
包装材料及びそれよりなる紙容器
【課題】 本発明は、非吸着性に優れ、且つ、ヒートシール性に優れたシーラント層を有する包装材料、及びそれよりなる紙容器を提供することを目的とする。
【解決手段】 紙基材層、ドライラミネート用接着剤層、及び該ドライラミネート用接着剤層上に隣接して積層されたシーラント層を有する包装材料であって、該シーラント層は、該ドライラミネート用接着剤層と隣接する補強層、直鎖状低密度ポリエチレン樹脂層、及び環状ポリオレフィン系樹脂層をこの順に設けた層であり、該補強層は、ポリエチレン樹脂からなる層であることを特徴とする包装材料、及びそれよりなる紙容器を提供する。
【解決手段】 紙基材層、ドライラミネート用接着剤層、及び該ドライラミネート用接着剤層上に隣接して積層されたシーラント層を有する包装材料であって、該シーラント層は、該ドライラミネート用接着剤層と隣接する補強層、直鎖状低密度ポリエチレン樹脂層、及び環状ポリオレフィン系樹脂層をこの順に設けた層であり、該補強層は、ポリエチレン樹脂からなる層であることを特徴とする包装材料、及びそれよりなる紙容器を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、医薬品、化粧品、食品等の内容物に含有される有機化合物の吸着量が低減された非吸着性のシーラント層と紙基材層とを有する包装材料、及びそれよりなる紙容器に関し、より詳細には、内容物中の有機化合物の吸着量が低減されることから、内容物の品質保持に優れ、且つ、ヒートシール性に優れたシーラント層を有する包装材料、及びそれよりなる紙容器であって、特に液体用紙容器に関する。
【背景技術】
【0002】
一般に、紙容器は、紙基材層とシーラント層とを有する包装材料からなる。これらのシーラント層としては、熱可塑性樹脂が用いられ、特にラミネート加工性及びヒートシール性に優れる点から、高圧法低密度ポリエチレン樹脂(LDPE、密度0.910〜0.925g/cm3)等が使用されている。
【0003】
LDPEは、ヒートシールにより高い密着強度を達成することができるが、有機化合物成分を吸着し易いことが知られている。したがって、LDPEからなるシーラント層を最内層、すなわち内容物と接する層として有する紙容器は、内容物中に含まれる有機化合物成分を吸着して、内容物を変質または劣化させ易い。
【0004】
これに対し、シーラント層として、中密度ポリエチレン樹脂(MDPE、密度0.926〜0.940g/cm3)を使用するケースもある。しかしながら、MDPEは、十分な密着強度を得るために、製函(紙容器の成型)時のヒートシール温度をLDPEより高く設定しなければならない為、安定したシール温度巾が得られない欠点を有する。更に、そのような高温でヒートシールすると、MDPEが酸化し、酸化臭が発生する為、MDPEからなるシーラント層を最内層として有する紙容器は、内容物中に樹脂の酸化臭が移行し易いといった欠点を有する。
【0005】
また、シーラント層としてポリエステル系樹脂を使用するケースもある(特許文献1)。しかしながら、ポリエステル系樹脂は、ヒートシール性が悪く、製函時にシール不良が発生し易いため、これよりなるシーラント層を有する紙容器は、内容物が漏れる等の欠点を有する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平5−162737号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記の問題点を解決して、有機化合物成分を吸着しにくくした、すなわち非吸着性に優れ、且つ、ヒートシール性に優れたシーラント層を有する包装材料、及びそれよりなる紙容器、特に液体用紙容器を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者は、種々研究の結果、少なくとも、紙基材層、ドライラミネート用接着剤層、及び該ドライラミネート用接着剤層上に隣接して積層されたシーラント層を有する包装材料であって、該シーラント層は、該ドライラミネート用接着剤層と隣接する補強層、直鎖状低密度ポリエチレン樹脂(LLDPE、密度0.900〜0.940g/cm3)層、及び環状ポリオレフィン系樹脂層をこの順に設けた層であり、該補強層は、ポリエチレン樹脂(PE)からなる層であることを特徴とする包装材料、及びそれよりなる紙容器、特に液体用紙容器が、上記の目的を達成することを見出した。
【0009】
そして、本発明は、以下の点を特徴とする。
1.少なくとも、紙基材層、ドライラミネート用接着剤層、及び該ドライラミネート用接着剤層上に隣接して積層されたシーラント層を有する、液体用紙容器に用いる包装材料であって、該シーラント層は、該ドライラミネート用接着剤層と隣接する補強層、直鎖状低密度ポリエチレン樹脂層、及び環状ポリオレフィン系樹脂層をこの順に設けた層であり、該補強層は、ポリエチレン樹脂からなる層であることを特徴とする、上記包装材料。
2.前記シーラント層は、補強層、直鎖状低密度ポリエチレン樹脂層及び環状ポリオレフィン系樹脂層をこの順に設けた3層からなるシーラントフィルムの層であることを特徴とする、上記1に記載の包装材料。
3.前記シーラント層は、補強層、第一の直鎖状低密度ポリエチレン樹脂層、環状ポリオレフィン系樹脂層、及び第二の直鎖状低密度ポリエチレン樹脂層をこの順に設けた4層からなるシーラントフィルムの層であることを特徴とする、上記1に記載の包装材料。
4.前記シーラント層は、補強層、第一の直鎖状低密度ポリエチレン樹脂層、環状ポリオレフィン系樹脂層、第二の直鎖状低密度ポリエチレン樹脂層、及び無機系フィラー含有直鎖状低密度ポリエチレン樹脂層をこの順に設けた5層からなるシーラントフィルムの層であることを特徴とする、上記1に記載の包装材料。
5.前記紙基材層と前記ドライラミネート用接着剤層との間にバリア層を有することを特徴とする、上記1〜4のいずれかに記載の包装材料。
6.前記バリア層が、アルミニウム箔、アルミニウム蒸着フィルム、酸化珪素蒸着フィルム、アルミナ蒸着フィルム、エチレン−ビニルアルコール共重合体フィルム、ポリアミド系樹脂フィルム、ポリ塩化ビニリデン系樹脂フィルム及びポリアクリロニトリル系樹脂フィルムからなる群より選択される少なくとも1種からなる層であることを特徴とする、上記5に記載の包装材料。
7.上記1〜6のいずれかに記載の包装材料を、シーラント層が最内層となるように製函してなる液体用紙容器。
【発明の効果】
【0010】
本発明の包装材料は、PEからなる補強層と、LLDPE層と、環状ポリオレフィン系樹脂層とを隣接して有するシーラントフィルムを有するものである。
【0011】
一般的に、環状ポリオレフィン系樹脂は、その溶融製膜時に、高い分子間力が働き、ポリマー間で凝集を引き起こすことが知られている。その結果、膜の至る所で樹脂が凝集して瘤状のゲル塊を形成し、均一な膜表面を得ることが難しい。そして、この傾向は、インフレーション法による製膜時には一層顕著になり、該法により得られる環状ポリオレフィン系樹脂膜は、その表面全体に無数のゲル塊が発生する。
【0012】
しかしながら、本発明に従って、環状ポリオレフィン系樹脂層をLLDPE層と隣接させて一緒に製膜することによって、環状ポリオレフィン系樹脂の分子同士の不均一な凝集が抑制される。したがって、本発明の包装材料のシーラントフィルムは、製膜が容易であり、均質で、良好な透明性を有する美麗な膜を形成することができる。また、インフレーション法による高速製膜時にも、ゲル塊の発生を抑えることができる。
【0013】
このような本発明の包装材料において、環状ポリオレフィン系樹脂層は、環状ポリオレフィン系樹脂の高い分子間力に基づいて、分子間の距離が近い密な表面構造を形成しており、またLLDPE層は、該環状ポリオレフィン系樹脂層と高い層間密着性を発揮し、該環状ポリオレフィン系樹脂層に良好な製膜安定性を付与している。このような構造を有する本発明の包装材料は、内容物中の成分を吸着しにくく、すなわち非吸着性に優れている。
【0014】
また、本発明の包装材料を形成するシーラント層は、良好なヒートシール性を示し、幅広いシール温度範囲でヒートシールが可能であり、低温でのヒートシール時にも製函に際して十分なシール強度を発揮する。したがって、加工が容易であり、樹脂酸化臭等の発生が少ない。
【0015】
さらに、本発明の包装材料は、シーラントフィルムを、紙基材層またはバリア層等とドライラミネート用接着剤を介してドライラミネートするものであり、これにより、良好な耐内容物性が得られる。またこの傾向は、シーラントフィルムの補強層側の面がドライラミネート用接着剤層と隣接するように貼り合わせることにより一層顕著になり、種々の内容物を保存しても、本発明の包装材料は、高いラミネート強度を保持し、層間剥離を発生することがない。
また、該補強層は、製函時のヒートシールにより溶融し、紙容器の段差部に生じる空隙を埋めて安定した密封性に寄与し、紙容器への液体の充填を可能にする。
【0016】
したがって、本発明の包装材料は、紙容器、特に内容物の品質保持性が要求される液体用紙容器を形成するのに好適なものである。
【図面の簡単な説明】
【0017】
