
包装材料、電子部品包装材料、及び、分包体
【課題】視認性、防湿性、及び静電シールド性に優れるとともに、ほぼ完全なリサイクル性または土中分解性を備える結果、環境負荷が小さい包装材料を提供する。
【解決手段】融点が180℃以下の芳香族ポリエステルまたはポリ乳酸を含む表面樹脂層A、金属、金属酸化物または無機酸化物からなる蒸着層B、式(1)に示す構造を70モル%以上有するポリグリコール酸を含む樹脂組成物(a)からなる第1の樹脂層C、及び、ガラス転移温度が70℃以下である樹脂組成物(b)からなる第2の樹脂層Dが、この順に積層されてなる包装材料であって、該第1の樹脂層Cの蒸着層Bに隣接する側の面の中心線平均粗さが5〜50nmの範囲内であることを特徴とする該包装材料、静電シールドが高い電子部品包装材料、及び、該電子部品包装材料を用いた分包体。

【解決手段】融点が180℃以下の芳香族ポリエステルまたはポリ乳酸を含む表面樹脂層A、金属、金属酸化物または無機酸化物からなる蒸着層B、式(1)に示す構造を70モル%以上有するポリグリコール酸を含む樹脂組成物(a)からなる第1の樹脂層C、及び、ガラス転移温度が70℃以下である樹脂組成物(b)からなる第2の樹脂層Dが、この順に積層されてなる包装材料であって、該第1の樹脂層Cの蒸着層Bに隣接する側の面の中心線平均粗さが5〜50nmの範囲内であることを特徴とする該包装材料、静電シールドが高い電子部品包装材料、及び、該電子部品包装材料を用いた分包体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、静電気に敏感な物品、特に、半導体デバイス(例えばMOSFET、MOSIC)等の電子部品を保護するための包装袋に用いる、静電シールド性を備えた包装材料、電子部品包装材料、及び分包体に関する。また、本発明は、リサイクル可能または土中崩壊性の包装材料に関する。
【背景技術】
【0002】
半導体デバイス等のチップ状の電子部品は、機器に実装されるまでの間、取り扱いを容易にするため、例えば部品を1個ずつ収納するためのポケットを多数設けたプラスチック製のトレー等にまとめて収納した状態で保管及び移送される。また、該電子部品は、製造されてから実装されるまでの間に、高度に乾燥した環境下や摩擦帯電し易い輸送・保管環境下において発生する静電気によって絶縁破壊されたり、品質が低下したり、ゴミやホコリが吸着したりするなどの影響を受けやすい。他方、電子部品は、酸素や湿気等に曝されると、破損したり、機能や品質が悪化したりすることがあり、特に、湿気からの隔離を確実とすることが求められていた。そのため、従来から、電子部品の保管や移送に際しては、電子部品を収納したトレーや包装材料の1個または複数個を重ねた全体を、帯電防止性または静電シールド性を備える包装材料や、酸素バリア性や水蒸気バリア性を有する包装材料などで密封して保護することが行われている。
【0003】
従来技術として、界面活性剤(アニオン系、カチオン系、ノニオン系等)などの帯電防止剤を包装材料の原料樹脂に練り込んで使用することによって、包装材料に帯電防止機能を付与したものが知られている。しかし、これは、表面抵抗が、低くても109Ω/m2(以下、「Ω/□」と表す。)程度であり、十分な機能を発現しているとは言いがたかった。また、静電シールド性とともにバリア性を有する包装材料として、金属箔とシーラント層とからなる包装材料があるが、これは包装材料が不透明であるため、内容物を視認することができないという欠点があった。
【0004】
特許文献1には、プラスチック成形物の一部に金属膜を蒸着、スパッタリングまたはイオンプレーティング法で成膜するプラスチック成形物(容器等)の静電気シールド処理方法がある。しかし、折り曲げ、衝撃によりプラスチック表面上に形成された金属膜の一部に割れが生じたり、製造時または使用時の金属膜との密着不良から、剥がれが生じて、十分な機能が発揮されないという問題が生じていた。金属蒸着膜を厚くすると、製造に時間と経費がかかると同時に、内容物の視認性が悪化するものとなった。
【0005】
そこで、視認性、防湿性、及び静電シールド性に優れる包装材料が求められていた。
【0006】
他方、従来、包装材料は、原料リサイクルがされることなく、焼却処分、または土中埋立て処理をされるのが通常であった。焼却処分を行う場合は、CO2の増加による環境負荷が生じる。また、土中埋め立て処理を行う場合は、通例、包装材料には、微生物分解性や加水分解性がないポリエステルやポリオレフィン組成物が積層されているために、土中に埋めても分解せず、環境を汚染するという問題が生じていた。
【0007】
昨今の環境負荷の軽減やごみの減量という都市問題などから、大量に使用される樹脂成形物については、リサイクルをすることが求められてきている。リサイクルには、焼却による熱エネルギー回収型、モノマーへ戻すケミカルリサイクル型、破砕及び精製工程を経て樹脂原料へ戻す原料型、容器の場合は再び容器として再利用するリターナブル型などがあるが、特にPET(ポリエチレンテレフタレート)を含む成形物の場合は、粉砕及び精製工程を経て樹脂原料に戻す原料型が採用され、関連技術も進んできている。
【0008】
また、使用済みの包装材の土中埋め立て処理をする場合についても、土中に埋めたときに分解可能な包装材料が、環境負荷軽減の観点から求められている。ポリグリコール酸やポリ乳酸等のポリヒドロキシカルボン酸(脂肪族ポリエステル)は、土壌や海中などの自然界に存在する微生物または酵素により分解されるため、環境に対する負荷が小さい生分解性高分子材料として注目されている。ポリヒドロキシカルボン酸の中でも、ポリグリコール酸は、酸素ガスバリア性、炭酸ガスバリア性、水蒸気バリア性などのガスバリア性に優れ、耐熱性や機械的強度にも優れているので、包装材料などの分野において、単独で、または他の樹脂材料などと複合化して用途展開が図られている。例えば、特許文献2には、植物性基材シート上にポリグリコール酸樹脂層を融着積層してなる多層シートを食品容器とすることが開示されている。
【0009】
特許文献3には、金属または無機酸化物からなる蒸着層、ポリグリコール酸を含む樹脂組成物(1)からなる樹脂層(A)、及び、ガラス転移温度が65℃以下である樹脂組成物(2)からなる樹脂層(B)が、この順に積層されてなる包装材料であって、該第1の樹脂層(A)の蒸着層に隣接する側の面の中心線平均粗さが5〜50nmの範囲内であるガスバリア性に優れた蒸着フィルムが開示され、一般工業用や包装材料フィルムに好適に用いられることが開示されている。
【0010】
本発明は、ポリグリコール酸の土中分解性とバリア性に着目し、これに更に特有の表面樹脂層を形成することにより、比較的薄い蒸着層によって十分な静電シールド性を活かすとともに、リサイクル性または土中分解性とをより完全なものとして実現することを目指したものである。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2003−145662号公報
【特許文献2】国際公開第2006/1250号
【特許文献3】国際公開第2009/154150号
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明の課題は、視認性、防湿性、及び静電シールド性に優れるとともに、ほぼ完全なリサイクル性または土中分解性を備える結果、環境負荷が小さい包装材料を提供することにある。
【課題を解決するための手段】
【0013】
本発明者らは、上記の課題を解決すべく鋭意研究を重ねた結果、蒸着層に隣接する樹脂層を、ポリグリコール酸を含むものとし、かつ、蒸着層との界面を微細に制御された表面とすることによって、薄くて均一な蒸着層を有し、視認性、防湿性、及び静電シールド性に優れる包装材料とするとともに、ほぼすべての層をリサイクル性または土中分解性を備えるものとすることによって、環境負荷が小さい包装材料とすることを想到した。
【0014】
かくして、本発明によれば、融点が180℃以下の芳香族ポリエステルまたはポリ乳酸を含む表面樹脂層(A)、金属、金属酸化物または無機酸化物からなる蒸着層(B)、式(1)に示す構造を70モル%以上有するポリグリコール酸を含む樹脂組成物(a)からなる第1の樹脂層(C)、及び、ガラス転移温度が70℃以下である樹脂組成物(b)からなる第2の樹脂層(D)が、この順に積層されてなる包装材料であって、該第1の樹脂層(C)の蒸着層(B)に隣接する側の面の中心線平均粗さが5〜50nmの範囲内であることを特徴とする該包装材料が提供される。
【0015】
【化1】
【0016】
また、本発明によれば、以下の実施態様が提供される。
【0017】
(1)第2の樹脂層(D)が、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン及びこれらの共重合体からなる群より選ばれる少なくとも1種を含む樹脂組成物(b)からなるものである前記の包装材料。
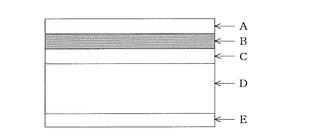
(2)第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、帯電防止性被覆層(E)を積層してなる前記の包装材料。
(3)第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、金属層(F)を積層してなる前記の包装材料。
【0018】
(4)前記の包装材料からなる電子部品包装材料。
(5)IEC61340−4−8により測定した静電シールド性が、50nJ以下である前記の電子部品包装材料。
(6)表面抵抗が1.0×105Ω/□以下である前記の電子部品包装材料。
【0019】
さらに、本発明によれば、前記の電子部品包装材料を用いた電子部品包装材料分包体が提供される。
【発明の効果】
【0020】
本発明の包装材料は、比較的薄い蒸着層を設けることによって、視認性、防湿性、及び静電シールド性に優れるとともに、ほぼ完全なリサイクル性または土中分解性を備える結果、環境負荷が小さい包装材料を提供できるものである。本発明の包装材料は、例えば、食品包装、医薬品包装、繊維製品包装等、広範な物品の包装に好適に用いることができるが、特に、厳密な静電シールド性が求められる半導体素子等の精密電子部品用の電子部品包装材料として、優れた効果がある。
【図面の簡単な説明】
【0021】
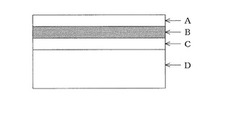
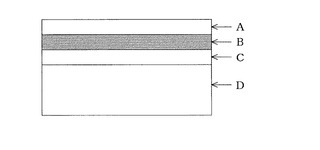
【図1】本発明の包装材料の層構成を示す概略図である。
【図2】本発明の包装材料の他の層構成を示す概略図である。
【発明を実施するための形態】
【0022】
本発明の包装材料は、融点が180℃以下の芳香族ポリエステルまたはポリ乳酸を含む表面樹脂層(A)、金属、金属酸化物または無機酸化物からなる蒸着層(B)、式(1)に示す構造を70モル%以上有するポリグリコール酸を含む樹脂組成物(a)からなる第1の樹脂層(C)、及び、ガラス転移温度が70℃以下である樹脂組成物(b)からなる第2の樹脂層(D)が、この順に積層されてなる包装材料であって、該第1の樹脂層(C)の蒸着層(B)に隣接する側の面の中心線平均粗さ(以下、単に「第1の樹脂層(C)表面の中心線平均粗さ」と言うことがある。)が5〜50nmの範囲内であることを特徴とする該包装材料である。
【0023】
【化2】
【0024】
1.第1の樹脂層(C)
本発明の包装材料は、蒸着層(B)を、樹脂組成物(a)からなる第1の樹脂層(C)の表面に設けたものである。樹脂組成物(a)は、樹脂組成物(a)中に含まれるポリグリコール酸の全モノマー単位を100モル%とした場合に、式(1)に示す構造を繰り返し単位として70モル%以上有するポリグリコール酸である。
【0025】
【化3】
【0026】
樹脂組成物(a)に含まれるポリグリコール酸の式(1)で表わされる繰り返し単位の含有割合は、好ましくは85モル%以上、より好ましくは90モル%以上であり、更に好ましくは95モル%以上、特に好ましくは98モル%以上である。上限は、上記繰り返し単位の含有割合が、100モル%であり、すなわち、ポリグリコール酸のホモポリマーであってよい。上記繰り返し単位の含有割合が、70モル%未満であると、静電シールド性や防湿性が低下する。上記繰り返し単位の含有割合が、70モル%以上であれば、その他の成分として少量の共重合成分を導入することにより、ポリグリコール酸の結晶性を制御することができる。その結果、押出温度の低下や延伸性の向上が可能となるとともに、後述する延伸工程での結晶化による粗面化を抑制することができる。また、ポリグリコール酸に共重合成分を導入することは、第1の樹脂層(C)と第2の樹脂層(D)との界面の接着性を向上させる点や、第1の樹脂層(C)と第2の樹脂層(D)の共押出時の押出温度を近くできる点でも好ましいことがある。例えば、第2の樹脂層(D)を形成する樹脂組成物(b)がポリ乳酸である場合は、第1の樹脂層(C)を形成する樹脂組成物(a)のポリグリコール酸中に、ラクチドまたは乳酸を共重合成分として5モル%以上30モル%未満共重合させることが好ましい。
【0027】
