ラップフィルムが2段階以上で歯に接するよう構成することが必須条件となる。
【0084】
更に、ロール状被包装物はラップフィルムのみならず、アルミフォイルや紙であってもよい。
【0085】
また、切断刃は、上記の各実施形態では生分解性樹脂が好ましいとしたが、その他の樹脂でもよく、また樹脂以外の非金属、例えばバルカナイズドファイバや樹脂含浸紙等のものでも本発明は適用可能である。
【実施例】
【0086】
次に、本発明に従って試作した切断刃について、ラップフィルムの切断性を以下の通り評価した。なお、下記の比較例1〜8に示す切断刃を試作、鋭意検討、評価した後に、本発明が創案されたものであることに留意されたい。
【0087】
<切断性試験1>
この試験では、中央エリアの歯の構成、歯高、歯間ピッチ、歯の形状及び歯先角度の異なるものとした生分解性樹脂製シート(三井化学株式会社製製品名:レイシア LACEA TOF−250 厚さ0.25mm)製の切断刃を9種類用意した。各切断刃の中央エリアの歯の構成は表1に示す通りである。なお、各切断刃の側部エリアには、図2に示すような従来の小歯が備えられている。各切断刃は、株式会社クレハにより製造、販売されている登録商標「NEWクレラップ」に使用されている包装容器(長さ約31cm、幅4.5cm、高さ4.5cmのコートボール紙製の容器)に接着された。そして、該包装容器内に収容されたポリ塩化ビニリデンのラップフィルムを実際に切断した。
【0088】
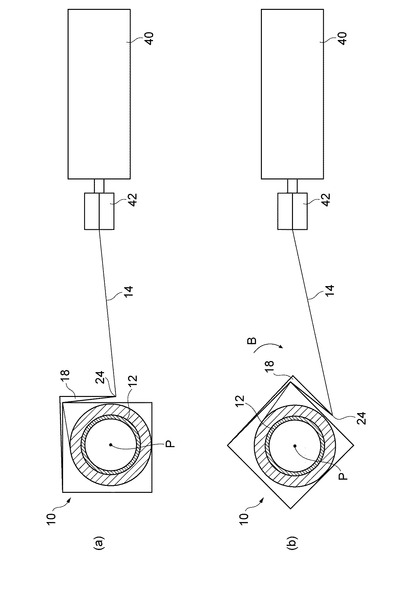
切断力は、図8に示すような測定機を使用して測定した。図8は、クレラップカット力測定機及び測定方法を示す概略図(縦断面図)である。この測定方法を以下に説明する。まず、包装容器10を測定器のカートンセット台に設置し、包装容器10から引っ張り出されたラップフィルム14を、プッシュプルゲージ40が備えられた測定器の固定治具42に固定する(図8(a))。次に、蓋体18が包装容器10から離れないように固定しながら、包装容器10を矢印Bの方向に毎秒90°の回転速度で、ラップフィルムの紙管12の軸芯Pを中心にして回転させる(図8(b))。これによってラップフィルム14は切断刃24に押し付けられる。ラップフィルム14が切断刃24によって切断されるのに必要な回転力をプッシュプルゲージ40により測定する。ラップフィルム14を切断する際の回転力の最大値を切断力として測定した。測定した切断力を表1に示す。
【0089】
(実施例1)
図2に示す切断刃を有する包装容器を用いて測定を行った。切断力は、330gであり、測定した生分解性樹脂製切断刃の中で最も良好な切断性を示した。
【0090】
(比較例1)
図9は、中央エリアに大歯を5本設けた切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った。切断当初のラップフィルムの突き刺し工程が1段階であり、大歯による突き刺し時のピッチが実施例1よりも小さくなるため、実施例1よりも大きな切断力を必要とした。
【0091】
(比較例2)
図10は、中央エリアに大歯を7本設けた切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った。比較例1と同様に、切断当初のフィルムの突き刺し工程が1段階であり、大歯による突き刺し時のピッチが実施例1よりも小さくなるため、実施例1よりも大きな切断力を必要とした。
【0092】
(比較例3)
図11は、中央エリアに大歯を7本と中歯を6本設けた切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った中央エリアから側部エリアへの切り開きを滑らかにするために、歯高の異なる歯を交互に配置させず、中心部に大歯、その外側に中歯を配列したが、切断当初のフィルムの突き刺しの工程において、大歯による突き刺し時のピッチが実施例1よりも小さくなるため、実施例1よりも大きな切断力を必要とした。このように単純に、大歯、中歯を並べても、切断力低減の効果は得られないことが分かる。
【0093】
(比較例4)
図12は、中央エリアの歯の形状を二等辺三角形にして、大歯を5本設けた切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った。中央エリアの大歯の本数が5本で共通する比較例1と比較すると歯間ピッチが狭くなるため、比較例1より大きな切断力を必要とした。
【0094】
(比較例5)
図13は、中央エリアの歯の形状を二等辺三角形にして、大歯を7本設けた切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った。中央エリアの歯の本数が7本で共通する比較例2と比較すると歯間ピッチが狭くなるため、比較例1より大きな切断力を必要とした。
【0095】
(比較例6)
図14は、中央エリアの歯の形状を二等辺三角形にして、大歯を11本設けた切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った。中央エリアのサイズは比較例2と同等であるが、比較例2よりも歯の本数が増えたことから、切断当初のラップフィルムの突き刺しに大きな力を必要としたため、必要な切断力は比較例2よりもさらに大きくなった。
【0096】
(比較例7)
図15は、中央エリアの歯の形状を二等辺三角形にして、中央エリアの大歯の歯先角度を80°とした切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った。中央エリアの歯の本数が同じで、中央エリアの大歯の歯先角度が60°である比較例5よりも、かなり大きな切断力を必要とした。歯先角度を大きくすると、切断当初のフィルムの突き刺しに、より大きな力が必要となるからであると考えられる。
【0097】
(比較例8)
図16は、中央エリアの歯の形状を二等辺三角形にして、歯のサイズを小さくした切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った。中歯を使用しているが歯の本数が11本で共通している比較例6よりも、大きな切断力を必要とした。歯が小さくなったことで、切断当初の突き刺しにより大きな力が必要になったためであると考えられる。中央エリア幅がほぼ同等である比較例5よりも、大きな切断力を必要とした。歯の本数が多くなり切断当初のラップフィルムの突き刺しに多くの力を必要とするからであると考えられる。
【0098】
【表1】

【0099】
<切断性試験2>
次に、図2に示す構成を有する切断刃において、切断刃の刃幅dが異なる3種類の切断刃を用意して切断性試験2を行った。具体的には、実施例2の刃幅dが6mm、実施例3の刃幅dが7mm、実施例4の刃幅dが8mmである。なお、これらの各切断刃の材質、中央エリア及び側部エリアの歯の構成は、実施例1で使用した切断刃と同一である。各切断刃は、切断性試験1と同様に包装容器に接着された。そして、当該容器内に収容されたポリ塩化ビニリデンのラップフィルムを、切断性試験1と同様にして実際に切断し、切断力を測定した。
【0100】
(実施例2,3,4)
測定結果を表2に示す。実施例2,3,4ともに、平均値で450g〜460gの値であった。切断刃の刃幅を変更しても、切断力に殆ど差異は見られなかった。なお、本測定方法による現行の登録商標「NEWクレラップ」に使用されている金属製切断刃の切断力は300g〜500gである。本発明の実施形態にかかる実施例2,3,4の生分解性樹脂製切断刃は、現行の金属製切断刃と同等の切断力を有することが示された。
【0101】
なお、切断性試験1に用いた切断刃の刃幅dは7mmであるため、実施例1と実施例3の切断刃は同一である。切断性試験1と切断性試験2の切断力の値が異なっているのは、これらの試験で使用した切断刃が1枚1枚手作業で作成されたものであり、歯先縁の粗さ、或いは、包装容器の強度、包装容器と切断刃との間の接着状態等が区々であるためと考えられる。
【0102】
【表2】
【0103】
<官能性試験1>
実施例2,3,4で使用したものと同等の包装容器を用いて、官能性試験1を行った。モニター10人が、上記包装容器から引き出されたラップフィルムの切断を行い、切断時の切れ味を「良好」、「やや良好」、「普通」、「不良」で判定した。
【0104】
官能性試験1の結果、実施例2,3,4の全てについて、切れ味は「良好」ないしは「やや良好」であった。なお、従来の金属製の切断刃を用いた場合、瞬時にラップフィルムを切り裂く感触を有するが、樹脂製の切断刃の場合、切断の初期においてはプチプチと突き刺す感触を有する点で、金属製のものとは異なっている。
【0105】
<耐久性試験>
図2に示す構成を有する実施例1の切断刃を登録商標「NEWクレラップ」の包装容器に取り付けて、ポリ塩化ビニリデンのラップフィルムを200回切断する耐久性試験を行った。この結果、生分解性樹脂製の切断刃の損傷は殆ど確認できず、実用上問題ないことが分かった。
【0106】
<切断性試験3>
