
包装材およびその製造方法
【課題】 開封予定線に沿っていずれの方向からでも容易に引裂くことができ、しかも切目と切目との間(繋ぎ部分)で引裂き線の橋渡しをより確実に行なうことができて、引裂き開封線が美麗な包装材およびその製造方法を提供することである。
【解決手段】 二軸方向に延伸した合成樹脂製フィルムからなる基材層と、熱接着性樹脂からなる内層とを少なくとも積層した長尺状の包装材であって、前記基材層には引裂き開封するための一定長さの直線状切目が一定間隔で一直線状に配置された開封予定線が形成されると共に、前記直線状切目はその長手方向の両端部に長手方向に直交する方向側に突出する裂目を有していることを特徴とする包装材。
【解決手段】 二軸方向に延伸した合成樹脂製フィルムからなる基材層と、熱接着性樹脂からなる内層とを少なくとも積層した長尺状の包装材であって、前記基材層には引裂き開封するための一定長さの直線状切目が一定間隔で一直線状に配置された開封予定線が形成されると共に、前記直線状切目はその長手方向の両端部に長手方向に直交する方向側に突出する裂目を有していることを特徴とする包装材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、二軸方向に延伸した合成樹脂製フィルムを基材層とする包装材であって、予め想定した一直線の開封予定線に沿って確実に引き裂いて開封できるようにした包装材に関するものである。
【背景技術】
【0002】
従来から、二軸方向に延伸した合成樹脂製フィルムを基材層とする包装材を用いた三方シールタイプ、四方シールタイプ、ピロータイプ、ガセットタイプ、スタンディングタイプ等の包装袋に固体状、顆粒状、粉体状、液状等の各種食品が収容されて市場に出回っている。そして、上記した包装袋は、内容物の取り出しを容易に行なうことができるように種々の易開封手段が採用されている。たとえば、包装袋の端部に設けたノッチ(切欠)や傷痕、あるいは、予め包装材の基材層の包装袋とした際の開封予定線となる位置に一直線状やミシン目状の切目を設け、包装袋とした際に開封予定線に沿って開封できるようにしたものなどである。
【0003】
しかしながら、ノッチ(切欠)や傷痕を設けた包装袋は、開封開始は容易であるものの、基材層の抗引裂性により開封を完了するまでの引裂き抵抗が大きくて引裂き難く、また、引裂き開封線が一定せずに開封口の見栄えが悪いといった問題がある。また、基材層に一直線状の切目からなる開封予定線を設けた包装材からなる包装袋は、容易に引裂くことができると共に引裂き開封線に沿って切られるために開封口も美麗である(たとえば、特許文献1参照)。しかし、特許文献1記載の発明は、一直線状の切目からなる開封予定線を包装材の長尺方向にしか設けることができないために、開封予定線を包装材の長尺方向と直交する方向に設ける構成の包装袋には対応することができないといった問題がある(包装材の長尺方向と直交する方向に開封予定線を設けると包装材を製造する際に切断する虞がある)。
【0004】
そこで、開封予定線を包装材の長尺方向と直交する方向に設ける構成の包装袋に対応することができる易開封手段として、基材層に一直線状のミシン目状の切目からなる開封予定線を基材層の長尺方向と直交する方向に設けた包装材からなる包装袋が考えられるが、この包装袋をミシン目状の切目から引裂き開封すると切目と切目との間(繋ぎ部分)で引裂き線の橋渡しがなされずにミシン目状の切目線に沿って開封することができないという問題がある。この問題を解決する易開封手段として、種々の変形ミシン目状の切目線が提案されている(たとえば、特許文献2参照)。特許文献2に記載の発明は、開封予定線に沿って確実に開封することができるものであるが、一方向からでないと開封予定線に沿って開封することができないという方向性の問題がある。
【0005】
ところで、ミシン目状の切目からなる開封予定線を包装材の長尺方向と直交する方向に設ける加工は、通常、ダイカットロールに設けた切刃の先端をアンビルロールの周面に当接させたロータリーダイカッターで行なわれるが、一直線状のミシン目に比べて変形ミシン目はダイカットロールに設ける切刃の加工度が高く、それだけダイカットロールのコストが高くなるといった問題がある。そこで、本発明者等はダイカットロールの加工コストが安価な一直線状のミシン目状の切目で、切目と切目との間(繋ぎ部分)における引裂き線の橋渡しが良好な切目について鋭意研究して本発明を完成させたものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平7−285559号公報
