
包装方法およびその装置
【課題】安価な包装コストで弁機能を備えた袋詰品を得ることが可能な包装方法およびその装置を提供する。
【解決手段】フィルムロール26から引き出した帯状フィルムFの一方の端縁部に、塗布手段44でシリコーンオイルSを塗布する。製袋手段34に供給した帯状フィルムFを、両端縁部がシリコーンオイルSの塗布面を内側で重合するように筒状に成形すると共に合掌状の重合部12を形成する。不織布ロール30から引き出した不織布24を、重合部12の内側基部を跨ぐようにフィルム内面に加熱溶着する。筒状フィルムFaの重合部12に縦シールを施すことで、縦シール部14に部分溶着部をシリコーンオイルSの塗布部位に形成すると共に、残りの部位に気密溶着部を形成する。筒状フィルムFaを、縦シール部14の部分溶着部を挟む上下位置で、不織布24と共に気密の横シールを施すと共に切断する。
【解決手段】フィルムロール26から引き出した帯状フィルムFの一方の端縁部に、塗布手段44でシリコーンオイルSを塗布する。製袋手段34に供給した帯状フィルムFを、両端縁部がシリコーンオイルSの塗布面を内側で重合するように筒状に成形すると共に合掌状の重合部12を形成する。不織布ロール30から引き出した不織布24を、重合部12の内側基部を跨ぐようにフィルム内面に加熱溶着する。筒状フィルムFaの重合部12に縦シールを施すことで、縦シール部14に部分溶着部をシリコーンオイルSの塗布部位に形成すると共に、残りの部位に気密溶着部を形成する。筒状フィルムFaを、縦シール部14の部分溶着部を挟む上下位置で、不織布24と共に気密の横シールを施すと共に切断する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、製袋充填機において袋詰め後の袋内の物品から発生するガスを、袋から外部に放出できる袋詰品を得るための包装方法およびその装置に関するものである。
【背景技術】
【0002】
焙焼したコーヒー豆等の如くガスを発生する物品の袋詰品として、袋にガス抜き用弁を貼着し、袋の内圧が高まった際にガスをガス抜き用弁から外部に放出させる形態が採用されている。
【0003】
縦形製袋充填機において前記形態の袋詰品を得る方法として、例えば特許文献1に開示されたように、供給源から引き出された帯状フィルムに切り込みを形成し、ロール状に巻回されて所定間隔毎にガス抜き弁を付着した剥離紙を間欠的に引き出し、製袋手段で成形された筒状フィルムに対して剥離紙から剥離したガス抜き弁を切り込みの形成位置に合わせて貼着する技術が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第2855344号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
前記のような袋にガス抜き弁を貼着する包装形態は、例えば、オフィス・コーヒー・サービス(OCS)用として、コーヒーサーバーによる1回分の抽出量に相当するコーヒー粉を70g程度の単位ずつ包装する袋詰品等のように、コーヒーを200gより少量の単位で包装した袋詰品については、製品単価に占める包材コストの割合が高くなって適正市場価格での販売ができない。従って、このような包装コストが嵩む弁付き袋を、製品単価が安い袋詰品には採用していない。
更に、ガス抜き弁を貼付する装置を備えた縦形製袋充填機は、装置コストが嵩む等の問題も指摘される。
すなわち本発明は、従来の技術に係るガス抜きが必要な袋詰品を製造する際に内在する前記課題に鑑み、これを好適に解決するべく提案されたものであって、従来よりも安価な包装コストで一方向弁の機能を備えた袋詰品を得ることが可能な包装方法およびその装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を克服し、所期の目的を達成するため、請求項1の発明に係る包装方法は、
供給源から引き出した帯状フィルムの長手方向に沿う端縁部に対し、1包装分のフィルムが搬送される毎に塗布手段で液状シール剤を塗布し、
前記帯状フィルムの両端縁部を液状シール剤の塗布面が内側で重合するよう帯状フィルムを製袋手段で筒状に成形して合掌状の重合部を形成し、
筒状フィルムにおける前記重合部の内側基部を跨ぐ配置で不織布を引き込み案内して筒状フィルム内面に重ね、前記内側基部の両側で不織布をフィルム内面に連続的にシールし、
前記不織布を筒状フィルムと共に搬送した下流側において、前記重合部における液状シール剤の塗布部位に、筒状フィルムの内部と外部とを連通する通気路を残して気密の縦シールを施し、
前記筒状フィルムを、前記通気路を外れた両側で前記不織布と共に挟持して筒状フィルムの搬送方向と交差する方向に気密の横シールを施すことで、筒状フィルムに充填した物品の前後位置に横シール部を形成して袋詰品を得ることを要旨とする。
【0007】
請求項2に係る発明では、前記製袋手段による帯状フィルムの重合位置までに至るフィルム搬送経路において、前記液状シール剤を前記塗布手段で帯状フィルムに塗布するようにしたことを要旨とする。
【0008】
請求項3に係る発明では、前記通気路は、前記横シール部の近傍であって、袋詰品を複数重ねた際の隣り合う袋詰品相互間に形成される空所に対応する位置に形成したことを要旨とする。
【0009】
前記課題を克服し、所期の目的を達成するため、請求項4の発明に係る包装装置は、
帯状フィルムの長手方向に沿う両端縁部を合掌状に重合して筒状に成形する製袋手段と、
該製袋手段による帯状フィルムの重合位置より上流のフィルム搬送経路で、1包装分の帯状フィルムを搬送するのに伴い、帯状フィルムの長手方向に沿う端縁部に所定間隔毎に液状シール剤を塗布する塗布手段と、
前記製袋手段で成形した筒状フィルムの重合部の内側基部を跨ぐ配置で筒状フィルムの内面に重なるように不織布を引き込み案内し、該不織布を前記内側基部の両側でフィルム内面にシールする不織布供給シール装置と、
前記筒状フィルム中に物品を充填する充填手段と、
前記不織布をシールした筒状フィルムを搬送するフィルム搬送手段と、
前記重合部を挟持して、液状シール剤の塗布部位に対応した位置に筒状フィルムの内部と外部とを連通する通気路を残して重合部に気密の縦シールを施す縦シール手段と、
前記通気路を外れた位置で筒状フィルムを不織布と共に挟持して、該筒状フィルムに充填された物品の前後位置で気密の横シールを施す横シール手段とを備えたことを要旨とする。
【0010】
請求項5に係る発明では、前記塗布手段は、前記製袋手段でのフィルムの重合位置に至るまでのフィルム搬送経路に配置し、塗布手段での液状シール剤の塗布位置から製袋手段までのフィルム搬送経路に設けた帯状フィルムの案内ローラは、液状シール剤の塗布部位を除き帯状フィルムの塗布面を巻き掛け案内する周面としたことを要旨とする。
【0011】
請求項6に係る発明では、前記縦シール手段は一対のシールバーを備え、該シールバーは、所要長さで延在する気密シール用の気密シール面部と、該気密シール面部に隣接し、前記通気路を形成する部分シール面部とを備えたシール面で形成したことを要旨とする。
【0012】
請求項7に係る発明では、前記塗布手段は、液状シール剤の塗布部位を、前記筒状フィルムに対する横シール予定部位近傍となるよう、帯状フィルムの搬送位置に対応して塗布具を帯状フィルムに押圧する構成としたことを要旨とする。
【0013】
請求項8に係る発明では、前記不織布供給シール装置における不織布シーラは、前記製袋手段に内挿したフィルムガイド筒の周縁に沿って案内される筒状フィルムの外側に位置して配設され、前記重合部において筒状フィルム内面に重なる不織布をフィルムガイド筒の周縁に対して筒状フィルムの外側から押圧してシールする構成としたことを要旨とする。
【0014】
請求項9に係る発明では、前記縦シール手段は、フィルムの間欠搬送休止期間中に前記重合部を挟持して縦シールを施す一対のシールバーを設け、該シールバーは、重合部を重複して挟持する気密シール面部と、該気密シール面部による重合部の重複挟持予定部位を除く位置であって前記塗布手段による液状シール剤の塗布部位に前記通気路を形成する部分シール面部とを備えたシール面で形成したことを要旨とする。
【0015】
請求項10に係る発明では、前記縦シール手段は一対のシールバーを備え、該シールバーは、前記製袋手段で重合された重合部における内側基部より外側を挟持して縦シールを施し、得られた縦シール部の内側基部と、該縦シール部の内側基部と対面する不織布との間に空間を形成し得る構成としたことを要旨とする。
【0016】
請求項11に係る発明では、前記製袋手段に、筒状に成形される筒状フィルムの重合部をフィルム搬送方向へ向けて案内するスリットを設け、前記不織布供給シール装置における不織布シーラは、製袋手段の下流位置でスリットにより挿通案内される重合部を挟んで左右対称位置で不織布をシール可能に配設され、前記縦シール手段は、不織布シーラの下流において一対のシールバーを、不織布シーラの配置に対して左右何れか一方に変位して前記重合部を挟持するよう構成したことを要旨とする。
【発明の効果】
【0017】
請求項1および4に係る発明によれば、縦シール部における通気路に液状シール剤が充填されて一方向弁として機能する通気路を有する袋詰品を得ることができる。これにより、別体のガス抜き弁を貼着した従来品より安価な包装コストで袋詰品を製造することができる。
請求項2に係る発明によれば、フィルム搬送経路上の空きスペースを利用して液状シール剤の塗布手段を効果的に配置でき、装置が大型化することはなく、またメンテナンス性を良好とし得る。
請求項3および7に係る発明によれば、筒状フィルムの重合部には、袋詰品の横シール部近傍に一方向弁として機能する通気路が配置される。これにより、例えば複数の袋詰品を集積して箱詰めする場合等において、袋が相互に重なり合う部分を除く空所に通気路を配置することができ、該通気路が押されてガスの放出が阻害されることのない袋詰品を得ることができる。
請求項5に係る発明によれば、塗布手段でフィルムに塗布した液状シール剤が弁部の他へ付着するのを防止し得る。
請求項6に係る発明によれば、シールバーで重合部を挟持して縦シールを施す際に、シールバーに設けた部分シール面部によって通気路を形成するようになす極めて簡単な構成により、縦シール部に一方向弁の機能を有する袋詰品を得ることができる。
請求項8に係る発明によれば、不織布をフィルムガイド筒に押し付けてフィルム内面に確実に位置合わせした状態でシールすることができる。
請求項9に係る発明によれば、重合部には、一方向弁の機能を有する通気路を備えた気密の縦シール部を確実に形成し得る。
請求項10に係る発明によれば、縦シール部の通気路に通じる空間を確保して、袋内全体からのスムーズなガスの放出を行ない得る袋詰品を得ることができる。
請求項11に係る発明によれば、縦シール部の内側基部の位置に対して不織布が左右非対称で跨がるようにシールし、不織布と縦シール部における内側基部との間に、ガスの発生で袋内が加圧された際に外方に膨らんでガスの放出経路を大きな空間として確保し得る袋詰品とすることで、袋内のガスを安定的に放出し得る。
【図面の簡単な説明】
【0018】
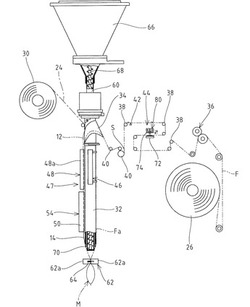
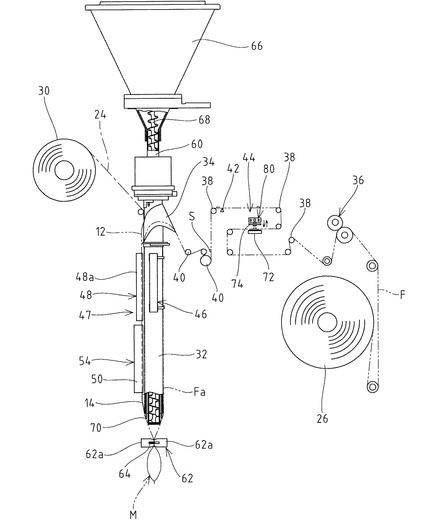
【図1】実施例に係る縦形製袋充填機の概略構成図である。