この試験では、側部エリアの歯の構成が異なる切断刃を3種類用意した。なお、これらの各切断刃の材質及び厚み、並びに中央エリアの歯の構成は、実施例1で使用した切断刃と同一である。各切断刃は、切断性試験1と同様に包装容器に接着された。そして、該包装容器内に収容されたポリ塩化ビニリデンのラップフィルムを切断性試験1と同様にして実際に切断し、切断力を測定した。
【0107】
(実施例5,6,7)
切断性試験3に用いた切断刃は、具体的には、図2に明示される切断刃(実施例5)、図3に明示される歯の構成を有する切断刃(実施例6)、並びに中央エリアに図3及び側部エリアに図5に明示される歯の構成を有する切断刃(実施例7)である。すなわち、これら3種の切断刃は中央エリアの歯の構成が共通するが、側部エリアの歯の構成が互いに相違する。なお、実施例5の切断刃は実施例1で使用した切断刃と同等のものである。各切断刃の側部エリアにおける側部歯の構成を表3に示す。
【0108】
【表3】
【0109】
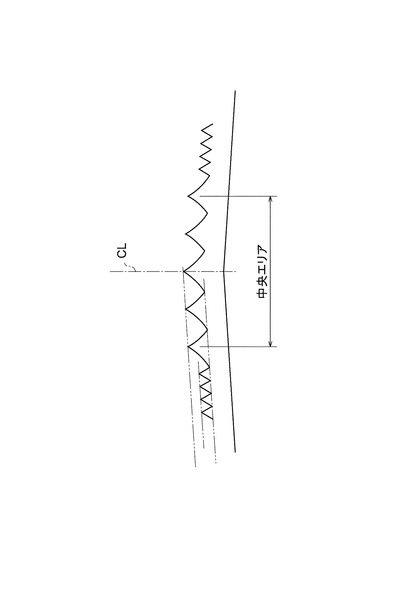
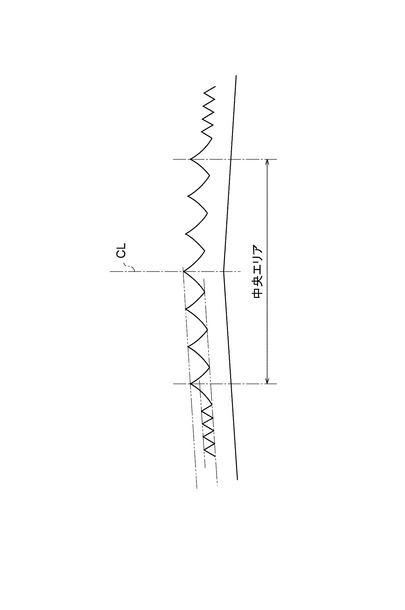
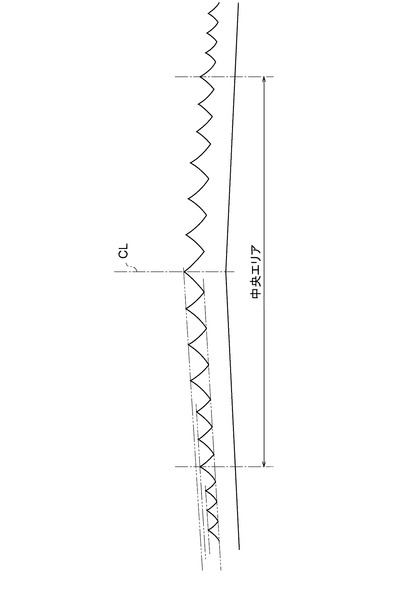
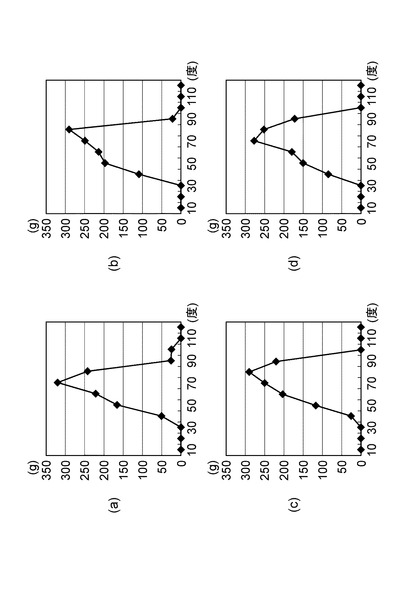
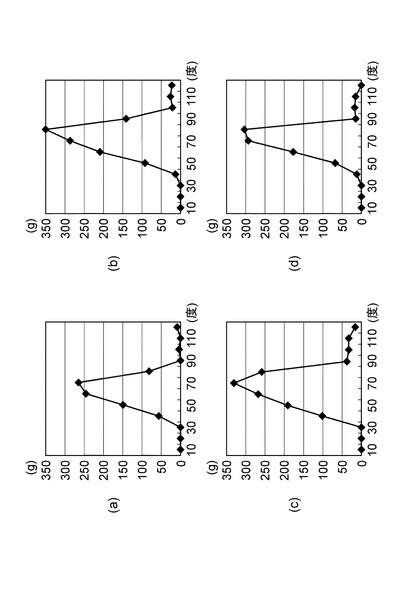
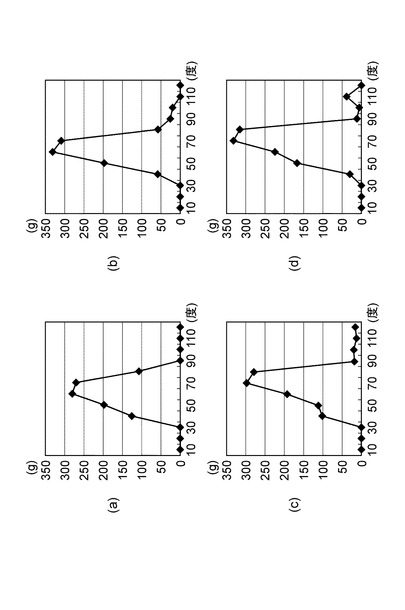
図17は、切断性試験3における実施例5の包装容器の回転角度に対する回転力の推移を示す折れ線グラフである。図18は、切断性試験3における実施例6の包装容器の回転角度に対する回転力の推移を示す折れ線グラフである。図19は、切断性試験3における実施例7の包装容器の回転角度に対する回転力の推移を示す折れ線グラフである。図17,図18,図19に示されている各々(a)、(b)、(c)及び(d)の4つの折れ線グラフに示されている結果は、同一包装容器を用いて同じ測定方法で測定されたものである。
【0110】
図17,図18,図19の横軸は包装容器の回転角度(°)であり、縦軸は回転力(回転に必要な力(g))である。実施例5,実施例6,実施例7の包装容器の切断刃は、いずれも良好な切断性を示した。
【0111】
<官能性試験2>
実施例5,実施例6,実施例7で使用したものと同等の包装容器を用いて、官能性試験2を行った。モニター10人(グループ1)とグループ1には属さないモニター17人(グループ2)とが、ラップフィルムの切断を行い、表4に示す判定基準で評価を行った。
【0112】
【表4】
【0113】
図20は、グループ1による官能性試験2の評価点数の平均点を示す棒グラフである。図20中、(a)は実施例5と同等の包装容器を用いた場合であり、(b)は実施例6と同等の包装容器を用いた場合であり、(c)は実施例7と同等の包装容器を用いた場合である。
【0114】
図20に記載の結果によれば、実施例5の包装容器の切断刃に比べて、実施例6及び実施例7の包装容器の切断刃の方が一層良く切れることが判明した。これは、側部エリアに大小2種の側部歯が交互に配置された実施例6及び実施例7の切断刃の方が、側部エリアに寸法が同じ側部歯のみを有する実施例5の切断刃に比べて、ラップフィルムの切断における突き刺し段階から切り開き段階への移行及び切り開き段階の進行がより円滑に行われるためである。
【0115】
図21は、グループ2による官能性試験2において、3種類の包装容器のなかで最も高い評価点数をつけたモニターの人数を表す棒グラフである。図21中、(a)は実施例5と同等の包装容器を用いた場合であり、(b)は実施例6と同等の包装容器を用いた場合であり、(c)は実施例7と同等の包装容器を用いた場合である。
【0116】
図21に記載の結果によれば、実施例5,実施例6,実施例7のうち、実施例6の包装容器の切断刃が最も良く切れることが分かった。実施例6の包装容器の切断刃における側部エリアの歯の構成が、ラップフィルムの切断において、突き刺し段階から切り開き段階への移行、及び切り開きの進行をより一層円滑化できることがわかった。
【符号の説明】
【0117】
10…包装容器、12…紙管、14…ラップフィルム、16…容器本体、18…蓋体、20…容器本体の後面壁の頂縁、22…蓋体の前面壁、24…切断刃、26…容器本体の前面壁の底辺、28…中央エリア、30…側部エリア、31…側部第1歯(側部歯)、32…側部第2歯(側部歯)、33…側部第3歯(側部歯)、34…側部第4歯(側部歯)、35…小歯、36…中歯(第2歯)、37…側部歯、38…大歯(第1歯)、39…歯、40…プッシュプルゲージ、42…固定治具。
【技術分野】
【0001】
本発明は、円筒状のコアにロール状に巻かれたラップフィルムを包装するための包装容器に関し、特に包装容器に用いられる切断刃に関するものである。
【背景技術】
【0002】
従来から種々の形式のラップフィルム用包装容器が知られている。その多くは厚紙製であり、ロール状に巻かれたラップフィルムを収納する容器本体と、この容器本体に一体的に設けられた蓋体とから構成される。そして、容器から引き出されたラップフィルムは、蓋体の前面壁の裏面に取り付けられた鋸歯状の切断刃によって切断される。
【0003】
この種の切断刃としては、フィルムを容易に切断できるように、直線状の形状のものに代えて、切断刃の中間部が側部エリアよりも容器の底辺に近づいているV字状の形状のものが用いられている。これは、切断刃の最も突き出している部分からラップフィルムを切断し始めることで、切断を確実に且つ容易に行うための形状である。
【0004】
また、切断刃は、一般的には、金属製のものが用いられているが、近年の環境問題への配慮から、紙製や樹脂製の非金属製の切断刃が検討されている。
【0005】
ところが、非金属製の切断刃は、金属製の切断刃ほどの良好な切断性を発揮することは難しく、特に伸縮性に富んだポリエチレン、ポリプロピレン、ポリ塩化ビニリデン等のフィルムの切断には大きな力を要するため、使用するにつれて容器や歯が傷み使用上不都合を生じる場合があった。かかる点を改善するため、例えば下記の特許文献1〜4に開示されているように、切断刃の中央エリアの歯をその側部のエリアの歯よりも大きいものとしたり、逆に切断刃の中央エリアの歯をその側部のエリアよりも小さいものとしたり、歯の先端を鋭くしたりして切断性を向上させることが試みられている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−21292号公報
【特許文献2】登録実用新案第2547868号公報
【特許文献3】実開平7−11527号公報
【特許文献4】特開2006−188285号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、本発明者らの検討によれば、上述した特許文献1の切断刃は、紙鋸刃の各歯の先端を鋭くしているが、各歯の大きさが全て同一であることから切断性に問題がある。また、上述した特許文献2及び3の切断刃には、側部エリアに比べて中央エリアにかなり大きな大歯が設けられているため、耐久性や切断時のフィーリング(官能性)等に問題がある。また、上述した特許文献4の切断刃には、中央部に配置された小刃山と両端部に配置された大刃山との間に切り替え刃山が設けられているが、切断時のフィーリング(官能性)が未だ十分ではない。かかる状況の下、より切断性能が向上した非金属製の切断刃が求められている。
【0008】
そこで、本発明の第1の目的は、ラップフィルム等のロール状被包装物を容易に且つ確実に切断することができる非金属製の切断刃を提供することにある。また、本発明の第2の目的は、かかる非金属製の切断刃を備えた包装容器を提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成すべく鋭意研究を重ねた結果、ラップフィルム等の切断性は、V字状の切断刃を構成する歯の寸法、歯先角度、歯間ピッチ、歯の形状等が密接に関連し影響することを見出した。
【0010】
本発明はかかる知見に基づいて成されたものであり、本発明の切断刃は、ラップフィルム等のロール状被包装物を包装するための包装容器における蓋体の前面壁の裏面に取り付けられた、非金属からなるV字状の切断刃において、
(a)中央エリアと、前記中央エリアの両側に配置される側部エリアとから構成されており、
(b)前記中央エリアが、複数本の第1歯と、前記第1歯よりも小さな複数本の第2歯とを備え、
(c)前記第1歯の一つが前記中央エリアのV字の頂点部に配置されると共に、他の第1歯が前記頂点部の第1歯を挟むよう所定の間隔で配置されており、
(d)前記第2歯が前記第1歯間に配置されており、
(e)前記中央エリアにおける前記他の第1歯の歯先と前記頂点部の第1歯の歯先とを結ぶ第1直線が、前記中央エリアにおける前記第2歯の歯先よりも、前記蓋体の前面壁から離れている位置にあり、
(f)前記側部エリアが、複数本の側部歯を備え、
(g)前記第1直線に平行で、且つ前記第2歯の歯先を結ぶ第2直線が、前記側部エリアにおける前記側部歯の歯先を通るか、又は前記側部歯の歯先よりも、前記蓋体の前面壁から離れている位置にある