ポリグリコール酸は、グリコール酸の脱水重縮合、グリコール酸アルキルエステルの脱アルコール重縮合、グリコリド(グリコール酸の環状二量体エステル)の開環重合などにより合成することができる。これらの中でも、グリコリドを少量の触媒(例えば、有機カルボン酸錫、ハロゲン化錫、ハロゲン化アンチモン等のカチオン触媒)の存在下に、約120℃から約250℃の温度に加熱して、開環重合する方法によってポリグリコール酸を合成する方法が好ましい。開環重合は、塊状重合法または溶液重合法によることが好ましい。
【0028】
ポリグリコール酸において、共重合可能な成分としては、例えば、シュウ酸エチレン、ラクチド、ラクトン類(例えば、β−プロピオラクトン、β−ブチロラクトン、ピバロラクトン、γ−ブチロラクトン、∂−バレロラクトン、β−メチルー∂−バレロラクトン、ε−カプロラクトンなど)、トリメチレンカーボネート、及び1,3−ジオキサンなどの環状モノマー;乳酸、3−ヒドロキシプロパン酸、3−ヒドロキシブタン酸、4−ヒドロキシブタン酸、6−ヒドロキシカプロン酸などのヒドロキシカルボン酸またはそのアルキルエステル;エチレングリコール、1,4−ブタンジオール等の脂肪族ジオールとこはく酸、アジピン酸等の脂肪族ジカルボン酸またはそのアルキルエステルとの実質的に等モルの混合物;などを挙げることができる。これらの中でも、共重合させやすく、かつ物性に優れた共重合体が得られやすい点で、ラクチド、カプロラクトン、トリメチレンカーボネートなどの環状化合物;乳酸などのヒドロキシカルボン酸などが好ましく用いられる。
【0029】
樹脂組成物(a)に含有されるポリグリコール酸は、樹脂組成物(a)の全成分を100質量%とした際に、70質量%以上であることが好ましく、より好ましくは80質量%以上、特に好ましくは90質量%以上である。樹脂組成物(a)には、本発明の目的を阻害しない範囲内において、ポリグリコール酸のほか、無機フィラー、他の熱可塑性樹脂、可塑剤などを配合することができ、必要に応じて、熱安定剤、光安定剤、防湿剤、防水剤、撥水剤、滑剤、離型剤、カップリング剤、酸素吸収剤、顔料、染料などの各種添加剤を配合させることができる。これらの配合量は、樹脂組成物(a)の全成分を100質量%とした際に、通常30質量%以下、好ましくは25質量%以下、より好ましくは20質量%以下である。ポリグリコール酸の溶融安定性向上の観点から、熱安定剤として、例えば、ペンタエリスリトール骨格構造を有するリン酸エステル、少なくとも1つの水酸基と少なくとも1つの長鎖アルキルエステル基とを持つリン化合物、重金属不活性化剤、炭酸金属塩などを、樹脂組成物(a)に含有添加することが好ましい。これらの熱安定剤は、それぞれ単独で、または2種以上を組み合わせて使用することができる。
【0030】
樹脂組成物(a)に含有されるポリグリコール酸の重量平均分子量(Mw)は、通常30,000〜800,000、好ましくは50,000〜500,000、より好ましくは80,000〜300,000の範囲内である。樹脂組成物(a)に含有されるポリグリコール酸は、270℃及び剪断速度100sec−1で測定した溶融粘度が、通常100〜10,000Pa・s、好ましくは200〜8,000Pa・s、より好ましくは300〜4,000Pa・sである。ポリグリコール酸の重量平均分子量または溶融粘度が低すぎると、包装材料の機械的物性や耐熱性が低下傾向を示し、それらが高すぎると、第1の樹脂層(C)の溶融加工や延伸加工が困難となることがある。
【0031】
第1の樹脂層(C)の厚みは、通常0.2〜500μm、好ましくは0.5〜300μm、より好ましくは0.8〜200μm、特に好ましくは1.0〜100μmの範囲である。厚みが0.2μm未満では、蒸着層(B)との密着性に乏しいことがあり、包装材料の静電シールド性や防湿性の改善効果が不充分となるおそれがあり、また、厚みが500μm超過では、包装材料の視認性や柔軟性が不足するおそれがある。
【0032】
2.第1の樹脂層(C)表面の中心線平均粗さ
本発明の包装材料は、第1の樹脂層(C)の蒸着層(B)に隣接する側の面の中心線平均粗さが5〜50nmの範囲内である点に特徴を有する。当該面の中心線平均粗さが5〜50nmの範囲内にあれば、薄い蒸着層(B)を形成する場合でも、蒸着時にピンホールの発生が抑制されるとともに、製膜時や蒸着加工時の加工適性に優れたものとなる。中心線平均粗さは、好ましくは5〜35nm、より好ましくは5〜20nm、特に好ましくは5〜15nmの範囲内である。中心線平均粗さが5nmより小さくなると、第1の樹脂層(C)表面の滑りが悪く、製膜時の巻き取りや蒸着時にブロッキングや静電気の帯電を誘発しやすくなり、蒸着層(B)の劣化を招くおそれがある。また、中心線平均粗さが50nmを越えると、均一な蒸着層(B)の形成が行われないため、使用時に大幅な蒸着層(B)の劣化が起こる。
【0033】
第1の樹脂層(C)表面の中心線平均粗さを5〜50nmの範囲内とする方法は、特に限定されないが、ポリグリコール酸は結晶化速度が大きいため、第1の樹脂層(C)の結晶性を低下させたり、延伸、熱固定工程の条件選定により分子配向を制御する方法が好ましく用いられる。例えば、第1の樹脂層(C)を含むシート状物を延伸する場合、延伸温度70℃以下、面積倍率4.0倍以上で延伸を行った後、熱固定することで実現することができる。また、ポリグリコール酸の溶融ポリマー中に存在するゲル状物などの異物をフィルターでろ過して除去する方法もある。フィルターとしては、ステンレス繊維を焼結圧縮したフィルターやステンレス鋼粉体を焼結したフィルターなどを用いることができる。
【0034】
3.第2の樹脂層(D)
本発明の包装材料は、樹脂組成物(a)からなる第1の樹脂層(C)とともに、ガラス転移温度が70℃以下である樹脂組成物(b)からなる第2の樹脂層(D)を有するものである。
【0035】
第2の樹脂層(D)は、第1の樹脂層(C)と積層されることによって、包装材料の視認性を妨げることなく、包装材料に必要な強度を与えることができる。また、第1の樹脂層(C)と積層した状態で、70℃以下の温度で延伸加工を行うことを可能とするために、第2の樹脂層(D)を形成する樹脂組成物(b)は、ガラス転移温度が70℃以下、好ましくは68℃以下、より好ましく65℃以下のものである。第1の樹脂層(C)と第2の樹脂層(D)を積層した状態で、70℃以下の温度で延伸加工することによって、第1の樹脂層(C)表面の中心線平均粗さを5〜50nmの範囲内とすることができる。
【0036】
第2の樹脂層(D)を形成する樹脂組成物(b)としては、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン及びこれらの共重合体からなる群より選ばれる少なくとも1種を含む樹脂組成物が好ましく用いられる。
【0037】
樹脂組成物(b)として用いられる芳香族ポリエステルや脂肪族ポリエステルは、酸成分とグリコール成分とをエステル結合させてなる種々のポリエステルである。酸成分としては、テレフタル酸、イソフタル酸、フタル酸、ナフタレンジカルボン酸等の芳香族ジカルボン酸;アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸、ダイマー酸等の脂肪族ジカルボン酸;シクロヘキサンジカルボン酸等の脂環族ジカルボン酸;p−オキシ安息香酸等のオキシカルボン酸;トリメリット酸、ピロメリット酸等の多官能酸;等を用いることができる。グリコール成分としては、エチレングリコール、ジエチレングリコール、ブタンジオール、ヘキサンジオール等の脂肪族ジオール;シクロヘキサンジメタノール等の脂環族ジオール;ビスフェノールA、ビスフェノールS等の芳香族グリコール;ジエチレングリコール、ポリアルキレングリコール等を用いることができる。更に、ポリエチレングリコール、ポリテトラメチレングリコール等のポリエーテルを共重合してもよい。これらのジカルボン酸成分、グリコール成分は2種類以上を併用してもよく、2種類以上のポリエステルをブレンドして使用してもよい。特に、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリプロピレンテレフタレート、及びこれらにイソフタル酸、セバシン酸、ダイマー酸を共重合したポリエステルの単独、または二種以上ブレンドしたものが好適に用いられる。
【0038】
耐熱性及び経時安定性、防湿性、視認性の観点からは、芳香族ポリエステルが好ましく、リサイクル性も考慮する場合、ポリエチレンテレフタレートとポリブチレンテレフタレートのブレンド物がより好ましい。ポリエチレンテレフタレート/ポリブチレンテレフタレート=95/5〜5/95(質量比)であることが更に好ましい。ポリエチレンテレフタレート/ポリブチレンテレフタレートの質量比を、95/5〜5/95とすることで、ガラス転移温度を70℃以下とすることができ、70℃以下の温度で延伸加工を行うことが可能となるので、その結果、第1の樹脂層(C)の蒸着層(B)側の中心線平均粗さを5〜50nmに制御しやすくなる。ポリエチレンテレフタレートとポリブチレンテレフタレートの質量比は、より好ましくは80/20〜10/90、更に好ましくは60/40〜20/80、特に好ましくは35/65〜45/55の範囲である。
【0039】
防湿性、視認性の観点とともに、包装材料の土中分解性を高めるために、ポリ乳酸、ポリ3−ヒドロキシブチレート、ポリ3−ヒドロキシブチレート−3−ヒドロキシバリレート、ポリカプロラクトン、またはエチレングリコール、1、4−ブタンジオールなどの脂肪族ジオールとコハク酸、アジピン酸などの脂肪族ジカルボン酸とから形成される脂肪族ポリエステルを使用することができる。また、ポリ−ブチレンサクシネート−テレフタレート、ポリ−ブチレンアジペート−テレフタレートなどの脂肪族ポリエステルと芳香族ポリエステルの共重合体も用いることができる。好ましく用いられるのは、ポリ乳酸、コハク酸系脂肪族ポリエステル、ポリカプロラクトン、ωヒドロキシ酢酸縮合物、セルロース、澱粉、ポリエチレンテレフタレート共重合体、ポリエチレンテレフタレート−サクシネート系重合物などである。
【0040】
特に好適に用いられる脂肪族ポリエステルは、L−乳酸またはD−乳酸の一方または両方を主たる構成成分として重合されたポリ乳酸である。ポリ乳酸は、乳酸以外の共重合成分をモノマー単位として含んでいてもよい。他のモノマー単位としては、エチレングリコール、ブロピレングリコール、ブタンジオール、ヘプタンジオール、ヘキサンジオール、オクタンジオール、ノナンジオール、デカンジオール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、グリセリン、ペンタエリスリトール、ビスフェノールA、ポリエチレングリコール、ポリプロピレングリコール及びポリテトラメチレングリコールなどのグリコール化合物、シュウ酸、アジピン酸、セバシン酸、アゼライン酸、ドデカンジオン酸、マロン酸、グルタル酸、シクロヘキサンジカルボン酸、テレフタル酸、イソフタル酸、フタル酸、ナフタレンジカルボン酸、ビス(p−カルボキシフェニル)メタン、アントラセンジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、5−ナトリウムスルホイソフタル酸、5−テトラブチルホスホニウムイソフタル酸などのジカルボン酸、グリコール酸、ヒドロキシプロピオン酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシカプロン酸、ヒドロキシ安息香酸などのヒドロキシカルボン酸、カプロラクトン、バレロラクトン、プロピオラクトン、ウンデカラクトン、1,5−オキセパン−2−オンなどのラクトン類を挙げることができる。
【0041】
樹脂組成物(b)の主成分としてポリ乳酸を使用する場合には、ガラス転移温度を70℃以下とするために、可塑剤を配合したり、別途製造した非晶性のポリ乳酸を含有させることもできる。
【0042】
第2の樹脂層(D)を形成するために用いられる樹脂組成物(b)に含まれる芳香族ポリエステルまたは脂肪族ポリエステルのガラス転移温度は、好ましくは30〜68℃、より好ましくは35〜65℃の範囲であり、この場合、包装材料の製造工程におけるブロッキングや、包装材料の機械強度が不足するおそれが小さくなる。
【0043】
第2の樹脂層(D)を形成する樹脂組成物(b)は、ポリオレフィンを含有することができる。ポリオレフィンとしては、ポリプロピレン、ポリエチレン、エチレン−プロピレンランダム共重合体、エチレン−プロピレンブロック共重合体、エチレン−プロピレン−ブテンランダム共重合体、及びプロピレン−ブテンランダム共重合体からなる群より選ばれた少なくとも1種以上を好ましく用いることができる。これらのポリオレフィンは、本発明の効果を損なわない範囲で、変性物を用いることができ、また、2種以上を併用して用いることもできる。本発明において、ポリオレフィンの製造方法は、特に限定されものではなく、公知の方法を用いることができ、例えば、ポリプロピレンは、ラジカル重合、チーグラー・ナッタ触媒を用いた配位重合、アニオン重合、メタロセン触媒を用いた配位重合、拘束幾何触媒を用いた配位重合などいずれの方法で製造されたものでも用いることができる。
【0044】
第2の樹脂層(D)の厚みは、通常0.5μm〜3mm、好ましくは1.0μm〜1mm、より好ましくは1.5〜500μm、特に好ましくは2.0〜300μmの範囲である。厚みが0.5μm未満では、包装材料の強度が十分でなく、防湿性の改善効果が不充分となるおそれがあり、また、3mm超過では、視認性や柔軟性が不足する。
【0045】