【特許文献2】実用新案登録第2566444号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、開封予定線に沿っていずれの方向からでも容易に引裂くことができ、しかも切目と切目との間(繋ぎ部分)で引裂き線の橋渡しをより確実に行なうことができて、引裂き開封線が美麗な包装材およびその製造方法を提供することである。
【課題を解決するための手段】
【0008】
本発明者は、上記課題を達成するために、請求項1記載の本発明は、二軸方向に延伸した合成樹脂製フィルムからなる基材層と、熱接着性樹脂からなる内層とを少なくとも積層した長尺状の包装材であって、前記基材層には引裂き開封するための一定長さの直線状切目が一定間隔で一直線状に配置された開封予定線が形成されると共に、前記直線状切目はその長手方向の両端部に長手方向に直交する方向側に突出する裂目を有していることを特徴とするものである。
【0009】
また、請求項2記載の本発明は、請求項1記載の包装材において、前記開封予定線が長尺方向と直交する方向に形成されていることを特徴とするものである。
【0010】
また、請求項3記載の本発明は、請求項1、2のいずれかに記載の包装材において、前記基材層の表面側、および/ないし、前記基材層と前記内層との間に易引裂材層を設けたことを特徴するものである。
【0011】
また、請求項4記載の本発明は、請求項1〜3のいずれかに記載の包装材において、前記直線状切目が0.3〜5.0mm長さであって、前記直線状切目間の間隔が0.3〜0.5mm長さであることを特徴とするものである。
【0012】
請求項1〜4のいずれかに記載の構成とすることにより、一定長さの直線状切目の長手方向両端部に長手方向に直交する方向側に突出する裂目を有することにより、引裂き線が前記直線状切目間(繋ぎ部分)でより確実に橋渡しされ、一直線の開封予定線に沿ってより確実に引裂くことができるために美麗な引裂き開封線を得ることができる。
【0013】
また、請求項5記載の本発明は、請求項1〜4のいずれかに記載の包装材において、前記開封予定線が印刷により表示されていることを特徴とするものである。このように構成することにより、引裂き位置を目視で容易に確認することができる。
【0014】
また、請求項6記載の本発明の包装材の製造方法は、二軸方向に延伸した合成樹脂製フィルムからなる基材層の一方の面に一方向に真直ぐな開封予定線を印刷により形成する工程と、前記基材層に周面に切刃を設けたダイカットロールと周面にクッション層を設けたアンビルロールとからなるロータリーダイカッターで前記開封予定線に見当を合わせて前記基材層の他方の面側から前記切刃の先端が前記クッション層中に位置するようにして一定長さの直線状切目を一定間隔で設ける工程と、前記基材層の印刷面に接着層を介して熱接着性樹脂からなる内層を積層する工程とからなることを特徴とするものである。このような製造方法を採ることにより、確実に直線状切目の長手方向両端部に長手方向に直交する方向側に突出する裂目を形成することができる。
【発明の効果】
【0015】
上記の構成とした本発明の包装袋は、開封予定線に沿っていずれの方向からでも容易に開封開始(引裂き開始)することができると共に、切目と切目との間(繋ぎ部分)で引裂き線の橋渡しがより確実に行なうことができるために開封予定線に沿ってスムーズに引裂くことができ、美麗な引裂き開封線からなる開封口を得ることができるという効果を奏するものである。
【図面の簡単な説明】
【0016】
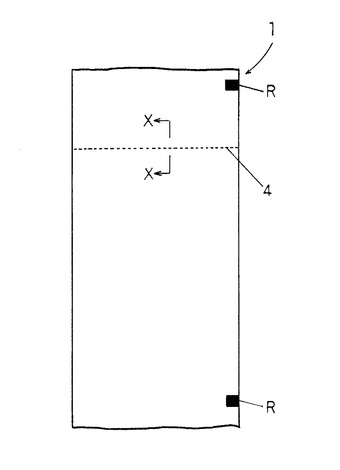
【図1】本発明にかかる包装材の基材層側から見た要部平面図である。
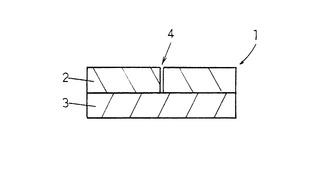
【図2】図1のX−X線断面を図解的に示す図である。
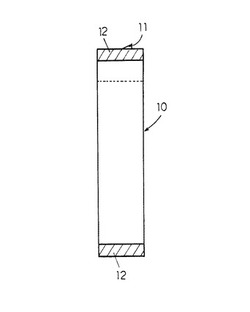
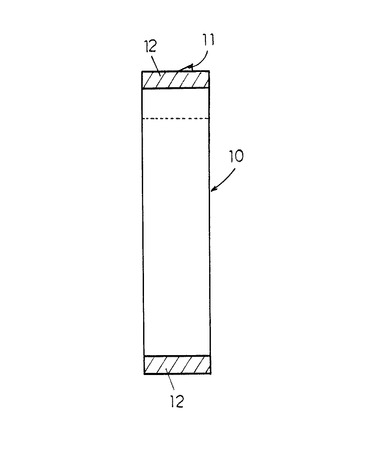
【図3】図1の包装材を用いて作製したピロータイプ包装袋である。