ことを特徴としている。
【0011】
上述の構成の中央エリアを設けることで、媒体であるラップフィルム等の切断が、中央エリアによる切断当初の「突き刺し」段階と、その後の側部エリアによる「切り開き」段階の2段階に分割される。更には、「突き刺し」段階は、第1歯による突き刺し工程と、第2歯による突き刺し工程の2工程に分割される。切断当初、ラップフィルムに接する歯は第1歯のみであるため、突き刺しに要する力は小さくてすむ。また、第1歯のみでは第1歯間の谷部の抵抗によりラップフィルムの突き刺しに力を要することとなるが、第1歯で突き刺した後には第2歯がラップフィルムを貫くことで、円滑にラップフィルムを突き刺すことが可能となる。
【0012】
また、側部エリアが、交互に配置された大小2種の側部歯を備えることが好ましい。
【0013】
このように側部エリアに大小2種の側部歯を交互に配置することによって、「突き刺し」段階から「切り開き」段階への移行時及び「切り開き」段階において、同時にラップフィルムと接する側部歯の本数を少なくすることができる。したがって、寸法が単一の複数の側部歯を備える場合よりも「突き刺し」段階から「切り開き」段階への移行がより円滑化されるとともに、より小さい力でラップフィルムを切り開き切断することが可能となる。
【0014】
また、本発明の切断刃は、側部エリアの外側の端部に、側部エリアの外側の端部以外の部分における側部歯よりも大きい歯を含むことが好ましい。
【0015】
このように側部エリアの外側の端部に側部エリアの他の部分における側部歯よりも大きい歯を配置することによって、ラップフィルムの切断をラップフィルムの端から開始する場合にも、ラップフィルムの切断が「突き刺し」段階と「切り開き」段階との2段階に分割される。切断当初、ラップフィルムに接する歯は側部エリアの外側の端部に配置される大きい歯のみであるため、突き刺しに要する力は小さくてすむ。したがって、ラップフィルムの切断をラップフィルムの端部から開始する場合及びラップフィルムの中央部から開始する場合の双方において、ラップフィルムを容易に切断することができる。
【0016】
なお、側部歯は、第2歯と同じ大きさか又は第2歯よりも小さいことが好ましい。第2歯による切断後は、特に力をかけずにラップフィルムを側部歯により切り開き切断することが可能であり、比較的小さな歯で良好な使用感が得られるからである。
【0017】
なお、本発明においては、第1歯、第2歯及び側部歯の少なくとも一つにおける斜辺が、内側に凹んだ円弧状、すなわち歯の形状がいわゆる銀杏の葉の形状となっている。
【0018】
かかる形状により、切断性を確保するため歯先角度を鋭角にしつつ、歯間ピッチを広げることが可能となる。これにより、一定の長さでの歯の本数を増やさずに済み、ラップフィルムの突き刺しに要する力が大きくなるのを抑制することができる。また、末端ほど幅が広くなるため、歯の耐久性向上の効果も得られる。
【0019】
また、非金属製の切断刃としては、バルカナイズドファイバや樹脂含浸紙、樹脂製のものがあげられるが、その中でも強度に優れる樹脂製のものが好ましい。使用される樹脂の例としては、ポリエチレン、ポリプロピレン、ポリスチレン、アセタール樹脂、ポリフェニレンサルファイド、PEEK(ポリエーテル・エーテル・ケトン樹脂)、PES(ポリエーテルサルフォン樹脂)等が挙げられる。更には、樹脂の中でも環境に優しい生分解性樹脂が好ましい。生分解性樹脂とは、使用中は従来の樹脂と同程度の機能を保ちながら、使用後廃棄されたとき、自然界に存在する微生物の働きによって低分子化合物に分解され、最終的には炭酸ガスと水に完全分解される高分子素材であり、このような機能を有することから、より環境に配慮した切断刃を提供することができる。生分解性樹脂の例としては、ポリ乳酸樹脂、ポリグリコール酸樹脂が挙げられる。
【0020】
本発明の切断刃は、上述した樹脂材料の1種を単独で用いるか、又は2種以上を混合したものを用いて形成することができる。また、単独の樹脂材料、又は2種以上を混合した樹脂材料に、炭酸カルシウム、酸化チタン、シリカ等の無機粉体を、切断刃の材料全体に対して5〜70質量%添加して形成することもできる。無機粉体を添加することにより、機械的強度を向上することができる。
【0021】
本発明の切断刃は、これらの材料を、厚さ0.05〜0.5mm、好ましくは0.1〜0.3mmのシート状とした後に、金型による打ち抜き加工により形成することができる。
【0022】
本発明の切断刃は、これを包装容器に接着すれば、切断性に優れた包装容器を提供できる。
【発明の効果】
【0023】
本発明の切断刃及びそれを備える包装容器においては、ラップフィルムを切断するに際して大きな力が必要ない。また、第1段階でラップフィルムを突き刺し、連続して第2段階でラップフィルムを切り開いていくので、切断刃の各歯に作用する負荷を軽減でき、切断刃が樹脂製であっても、その耐久性を向上させることができ、ひいては包装容器自体の耐久性をも向上させることができる。
【0024】
この効果は、歯先を過度に鋭利にする必要性を低減するものであり、歯自体の耐久性の向上にも大いに寄与する。
【図面の簡単な説明】
【0025】
【図1】本発明が適用された包装容器10の形態を示す斜視図である。
【図2】本発明の第一の実施形態にかかる樹脂製の切断刃の中央部の拡大図である。
【図3】本発明の第二の実施形態にかかる樹脂製の切断刃の中央部の拡大図である。
【図4】本発明の第二の実施形態にかかる樹脂製の切断刃の片側の側部エリアの一部拡大図である。
【図5】本発明の第三の実施形態にかかる樹脂製の切断刃の片側の側部エリアの一部拡大図である。
【図6】第一、第二又は第三の実施形態の変形例にかかる切断刃における片側の側部エリアの端部の一部拡大図である。
【図7】本発明の別の実施形態にかかる樹脂製の切断刃の中央部の拡大図である。
【図8】クレラップカット力測定機及び測定方法を示す概略図(縦断面図)である。
【図9】中央エリアに大歯を5本設けた切断刃の中央エリアの拡大図である。
【図10】中央エリアに大歯を7本設けた切断刃の中央エリアの拡大図である。
【図11】中央エリアに大歯を7本と中歯を6本設けた切断刃の中央エリアの拡大図である。
【図12】中央エリアの歯の形状を二等辺三角形にして、大歯を5本設けた切断刃の中央エリアの拡大図である。
【図13】中央エリアの歯の形状を二等辺三角形にして、大歯を7本設けた切断刃の中央エリアの拡大図である。
【図14】中央エリアの歯の形状を二等辺三角形にして、大歯を11本設けた切断刃の中央エリアの拡大図である。
【図15】中央エリアの歯の形状を二等辺三角形にして、中央エリアの大歯の歯先角度を80°とした切断刃の中央エリアの拡大図である。
【図16】中央エリアの歯の形状を二等辺三角形にして、歯のサイズを小さくした切断刃の中央エリアの拡大図である。
【図17】切断性試験3における実施例5の包装容器の回転角度に対する回転力の推移を示す折れ線グラフである。
【図18】切断性試験3における実施例6の包装容器の回転角度に対する回転力の推移を示す折れ線グラフである。
【図19】切断性試験3における実施例7の包装容器の回転角度に対する回転力の推移を示す折れ線グラフである。
【図20】グループ1による官能性試験2の評価点数の平均点を示す棒グラフである。
【図21】グループ2による官能性試験2において、3種類の包装容器のなかで最も高い評価点数をつけたモニターの人数を表す棒グラフである。
【発明を実施するための形態】
【0026】
[第一の実施形態]
図1は、本発明が適用された包装容器10の形態を示す斜視図である。この包装容器10は、1枚の厚紙、好ましくはコートボール紙から作られている。図1に示すように、包装容器10は、円筒状の紙管12にロール状に巻き付けられたラップフィルム14を収納するための容器本体16と、この容器本体16に一体的に設けられた蓋体18とから構成されている。閉蓋時、この包装容器10の全体形状は略直方体形状をなす。なお、本実施形態では、ラップフィルムはポリ塩化ビニリデンからなるものとする。
【0027】
容器本体16の上部は、ラップフィルム14を引き出すための開口部として開放されている。また、蓋体18は、容器本体16の後面壁の頂縁20から連続して延びている。従って、蓋体18は容器本体16に対して回動可能であり、容器本体16の開口部を覆うことができるよう構成されている。
【0028】
蓋体18の前面壁22の先端縁はV字状をなし、その形状に合わせて切断刃24もV字状のものが用いられている。このようなV字状切断刃24を採用した包装容器10を用いてラップフィルム14を切断する場合、図1に示す如く、一方の手でラップフィルム14の先端部を把持し、他方の手で包装容器10を握ると共にその手の親指を蓋体前面壁22の中央部にあてがい、包装容器10を前側、すなわち矢印Aの方向にひねる。これにより、V字状切断刃24の中央エリアにある歯がラップフィルム14を貫き、そのままラップフィルム14を引くと、ラップフィルム14は切り開かれて切断される。