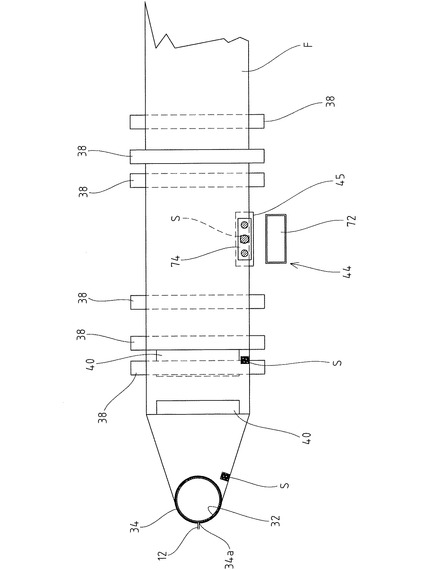
【図2】実施例に係る縦形製袋充填機における要部概略平面図である。
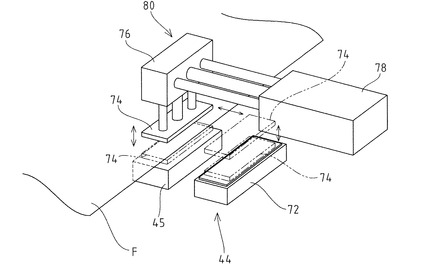
【図3】実施例に係る塗布手段を示す概略斜視図である。
【図4】実施例に係る縦形製袋充填機における概略正面図である。
【図5】図4のA−A線断面図である。
【図6】図4のB−B線断面図である。
【図7】実施例に係る縦形製袋充填機のシールバーを示すものであって、(a)は正面図、(b)は(a)のC−C線断面図、(c)は部分シール面部の拡大図である。
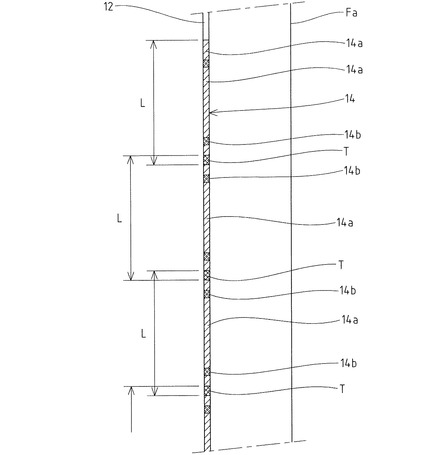
【図8】実施例に係るシールバーにより重合部に縦シールが重複して施される箇所があることを示す説明図である。
【図9】実施例に係る袋詰品を示す概略斜視図である。
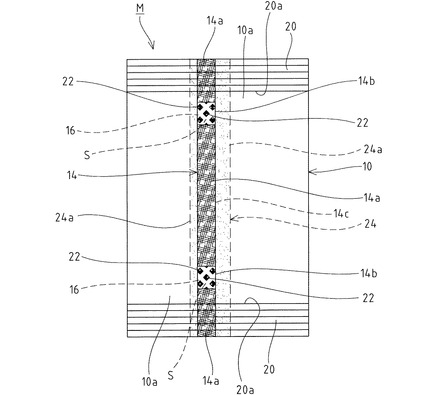
【図10】実施例に係る袋詰品を縦シール部の形成側から示す正面図である。
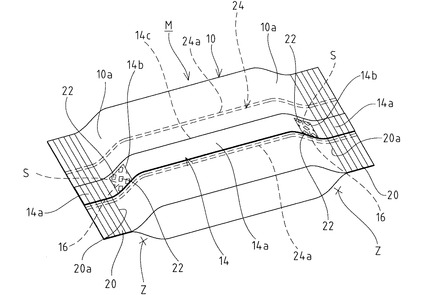
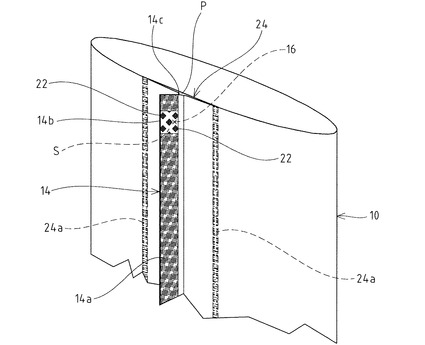
【図11】実施例に係る袋詰品を横断して示す要部概略斜視図である。
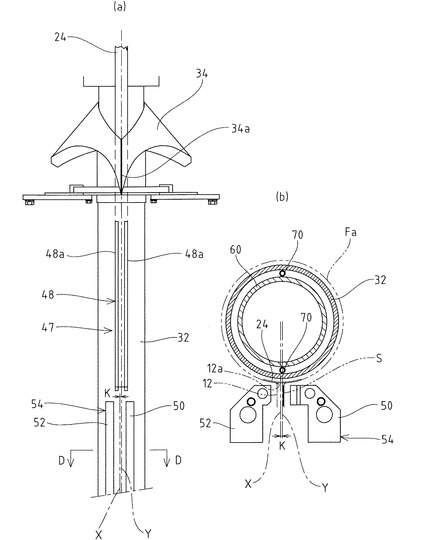
【図12】変更例に係る縦形製袋充填機を示すものであって、(a)は要部正面図であり、(b)は(a)のD−D線断面図である。
【図13】変更例に係る縦形製袋充填機で得られた袋詰品の不織布と縦シール部との関係を示す部分説明断面図である。
【発明を実施するための形態】
【0019】
次に、本発明に係る包装方法およびその装置につき、好適な実施例を挙げて、添付図面を参照しながら以下説明する。
【実施例】
【0020】
図1は、実施例に係る縦形製袋充填機(包装機)の概略構成を示し、図9〜図11は該包装機で得られる袋詰品Mである。袋詰品Mは、消費されるまでにガスを発生する物品、例えばコーヒー豆を挽いたコーヒー粉末を袋10に充填したものであって、袋10の内部には、コーヒー粉末の酸化を防止するよう窒素ガス等の不活性ガスが充填されている。袋10の素材としては、例えば、ポリエチレンテレフタレート製の基材にアルミを蒸着したフィルムの内面にポリエチレン等の熱溶着層を備えた、厚み40μm程度のガスバリア性のフィルムが好適に用いられる。
【0021】
前記袋詰品Mには、帯状フィルムFを筒状にしてその長手方向の両端縁部を合掌状に重合した所定幅の縦シール部14が、幅方向の略中央において袋胴部に沿うように折曲げ形成されている。この縦シール部14には、図9または図10に示す如く、該縦シール部14に沿ってフィルムが所定幅で加熱溶着された気密溶着部14aと、袋内部と外部との通気路16を形成し得る部分溶着部14bとが形成される。また、袋詰品Mの両端部で縦シール部14と交差し、所定幅で気密的に加熱溶着された横シール部20が夫々袋幅方向へ横断して形成される。
【0022】
前記袋詰品Mは、縦シール部14の気密溶着部14aおよび横シール部20で必要な気密性が確保されると共に、部分溶着部14bの通気路16を介してのみ袋内部と外部とが連通可能に構成される。そして、通気路16は、液状シール剤としてのシリコーンオイルSによってフィルムの内面同士が密着して閉鎖され、袋10の内圧が所定値より上昇したときには、フィルム内面のシリコーンオイルSの液膜によるフィルム内面の密着が解除されて通気路16を開放する一方向弁として機能する。また部分溶着部14bは、図9および図10に示す如く、フィルム同士を部分的に加熱溶着したスポットシール22が、縦シール部14の長手方向および幅方向に隙間をあけて複数形成されて、スポットシールされていない非シール部位によって袋10の内部と外部とを連通する前記通気路16が形成される。このように、複数のスポットシール22を設けたことで分断された小さな通路にシリコーンオイルSの液膜が充たされて、該シリコーンオイルSによる一方向弁の機能を高めることができる。なお、複数のスポットシール22は、千鳥状に配置されている。
【0023】
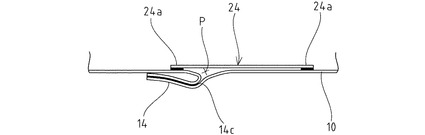
前記袋詰品Mの内部には、前記縦シール部14の全長に亘って、該縦シール部14の内側基部14cを幅方向(縦シール部14の短手方向)に跨ぐように不織布24が加熱溶着されている。なお、縦シール部14の内側基部14cとは、フィルムを溶着した際にフィルム内面同士が重合する袋内部側に臨む端部である。不織布24の素材としては、例えば、ポリプロピレン製のシートにポリエチレン等の熱溶着層を備えた、厚み64μm程度のものが好適に用いられると共に、袋内への充填物品であるコーヒー粉末を外部に飛散させることがない目の粗さに設定される。不織布24は、縦シール部14に沿って延在する長手方向の両端縁部が、図11に示す如く、縦シール部14の内側基部14cを挟む両側でフィルム内面に加熱溶着されており(図11において縦シール部14を挟む両側でハッチングを付した符号24aで示した部分)、不織布24と縦シール部14の内側基部14cとの間には、前記両横シール部20,20の間において長手方向に連通する空間Pが形成されている。
【0024】
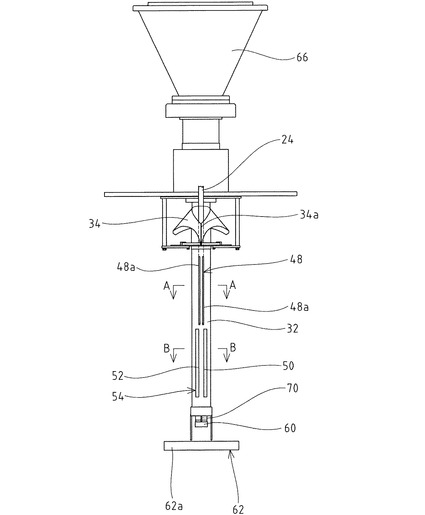
前述した形態の袋詰品Mを製造する包装機は、図1に示す如く、図示しない機枠に直立配置したフィルムガイド筒32の上部外周に製袋手段34が配設され、フィルムロール26から引き出された帯状フィルムFは、一対の繰出しローラからなる繰出し手段36によって1包装長ずつ間欠的に搬送され、複数の案内ローラ38,40を経て製袋手段34に案内される。
【0025】
前記製袋手段34までに至るフィルム搬送経路には、帯状フィルムFに所定ピッチで印刷されたレジマークを検出するレジマークセンサ42が配設される。製袋手段34に供給された帯状フィルムFは、該製袋手段34で筒状成形されて長手方向の両端縁部が重合されるようになっており、その重合部12が形成される重合位置までに至る帯状フィルムFのフィルム搬送経路には、シリコーンオイルS等からなる液状シール剤を帯状フィルムFに塗布する塗布手段44が配設される。この塗布手段44は、図3に示す如く、シリコーンオイルSをフェルト等に浸透させたオイル溜72と、帯状フィルムFにオイルを塗布する塗布具74と、該塗布具74をオイル溜72と帯状フィルムFの一側端縁部との間で移動する、例えば昇降動と水平動との2基のエアシリンダ76,78を組み合わせた作動手段80と、塗布具74による塗布位置で該塗布具74が押し付けられる帯状フィルムFを受ける受具45とを備える。そして、塗布手段44は、前記レジマークセンサ42によるレジマークの検出に基づいて、前記重合部12において内側となる帯状フィルムFの長手方向に沿う一方の端縁部であって、後述する縦シール手段54により形成される縦シール部14の部分溶着部14bに対応する部位に、塗布具74を押し付けて所定量のシリコーンオイルSを塗布するよう構成される。実施例では、フィルムが搬送されるのに伴い、筒状フィルムFaに横シールを施す位置の近傍であって、1包装長毎に夫々2箇所にシリコーンオイルSが所定タイミング毎に夫々塗布される。また塗布具74は、1包装分のフィルム長または使用フィルム幅に対応して位置設定されるものであって、それらの変更に伴いフィルム搬送方向に沿う方向またはフィルム幅方向へ夫々移動調節し得るよう構成されている。
【0026】
前記塗布手段44によるシリコーンオイルSの帯状フィルムFへの塗布位置から製袋手段34までに至るフィルム搬送経路に位置し、帯状フィルムFにシリコーンオイルSを塗布した面が巻き掛け案内される案内ローラ40は、図2に示す如く、帯状フィルムFにおけるシリコーンオイルSの塗布部位が巻き掛けられることがないように短尺ローラで構成される。
【0027】
前記製袋手段34における幅方向中央位置には、図4に示す如く、フィルム搬送方向に沿って上下方向に延在するスリット34aが形成され、製袋手段34の内側案内面とフィルムガイド筒32との間のすき間に引き込まれた帯状フィルムFは、下方に案内されることで筒状に成形され、また、その長手方向両端縁部は前記スリット34aから外方に突出し、合掌状に重合して下方に案内される(図2参照)。このように前記塗布手段44で塗布したシリコーンオイルSは、スリット34aによって案内されるフィルムの重合部12における内側に位置する。また、フィルムガイド筒32の外周に巻かれて下方に案内される筒状フィルムFaは、フィルムガイド筒32を挟んで対向配置される一対の送りベルトからなるフィルム搬送手段46により吸引保持されて、1包装分毎に下方へ間欠的に搬送される。
【0028】
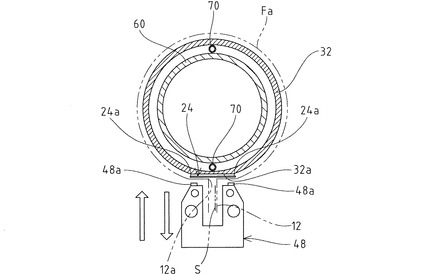
前記製袋手段34の上方に支持された不織布ロール30からテープ状の不織布24を引き出すと共に、筒状フィルムFaの内面に加熱溶着する不織布供給シール装置47が配設されている。該不織布供給シール装置47は、前記不織布ロール30から引き出した不織布24を、図5に示す如く、フィルムガイド筒32に巻かれて案内される筒状フィルムFaの内側となるように、前記スリット34aから突出して案内される重合部12の内側基部(筒状フィルムFaの重合部12の重なり始めとなる袋内側に臨む端部)12aを跨いでフィルム内面に沿うように不織布24を引き込む。また不織布24は、左右端縁が重合部12を挟んで左右対称の位置となるように配置される。図4および図5に示す如く、前記製袋手段34の下方に、不織布24を加熱溶着する不織布シーラ48を備える。該不織布シーラ48は、筒状フィルムFaの外方に突出する重合部12を挟む左右位置において上下に延在する一対のシール片48a,48aを備え、該シール片48a,48aをフィルムの間欠搬送休止時に、筒状フィルムFaと該筒状フィルムFaの内面に沿って引き込み案内された不織布24とをフィルムガイド筒32の周面に押圧するように作動される。これにより、筒状フィルムFaの重合部12における内側基部12aを跨ぐ位置において不織布24の幅方向左右両側24a,24a(図11において縦シール部14を挟む両側でハッチングを付した部分)が、長手方向に連続して加熱溶着される。なお、不織布シーラ48におけるシール片48aの長さは、フィルムの1包装長より長く設定され、フィルムの間欠搬送に際し不織布24が筒状フィルムFaの搬送方向に未シール部を生ずることなく連続的な加熱溶着がなされる。また、シール片48aが押圧される位置に対応するフィルムガイド筒32の周面は、平坦面に形成されたシール受け部32aが設けられる。
【0029】
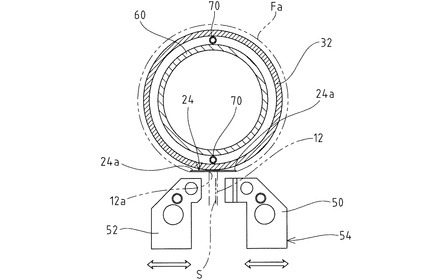
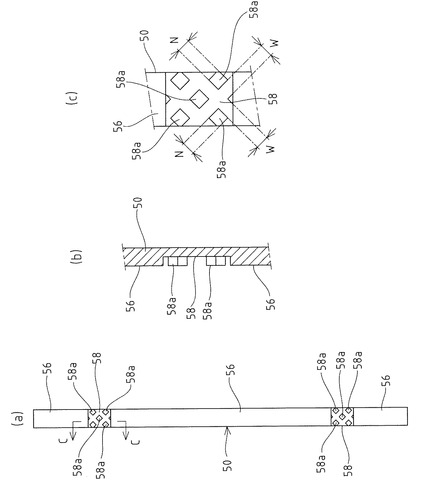