【図1】本発明の包装材料の層構成についてその一例を示す概略的断面図である。
【図2】本発明の包装材料の層構成についてその一例を示す概略的断面図である。
【図3】本発明の包装材料の層構成についてその一例を示す概略的断面図である。
【発明を実施するための形態】
【0018】
上記の本発明について以下に更に詳しく説明する。
<I>本発明の包装材料を形成する積層体の層構成
図1〜3は、本発明の包装材料の層構成についてその一例を示す概略的断面図である。
【0019】
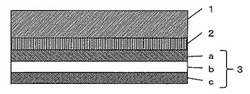
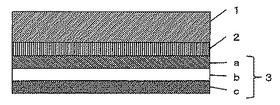
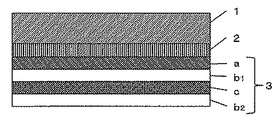
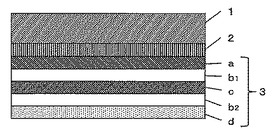
図1〜3に示されるように、本発明の包装材料は、紙基材層1と、シーラント層3とを、ドライラミネート用接着剤層2を介してドライラミネートした構成を基本とする。ここで、シーラント層3は、ドライラミネート用接着剤層と隣接する補強層(a)、LLDPE層(b、b1、b2)、環状ポリオレフィン系樹脂層(c)、及び場合により無機系フィラー含有LLDPE層(d)を有する。
【0020】
本発明の包装材料の一態様として、図1に示されるように、シーラント層3は、補強層(a)、LLDPE層(b)及び環状ポリオレフィン系樹脂層(c)の3層からなるシーラントフィルムの層である。
【0021】
本発明の包装材料の別の態様として、図2に示されるように、シーラント層3は、補強層(a)、第一のLLDPE層(b1)、環状ポリオレフィン系樹脂層(c)及び第二のLLDPE層(b2)をこの順に設けた4層からなるシーラントフィルムの層である。
【0022】
本発明の包装材料のさらに別の態様として、図3に示されるように、シーラント層3は、補強層(a)、第一のLLDPE層(b1)、環状ポリオレフィン系樹脂層(c)、第二のLLDPE層(b2)、及び無機系フィラー含有LLDPE層(d)をこの順に設けた5層からなるシーラントフィルムの層である。
【0023】
本発明の包装材料は、必要に応じて、紙基材層1とドライラミネート用接着剤層2との間に、任意のガスバリア性フィルムからなるバリア層を有してもよい。この場合は、バリア層とシーラント層3とが、ドライラミネート用接着剤層2を介してドライラミネートされる。バリア層と紙基材層1とは、サンドイッチラミネートやドライラミネート等の任意の方法により積層することができる。
【0024】
本発明の包装材料はまた、紙容器の最外層となる表面保護層として、任意のポリエチレン樹脂(PE)からなる層を、シーラント層と反対側の表面に有してもよい。表面保護層は、包装材料の表面に、溶融PE樹脂を押出コーティングすることによって、またはPEフィルムを任意の方法によりラミネートすることによって積層することができる。
【0025】
以下、本発明において使用される樹脂名は、業界において慣用されるものが用いられる。また、本発明において、密度はJIS K7112に準拠して測定した。
【0026】
<II>紙基材層
本発明の紙基材層を構成する紙基材としては、適用する紙容器の用途に応じて、種々の賦型性、耐屈曲性、剛性、腰、強度等を有する任意の紙を使用することができ、例えば、主強度材であり、強サイズ性の晒または未晒の紙、あるいは、純白ロール紙、クラフト紙、板紙、加工紙、ミルク原紙等の各種の紙を使用することができる。
【0027】
紙基材層は、これらの紙を複数層重ねてラミネートしたものであってもよい。紙基材層は、坪量80〜600g/m2、好ましくは坪量100〜450g/m2であり、厚さ110〜860μm、好ましくは140〜640μmの範囲である。これより薄いと、容器としての強度が不足し、またこれより厚いと、剛性が高くなりすぎて、加工が困難になり得る。なお、紙基材には、例えば、文字、図形、記号、その他の所望の絵柄を通常の印刷方式にて任意に形成することができる。
【0028】
<III>ドライラミネート用接着剤層
本発明のドライラミネート用接着剤層を構成する接着剤としては、例えば、1液、あるいは2液型の硬化ないし非硬化タイプのビニル系、(メタ)アクリル系、ポリアミド系、ポリエステル系、ポリエーテル系、ポリウレタン系、エポキシ系、ゴム系、その他などの溶剤型、水性型、あるいは、エマルジョン型などの任意のドライラミネート用接着剤を使用することができる。
【0029】
上記ドライラミネート用接着剤のコーティング法としては、例えば、ダイレクトグラビアロールコート法、グラビアロールコート法、キスコート法、リバースロールコート法、フォンテン法、トランスファーロールコート法等の方法で、紙基材、ガスバリア性フィルム及びシーラントフィルム等の貼合面に塗布することができる。
【0030】
そのコーティング量としては、好ましくは0.1〜10g/m2(乾燥状態)、より好ましくは1〜5g/m2(乾燥状態)である。これより薄いと十分な接着強度が得られず、また厚すぎると残留溶剤の懸念がある。
なお、上記ドライラミネート用接着剤には、例えば、シランカップリング剤などの接着促進剤を任意に添加することができる。
【0031】
<IV>シーラント層
本発明のシーラント層は、補強層、LLDPE層及び環状ポリオレフィン系樹脂層をこの順に隣接して有する。本発明の包装材料において、該補強層は、シーラント層の表面(貼合面)に位置し、ドライラミネート用接着剤層と隣接する。
【0032】
i)シーラント層の構造
本発明の一態様において、シーラント層は、補強層、LLDPE層及び環状ポリオレフィン系樹脂層の3層のみからなるシーラントフィルムの層である。この構成を有するシーラント層は、環状ポリオレフィン系樹脂層が、本発明の包装材料の最表層、すなわち紙容器の最内層となるため、優れた非吸着性を示すことができる。
【0033】
当該構成において、シーラントフィルム中の各層の厚さは、適用する紙容器の用途に応じて適宜に設定することができるが、製函に必要なシール強度を得るために、また安定した製膜化、非吸着性及び製品コストの観点から、例えば、補強層の厚さは10〜40μm、より好ましくは15〜25μmであり、これより厚過ぎると低温シール性が劣り、薄過ぎると紙容器の段差部に生じる空隙の密封性が悪くなる。また、LLDPE層の厚さは10〜50μm、より好ましくは20〜40μmであり、これより厚過ぎると打ち抜き適性が劣り、薄過ぎると環状ポリオレフィン系樹脂層との接着性が劣る。さらに、環状ポリオレフィン系樹脂層の厚さは5〜20μm、より好ましくは5〜10μmであり、これより厚過ぎるとシール性が劣り、薄過ぎると内容物の非吸着性が劣る。
【0034】
本発明の別の態様において、シーラント層は、補強層、第一のLLDPE層、環状ポリオレフィン系樹脂層及び第二のLLDPE層をこの順に設けた4層からなるシーラントフィルムの層である。この構成を有するシーラント層は、優れたラミネート強度及び耐内容物性を有し、且つ、良好な非吸着性を維持しながらも、高いシール強度を発揮することができる。
【0035】
当該構成において、シーラントフィルムの各層の厚さは、適用する紙容器の用途に応じて適宜に設定することができるが、製函に必要なシール強度を得るために、また安定した製膜化、非吸着性及び製品コストの観点から、例えば、補強層の厚さは10〜40μm、より好ましくは15〜25μmであり、これより厚過ぎると低温シール性が劣り、薄過ぎると紙容器の段差部に生じる空隙の密封性が悪くなる。また、第一のLLDPE層の厚さは10〜50μm、より好ましくは15〜40μmであり、これより厚過ぎると打ち抜き適性が劣り、薄過ぎると環状ポリオレフィン系樹脂層との接着性が劣る。また、環状ポリオレフィン系樹脂層の厚さは5〜20μm、より好ましくは5〜10μmであり、これより厚過ぎるとシール性が劣り、薄過ぎると内容物の非吸着性が劣る。さらに、第二のLLDPE層の厚さは10〜50μm、より好ましくは15〜40μmであり、これより厚過ぎると打ち抜き適性及び非吸着性が劣り、薄過ぎると環状ポリオレフィン系樹脂層との接着性が劣る。
【0036】
本発明のさらに別の態様において、シーラント層は、補強層、第一のLLDPE層、環状ポリオレフィン系樹脂層、第二のLLDPE層、及び無機系フィラー含有LLDPE層をこの順に設けた5層からなるシーラントフィルムの層である。この構成を有するシーラント層は、優れたラミネート強度及び耐内容物性を有し、且つ、良好な非吸着性を維持しながらも、高いシール強度を発揮することができる。さらに、フィルム表面の滑りがよく、紙容器の製造工程におけるフレームシーラーにおいて、ブランクの供給をスムーズに行うことができ、取り扱いが容易である。
【0037】
当該構成において、シーラントフィルムの各層の厚さは、適用する紙容器の用途に応じて適宜に設定することができるが、製函に必要なシール強度を得るために、また安定した製膜化、非吸着性及び製品コストの観点から、例えば、補強層の厚さは10〜40μm、より好ましくは15〜25μmであり、これより厚過ぎると低温シール性が劣り、薄過ぎると紙容器の段差部に生じる空隙の密封性が悪くなる。また、第一のLLDPE層の厚さは10〜50μm、より好ましくは15〜40μmであり、これより厚過ぎると打ち抜き適性が劣り、薄過ぎると環状ポリオレフィン系樹脂層との接着性が劣る。また、環状ポリオレフィン系樹脂層の厚さは5〜20μm、より好ましくは5〜10μmであり、これより厚過ぎるとシール性が劣り、薄過ぎると内容物の非吸着性が劣る。