【図4】本発明にかかる包装材に設ける一直線状の直線状切目線を図解的に説明する図である。
【図5】従来の一直線状の直線状切目線を図解的に説明する図である。
【発明を実施するための形態】
【0017】
上記の本発明について、図面等を用いて以下に詳述する。
図1は本発明にかかる包装材の基材層側から見た要部平面図、図2は図1のX−X線断面を図解的に示す図、図3は図1の包装材を用いて作製したピロータイプ包装袋、図4は本発明にかかる包装材に設ける一直線状の直線状切目を図解的に説明する図、図5は従来の一直線状の直線状切目を図解的に説明する図であり、図中の1は包装材、2は基材層、3は内層、4,4’は直線状切目、10はピロータイプ包装袋、11は背部熱接着部、12は上および下端部熱接着部、41は裂目、Rは光電管マークをそれぞれ示す。
【0018】
図1は本発明にかかる包装材の基材層側から見た概略平面図、図2は図1のX−X線断面を図解的に示す図、図3は図1の包装材を用いて作製したピロータイプ包装袋であって、包装材1は二軸方向に延伸した合成樹脂製フィルムからなる基材層2の一方の面に熱接着性樹脂からなる内層3を積層したものであって、図1上の上下方向に連続した長尺シートである。図1上の右側端部に示した矩形状墨色マーク(図1上、2個)は光電管マークRであり、この包装材1を用いて合掌状に熱接着された背部熱接着部11と上および下端部熱接着部12とからなる図3に示すようなピロータイプ包装袋10を作製する際に光電管マークR間が1包装袋の単位となる。そして、前記包装材1には1包装袋となる単位毎の所定位置に前記包装材1を横断するように、一定長さの直線状切目4が一定間隔で前記基材層2に形成されている。
【0019】
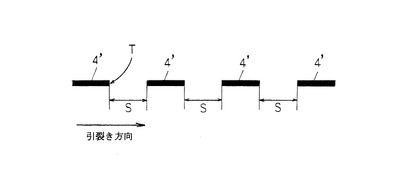
次に、本発明の包装材1に設ける直線状切目について説明する。先ず、従来の一直線状に設ける直線状切目について説明する。図5は従来の一直線状の直線状切目を説明する拡大図であって、従来の直線状切目4’は背景技術の項でも説明したように、通常はダイカットロールの周面に、たとえば、軸方向に一直線状に一定間隔で設けた直線状切刃(両刃)の先端をアンビルロールの周面に当接させたロータリーダイカッターで設けられるが、この場合の前記直線状切目4’は、一定間隔Sで略直線状切刃形状通りに形成される。そのために、たとえば、図5上の最も左側の直線状切目4’を開封開始端として右側(図5上の)へ引裂くと前記直線状切目4’の右側端部T(図5上、符号は1箇所のみ)で引裂き線が隣接する次の直線状切目4’の方向に向かえば良好な橋渡しとなり一直線状に引裂くことができるが、前記引裂き線が隣接する次の直線状切目4’の方向から外れると、一直線状に引裂くことができなくなり、美麗な引裂き開封線からなる開封口が得られない。このことは、引裂き方向に働く力よりも二軸方向に延伸した合成樹脂製フィルムからなる基材層2の延伸の方向性が勝つためではないかと考え、引裂き方向に引裂いた際に引裂き方向に働く力だけが寄与して引裂くことができるように基材層2の延伸の方向性を解消すれば直線状切目4’から次の直線状切目線4’へと引裂き線の橋渡しをより確実に行なうことができることを見出した。
【0020】
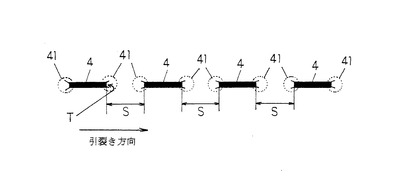
図4は本発明にかかる包装材に設ける一直線状の直線状切目を図解的に説明する図であって、直線状切目4はその長手方向の両端部T(図4上、符号は1箇所のみ)に長手方向に直交する方向側に突出する裂目41(図4上、端部に各2つ)を有しているものである。このように構成した直線状切目4は、図4上の最も左側の直線状切目4を開封開始端として右側(図4上の)へ引裂くと前記直線状切目4の右側端部T(図4上、符号は1箇所のみ)に予め裂目41が形成されていることにより、この裂目41が基材層2の延伸の方向性を解消し、この裂目41が引裂き線の橋渡し役を担って、引裂き方向により確実に引裂くことができるために、直線状切目4から次の直線状切目4へと連続して引裂きが継続するために美麗な引裂き開封線からなる開封口を得ることができる。
【0021】