前記不織布シーラ48の下方に、図4および図6に示す如く、筒状フィルムFaの重合部12を挟持可能な一対のシールバー50,52からなる縦シール手段54が配設され、フィルムの間欠搬送休止時に一対のシールバー50,52を相互に近接して重合部12を挟持することで、該重合部12に縦シールを施す。それにより、得られる袋詰品Mの縦シール部14には、前記気密溶着部14aと部分溶着部14bとが形成される。ここで、一対のシールバー50,52の一方のシール面は、図7に示す如く、気密に加熱溶着する気密シール面部56と、前記部分溶着部14bにおける通気路16を形成するようシールバー50の長手方向に離間して気密シール面部56と隣接するように設けた部分シール面部58,58とで形成される。なお、他方のシールバー52のシール面は、平坦面に形成されている。部分シール面部58は、図7に示す如く、気密シール面部56と同一レベルの凸面部を備え、所定範囲内に複数のスポットシールを施すマルチシール片58aが設けられる。
【0030】
このマルチシール片58aは、1辺の長さNが3mm程度の四角形で、シールバー50の幅方向および長手方向に角部が向くよう配列され、隣り合うマルチシール片58a,58aの外縁間Wに3mm程度の通気路16を確保し得るようマルチシール片58aの夫々が千鳥状に配置され、袋の外方へ放出される気体は屈曲した通気路16を経て外部へ至る。
【0031】
前記部分シール面部58は、前記袋詰品Mの横シール部20近傍に通気路16を形成するシールバー50の長手方向の両端側に配設される。具体的には、袋詰品Mの両端に設けられる横シール部20の内側基部(袋胴部側の端部)20aから袋の厚み方向へ延びる傾斜面部10aであって、複数の袋詰品Mを厚み方向に集積した場合において、隣り合う各袋詰品M相互間に形成される空所Z(図9参照)に対応した適宜位置に通気路16を形成し得るよう部分シール面部58を配置することが好ましい。
【0032】
前記シールバー50,52の長さLは、1包装長より長く設定されており、図8に示す如く、縦シール部14は、シールバー50,52による重複挟持予定部位で二重に加熱溶着された二重シール部Tが設けられる。そして、前記シールバー50に形成される部分シール面部58の形成位置は、シールバー50の重複挟持予定部位外に設定される。
【0033】
前記筒状フィルムFa中にコーヒー粉末を充填する充填手段として、充填筒60と、該充填筒60内に設けたオーガスクリュー68とを備えている。充填筒60は、前記フィルムガイド筒32の内部に同心状に配置され、前記製袋手段34より上方に延びる端部にホッパ66が連結されたオーガスクリュー68は、充填筒60内に挿通されて回転することで、フィルムガイド筒32の下端より下方に延出する充填筒60からコーヒー粉末が所定量ずつ筒状フィルムFa内に充填される。充填筒60の下端より下方には、一対のシール体62a,62aを備えた横シール手段62が配設される。該横シール手段62は、前記フィルム搬送手段46で筒状フィルムFaが一包装分搬送される毎に、両シール体62a,62aによって前記通気路16を外れた位置で前記不織布24と共に筒状フィルムFaを挟持してフィルム搬送方向と交差する方向に気密の横シールを施すと共に、一方のシール体62aに配設したカッタ64によって筒状フィルムFaを切断する。これにより、筒状フィルムFaに充填されたコーヒー粉末の上下位置(前後位置)で横シール部20が形成されて、気密シールされた袋詰品Mを得ることができる。
【0034】
前記フィルムガイド筒32と充填筒60との間に形成された中空部には、フィルムガイド筒32の上方から充填筒60の下端付近まで延在するガス供給ノズル70が前後一対配設されている。該ガス供給ノズル70から窒素ガス等の不活性ガスを吐出して、筒状フィルムFa内の酸素を不活性ガスに置換してコーヒー粉末の酸化を抑制するようになっている。
【0035】
次に、前述したように構成された包装機の作用につき、包装方法との関係において説明する。
【0036】
前記フィルムロール26から繰出し手段36により引き出される帯状フィルムFは、前記製袋手段34に向けて間欠搬送される。前記レジマークセンサ42でのレジマークの検出信号に基づき、帯状フィルムFにおける長手方向に沿う一方の端縁部における重合部12に施される横シール予定部位近傍であって、縦シール手段54による部分溶着部14bの形成予定部に、前記塗布手段44の塗布具74によって所定量のシリコーンオイルSが塗布される(図2参照)。シリコーンオイルSが塗布された帯状フィルムFは、複数の案内ローラ38,40で案内されて前記製袋手段34に供給される。帯状フィルムFにおけるシリコーンオイルSの塗布面側が当接するよう巻き掛けられる案内ローラ40は、図2に示す如く、シリコーンオイルの塗布部位が当接しない短尺に形成されているから、シリコーンオイルSが案内ローラ40に付着して所定の塗布部位外に付着してしまうことはない。また、塗布手段44は、前記製袋手段34に至るまでのフィルム搬送経路の空きスペースを利用して配設することができ、装置が大型化することはない。しかも、前記フィルム搬送経路に配設される塗布手段44は複雑な構成となることなく、塗布手段44のメンテナンス性も良好となる。また、1包装分のフィルム長または使用フィルム幅のサイズ変更に際しては、前記塗布具74によるシリコーンオイルSの塗布位置を移動調節することで対応し得る。
【0037】
前記製袋手段34に供給された帯状フィルムFは、シリコーンオイルSの塗布面が内側となるように長手方向の両端縁部が合掌状に重合されると共に筒状に成形され、筒状フィルムFaは前記フィルムガイド筒32の外周に巻かれた状態で下方に案内されると共に、その重合部12は前記スリット34aから外方に突出した状態で下方に案内される。
【0038】
前記ホッパ66に貯留されたコーヒー粉末は、オーガスクリュー68の回転に伴い充填筒60の下端開口から筒状フィルムFa内に充填される。また、前記ガス供給ノズル70,70から吐出された不活性ガスで、筒状フィルムFa内の酸素が不活性ガスに置換される。
【0039】
前記不織布ロール30から引き出された不織布24は、図5に示す如く、前記製袋手段34で成形された筒状フィルムFaとフィルムガイド筒32との間に、前記重合部12の内側基部12aを跨ぐ位置で左右端縁が重合部12を挟んで左右対称に配置されるよう下方へ向けて引き込まれる。前記フィルム搬送手段46による筒状フィルムFaの間欠搬送休止時に、前記不織布シーラ48が筒状フィルムFaを外側からフィルムガイド筒32に押し付けるように作動し、筒状フィルムFaの内面に不織布24が不織布シーラ48の各シール片48aとフィルムガイド筒32とでの挟持部位で加熱溶着される。不織布24は、フィルムガイド筒32に形成した平坦面からなるシール受け部32aにフィルムと共に押し付けられるので、不織布24は確実に加熱溶着され、また、フィルム内面に位置ずれすることなく良好に溶着される。
【0040】
前記不織布シーラ48がフィルムガイド筒32から離間移動したタイミングで、前記フィルム搬送手段46により筒状フィルムFaが1包装分下方に間欠搬送されるのに伴い、筒状フィルムFaの内面に加熱溶着された不織布24が不織布ロール30から引き出される。このようなフィルムの間欠搬送の休止の都度、不織布シーラ48によって不織布24をフィルム内面に加熱溶着することが繰り返される。また、筒状フィルムFaの間欠搬送休止時に、前記縦シール手段54の一対のシールバー50,52で前記合掌状に重合した重合部12を挟持して縦シールが施される。また、前記充填筒60の下端から筒状フィルムFaに充填されたコーヒー粉末の上下位置を前記横シール手段62により挟持して、筒状フィルムFaに横シールが施されると共に切断される。不織布24は、筒状フィルムFaの内側にシールされて連続帯状となって筒状フィルムFaと共に搬送され、横シール手段62のシール体62a,62aで筒状フィルムFaと共に挟持される。これにより、袋10の長手方向に沿って形成された縦シール部14と袋両端で交差する横シール部20において、内側に不織布24が挟み込まれて加熱溶着された袋詰品Mが得られる。
【0041】
前記不織布シーラ48の長さ寸法は、1包装フィルム送り分の長さより長く設定されており、不織布24は筒状フィルムFaに対して1包装長の始端と終端部とで重複して加熱溶着され、不織布24は、筒状フィルムFaにおけるフィルム搬送方向に未シール部が生ずることなく連続的に加熱溶着される。従って、縦シール部14の内側基部14cを不織布24が跨がるように確実に覆うことができ、コーヒー粉末が縦シール部14から飛散するのを防止し得る。
【0042】
前記縦シール手段54による縦シールに際し、シールバー50の気密シール面部56によって袋10の縦シール部14に前記気密溶着部14aが形成されると共に、前記シリコーンオイルSの各塗布部位が前記部分シール面部58のマルチシール片58aでスポット的に挟持されて部分溶着部14bが形成される。これにより袋10の縦シール部14に一方向弁の機能を有する通気路16を形成することができる。また、一対のシールバー50,52は、図6に示す如く、筒状フィルムFaから突出する重合部12における内側基部12aより外側を挟持して縦シールを施す。これにより、袋詰品Mでは、縦シール部14の内側基部14cと対面する不織布24との間に、前記両横シール部20,20の間において長手方向に連通する空間Pが確保される(図11参照)。
【0043】
前記シールバー50,52の長さ寸法は、フィルムの1包装分の長さより長く設定されており、重合部12は重複して加熱溶着される二重シール部T(重複挟持予定部位)が形成される。図8に示す如く、前記シリコーンオイルSの塗布部位および前記縦シール手段54により形成される部分溶着部14bは、二重シール部Tを除く部分に設定されているから、部分溶着部14bにおいてフィルム全体が加熱溶着されてしまうのは防止される。すなわち、筒状フィルムFaの縦シール部14に、気密溶着部14aおよび一方向弁の機能を有する部分を持たせた通気路16とを確実に形成し得る。
【0044】
得られた袋詰品Mでは、コーヒー粉末から発生したガスによって内部圧力が所定値より上昇した際には、シリコーンオイルSによって縦シール部14で重合するフィルムの対向面の密着により閉鎖状態にある通気路16の閉鎖が解除され、該通気路16を介してガスが外部へ放出される。また、縦シール部14の内側基部14cは、図9または図10に示すように不織布24によって全長に亘って覆われている。
【0045】
前記縦シール手段54、横シール手段62で気密シールを施すので、袋詰品Mの内圧が所定値より低下した状態では、通気路16がシリコーンオイルSで閉塞状態となり、袋詰品Mの内部は気密状態に維持される。従って、外部から空気等の侵入を防ぐことができる袋詰品Mとすることができる。また、通気路16の開閉が繰り返された場合であっても、一方向弁の機能を持たせた通気路16の閉塞状態をシリコーンオイルSによって維持することができる。
【0046】
このように、実施例の包装機で得られる袋詰品Mは、ガス抜き弁を備えた従来品より安価なコストで製造し得る。また、ガス抜き弁を貼付する専用の装置を設けることなく極めてシンプルな構造により装置コストを低廉に抑えることができると共に、一方向弁の機能を持たせた袋詰品Mの包材コストも抑制し得る。
【0047】
実施例では、図7(c)に示す如く、前記一方のシールバー50における部分シール面部58のマルチシール片58aを千鳥状に配置して構成したので、袋詰品Mにおける縦シール部14に形成する通気路16は、袋10の内外方向に屈曲状に形成され、袋内のガスが通気路16を経て一気に放出されてシリコーンオイルSが通路外に飛散してしまうのを防止することができる。また、部分シール面部58におけるマルチシール片58aによってスポットシール22を点在させてシリコーンオイルSの流動を抑制し、フィルムの密着状態を維持することができる。