【0029】
次に、本実施形態に係る切断刃24について更に詳細に説明する。
【0030】
図2は、本発明の第一の実施形態にかかる樹脂製の切断刃の中央部の拡大図である。切断刃24は樹脂製であり、本実施形態では、特に環境に配慮すべく、生分解性樹脂が採用されている。生分解性樹脂としては、代表的なものとしてポリ乳酸、ポリグリコール酸等が挙げられる。その中でも、本発明においては、特許第3573605号に開示されたポリ乳酸系の樹脂組成物を2軸延伸したものが好適に用いられる。更に具体的には、ポリ乳酸系の樹脂組成物を2軸延伸したシートからプレス加工やレーザ切削法等により本発明に開示された形状の歯を成形することにより、切断刃24を得ることができる。なお、樹脂以外の成分としては、特許第3573605号に開示される無機充填剤以外に、熱安定剤、光安定剤、防湿剤、防水剤、離型剤、顔料、染料等を含んでいてもかまわない。
【0031】
本実施形態に係る切断刃24は、V字の頂点を通る中心線(図2の符号CL)を中心として左右対称となっており、中央エリア28と、その両側に位置する側部エリア30との、三つのエリアに区分されている。
【0032】
側部エリア30における歯(側部歯)31は一定の寸法であり、従来一般に用いられている歯と同程度の比較的小さなものが用いられている。以下、この寸法の歯を「小歯」と称する。
【0033】
本実施形態に係る中央エリア28は、図2に明示するように、15本の歯35,36,38から構成される。中央エリアにおける歯は、側部エリア30の側部歯31と同じ寸法の小歯35、小歯35よりも大きな歯(第2歯:以下「中歯」と称する)36、及び、中歯36よりも更に大きな歯(第1歯:以下「大歯」と称する)38の3種類となっている。なお、以下の説明では、中歯及び大歯の参照符号36,38に、適宜、アルファベットの添え字を付す。
【0034】
大歯38の1本は、切断刃24のV字の頂点部(中央エリア28の長手方向中心)に位置し、他の大歯38b,38cは中央の大歯38aを中心にして左右に2本ずつ、一定の間隔で配置されている。中央の第1番目の大歯38aの歯先と、左右各側にある第2番目と第3番目の大歯38b,38cの歯先とは、直線で結ぶことができ、左右各側のこの直線(第1直線)L1は、中央エリア28の左右各側にある中歯36の歯先よりも前側(蓋体前面壁22の先端縁から離れる側)に位置している。
【0035】
また、中央エリア28における中歯36は、左右各側に4本ずつ、計8本、配置されている。中央側の4本の中歯36a,36bは大歯38a,38b,38c間に一定の間隔で配置されており、同間隔で他の4本の中歯36c,36dが第3番目の大歯38cの外側に配置されている。左右各側の中歯36a、36b、36c及び36dの歯先は直線(第2直線)L2で結ぶことができ、左右各側のこの直線L2は、前記直線L1と実質的に平行であり、且つ、前記直線L1よりも後側(蓋体前面壁22の先端縁に近い側)に位置している。
【0036】
また、左右各側の側部エリア30における側部歯31の歯先を結ぶ直線(第3直線)L3は、同側の直線L1及びL2と実質的に平行であり、且つ、当該直線L1及びL2よりも後側(蓋体前面壁22の先端縁に近い側)に位置している。すなわち、左右各側の直線L2は、直線L1及びL3の中間で延びている。
【0037】
更に、中央エリア28の小歯35は、左右各側において、第3番目と第4番目の中歯36c,36dの間に配置されており、その歯先は、側部エリア30の側部歯31の歯先を結ぶ直線L3の延長線上に位置している。
【0038】
本実施形態にかかる切断刃24において、小歯35、中歯36、大歯38、側部歯31のそれぞれの歯先角度α(図2)は、ラップフィルム14の突き刺しに適した角度とされている。ラップフィルム14がポリ塩化ビニリデンからなる本実施形態では、歯先角度αは30°〜90°の範囲が好ましく、40°〜70°がより好ましい。90°よりも大きいと、ラップフィルム14を突き刺すのに多大な力が必要となり、30°よりも小さいと、歯31〜38自体の耐久性を損なうからである。
【0039】
また、小歯35、中歯36、大歯38、側部歯31のそれぞれの形状は、単純な二等辺三角形状であってもよいが、本実施形態では、斜辺が内側に凹んだ円弧状になっている末広がり形状ないしは銀杏の葉の形状とすることが好適である。歯先角度αを、前述の鋭角に保持しつつ、耐久性を向上させるためである。また、かかる形状とした場合、二等辺三角形よりも、同一長さ範囲内では、歯の本数を少なくすることができ、後述するが、切断に要する力の軽減に寄与している。
【0040】
次に、本実施形態にかかる切断刃24を有する包装容器10を用いてラップフィルム14を切断する場合について説明する。
【0041】
まず、図1に示すように、一方の手で包装容器10を握り、他方の手でラップフィルム14の先端部を把持し、所望量だけ引き出す。そして、包装容器10を握っている手の親指を蓋体前面壁22の中央部にあてがい、包装容器10を前側、すなわち矢印Aの方向にひねる。
【0042】
この際、最初に切断刃24の頂点部にある第1番目の大歯38aがラップフィルム14に接触し、これを突き刺す。また、ほぼ同時に、第2番目の大歯38b、更には第3番目の大歯38cがラップフィルム14に接し、これを突き刺す。このように、最初にラップフィルム14に接するのは、歯間ピッチの大きな最大5本の大歯38のみであるため、切断当初に包装容器10をひねる力は小さなものですむ。すなわち、各大歯38がラップフィルム14を突き刺すために必要な最小限の力は一定であるため、その力の5倍のみの力が包装容器10をひねる最小の力となる。従来の如く、歯先角度を小さくし、歯間ピッチを小さくしたものでは、ラップフィルム14に接する歯の本数が多数となるため、包装容器10に加える力は必然的に大きなものとなり、使用のフィーリングも損なうものであったが、本実施形態ではそのような問題はない。
【0043】
続いて、ラップフィルム14には中歯36が接し、これらの中歯36によりラップフィルム14が貫かれる。ここで、仮に中歯36がないと仮定すると、大歯38間のピッチが広いため、歯38間の谷部が抵抗となってラップフィルム14の切り開きに大きな力を要することになる。しかしながら、本実施形態では、大歯38によるラップフィルム14の突き刺しに引き続いて中歯36が大歯38間のラップフィルム14を貫くことになるため、ラップフィルム14の突き刺しが円滑化される。なお、ラップフィルム14に同時に接する中歯36の数は最大8本であるが、実際に同時にラップフィルム14に接する中歯36の数は8本よりも少なく、また大歯38によってもラップフィルム14の突き刺しが行われて周辺部が脆弱化しているため、中歯36による突き刺しに要する力は大歯38による突き刺し時に比して更に小さなものとなる。このようにして、大歯38による第1段階の切断から中歯による第2段階の切断も、使用者に抵抗感を与えることなく、円滑に行われることとなる。
【0044】
更に、包装容器10を矢印A方向にひねると、中央エリア28の小歯35が、第3番目と第4番目の中歯36c,36d間のラップフィルム14を突き刺し、ラップフィルム14の切り開きが側部エリア30へと進んでいく。ラップフィルム14に十分な大きさの初期突き刺し部が形成されたならば、以降はラップフィルム14を切断するのに特に大きな力は不要であり、側部歯31からなる側部エリア30においても円滑にラップフィルム14は切り開かれ切断されていく。
【0045】
本実施形態にかかる切断刃24を用いれば、ラップフィルム14を切断する際、格別に大きな力は必要なく、これは、各歯31,35,36,38の歯先角度αを過度に小さくする必要性を減らすものであり、ひいては各歯31,35,36,38の耐久性を向上させることにもなる。
【0046】
なお、大歯38及び中歯36の歯高(突出量)を過度に大きくした場合、切断刃24の固定部からの距離、すなわち蓋体前面壁22の先端縁からの距離が長くなり、耐久性が損なわれる恐れがある。また、歯高が大きければ、包装容器10を使用する者の手を傷つける恐れもある。このため、切断性、耐久性及び安全性の面から、例えば、中央エリア28の大歯38の歯高H1は、好ましくは1.0〜4.0mm、より好ましくは1.2〜3.5mm、さらに好ましくは1.5〜3.0mm、中歯36の歯高H2は、好ましくは1.0〜3.0mm、より好ましくは1.2〜2.5mm、小歯35の歯高H3は、好ましくは0.5〜2.5mm、より好ましくは0.6〜2.0mmとするのがよい。
【0047】
また、中央エリア28の歯間ピッチは、大歯38間が好ましくは3.0〜9.0mm、より好ましくは4.0〜7.0mm、さらに好ましくは4.5〜6.0mm、中歯36間も好ましくは3.0〜9.0mm、より好ましくは4.0〜7.0mm、さらに好ましくは4.5〜6.0mmとするのがよい。歯間ピッチが9.0mmを超えた場合には、ラップフィルム14の第1段階の突き刺しにおいて大歯38間の谷部にフィルム14が引っかかって切断に支障が生じ、歯間ピッチが3.0mmよりも狭い場合には、中央エリア28に設けられる歯の本数が増加し、その結果突き刺しに必要な力が大きくなり本発明の目的を達成できないからである。