前記直線状切目4の形成方法としては、図示はしないがアンビルロールの周面にクッション層を設け、ダイカットロールの周面に突設した直線状切刃(両刃)が前記クッション層に0.1〜0.4mm深さだけ食い込むようにして形成することにより、長手方向の両端部に長手方向に直交する方向側に突出する裂目41を有する切目を形成することができる。前記クッション層としては弾性を有する材料であれば特に限定するものではないが、たとえば、各種合成ゴムが適当である。また、図4においては、前記裂目41を前記直線状切目4の両端部に各2つ有したものを例示したが、両端部に各一つ有していれば直線状切目4から直線状切目線への橋渡しの機能を果たすことができるものである。
【0022】
また、直線状切目4の長さとしては、加工のし易さを考慮すると0.3mm以上であり、加工時の基材層2の切断を考慮すると5.0mm以下である。また、切目と切目との間隔は、加工のし易さを考慮すると0.3mm以上であり、切目から切目への引裂き線の良好な橋渡しを考慮すると0.5mm以下である。また、前記裂目41の長さは概ね数μm〜数十μmである。
【0023】
上記のように構成した包装材1で作製したピロータイプ包装袋10は、図3上において左右いずれの方向からでも開封することができる。また、今まではピロータイプ包装袋10を例に挙げて説明してきたが、本発明の包装材1は三方タイプ、四方タイプ包装袋、スタンディングパウチ、あるいは、ガセットタイプ等の包装袋などに適用することができるが、ピロータイプ包装袋のように長尺方向に包装材1を製袋し、長尺方向に直交する方向に開封する包装袋に適したものである。また、本発明の包装材1は、説明は省略するが、カップ状容器のシート状蓋体としても用いることができるものである。
【0024】
また、今までは、基材層2と内層3とからなる構成の包装材を例に挙げて説明してきたが、前記基材層2の表面側、および/ないし、前記基材層2と前記内層3との間に、セロハン、紙、アルミニウム箔等の易引裂材層を設けてもよいものである。また、前記基材層2に用いる二軸方向に延伸した合成樹脂製フィルムとしては、ポリプロピレン、ポリアミド、ポリエステル等の樹脂からなる周知のフィルムを用いることができ、前記内層3に用いる熱接着性樹脂としては、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、エチレン−αオレフィン共重合体、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレンとアクリル酸との酸コポリマー、エチレンとアクリル酸エステルとのエステルコポリマー等の周知の熱接着性樹脂を用いることができ、具体的な層構成を例示するならば、1)基材層/印刷層/内層、2)基材層/印刷層/アルミニウム箔層/内層、3)印刷層/紙層/基材層/内層、4)印刷層/紙層/アルミニウム箔層基材層/基材層/内層、などである。また、各層の積層方法としてはサンドイッチラミネーション法やドライラミネーション法等の周知の積層方法を用いればよいものである。
【符号の説明】
【0025】
1 包装材
2 基材層
3 内層
4,4’ 直線状切目線
10 ピロータイプ包装袋
11 背部熱接着部
12 上および下端部熱接着部
41 裂目
R 光電管マーク
【技術分野】
【0001】
本発明は、二軸方向に延伸した合成樹脂製フィルムを基材層とする包装材であって、予め想定した一直線の開封予定線に沿って確実に引き裂いて開封できるようにした包装材に関するものである。
【背景技術】
【0002】
従来から、二軸方向に延伸した合成樹脂製フィルムを基材層とする包装材を用いた三方シールタイプ、四方シールタイプ、ピロータイプ、ガセットタイプ、スタンディングタイプ等の包装袋に固体状、顆粒状、粉体状、液状等の各種食品が収容されて市場に出回っている。そして、上記した包装袋は、内容物の取り出しを容易に行なうことができるように種々の易開封手段が採用されている。たとえば、包装袋の端部に設けたノッチ(切欠)や傷痕、あるいは、予め包装材の基材層の包装袋とした際の開封予定線となる位置に一直線状やミシン目状の切目を設け、包装袋とした際に開封予定線に沿って開封できるようにしたものなどである。
【0003】