【0048】
前記縦シール手段54による重合部12の挟持位置を、重合部12における内側基部12aより外側に設定したので、袋詰品Mにおける縦シール部14の内側基部14cと対面する不織布24との間にガスの放出路として充分な空間Pを形成することができ、ガスの放出が阻害されることがない。
【0049】
前記縦シール部14における通気路16は、横シール部20,20の近傍に形成される。すなわち、通気路16は、図9に示す如く、袋詰品Mの両端に設けられる横シール部20の内側基部20aから袋10の厚み方向へ延びる傾斜面部10aであって、複数の袋詰品Mを厚み方向に集積した場合において、隣り合う各袋詰品M相互間に形成される空所Zに対応した位置に形成される。従って、隣り合う各袋詰品Mの通気路同士が密着して該通気路16が閉鎖されて袋内のガスの放出が妨げられることがない。
【0050】
(変更例)
本発明は実施例の構成に代えて、例えば以下のようにも変更可能である。
(1) 実施例で挙げた包装機としての縦形製袋充填機に代えて、横形製袋充填機を採用し得る。
(2) 実施例における液状シール剤の塗布形態に代えて、例えば液状シール剤を染み込ませたフエルトあるいはゴム材等からなる塗布具をフィルムに押し付けるようにした作動形態、あるいは塗布具を、オイルを浸透させた転写ローラとした形態等、その他の各種の実施形態を採用できる。また、塗布手段44による帯状フィルムFに対する液状シール剤の塗布位置は、例えば、製袋手段34のフィルム案内ガイドで案内される位置等、フィルムロール26から製袋手段34で帯状フィルムFが重合する位置までのフィルム搬送経路上であればよい。
(3) 塗布手段44は、包装能力に対応して帯状フィルムFの幅方向両側または一側に複数の塗布具を設け、各塗布具の何れかを1包装分のフィルム搬送毎にフィルムに押圧して液状シール剤を塗布する等の適宜構成を採用し得る。
(4) 実施例における部分シール面部58は、三角形や丸形等、その他各種形状のマルチシール片58aを採用し得る。また、マルチシール片58aの配設数は、各マルチシール片58aの大きさや部分シール面部58の設定範囲等に対応した適宜配設数とすればよい。更に、マルチシール片58aの配置は、千鳥状に限らず未シール部により屈曲した通気路16となる各種の配列を採用し得る。
(5) 実施例の如くマルチシール片58aを複数配設した部分シール面部58に代えて、クランク状や迷路状等の如く屈曲した通気路16となる適宜部分シール面部を備えたシールバーを採用し得る。
(6) 実施例においてシールバー50の2箇所に形成した部分シール面部58を、一方のみの横シール部20の近傍に通気路16を形成する1箇所とする構成を採用し得る他、3箇所以上に形成するものであってもよい。
(7) 実施例の如く製袋手段34の幅方向中央に位置するよう設けたスリット34aの位置は、必要に応じて中央から左右何れか一方に片寄るように配置されるよう設けてもよく、また得られる袋詰品Mの縦シール部14が一側端側に形成されるようにスリット34aを製袋手段34の左右何れかへ90度変位した位置に設けるようにしてもよい。
(8) 実施例では製袋手段34のスリット34aと縦シール手段54におけるシールバー50,52での重合部12の挟持位置をフィルム搬送方向に整列するようにしたが、例えば、図12に示す如く、スリット34aの位置(スリット34aの配設中心をYで示す)に対してシールバー50,52の挟持位置Xを左右何れか一方に所定量Kずらす構成を採用し得る。この構成により得られる袋詰品Mでは、図13に示すように、不織布24の両シール位置が、縦シール部14の内側基部14cの位置に対して非対称となる。これにより、袋詰品Mは、不織布24と縦シール部14における内側基部14cとの間に、ガスの発生で袋内が加圧された際に外方に膨らんでガスの放出経路を大きな空間Pとして確保することができ、袋内のガスを安定的に放出し得る。
(9) 実施例の如くフィルムは間欠搬送する形態に代えて連続搬送としてもよい。その際には、帯状フィルムFの連続搬送中に液状シール剤を塗布し得る適宜塗布手段44を採用するか、または液状シール剤の塗布手段の配設位置に臨むフィルムを搬送休止状態としてフィルムの連続搬送を阻害することがない適宜フィルム送り形態により対応し得る。また、縦シール手段54や横シール手段62についても、フィルムの連続搬送形態に適合して縦シールおよび横シールを施し得る各種形態を採用すればよい。
(10) 実施例では、帯状フィルムFにおける液状シール剤の塗布面側が当接するよう巻き掛けられる案内ローラ40は、短尺ローラに代えて、帯状フィルムFにおける液状シール剤の塗布部に対応する部位の外径を小さく設定したローラを採用し得る。
(11) 実施例では、充填物品としてコーヒー粉末を挙げたが、コーヒー豆自体、その他袋詰品Mを消費するまでの保存中にガスを発生する各種物品に対応し得る。また、充填物品の性状に適合した各種充填手段を採用すればよい。
(12) 実施例の如く不織布24をフィルムに加熱溶着するのに代えて、ホットメルト等の接着剤によりシールするようにしてもよい。
(13) 実施例では、フィルムに塗布する液状シール剤としてシリコーンオイルを挙げたが、袋内圧の変化に応じて部分溶着部14bの通気路16を開閉し得るよう作用する各種シール剤を採用し得る。
上記した変更例に限らず、実施形態に記載した構成については、本発明の主旨を逸脱しない範囲でその他の各種構成を採用し得る。
【符号の説明】
【0051】
12 重合部,12a 内側基部,14 縦シール部,14c 内側基部,16 通気路
20 横シール部,24 不織布,26 フィルムロール(供給源),
32 フィルムガイド筒,34 製袋手段,34a スリット,40 案内ローラ
44 塗布手段,46 フィルム搬送手段,47 不織布供給シール装置
48 不織布シーラ,50 一方のシールバー,52 他方のシールバー
54 縦シール手段,56 気密シール面部,58 部分シール面部
60 充填筒(充填手段),62 横シール手段,68 オーガスクリュー(充填手段)
74 塗布具,F 帯状フィルム,Fa 筒状フィルム,M 袋詰品,P 空間
S シリコーンオイル(液状シール剤),Z 空所
【技術分野】
【0001】
この発明は、製袋充填機において袋詰め後の袋内の物品から発生するガスを、袋から外部に放出できる袋詰品を得るための包装方法およびその装置に関するものである。
【背景技術】
【0002】
焙焼したコーヒー豆等の如くガスを発生する物品の袋詰品として、袋にガス抜き用弁を貼着し、袋の内圧が高まった際にガスをガス抜き用弁から外部に放出させる形態が採用されている。
【0003】
縦形製袋充填機において前記形態の袋詰品を得る方法として、例えば特許文献1に開示されたように、供給源から引き出された帯状フィルムに切り込みを形成し、ロール状に巻回されて所定間隔毎にガス抜き弁を付着した剥離紙を間欠的に引き出し、製袋手段で成形された筒状フィルムに対して剥離紙から剥離したガス抜き弁を切り込みの形成位置に合わせて貼着する技術が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第2855344号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
前記のような袋にガス抜き弁を貼着する包装形態は、例えば、オフィス・コーヒー・サービス(OCS)用として、コーヒーサーバーによる1回分の抽出量に相当するコーヒー粉を70g程度の単位ずつ包装する袋詰品等のように、コーヒーを200gより少量の単位で包装した袋詰品については、製品単価に占める包材コストの割合が高くなって適正市場価格での販売ができない。従って、このような包装コストが嵩む弁付き袋を、製品単価が安い袋詰品には採用していない。
更に、ガス抜き弁を貼付する装置を備えた縦形製袋充填機は、装置コストが嵩む等の問題も指摘される。
すなわち本発明は、従来の技術に係るガス抜きが必要な袋詰品を製造する際に内在する前記課題に鑑み、これを好適に解決するべく提案されたものであって、従来よりも安価な包装コストで一方向弁の機能を備えた袋詰品を得ることが可能な包装方法およびその装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を克服し、所期の目的を達成するため、請求項1の発明に係る包装方法は、
供給源から引き出した帯状フィルムの長手方向に沿う端縁部に対し、1包装分のフィルムが搬送される毎に塗布手段で液状シール剤を塗布し、
前記帯状フィルムの両端縁部を液状シール剤の塗布面が内側で重合するよう帯状フィルムを製袋手段で筒状に成形して合掌状の重合部を形成し、
筒状フィルムにおける前記重合部の内側基部を跨ぐ配置で不織布を引き込み案内して筒状フィルム内面に重ね、前記内側基部の両側で不織布をフィルム内面に連続的にシールし、
前記不織布を筒状フィルムと共に搬送した下流側において、前記重合部における液状シール剤の塗布部位に、筒状フィルムの内部と外部とを連通する通気路を残して気密の縦シールを施し、
前記筒状フィルムを、前記通気路を外れた両側で前記不織布と共に挟持して筒状フィルムの搬送方向と交差する方向に気密の横シールを施すことで、筒状フィルムに充填した物品の前後位置に横シール部を形成して袋詰品を得ることを要旨とする。
【0007】
請求項2に係る発明では、前記製袋手段による帯状フィルムの重合位置までに至るフィルム搬送経路において、前記液状シール剤を前記塗布手段で帯状フィルムに塗布するようにしたことを要旨とする。
【0008】
請求項3に係る発明では、前記通気路は、前記横シール部の近傍であって、袋詰品を複数重ねた際の隣り合う袋詰品相互間に形成される空所に対応する位置に形成したことを要旨とする。
【0009】
前記課題を克服し、所期の目的を達成するため、請求項4の発明に係る包装装置は、
帯状フィルムの長手方向に沿う両端縁部を合掌状に重合して筒状に成形する製袋手段と、
該製袋手段による帯状フィルムの重合位置より上流のフィルム搬送経路で、1包装分の帯状フィルムを搬送するのに伴い、帯状フィルムの長手方向に沿う端縁部に所定間隔毎に液状シール剤を塗布する塗布手段と、
前記製袋手段で成形した筒状フィルムの重合部の内側基部を跨ぐ配置で筒状フィルムの内面に重なるように不織布を引き込み案内し、該不織布を前記内側基部の両側でフィルム内面にシールする不織布供給シール装置と、
前記筒状フィルム中に物品を充填する充填手段と、
前記不織布をシールした筒状フィルムを搬送するフィルム搬送手段と、
前記重合部を挟持して、液状シール剤の塗布部位に対応した位置に筒状フィルムの内部と外部とを連通する通気路を残して重合部に気密の縦シールを施す縦シール手段と、
前記通気路を外れた位置で筒状フィルムを不織布と共に挟持して、該筒状フィルムに充填された物品の前後位置で気密の横シールを施す横シール手段とを備えたことを要旨とする。
【0010】
請求項5に係る発明では、前記塗布手段は、前記製袋手段でのフィルムの重合位置に至るまでのフィルム搬送経路に配置し、塗布手段での液状シール剤の塗布位置から製袋手段までのフィルム搬送経路に設けた帯状フィルムの案内ローラは、液状シール剤の塗布部位を除き帯状フィルムの塗布面を巻き掛け案内する周面としたことを要旨とする。
【0011】
請求項6に係る発明では、前記縦シール手段は一対のシールバーを備え、該シールバーは、所要長さで延在する気密シール用の気密シール面部と、該気密シール面部に隣接し、前記通気路を形成する部分シール面部とを備えたシール面で形成したことを要旨とする。