第2の樹脂層(D)の厚み比は、第1の樹脂層(C)と第2の樹脂層(D)の合計の厚みを1とするとき、0.98〜0.5の範囲内とすることが好ましく、より好ましくは0.95〜0.6、特に好ましくは0.90〜0.7の範囲内である。第2の樹脂層(D)の厚み比が小さすぎると、包装材料の強度が不足するおそれがあり、厚み比が大きすぎると、第1の樹脂層(C)表面の中心線平均粗さを5〜50nmの範囲内とすることができないおそれがある。
【0046】
第1の樹脂層(C)と第2の樹脂層(D)とを接合一体化するために用いられる方法としては、フィルムまたはシートの積層方法として通常知られている方法を選択することができる。すなわち、融着法(加熱手段としては、輻射、加熱体との接触、超音波加熱、電磁誘導加熱、誘電加熱などが採用できる。)、ラミネーション法(ドライラミネーション、ホットメルトラミネーション、ウエットラミネーション、ノンソルベントラミネーション等が採用できる。先に述べた前処理をしておくこともできる。)、押出コーティング法、共押出法などを採用できるが、共押出法によることが好ましい。共押出法による場合は、Tダイを備える押出成形機やインフレーション成形機等を用いて溶融成形することができる。
【0047】
4.延伸
本発明の包装材料は、第1の樹脂層(C)表面の中心線平均粗さに特徴を有するものであり、そのためには、第1の樹脂層(C)と第2の樹脂層(D)を積層した状態で、一軸延伸または二軸延伸を行うことが好ましく、特に二軸延伸を行うことが好ましい。
【0048】
一軸延伸は、第1の樹脂層(C)と第2の樹脂層(D)を積層したシート状物を予熱した後、所定温度の延伸ロール(周速差を設けたロール群)に通して、縦方向(MD)に延伸を行う。二軸延伸は、逐次二軸延伸方式、同時二軸延伸方式のいずれでもよい。逐次二軸延伸は、延伸ロールによる縦方向(MD)の延伸に続いて、テンターで把持した状態で幅方向(TD)に延伸を行う。同時二軸延伸は、テンターで把持した状態で、縦方向(MD)と幅方向(TD)に延伸を行う。
【0049】
本発明の包装材料において、第1の樹脂層(C)表面の中心線平均粗さを5〜50nmの範囲内とするためには、延伸温度を70℃以下とすることが好ましい。長手方向の延伸温度は、より好ましくは40〜68℃、更に好ましくは45〜65℃、特に好ましくは50〜63℃であり、延伸倍率は2.0〜5.0倍が好ましく、より好ましくは2.5〜4.5倍、特に好ましくは3.0〜4.5倍である。幅方向の延伸温度は、より好ましくは40〜68℃、更に好ましくは45〜65℃、特に好ましくは50〜63℃であり、延伸倍率は2.0〜5.0倍が好ましく、より好ましくは2.5〜4.5倍、特に好ましくは3.0〜4.5倍である。延伸温度が70℃を超えると、第1の樹脂層(C)に含まれるポリグリコール酸の結晶化が進み、過度に粗面化するおそれがある。
【0050】
延伸を行った後には、所定温度で、熱処理することが好ましい。
【0051】
5.蒸着層(B)
本発明の包装材料において、蒸着層(B)に用いられる金属、金属酸化物または無機酸化物としては、アルミニウム、酸化アルミニウム、酸化珪素、酸化窒化珪素、酸化セリウム、酸化カルシウム、またはそれらの混合物などが挙げられる。静電シールド性、視認性、防湿性、生産性の観点から、アルミニウム、酸化アルミニウム、酸化珪素が、好ましい。アルミニウム蒸着が、経済性、静電シールド性、視認性、防湿性に優れていることから、特に好ましく、酸化アルミニウム、酸化珪素は、視認性に優れ、コストの点から好ましい。
【0052】
蒸着層(B)の形成方法としては、通常、真空プロセスが用いられる。真空プロセスは、真空蒸着法、スパッタリング法、イオンプレーティング法、化学気相蒸着法などが適宜用いられ、いずれにも限定されない。無機酸化物の蒸着層を形成する場合には、反応性蒸着法が、生産性、コストの点で好ましい。
【0053】
真空プロセスによる蒸着では、蒸着前の第1の樹脂層(C)の表面をプラズマ処理やコロナ処理することが、密着性の向上のために好ましい。コロナ処理を施す際の処理強度は5〜50W・min/m2が好ましく、より好ましくは10〜45W・min/m2である。また、金属または金属酸化物からなる蒸着層(B)を設ける前に、プラズマ放電下において、核付金属蒸着層を設けることが、蒸着層の密着性向上の観点より好ましい。この場合、酸素ガス雰囲気で、核付金属として銅を用いることが最も好ましい。
【0054】
反応性蒸着法によって、酸化アルミニウムを蒸着させる場合は、アルミニウム金属やアルミナを抵抗加熱のボート方式やルツボの高周波誘導加熱、電子ビーム加熱方式で蒸発させ、酸化雰囲気下で第1の樹脂層(C)上に酸化アルミニウムを堆積させる方式が採用される。酸化雰囲気を形成するための反応性ガスとしては酸素が用いられるが、酸素を主体として水蒸気や希ガスを加えたガスでもよい。更に、オゾンを加えたりイオンアシストなどの反応を促進する手法を併用してもよい。反応性蒸着法によって、酸化珪素の蒸着膜を形成させるには、Si、SiOまたはSiO2を電子ビーム加熱方式で蒸発させ、酸化雰囲気下フィルム上に酸化珪素を堆積させる方式が採用される。酸化雰囲気を形成する方法は、上記の方法が用いられる。
【0055】
蒸着層(B)の厚さは特に限定されないが、防湿性、静電シールド性、視認性及び生産性から、通常5〜100nmであり、好ましくは5〜50nm、より好ましくは5〜35nm、特に好ましくは5〜20nmの範囲内である。蒸着層(B)の厚さが5nm未満となると、蒸着層(B)に欠陥が発生しやすく、防湿性が悪化し、静電シールド性が悪化する。蒸着層(B)の厚さが100nmより厚くなると、蒸着のコストが高くなったり、蒸着層(B)の着色が顕著になり、視認性がなくなったりし、また外観的にも劣るため好ましくない。本発明の包装材料は、後述のように、第1の樹脂層(C)表面の中心線平均粗さを5〜50nmの範囲内とすることにより、蒸着層(B)が5〜100nmという薄さでも、十分な防湿性と静電シールド性を備えるものとすることができ、また、生産性が損なわれない。
【0056】
6.表面樹脂層(A)
本発明の包装材料は、表面樹脂層(A)として、融点が180℃以下の芳香族ポリエステルまたはポリ乳酸を含むものである。表面樹脂層(A)の融点が180℃以下であれば、該表面樹脂層(A)をヒートシール層として、包装材料から、袋状物、分包体を製造するために、ヒートシールを行うことができる。表面樹脂層(A)として使用する、芳香族ポリエステルまたはポリ乳酸は、融点が180℃以下であり、好ましくは160℃以下、より好ましくは150℃以下、特に好ましくは140℃以下のものである。
【0057】
表面樹脂層(A)として使用する芳香族ポリエステルとしては、ヒートシール性を有するものであれば特に制限はないが、リサイクル性の観点から、ポリエチレンテレフタレート(PET)成分を60モル%以上含む共重合体を使用することが好ましい。例えば、ジカルボン酸成分として、テレフタル酸を60モル%以上用いるとともに、40モル%未満、好ましくは35モル%以下、より好ましくは30モル%以下の他の芳香族ジカルボン酸、例えば、イソフタル酸、フタル酸、ナフタレンジカルボン酸などを用いることができるが、特に、イソフタル酸を12モル%以上用いることが好ましい。ジオール成分としては、エチレングリコールを60モル%以上用いるとともに、40モル%未満、好ましくは35モル%以下、より好ましくは30モル%以下の他のジオール、例えば、1,3−プロパンジオール、1,4−ブタンジオール及び2,2−ジメチル−1,3−プロパンジオール(ネオペンチルグリコール)などを用いることができるが、特に、1,4−ブタンジオールを12モル%以上用いることが好ましい。ポリエチレンテレフタレート(PET)成分を60モル%以上含む共重合体は、この外に、20モル%未満、好ましくは15モル%以下、より好ましくは12モル%以下のコハク酸、グルタル酸、アジピン酸などの脂肪族ジカルボン酸や、β−プロピオラクトン、β−ブチロラクトン、γ−ブチロラクトン、β又はγ−バレロラクトンなどのラクトン類を併用してもよい。表面樹脂層(A)として使用する芳香族ポリエステルには、アジピン酸系可塑剤、セバシン酸系可塑剤その他の添加剤を配合することもできる。
【0058】
表面樹脂層(A)として使用するポリ乳酸は、ヒートシール性を有するものであれば特に制限はなく、乳酸の単独重合体を用いることもできるが、融点の調整が容易であるという観点から、乳酸単位を70モル%以上含む共重合体を用いることが好ましい。ポリ乳酸の単独重合体としては、L−乳酸を主たる構成成分とする、例えば95モル%以上含むポリ−L−乳酸(PLLA)、D−乳酸を主たる構成成分とするポリ−D−乳酸(PDLA)、PLLAとPDLAとの混合物などを用いることができる。ポリ乳酸の共重合体としては、L−乳酸またはD−乳酸とともに、コハク酸、グルタル酸、アジピン酸などの脂肪族ジカルボン酸またはそのエステル、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオールなどのジオール、グリコール酸、2−メチル乳酸、3−ヒドロキシ酪酸などのヒドロキシカルボン酸などを共重合させることができるが、特に、グリコール酸を共重合させることが好ましい。表面樹脂層(A)として使用するポリ乳酸には、可塑剤その他の添加剤を配合することもできる。帯電防止剤を配合すれば、表面樹脂層(A)は、後述の帯電防止層として機能することとなる。
【0059】
表面樹脂層(A)の融点は、共重合成分の組成、重合度、結晶化度、可塑剤の配合量などを調整することにより、調整することができる。
【0060】
表面樹脂層(A)の厚みは、通常1μm〜1mm、好ましくは2〜500μm、より好ましくは3〜200μm、特に好ましくは5〜150μmである。厚みが1μm未満では、ヒートシール強度が十分でなく、1mmを超えると、包装材料の柔軟性が損なわれるおそれがある。
【0061】
表面樹脂層(A)を、融点が180℃以下の芳香族ポリエステルを含むものとすることによって、本発明の包装材料は、リサイクル性が高いものとなる。また、表面樹脂層(A)を、融点が180℃以下のポリ乳酸を含むものとすることによって、本発明の包装材料は、土中分解性が高いものとなる。
【0062】
表面樹脂層(A)の形成方法は、特に限定されず、フィルムまたはシートの積層方法として通常知られている方法を選択することができる。すなわち、融着法(加熱手段としては、輻射、加熱体との接触、超音波加熱、電磁誘導加熱、誘電加熱などが採用できる。)、ラミネーション法(ドライラミネーション、ホットメルトラミネーション、ウエットラミネーション、ノンソルベントラミネーション等が採用できる。先に述べた前処理をしておくこともできる。)、押出コーティング法などを採用できる。最も簡便な、接着剤を使用したドライラミネーションを採用することが好ましい。なお、蒸着層との接合面に対して、機械的粗面化処理、コロナ処理法による活性化処理、化学薬品による活性化処理等の前処理をしておくこともできる。
【0063】
7.帯電防止層
本発明の包装材料は、少なくとも一つの表面に帯電防止層を備えるものであることが好ましい。先に述べたように、表面樹脂層(A)に帯電防止剤を配合して、表面樹脂層(A)を帯電防止層とすることができる。表面樹脂層(A)に、ヒートシール性を妨げない範囲で、帯電防止塗装を行ってもよい。本発明の包装材料は、第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、帯電防止層を設けてもよい。以下、説明する。
【0064】
7−1.帯電防止性被覆層(E)
本発明の包装材料は、第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、帯電防止性被覆層(E)を積層することができる。包装材料または包装材料分包体により、物品を包装する場合、包装材料または包装材料分包体の内部で、摩擦による静電気が発生することによって、内部の物品を破壊したり、汚損する場合がある。包装材料が帯電防止性被覆層(E)を備えるものとすることによって、このような静電気の発生を抑制することができる。帯電防止性被覆層(E)は、帯電防止剤を含む樹脂で形成することができる。帯電防止剤としては、通常使用されるカチオン系、アニオン系、ノニオン系、両性帯電防止剤などを使用することができる。帯電防止性被覆層(E)を形成する樹脂は、特に限定されないが、ヒートシール性樹脂を使用してもよい。帯電防止性被覆層(E)は、それ自体公知の帯電防止性塗料を塗布して形成してもよい。帯電防止性被覆層(E)を、表面樹脂層(A)と同種の樹脂で形成すると、廃棄後の処理が、帯電防止性被覆層(E)を有しない包装材料と同じ方法で行えるので好ましい。帯電防止性被覆層(E)の表面抵抗は、102〜1012Ω/□程度、好ましくは103〜1010Ω/□程度であれば、実用上の支障はない。帯電防止層(E)の形成方法は特に限定されず、押出ラミネーション、第2の樹脂層(D)との共押出、塗布、接着など公知の方法によることができる。
【0065】
所望により、帯電防止性被覆層(E)を、第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に積層することに加えて、表面樹脂層(A)の蒸着層(B)とは反対側の面に積層してもよい。
【0066】
7−2.金属層(F)