しかしながら、ノッチ(切欠)や傷痕を設けた包装袋は、開封開始は容易であるものの、基材層の抗引裂性により開封を完了するまでの引裂き抵抗が大きくて引裂き難く、また、引裂き開封線が一定せずに開封口の見栄えが悪いといった問題がある。また、基材層に一直線状の切目からなる開封予定線を設けた包装材からなる包装袋は、容易に引裂くことができると共に引裂き開封線に沿って切られるために開封口も美麗である(たとえば、特許文献1参照)。しかし、特許文献1記載の発明は、一直線状の切目からなる開封予定線を包装材の長尺方向にしか設けることができないために、開封予定線を包装材の長尺方向と直交する方向に設ける構成の包装袋には対応することができないといった問題がある(包装材の長尺方向と直交する方向に開封予定線を設けると包装材を製造する際に切断する虞がある)。
【0004】
そこで、開封予定線を包装材の長尺方向と直交する方向に設ける構成の包装袋に対応することができる易開封手段として、基材層に一直線状のミシン目状の切目からなる開封予定線を基材層の長尺方向と直交する方向に設けた包装材からなる包装袋が考えられるが、この包装袋をミシン目状の切目から引裂き開封すると切目と切目との間(繋ぎ部分)で引裂き線の橋渡しがなされずにミシン目状の切目線に沿って開封することができないという問題がある。この問題を解決する易開封手段として、種々の変形ミシン目状の切目線が提案されている(たとえば、特許文献2参照)。特許文献2に記載の発明は、開封予定線に沿って確実に開封することができるものであるが、一方向からでないと開封予定線に沿って開封することができないという方向性の問題がある。
【0005】
ところで、ミシン目状の切目からなる開封予定線を包装材の長尺方向と直交する方向に設ける加工は、通常、ダイカットロールに設けた切刃の先端をアンビルロールの周面に当接させたロータリーダイカッターで行なわれるが、一直線状のミシン目に比べて変形ミシン目はダイカットロールに設ける切刃の加工度が高く、それだけダイカットロールのコストが高くなるといった問題がある。そこで、本発明者等はダイカットロールの加工コストが安価な一直線状のミシン目状の切目で、切目と切目との間(繋ぎ部分)における引裂き線の橋渡しが良好な切目について鋭意研究して本発明を完成させたものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平7−285559号公報
【特許文献2】実用新案登録第2566444号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、開封予定線に沿っていずれの方向からでも容易に引裂くことができ、しかも切目と切目との間(繋ぎ部分)で引裂き線の橋渡しをより確実に行なうことができて、引裂き開封線が美麗な包装材およびその製造方法を提供することである。
【課題を解決するための手段】
【0008】
本発明者は、上記課題を達成するために、請求項1記載の本発明は、二軸方向に延伸した合成樹脂製フィルムからなる基材層と、熱接着性樹脂からなる内層とを少なくとも積層した長尺状の包装材であって、前記基材層には引裂き開封するための一定長さの直線状切目が一定間隔で一直線状に配置された開封予定線が形成されると共に、前記直線状切目はその長手方向の両端部に長手方向に直交する方向側に突出する裂目を有していることを特徴とするものである。
【0009】
また、請求項2記載の本発明は、請求項1記載の包装材において、前記開封予定線が長尺方向と直交する方向に形成されていることを特徴とするものである。
【0010】
また、請求項3記載の本発明は、請求項1、2のいずれかに記載の包装材において、前記基材層の表面側、および/ないし、前記基材層と前記内層との間に易引裂材層を設けたことを特徴するものである。
【0011】
また、請求項4記載の本発明は、請求項1〜3のいずれかに記載の包装材において、前記直線状切目が0.3〜5.0mm長さであって、前記直線状切目間の間隔が0.3〜0.5mm長さであることを特徴とするものである。
【0012】
請求項1〜4のいずれかに記載の構成とすることにより、一定長さの直線状切目の長手方向両端部に長手方向に直交する方向側に突出する裂目を有することにより、引裂き線が前記直線状切目間(繋ぎ部分)でより確実に橋渡しされ、一直線の開封予定線に沿ってより確実に引裂くことができるために美麗な引裂き開封線を得ることができる。
【0013】
また、請求項5記載の本発明は、請求項1〜4のいずれかに記載の包装材において、前記開封予定線が印刷により表示されていることを特徴とするものである。このように構成することにより、引裂き位置を目視で容易に確認することができる。
【0014】