【0038】
さらに、第二のLLDPE層の厚さは10〜50μm、より好ましくは15〜40μmであり、これより厚過ぎると打ち抜き適性及び非吸着性が劣り、薄過ぎると環状ポリオレフィン系樹脂層との接着性が劣る。
【0039】
また、無機系フィラー含有LLDPE層の厚さは5〜20μm、より好ましくは5〜10μmであり、これより厚過ぎると無機系フィラーの量が多くなりコストアップとなり、薄過ぎると無機系フィラーの効果が充分に得られず、滑り性が劣る。
【0040】
ii)補強層
本発明において、補強層は、シーラント層の表面に位置し、ドライラミネート用接着剤層と隣接する層である。この補強層は、ポリエチレン樹脂(PE)からなり、製函時のヒートシールにより溶融して、層間の接着強度を高め、さらに紙容器の段差部に生じる空隙を埋めて、容器の密封性を高める。
【0041】
本発明の補強層を形成するPEとしては、任意のポリエチレンを使用することができるが、空隙を埋めるのに好適な溶融粘度(流動性)を示し、且つ製膜適性及び加工適性を有することから、密度0.910〜0.925g/cm3、メルトフローレート(MFR)1〜10g/10分(190℃)の高圧法低密度ポリエチレン樹脂(LDPE)を特に好ましく使用することができる。
【0042】
iii)直鎖状低密度ポリエチレン樹脂(LLDPE)層
本発明において、シーラント層中のLLDPE層を構成するLLDPEは、密度0.900〜0.940g/cm3の直鎖状ポリエチレンであって、メタロセン触媒等のシングルサイト触媒またはチーグラー・ナッタ触媒等のマルチサイト系触媒を用いて、エチレンと炭素数3〜20のα−オレフィンとを低温、低圧で共重合させて得られるコポリマーである。
【0043】
炭素数3〜20のα−オレフィンとしては、具体的には、プロピレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、1−ノネン、1−デセン、1−ドデセン等が挙げられる。
【0044】
また、共重合方法としては、エチレン及びα-オレフィンを、低圧法、スラリー法、溶液法、気相法等の重合方法が挙げられる。
【0045】
本発明のLLDPEは、短鎖分岐として炭素数1000個あたり、3〜25個の短鎖分岐を有するが、炭素数約20個を超える長鎖分岐を有しない点で、LDPEと区別される。通常、LLDPEにおいて、エチレン由来の構造単位は約99.9〜90モル%であり、α−オレフィン由来の構造単位は約0.1〜10モル%である。本発明では、構造均一性に優れる点で、メタロセン触媒で調製されたLLDPEを好適に使用することができる。
【0046】
本発明において使用するのに好適なLLDPEとしては、住友化学株式会社製の「スミカセン」等が挙げられる。
【0047】
さらに、上記のようなLLDPEを主成分とし、これに、必要ならば、酸化防止剤、紫外線吸収剤、光安定剤、帯電防止剤、アンチブロッキング剤、難燃化剤、架橋剤、着色剤等の添加剤の1種ないし2種以上を添加してもよい。
【0048】
iv)環状ポリオレフィン系樹脂層
本発明において、環状ポリオレフィン系樹脂層を構成する環状ポリオレフィン系樹脂は、環状オレフィンをメタセシス開環重合反応によって重合した開環メタセシス重合体(COP)、及び、環状オレフィンとα−オレフィン(鎖状オレフィン)との共重合体、すなわち環状オレフィンコポリマー(COC)を包含する。
【0049】
環状オレフィンとしては、エチレン系不飽和結合及びビシクロ環を有する任意の環状炭化水素を使用することができるが、特にビシクロ[2.2.1]ヘプタ−2−エン(ノルボルネン)骨格を有するものが好ましい。
【0050】
具体的には、ビシクロ[2.2.1]ヘプタ−2−エン及びその誘導体、トリシクロ[4.3.0.12.5]−3−デセン及びその誘導体、トリシクロ[4.4.0.12.5 ]−3−ウンデセン及びその誘導体、テトラシクロ[4.4.0.12.5 .17.10]−3−ドデセン及びその誘導体、ペンタシクロ[6.5.1.13.6 .02.7 .09.13]−4−ペンタデセン及びその誘導体、ペンタシクロ[7.4.0.12.5 .19.12.08.13]−3−ペンタデセン及びその誘導体、ペンタシクロ[6.5.1.13.6 .02.7 .09.13]−4,10−ペンタデカジエン及びその誘導体、ペンタシクロ[8.4.0.12.5 .19.12.08.13]−3−ヘキサデセン及びその誘導体等が挙げられるが、これらに限定されない。環状オレフィンは、置換基として、エステル基、カルボキシル基、及びカルボン酸無水物基等の極性基を有していてもよい。
【0051】
環状オレフィンと共重合するα−オレフィンとしては、エチレン、炭素数3〜20のα−オレフィンを使用することができ、具体的には、エチレン、プロピレン、1−ブテン、1−ペンテン、3−メチル−1−ブテン、1−ヘキセン、4−メチル−1−ペンテン等が挙げられ、好ましくはエチレンである。
【0052】
本発明において、開環メタセシス重合体の製造は、公知の開環メタセシス重合反応であれば特に限定されず、上記の環状オレフィンを、重合触媒を用いて開環重合させることによって製造することができる。
【0053】
また、環状オレフィンコポリマーの製造は、25〜45モル%のα−オレフィンと、55〜75モル%の環状オレフィンとを、メタロセン触媒などのシングルサイト系触媒やマルチサイト系触媒を用いてランダム重合させることによりなされる。
本発明において好適に使用される開環メタセシス重合体及び環状オレフィンコポリマーは、いくつか市販されており、例えば日本ゼオン株式会社製の「ZEONOR(R)」やポリプラスチック株式会社製の「TOPAS(R)」等が挙げられる。
【0054】
なお、上記環状ポリオレフィン系樹脂には、製膜時の環状ポリオレフィン系樹脂同士の凝集によるゲル塊の発生を抑制して、一層均一な膜表面を得るために、高流度のオレフィン系樹脂を、非吸着性を損なわない範囲で任意に添加することができる。該オレフィン系樹脂としては、任意のポリエチレン及びポリプロピレン等であって、190℃でのメルトフローレート(MFR)が5〜40g/10分、好ましくは15〜30g/10分のものを使用することができる。また、添加量としては、全体の3〜50質量%、好ましくは5〜10質量%の比率でオレフィン系樹脂を配合するとよい。
【0055】
また、さらに必要ならば、酸化防止剤、紫外線吸収剤、光安定剤、帯電防止剤、アンチブロッキング剤、難燃化剤、架橋剤、着色剤等の添加剤の1種ないし2種以上を添加してもよい。
【0056】
v)無機系フィラー含有LLDPE層
本発明において、無機系フィラー含有LLDPE層は、LLDPE中に、無機系フィラーをマスターバッチ式のブレンド方法により分散させてなる樹脂組成物からなる層である
。
この樹脂組成物において、好適に使用できるLLDPEとしては、上記LLDPE層について記載したものと同じ樹脂を使用することができる。
【0057】
また、好適に使用できる無機系フィラーとしては、SiO2、AL2O3、TiO2、ZnO、Fe2O3、SnO2、CeO2、NiO、PbO、S2Cl2、ZnCl2、FeCl2、CaCO3、B2O3等からなり、平均粒径が2〜15μmのフィラーを使用することができ、好ましくは、酸化珪素SiO2のフィラーが用いられる。無機系フィラーの平均粒径が2μm未満の場合は滑り性の改良に効果がなく、また、前記平均粒径が15μmを超えると、製膜フィルムの表面に突出する無機系フィラーにより容器表面を摩擦し、傷つけることがある。なお、本発明において、平均粒径とは、粒度分布測定より、最も多く存在する粒子の粒径を意味する。粒度分布は、コールターカウンター法により計測できる。
【0058】
この樹脂組成物において、無機系フィラーは、全体の2.0〜5.0wt%となる量で添加される。樹脂組成物中の無機系フィラーの含有量が2.0wt%未満であると、シーラント層表面上にフィラーが出にくく、滑り不良を改善する効果が少ない。また、5.0wt%を超えた場合、シーラント層表面において、フィラーが飽和状態になるため、それ以上フィラーを添加しても、かかるコストに見合う効果は得られない。また、飽和状態になることにより、シール阻害が生じ、逆に、シール開始温度を上げる恐れがある。
【0059】
上記樹脂組成物には、必要ならば、酸化防止剤、紫外線吸収剤、光安定剤、帯電防止剤、アンチブロッキング剤、難燃化剤、架橋剤、着色剤等の添加剤の1種ないし2種以上を添加してもよい。
【0060】
また、製膜安定性及び紙容器のシール時における樹脂の流動性を改善させるために、上記樹脂組成物中に0〜20wt%の量で、LDPEを添加してもよい。しかしながら、20wt%を超えてLDPEを添加すると、非吸着性が損なわれるため好ましくない。
【0061】