本発明の包装材料は、第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、金属層(F)を積層するものであってもよい。包装材料が金属層(F)を備えるものとすることによって、先に述べた静電気の発生を抑制することができる。金属層(F)は、金属箔からなる層または蒸着金属層のいずれでもよい。金属箔としては、アルミニウム、銅、ニッケル等からなる、厚み0.1〜5μmの箔を使用することができる。蒸着金属層としては、蒸着層(B)と同じ材料を使用することができ、同様に、厚み5〜100nm、好ましくは5〜50nm、より好ましくは5〜35nm、特に好ましくは5〜20nmの範囲内とすればよい。
【0067】
8.印刷層その他の層
本発明の包装材料は、本発明の目的を阻害しない範囲で、必要により、印刷層、強度保持層、防湿層、接着層などの機能層を設けることができる。
【0068】
9.包装材料
本発明の包装材料は、食品包装、医薬品包装、繊維製品包装等、広範な物品の包装に好適に用いることができ、被包装物品は限定されない。本発明の包装材料は、第1の樹脂層(C)としてPGAを使用しているため、バリア性が優れており、特に、水蒸気バリア性を有することから、防湿性の包装材料として使用することができる。
【0069】
本発明の包装材料は、静電シールド性に優れているため、電子部品包装材料として有用である。特に、国際電気標準会議規格IEC61340−4−8により測定した静電シールド性が、50nJ以下、好ましくは40nJ以下、より好ましくは35nJ以下である電子部品包装材料、または、表面抵抗が1.0×105Ω/□以下、好ましくは5.0×104Ω/□以下、より好ましくは1.0×104Ω/□以下である電子部品包装材料は、静電気に高度に敏感な半導体、ハードディスクなどの電子部品の包装に適している。
【0070】
また、本発明の電子部品包装材料は、長尺シート状で使用することもできるが、分包体として、個々の電子部品を包装する形態で使用することができる。本発明の分包体を製造するためには、長尺シート状の電子部品包装材料を、所定長さに切断し、必要により2つ折りし、所望の開口部を除いて、幅方向及び/または長さ方向端部を接合すればよい。
【実施例】
【0071】
以下に、実施例及び比較例を挙げて、本発明の包装材料について、より具体的に説明するが、本発明はこれら実施例に限られるものではない。
【0072】
本発明の包装材料の物性または特性の測定方法は、以下の方法によった。
【0073】
(1)重量平均分子量
包装材料に使用した重合体の重量平均分子量は、GPC装置(昭和電工株式会社製「ShodexGPC−104」)を使用し、カラム(昭和電工株式会社製「KF−606M」)2本を接合したものを用いて測定した。溶媒としてトリフルオロ酢酸ナトリウムの5mmol/dm3のヘキサフルオロイソプロパノール(HFIP)溶液を40℃、流速0.6ml/minで使用して測定した。前処理としてサンプル5mgをDMSO 200μl中に160℃で溶解し、室温まで冷却後、HFIP 5mlを加えて溶解して得た溶液を、前記GPC装置に注入して測定した。
【0074】
(2)ガラス転移温度
包装材料に使用した重合体のガラス転移温度は、株式会社島津製作所製示差走査熱量測定機(DSC)を使用し、JIS−K7121に準拠して測定した。20℃/分で昇温した時の中間点ガラス転移温度をガラス転移温度とした。
【0075】
(3)中心線平均粗さ
包装材料の第1の樹脂層の表面の中心線平均粗さ(Ra)は、蒸着層(B)を酸で除去して、第1の樹脂層(C)を露出させた後に、JIS−B0601に準拠して、株式会社小坂研究所製「SE−200型表面粗度計」を用い、縦倍率:1000、横倍率:20、カットオフ:0.08mm、測定長:8mm、測定速度:0.1mm/分の条件で測定した。
【0076】
(4)水蒸気透過度
包装材料の水蒸気透過度は、JIS Z−0208に準拠して、水蒸気透過度測定器(TMPERMATRAN−W 3/31;Modern Control社製)を用いて、温度40℃、試料面積50cm2、片側90%相対湿度(RH)もう一方の側を0%相対湿度(RH)の条件で、測定した。
【0077】
(5)視認性
包装材料の視認性は、JIS−K7361に準拠して、濁度計(ヘーズメータ)(NDH2000;日本電色工業株式会社製)を用いて、温度23℃、50%相対湿度の条件で、包装材料の全光線透過率を測定して判定した。包装材料の全光線透過率について、以下の4段階で評価し、35%以上である場合は「視認性あり」と判定し、35%より小さい場合は、「視認性なし」と判定した。
A:40%以上、
B:35%以上40%未満、
C:30%以上35%未満、
D:25%未満。
【0078】
(6)静電シールド性
包装材料の静電シールド性は、IEC61340−4−8に準拠して、積層体から幅20cm×長さ25cmのバッグ(末端開放)を作成し、ETS社製の静電気シールドバッグ評価試験装置と、テクトロニクス社製のオシロスコープ・TDS3054C型(TDS3000シリーズ)を使用して、以下の手順で測定した。
【0079】
<手順>
1)テストサンプル調製:以下2つの条件で、各々6袋のサンプルバッグを調製した。
条件1:環境温度23℃(±2℃)、相対湿度12±3%RHの環境室に、48時間保持した。
条件2:環境温度23℃(±2℃)、相対湿度50±3%RHの環境室に、48時間保持した。
2)電流プローブ(テクトロニクス社製・CT−1)のセンサ部を、条件1で調製したサンプルバッグの口から10cm内側でかつ中心部に設置した。
3)オシロスコープの水平時間軸目盛を1Div.当たり50nsecに設定した。
4)1,000Vの試験放電パルスを印加した。
5)後述のエネルギー計算プログラムを用いて、バッグ内のエネルギーを計算し、記録した。(ソフトウェアの抵抗設定は500Ωを使用した)。4)の操作を更に5回繰り返して行い、サンプルバッグ1袋当たり6回のデータを取得した。
6)残りの5袋のサンプルに対しても2)〜5)を繰り返し行った。
7)相対湿度50%の条件2で調製した6袋のサンプルに対しても、2)〜5)を繰り返し行った。
【0080】
<記録>
1)条件1または条件2で調製した各6袋のサンプルバッグに対して、1つのサンプルバッグについて取得した6回ずつのデータから、条件1または条件2の2つの異なる湿度レベルごとに、エネルギーを36回読み取って、平均値、最小値、最大値、及び標準偏差を記録した。
【0081】
2)記録したデータは、次のとおりである。
ピーク電流、サンプルバッグのサイズ(20cm×25cm)、サンプルバッグの厚み、コンディショニング期間(48時間)、テスト条件、評価試験装置(型式、モデル、シリアルナンバー)、スコープ(製造者、モデル番号、最終較正日)
【0082】
<エネルギー計算プログラム>
1)データをオシロスコープからコンピューターにダウンロードする。
2)オシロスコープから得られた電圧の読み取り値を5で割り、電流(I)に変換する。(プローブ・CT−1における電圧−電流の変換係数は、5V/Aである。)
3)各電流点を測定し、これらの値を2乗する。
4)I2の、波形tに対する積分を計算する。
5)4)で得たI2波形の積分に抵抗をかける。
6)これらの解析ソフトは以下の式で表される。
【0083】
【数1】
【0084】
R:回路抵抗値(単位:Ω)、t:サンプル間の時間(単位:nsec)、I:プローブの電流(電圧/5、CT−1、単位:A)、n:サンプルの合計数(72)
【0085】
(8)表面抵抗
包装材料の表面抵抗は、IEC 61340−2−3 に準拠し、Trek社製Model 152 RESISIANCE METER、プローブ(電極):2ピンタイプ、152P−2Pを使用して、印加電圧100Vの条件で、測定した。
【0086】
(実施例1)
単軸押出機−1に、第1の樹脂層(C)となる樹脂組成物(a)としてポリグリコール酸(重量平均分子量180,000)を供給し、265℃で押し出し、平均目開き25μmのステンレス鋼繊維を焼結したフィルターにて樹脂をろ過した。単軸押出機−2に、第2の樹脂層(D)となる樹脂組成物(b)として、PET(ガラス転移温度64℃)を供給し、270℃で押し出し、平均目開き12μmのステンレス鋼繊維を焼結したフィルターにて樹脂をろ過した。フィードブロックを用いて、第1の樹脂層(C)と第2の樹脂層(D)の二層構成となるように積層させて押し出した後、直ちに、25℃の冷却ドラムに巻き付けて、シート状に冷却固化した未延伸の積層フィルムを得た。該積層フィルムを、60℃のロールを用いて長手方向に4.0倍延伸した後、テンターに導き50℃の温度で幅方向に4.0倍延伸した。次いで、幅方向に5%の弛緩を与えつつ、190℃で熱処理して、二軸延伸積層フィルムを得た。得られた積層フィルムの厚みは、18.0μmであり、第1の樹脂層(C)/第2の樹脂層(D)の厚み比は1:4であった。第1の樹脂層(C)表面の中心線平均粗さは10nmであった。得られた積層フィルムを、窒素と炭酸ガスの混合気体(炭酸ガス濃度15体積%)の雰囲気下で、フィルム温度を60℃に保ちながら、30W・min/m2の速度で、第1の樹脂層(C)の側にコロナ放電処理を行い、ロールに巻き取った。
【0087】
処理後の積層フィルムを、フィルム走行装置を具備した真空蒸着装置(朝日真空機械株式会社製)内にセットし、装置内を1.00×10−2Pa の高減圧状態にした後、20℃の冷却金属ドラムを介して走行させながら、アルミニウムの蒸着を行った。アルミニウム金属を抵抗加熱方式で加熱蒸発し、酸素ガスを吹き込みながら、積層フィルムの第1の樹脂層(C)側に、蒸着層(B)の厚み10nmの薄膜を形成させ、巻き取りロールに巻き取った。真空蒸着装置内を常圧に戻し、蒸着層(B)を形成した積層フィルムを巻き返し、40℃で2日間エージングして、蒸着積層フィルムを得た。なお、蒸着積層フィルムの光学濃度は、蒸着中にインラインで確認しながら、0.08となるように制御した。
【0088】
表面樹脂層(A)として、上記の蒸着積層フィルムの蒸着層(B)の面に、ヒートシール可能なPETフィルム(帝人・デュポン株式会社製、マイラー850、厚み20μm)を二液型ウレタン系接着剤を用いてドライラミネーターにより貼り付け、熱硬化処理した。次いで、第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、帯電防止コート(花王株式会社製、商品名「エマゾール L−10V」)を行って、帯電防止被覆層(E)を設けた。
【0089】
(実施例2)
第2の樹脂層(D)となる樹脂組成物(b)として、ポリ乳酸を供給したこと、第1の樹脂層(C)と第2の樹脂層(D)の合計厚みを10μmとし、第1の樹脂層(C)/第2の樹脂層(D)の厚み比は1:4としたこと、及び、表面樹脂層(A)として、ヒートシール可能なPLAフィルム(東セロ株式会社製、商品名「パルシール」、厚み20μm)を貼付したことを除いて、実施例1と同様の操作を行って、包装材料を得た。
【0090】
(比較例1)
第1の樹脂層(C)を設けなかったこと、及び、蒸着層(B)の厚みを40nmとしたことを除いて、実施例1と同様の操作を行って、包装材料を得た。
【0091】
(比較例2)
第1の樹脂層(C)を設けなかったこと、及び、蒸着層(B)の厚みを40nmとしたことを除いて、実施例2と同様の操作を行って、包装材料を得た。
【0092】
実施例1、2及び比較例1、2の物性と特性の測定結果を表1に示す。
【0093】
【表1】
【0094】
実施例1及び2の包装材料は、視認性と防湿性を備え、かつ実用上十分な静電シールド性と表面抵抗を有するので、電子部品包装材料として好適であることが分かる。これに対して、比較例1及び2の包装材料は、アルミニウム蒸着層の厚みを40nmと厚くすることによって、高い静電シールド性を有するが、視認性が不良であるので、包装する電子部品等を確認することができない。
【産業上の利用可能性】
【0095】
本発明の包装材料は、食品包装、医薬品包装、繊維製品包装等、広範な物品の包装に好適に用いることができるが、特に、厳密な静電シールド性が求められる半導体素子等の精密電子部品用の電子部品包装材料として有用である。
【符号の説明】
【0096】
A: 表面樹脂層
B: 蒸着層
C: 第1の樹脂層
D: 第2の樹脂層
E: 帯電防止性被覆層
【技術分野】
【0001】
本発明は、静電気に敏感な物品、特に、半導体デバイス(例えばMOSFET、MOSIC)等の電子部品を保護するための包装袋に用いる、静電シールド性を備えた包装材料、電子部品包装材料、及び分包体に関する。また、本発明は、リサイクル可能または土中崩壊性の包装材料に関する。
【背景技術】
【0002】
半導体デバイス等のチップ状の電子部品は、機器に実装されるまでの間、取り扱いを容易にするため、例えば部品を1個ずつ収納するためのポケットを多数設けたプラスチック製のトレー等にまとめて収納した状態で保管及び移送される。また、該電子部品は、製造されてから実装されるまでの間に、高度に乾燥した環境下や摩擦帯電し易い輸送・保管環境下において発生する静電気によって絶縁破壊されたり、品質が低下したり、ゴミやホコリが吸着したりするなどの影響を受けやすい。他方、電子部品は、酸素や湿気等に曝されると、破損したり、機能や品質が悪化したりすることがあり、特に、湿気からの隔離を確実とすることが求められていた。そのため、従来から、電子部品の保管や移送に際しては、電子部品を収納したトレーや包装材料の1個または複数個を重ねた全体を、帯電防止性または静電シールド性を備える包装材料や、酸素バリア性や水蒸気バリア性を有する包装材料などで密封して保護することが行われている。