【0012】
請求項7に係る発明では、前記塗布手段は、液状シール剤の塗布部位を、前記筒状フィルムに対する横シール予定部位近傍となるよう、帯状フィルムの搬送位置に対応して塗布具を帯状フィルムに押圧する構成としたことを要旨とする。
【0013】
請求項8に係る発明では、前記不織布供給シール装置における不織布シーラは、前記製袋手段に内挿したフィルムガイド筒の周縁に沿って案内される筒状フィルムの外側に位置して配設され、前記重合部において筒状フィルム内面に重なる不織布をフィルムガイド筒の周縁に対して筒状フィルムの外側から押圧してシールする構成としたことを要旨とする。
【0014】
請求項9に係る発明では、前記縦シール手段は、フィルムの間欠搬送休止期間中に前記重合部を挟持して縦シールを施す一対のシールバーを設け、該シールバーは、重合部を重複して挟持する気密シール面部と、該気密シール面部による重合部の重複挟持予定部位を除く位置であって前記塗布手段による液状シール剤の塗布部位に前記通気路を形成する部分シール面部とを備えたシール面で形成したことを要旨とする。
【0015】
請求項10に係る発明では、前記縦シール手段は一対のシールバーを備え、該シールバーは、前記製袋手段で重合された重合部における内側基部より外側を挟持して縦シールを施し、得られた縦シール部の内側基部と、該縦シール部の内側基部と対面する不織布との間に空間を形成し得る構成としたことを要旨とする。
【0016】
請求項11に係る発明では、前記製袋手段に、筒状に成形される筒状フィルムの重合部をフィルム搬送方向へ向けて案内するスリットを設け、前記不織布供給シール装置における不織布シーラは、製袋手段の下流位置でスリットにより挿通案内される重合部を挟んで左右対称位置で不織布をシール可能に配設され、前記縦シール手段は、不織布シーラの下流において一対のシールバーを、不織布シーラの配置に対して左右何れか一方に変位して前記重合部を挟持するよう構成したことを要旨とする。
【発明の効果】
【0017】
請求項1および4に係る発明によれば、縦シール部における通気路に液状シール剤が充填されて一方向弁として機能する通気路を有する袋詰品を得ることができる。これにより、別体のガス抜き弁を貼着した従来品より安価な包装コストで袋詰品を製造することができる。
請求項2に係る発明によれば、フィルム搬送経路上の空きスペースを利用して液状シール剤の塗布手段を効果的に配置でき、装置が大型化することはなく、またメンテナンス性を良好とし得る。
請求項3および7に係る発明によれば、筒状フィルムの重合部には、袋詰品の横シール部近傍に一方向弁として機能する通気路が配置される。これにより、例えば複数の袋詰品を集積して箱詰めする場合等において、袋が相互に重なり合う部分を除く空所に通気路を配置することができ、該通気路が押されてガスの放出が阻害されることのない袋詰品を得ることができる。
請求項5に係る発明によれば、塗布手段でフィルムに塗布した液状シール剤が弁部の他へ付着するのを防止し得る。
請求項6に係る発明によれば、シールバーで重合部を挟持して縦シールを施す際に、シールバーに設けた部分シール面部によって通気路を形成するようになす極めて簡単な構成により、縦シール部に一方向弁の機能を有する袋詰品を得ることができる。
請求項8に係る発明によれば、不織布をフィルムガイド筒に押し付けてフィルム内面に確実に位置合わせした状態でシールすることができる。
請求項9に係る発明によれば、重合部には、一方向弁の機能を有する通気路を備えた気密の縦シール部を確実に形成し得る。
請求項10に係る発明によれば、縦シール部の通気路に通じる空間を確保して、袋内全体からのスムーズなガスの放出を行ない得る袋詰品を得ることができる。
請求項11に係る発明によれば、縦シール部の内側基部の位置に対して不織布が左右非対称で跨がるようにシールし、不織布と縦シール部における内側基部との間に、ガスの発生で袋内が加圧された際に外方に膨らんでガスの放出経路を大きな空間として確保し得る袋詰品とすることで、袋内のガスを安定的に放出し得る。
【図面の簡単な説明】
【0018】
【図1】実施例に係る縦形製袋充填機の概略構成図である。
【図2】実施例に係る縦形製袋充填機における要部概略平面図である。
【図3】実施例に係る塗布手段を示す概略斜視図である。
【図4】実施例に係る縦形製袋充填機における概略正面図である。
【図5】図4のA−A線断面図である。
【図6】図4のB−B線断面図である。
【図7】実施例に係る縦形製袋充填機のシールバーを示すものであって、(a)は正面図、(b)は(a)のC−C線断面図、(c)は部分シール面部の拡大図である。
【図8】実施例に係るシールバーにより重合部に縦シールが重複して施される箇所があることを示す説明図である。
【図9】実施例に係る袋詰品を示す概略斜視図である。
【図10】実施例に係る袋詰品を縦シール部の形成側から示す正面図である。
【図11】実施例に係る袋詰品を横断して示す要部概略斜視図である。
【図12】変更例に係る縦形製袋充填機を示すものであって、(a)は要部正面図であり、(b)は(a)のD−D線断面図である。
【図13】変更例に係る縦形製袋充填機で得られた袋詰品の不織布と縦シール部との関係を示す部分説明断面図である。
【発明を実施するための形態】
【0019】
次に、本発明に係る包装方法およびその装置につき、好適な実施例を挙げて、添付図面を参照しながら以下説明する。
【実施例】
【0020】
図1は、実施例に係る縦形製袋充填機(包装機)の概略構成を示し、図9〜図11は該包装機で得られる袋詰品Mである。袋詰品Mは、消費されるまでにガスを発生する物品、例えばコーヒー豆を挽いたコーヒー粉末を袋10に充填したものであって、袋10の内部には、コーヒー粉末の酸化を防止するよう窒素ガス等の不活性ガスが充填されている。袋10の素材としては、例えば、ポリエチレンテレフタレート製の基材にアルミを蒸着したフィルムの内面にポリエチレン等の熱溶着層を備えた、厚み40μm程度のガスバリア性のフィルムが好適に用いられる。
【0021】
前記袋詰品Mには、帯状フィルムFを筒状にしてその長手方向の両端縁部を合掌状に重合した所定幅の縦シール部14が、幅方向の略中央において袋胴部に沿うように折曲げ形成されている。この縦シール部14には、図9または図10に示す如く、該縦シール部14に沿ってフィルムが所定幅で加熱溶着された気密溶着部14aと、袋内部と外部との通気路16を形成し得る部分溶着部14bとが形成される。また、袋詰品Mの両端部で縦シール部14と交差し、所定幅で気密的に加熱溶着された横シール部20が夫々袋幅方向へ横断して形成される。
【0022】
前記袋詰品Mは、縦シール部14の気密溶着部14aおよび横シール部20で必要な気密性が確保されると共に、部分溶着部14bの通気路16を介してのみ袋内部と外部とが連通可能に構成される。そして、通気路16は、液状シール剤としてのシリコーンオイルSによってフィルムの内面同士が密着して閉鎖され、袋10の内圧が所定値より上昇したときには、フィルム内面のシリコーンオイルSの液膜によるフィルム内面の密着が解除されて通気路16を開放する一方向弁として機能する。また部分溶着部14bは、図9および図10に示す如く、フィルム同士を部分的に加熱溶着したスポットシール22が、縦シール部14の長手方向および幅方向に隙間をあけて複数形成されて、スポットシールされていない非シール部位によって袋10の内部と外部とを連通する前記通気路16が形成される。このように、複数のスポットシール22を設けたことで分断された小さな通路にシリコーンオイルSの液膜が充たされて、該シリコーンオイルSによる一方向弁の機能を高めることができる。なお、複数のスポットシール22は、千鳥状に配置されている。
【0023】
前記袋詰品Mの内部には、前記縦シール部14の全長に亘って、該縦シール部14の内側基部14cを幅方向(縦シール部14の短手方向)に跨ぐように不織布24が加熱溶着されている。なお、縦シール部14の内側基部14cとは、フィルムを溶着した際にフィルム内面同士が重合する袋内部側に臨む端部である。不織布24の素材としては、例えば、ポリプロピレン製のシートにポリエチレン等の熱溶着層を備えた、厚み64μm程度のものが好適に用いられると共に、袋内への充填物品であるコーヒー粉末を外部に飛散させることがない目の粗さに設定される。不織布24は、縦シール部14に沿って延在する長手方向の両端縁部が、図11に示す如く、縦シール部14の内側基部14cを挟む両側でフィルム内面に加熱溶着されており(図11において縦シール部14を挟む両側でハッチングを付した符号24aで示した部分)、不織布24と縦シール部14の内側基部14cとの間には、前記両横シール部20,20の間において長手方向に連通する空間Pが形成されている。
【0024】
前述した形態の袋詰品Mを製造する包装機は、図1に示す如く、図示しない機枠に直立配置したフィルムガイド筒32の上部外周に製袋手段34が配設され、フィルムロール26から引き出された帯状フィルムFは、一対の繰出しローラからなる繰出し手段36によって1包装長ずつ間欠的に搬送され、複数の案内ローラ38,40を経て製袋手段34に案内される。
【0025】
前記製袋手段34までに至るフィルム搬送経路には、帯状フィルムFに所定ピッチで印刷されたレジマークを検出するレジマークセンサ42が配設される。製袋手段34に供給された帯状フィルムFは、該製袋手段34で筒状成形されて長手方向の両端縁部が重合されるようになっており、その重合部12が形成される重合位置までに至る帯状フィルムFのフィルム搬送経路には、シリコーンオイルS等からなる液状シール剤を帯状フィルムFに塗布する塗布手段44が配設される。この塗布手段44は、図3に示す如く、シリコーンオイルSをフェルト等に浸透させたオイル溜72と、帯状フィルムFにオイルを塗布する塗布具74と、該塗布具74をオイル溜72と帯状フィルムFの一側端縁部との間で移動する、例えば昇降動と水平動との2基のエアシリンダ76,78を組み合わせた作動手段80と、塗布具74による塗布位置で該塗布具74が押し付けられる帯状フィルムFを受ける受具45とを備える。そして、塗布手段44は、前記レジマークセンサ42によるレジマークの検出に基づいて、前記重合部12において内側となる帯状フィルムFの長手方向に沿う一方の端縁部であって、後述する縦シール手段54により形成される縦シール部14の部分溶着部14bに対応する部位に、塗布具74を押し付けて所定量のシリコーンオイルSを塗布するよう構成される。実施例では、フィルムが搬送されるのに伴い、筒状フィルムFaに横シールを施す位置の近傍であって、1包装長毎に夫々2箇所にシリコーンオイルSが所定タイミング毎に夫々塗布される。また塗布具74は、1包装分のフィルム長または使用フィルム幅に対応して位置設定されるものであって、それらの変更に伴いフィルム搬送方向に沿う方向またはフィルム幅方向へ夫々移動調節し得るよう構成されている。
【0026】
前記塗布手段44によるシリコーンオイルSの帯状フィルムFへの塗布位置から製袋手段34までに至るフィルム搬送経路に位置し、帯状フィルムFにシリコーンオイルSを塗布した面が巻き掛け案内される案内ローラ40は、図2に示す如く、帯状フィルムFにおけるシリコーンオイルSの塗布部位が巻き掛けられることがないように短尺ローラで構成される。
【0027】