【0048】
側部エリア30の側部歯31の歯高H3は、好ましくは0.3〜2.5mm、より好ましくは0.5〜2.0mm程度とするのがよい。また、側部歯31の歯間ピッチは、好ましくは1.0〜3.2mm、より好ましくは1.2〜2.5mmとするのがよい。
【0049】
[第二の実施形態]
図3は、本発明の第二の実施形態にかかる樹脂製の切断刃の中央部の拡大図である。第二の実施形態にかかる切断刃24は、中央エリア28に、第一の実施形態にかかる切断刃24の中央エリア28と同様の歯の構成を有する。ただし、第二の実施形態にかかる切断刃24は、側部エリア30に大きさの異なる大小2種の側部歯を備えている点で、第一の実施形態にかかる切断刃24と異なっている。
【0050】
図4は、本発明の第二の実施形態にかかる樹脂製の切断刃の片側の側部エリアの一部拡大図である。図4の切断刃24は、側部エリア30に小歯35と同じ寸法である複数の側部歯(以下、「側部第1歯」と称する)31と、側部第1歯31に挟まれるように側部第1歯31より小さい側部歯(以下、「側部第2歯」と称する)32とを備えている。側部エリア30には、中央エリア28に属する中刃36dに隣接するように側部第1歯31が配置され、側部第2歯32及び側部第1歯31が切断刃24の長手方向に一定の間隔で交互に配置されている。なお、図4には、便宜上5本の側部歯しか示していないが、実際は側部第1歯31及び側部第2歯32が交互に切断刃24の端まで設けられている。また、図4には、切断刃24の一方の側部エリアしか示していないが、当該切断刃24は他方の側部エリアにも対称に同様の歯の構成を備えている。
【0051】
側部エリア30に配置された複数の側部第1歯31の歯先と中央エリア28の小歯35の歯先とは、直線で結ぶことができ、この直線(第3直線)L3は、大歯の歯先を結ぶ直線L1及び中歯の歯先を結ぶ直線L2と実質的に平行であり、且つ、前記直線L1及びL2よりも後側(蓋体前面壁22の先端縁に近い側)に位置している。
【0052】
また、複数の側部第2歯32の歯先は直線で結ぶことができ、この直線(第4直線)L4は、前記直線L1、L2及びL3と実質的に平行であり、且つ、前記直線L1、L2及びL3よりも後側(蓋体前面壁22の先端縁に近い側)に位置している。
【0053】
本実施形態にかかる切断刃24において、小歯35、中歯36、大歯38、側部第1歯31,側部第2歯32のそれぞれの歯先角度α(図3)は、ラップフィルム14の突き刺しに適した角度とされている。ラップフィルム14がポリ塩化ビニリデンからなる本実施形態では、歯先角度αは30°〜90°の範囲が好ましく、40°〜70°がより好ましい。90°よりも大きいと、ラップフィルム14を突き刺すのに多大な力が必要となり、30°よりも小さいと、歯31〜38自体の耐久性を損なうからである。
【0054】
また、小歯35、中歯36、大歯38、側部第1歯31,側部第2歯32のそれぞれの形状は、単純な二等辺三角形状であってもよいが、本実施形態では、斜辺が内側に凹んだ円弧状になっている末広がり形状ないしは銀杏の葉の形状とすることが好適である。歯先角度αを、前述の鋭角に保持しつつ、耐久性を向上させるためである。また、かかる形状とした場合、二等辺三角形よりも、同一長さ範囲内では、歯の本数を少なくすることができ、切断に要する力の軽減に寄与している。
【0055】
次に、本実施形態にかかる切断刃24を有する包装容器10を用いてラップフィルム14を切断する場合について説明する。
【0056】
上述の第一の実施形態と同様に、まず、図1に示すように、一方の手で包装容器10を握り、他方の手でラップフィルム14の先端部を把持し、所望量だけ引き出す。そして、包装容器10を握っている手の親指を蓋体前面壁22の中央部にあてがい、包装容器10を前側、すなわち矢印Aの方向にひねる。本実施形態にかかる切断刃24は、中央エリア28に、上述の第一の実施形態にかかる切断刃の中央エリアと同様の歯の構成を有する。したがって、第一の実施形態と同様に、ラップフィルム14に十分な大きさの初期突き刺し部が容易に形成される。
【0057】
本実施形態にかかる切断刃24は、側部エリアに図4に示すような歯の構成を有する。したがって、切断刃24の中央エリア28でラップフィルム14の「突き刺し」が行われた後、中央エリア28に近い方に配置されている数本の側部第1歯31がラップフィルム14に接し、「切り開き」が開始される。側部第1歯31による「切り開き」がある程度進行した後、ラップフィルム14は中央エリア28に近い方に配置されている数本の側部第2歯32に接し、ラップフィルム14は切り開かれ切断されていく。
【0058】
図4に示すような、側部エリアに寸法が互いに異なる大小二種の側部歯(側部第1歯31と側部第2歯32)を備える本実施形態にかかる切断刃24を用いれば、「突き刺し」段階から「切り開き」段階への移行時及び「切り開き」段階の進行時に、ラップフィルム14に同時に接する側部歯の本数が少なくなるため、突き刺し段階から切り開き段階の移行に要する力、及び切り開き段階の進行に要する力を一層小さくすることができる。
【0059】
本実施形態にかかる切断刃24を用いれば、ラップフィルム14を切断する際、格別に大きな力は必要なく、これは、各歯31,32,35,36,38の歯先角度αを過度に小さくする必要性を減らすものであり、ひいては各歯31,32,35,36,38の耐久性を向上させることにもなる。
【0060】
なお、大歯38及び中歯36の歯高(突出量)を過度に大きくした場合、切断刃24の固定部からの距離、すなわち蓋体前面壁22の先端縁からの距離が長くなり、耐久性が損なわれる恐れがある。また、歯高が大きければ、包装容器10を使用する者の手を傷つける恐れもある。このため、切断性、耐久性及び安全性の面から、例えば、中央エリア28の大歯38の歯高H1は、好ましくは1.0〜4.0mm、より好ましくは1.2〜3.5mm、さらに好ましくは1.5〜3.0mm、中歯36の歯高H2は、好ましくは1.0〜3.0mm、より好ましくは1.2〜2.5mm、小歯35の歯高H3は、好ましくは0.5〜2.5mm、より好ましくは0.6〜2.0mmとするのがよい。
【0061】
中央エリア28の歯間ピッチは、大歯38間が好ましくは3.0〜9.0mm、より好ましくは4.0〜7.0mm、さらに好ましくは4.5〜6.0mm、中歯36間も好ましくは3.0〜9.0mm、より好ましくは4.0〜7.0mm、さらに好ましくは4.5〜6.0mmとするのがよい。歯間ピッチが9.0mmを超えた場合には、ラップフィルム14の第1段階の突き刺しにおいて大歯38間の谷部にフィルム14が引っかかって切断に支障が生じ、歯間ピッチが3.0mmよりも狭い場合には、中央エリア28に設けられる歯の本数が増加し、その結果突き刺しに必要な力が大きくなり本発明の目的を達成できないからである。
【0062】
側部エリア30の側部第1歯31の歯高H3は、好ましくは0.3〜2.5mm、より好ましくは0.5〜2.0mmとするのがよい。また、側部第2歯32の歯高H4は、好ましくは0.3〜1.5mm、より好ましくは0.5〜1.2mm程度とするのがよい。また、側部第1歯31及び側歯2歯32の歯間ピッチは、好ましくは1.0〜3.5mm、より好ましくは1.2〜3.0mmとするのがよい。切断刃24が側部エリア30にこのような歯の構成を備えることによって、ラップフィルムの切り開きをより一層円滑に行うことができる。
【0063】
[第三の実施形態]
図5は、本発明の第三の実施形態にかかる樹脂製の切断刃の片側の側部エリアの一部拡大図である。図5の切断刃24は、図示しないが、中央エリア28に、第一及び第二の実施形態にかかる切断刃24の中央エリア28と同様の歯の構成を有する。ただし、図5の切断刃24は、側部エリア30に小歯35より小さい側部歯(以下、「側部第3歯」と称する)33と、側部第3歯33に挟まれるように小歯35より大きく中歯36より小さい複数の側部歯(以下、「側部第4歯」と称する)34とを備えている点で、第一及び第二の実施形態にかかる切断刃24と異なっている。側部エリア30には、中央エリア28に属する中刃36dに隣接するように側部第3歯33が配置され、側部第3歯33及び側部第4歯34が切断刃24の長手方向に交互に配置されている。なお、図5には、便宜上4本の側部歯しか示していないが、実際は側部第3歯33及び側部第4歯34が交互に切断刃24の端まで設けられている。また、図5には、切断刃24の一方の側部エリアしか示していないが、当該切断刃24は他方の側部エリアにも対称に同様の歯の構成を備えている。
【0064】
側部エリア30に配置された複数の側部第4歯34の歯先は、直線で結ぶことができ、この直線(第5直線)L5は、大歯の歯先を結ぶ直線L1及び中歯の歯先を結ぶL2と実質的に平行であり、且つ、前記直線L1及びL2よりも後側(蓋体前面壁22の先端縁に近い側)に位置している。
【0065】