【0003】
従来技術として、界面活性剤(アニオン系、カチオン系、ノニオン系等)などの帯電防止剤を包装材料の原料樹脂に練り込んで使用することによって、包装材料に帯電防止機能を付与したものが知られている。しかし、これは、表面抵抗が、低くても109Ω/m2(以下、「Ω/□」と表す。)程度であり、十分な機能を発現しているとは言いがたかった。また、静電シールド性とともにバリア性を有する包装材料として、金属箔とシーラント層とからなる包装材料があるが、これは包装材料が不透明であるため、内容物を視認することができないという欠点があった。
【0004】
特許文献1には、プラスチック成形物の一部に金属膜を蒸着、スパッタリングまたはイオンプレーティング法で成膜するプラスチック成形物(容器等)の静電気シールド処理方法がある。しかし、折り曲げ、衝撃によりプラスチック表面上に形成された金属膜の一部に割れが生じたり、製造時または使用時の金属膜との密着不良から、剥がれが生じて、十分な機能が発揮されないという問題が生じていた。金属蒸着膜を厚くすると、製造に時間と経費がかかると同時に、内容物の視認性が悪化するものとなった。
【0005】
そこで、視認性、防湿性、及び静電シールド性に優れる包装材料が求められていた。
【0006】
他方、従来、包装材料は、原料リサイクルがされることなく、焼却処分、または土中埋立て処理をされるのが通常であった。焼却処分を行う場合は、CO2の増加による環境負荷が生じる。また、土中埋め立て処理を行う場合は、通例、包装材料には、微生物分解性や加水分解性がないポリエステルやポリオレフィン組成物が積層されているために、土中に埋めても分解せず、環境を汚染するという問題が生じていた。
【0007】
昨今の環境負荷の軽減やごみの減量という都市問題などから、大量に使用される樹脂成形物については、リサイクルをすることが求められてきている。リサイクルには、焼却による熱エネルギー回収型、モノマーへ戻すケミカルリサイクル型、破砕及び精製工程を経て樹脂原料へ戻す原料型、容器の場合は再び容器として再利用するリターナブル型などがあるが、特にPET(ポリエチレンテレフタレート)を含む成形物の場合は、粉砕及び精製工程を経て樹脂原料に戻す原料型が採用され、関連技術も進んできている。
【0008】
また、使用済みの包装材の土中埋め立て処理をする場合についても、土中に埋めたときに分解可能な包装材料が、環境負荷軽減の観点から求められている。ポリグリコール酸やポリ乳酸等のポリヒドロキシカルボン酸(脂肪族ポリエステル)は、土壌や海中などの自然界に存在する微生物または酵素により分解されるため、環境に対する負荷が小さい生分解性高分子材料として注目されている。ポリヒドロキシカルボン酸の中でも、ポリグリコール酸は、酸素ガスバリア性、炭酸ガスバリア性、水蒸気バリア性などのガスバリア性に優れ、耐熱性や機械的強度にも優れているので、包装材料などの分野において、単独で、または他の樹脂材料などと複合化して用途展開が図られている。例えば、特許文献2には、植物性基材シート上にポリグリコール酸樹脂層を融着積層してなる多層シートを食品容器とすることが開示されている。
【0009】
特許文献3には、金属または無機酸化物からなる蒸着層、ポリグリコール酸を含む樹脂組成物(1)からなる樹脂層(A)、及び、ガラス転移温度が65℃以下である樹脂組成物(2)からなる樹脂層(B)が、この順に積層されてなる包装材料であって、該第1の樹脂層(A)の蒸着層に隣接する側の面の中心線平均粗さが5〜50nmの範囲内であるガスバリア性に優れた蒸着フィルムが開示され、一般工業用や包装材料フィルムに好適に用いられることが開示されている。
【0010】
本発明は、ポリグリコール酸の土中分解性とバリア性に着目し、これに更に特有の表面樹脂層を形成することにより、比較的薄い蒸着層によって十分な静電シールド性を活かすとともに、リサイクル性または土中分解性とをより完全なものとして実現することを目指したものである。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2003−145662号公報
【特許文献2】国際公開第2006/1250号
【特許文献3】国際公開第2009/154150号
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明の課題は、視認性、防湿性、及び静電シールド性に優れるとともに、ほぼ完全なリサイクル性または土中分解性を備える結果、環境負荷が小さい包装材料を提供することにある。
【課題を解決するための手段】
【0013】
本発明者らは、上記の課題を解決すべく鋭意研究を重ねた結果、蒸着層に隣接する樹脂層を、ポリグリコール酸を含むものとし、かつ、蒸着層との界面を微細に制御された表面とすることによって、薄くて均一な蒸着層を有し、視認性、防湿性、及び静電シールド性に優れる包装材料とするとともに、ほぼすべての層をリサイクル性または土中分解性を備えるものとすることによって、環境負荷が小さい包装材料とすることを想到した。
【0014】
かくして、本発明によれば、融点が180℃以下の芳香族ポリエステルまたはポリ乳酸を含む表面樹脂層(A)、金属、金属酸化物または無機酸化物からなる蒸着層(B)、式(1)に示す構造を70モル%以上有するポリグリコール酸を含む樹脂組成物(a)からなる第1の樹脂層(C)、及び、ガラス転移温度が70℃以下である樹脂組成物(b)からなる第2の樹脂層(D)が、この順に積層されてなる包装材料であって、該第1の樹脂層(C)の蒸着層(B)に隣接する側の面の中心線平均粗さが5〜50nmの範囲内であることを特徴とする該包装材料が提供される。
【0015】
【化1】
【0016】
また、本発明によれば、以下の実施態様が提供される。
【0017】
(1)第2の樹脂層(D)が、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン及びこれらの共重合体からなる群より選ばれる少なくとも1種を含む樹脂組成物(b)からなるものである前記の包装材料。
(2)第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、帯電防止性被覆層(E)を積層してなる前記の包装材料。
(3)第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、金属層(F)を積層してなる前記の包装材料。
【0018】
(4)前記の包装材料からなる電子部品包装材料。
(5)IEC61340−4−8により測定した静電シールド性が、50nJ以下である前記の電子部品包装材料。
(6)表面抵抗が1.0×105Ω/□以下である前記の電子部品包装材料。
【0019】
さらに、本発明によれば、前記の電子部品包装材料を用いた電子部品包装材料分包体が提供される。
【発明の効果】
【0020】
本発明の包装材料は、比較的薄い蒸着層を設けることによって、視認性、防湿性、及び静電シールド性に優れるとともに、ほぼ完全なリサイクル性または土中分解性を備える結果、環境負荷が小さい包装材料を提供できるものである。本発明の包装材料は、例えば、食品包装、医薬品包装、繊維製品包装等、広範な物品の包装に好適に用いることができるが、特に、厳密な静電シールド性が求められる半導体素子等の精密電子部品用の電子部品包装材料として、優れた効果がある。
【図面の簡単な説明】
【0021】
【図1】本発明の包装材料の層構成を示す概略図である。
【図2】本発明の包装材料の他の層構成を示す概略図である。
【発明を実施するための形態】
【0022】
本発明の包装材料は、融点が180℃以下の芳香族ポリエステルまたはポリ乳酸を含む表面樹脂層(A)、金属、金属酸化物または無機酸化物からなる蒸着層(B)、式(1)に示す構造を70モル%以上有するポリグリコール酸を含む樹脂組成物(a)からなる第1の樹脂層(C)、及び、ガラス転移温度が70℃以下である樹脂組成物(b)からなる第2の樹脂層(D)が、この順に積層されてなる包装材料であって、該第1の樹脂層(C)の蒸着層(B)に隣接する側の面の中心線平均粗さ(以下、単に「第1の樹脂層(C)表面の中心線平均粗さ」と言うことがある。)が5〜50nmの範囲内であることを特徴とする該包装材料である。
【0023】
【化2】
【0024】
1.第1の樹脂層(C)
本発明の包装材料は、蒸着層(B)を、樹脂組成物(a)からなる第1の樹脂層(C)の表面に設けたものである。樹脂組成物(a)は、樹脂組成物(a)中に含まれるポリグリコール酸の全モノマー単位を100モル%とした場合に、式(1)に示す構造を繰り返し単位として70モル%以上有するポリグリコール酸である。
【0025】
【化3】
【0026】
樹脂組成物(a)に含まれるポリグリコール酸の式(1)で表わされる繰り返し単位の含有割合は、好ましくは85モル%以上、より好ましくは90モル%以上であり、更に好ましくは95モル%以上、特に好ましくは98モル%以上である。上限は、上記繰り返し単位の含有割合が、100モル%であり、すなわち、ポリグリコール酸のホモポリマーであってよい。上記繰り返し単位の含有割合が、70モル%未満であると、静電シールド性や防湿性が低下する。上記繰り返し単位の含有割合が、70モル%以上であれば、その他の成分として少量の共重合成分を導入することにより、ポリグリコール酸の結晶性を制御することができる。その結果、押出温度の低下や延伸性の向上が可能となるとともに、後述する延伸工程での結晶化による粗面化を抑制することができる。また、ポリグリコール酸に共重合成分を導入することは、第1の樹脂層(C)と第2の樹脂層(D)との界面の接着性を向上させる点や、第1の樹脂層(C)と第2の樹脂層(D)の共押出時の押出温度を近くできる点でも好ましいことがある。例えば、第2の樹脂層(D)を形成する樹脂組成物(b)がポリ乳酸である場合は、第1の樹脂層(C)を形成する樹脂組成物(a)のポリグリコール酸中に、ラクチドまたは乳酸を共重合成分として5モル%以上30モル%未満共重合させることが好ましい。
【0027】
ポリグリコール酸は、グリコール酸の脱水重縮合、グリコール酸アルキルエステルの脱アルコール重縮合、グリコリド(グリコール酸の環状二量体エステル)の開環重合などにより合成することができる。これらの中でも、グリコリドを少量の触媒(例えば、有機カルボン酸錫、ハロゲン化錫、ハロゲン化アンチモン等のカチオン触媒)の存在下に、約120℃から約250℃の温度に加熱して、開環重合する方法によってポリグリコール酸を合成する方法が好ましい。開環重合は、塊状重合法または溶液重合法によることが好ましい。
【0028】
ポリグリコール酸において、共重合可能な成分としては、例えば、シュウ酸エチレン、ラクチド、ラクトン類(例えば、β−プロピオラクトン、β−ブチロラクトン、ピバロラクトン、γ−ブチロラクトン、∂−バレロラクトン、β−メチルー∂−バレロラクトン、ε−カプロラクトンなど)、トリメチレンカーボネート、及び1,3−ジオキサンなどの環状モノマー;乳酸、3−ヒドロキシプロパン酸、3−ヒドロキシブタン酸、4−ヒドロキシブタン酸、6−ヒドロキシカプロン酸などのヒドロキシカルボン酸またはそのアルキルエステル;エチレングリコール、1,4−ブタンジオール等の脂肪族ジオールとこはく酸、アジピン酸等の脂肪族ジカルボン酸またはそのアルキルエステルとの実質的に等モルの混合物;などを挙げることができる。これらの中でも、共重合させやすく、かつ物性に優れた共重合体が得られやすい点で、ラクチド、カプロラクトン、トリメチレンカーボネートなどの環状化合物;乳酸などのヒドロキシカルボン酸などが好ましく用いられる。
【0029】
樹脂組成物(a)に含有されるポリグリコール酸は、樹脂組成物(a)の全成分を100質量%とした際に、70質量%以上であることが好ましく、より好ましくは80質量%以上、特に好ましくは90質量%以上である。樹脂組成物(a)には、本発明の目的を阻害しない範囲内において、ポリグリコール酸のほか、無機フィラー、他の熱可塑性樹脂、可塑剤などを配合することができ、必要に応じて、熱安定剤、光安定剤、防湿剤、防水剤、撥水剤、滑剤、離型剤、カップリング剤、酸素吸収剤、顔料、染料などの各種添加剤を配合させることができる。これらの配合量は、樹脂組成物(a)の全成分を100質量%とした際に、通常30質量%以下、好ましくは25質量%以下、より好ましくは20質量%以下である。ポリグリコール酸の溶融安定性向上の観点から、熱安定剤として、例えば、ペンタエリスリトール骨格構造を有するリン酸エステル、少なくとも1つの水酸基と少なくとも1つの長鎖アルキルエステル基とを持つリン化合物、重金属不活性化剤、炭酸金属塩などを、樹脂組成物(a)に含有添加することが好ましい。これらの熱安定剤は、それぞれ単独で、または2種以上を組み合わせて使用することができる。
【0030】
樹脂組成物(a)に含有されるポリグリコール酸の重量平均分子量(Mw)は、通常30,000〜800,000、好ましくは50,000〜500,000、より好ましくは80,000〜300,000の範囲内である。樹脂組成物(a)に含有されるポリグリコール酸は、270℃及び剪断速度100sec−1で測定した溶融粘度が、通常100〜10,000Pa・s、好ましくは200〜8,000Pa・s、より好ましくは300〜4,000Pa・sである。ポリグリコール酸の重量平均分子量または溶融粘度が低すぎると、包装材料の機械的物性や耐熱性が低下傾向を示し、それらが高すぎると、第1の樹脂層(C)の溶融加工や延伸加工が困難となることがある。