また、請求項6記載の本発明の包装材の製造方法は、二軸方向に延伸した合成樹脂製フィルムからなる基材層の一方の面に一方向に真直ぐな開封予定線を印刷により形成する工程と、前記基材層に周面に切刃を設けたダイカットロールと周面にクッション層を設けたアンビルロールとからなるロータリーダイカッターで前記開封予定線に見当を合わせて前記基材層の他方の面側から前記切刃の先端が前記クッション層中に位置するようにして一定長さの直線状切目を一定間隔で設ける工程と、前記基材層の印刷面に接着層を介して熱接着性樹脂からなる内層を積層する工程とからなることを特徴とするものである。このような製造方法を採ることにより、確実に直線状切目の長手方向両端部に長手方向に直交する方向側に突出する裂目を形成することができる。
【発明の効果】
【0015】
上記の構成とした本発明の包装袋は、開封予定線に沿っていずれの方向からでも容易に開封開始(引裂き開始)することができると共に、切目と切目との間(繋ぎ部分)で引裂き線の橋渡しがより確実に行なうことができるために開封予定線に沿ってスムーズに引裂くことができ、美麗な引裂き開封線からなる開封口を得ることができるという効果を奏するものである。
【図面の簡単な説明】
【0016】
【図1】本発明にかかる包装材の基材層側から見た要部平面図である。
【図2】図1のX−X線断面を図解的に示す図である。
【図3】図1の包装材を用いて作製したピロータイプ包装袋である。
【図4】本発明にかかる包装材に設ける一直線状の直線状切目線を図解的に説明する図である。
【図5】従来の一直線状の直線状切目線を図解的に説明する図である。
【発明を実施するための形態】
【0017】
上記の本発明について、図面等を用いて以下に詳述する。
図1は本発明にかかる包装材の基材層側から見た要部平面図、図2は図1のX−X線断面を図解的に示す図、図3は図1の包装材を用いて作製したピロータイプ包装袋、図4は本発明にかかる包装材に設ける一直線状の直線状切目を図解的に説明する図、図5は従来の一直線状の直線状切目を図解的に説明する図であり、図中の1は包装材、2は基材層、3は内層、4,4’は直線状切目、10はピロータイプ包装袋、11は背部熱接着部、12は上および下端部熱接着部、41は裂目、Rは光電管マークをそれぞれ示す。
【0018】
図1は本発明にかかる包装材の基材層側から見た概略平面図、図2は図1のX−X線断面を図解的に示す図、図3は図1の包装材を用いて作製したピロータイプ包装袋であって、包装材1は二軸方向に延伸した合成樹脂製フィルムからなる基材層2の一方の面に熱接着性樹脂からなる内層3を積層したものであって、図1上の上下方向に連続した長尺シートである。図1上の右側端部に示した矩形状墨色マーク(図1上、2個)は光電管マークRであり、この包装材1を用いて合掌状に熱接着された背部熱接着部11と上および下端部熱接着部12とからなる図3に示すようなピロータイプ包装袋10を作製する際に光電管マークR間が1包装袋の単位となる。そして、前記包装材1には1包装袋となる単位毎の所定位置に前記包装材1を横断するように、一定長さの直線状切目4が一定間隔で前記基材層2に形成されている。
【0019】
次に、本発明の包装材1に設ける直線状切目について説明する。先ず、従来の一直線状に設ける直線状切目について説明する。図5は従来の一直線状の直線状切目を説明する拡大図であって、従来の直線状切目4’は背景技術の項でも説明したように、通常はダイカットロールの周面に、たとえば、軸方向に一直線状に一定間隔で設けた直線状切刃(両刃)の先端をアンビルロールの周面に当接させたロータリーダイカッターで設けられるが、この場合の前記直線状切目4’は、一定間隔Sで略直線状切刃形状通りに形成される。そのために、たとえば、図5上の最も左側の直線状切目4’を開封開始端として右側(図5上の)へ引裂くと前記直線状切目4’の右側端部T(図5上、符号は1箇所のみ)で引裂き線が隣接する次の直線状切目4’の方向に向かえば良好な橋渡しとなり一直線状に引裂くことができるが、前記引裂き線が隣接する次の直線状切目4’の方向から外れると、一直線状に引裂くことができなくなり、美麗な引裂き開封線からなる開封口が得られない。このことは、引裂き方向に働く力よりも二軸方向に延伸した合成樹脂製フィルムからなる基材層2の延伸の方向性が勝つためではないかと考え、引裂き方向に引裂いた際に引裂き方向に働く力だけが寄与して引裂くことができるように基材層2の延伸の方向性を解消すれば直線状切目4’から次の直線状切目線4’へと引裂き線の橋渡しをより確実に行なうことができることを見出した。