また、複数の側部第3歯33の歯先は、直線で結ぶことができ、この直線(第6直線)L6は、前記直線L1、L2及びL5と実質的に平行であり、且つ、前記直線L1、L2及びL5よりも後側(蓋体前面壁22の先端縁に近い側)に位置している。なお、中央エリアの小歯35の歯先は前記直線L5とL6との間に位置している。
【0066】
本実施形態にかかる切断刃24において、小歯35、中歯36、大歯38、側部第3歯33、側部第4歯34のそれぞれの歯先角度α(図5)は、ラップフィルム14の突き刺しに適した角度とされている。ラップフィルム14がポリ塩化ビニリデンからなる本実施形態では、歯先角度αは30°〜90°の範囲が好ましく、40°〜70°がより好ましい。90°よりも大きいと、ラップフィルム14を突き刺すのに多大な力が必要となり、30°よりも小さいと、歯33〜38自体の耐久性を損なうからである。
【0067】
また、小歯35、中歯36、大歯38、側部第3歯33及び側部第4歯34のそれぞれの形状は、単純な二等辺三角形状であってもよいが、本実施形態では、斜辺が内側に凹んだ円弧状になっている末広がり形状ないしは銀杏の葉の形状とすることが好適である。歯先角度αを、前述の鋭角に保持しつつ、耐久性を向上させるためである。また、かかる形状とした場合、二等辺三角形よりも、同一長さ範囲内では、歯の本数を少なくすることができ、切断に要する力の軽減に寄与している。
【0068】
次に、本実施形態にかかる切断刃24を有する包装容器10を用いてラップフィルム14を切断する場合について説明する。
【0069】
上述の第一の実施形態と同様に、まず、図1に示すように、一方の手で包装容器10を握り、他方の手でラップフィルム14の先端部を把持し、所望量だけ引き出す。そして、包装容器10を握っている手の親指を蓋体前面壁22の中央部にあてがい、包装容器10を前側、すなわち矢印Aの方向にひねる。本実施形態にかかる切断刃24は、中央エリア28に、上述の第一の実施形態にかかる切断刃の中央エリアと同様の歯の構成を有する。したがって、第一の実施形態と同様に、ラップフィルム14に十分な大きさの初期突き刺し部が容易に形成される。
【0070】
本実施形態にかかる切断刃24は、側部エリアに、図5のような歯の構成を有する。したがって、切断刃24の中央エリア28でラップフィルム14の「突き刺し」に続いて、中央エリア28に近い方に配置されている数本の側部第4歯34がラップフィルム14に接し、「切り開き」に移行する。側部第4歯34による「切り開き」がある程度進行した後、ラップフィルム14は中央エリア28に近い方に配置されている数本の側部第3歯33に接し、ラップフィルム14は切り開かれ切断されていく。
【0071】
図5に示すように、小歯35よりも大きい側部第4歯34を備える切断刃24を用いれば、「突き刺し」段階から「切り開き」段階への移行を一層円滑にすることができる。また、側部エリア30に寸法が互いに異なる大小二種の側部歯(側部第3歯33と側部第4歯34)を備えているため、「切り開き」段階において、ラップフィルム14に同時に接する側部歯の本数が少なくなり、「切り開き」の進行に要する力を一層小さくすることができる。
【0072】
上述の本実施形態にかかる切断刃24を用いれば、ラップフィルム14を切断する際、格別に大きな力は必要なく、これは、各歯33,34,35,36,38の歯先角度αを過度に小さくする必要性を減らすものであり、ひいては各歯33,34,35,36,38の耐久性を向上させることにもなる。
【0073】
なお、大歯38及び中歯36の歯高(突出量)を過度に大きくした場合、切断刃24の固定部からの距離、すなわち蓋体前面壁22の先端縁からの距離が長くなり、耐久性が損なわれる恐れがある。また、歯高が大きければ、包装容器10を使用する者の手を傷つける恐れもある。このため、切断性、耐久性及び安全性の面から、例えば、中央エリア28の大歯38の歯高H1は、好ましくは1.0〜4.0mm、より好ましくは1.2〜3.5mm、さらに好ましくは1.5〜3.0mm、中歯36の歯高H2は、好ましくは1.0〜3.0mm、より好ましくは1.2〜2.5mm、小歯35の歯高H3は、好ましくは0.5〜2.5mm、より好ましくは0.6〜2.0mmとするのがよい。
【0074】
中央エリア28の歯間ピッチは、大歯38間が好ましくは3.0〜9.0mm、より好ましくは4.0〜7.0mm、さらに好ましくは4.5〜6.0mm、中歯36間も好ましくは3.0〜9.0mm、より好ましくは4.0〜7.0mm、さらに好ましくは4.5〜6.0mmとするのがよい。歯間ピッチが9.0mmを超えた場合には、ラップフィルム14の第1段階の突き刺しにおいて大歯38間の谷部にフィルム14が引っかかって切断に支障が生じ、歯間ピッチが3.0mmよりも狭い場合には、中央エリア28に設けられる歯の本数が増加し、その結果突き刺しに必要な力が大きくなり本発明の目的を達成できないからである。
【0075】
側部エリア30の側部第3歯33の歯高H6は、好ましくは0.3〜1.5mm、より好ましくは0.5〜1.2mm程度とするのがよい。また、側部第4歯34の歯高H5は、好ましくは0.5〜2.0mm、より好ましくは1.7〜1.8mm程度とするのがよい。また、側部第3歯33及び側歯4歯34の歯間ピッチは、好ましくは1.0〜3.0mm、より好ましくは1.5〜2.5mmとするのがよい。切断刃24が側部エリア30にこのような歯の構成を備えることによって、ラップフィルムの切り開きをより一層円滑に行うことができる。
【0076】
[第一、第二、第三の実施形態の変形例]
図6は、第一、第二又は第三の実施形態の変形例にかかる切断刃における片側の側部エリアの端部の一部拡大図である。図6の切断刃24は、側部エリア30の外側の端部、すなわち切断刃24の両端部に、側部エリア30の外側の端部以外の部分における側部歯よりも大きい歯39を備えている。
【0077】
側部エリア30の外側の端部には、歯39と側部歯(側部第1歯31)とが切断刃24の長手方向に一定の間隔で交互に配置されている。歯39の歯先は、直線で結ぶことができ、この直線L7は側部エリア30の他の部分に配置される側部歯の歯先を結ぶ直線(例えば、直線L3及びL4)と実質的に平行であり、且つ、これらの直線よりも前側(蓋体前面壁22の先端縁から離れる側)に位置している。図6には、切断刃24の一方の側部エリアしか示していないが、当該切断刃24は他方の側部エリアにも対称に同様の歯の構成を備えている。本実施形態にかかる切断刃24は、各側部エリア24に歯39を2本ずつ備えている。
【0078】
かかる構成を備える切断刃24であれば、ラップフィルムを端から切断する場合であっても、側部エリア30の外側の端部に配置される歯39によって、ラップフィルム14の「突き刺し」が行われる。その後、側部エリア30の端部に近い方に配置されている数本の側部歯がラップフィルム14に接し、「切り開き」が進行する。これによって、ラップフィルム14は円滑に切り開かれ切断されていく。
【0079】
なお、側部エリア30の外側の端部に配置される歯39の歯高H7は、切断性、耐久性及び安全性の面から、例えば、1.0〜4.0mm、より好ましくは1.2〜2.5mm程度とするのがよい。また、側部エリア30の外側の端部に配置される歯39の歯間ピッチは、例えば、3.0〜9.0mm、好ましくは4.0〜7.0mm、より好ましくは4.5〜6.5mmとするのがよい。切断刃24が側部エリア30の外側の端部にこのような歯の構成を備えることによって、ラップフィルムの切断をラップフィルムの端部から開始した場合にも、ラップフィルムの切断を円滑に行うことができる。なお、切断刃24に備えられる歯39の本数は、2〜10本程度とすることが好ましい。
【0080】
以上、本発明の好適な実施形態について詳細に説明したが、本発明は上記実施形態に限定されないことは言うまでもない。
【0081】
例えば、図7は、本発明の別の実施形態にかかる樹脂製の切断刃の中央部の拡大図である。図7の切断刃の側部エリア30には、長手方向に大きさの異なる大小2種の側部歯31,37が交互に設けられている。そして、中央エリア28の中歯36の歯先を結ぶ直線L2が、側部エリア30の側部歯37の歯先を通っている。また、中央エリア28の小歯35の歯先と側部エリア30の側部歯31の歯先とを結ぶ直線L3は、中央エリア28の大歯38の歯先を結ぶ直線L1及び前記直線L2と実質的に平行であり、且つ、前記直線L1及びL2よりも後側(蓋体前面壁22の先端縁に近い側)に位置している。この図7に示すような切断刃24を用いた場合も、上述の第一、第二及び第三の実施形態と同様に、ラップフィルムは、その中央部に小さい力で初期突き刺し部が形成された後、円滑に切り開かれて容易に切断される。
【0082】
なお、上記の各実施形態ではラップフィルムはポリ塩化ビニリデンからなるものとしているが、他の樹脂からなるラップフィルムであっても本発明を適用することができる。かかる場合、歯高、歯間ピッチ、歯先角度等は上記寸法から適宜変更され得る。
【0083】
また、中央エリアを構成する歯の本数は、上記の各実施形態より多くても或いは少なくてもよいが、ラップフィルムが2段階以上で歯に接するよう構成することが必須条件となる。