【0031】
第1の樹脂層(C)の厚みは、通常0.2〜500μm、好ましくは0.5〜300μm、より好ましくは0.8〜200μm、特に好ましくは1.0〜100μmの範囲である。厚みが0.2μm未満では、蒸着層(B)との密着性に乏しいことがあり、包装材料の静電シールド性や防湿性の改善効果が不充分となるおそれがあり、また、厚みが500μm超過では、包装材料の視認性や柔軟性が不足するおそれがある。
【0032】
2.第1の樹脂層(C)表面の中心線平均粗さ
本発明の包装材料は、第1の樹脂層(C)の蒸着層(B)に隣接する側の面の中心線平均粗さが5〜50nmの範囲内である点に特徴を有する。当該面の中心線平均粗さが5〜50nmの範囲内にあれば、薄い蒸着層(B)を形成する場合でも、蒸着時にピンホールの発生が抑制されるとともに、製膜時や蒸着加工時の加工適性に優れたものとなる。中心線平均粗さは、好ましくは5〜35nm、より好ましくは5〜20nm、特に好ましくは5〜15nmの範囲内である。中心線平均粗さが5nmより小さくなると、第1の樹脂層(C)表面の滑りが悪く、製膜時の巻き取りや蒸着時にブロッキングや静電気の帯電を誘発しやすくなり、蒸着層(B)の劣化を招くおそれがある。また、中心線平均粗さが50nmを越えると、均一な蒸着層(B)の形成が行われないため、使用時に大幅な蒸着層(B)の劣化が起こる。
【0033】
第1の樹脂層(C)表面の中心線平均粗さを5〜50nmの範囲内とする方法は、特に限定されないが、ポリグリコール酸は結晶化速度が大きいため、第1の樹脂層(C)の結晶性を低下させたり、延伸、熱固定工程の条件選定により分子配向を制御する方法が好ましく用いられる。例えば、第1の樹脂層(C)を含むシート状物を延伸する場合、延伸温度70℃以下、面積倍率4.0倍以上で延伸を行った後、熱固定することで実現することができる。また、ポリグリコール酸の溶融ポリマー中に存在するゲル状物などの異物をフィルターでろ過して除去する方法もある。フィルターとしては、ステンレス繊維を焼結圧縮したフィルターやステンレス鋼粉体を焼結したフィルターなどを用いることができる。
【0034】
3.第2の樹脂層(D)
本発明の包装材料は、樹脂組成物(a)からなる第1の樹脂層(C)とともに、ガラス転移温度が70℃以下である樹脂組成物(b)からなる第2の樹脂層(D)を有するものである。
【0035】
第2の樹脂層(D)は、第1の樹脂層(C)と積層されることによって、包装材料の視認性を妨げることなく、包装材料に必要な強度を与えることができる。また、第1の樹脂層(C)と積層した状態で、70℃以下の温度で延伸加工を行うことを可能とするために、第2の樹脂層(D)を形成する樹脂組成物(b)は、ガラス転移温度が70℃以下、好ましくは68℃以下、より好ましく65℃以下のものである。第1の樹脂層(C)と第2の樹脂層(D)を積層した状態で、70℃以下の温度で延伸加工することによって、第1の樹脂層(C)表面の中心線平均粗さを5〜50nmの範囲内とすることができる。
【0036】
第2の樹脂層(D)を形成する樹脂組成物(b)としては、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン及びこれらの共重合体からなる群より選ばれる少なくとも1種を含む樹脂組成物が好ましく用いられる。
【0037】
樹脂組成物(b)として用いられる芳香族ポリエステルや脂肪族ポリエステルは、酸成分とグリコール成分とをエステル結合させてなる種々のポリエステルである。酸成分としては、テレフタル酸、イソフタル酸、フタル酸、ナフタレンジカルボン酸等の芳香族ジカルボン酸;アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸、ダイマー酸等の脂肪族ジカルボン酸;シクロヘキサンジカルボン酸等の脂環族ジカルボン酸;p−オキシ安息香酸等のオキシカルボン酸;トリメリット酸、ピロメリット酸等の多官能酸;等を用いることができる。グリコール成分としては、エチレングリコール、ジエチレングリコール、ブタンジオール、ヘキサンジオール等の脂肪族ジオール;シクロヘキサンジメタノール等の脂環族ジオール;ビスフェノールA、ビスフェノールS等の芳香族グリコール;ジエチレングリコール、ポリアルキレングリコール等を用いることができる。更に、ポリエチレングリコール、ポリテトラメチレングリコール等のポリエーテルを共重合してもよい。これらのジカルボン酸成分、グリコール成分は2種類以上を併用してもよく、2種類以上のポリエステルをブレンドして使用してもよい。特に、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリプロピレンテレフタレート、及びこれらにイソフタル酸、セバシン酸、ダイマー酸を共重合したポリエステルの単独、または二種以上ブレンドしたものが好適に用いられる。
【0038】
耐熱性及び経時安定性、防湿性、視認性の観点からは、芳香族ポリエステルが好ましく、リサイクル性も考慮する場合、ポリエチレンテレフタレートとポリブチレンテレフタレートのブレンド物がより好ましい。ポリエチレンテレフタレート/ポリブチレンテレフタレート=95/5〜5/95(質量比)であることが更に好ましい。ポリエチレンテレフタレート/ポリブチレンテレフタレートの質量比を、95/5〜5/95とすることで、ガラス転移温度を70℃以下とすることができ、70℃以下の温度で延伸加工を行うことが可能となるので、その結果、第1の樹脂層(C)の蒸着層(B)側の中心線平均粗さを5〜50nmに制御しやすくなる。ポリエチレンテレフタレートとポリブチレンテレフタレートの質量比は、より好ましくは80/20〜10/90、更に好ましくは60/40〜20/80、特に好ましくは35/65〜45/55の範囲である。
【0039】
防湿性、視認性の観点とともに、包装材料の土中分解性を高めるために、ポリ乳酸、ポリ3−ヒドロキシブチレート、ポリ3−ヒドロキシブチレート−3−ヒドロキシバリレート、ポリカプロラクトン、またはエチレングリコール、1、4−ブタンジオールなどの脂肪族ジオールとコハク酸、アジピン酸などの脂肪族ジカルボン酸とから形成される脂肪族ポリエステルを使用することができる。また、ポリ−ブチレンサクシネート−テレフタレート、ポリ−ブチレンアジペート−テレフタレートなどの脂肪族ポリエステルと芳香族ポリエステルの共重合体も用いることができる。好ましく用いられるのは、ポリ乳酸、コハク酸系脂肪族ポリエステル、ポリカプロラクトン、ωヒドロキシ酢酸縮合物、セルロース、澱粉、ポリエチレンテレフタレート共重合体、ポリエチレンテレフタレート−サクシネート系重合物などである。
【0040】
特に好適に用いられる脂肪族ポリエステルは、L−乳酸またはD−乳酸の一方または両方を主たる構成成分として重合されたポリ乳酸である。ポリ乳酸は、乳酸以外の共重合成分をモノマー単位として含んでいてもよい。他のモノマー単位としては、エチレングリコール、ブロピレングリコール、ブタンジオール、ヘプタンジオール、ヘキサンジオール、オクタンジオール、ノナンジオール、デカンジオール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、グリセリン、ペンタエリスリトール、ビスフェノールA、ポリエチレングリコール、ポリプロピレングリコール及びポリテトラメチレングリコールなどのグリコール化合物、シュウ酸、アジピン酸、セバシン酸、アゼライン酸、ドデカンジオン酸、マロン酸、グルタル酸、シクロヘキサンジカルボン酸、テレフタル酸、イソフタル酸、フタル酸、ナフタレンジカルボン酸、ビス(p−カルボキシフェニル)メタン、アントラセンジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、5−ナトリウムスルホイソフタル酸、5−テトラブチルホスホニウムイソフタル酸などのジカルボン酸、グリコール酸、ヒドロキシプロピオン酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシカプロン酸、ヒドロキシ安息香酸などのヒドロキシカルボン酸、カプロラクトン、バレロラクトン、プロピオラクトン、ウンデカラクトン、1,5−オキセパン−2−オンなどのラクトン類を挙げることができる。
【0041】
樹脂組成物(b)の主成分としてポリ乳酸を使用する場合には、ガラス転移温度を70℃以下とするために、可塑剤を配合したり、別途製造した非晶性のポリ乳酸を含有させることもできる。
【0042】
第2の樹脂層(D)を形成するために用いられる樹脂組成物(b)に含まれる芳香族ポリエステルまたは脂肪族ポリエステルのガラス転移温度は、好ましくは30〜68℃、より好ましくは35〜65℃の範囲であり、この場合、包装材料の製造工程におけるブロッキングや、包装材料の機械強度が不足するおそれが小さくなる。
【0043】
第2の樹脂層(D)を形成する樹脂組成物(b)は、ポリオレフィンを含有することができる。ポリオレフィンとしては、ポリプロピレン、ポリエチレン、エチレン−プロピレンランダム共重合体、エチレン−プロピレンブロック共重合体、エチレン−プロピレン−ブテンランダム共重合体、及びプロピレン−ブテンランダム共重合体からなる群より選ばれた少なくとも1種以上を好ましく用いることができる。これらのポリオレフィンは、本発明の効果を損なわない範囲で、変性物を用いることができ、また、2種以上を併用して用いることもできる。本発明において、ポリオレフィンの製造方法は、特に限定されものではなく、公知の方法を用いることができ、例えば、ポリプロピレンは、ラジカル重合、チーグラー・ナッタ触媒を用いた配位重合、アニオン重合、メタロセン触媒を用いた配位重合、拘束幾何触媒を用いた配位重合などいずれの方法で製造されたものでも用いることができる。
【0044】
第2の樹脂層(D)の厚みは、通常0.5μm〜3mm、好ましくは1.0μm〜1mm、より好ましくは1.5〜500μm、特に好ましくは2.0〜300μmの範囲である。厚みが0.5μm未満では、包装材料の強度が十分でなく、防湿性の改善効果が不充分となるおそれがあり、また、3mm超過では、視認性や柔軟性が不足する。
【0045】
第2の樹脂層(D)の厚み比は、第1の樹脂層(C)と第2の樹脂層(D)の合計の厚みを1とするとき、0.98〜0.5の範囲内とすることが好ましく、より好ましくは0.95〜0.6、特に好ましくは0.90〜0.7の範囲内である。第2の樹脂層(D)の厚み比が小さすぎると、包装材料の強度が不足するおそれがあり、厚み比が大きすぎると、第1の樹脂層(C)表面の中心線平均粗さを5〜50nmの範囲内とすることができないおそれがある。
【0046】
第1の樹脂層(C)と第2の樹脂層(D)とを接合一体化するために用いられる方法としては、フィルムまたはシートの積層方法として通常知られている方法を選択することができる。すなわち、融着法(加熱手段としては、輻射、加熱体との接触、超音波加熱、電磁誘導加熱、誘電加熱などが採用できる。)、ラミネーション法(ドライラミネーション、ホットメルトラミネーション、ウエットラミネーション、ノンソルベントラミネーション等が採用できる。先に述べた前処理をしておくこともできる。)、押出コーティング法、共押出法などを採用できるが、共押出法によることが好ましい。共押出法による場合は、Tダイを備える押出成形機やインフレーション成形機等を用いて溶融成形することができる。
【0047】
4.延伸
本発明の包装材料は、第1の樹脂層(C)表面の中心線平均粗さに特徴を有するものであり、そのためには、第1の樹脂層(C)と第2の樹脂層(D)を積層した状態で、一軸延伸または二軸延伸を行うことが好ましく、特に二軸延伸を行うことが好ましい。
【0048】
一軸延伸は、第1の樹脂層(C)と第2の樹脂層(D)を積層したシート状物を予熱した後、所定温度の延伸ロール(周速差を設けたロール群)に通して、縦方向(MD)に延伸を行う。二軸延伸は、逐次二軸延伸方式、同時二軸延伸方式のいずれでもよい。逐次二軸延伸は、延伸ロールによる縦方向(MD)の延伸に続いて、テンターで把持した状態で幅方向(TD)に延伸を行う。同時二軸延伸は、テンターで把持した状態で、縦方向(MD)と幅方向(TD)に延伸を行う。
【0049】
本発明の包装材料において、第1の樹脂層(C)表面の中心線平均粗さを5〜50nmの範囲内とするためには、延伸温度を70℃以下とすることが好ましい。長手方向の延伸温度は、より好ましくは40〜68℃、更に好ましくは45〜65℃、特に好ましくは50〜63℃であり、延伸倍率は2.0〜5.0倍が好ましく、より好ましくは2.5〜4.5倍、特に好ましくは3.0〜4.5倍である。幅方向の延伸温度は、より好ましくは40〜68℃、更に好ましくは45〜65℃、特に好ましくは50〜63℃であり、延伸倍率は2.0〜5.0倍が好ましく、より好ましくは2.5〜4.5倍、特に好ましくは3.0〜4.5倍である。延伸温度が70℃を超えると、第1の樹脂層(C)に含まれるポリグリコール酸の結晶化が進み、過度に粗面化するおそれがある。
【0050】
延伸を行った後には、所定温度で、熱処理することが好ましい。
【0051】
5.蒸着層(B)