【0020】
図4は本発明にかかる包装材に設ける一直線状の直線状切目を図解的に説明する図であって、直線状切目4はその長手方向の両端部T(図4上、符号は1箇所のみ)に長手方向に直交する方向側に突出する裂目41(図4上、端部に各2つ)を有しているものである。このように構成した直線状切目4は、図4上の最も左側の直線状切目4を開封開始端として右側(図4上の)へ引裂くと前記直線状切目4の右側端部T(図4上、符号は1箇所のみ)に予め裂目41が形成されていることにより、この裂目41が基材層2の延伸の方向性を解消し、この裂目41が引裂き線の橋渡し役を担って、引裂き方向により確実に引裂くことができるために、直線状切目4から次の直線状切目4へと連続して引裂きが継続するために美麗な引裂き開封線からなる開封口を得ることができる。
【0021】
前記直線状切目4の形成方法としては、図示はしないがアンビルロールの周面にクッション層を設け、ダイカットロールの周面に突設した直線状切刃(両刃)が前記クッション層に0.1〜0.4mm深さだけ食い込むようにして形成することにより、長手方向の両端部に長手方向に直交する方向側に突出する裂目41を有する切目を形成することができる。前記クッション層としては弾性を有する材料であれば特に限定するものではないが、たとえば、各種合成ゴムが適当である。また、図4においては、前記裂目41を前記直線状切目4の両端部に各2つ有したものを例示したが、両端部に各一つ有していれば直線状切目4から直線状切目線への橋渡しの機能を果たすことができるものである。
【0022】
また、直線状切目4の長さとしては、加工のし易さを考慮すると0.3mm以上であり、加工時の基材層2の切断を考慮すると5.0mm以下である。また、切目と切目との間隔は、加工のし易さを考慮すると0.3mm以上であり、切目から切目への引裂き線の良好な橋渡しを考慮すると0.5mm以下である。また、前記裂目41の長さは概ね数μm〜数十μmである。
【0023】
上記のように構成した包装材1で作製したピロータイプ包装袋10は、図3上において左右いずれの方向からでも開封することができる。また、今まではピロータイプ包装袋10を例に挙げて説明してきたが、本発明の包装材1は三方タイプ、四方タイプ包装袋、スタンディングパウチ、あるいは、ガセットタイプ等の包装袋などに適用することができるが、ピロータイプ包装袋のように長尺方向に包装材1を製袋し、長尺方向に直交する方向に開封する包装袋に適したものである。また、本発明の包装材1は、説明は省略するが、カップ状容器のシート状蓋体としても用いることができるものである。
【0024】
また、今までは、基材層2と内層3とからなる構成の包装材を例に挙げて説明してきたが、前記基材層2の表面側、および/ないし、前記基材層2と前記内層3との間に、セロハン、紙、アルミニウム箔等の易引裂材層を設けてもよいものである。また、前記基材層2に用いる二軸方向に延伸した合成樹脂製フィルムとしては、ポリプロピレン、ポリアミド、ポリエステル等の樹脂からなる周知のフィルムを用いることができ、前記内層3に用いる熱接着性樹脂としては、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、エチレン−αオレフィン共重合体、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレンとアクリル酸との酸コポリマー、エチレンとアクリル酸エステルとのエステルコポリマー等の周知の熱接着性樹脂を用いることができ、具体的な層構成を例示するならば、1)基材層/印刷層/内層、2)基材層/印刷層/アルミニウム箔層/内層、3)印刷層/紙層/基材層/内層、4)印刷層/紙層/アルミニウム箔層基材層/基材層/内層、などである。また、各層の積層方法としてはサンドイッチラミネーション法やドライラミネーション法等の周知の積層方法を用いればよいものである。
【符号の説明】
【0025】
1 包装材
2 基材層
3 内層
4,4’ 直線状切目線
10 ピロータイプ包装袋
11 背部熱接着部
12 上および下端部熱接着部
41 裂目
R 光電管マーク