【0084】
更に、ロール状被包装物はラップフィルムのみならず、アルミフォイルや紙であってもよい。
【0085】
また、切断刃は、上記の各実施形態では生分解性樹脂が好ましいとしたが、その他の樹脂でもよく、また樹脂以外の非金属、例えばバルカナイズドファイバや樹脂含浸紙等のものでも本発明は適用可能である。
【実施例】
【0086】
次に、本発明に従って試作した切断刃について、ラップフィルムの切断性を以下の通り評価した。なお、下記の比較例1〜8に示す切断刃を試作、鋭意検討、評価した後に、本発明が創案されたものであることに留意されたい。
【0087】
<切断性試験1>
この試験では、中央エリアの歯の構成、歯高、歯間ピッチ、歯の形状及び歯先角度の異なるものとした生分解性樹脂製シート(三井化学株式会社製製品名:レイシア LACEA TOF−250 厚さ0.25mm)製の切断刃を9種類用意した。各切断刃の中央エリアの歯の構成は表1に示す通りである。なお、各切断刃の側部エリアには、図2に示すような従来の小歯が備えられている。各切断刃は、株式会社クレハにより製造、販売されている登録商標「NEWクレラップ」に使用されている包装容器(長さ約31cm、幅4.5cm、高さ4.5cmのコートボール紙製の容器)に接着された。そして、該包装容器内に収容されたポリ塩化ビニリデンのラップフィルムを実際に切断した。
【0088】
切断力は、図8に示すような測定機を使用して測定した。図8は、クレラップカット力測定機及び測定方法を示す概略図(縦断面図)である。この測定方法を以下に説明する。まず、包装容器10を測定器のカートンセット台に設置し、包装容器10から引っ張り出されたラップフィルム14を、プッシュプルゲージ40が備えられた測定器の固定治具42に固定する(図8(a))。次に、蓋体18が包装容器10から離れないように固定しながら、包装容器10を矢印Bの方向に毎秒90°の回転速度で、ラップフィルムの紙管12の軸芯Pを中心にして回転させる(図8(b))。これによってラップフィルム14は切断刃24に押し付けられる。ラップフィルム14が切断刃24によって切断されるのに必要な回転力をプッシュプルゲージ40により測定する。ラップフィルム14を切断する際の回転力の最大値を切断力として測定した。測定した切断力を表1に示す。
【0089】
(実施例1)
図2に示す切断刃を有する包装容器を用いて測定を行った。切断力は、330gであり、測定した生分解性樹脂製切断刃の中で最も良好な切断性を示した。
【0090】
(比較例1)
図9は、中央エリアに大歯を5本設けた切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った。切断当初のラップフィルムの突き刺し工程が1段階であり、大歯による突き刺し時のピッチが実施例1よりも小さくなるため、実施例1よりも大きな切断力を必要とした。
【0091】
(比較例2)
図10は、中央エリアに大歯を7本設けた切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った。比較例1と同様に、切断当初のフィルムの突き刺し工程が1段階であり、大歯による突き刺し時のピッチが実施例1よりも小さくなるため、実施例1よりも大きな切断力を必要とした。
【0092】
(比較例3)
図11は、中央エリアに大歯を7本と中歯を6本設けた切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った中央エリアから側部エリアへの切り開きを滑らかにするために、歯高の異なる歯を交互に配置させず、中心部に大歯、その外側に中歯を配列したが、切断当初のフィルムの突き刺しの工程において、大歯による突き刺し時のピッチが実施例1よりも小さくなるため、実施例1よりも大きな切断力を必要とした。このように単純に、大歯、中歯を並べても、切断力低減の効果は得られないことが分かる。
【0093】
(比較例4)
図12は、中央エリアの歯の形状を二等辺三角形にして、大歯を5本設けた切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った。中央エリアの大歯の本数が5本で共通する比較例1と比較すると歯間ピッチが狭くなるため、比較例1より大きな切断力を必要とした。
【0094】
(比較例5)
図13は、中央エリアの歯の形状を二等辺三角形にして、大歯を7本設けた切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った。中央エリアの歯の本数が7本で共通する比較例2と比較すると歯間ピッチが狭くなるため、比較例1より大きな切断力を必要とした。
【0095】
(比較例6)
図14は、中央エリアの歯の形状を二等辺三角形にして、大歯を11本設けた切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った。中央エリアのサイズは比較例2と同等であるが、比較例2よりも歯の本数が増えたことから、切断当初のラップフィルムの突き刺しに大きな力を必要としたため、必要な切断力は比較例2よりもさらに大きくなった。
【0096】
(比較例7)
図15は、中央エリアの歯の形状を二等辺三角形にして、中央エリアの大歯の歯先角度を80°とした切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った。中央エリアの歯の本数が同じで、中央エリアの大歯の歯先角度が60°である比較例5よりも、かなり大きな切断力を必要とした。歯先角度を大きくすると、切断当初のフィルムの突き刺しに、より大きな力が必要となるからであると考えられる。
【0097】
(比較例8)
図16は、中央エリアの歯の形状を二等辺三角形にして、歯のサイズを小さくした切断刃の中央エリアの拡大図である。この切断刃を備えた包装容器を用いて切断力測定を行った。中歯を使用しているが歯の本数が11本で共通している比較例6よりも、大きな切断力を必要とした。歯が小さくなったことで、切断当初の突き刺しにより大きな力が必要になったためであると考えられる。中央エリア幅がほぼ同等である比較例5よりも、大きな切断力を必要とした。歯の本数が多くなり切断当初のラップフィルムの突き刺しに多くの力を必要とするからであると考えられる。
【0098】
【表1】
【0099】
<切断性試験2>
次に、図2に示す構成を有する切断刃において、切断刃の刃幅dが異なる3種類の切断刃を用意して切断性試験2を行った。具体的には、実施例2の刃幅dが6mm、実施例3の刃幅dが7mm、実施例4の刃幅dが8mmである。なお、これらの各切断刃の材質、中央エリア及び側部エリアの歯の構成は、実施例1で使用した切断刃と同一である。各切断刃は、切断性試験1と同様に包装容器に接着された。そして、当該容器内に収容されたポリ塩化ビニリデンのラップフィルムを、切断性試験1と同様にして実際に切断し、切断力を測定した。
【0100】
(実施例2,3,4)
測定結果を表2に示す。実施例2,3,4ともに、平均値で450g〜460gの値であった。切断刃の刃幅を変更しても、切断力に殆ど差異は見られなかった。なお、本測定方法による現行の登録商標「NEWクレラップ」に使用されている金属製切断刃の切断力は300g〜500gである。本発明の実施形態にかかる実施例2,3,4の生分解性樹脂製切断刃は、現行の金属製切断刃と同等の切断力を有することが示された。
【0101】
なお、切断性試験1に用いた切断刃の刃幅dは7mmであるため、実施例1と実施例3の切断刃は同一である。切断性試験1と切断性試験2の切断力の値が異なっているのは、これらの試験で使用した切断刃が1枚1枚手作業で作成されたものであり、歯先縁の粗さ、或いは、包装容器の強度、包装容器と切断刃との間の接着状態等が区々であるためと考えられる。
【0102】
【表2】
【0103】
<官能性試験1>
実施例2,3,4で使用したものと同等の包装容器を用いて、官能性試験1を行った。モニター10人が、上記包装容器から引き出されたラップフィルムの切断を行い、切断時の切れ味を「良好」、「やや良好」、「普通」、「不良」で判定した。
【0104】
官能性試験1の結果、実施例2,3,4の全てについて、切れ味は「良好」ないしは「やや良好」であった。なお、従来の金属製の切断刃を用いた場合、瞬時にラップフィルムを切り裂く感触を有するが、樹脂製の切断刃の場合、切断の初期においてはプチプチと突き刺す感触を有する点で、金属製のものとは異なっている。
【0105】
<耐久性試験>
図2に示す構成を有する実施例1の切断刃を登録商標「NEWクレラップ」の包装容器に取り付けて、ポリ塩化ビニリデンのラップフィルムを200回切断する耐久性試験を行った。この結果、生分解性樹脂製の切断刃の損傷は殆ど確認できず、実用上問題ないことが分かった。
【0106】
<切断性試験3>
この試験では、側部エリアの歯の構成が異なる切断刃を3種類用意した。なお、これらの各切断刃の材質及び厚み、並びに中央エリアの歯の構成は、実施例1で使用した切断刃と同一である。各切断刃は、切断性試験1と同様に包装容器に接着された。そして、該包装容器内に収容されたポリ塩化ビニリデンのラップフィルムを切断性試験1と同様にして実際に切断し、切断力を測定した。