前記製袋手段34における幅方向中央位置には、図4に示す如く、フィルム搬送方向に沿って上下方向に延在するスリット34aが形成され、製袋手段34の内側案内面とフィルムガイド筒32との間のすき間に引き込まれた帯状フィルムFは、下方に案内されることで筒状に成形され、また、その長手方向両端縁部は前記スリット34aから外方に突出し、合掌状に重合して下方に案内される(図2参照)。このように前記塗布手段44で塗布したシリコーンオイルSは、スリット34aによって案内されるフィルムの重合部12における内側に位置する。また、フィルムガイド筒32の外周に巻かれて下方に案内される筒状フィルムFaは、フィルムガイド筒32を挟んで対向配置される一対の送りベルトからなるフィルム搬送手段46により吸引保持されて、1包装分毎に下方へ間欠的に搬送される。
【0028】
前記製袋手段34の上方に支持された不織布ロール30からテープ状の不織布24を引き出すと共に、筒状フィルムFaの内面に加熱溶着する不織布供給シール装置47が配設されている。該不織布供給シール装置47は、前記不織布ロール30から引き出した不織布24を、図5に示す如く、フィルムガイド筒32に巻かれて案内される筒状フィルムFaの内側となるように、前記スリット34aから突出して案内される重合部12の内側基部(筒状フィルムFaの重合部12の重なり始めとなる袋内側に臨む端部)12aを跨いでフィルム内面に沿うように不織布24を引き込む。また不織布24は、左右端縁が重合部12を挟んで左右対称の位置となるように配置される。図4および図5に示す如く、前記製袋手段34の下方に、不織布24を加熱溶着する不織布シーラ48を備える。該不織布シーラ48は、筒状フィルムFaの外方に突出する重合部12を挟む左右位置において上下に延在する一対のシール片48a,48aを備え、該シール片48a,48aをフィルムの間欠搬送休止時に、筒状フィルムFaと該筒状フィルムFaの内面に沿って引き込み案内された不織布24とをフィルムガイド筒32の周面に押圧するように作動される。これにより、筒状フィルムFaの重合部12における内側基部12aを跨ぐ位置において不織布24の幅方向左右両側24a,24a(図11において縦シール部14を挟む両側でハッチングを付した部分)が、長手方向に連続して加熱溶着される。なお、不織布シーラ48におけるシール片48aの長さは、フィルムの1包装長より長く設定され、フィルムの間欠搬送に際し不織布24が筒状フィルムFaの搬送方向に未シール部を生ずることなく連続的な加熱溶着がなされる。また、シール片48aが押圧される位置に対応するフィルムガイド筒32の周面は、平坦面に形成されたシール受け部32aが設けられる。
【0029】
前記不織布シーラ48の下方に、図4および図6に示す如く、筒状フィルムFaの重合部12を挟持可能な一対のシールバー50,52からなる縦シール手段54が配設され、フィルムの間欠搬送休止時に一対のシールバー50,52を相互に近接して重合部12を挟持することで、該重合部12に縦シールを施す。それにより、得られる袋詰品Mの縦シール部14には、前記気密溶着部14aと部分溶着部14bとが形成される。ここで、一対のシールバー50,52の一方のシール面は、図7に示す如く、気密に加熱溶着する気密シール面部56と、前記部分溶着部14bにおける通気路16を形成するようシールバー50の長手方向に離間して気密シール面部56と隣接するように設けた部分シール面部58,58とで形成される。なお、他方のシールバー52のシール面は、平坦面に形成されている。部分シール面部58は、図7に示す如く、気密シール面部56と同一レベルの凸面部を備え、所定範囲内に複数のスポットシールを施すマルチシール片58aが設けられる。
【0030】
このマルチシール片58aは、1辺の長さNが3mm程度の四角形で、シールバー50の幅方向および長手方向に角部が向くよう配列され、隣り合うマルチシール片58a,58aの外縁間Wに3mm程度の通気路16を確保し得るようマルチシール片58aの夫々が千鳥状に配置され、袋の外方へ放出される気体は屈曲した通気路16を経て外部へ至る。
【0031】
前記部分シール面部58は、前記袋詰品Mの横シール部20近傍に通気路16を形成するシールバー50の長手方向の両端側に配設される。具体的には、袋詰品Mの両端に設けられる横シール部20の内側基部(袋胴部側の端部)20aから袋の厚み方向へ延びる傾斜面部10aであって、複数の袋詰品Mを厚み方向に集積した場合において、隣り合う各袋詰品M相互間に形成される空所Z(図9参照)に対応した適宜位置に通気路16を形成し得るよう部分シール面部58を配置することが好ましい。
【0032】
前記シールバー50,52の長さLは、1包装長より長く設定されており、図8に示す如く、縦シール部14は、シールバー50,52による重複挟持予定部位で二重に加熱溶着された二重シール部Tが設けられる。そして、前記シールバー50に形成される部分シール面部58の形成位置は、シールバー50の重複挟持予定部位外に設定される。
【0033】
前記筒状フィルムFa中にコーヒー粉末を充填する充填手段として、充填筒60と、該充填筒60内に設けたオーガスクリュー68とを備えている。充填筒60は、前記フィルムガイド筒32の内部に同心状に配置され、前記製袋手段34より上方に延びる端部にホッパ66が連結されたオーガスクリュー68は、充填筒60内に挿通されて回転することで、フィルムガイド筒32の下端より下方に延出する充填筒60からコーヒー粉末が所定量ずつ筒状フィルムFa内に充填される。充填筒60の下端より下方には、一対のシール体62a,62aを備えた横シール手段62が配設される。該横シール手段62は、前記フィルム搬送手段46で筒状フィルムFaが一包装分搬送される毎に、両シール体62a,62aによって前記通気路16を外れた位置で前記不織布24と共に筒状フィルムFaを挟持してフィルム搬送方向と交差する方向に気密の横シールを施すと共に、一方のシール体62aに配設したカッタ64によって筒状フィルムFaを切断する。これにより、筒状フィルムFaに充填されたコーヒー粉末の上下位置(前後位置)で横シール部20が形成されて、気密シールされた袋詰品Mを得ることができる。
【0034】
前記フィルムガイド筒32と充填筒60との間に形成された中空部には、フィルムガイド筒32の上方から充填筒60の下端付近まで延在するガス供給ノズル70が前後一対配設されている。該ガス供給ノズル70から窒素ガス等の不活性ガスを吐出して、筒状フィルムFa内の酸素を不活性ガスに置換してコーヒー粉末の酸化を抑制するようになっている。
【0035】
次に、前述したように構成された包装機の作用につき、包装方法との関係において説明する。
【0036】
前記フィルムロール26から繰出し手段36により引き出される帯状フィルムFは、前記製袋手段34に向けて間欠搬送される。前記レジマークセンサ42でのレジマークの検出信号に基づき、帯状フィルムFにおける長手方向に沿う一方の端縁部における重合部12に施される横シール予定部位近傍であって、縦シール手段54による部分溶着部14bの形成予定部に、前記塗布手段44の塗布具74によって所定量のシリコーンオイルSが塗布される(図2参照)。シリコーンオイルSが塗布された帯状フィルムFは、複数の案内ローラ38,40で案内されて前記製袋手段34に供給される。帯状フィルムFにおけるシリコーンオイルSの塗布面側が当接するよう巻き掛けられる案内ローラ40は、図2に示す如く、シリコーンオイルの塗布部位が当接しない短尺に形成されているから、シリコーンオイルSが案内ローラ40に付着して所定の塗布部位外に付着してしまうことはない。また、塗布手段44は、前記製袋手段34に至るまでのフィルム搬送経路の空きスペースを利用して配設することができ、装置が大型化することはない。しかも、前記フィルム搬送経路に配設される塗布手段44は複雑な構成となることなく、塗布手段44のメンテナンス性も良好となる。また、1包装分のフィルム長または使用フィルム幅のサイズ変更に際しては、前記塗布具74によるシリコーンオイルSの塗布位置を移動調節することで対応し得る。
【0037】
前記製袋手段34に供給された帯状フィルムFは、シリコーンオイルSの塗布面が内側となるように長手方向の両端縁部が合掌状に重合されると共に筒状に成形され、筒状フィルムFaは前記フィルムガイド筒32の外周に巻かれた状態で下方に案内されると共に、その重合部12は前記スリット34aから外方に突出した状態で下方に案内される。
【0038】
前記ホッパ66に貯留されたコーヒー粉末は、オーガスクリュー68の回転に伴い充填筒60の下端開口から筒状フィルムFa内に充填される。また、前記ガス供給ノズル70,70から吐出された不活性ガスで、筒状フィルムFa内の酸素が不活性ガスに置換される。
【0039】
前記不織布ロール30から引き出された不織布24は、図5に示す如く、前記製袋手段34で成形された筒状フィルムFaとフィルムガイド筒32との間に、前記重合部12の内側基部12aを跨ぐ位置で左右端縁が重合部12を挟んで左右対称に配置されるよう下方へ向けて引き込まれる。前記フィルム搬送手段46による筒状フィルムFaの間欠搬送休止時に、前記不織布シーラ48が筒状フィルムFaを外側からフィルムガイド筒32に押し付けるように作動し、筒状フィルムFaの内面に不織布24が不織布シーラ48の各シール片48aとフィルムガイド筒32とでの挟持部位で加熱溶着される。不織布24は、フィルムガイド筒32に形成した平坦面からなるシール受け部32aにフィルムと共に押し付けられるので、不織布24は確実に加熱溶着され、また、フィルム内面に位置ずれすることなく良好に溶着される。
【0040】
前記不織布シーラ48がフィルムガイド筒32から離間移動したタイミングで、前記フィルム搬送手段46により筒状フィルムFaが1包装分下方に間欠搬送されるのに伴い、筒状フィルムFaの内面に加熱溶着された不織布24が不織布ロール30から引き出される。このようなフィルムの間欠搬送の休止の都度、不織布シーラ48によって不織布24をフィルム内面に加熱溶着することが繰り返される。また、筒状フィルムFaの間欠搬送休止時に、前記縦シール手段54の一対のシールバー50,52で前記合掌状に重合した重合部12を挟持して縦シールが施される。また、前記充填筒60の下端から筒状フィルムFaに充填されたコーヒー粉末の上下位置を前記横シール手段62により挟持して、筒状フィルムFaに横シールが施されると共に切断される。不織布24は、筒状フィルムFaの内側にシールされて連続帯状となって筒状フィルムFaと共に搬送され、横シール手段62のシール体62a,62aで筒状フィルムFaと共に挟持される。これにより、袋10の長手方向に沿って形成された縦シール部14と袋両端で交差する横シール部20において、内側に不織布24が挟み込まれて加熱溶着された袋詰品Mが得られる。
【0041】
前記不織布シーラ48の長さ寸法は、1包装フィルム送り分の長さより長く設定されており、不織布24は筒状フィルムFaに対して1包装長の始端と終端部とで重複して加熱溶着され、不織布24は、筒状フィルムFaにおけるフィルム搬送方向に未シール部が生ずることなく連続的に加熱溶着される。従って、縦シール部14の内側基部14cを不織布24が跨がるように確実に覆うことができ、コーヒー粉末が縦シール部14から飛散するのを防止し得る。
【0042】