本発明の包装材料において、蒸着層(B)に用いられる金属、金属酸化物または無機酸化物としては、アルミニウム、酸化アルミニウム、酸化珪素、酸化窒化珪素、酸化セリウム、酸化カルシウム、またはそれらの混合物などが挙げられる。静電シールド性、視認性、防湿性、生産性の観点から、アルミニウム、酸化アルミニウム、酸化珪素が、好ましい。アルミニウム蒸着が、経済性、静電シールド性、視認性、防湿性に優れていることから、特に好ましく、酸化アルミニウム、酸化珪素は、視認性に優れ、コストの点から好ましい。
【0052】
蒸着層(B)の形成方法としては、通常、真空プロセスが用いられる。真空プロセスは、真空蒸着法、スパッタリング法、イオンプレーティング法、化学気相蒸着法などが適宜用いられ、いずれにも限定されない。無機酸化物の蒸着層を形成する場合には、反応性蒸着法が、生産性、コストの点で好ましい。
【0053】
真空プロセスによる蒸着では、蒸着前の第1の樹脂層(C)の表面をプラズマ処理やコロナ処理することが、密着性の向上のために好ましい。コロナ処理を施す際の処理強度は5〜50W・min/m2が好ましく、より好ましくは10〜45W・min/m2である。また、金属または金属酸化物からなる蒸着層(B)を設ける前に、プラズマ放電下において、核付金属蒸着層を設けることが、蒸着層の密着性向上の観点より好ましい。この場合、酸素ガス雰囲気で、核付金属として銅を用いることが最も好ましい。
【0054】
反応性蒸着法によって、酸化アルミニウムを蒸着させる場合は、アルミニウム金属やアルミナを抵抗加熱のボート方式やルツボの高周波誘導加熱、電子ビーム加熱方式で蒸発させ、酸化雰囲気下で第1の樹脂層(C)上に酸化アルミニウムを堆積させる方式が採用される。酸化雰囲気を形成するための反応性ガスとしては酸素が用いられるが、酸素を主体として水蒸気や希ガスを加えたガスでもよい。更に、オゾンを加えたりイオンアシストなどの反応を促進する手法を併用してもよい。反応性蒸着法によって、酸化珪素の蒸着膜を形成させるには、Si、SiOまたはSiO2を電子ビーム加熱方式で蒸発させ、酸化雰囲気下フィルム上に酸化珪素を堆積させる方式が採用される。酸化雰囲気を形成する方法は、上記の方法が用いられる。
【0055】
蒸着層(B)の厚さは特に限定されないが、防湿性、静電シールド性、視認性及び生産性から、通常5〜100nmであり、好ましくは5〜50nm、より好ましくは5〜35nm、特に好ましくは5〜20nmの範囲内である。蒸着層(B)の厚さが5nm未満となると、蒸着層(B)に欠陥が発生しやすく、防湿性が悪化し、静電シールド性が悪化する。蒸着層(B)の厚さが100nmより厚くなると、蒸着のコストが高くなったり、蒸着層(B)の着色が顕著になり、視認性がなくなったりし、また外観的にも劣るため好ましくない。本発明の包装材料は、後述のように、第1の樹脂層(C)表面の中心線平均粗さを5〜50nmの範囲内とすることにより、蒸着層(B)が5〜100nmという薄さでも、十分な防湿性と静電シールド性を備えるものとすることができ、また、生産性が損なわれない。
【0056】
6.表面樹脂層(A)
本発明の包装材料は、表面樹脂層(A)として、融点が180℃以下の芳香族ポリエステルまたはポリ乳酸を含むものである。表面樹脂層(A)の融点が180℃以下であれば、該表面樹脂層(A)をヒートシール層として、包装材料から、袋状物、分包体を製造するために、ヒートシールを行うことができる。表面樹脂層(A)として使用する、芳香族ポリエステルまたはポリ乳酸は、融点が180℃以下であり、好ましくは160℃以下、より好ましくは150℃以下、特に好ましくは140℃以下のものである。
【0057】
表面樹脂層(A)として使用する芳香族ポリエステルとしては、ヒートシール性を有するものであれば特に制限はないが、リサイクル性の観点から、ポリエチレンテレフタレート(PET)成分を60モル%以上含む共重合体を使用することが好ましい。例えば、ジカルボン酸成分として、テレフタル酸を60モル%以上用いるとともに、40モル%未満、好ましくは35モル%以下、より好ましくは30モル%以下の他の芳香族ジカルボン酸、例えば、イソフタル酸、フタル酸、ナフタレンジカルボン酸などを用いることができるが、特に、イソフタル酸を12モル%以上用いることが好ましい。ジオール成分としては、エチレングリコールを60モル%以上用いるとともに、40モル%未満、好ましくは35モル%以下、より好ましくは30モル%以下の他のジオール、例えば、1,3−プロパンジオール、1,4−ブタンジオール及び2,2−ジメチル−1,3−プロパンジオール(ネオペンチルグリコール)などを用いることができるが、特に、1,4−ブタンジオールを12モル%以上用いることが好ましい。ポリエチレンテレフタレート(PET)成分を60モル%以上含む共重合体は、この外に、20モル%未満、好ましくは15モル%以下、より好ましくは12モル%以下のコハク酸、グルタル酸、アジピン酸などの脂肪族ジカルボン酸や、β−プロピオラクトン、β−ブチロラクトン、γ−ブチロラクトン、β又はγ−バレロラクトンなどのラクトン類を併用してもよい。表面樹脂層(A)として使用する芳香族ポリエステルには、アジピン酸系可塑剤、セバシン酸系可塑剤その他の添加剤を配合することもできる。
【0058】
表面樹脂層(A)として使用するポリ乳酸は、ヒートシール性を有するものであれば特に制限はなく、乳酸の単独重合体を用いることもできるが、融点の調整が容易であるという観点から、乳酸単位を70モル%以上含む共重合体を用いることが好ましい。ポリ乳酸の単独重合体としては、L−乳酸を主たる構成成分とする、例えば95モル%以上含むポリ−L−乳酸(PLLA)、D−乳酸を主たる構成成分とするポリ−D−乳酸(PDLA)、PLLAとPDLAとの混合物などを用いることができる。ポリ乳酸の共重合体としては、L−乳酸またはD−乳酸とともに、コハク酸、グルタル酸、アジピン酸などの脂肪族ジカルボン酸またはそのエステル、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオールなどのジオール、グリコール酸、2−メチル乳酸、3−ヒドロキシ酪酸などのヒドロキシカルボン酸などを共重合させることができるが、特に、グリコール酸を共重合させることが好ましい。表面樹脂層(A)として使用するポリ乳酸には、可塑剤その他の添加剤を配合することもできる。帯電防止剤を配合すれば、表面樹脂層(A)は、後述の帯電防止層として機能することとなる。
【0059】
表面樹脂層(A)の融点は、共重合成分の組成、重合度、結晶化度、可塑剤の配合量などを調整することにより、調整することができる。
【0060】
表面樹脂層(A)の厚みは、通常1μm〜1mm、好ましくは2〜500μm、より好ましくは3〜200μm、特に好ましくは5〜150μmである。厚みが1μm未満では、ヒートシール強度が十分でなく、1mmを超えると、包装材料の柔軟性が損なわれるおそれがある。
【0061】
表面樹脂層(A)を、融点が180℃以下の芳香族ポリエステルを含むものとすることによって、本発明の包装材料は、リサイクル性が高いものとなる。また、表面樹脂層(A)を、融点が180℃以下のポリ乳酸を含むものとすることによって、本発明の包装材料は、土中分解性が高いものとなる。
【0062】
表面樹脂層(A)の形成方法は、特に限定されず、フィルムまたはシートの積層方法として通常知られている方法を選択することができる。すなわち、融着法(加熱手段としては、輻射、加熱体との接触、超音波加熱、電磁誘導加熱、誘電加熱などが採用できる。)、ラミネーション法(ドライラミネーション、ホットメルトラミネーション、ウエットラミネーション、ノンソルベントラミネーション等が採用できる。先に述べた前処理をしておくこともできる。)、押出コーティング法などを採用できる。最も簡便な、接着剤を使用したドライラミネーションを採用することが好ましい。なお、蒸着層との接合面に対して、機械的粗面化処理、コロナ処理法による活性化処理、化学薬品による活性化処理等の前処理をしておくこともできる。
【0063】
7.帯電防止層
本発明の包装材料は、少なくとも一つの表面に帯電防止層を備えるものであることが好ましい。先に述べたように、表面樹脂層(A)に帯電防止剤を配合して、表面樹脂層(A)を帯電防止層とすることができる。表面樹脂層(A)に、ヒートシール性を妨げない範囲で、帯電防止塗装を行ってもよい。本発明の包装材料は、第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、帯電防止層を設けてもよい。以下、説明する。
【0064】
7−1.帯電防止性被覆層(E)
本発明の包装材料は、第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、帯電防止性被覆層(E)を積層することができる。包装材料または包装材料分包体により、物品を包装する場合、包装材料または包装材料分包体の内部で、摩擦による静電気が発生することによって、内部の物品を破壊したり、汚損する場合がある。包装材料が帯電防止性被覆層(E)を備えるものとすることによって、このような静電気の発生を抑制することができる。帯電防止性被覆層(E)は、帯電防止剤を含む樹脂で形成することができる。帯電防止剤としては、通常使用されるカチオン系、アニオン系、ノニオン系、両性帯電防止剤などを使用することができる。帯電防止性被覆層(E)を形成する樹脂は、特に限定されないが、ヒートシール性樹脂を使用してもよい。帯電防止性被覆層(E)は、それ自体公知の帯電防止性塗料を塗布して形成してもよい。帯電防止性被覆層(E)を、表面樹脂層(A)と同種の樹脂で形成すると、廃棄後の処理が、帯電防止性被覆層(E)を有しない包装材料と同じ方法で行えるので好ましい。帯電防止性被覆層(E)の表面抵抗は、102〜1012Ω/□程度、好ましくは103〜1010Ω/□程度であれば、実用上の支障はない。帯電防止層(E)の形成方法は特に限定されず、押出ラミネーション、第2の樹脂層(D)との共押出、塗布、接着など公知の方法によることができる。
【0065】
所望により、帯電防止性被覆層(E)を、第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に積層することに加えて、表面樹脂層(A)の蒸着層(B)とは反対側の面に積層してもよい。
【0066】
7−2.金属層(F)
本発明の包装材料は、第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、金属層(F)を積層するものであってもよい。包装材料が金属層(F)を備えるものとすることによって、先に述べた静電気の発生を抑制することができる。金属層(F)は、金属箔からなる層または蒸着金属層のいずれでもよい。金属箔としては、アルミニウム、銅、ニッケル等からなる、厚み0.1〜5μmの箔を使用することができる。蒸着金属層としては、蒸着層(B)と同じ材料を使用することができ、同様に、厚み5〜100nm、好ましくは5〜50nm、より好ましくは5〜35nm、特に好ましくは5〜20nmの範囲内とすればよい。
【0067】
8.印刷層その他の層
本発明の包装材料は、本発明の目的を阻害しない範囲で、必要により、印刷層、強度保持層、防湿層、接着層などの機能層を設けることができる。
【0068】
9.包装材料
本発明の包装材料は、食品包装、医薬品包装、繊維製品包装等、広範な物品の包装に好適に用いることができ、被包装物品は限定されない。本発明の包装材料は、第1の樹脂層(C)としてPGAを使用しているため、バリア性が優れており、特に、水蒸気バリア性を有することから、防湿性の包装材料として使用することができる。
【0069】
本発明の包装材料は、静電シールド性に優れているため、電子部品包装材料として有用である。特に、国際電気標準会議規格IEC61340−4−8により測定した静電シールド性が、50nJ以下、好ましくは40nJ以下、より好ましくは35nJ以下である電子部品包装材料、または、表面抵抗が1.0×105Ω/□以下、好ましくは5.0×104Ω/□以下、より好ましくは1.0×104Ω/□以下である電子部品包装材料は、静電気に高度に敏感な半導体、ハードディスクなどの電子部品の包装に適している。
【0070】
また、本発明の電子部品包装材料は、長尺シート状で使用することもできるが、分包体として、個々の電子部品を包装する形態で使用することができる。本発明の分包体を製造するためには、長尺シート状の電子部品包装材料を、所定長さに切断し、必要により2つ折りし、所望の開口部を除いて、幅方向及び/または長さ方向端部を接合すればよい。
【実施例】
【0071】
以下に、実施例及び比較例を挙げて、本発明の包装材料について、より具体的に説明するが、本発明はこれら実施例に限られるものではない。
【0072】
本発明の包装材料の物性または特性の測定方法は、以下の方法によった。
【0073】
(1)重量平均分子量
包装材料に使用した重合体の重量平均分子量は、GPC装置(昭和電工株式会社製「ShodexGPC−104」)を使用し、カラム(昭和電工株式会社製「KF−606M」)2本を接合したものを用いて測定した。溶媒としてトリフルオロ酢酸ナトリウムの5mmol/dm3のヘキサフルオロイソプロパノール(HFIP)溶液を40℃、流速0.6ml/minで使用して測定した。前処理としてサンプル5mgをDMSO 200μl中に160℃で溶解し、室温まで冷却後、HFIP 5mlを加えて溶解して得た溶液を、前記GPC装置に注入して測定した。