【特許請求の範囲】
【請求項1】
二軸方向に延伸した合成樹脂製フィルムからなる基材層と、熱接着性樹脂からなる内層とを少なくとも積層した長尺状の包装材であって、前記基材層には引裂き開封するための一定長さの直線状切目が一定間隔で一直線状に配置された開封予定線が形成されると共に、前記直線状切目はその長手方向の両端部に長手方向に直交する方向側に突出する裂目を有していることを特徴とする包装材。
【請求項2】
前記開封予定線が長尺方向と直交する方向に形成されていることを特徴とする請求項1記載の包装材。
【請求項3】
前記基材層の表面側、および/ないし、前記基材層と前記内層との間に易引裂材層を設けたことを特徴する請求項1、2のいずれかに記載の包装材。
【請求項4】
前記直線状切目が0.3〜5.0mm長さであって、前記直線状切目間の間隔が0.3〜0.5mm長さであることを特徴とする請求項1〜3のいずれかに記載の包装材。
【請求項5】
前記開封予定線が印刷により表示されていることを特徴とする請求項1〜4のいずれかに記載の包装材。
【請求項6】
二軸方向に延伸した合成樹脂製フィルムからなる基材層の一方の面に一方向に真直ぐな開封予定線を印刷により形成する工程と、前記基材層に周面に切刃を設けたダイカットロールと周面にクッション層を設けたアンビルロールとからなるロータリーダイカッターで前記開封予定線に見当を合わせて前記基材層の他方の面側から前記切刃の先端が前記クッション層中に位置するようにして一定長さの直線状切目を一定間隔で設ける工程と、前記基材層の印刷面に接着層を介して熱接着性樹脂からなる内層を積層する工程とからなることを特徴とする包装材の製造方法。
【請求項1】
二軸方向に延伸した合成樹脂製フィルムからなる基材層と、熱接着性樹脂からなる内層とを少なくとも積層した長尺状の包装材であって、前記基材層には引裂き開封するための一定長さの直線状切目が一定間隔で一直線状に配置された開封予定線が形成されると共に、前記直線状切目はその長手方向の両端部に長手方向に直交する方向側に突出する裂目を有していることを特徴とする包装材。
【請求項2】
前記開封予定線が長尺方向と直交する方向に形成されていることを特徴とする請求項1記載の包装材。
【請求項3】
前記基材層の表面側、および/ないし、前記基材層と前記内層との間に易引裂材層を設けたことを特徴する請求項1、2のいずれかに記載の包装材。
【請求項4】
前記直線状切目が0.3〜5.0mm長さであって、前記直線状切目間の間隔が0.3〜0.5mm長さであることを特徴とする請求項1〜3のいずれかに記載の包装材。
【請求項5】
前記開封予定線が印刷により表示されていることを特徴とする請求項1〜4のいずれかに記載の包装材。
【請求項6】
二軸方向に延伸した合成樹脂製フィルムからなる基材層の一方の面に一方向に真直ぐな開封予定線を印刷により形成する工程と、前記基材層に周面に切刃を設けたダイカットロールと周面にクッション層を設けたアンビルロールとからなるロータリーダイカッターで前記開封予定線に見当を合わせて前記基材層の他方の面側から前記切刃の先端が前記クッション層中に位置するようにして一定長さの直線状切目を一定間隔で設ける工程と、前記基材層の印刷面に接着層を介して熱接着性樹脂からなる内層を積層する工程とからなることを特徴とする包装材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−30691(P2010−30691A)
【公開日】平成22年2月12日(2010.2.12)
【国際特許分類】
【出願番号】特願2009−262430(P2009−262430)
【出願日】平成21年11月18日(2009.11.18)
【分割の表示】特願2003−407079(P2003−407079)の分割
【原出願日】平成15年12月5日(2003.12.5)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成22年2月12日(2010.2.12)
【国際特許分類】
【出願日】平成21年11月18日(2009.11.18)
【分割の表示】特願2003−407079(P2003−407079)の分割
【原出願日】平成15年12月5日(2003.12.5)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]