前記縦シール手段54による縦シールに際し、シールバー50の気密シール面部56によって袋10の縦シール部14に前記気密溶着部14aが形成されると共に、前記シリコーンオイルSの各塗布部位が前記部分シール面部58のマルチシール片58aでスポット的に挟持されて部分溶着部14bが形成される。これにより袋10の縦シール部14に一方向弁の機能を有する通気路16を形成することができる。また、一対のシールバー50,52は、図6に示す如く、筒状フィルムFaから突出する重合部12における内側基部12aより外側を挟持して縦シールを施す。これにより、袋詰品Mでは、縦シール部14の内側基部14cと対面する不織布24との間に、前記両横シール部20,20の間において長手方向に連通する空間Pが確保される(図11参照)。
【0043】
前記シールバー50,52の長さ寸法は、フィルムの1包装分の長さより長く設定されており、重合部12は重複して加熱溶着される二重シール部T(重複挟持予定部位)が形成される。図8に示す如く、前記シリコーンオイルSの塗布部位および前記縦シール手段54により形成される部分溶着部14bは、二重シール部Tを除く部分に設定されているから、部分溶着部14bにおいてフィルム全体が加熱溶着されてしまうのは防止される。すなわち、筒状フィルムFaの縦シール部14に、気密溶着部14aおよび一方向弁の機能を有する部分を持たせた通気路16とを確実に形成し得る。
【0044】
得られた袋詰品Mでは、コーヒー粉末から発生したガスによって内部圧力が所定値より上昇した際には、シリコーンオイルSによって縦シール部14で重合するフィルムの対向面の密着により閉鎖状態にある通気路16の閉鎖が解除され、該通気路16を介してガスが外部へ放出される。また、縦シール部14の内側基部14cは、図9または図10に示すように不織布24によって全長に亘って覆われている。
【0045】
前記縦シール手段54、横シール手段62で気密シールを施すので、袋詰品Mの内圧が所定値より低下した状態では、通気路16がシリコーンオイルSで閉塞状態となり、袋詰品Mの内部は気密状態に維持される。従って、外部から空気等の侵入を防ぐことができる袋詰品Mとすることができる。また、通気路16の開閉が繰り返された場合であっても、一方向弁の機能を持たせた通気路16の閉塞状態をシリコーンオイルSによって維持することができる。
【0046】
このように、実施例の包装機で得られる袋詰品Mは、ガス抜き弁を備えた従来品より安価なコストで製造し得る。また、ガス抜き弁を貼付する専用の装置を設けることなく極めてシンプルな構造により装置コストを低廉に抑えることができると共に、一方向弁の機能を持たせた袋詰品Mの包材コストも抑制し得る。
【0047】
実施例では、図7(c)に示す如く、前記一方のシールバー50における部分シール面部58のマルチシール片58aを千鳥状に配置して構成したので、袋詰品Mにおける縦シール部14に形成する通気路16は、袋10の内外方向に屈曲状に形成され、袋内のガスが通気路16を経て一気に放出されてシリコーンオイルSが通路外に飛散してしまうのを防止することができる。また、部分シール面部58におけるマルチシール片58aによってスポットシール22を点在させてシリコーンオイルSの流動を抑制し、フィルムの密着状態を維持することができる。
【0048】
前記縦シール手段54による重合部12の挟持位置を、重合部12における内側基部12aより外側に設定したので、袋詰品Mにおける縦シール部14の内側基部14cと対面する不織布24との間にガスの放出路として充分な空間Pを形成することができ、ガスの放出が阻害されることがない。
【0049】
前記縦シール部14における通気路16は、横シール部20,20の近傍に形成される。すなわち、通気路16は、図9に示す如く、袋詰品Mの両端に設けられる横シール部20の内側基部20aから袋10の厚み方向へ延びる傾斜面部10aであって、複数の袋詰品Mを厚み方向に集積した場合において、隣り合う各袋詰品M相互間に形成される空所Zに対応した位置に形成される。従って、隣り合う各袋詰品Mの通気路同士が密着して該通気路16が閉鎖されて袋内のガスの放出が妨げられることがない。
【0050】
(変更例)
本発明は実施例の構成に代えて、例えば以下のようにも変更可能である。
(1) 実施例で挙げた包装機としての縦形製袋充填機に代えて、横形製袋充填機を採用し得る。
(2) 実施例における液状シール剤の塗布形態に代えて、例えば液状シール剤を染み込ませたフエルトあるいはゴム材等からなる塗布具をフィルムに押し付けるようにした作動形態、あるいは塗布具を、オイルを浸透させた転写ローラとした形態等、その他の各種の実施形態を採用できる。また、塗布手段44による帯状フィルムFに対する液状シール剤の塗布位置は、例えば、製袋手段34のフィルム案内ガイドで案内される位置等、フィルムロール26から製袋手段34で帯状フィルムFが重合する位置までのフィルム搬送経路上であればよい。
(3) 塗布手段44は、包装能力に対応して帯状フィルムFの幅方向両側または一側に複数の塗布具を設け、各塗布具の何れかを1包装分のフィルム搬送毎にフィルムに押圧して液状シール剤を塗布する等の適宜構成を採用し得る。
(4) 実施例における部分シール面部58は、三角形や丸形等、その他各種形状のマルチシール片58aを採用し得る。また、マルチシール片58aの配設数は、各マルチシール片58aの大きさや部分シール面部58の設定範囲等に対応した適宜配設数とすればよい。更に、マルチシール片58aの配置は、千鳥状に限らず未シール部により屈曲した通気路16となる各種の配列を採用し得る。
(5) 実施例の如くマルチシール片58aを複数配設した部分シール面部58に代えて、クランク状や迷路状等の如く屈曲した通気路16となる適宜部分シール面部を備えたシールバーを採用し得る。
(6) 実施例においてシールバー50の2箇所に形成した部分シール面部58を、一方のみの横シール部20の近傍に通気路16を形成する1箇所とする構成を採用し得る他、3箇所以上に形成するものであってもよい。
(7) 実施例の如く製袋手段34の幅方向中央に位置するよう設けたスリット34aの位置は、必要に応じて中央から左右何れか一方に片寄るように配置されるよう設けてもよく、また得られる袋詰品Mの縦シール部14が一側端側に形成されるようにスリット34aを製袋手段34の左右何れかへ90度変位した位置に設けるようにしてもよい。
(8) 実施例では製袋手段34のスリット34aと縦シール手段54におけるシールバー50,52での重合部12の挟持位置をフィルム搬送方向に整列するようにしたが、例えば、図12に示す如く、スリット34aの位置(スリット34aの配設中心をYで示す)に対してシールバー50,52の挟持位置Xを左右何れか一方に所定量Kずらす構成を採用し得る。この構成により得られる袋詰品Mでは、図13に示すように、不織布24の両シール位置が、縦シール部14の内側基部14cの位置に対して非対称となる。これにより、袋詰品Mは、不織布24と縦シール部14における内側基部14cとの間に、ガスの発生で袋内が加圧された際に外方に膨らんでガスの放出経路を大きな空間Pとして確保することができ、袋内のガスを安定的に放出し得る。
(9) 実施例の如くフィルムは間欠搬送する形態に代えて連続搬送としてもよい。その際には、帯状フィルムFの連続搬送中に液状シール剤を塗布し得る適宜塗布手段44を採用するか、または液状シール剤の塗布手段の配設位置に臨むフィルムを搬送休止状態としてフィルムの連続搬送を阻害することがない適宜フィルム送り形態により対応し得る。また、縦シール手段54や横シール手段62についても、フィルムの連続搬送形態に適合して縦シールおよび横シールを施し得る各種形態を採用すればよい。
(10) 実施例では、帯状フィルムFにおける液状シール剤の塗布面側が当接するよう巻き掛けられる案内ローラ40は、短尺ローラに代えて、帯状フィルムFにおける液状シール剤の塗布部に対応する部位の外径を小さく設定したローラを採用し得る。
(11) 実施例では、充填物品としてコーヒー粉末を挙げたが、コーヒー豆自体、その他袋詰品Mを消費するまでの保存中にガスを発生する各種物品に対応し得る。また、充填物品の性状に適合した各種充填手段を採用すればよい。
(12) 実施例の如く不織布24をフィルムに加熱溶着するのに代えて、ホットメルト等の接着剤によりシールするようにしてもよい。
(13) 実施例では、フィルムに塗布する液状シール剤としてシリコーンオイルを挙げたが、袋内圧の変化に応じて部分溶着部14bの通気路16を開閉し得るよう作用する各種シール剤を採用し得る。
上記した変更例に限らず、実施形態に記載した構成については、本発明の主旨を逸脱しない範囲でその他の各種構成を採用し得る。
【符号の説明】
【0051】
12 重合部,12a 内側基部,14 縦シール部,14c 内側基部,16 通気路
20 横シール部,24 不織布,26 フィルムロール(供給源),
32 フィルムガイド筒,34 製袋手段,34a スリット,40 案内ローラ
44 塗布手段,46 フィルム搬送手段,47 不織布供給シール装置
48 不織布シーラ,50 一方のシールバー,52 他方のシールバー
54 縦シール手段,56 気密シール面部,58 部分シール面部
60 充填筒(充填手段),62 横シール手段,68 オーガスクリュー(充填手段)
74 塗布具,F 帯状フィルム,Fa 筒状フィルム,M 袋詰品,P 空間
S シリコーンオイル(液状シール剤),Z 空所
【特許請求の範囲】
【請求項1】
供給源(26)から引き出した帯状フィルム(F)の長手方向に沿う端縁部に対し、1包装分のフィルムが搬送される毎に塗布手段(44)で液状シール剤(S)を塗布し、
前記帯状フィルム(F)の両端縁部を液状シール剤(S)の塗布面が内側で重合するよう帯状フィルム(F)を製袋手段(34)で筒状に成形して合掌状の重合部(12)を形成し、
筒状フィルム(Fa)における前記重合部(12)の内側基部(12a)を跨ぐ配置で不織布(24)を引き込み案内して筒状フィルム(Fa)内面に重ね、前記内側基部(12a)の両側で不織布(24)をフィルム内面に連続的にシールし、
前記不織布(24)を筒状フィルム(Fa)と共に搬送した下流側において、前記重合部(12)における液状シール剤(S)の塗布部位に、筒状フィルム(Fa)の内部と外部とを連通する通気路(16)を残して気密の縦シールを施し、
前記筒状フィルム(Fa)を、前記通気路(16)を外れた両側で前記不織布(24)と共に挟持して筒状フィルム(Fa)の搬送方向と交差する方向に気密の横シールを施すことで、筒状フィルム(Fa)に充填した物品の前後位置に横シール部(20)を形成して袋詰品(M)を得る
ことを特徴とする包装方法。
【請求項2】
前記製袋手段(34)による帯状フィルム(F)の重合位置までに至るフィルム搬送経路において、前記液状シール剤(S)を前記塗布手段(44)で帯状フィルム(F)に塗布するようにした請求項1記載の包装方法。
【請求項3】
前記通気路(16)は、前記横シール部(20)の近傍であって、袋詰品(M)を複数重ねた際の隣り合う袋詰品相互間に形成される空所(Z)に対応する位置に形成した請求項1または2記載の包装方法。
【請求項4】
帯状フィルム(F)の長手方向に沿う両端縁部を合掌状に重合して筒状に成形する製袋手段(34)と、
該製袋手段(34)による帯状フィルム(F)の重合位置より上流のフィルム搬送経路で、1包装分の帯状フィルム(F)を搬送するのに伴い、帯状フィルム(F)の長手方向に沿う端縁部に所定間隔毎に液状シール剤(S)を塗布する塗布手段(44)と、