無機系フィラー含有LLDPE層を、シーラント層の最表層部分に設けることにより、シーラント層内部を構成するヒートシール樹脂の流動性を損なわずに、滑り特性を向上させることができる。したがって、この無機系フィラー含有LLDPE層を有する本発明の包装材料は、良好なヒートシール性を維持し、且つ、製膜及び製函加工に好適な滑り特性を示す。
【0062】
vi)シーラントフィルムの製造方法
本発明において、3層構成のシーラントフィルムを製造する方法としては、補強層、LLDPE層及び環状ポリオレフィン系樹脂層の各層を構成する樹脂を用いて、インフレーション法またはキャスト法等の共押出製膜法によって、3層を共押出製膜する。
【0063】
あるいは、補強層を形成するPEフィルム上に、LLDPE層及び環状ポリオレフィン系樹脂層をこの順に押出コーティング法により、好ましくは共押出コーティング法により積層してもよい。層間の接着強度を高めるために、PEフィルムの積層面に、オゾン処理等の任意の表面処理を予め行っておいてもよい。
【0064】
第二のLLDPE層を含む4層構成、及び、無機系フィラー含有LLDPE層を含む5層構成のシーラントフィルムについても同様に、PEフィルム上への押出コーティングにより、または、共押出製膜により製造することができる。
【0065】
高い層間密着性及び良好な製膜安定性が得られ、非吸着性及びヒートシール性が一層向上し、また美麗な膜が得られるため、共押出法により、特に共押出製膜法により、LLDPE層と環状ポリオレフィン系樹脂層とを一緒に製膜することが好ましい。さらに、低温での製膜加工が可能であり、加熱による樹脂臭のトラブルが少なく、また、一層高い層間密着性が得られるため、共押出インフレーション法による製膜が特に好ましい。
【0066】
<V>バリア層
本発明の包装材料において、紙基材層1とドライラミネート用接着剤層2との間に、必要に応じて、ガスバリア性を有するバリア層を設けることができる。これにより、外部への内容物のにおい漏れや、外部からの酸素及び水蒸気ガスの浸入を抑え、内容物の変質を防ぐことができる。
このようなバリア層としては、適用する紙容器の用途に応じて任意のガスバリア性フィルムを使用することができる。
【0067】
例えば、ガスバリア性フィルムとして、アルミニウム箔等の金属箔、または金属箔とプラスチックフィルムとの積層フィルムを用いることができ、この場合には、優れたガスバリア性が得られ、また遮光性を有することとなる。好適に使用される金属箔、または金属箔とプラスチックフィルムとの積層フィルムの厚さは、6〜30μm程度である。
【0068】
また、ガスバリア性フィルムとして、無機酸化物や金属の蒸着層を有する蒸着フィルムを用いてもよい。ここで、好適に使用される無機酸化物としては、酸化アルミニウム、酸化珪素、酸化マグネシウム等が挙げられる。また、好適に使用される金属としては、アルミニウム等が挙げられる。また、蒸着層を担持する基材フィルムとしては、ポリエステル、ポリアミド、ポリプロピレン等からなる樹脂フィルムを用いることができる。好適に使用される蒸着フィルムの厚さは、9〜40μm程度である。なお、バリア層が蒸着フィルムからなる場合は、加工時の取り扱い等の観点から、蒸着膜の側が紙基材層と接するように積層することが好ましい。
【0069】
さらに、ガスバリア性フィルムとして、エチレン−ビニルアルコール共重合体、ポリアミド系樹脂、ポリ塩化ビニリデン系樹脂又はポリアクリロニトリル系樹脂の少なくともいずれか一種からなるガスバリア性フィルムを用いることもできる。好適に使用されるこれらのガスバリア性フィルムの厚さは、5〜30μm程度である。
また、バリア層は、上記の各種ガスバリア性フィルムの中から2種以上を選択して用いてもよい。
【0070】
本発明の包装材料がバリア層を有する場合、バリア層とシーラント層3とが、ドライラミネート用接着剤層2を介してドライラミネートされる。また、バリア層と紙基材層1とは、製造コスト及び要求される耐内容物性等を考慮して、熱可塑性樹脂を介するサンドイッチラミネート法や、ドライラミネート用接着剤を介するドライラミネート法等の任意の方法により積層することができる。この際に、紙基材層の表面には、コロナ処理、火炎処理、アンカーコート処理等の表面処理を行ってもよく、またバリア層の表面にはインラインでコロナ処理、オゾン処理等を行ってもよい。サンドイッチラミネートに用いられる熱可塑性樹脂としては、熱によって溶融し、相互に融着し得る任意の熱可塑性樹脂からなる樹脂層を使用することができ、例えば、LDPE、MDPE、LLDPE、アイオノマー樹脂、エチレン−アクリル酸共重合体等を使用することができる。
【0071】
<VI>表面保護層
本発明の包装材料は、製函時に最外層となる表面保護層として、任意のポリエチレン樹脂(PE)からなる層を、シーラント層と反対側の表面に有してもよい。
表面保護層は、紙基材層の外部を保護すると共に、包装材料の端の部分においては、シーラント層と加熱により貼り合わせられる。ポリエチレンとしては、LDPE、LLDPE、MDPE、高密度ポリエチレン(HDPE)等が用いられ、特に限定されないが、本
発明の包装材料のシーラント層とのシール性及び加工適性の観点から、LDPE及びLLDPEが好ましく用いられる。
【0072】
表面保護層の形成方法は、特に限定されないが、例えば、紙基材層の一方の面に溶融ポリエチレン樹脂を押出コーティングすることにより形成される。表面保護層は、容器の表面となる層であるが、さらに表面に印刷層を設けることができ、印刷層に用いられる印刷インキの密着性の向上を図るために表面に例えばコロナ処理等の表面処理を施すこともできる。表面保護層の厚さは、特に限定されないが、通常、10〜60μm程度である。
【0073】
<VII>包装材料の使用
本発明の包装材料は、紙容器、特に内容物の品質保持性が要求される紙容器を形成するために、好適に使用することができる。
本発明の包装材料からの紙容器の製造は、通常、次のようにして行われる。すなわち、本発明の包装材料の表面に、必要に応じて印刷を行った後、打ち抜き、端面をスカイブ・ヘミングして内容物が端面に接触しないようにし、充填機内でボトム部及びトップ部を熱風加熱、火炎加熱等によりヒートシールして紙容器とする。
【0074】
この紙容器の形状については、用途・目的等に応じて適宜に決定すればよく、例えばゲーブルトップタイプ、ブリックタイプ、フラットタイプ等が挙げられ、また、角形容器、丸形等の円筒状の紙缶等が挙げられる。この紙容器の注出口には、たとえばポリエチレン製のキャップ、プルタブ型の開封機構等を適宜に設けてもよい。
【0075】
紙容器の内容物も、特に限定されず、固体またはゲル状のものであっても、液体、例えば酒、果汁飲料等のジュース、ミネラルウォーター等の各種の飲料品、醤油、ソース、スープ等の液体調味料、あるいは、カレー、シチュー、スープ等の種々の液体飲食物、食用油、機械用油、接着剤、粘着剤等の化学品、化粧品、医薬品等の雑貨品、その他シャンプー、リンス、洗剤等の化成品等であってもよい。
次に本発明について、実施例を挙げて具体的に説明する。
【実施例】
【0076】
[実施例1]
(1)LLDPE(宇部丸善ポリエチレン(株)製、UM0540F)をベースレジンとして、これにシリカ(平均粒径4.9μ)を全体の10wt%となる量で添加し、マスターバッチを作成した。該マスターバッチ45wt%、LLDPE(宇部丸善ポリエチレン(株)製、UM0540F)45wt%及びLDPE(日本ポリエチレン(株)製LC520)10wt%をブレンドして、無機系フィラー含有LLDPE層用樹脂組成物を調製した。
【0077】
(2)LDPE(日本ポリエチレン(株)製LC520)、LLDPE(宇部丸善ポリエチレン(株)製、UM0540F)、環状オレフィンコポリマー(ポリプラスチックス(株)製TOPAS(R)8007F−500;メルトフローレート(MFR)1.9g/10分(190℃);密度1.02g/cm3)、及び上記(1)に記載の無機系フィラー含有LLDPE層用樹脂組成物を用いて、共押出インフレーション法により、LDPEからなる補強層20μm/第一のLLDPE層20μm/環状オレフィンコポリマー層5μm/第二のLLDPE層10μm/無機系フィラー含有LLDPE層5μmの5層からなる厚さ60μmのシーラントフィルムを製膜した。得られたシーラントフィルムは、ゲル塊のない、美麗な膜表面を有していた。なお、本願明細書の積層体の記載において、「/」はその左右の層が積層一体化されていることを示す。
【0078】
(3)2液硬化型ウレタン系接着剤を用いて、厚さ12μmのポリエチレンテレフタレート(PET)フィルムを厚さ6μmのアルミニウム箔にドライラミネーション法により積層して、バリアフィルムを製膜した。このときの接着剤の塗布量は、接着剤の厚さが乾燥皮膜として3g/m2となる量とした。
【0079】
(4)上記(2)で製膜したシーラントフィルムの補強層側の面と、上記(3)で製膜したバリアフィルムのPETフィルム側の面とを、上記(3)と同様にドライラミネーション法により積層し、バリア層(アルミニウム箔/ドライラミネート用接着剤層/PETフィルム)/ドライラミネート用接着剤層/シーラント層(補強層/第一のLLDPE層/環状ポリオレフィン系樹脂層/第二のLLDPE層/無機系フィラー含有LLDPE層)からなるラミネートフィルムを作製した。