【0107】
(実施例5,6,7)
切断性試験3に用いた切断刃は、具体的には、図2に明示される切断刃(実施例5)、図3に明示される歯の構成を有する切断刃(実施例6)、並びに中央エリアに図3及び側部エリアに図5に明示される歯の構成を有する切断刃(実施例7)である。すなわち、これら3種の切断刃は中央エリアの歯の構成が共通するが、側部エリアの歯の構成が互いに相違する。なお、実施例5の切断刃は実施例1で使用した切断刃と同等のものである。各切断刃の側部エリアにおける側部歯の構成を表3に示す。
【0108】
【表3】
【0109】
図17は、切断性試験3における実施例5の包装容器の回転角度に対する回転力の推移を示す折れ線グラフである。図18は、切断性試験3における実施例6の包装容器の回転角度に対する回転力の推移を示す折れ線グラフである。図19は、切断性試験3における実施例7の包装容器の回転角度に対する回転力の推移を示す折れ線グラフである。図17,図18,図19に示されている各々(a)、(b)、(c)及び(d)の4つの折れ線グラフに示されている結果は、同一包装容器を用いて同じ測定方法で測定されたものである。
【0110】
図17,図18,図19の横軸は包装容器の回転角度(°)であり、縦軸は回転力(回転に必要な力(g))である。実施例5,実施例6,実施例7の包装容器の切断刃は、いずれも良好な切断性を示した。
【0111】
<官能性試験2>
実施例5,実施例6,実施例7で使用したものと同等の包装容器を用いて、官能性試験2を行った。モニター10人(グループ1)とグループ1には属さないモニター17人(グループ2)とが、ラップフィルムの切断を行い、表4に示す判定基準で評価を行った。
【0112】
【表4】
【0113】
図20は、グループ1による官能性試験2の評価点数の平均点を示す棒グラフである。図20中、(a)は実施例5と同等の包装容器を用いた場合であり、(b)は実施例6と同等の包装容器を用いた場合であり、(c)は実施例7と同等の包装容器を用いた場合である。
【0114】
図20に記載の結果によれば、実施例5の包装容器の切断刃に比べて、実施例6及び実施例7の包装容器の切断刃の方が一層良く切れることが判明した。これは、側部エリアに大小2種の側部歯が交互に配置された実施例6及び実施例7の切断刃の方が、側部エリアに寸法が同じ側部歯のみを有する実施例5の切断刃に比べて、ラップフィルムの切断における突き刺し段階から切り開き段階への移行及び切り開き段階の進行がより円滑に行われるためである。
【0115】
図21は、グループ2による官能性試験2において、3種類の包装容器のなかで最も高い評価点数をつけたモニターの人数を表す棒グラフである。図21中、(a)は実施例5と同等の包装容器を用いた場合であり、(b)は実施例6と同等の包装容器を用いた場合であり、(c)は実施例7と同等の包装容器を用いた場合である。
【0116】
図21に記載の結果によれば、実施例5,実施例6,実施例7のうち、実施例6の包装容器の切断刃が最も良く切れることが分かった。実施例6の包装容器の切断刃における側部エリアの歯の構成が、ラップフィルムの切断において、突き刺し段階から切り開き段階への移行、及び切り開きの進行をより一層円滑化できることがわかった。
【符号の説明】
【0117】
10…包装容器、12…紙管、14…ラップフィルム、16…容器本体、18…蓋体、20…容器本体の後面壁の頂縁、22…蓋体の前面壁、24…切断刃、26…容器本体の前面壁の底辺、28…中央エリア、30…側部エリア、31…側部第1歯(側部歯)、32…側部第2歯(側部歯)、33…側部第3歯(側部歯)、34…側部第4歯(側部歯)、35…小歯、36…中歯(第2歯)、37…側部歯、38…大歯(第1歯)、39…歯、40…プッシュプルゲージ、42…固定治具。
【特許請求の範囲】
【請求項1】
ロール状被包装物を包装するための包装容器における蓋体の前面壁の裏面に取り付けられた、非金属製のV字状の切断刃において、
中央エリアと、前記中央エリアの両側に配置される側部エリアとから構成されており、
前記中央エリアが、複数本の第1歯と、前記第1歯よりも小さな複数本の第2歯とを備え、
前記第1歯の一つが前記中央エリアのV字の頂点部に配置されると共に、他の第1歯が前記頂点部の第1歯を挟むよう所定の間隔で配置されており、
前記第2歯が前記第1歯間に配置されており、
前記中央エリアにおける前記他の第1歯の歯先と前記頂点部の第1歯の歯先とを結ぶ第1直線が、前記中央エリアにおける前記第2歯の歯先よりも、前記蓋体の前面壁から離れている位置にあり、
前記側部エリアが、複数本の側部歯を備え、
前記第1歯、前記第2歯及び前記側部歯の少なくとも一つにおける斜辺が内側に凹んだ円弧状となっており、
前記第1直線に平行で、且つ前記第2歯の歯先を結ぶ第2直線が、前記側部エリアにおける前記側部歯の歯先を通るか、又は前記側部歯の歯先よりも、前記蓋体の前面壁から離れている位置にあることを特徴とする包装容器用の切断刃。
【請求項2】
前記側部エリアが、交互に配置された大小2種の側部歯を備えることを特徴とする請求項1記載の包装容器用の切断刃。
【請求項3】
前記側部エリアの外側の端部に、前記側部エリアの前記外側の端部以外の部分における前記側部歯よりも大きい歯を含むことを特徴とする請求項1又は2に記載の包装容器用の切断刃。
【請求項4】
前記側部歯が、前記第2歯と同じ大きさか又は前記第2歯よりも小さいことを特徴とする請求項1〜3のいずれか1項に記載の包装容器用の切断刃。
【請求項5】
前記切断刃が樹脂からなる請求項1〜4のいずれか1項に記載の包装容器用の切断刃。
【請求項6】
前記樹脂が生分解性樹脂である請求項5に記載の包装容器用の切断刃。
【請求項7】
請求項1〜6のいずれか1項に記載された切断刃を有する包装容器。
【請求項1】
ロール状被包装物を包装するための包装容器における蓋体の前面壁の裏面に取り付けられた、非金属製のV字状の切断刃において、
中央エリアと、前記中央エリアの両側に配置される側部エリアとから構成されており、
前記中央エリアが、複数本の第1歯と、前記第1歯よりも小さな複数本の第2歯とを備え、
前記第1歯の一つが前記中央エリアのV字の頂点部に配置されると共に、他の第1歯が前記頂点部の第1歯を挟むよう所定の間隔で配置されており、
前記第2歯が前記第1歯間に配置されており、
前記中央エリアにおける前記他の第1歯の歯先と前記頂点部の第1歯の歯先とを結ぶ第1直線が、前記中央エリアにおける前記第2歯の歯先よりも、前記蓋体の前面壁から離れている位置にあり、
前記側部エリアが、複数本の側部歯を備え、
前記第1歯、前記第2歯及び前記側部歯の少なくとも一つにおける斜辺が内側に凹んだ円弧状となっており、
前記第1直線に平行で、且つ前記第2歯の歯先を結ぶ第2直線が、前記側部エリアにおける前記側部歯の歯先を通るか、又は前記側部歯の歯先よりも、前記蓋体の前面壁から離れている位置にあることを特徴とする包装容器用の切断刃。
【請求項2】
前記側部エリアが、交互に配置された大小2種の側部歯を備えることを特徴とする請求項1記載の包装容器用の切断刃。
【請求項3】
前記側部エリアの外側の端部に、前記側部エリアの前記外側の端部以外の部分における前記側部歯よりも大きい歯を含むことを特徴とする請求項1又は2に記載の包装容器用の切断刃。
【請求項4】
前記側部歯が、前記第2歯と同じ大きさか又は前記第2歯よりも小さいことを特徴とする請求項1〜3のいずれか1項に記載の包装容器用の切断刃。
【請求項5】
前記切断刃が樹脂からなる請求項1〜4のいずれか1項に記載の包装容器用の切断刃。
【請求項6】
前記樹脂が生分解性樹脂である請求項5に記載の包装容器用の切断刃。
【請求項7】
請求項1〜6のいずれか1項に記載された切断刃を有する包装容器。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公開番号】特開2012−206252(P2012−206252A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2012−130953(P2012−130953)
【出願日】平成24年6月8日(2012.6.8)
【分割の表示】特願2007−115975(P2007−115975)の分割
【原出願日】平成19年4月25日(2007.4.25)
【出願人】(000001100)株式会社クレハ (477)
【出願人】(000162113)共同印刷株式会社 (488)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成24年6月8日(2012.6.8)
【分割の表示】特願2007−115975(P2007−115975)の分割
【原出願日】平成19年4月25日(2007.4.25)
【出願人】(000001100)株式会社クレハ (477)
【出願人】(000162113)共同印刷株式会社 (488)
【Fターム(参考)】
[ Back to top ]