前記製袋手段(34)で成形した筒状フィルム(Fa)の重合部(12)の内側基部(12a)を跨ぐ配置で筒状フィルム(Fa)の内面に重なるように不織布(24)を引き込み案内し、該不織布(24)を前記内側基部(12a)の両側でフィルム内面にシールする不織布供給シール装置(47)と、
前記筒状フィルム(Fa)中に物品を充填する充填手段(60,68)と、
前記不織布(24)をシールした筒状フィルム(Fa)を搬送するフィルム搬送手段(46)と、
前記重合部(12)を挟持して、液状シール剤(S)の塗布部位に対応した位置に筒状フィルム(Fa)の内部と外部とを連通する通気路(16)を残して重合部(12)に気密の縦シールを施す縦シール手段(54)と、
前記通気路(16)を外れた位置で筒状フィルム(Fa)を不織布(24)と共に挟持して、該筒状フィルム(Fa)に充填された物品の前後位置で気密の横シールを施す横シール手段(62)とを備えた
ことを特徴とする包装装置。
【請求項5】
前記塗布手段(44)は、前記製袋手段(34)でのフィルムの重合位置に至るまでのフィルム搬送経路に配置し、塗布手段(44)での液状シール剤(S)の塗布位置から製袋手段(34)までのフィルム搬送経路に設けた帯状フィルム(F)の案内ローラ(40)は、液状シール剤(S)の塗布部位を除き帯状フィルム(F)の塗布面を巻き掛け案内する周面とした請求項4記載の包装装置。
【請求項6】
前記縦シール手段(54)は一対のシールバー(50,52)を備え、該シールバー(50,52)は、所要長さで延在する気密シール用の気密シール面部(56)と、該気密シール面部(56)に隣接し、前記通気路(16)を形成する部分シール面部(58)とを備えたシール面で形成した請求項4または5記載の包装装置。
【請求項7】
前記塗布手段(44)は、液状シール剤(S)の塗布部位を、前記筒状フィルム(Fa)に対する横シール予定部位近傍となるよう、帯状フィルム(F)の搬送位置に対応して塗布具(74)を帯状フィルム(F)に押圧する構成とした請求項4〜6の何れか一項に記載の包装装置。
【請求項8】
前記不織布供給シール装置(47)における不織布シーラ(48)は、前記製袋手段(34)に内挿したフィルムガイド筒(32)の周縁に沿って案内される筒状フィルム(Fa)の外側に位置して配設され、前記重合部(12)において筒状フィルム(Fa)内面に重なる不織布(24)をフィルムガイド筒(32)の周縁に対して筒状フィルム(Fa)の外側から押圧してシールする構成とした請求項4〜7の何れか一項に記載の包装装置。
【請求項9】
前記縦シール手段(54)は、フィルムの間欠搬送休止期間中に前記重合部(12)を挟持して縦シールを施す一対のシールバー(50,52)を設け、該シールバー(50,52)は、重合部(12)を重複して挟持する気密シール面部(56)と、該気密シール面部(56)による重合部(12)の重複挟持予定部位を除く位置であって前記塗布手段(44)による液状シール剤(S)の塗布部位に前記通気路(16)を形成する部分シール面部(58)とを備えたシール面で形成した請求項4〜8の何れか一項に記載の包装装置。
【請求項10】
前記縦シール手段(54)は一対のシールバー(50,52)を備え、該シールバー(50,52)は、前記製袋手段(34)で重合された重合部(12)における内側基部(12a)より外側を挟持して縦シールを施し、得られた縦シール部(14)の内側基部(14c)と、該縦シール部(14)の内側基部(14c)と対面する不織布(24)との間に空間(P)を形成し得る構成とした請求項4〜9の何れか一項に記載の包装装置。
【請求項11】
前記製袋手段(34)に、筒状に成形される筒状フィルム(Fa)の重合部(12)をフィルム搬送方向へ向けて案内するスリット(34a)を設け、前記不織布供給シール装置(47)における不織布シーラ(48)は、製袋手段(34)の下流位置でスリット(34a)により挿通案内される重合部(12)を挟んで左右対称位置で不織布(24)をシール可能に配設され、前記縦シール手段(54)は、不織布シーラ(48)の下流において一対のシールバー(50,52)を、不織布シーラ(48)の配置に対して左右何れか一方に変位して前記重合部(12)を挟持するよう構成した請求項4〜10の何れか一項に記載の包装装置。
【請求項1】
供給源(26)から引き出した帯状フィルム(F)の長手方向に沿う端縁部に対し、1包装分のフィルムが搬送される毎に塗布手段(44)で液状シール剤(S)を塗布し、
前記帯状フィルム(F)の両端縁部を液状シール剤(S)の塗布面が内側で重合するよう帯状フィルム(F)を製袋手段(34)で筒状に成形して合掌状の重合部(12)を形成し、
筒状フィルム(Fa)における前記重合部(12)の内側基部(12a)を跨ぐ配置で不織布(24)を引き込み案内して筒状フィルム(Fa)内面に重ね、前記内側基部(12a)の両側で不織布(24)をフィルム内面に連続的にシールし、
前記不織布(24)を筒状フィルム(Fa)と共に搬送した下流側において、前記重合部(12)における液状シール剤(S)の塗布部位に、筒状フィルム(Fa)の内部と外部とを連通する通気路(16)を残して気密の縦シールを施し、
前記筒状フィルム(Fa)を、前記通気路(16)を外れた両側で前記不織布(24)と共に挟持して筒状フィルム(Fa)の搬送方向と交差する方向に気密の横シールを施すことで、筒状フィルム(Fa)に充填した物品の前後位置に横シール部(20)を形成して袋詰品(M)を得る
ことを特徴とする包装方法。
【請求項2】
前記製袋手段(34)による帯状フィルム(F)の重合位置までに至るフィルム搬送経路において、前記液状シール剤(S)を前記塗布手段(44)で帯状フィルム(F)に塗布するようにした請求項1記載の包装方法。
【請求項3】
前記通気路(16)は、前記横シール部(20)の近傍であって、袋詰品(M)を複数重ねた際の隣り合う袋詰品相互間に形成される空所(Z)に対応する位置に形成した請求項1または2記載の包装方法。
【請求項4】
帯状フィルム(F)の長手方向に沿う両端縁部を合掌状に重合して筒状に成形する製袋手段(34)と、
該製袋手段(34)による帯状フィルム(F)の重合位置より上流のフィルム搬送経路で、1包装分の帯状フィルム(F)を搬送するのに伴い、帯状フィルム(F)の長手方向に沿う端縁部に所定間隔毎に液状シール剤(S)を塗布する塗布手段(44)と、
前記製袋手段(34)で成形した筒状フィルム(Fa)の重合部(12)の内側基部(12a)を跨ぐ配置で筒状フィルム(Fa)の内面に重なるように不織布(24)を引き込み案内し、該不織布(24)を前記内側基部(12a)の両側でフィルム内面にシールする不織布供給シール装置(47)と、
前記筒状フィルム(Fa)中に物品を充填する充填手段(60,68)と、
前記不織布(24)をシールした筒状フィルム(Fa)を搬送するフィルム搬送手段(46)と、
前記重合部(12)を挟持して、液状シール剤(S)の塗布部位に対応した位置に筒状フィルム(Fa)の内部と外部とを連通する通気路(16)を残して重合部(12)に気密の縦シールを施す縦シール手段(54)と、
前記通気路(16)を外れた位置で筒状フィルム(Fa)を不織布(24)と共に挟持して、該筒状フィルム(Fa)に充填された物品の前後位置で気密の横シールを施す横シール手段(62)とを備えた
ことを特徴とする包装装置。
【請求項5】
前記塗布手段(44)は、前記製袋手段(34)でのフィルムの重合位置に至るまでのフィルム搬送経路に配置し、塗布手段(44)での液状シール剤(S)の塗布位置から製袋手段(34)までのフィルム搬送経路に設けた帯状フィルム(F)の案内ローラ(40)は、液状シール剤(S)の塗布部位を除き帯状フィルム(F)の塗布面を巻き掛け案内する周面とした請求項4記載の包装装置。
【請求項6】
前記縦シール手段(54)は一対のシールバー(50,52)を備え、該シールバー(50,52)は、所要長さで延在する気密シール用の気密シール面部(56)と、該気密シール面部(56)に隣接し、前記通気路(16)を形成する部分シール面部(58)とを備えたシール面で形成した請求項4または5記載の包装装置。
【請求項7】
前記塗布手段(44)は、液状シール剤(S)の塗布部位を、前記筒状フィルム(Fa)に対する横シール予定部位近傍となるよう、帯状フィルム(F)の搬送位置に対応して塗布具(74)を帯状フィルム(F)に押圧する構成とした請求項4〜6の何れか一項に記載の包装装置。
【請求項8】
前記不織布供給シール装置(47)における不織布シーラ(48)は、前記製袋手段(34)に内挿したフィルムガイド筒(32)の周縁に沿って案内される筒状フィルム(Fa)の外側に位置して配設され、前記重合部(12)において筒状フィルム(Fa)内面に重なる不織布(24)をフィルムガイド筒(32)の周縁に対して筒状フィルム(Fa)の外側から押圧してシールする構成とした請求項4〜7の何れか一項に記載の包装装置。
【請求項9】
前記縦シール手段(54)は、フィルムの間欠搬送休止期間中に前記重合部(12)を挟持して縦シールを施す一対のシールバー(50,52)を設け、該シールバー(50,52)は、重合部(12)を重複して挟持する気密シール面部(56)と、該気密シール面部(56)による重合部(12)の重複挟持予定部位を除く位置であって前記塗布手段(44)による液状シール剤(S)の塗布部位に前記通気路(16)を形成する部分シール面部(58)とを備えたシール面で形成した請求項4〜8の何れか一項に記載の包装装置。
【請求項10】
前記縦シール手段(54)は一対のシールバー(50,52)を備え、該シールバー(50,52)は、前記製袋手段(34)で重合された重合部(12)における内側基部(12a)より外側を挟持して縦シールを施し、得られた縦シール部(14)の内側基部(14c)と、該縦シール部(14)の内側基部(14c)と対面する不織布(24)との間に空間(P)を形成し得る構成とした請求項4〜9の何れか一項に記載の包装装置。
【請求項11】
前記製袋手段(34)に、筒状に成形される筒状フィルム(Fa)の重合部(12)をフィルム搬送方向へ向けて案内するスリット(34a)を設け、前記不織布供給シール装置(47)における不織布シーラ(48)は、製袋手段(34)の下流位置でスリット(34a)により挿通案内される重合部(12)を挟んで左右対称位置で不織布(24)をシール可能に配設され、前記縦シール手段(54)は、不織布シーラ(48)の下流において一対のシールバー(50,52)を、不織布シーラ(48)の配置に対して左右何れか一方に変位して前記重合部(12)を挟持するよう構成した請求項4〜10の何れか一項に記載の包装装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−166841(P2012−166841A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−31275(P2011−31275)
【出願日】平成23年2月16日(2011.2.16)
【出願人】(000136387)株式会社フジキカイ (129)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成23年2月16日(2011.2.16)
【出願人】(000136387)株式会社フジキカイ (129)
【Fターム(参考)】
[ Back to top ]