【0080】
(5)一方、坪量340g/m2の板紙の一方の表面に、表面保護層として厚さ20μmのLDPE(日本ポリエチレン(株)製LC520)を押出コーティング法により積層し、板紙の他方の表面に、上記(4)で作製したラミネートフィルムのアルミニウム箔の面と対向させ、その間に厚さ20μmのエチレン−メタクリル酸−メタクリル酸エステル共重合体(三井デュポンポリケミカル株式会社製N0908C)(接着樹脂層)を押出してサンドイッチラミネートし、表面保護層/紙基材層/接着樹脂層/バリア層(アルミニウム箔/ドライラミネート用接着剤層/PETフィルム)/ドライラミネート用接着剤層/シーラント層(補強層/第一のLLDPE層/環状ポリオレフィン系樹脂層/第二のLLDPE層/無機系フィラー含有LLDPE層)の層構成からなる本発明の包装材料を得た。
【0081】
[実施例2]
シーラント層として、LDPEからなる補強層20μm/LLDPE層35μm/環状オレフィンコポリマー層5μmの3層のみからなる厚さ60μmのシーラントフィルムを使用し、補強層側の面がドライラミネート用接着剤層と接するようにラミネートした以外は、実施例1と同様にして、本発明の包装材料を作製した。なお、LDPE、LLDPE及び環状オレフィンコポリマーは、実施例1と同様の樹脂を用いた。また、シーラントフィルムは共押出インフレーション法により製膜した。得られたシーラントフィルムは、ゲル塊のない、美麗な膜表面を有していた。
【0082】
[比較例1]
環状オレフィンコポリマーの代わりにLLDPE(宇部丸善ポリエチレン(株)製、UM0540F)を使用した以外は、実施例1と同様にして包装材料を作製した。
【0083】
[比較例2]
環状オレフィンコポリマーの代わりにLLDPE(宇部丸善ポリエチレン(株)製、UM0540F)を使用した以外は、実施例2と同様にして包装材料を作製した。
【0084】
[吸着性試験]
実施例1〜2及び比較例1〜2の包装材料を用いて、一辺が70mm角の容量1Lのゲーブルトップタイプの紙容器を作成し、メントール濃度が5μm/mlとなるように調製したメントール−エタノール溶液1lを充填した。
50℃の雰囲気下で2週間保存した後、溶液中のメントール含有量をGC/MS法により測定した。測定値と保存前のメントール含有量との差から、紙容器の内壁1cm2当たりのメントール吸着量を求めた。結果を以下の表1に示す。
【0085】
【表1】

【0086】
実施例1〜2の包装材料からなる紙容器では、メントールの吸着量は低い値に抑えられていた。これに対し、比較例1〜2の包装材料からなる紙容器は、多量のメントールを吸着していた。
【0087】
[耐内容物性、ラミネート強度試験]
また、2週間保存後の紙容器から、試験片(15mm巾)を切り出し、バリア層とシーラント層との間のラミネート状態を調べた。実施例1〜2の包装材料からなる紙容器のいずれにおいても、層間の剥離は見られず、良好なラミネート強度を保持していた。
【0088】
[ヒートシール性試験]
実施例1〜2及び比較例1〜2の包装材料を用いて、その表面保護層の面にオフセット印刷法により所望の絵柄・表示等の印刷を行った後、所定の形状に打ち抜くと同時に必要箇所に罫線を設けてブランクシートとした。次いで、フレームシール法により胴部を貼り合わせて筒状スリーブとし、この筒状スリーブを充填機(株式会社ディー・エヌ・ケー製、DR−10)に供給した。充填機のホットエアーによりボトム部をヒートシールし、次いで内容物(ミネラルウォーター)を充填し、最後にトップ部をヒートシールして、ゲーブルトップタイプの紙容器(1.8リットル容量)を作製した。
【0089】
充填機のホットエアー温度が低すぎると、加熱不足により接着強度が不十分となる。逆に、該温度が高すぎると、過加熱によりシール部にバブリングが発生し、いずれの場合も内容物の漏れ、若しくは容器の胴膨れが生じる。
各実施例及び比較例の包装材料のボトム部及びトップ部のヒートシールに際し、充填機のホットエアー温度を10℃おきに変化させて、内容物が漏れることなくしっかりと接着したホットエアー温度の範囲を測定した。結果を以下の表2に示す。
【0090】
【表2】
【0091】
実施例1〜2の包装材料はいずれも、比較例と同様に、幅広い温度範囲でヒートシールが可能であり、また320〜340℃の低温でも十分なシール強度を示し、良好なヒートシール性を示した。
【符号の説明】
【0092】
1:紙基材層
2:ドライラミネート用接着剤層
3:シーラント層
a:補強層
b:直鎖状低密度ポリエチレン樹脂層
b1:第一の直鎖状低密度ポリエチレン樹脂層
b2:第二の直鎖状低密度ポリエチレン樹脂層
c:環状ポリオレフィン系樹脂層
d:無機系フィラー含有直鎖状低密度ポリエチレン樹脂層
【技術分野】
【0001】
本発明は、医薬品、化粧品、食品等の内容物に含有される有機化合物の吸着量が低減された非吸着性のシーラント層と紙基材層とを有する包装材料、及びそれよりなる紙容器に関し、より詳細には、内容物中の有機化合物の吸着量が低減されることから、内容物の品質保持に優れ、且つ、ヒートシール性に優れたシーラント層を有する包装材料、及びそれよりなる紙容器であって、特に液体用紙容器に関する。
【背景技術】
【0002】
一般に、紙容器は、紙基材層とシーラント層とを有する包装材料からなる。これらのシーラント層としては、熱可塑性樹脂が用いられ、特にラミネート加工性及びヒートシール性に優れる点から、高圧法低密度ポリエチレン樹脂(LDPE、密度0.910〜0.925g/cm3)等が使用されている。
【0003】
LDPEは、ヒートシールにより高い密着強度を達成することができるが、有機化合物成分を吸着し易いことが知られている。したがって、LDPEからなるシーラント層を最内層、すなわち内容物と接する層として有する紙容器は、内容物中に含まれる有機化合物成分を吸着して、内容物を変質または劣化させ易い。
【0004】
これに対し、シーラント層として、中密度ポリエチレン樹脂(MDPE、密度0.926〜0.940g/cm3)を使用するケースもある。しかしながら、MDPEは、十分な密着強度を得るために、製函(紙容器の成型)時のヒートシール温度をLDPEより高く設定しなければならない為、安定したシール温度巾が得られない欠点を有する。更に、そのような高温でヒートシールすると、MDPEが酸化し、酸化臭が発生する為、MDPEからなるシーラント層を最内層として有する紙容器は、内容物中に樹脂の酸化臭が移行し易いといった欠点を有する。
【0005】
また、シーラント層としてポリエステル系樹脂を使用するケースもある(特許文献1)。しかしながら、ポリエステル系樹脂は、ヒートシール性が悪く、製函時にシール不良が発生し易いため、これよりなるシーラント層を有する紙容器は、内容物が漏れる等の欠点を有する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平5−162737号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記の問題点を解決して、有機化合物成分を吸着しにくくした、すなわち非吸着性に優れ、且つ、ヒートシール性に優れたシーラント層を有する包装材料、及びそれよりなる紙容器、特に液体用紙容器を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者は、種々研究の結果、少なくとも、紙基材層、ドライラミネート用接着剤層、及び該ドライラミネート用接着剤層上に隣接して積層されたシーラント層を有する包装材料であって、該シーラント層は、該ドライラミネート用接着剤層と隣接する補強層、直鎖状低密度ポリエチレン樹脂(LLDPE、密度0.900〜0.940g/cm3)層、及び環状ポリオレフィン系樹脂層をこの順に設けた層であり、該補強層は、ポリエチレン樹脂(PE)からなる層であることを特徴とする包装材料、及びそれよりなる紙容器、特に液体用紙容器が、上記の目的を達成することを見出した。
【0009】
そして、本発明は、以下の点を特徴とする。
1.少なくとも、紙基材層、ドライラミネート用接着剤層、及び該ドライラミネート用接着剤層上に隣接して積層されたシーラント層を有する、液体用紙容器に用いる包装材料であって、該シーラント層は、該ドライラミネート用接着剤層と隣接する補強層、直鎖状低密度ポリエチレン樹脂層、及び環状ポリオレフィン系樹脂層をこの順に設けた層であり、該補強層は、ポリエチレン樹脂からなる層であることを特徴とする、上記包装材料。
2.前記シーラント層は、補強層、直鎖状低密度ポリエチレン樹脂層及び環状ポリオレフィン系樹脂層をこの順に設けた3層からなるシーラントフィルムの層であることを特徴とする、上記1に記載の包装材料。
3.前記シーラント層は、補強層、第一の直鎖状低密度ポリエチレン樹脂層、環状ポリオレフィン系樹脂層、及び第二の直鎖状低密度ポリエチレン樹脂層をこの順に設けた4層からなるシーラントフィルムの層であることを特徴とする、上記1に記載の包装材料。
4.前記シーラント層は、補強層、第一の直鎖状低密度ポリエチレン樹脂層、環状ポリオレフィン系樹脂層、第二の直鎖状低密度ポリエチレン樹脂層、及び無機系フィラー含有直鎖状低密度ポリエチレン樹脂層をこの順に設けた5層からなるシーラントフィルムの層であることを特徴とする、上記1に記載の包装材料。