【0074】
(2)ガラス転移温度
包装材料に使用した重合体のガラス転移温度は、株式会社島津製作所製示差走査熱量測定機(DSC)を使用し、JIS−K7121に準拠して測定した。20℃/分で昇温した時の中間点ガラス転移温度をガラス転移温度とした。
【0075】
(3)中心線平均粗さ
包装材料の第1の樹脂層の表面の中心線平均粗さ(Ra)は、蒸着層(B)を酸で除去して、第1の樹脂層(C)を露出させた後に、JIS−B0601に準拠して、株式会社小坂研究所製「SE−200型表面粗度計」を用い、縦倍率:1000、横倍率:20、カットオフ:0.08mm、測定長:8mm、測定速度:0.1mm/分の条件で測定した。
【0076】
(4)水蒸気透過度
包装材料の水蒸気透過度は、JIS Z−0208に準拠して、水蒸気透過度測定器(TMPERMATRAN−W 3/31;Modern Control社製)を用いて、温度40℃、試料面積50cm2、片側90%相対湿度(RH)もう一方の側を0%相対湿度(RH)の条件で、測定した。
【0077】
(5)視認性
包装材料の視認性は、JIS−K7361に準拠して、濁度計(ヘーズメータ)(NDH2000;日本電色工業株式会社製)を用いて、温度23℃、50%相対湿度の条件で、包装材料の全光線透過率を測定して判定した。包装材料の全光線透過率について、以下の4段階で評価し、35%以上である場合は「視認性あり」と判定し、35%より小さい場合は、「視認性なし」と判定した。
A:40%以上、
B:35%以上40%未満、
C:30%以上35%未満、
D:25%未満。
【0078】
(6)静電シールド性
包装材料の静電シールド性は、IEC61340−4−8に準拠して、積層体から幅20cm×長さ25cmのバッグ(末端開放)を作成し、ETS社製の静電気シールドバッグ評価試験装置と、テクトロニクス社製のオシロスコープ・TDS3054C型(TDS3000シリーズ)を使用して、以下の手順で測定した。
【0079】
<手順>
1)テストサンプル調製:以下2つの条件で、各々6袋のサンプルバッグを調製した。
条件1:環境温度23℃(±2℃)、相対湿度12±3%RHの環境室に、48時間保持した。
条件2:環境温度23℃(±2℃)、相対湿度50±3%RHの環境室に、48時間保持した。
2)電流プローブ(テクトロニクス社製・CT−1)のセンサ部を、条件1で調製したサンプルバッグの口から10cm内側でかつ中心部に設置した。
3)オシロスコープの水平時間軸目盛を1Div.当たり50nsecに設定した。
4)1,000Vの試験放電パルスを印加した。
5)後述のエネルギー計算プログラムを用いて、バッグ内のエネルギーを計算し、記録した。(ソフトウェアの抵抗設定は500Ωを使用した)。4)の操作を更に5回繰り返して行い、サンプルバッグ1袋当たり6回のデータを取得した。
6)残りの5袋のサンプルに対しても2)〜5)を繰り返し行った。
7)相対湿度50%の条件2で調製した6袋のサンプルに対しても、2)〜5)を繰り返し行った。
【0080】
<記録>
1)条件1または条件2で調製した各6袋のサンプルバッグに対して、1つのサンプルバッグについて取得した6回ずつのデータから、条件1または条件2の2つの異なる湿度レベルごとに、エネルギーを36回読み取って、平均値、最小値、最大値、及び標準偏差を記録した。
【0081】
2)記録したデータは、次のとおりである。
ピーク電流、サンプルバッグのサイズ(20cm×25cm)、サンプルバッグの厚み、コンディショニング期間(48時間)、テスト条件、評価試験装置(型式、モデル、シリアルナンバー)、スコープ(製造者、モデル番号、最終較正日)
【0082】
<エネルギー計算プログラム>
1)データをオシロスコープからコンピューターにダウンロードする。
2)オシロスコープから得られた電圧の読み取り値を5で割り、電流(I)に変換する。(プローブ・CT−1における電圧−電流の変換係数は、5V/Aである。)
3)各電流点を測定し、これらの値を2乗する。
4)I2の、波形tに対する積分を計算する。
5)4)で得たI2波形の積分に抵抗をかける。
6)これらの解析ソフトは以下の式で表される。
【0083】
【数1】
【0084】
R:回路抵抗値(単位:Ω)、t:サンプル間の時間(単位:nsec)、I:プローブの電流(電圧/5、CT−1、単位:A)、n:サンプルの合計数(72)
【0085】
(8)表面抵抗
包装材料の表面抵抗は、IEC 61340−2−3 に準拠し、Trek社製Model 152 RESISIANCE METER、プローブ(電極):2ピンタイプ、152P−2Pを使用して、印加電圧100Vの条件で、測定した。
【0086】
(実施例1)
単軸押出機−1に、第1の樹脂層(C)となる樹脂組成物(a)としてポリグリコール酸(重量平均分子量180,000)を供給し、265℃で押し出し、平均目開き25μmのステンレス鋼繊維を焼結したフィルターにて樹脂をろ過した。単軸押出機−2に、第2の樹脂層(D)となる樹脂組成物(b)として、PET(ガラス転移温度64℃)を供給し、270℃で押し出し、平均目開き12μmのステンレス鋼繊維を焼結したフィルターにて樹脂をろ過した。フィードブロックを用いて、第1の樹脂層(C)と第2の樹脂層(D)の二層構成となるように積層させて押し出した後、直ちに、25℃の冷却ドラムに巻き付けて、シート状に冷却固化した未延伸の積層フィルムを得た。該積層フィルムを、60℃のロールを用いて長手方向に4.0倍延伸した後、テンターに導き50℃の温度で幅方向に4.0倍延伸した。次いで、幅方向に5%の弛緩を与えつつ、190℃で熱処理して、二軸延伸積層フィルムを得た。得られた積層フィルムの厚みは、18.0μmであり、第1の樹脂層(C)/第2の樹脂層(D)の厚み比は1:4であった。第1の樹脂層(C)表面の中心線平均粗さは10nmであった。得られた積層フィルムを、窒素と炭酸ガスの混合気体(炭酸ガス濃度15体積%)の雰囲気下で、フィルム温度を60℃に保ちながら、30W・min/m2の速度で、第1の樹脂層(C)の側にコロナ放電処理を行い、ロールに巻き取った。
【0087】
処理後の積層フィルムを、フィルム走行装置を具備した真空蒸着装置(朝日真空機械株式会社製)内にセットし、装置内を1.00×10−2Pa の高減圧状態にした後、20℃の冷却金属ドラムを介して走行させながら、アルミニウムの蒸着を行った。アルミニウム金属を抵抗加熱方式で加熱蒸発し、酸素ガスを吹き込みながら、積層フィルムの第1の樹脂層(C)側に、蒸着層(B)の厚み10nmの薄膜を形成させ、巻き取りロールに巻き取った。真空蒸着装置内を常圧に戻し、蒸着層(B)を形成した積層フィルムを巻き返し、40℃で2日間エージングして、蒸着積層フィルムを得た。なお、蒸着積層フィルムの光学濃度は、蒸着中にインラインで確認しながら、0.08となるように制御した。
【0088】
表面樹脂層(A)として、上記の蒸着積層フィルムの蒸着層(B)の面に、ヒートシール可能なPETフィルム(帝人・デュポン株式会社製、マイラー850、厚み20μm)を二液型ウレタン系接着剤を用いてドライラミネーターにより貼り付け、熱硬化処理した。次いで、第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、帯電防止コート(花王株式会社製、商品名「エマゾール L−10V」)を行って、帯電防止被覆層(E)を設けた。
【0089】
(実施例2)
第2の樹脂層(D)となる樹脂組成物(b)として、ポリ乳酸を供給したこと、第1の樹脂層(C)と第2の樹脂層(D)の合計厚みを10μmとし、第1の樹脂層(C)/第2の樹脂層(D)の厚み比は1:4としたこと、及び、表面樹脂層(A)として、ヒートシール可能なPLAフィルム(東セロ株式会社製、商品名「パルシール」、厚み20μm)を貼付したことを除いて、実施例1と同様の操作を行って、包装材料を得た。
【0090】
(比較例1)
第1の樹脂層(C)を設けなかったこと、及び、蒸着層(B)の厚みを40nmとしたことを除いて、実施例1と同様の操作を行って、包装材料を得た。
【0091】
(比較例2)
第1の樹脂層(C)を設けなかったこと、及び、蒸着層(B)の厚みを40nmとしたことを除いて、実施例2と同様の操作を行って、包装材料を得た。
【0092】
実施例1、2及び比較例1、2の物性と特性の測定結果を表1に示す。
【0093】
【表1】
【0094】
実施例1及び2の包装材料は、視認性と防湿性を備え、かつ実用上十分な静電シールド性と表面抵抗を有するので、電子部品包装材料として好適であることが分かる。これに対して、比較例1及び2の包装材料は、アルミニウム蒸着層の厚みを40nmと厚くすることによって、高い静電シールド性を有するが、視認性が不良であるので、包装する電子部品等を確認することができない。
【産業上の利用可能性】
【0095】
本発明の包装材料は、食品包装、医薬品包装、繊維製品包装等、広範な物品の包装に好適に用いることができるが、特に、厳密な静電シールド性が求められる半導体素子等の精密電子部品用の電子部品包装材料として有用である。
【符号の説明】
【0096】
A: 表面樹脂層
B: 蒸着層
C: 第1の樹脂層
D: 第2の樹脂層
E: 帯電防止性被覆層
【特許請求の範囲】
【請求項1】
融点が180℃以下の芳香族ポリエステルまたはポリ乳酸を含む表面樹脂層(A)、金属、金属酸化物または無機酸化物からなる蒸着層(B)、式(1)に示す構造を70モル%以上有するポリグリコール酸を含む樹脂組成物(a)からなる第1の樹脂層(C)、及び、ガラス転移温度が70℃以下である樹脂組成物(b)からなる第2の樹脂層(D)が、この順に積層されてなる包装材料であって、
該第1の樹脂層(C)の蒸着層(B)に隣接する側の面の中心線平均粗さが5〜50nmの範囲内であることを特徴とする
該包装材料。
【化1】
【請求項2】
第2の樹脂層(D)が、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン及びこれらの共重合体からなる群より選ばれる少なくとも1種を含む樹脂組成物(b)からなるものである
請求項1記載の包装材料。
【請求項3】
第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、帯電防止性被覆層(E)を積層してなる請求項1または2記載の包装材料。
【請求項4】
第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、金属層(F)を積層してなる請求項1または2記載の包装材料。
【請求項5】
請求項1乃至4のいずれか1項に記載の包装材料からなる電子部品包装材料。
【請求項6】
IEC61340−4−8により測定した静電シールド性が、50nJ以下である請求項5記載の電子部品包装材料。
【請求項7】
表面抵抗が1.0×105Ω/□以下である請求項5または6記載の電子部品包装材料。
【請求項8】
請求項5乃至7のいずれか1項に記載の電子部品包装材料を用いた電子部品包装材料分包体。
【請求項1】
融点が180℃以下の芳香族ポリエステルまたはポリ乳酸を含む表面樹脂層(A)、金属、金属酸化物または無機酸化物からなる蒸着層(B)、式(1)に示す構造を70モル%以上有するポリグリコール酸を含む樹脂組成物(a)からなる第1の樹脂層(C)、及び、ガラス転移温度が70℃以下である樹脂組成物(b)からなる第2の樹脂層(D)が、この順に積層されてなる包装材料であって、
該第1の樹脂層(C)の蒸着層(B)に隣接する側の面の中心線平均粗さが5〜50nmの範囲内であることを特徴とする
該包装材料。
【化1】
【請求項2】
第2の樹脂層(D)が、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン及びこれらの共重合体からなる群より選ばれる少なくとも1種を含む樹脂組成物(b)からなるものである
請求項1記載の包装材料。
【請求項3】
第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、帯電防止性被覆層(E)を積層してなる請求項1または2記載の包装材料。
【請求項4】
第2の樹脂層(D)の第1の樹脂層(C)とは反対側の面に、金属層(F)を積層してなる請求項1または2記載の包装材料。
【請求項5】
請求項1乃至4のいずれか1項に記載の包装材料からなる電子部品包装材料。
【請求項6】
IEC61340−4−8により測定した静電シールド性が、50nJ以下である請求項5記載の電子部品包装材料。
【請求項7】
表面抵抗が1.0×105Ω/□以下である請求項5または6記載の電子部品包装材料。
【請求項8】
請求項5乃至7のいずれか1項に記載の電子部品包装材料を用いた電子部品包装材料分包体。
【図1】

【図2】
【図2】
【公開番号】特開2012−61691(P2012−61691A)
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願番号】特願2010−207161(P2010−207161)
【出願日】平成22年9月15日(2010.9.15)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願日】平成22年9月15日(2010.9.15)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
[ Back to top ]