5.前記紙基材層と前記ドライラミネート用接着剤層との間にバリア層を有することを特徴とする、上記1〜4のいずれかに記載の包装材料。
6.前記バリア層が、アルミニウム箔、アルミニウム蒸着フィルム、酸化珪素蒸着フィルム、アルミナ蒸着フィルム、エチレン−ビニルアルコール共重合体フィルム、ポリアミド系樹脂フィルム、ポリ塩化ビニリデン系樹脂フィルム及びポリアクリロニトリル系樹脂フィルムからなる群より選択される少なくとも1種からなる層であることを特徴とする、上記5に記載の包装材料。
7.上記1〜6のいずれかに記載の包装材料を、シーラント層が最内層となるように製函してなる液体用紙容器。
【発明の効果】
【0010】
本発明の包装材料は、PEからなる補強層と、LLDPE層と、環状ポリオレフィン系樹脂層とを隣接して有するシーラントフィルムを有するものである。
【0011】
一般的に、環状ポリオレフィン系樹脂は、その溶融製膜時に、高い分子間力が働き、ポリマー間で凝集を引き起こすことが知られている。その結果、膜の至る所で樹脂が凝集して瘤状のゲル塊を形成し、均一な膜表面を得ることが難しい。そして、この傾向は、インフレーション法による製膜時には一層顕著になり、該法により得られる環状ポリオレフィン系樹脂膜は、その表面全体に無数のゲル塊が発生する。
【0012】
しかしながら、本発明に従って、環状ポリオレフィン系樹脂層をLLDPE層と隣接させて一緒に製膜することによって、環状ポリオレフィン系樹脂の分子同士の不均一な凝集が抑制される。したがって、本発明の包装材料のシーラントフィルムは、製膜が容易であり、均質で、良好な透明性を有する美麗な膜を形成することができる。また、インフレーション法による高速製膜時にも、ゲル塊の発生を抑えることができる。
【0013】
このような本発明の包装材料において、環状ポリオレフィン系樹脂層は、環状ポリオレフィン系樹脂の高い分子間力に基づいて、分子間の距離が近い密な表面構造を形成しており、またLLDPE層は、該環状ポリオレフィン系樹脂層と高い層間密着性を発揮し、該環状ポリオレフィン系樹脂層に良好な製膜安定性を付与している。このような構造を有する本発明の包装材料は、内容物中の成分を吸着しにくく、すなわち非吸着性に優れている。
【0014】
また、本発明の包装材料を形成するシーラント層は、良好なヒートシール性を示し、幅広いシール温度範囲でヒートシールが可能であり、低温でのヒートシール時にも製函に際して十分なシール強度を発揮する。したがって、加工が容易であり、樹脂酸化臭等の発生が少ない。
【0015】
さらに、本発明の包装材料は、シーラントフィルムを、紙基材層またはバリア層等とドライラミネート用接着剤を介してドライラミネートするものであり、これにより、良好な耐内容物性が得られる。またこの傾向は、シーラントフィルムの補強層側の面がドライラミネート用接着剤層と隣接するように貼り合わせることにより一層顕著になり、種々の内容物を保存しても、本発明の包装材料は、高いラミネート強度を保持し、層間剥離を発生することがない。
また、該補強層は、製函時のヒートシールにより溶融し、紙容器の段差部に生じる空隙を埋めて安定した密封性に寄与し、紙容器への液体の充填を可能にする。
【0016】
したがって、本発明の包装材料は、紙容器、特に内容物の品質保持性が要求される液体用紙容器を形成するのに好適なものである。
【図面の簡単な説明】
【0017】
【図1】本発明の包装材料の層構成についてその一例を示す概略的断面図である。
【図2】本発明の包装材料の層構成についてその一例を示す概略的断面図である。
【図3】本発明の包装材料の層構成についてその一例を示す概略的断面図である。
【発明を実施するための形態】
【0018】
上記の本発明について以下に更に詳しく説明する。
<I>本発明の包装材料を形成する積層体の層構成
図1〜3は、本発明の包装材料の層構成についてその一例を示す概略的断面図である。
【0019】
図1〜3に示されるように、本発明の包装材料は、紙基材層1と、シーラント層3とを、ドライラミネート用接着剤層2を介してドライラミネートした構成を基本とする。ここで、シーラント層3は、ドライラミネート用接着剤層と隣接する補強層(a)、LLDPE層(b、b1、b2)、環状ポリオレフィン系樹脂層(c)、及び場合により無機系フィラー含有LLDPE層(d)を有する。
【0020】
本発明の包装材料の一態様として、図1に示されるように、シーラント層3は、補強層(a)、LLDPE層(b)及び環状ポリオレフィン系樹脂層(c)の3層からなるシーラントフィルムの層である。
【0021】
本発明の包装材料の別の態様として、図2に示されるように、シーラント層3は、補強層(a)、第一のLLDPE層(b1)、環状ポリオレフィン系樹脂層(c)及び第二のLLDPE層(b2)をこの順に設けた4層からなるシーラントフィルムの層である。
【0022】
本発明の包装材料のさらに別の態様として、図3に示されるように、シーラント層3は、補強層(a)、第一のLLDPE層(b1)、環状ポリオレフィン系樹脂層(c)、第二のLLDPE層(b2)、及び無機系フィラー含有LLDPE層(d)をこの順に設けた5層からなるシーラントフィルムの層である。
【0023】
本発明の包装材料は、必要に応じて、紙基材層1とドライラミネート用接着剤層2との間に、任意のガスバリア性フィルムからなるバリア層を有してもよい。この場合は、バリア層とシーラント層3とが、ドライラミネート用接着剤層2を介してドライラミネートされる。バリア層と紙基材層1とは、サンドイッチラミネートやドライラミネート等の任意の方法により積層することができる。
【0024】
本発明の包装材料はまた、紙容器の最外層となる表面保護層として、任意のポリエチレン樹脂(PE)からなる層を、シーラント層と反対側の表面に有してもよい。表面保護層は、包装材料の表面に、溶融PE樹脂を押出コーティングすることによって、またはPEフィルムを任意の方法によりラミネートすることによって積層することができる。
【0025】
以下、本発明において使用される樹脂名は、業界において慣用されるものが用いられる。また、本発明において、密度はJIS K7112に準拠して測定した。
【0026】
<II>紙基材層
本発明の紙基材層を構成する紙基材としては、適用する紙容器の用途に応じて、種々の賦型性、耐屈曲性、剛性、腰、強度等を有する任意の紙を使用することができ、例えば、主強度材であり、強サイズ性の晒または未晒の紙、あるいは、純白ロール紙、クラフト紙、板紙、加工紙、ミルク原紙等の各種の紙を使用することができる。
【0027】
紙基材層は、これらの紙を複数層重ねてラミネートしたものであってもよい。紙基材層は、坪量80〜600g/m2、好ましくは坪量100〜450g/m2であり、厚さ110〜860μm、好ましくは140〜640μmの範囲である。これより薄いと、容器としての強度が不足し、またこれより厚いと、剛性が高くなりすぎて、加工が困難になり得る。なお、紙基材には、例えば、文字、図形、記号、その他の所望の絵柄を通常の印刷方式にて任意に形成することができる。
【0028】
<III>ドライラミネート用接着剤層
本発明のドライラミネート用接着剤層を構成する接着剤としては、例えば、1液、あるいは2液型の硬化ないし非硬化タイプのビニル系、(メタ)アクリル系、ポリアミド系、ポリエステル系、ポリエーテル系、ポリウレタン系、エポキシ系、ゴム系、その他などの溶剤型、水性型、あるいは、エマルジョン型などの任意のドライラミネート用接着剤を使用することができる。
【0029】
上記ドライラミネート用接着剤のコーティング法としては、例えば、ダイレクトグラビアロールコート法、グラビアロールコート法、キスコート法、リバースロールコート法、フォンテン法、トランスファーロールコート法等の方法で、紙基材、ガスバリア性フィルム及びシーラントフィルム等の貼合面に塗布することができる。
【0030】
そのコーティング量としては、好ましくは0.1〜10g/m2(乾燥状態)、より好ましくは1〜5g/m2(乾燥状態)である。これより薄いと十分な接着強度が得られず、また厚すぎると残留溶剤の懸念がある。
なお、上記ドライラミネート用接着剤には、例えば、シランカップリング剤などの接着促進剤を任意に添加することができる。
【0031】
<IV>シーラント層
本発明のシーラント層は、補強層、LLDPE層及び環状ポリオレフィン系樹脂層をこの順に隣接して有する。本発明の包装材料において、該補強層は、シーラント層の表面(貼合面)に位置し、ドライラミネート用接着剤層と隣接する。
【0032】
i)シーラント層の構造
本発明の一態様において、シーラント層は、補強層、LLDPE層及び環状ポリオレフィン系樹脂層の3層のみからなるシーラントフィルムの層である。この構成を有するシーラント層は、環状ポリオレフィン系樹脂層が、本発明の包装材料の最表層、すなわち紙容器の最内層となるため、優れた非吸着性を示すことができる。
【0033】
当該構成において、シーラントフィルム中の各層の厚さは、適用する紙容器の用途に応じて適宜に設定することができるが、製函に必要なシール強度を得るために、また安定した製膜化、非吸着性及び製品コストの観点から、例えば、補強層の厚さは10〜40μm、より好ましくは15〜25μmであり、これより厚過ぎると低温シール性が劣り、薄過ぎると紙容器の段差部に生じる空隙の密封性が悪くなる。また、LLDPE層の厚さは10〜50μm、より好ましくは20〜40μmであり、これより厚過ぎると打ち抜き適性が劣り、薄過ぎると環状ポリオレフィン系樹脂層との接着性が劣る。さらに、環状ポリオレフィン系樹脂層の厚さは5〜20μm、より好ましくは5〜10μmであり、これより厚過ぎるとシール性が劣り、薄過ぎると内容物の非吸着性が劣る。
【0034】
本発明の別の態様において、シーラント層は、補強層、第一のLLDPE層、環状ポリオレフィン系樹脂層及び第二のLLDPE層をこの順に設けた4層からなるシーラントフィルムの層である。この構成を有するシーラント層は、優れたラミネート強度及び耐内容物性を有し、且つ、良好な非吸着性を維持しながらも、高いシール強度を発揮することができる。
【0035】
当該構成において、シーラントフィルムの各層の厚さは、適用する紙容器の用途に応じて適宜に設定することができるが、製函に必要なシール強度を得るために、また安定した製膜化、非吸着性及び製品コストの観点から、例えば、補強層の厚さは10〜40μm、より好ましくは15〜25μmであり、これより厚過ぎると低温シール性が劣り、薄過ぎると紙容器の段差部に生じる空隙の密封性が悪くなる。また、第一のLLDPE層の厚さは10〜50μm、より好ましくは15〜40μmであり、これより厚過ぎると打ち抜き適性が劣り、薄過ぎると環状ポリオレフィン系樹脂層との接着性が劣る。また、環状ポリオレフィン系樹脂層の厚さは5〜20μm、より好ましくは5〜10μmであり、これより厚過ぎるとシール性が劣り、薄過ぎると内容物の非吸着性が劣る。さらに、第二のLLDPE層の厚さは10〜50μm、より好ましくは15〜40μmであり、これより厚過ぎると打ち抜き適性及び非吸着性が劣り、薄過ぎると環状ポリオレフィン系樹脂層との接着性が劣る。
【0036】
本発明のさらに別の態様において、シーラント層は、補強層、第一のLLDPE層、環状ポリオレフィン系樹脂層、第二のLLDPE層、及び無機系フィラー含有LLDPE層をこの順に設けた5層からなるシーラントフィルムの層である。この構成を有するシーラント層は、優れたラミネート強度及び耐内容物性を有し、且つ、良好な非吸着性を維持しながらも、高いシール強度を発揮することができる。さらに、フィルム表面の滑りがよく、紙容器の製造工程におけるフレームシーラーにおいて、ブランクの供給をスムーズに行うことができ、取り扱いが容易である。
【0037】
当該構成において、シーラントフィルムの各層の厚さは、適用する紙容器の用途に応じて適宜に設定することができるが、製函に必要なシール強度を得るために、また安定した製膜化、非吸着性及び製品コストの観点から、例えば、補強層の厚さは10〜40μm、より好ましくは15〜25μmであり、これより厚過ぎると低温シール性が劣り、薄過ぎると紙容器の段差部に生じる空隙の密封性が悪くなる。また、第一のLLDPE層の厚さは10〜50μm、より好ましくは15〜40μmであり、これより厚過ぎると打ち抜き適性が劣り、薄過ぎると環状ポリオレフィン系樹脂層との接着性が劣る。また、環状ポリオレフィン系樹脂層の厚さは5〜20μm、より好ましくは5〜10μmであり、これより厚過ぎるとシール性が劣り、薄過ぎると内容物の非吸着性が劣る。
【0038】
さらに、第二のLLDPE層の厚さは10〜50μm、より好ましくは15〜40μmであり、これより厚過ぎると打ち抜き適性及び非吸着性が劣り、薄過ぎると環状ポリオレフィン系樹脂層との接着性が劣る。
【0039】
また、無機系フィラー含有LLDPE層の厚さは5〜20μm、より好ましくは5〜10μmであり、これより厚過ぎると無機系フィラーの量が多くなりコストアップとなり、薄過ぎると無機系フィラーの効果が充分に得られず、滑り性が劣る。
【0040】
ii)補強層
本発明において、補強層は、シーラント層の表面に位置し、ドライラミネート用接着剤層と隣接する層である。この補強層は、ポリエチレン樹脂(PE)からなり、製函時のヒートシールにより溶融して、層間の接着強度を高め、さらに紙容器の段差部に生じる空隙を埋めて、容器の密封性を高める。
【0041】
本発明の補強層を形成するPEとしては、任意のポリエチレンを使用することができるが、空隙を埋めるのに好適な溶融粘度(流動性)を示し、且つ製膜適性及び加工適性を有することから、密度0.910〜0.925g/cm3、メルトフローレート(MFR)1〜10g/10分(190℃)の高圧法低密度ポリエチレン樹脂(LDPE)を特に好ましく使用することができる。
【0042】
iii)直鎖状低密度ポリエチレン樹脂(LLDPE)層
本発明において、シーラント層中のLLDPE層を構成するLLDPEは、密度0.900〜0.940g/cm3の直鎖状ポリエチレンであって、メタロセン触媒等のシングルサイト触媒またはチーグラー・ナッタ触媒等のマルチサイト系触媒を用いて、エチレンと炭素数3〜20のα−オレフィンとを低温、低圧で共重合させて得られるコポリマーである。
【0043】
炭素数3〜20のα−オレフィンとしては、具体的には、プロピレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、1−ノネン、1−デセン、1−ドデセン等が挙げられる。
【0044】
また、共重合方法としては、エチレン及びα-オレフィンを、低圧法、スラリー法、溶液法、気相法等の重合方法が挙げられる。
【0045】
本発明のLLDPEは、短鎖分岐として炭素数1000個あたり、3〜25個の短鎖分岐を有するが、炭素数約20個を超える長鎖分岐を有しない点で、LDPEと区別される。通常、LLDPEにおいて、エチレン由来の構造単位は約99.9〜90モル%であり、α−オレフィン由来の構造単位は約0.1〜10モル%である。本発明では、構造均一性に優れる点で、メタロセン触媒で調製されたLLDPEを好適に使用することができる。
【0046】
本発明において使用するのに好適なLLDPEとしては、住友化学株式会社製の「スミカセン」等が挙げられる。
【0047】
さらに、上記のようなLLDPEを主成分とし、これに、必要ならば、酸化防止剤、紫外線吸収剤、光安定剤、帯電防止剤、アンチブロッキング剤、難燃化剤、架橋剤、着色剤等の添加剤の1種ないし2種以上を添加してもよい。
【0048】
iv)環状ポリオレフィン系樹脂層
本発明において、環状ポリオレフィン系樹脂層を構成する環状ポリオレフィン系樹脂は、環状オレフィンをメタセシス開環重合反応によって重合した開環メタセシス重合体(COP)、及び、環状オレフィンとα−オレフィン(鎖状オレフィン)との共重合体、すなわち環状オレフィンコポリマー(COC)を包含する。
【0049】
環状オレフィンとしては、エチレン系不飽和結合及びビシクロ環を有する任意の環状炭化水素を使用することができるが、特にビシクロ[2.2.1]ヘプタ−2−エン(ノルボルネン)骨格を有するものが好ましい。
【0050】
具体的には、ビシクロ[2.2.1]ヘプタ−2−エン及びその誘導体、トリシクロ[4.3.0.12.5]−3−デセン及びその誘導体、トリシクロ[4.4.0.12.5 ]−3−ウンデセン及びその誘導体、テトラシクロ[4.4.0.12.5 .17.10]−3−ドデセン及びその誘導体、ペンタシクロ[6.5.1.13.6 .02.7 .09.13]−4−ペンタデセン及びその誘導体、ペンタシクロ[7.4.0.12.5 .19.12.08.13]−3−ペンタデセン及びその誘導体、ペンタシクロ[6.5.1.13.6 .02.7 .09.13]−4,10−ペンタデカジエン及びその誘導体、ペンタシクロ[8.4.0.12.5 .19.12.08.13]−3−ヘキサデセン及びその誘導体等が挙げられるが、これらに限定されない。環状オレフィンは、置換基として、エステル基、カルボキシル基、及びカルボン酸無水物基等の極性基を有していてもよい。
【0051】
環状オレフィンと共重合するα−オレフィンとしては、エチレン、炭素数3〜20のα−オレフィンを使用することができ、具体的には、エチレン、プロピレン、1−ブテン、1−ペンテン、3−メチル−1−ブテン、1−ヘキセン、4−メチル−1−ペンテン等が挙げられ、好ましくはエチレンである。
【0052】
本発明において、開環メタセシス重合体の製造は、公知の開環メタセシス重合反応であれば特に限定されず、上記の環状オレフィンを、重合触媒を用いて開環重合させることによって製造することができる。
【0053】
また、環状オレフィンコポリマーの製造は、25〜45モル%のα−オレフィンと、55〜75モル%の環状オレフィンとを、メタロセン触媒などのシングルサイト系触媒やマルチサイト系触媒を用いてランダム重合させることによりなされる。
本発明において好適に使用される開環メタセシス重合体及び環状オレフィンコポリマーは、いくつか市販されており、例えば日本ゼオン株式会社製の「ZEONOR(R)」やポリプラスチック株式会社製の「TOPAS(R)」等が挙げられる。
【0054】
なお、上記環状ポリオレフィン系樹脂には、製膜時の環状ポリオレフィン系樹脂同士の凝集によるゲル塊の発生を抑制して、一層均一な膜表面を得るために、高流度のオレフィン系樹脂を、非吸着性を損なわない範囲で任意に添加することができる。該オレフィン系樹脂としては、任意のポリエチレン及びポリプロピレン等であって、190℃でのメルトフローレート(MFR)が5〜40g/10分、好ましくは15〜30g/10分のものを使用することができる。また、添加量としては、全体の3〜50質量%、好ましくは5〜10質量%の比率でオレフィン系樹脂を配合するとよい。
【0055】
また、さらに必要ならば、酸化防止剤、紫外線吸収剤、光安定剤、帯電防止剤、アンチブロッキング剤、難燃化剤、架橋剤、着色剤等の添加剤の1種ないし2種以上を添加してもよい。
【0056】
v)無機系フィラー含有LLDPE層
本発明において、無機系フィラー含有LLDPE層は、LLDPE中に、無機系フィラーをマスターバッチ式のブレンド方法により分散させてなる樹脂組成物からなる層である
。
この樹脂組成物において、好適に使用できるLLDPEとしては、上記LLDPE層について記載したものと同じ樹脂を使用することができる。
【0057】
また、好適に使用できる無機系フィラーとしては、SiO2、AL2O3、TiO2、ZnO、Fe2O3、SnO2、CeO2、NiO、PbO、S2Cl2、ZnCl2、FeCl2、CaCO3、B2O3等からなり、平均粒径が2〜15μmのフィラーを使用することができ、好ましくは、酸化珪素SiO2のフィラーが用いられる。無機系フィラーの平均粒径が2μm未満の場合は滑り性の改良に効果がなく、また、前記平均粒径が15μmを超えると、製膜フィルムの表面に突出する無機系フィラーにより容器表面を摩擦し、傷つけることがある。なお、本発明において、平均粒径とは、粒度分布測定より、最も多く存在する粒子の粒径を意味する。粒度分布は、コールターカウンター法により計測できる。
【0058】
この樹脂組成物において、無機系フィラーは、全体の2.0〜5.0wt%となる量で添加される。樹脂組成物中の無機系フィラーの含有量が2.0wt%未満であると、シーラント層表面上にフィラーが出にくく、滑り不良を改善する効果が少ない。また、5.0wt%を超えた場合、シーラント層表面において、フィラーが飽和状態になるため、それ以上フィラーを添加しても、かかるコストに見合う効果は得られない。また、飽和状態になることにより、シール阻害が生じ、逆に、シール開始温度を上げる恐れがある。
【0059】
上記樹脂組成物には、必要ならば、酸化防止剤、紫外線吸収剤、光安定剤、帯電防止剤、アンチブロッキング剤、難燃化剤、架橋剤、着色剤等の添加剤の1種ないし2種以上を添加してもよい。
【0060】
また、製膜安定性及び紙容器のシール時における樹脂の流動性を改善させるために、上記樹脂組成物中に0〜20wt%の量で、LDPEを添加してもよい。しかしながら、20wt%を超えてLDPEを添加すると、非吸着性が損なわれるため好ましくない。
【0061】
無機系フィラー含有LLDPE層を、シーラント層の最表層部分に設けることにより、シーラント層内部を構成するヒートシール樹脂の流動性を損なわずに、滑り特性を向上させることができる。したがって、この無機系フィラー含有LLDPE層を有する本発明の包装材料は、良好なヒートシール性を維持し、且つ、製膜及び製函加工に好適な滑り特性を示す。
【0062】
vi)シーラントフィルムの製造方法
本発明において、3層構成のシーラントフィルムを製造する方法としては、補強層、LLDPE層及び環状ポリオレフィン系樹脂層の各層を構成する樹脂を用いて、インフレーション法またはキャスト法等の共押出製膜法によって、3層を共押出製膜する。
【0063】
あるいは、補強層を形成するPEフィルム上に、LLDPE層及び環状ポリオレフィン系樹脂層をこの順に押出コーティング法により、好ましくは共押出コーティング法により積層してもよい。層間の接着強度を高めるために、PEフィルムの積層面に、オゾン処理等の任意の表面処理を予め行っておいてもよい。
【0064】
第二のLLDPE層を含む4層構成、及び、無機系フィラー含有LLDPE層を含む5層構成のシーラントフィルムについても同様に、PEフィルム上への押出コーティングにより、または、共押出製膜により製造することができる。
【0065】
高い層間密着性及び良好な製膜安定性が得られ、非吸着性及びヒートシール性が一層向上し、また美麗な膜が得られるため、共押出法により、特に共押出製膜法により、LLDPE層と環状ポリオレフィン系樹脂層とを一緒に製膜することが好ましい。さらに、低温での製膜加工が可能であり、加熱による樹脂臭のトラブルが少なく、また、一層高い層間密着性が得られるため、共押出インフレーション法による製膜が特に好ましい。
【0066】
<V>バリア層
本発明の包装材料において、紙基材層1とドライラミネート用接着剤層2との間に、必要に応じて、ガスバリア性を有するバリア層を設けることができる。これにより、外部への内容物のにおい漏れや、外部からの酸素及び水蒸気ガスの浸入を抑え、内容物の変質を防ぐことができる。
このようなバリア層としては、適用する紙容器の用途に応じて任意のガスバリア性フィルムを使用することができる。
【0067】
例えば、ガスバリア性フィルムとして、アルミニウム箔等の金属箔、または金属箔とプラスチックフィルムとの積層フィルムを用いることができ、この場合には、優れたガスバリア性が得られ、また遮光性を有することとなる。好適に使用される金属箔、または金属箔とプラスチックフィルムとの積層フィルムの厚さは、6〜30μm程度である。
【0068】
また、ガスバリア性フィルムとして、無機酸化物や金属の蒸着層を有する蒸着フィルムを用いてもよい。ここで、好適に使用される無機酸化物としては、酸化アルミニウム、酸化珪素、酸化マグネシウム等が挙げられる。また、好適に使用される金属としては、アルミニウム等が挙げられる。また、蒸着層を担持する基材フィルムとしては、ポリエステル、ポリアミド、ポリプロピレン等からなる樹脂フィルムを用いることができる。好適に使用される蒸着フィルムの厚さは、9〜40μm程度である。なお、バリア層が蒸着フィルムからなる場合は、加工時の取り扱い等の観点から、蒸着膜の側が紙基材層と接するように積層することが好ましい。
【0069】
さらに、ガスバリア性フィルムとして、エチレン−ビニルアルコール共重合体、ポリアミド系樹脂、ポリ塩化ビニリデン系樹脂又はポリアクリロニトリル系樹脂の少なくともいずれか一種からなるガスバリア性フィルムを用いることもできる。好適に使用されるこれらのガスバリア性フィルムの厚さは、5〜30μm程度である。
また、バリア層は、上記の各種ガスバリア性フィルムの中から2種以上を選択して用いてもよい。
【0070】
本発明の包装材料がバリア層を有する場合、バリア層とシーラント層3とが、ドライラミネート用接着剤層2を介してドライラミネートされる。また、バリア層と紙基材層1とは、製造コスト及び要求される耐内容物性等を考慮して、熱可塑性樹脂を介するサンドイッチラミネート法や、ドライラミネート用接着剤を介するドライラミネート法等の任意の方法により積層することができる。この際に、紙基材層の表面には、コロナ処理、火炎処理、アンカーコート処理等の表面処理を行ってもよく、またバリア層の表面にはインラインでコロナ処理、オゾン処理等を行ってもよい。サンドイッチラミネートに用いられる熱可塑性樹脂としては、熱によって溶融し、相互に融着し得る任意の熱可塑性樹脂からなる樹脂層を使用することができ、例えば、LDPE、MDPE、LLDPE、アイオノマー樹脂、エチレン−アクリル酸共重合体等を使用することができる。
【0071】
<VI>表面保護層
本発明の包装材料は、製函時に最外層となる表面保護層として、任意のポリエチレン樹脂(PE)からなる層を、シーラント層と反対側の表面に有してもよい。
表面保護層は、紙基材層の外部を保護すると共に、包装材料の端の部分においては、シーラント層と加熱により貼り合わせられる。ポリエチレンとしては、LDPE、LLDPE、MDPE、高密度ポリエチレン(HDPE)等が用いられ、特に限定されないが、本
発明の包装材料のシーラント層とのシール性及び加工適性の観点から、LDPE及びLLDPEが好ましく用いられる。
【0072】
表面保護層の形成方法は、特に限定されないが、例えば、紙基材層の一方の面に溶融ポリエチレン樹脂を押出コーティングすることにより形成される。表面保護層は、容器の表面となる層であるが、さらに表面に印刷層を設けることができ、印刷層に用いられる印刷インキの密着性の向上を図るために表面に例えばコロナ処理等の表面処理を施すこともできる。表面保護層の厚さは、特に限定されないが、通常、10〜60μm程度である。
【0073】
<VII>包装材料の使用
本発明の包装材料は、紙容器、特に内容物の品質保持性が要求される紙容器を形成するために、好適に使用することができる。
本発明の包装材料からの紙容器の製造は、通常、次のようにして行われる。すなわち、本発明の包装材料の表面に、必要に応じて印刷を行った後、打ち抜き、端面をスカイブ・ヘミングして内容物が端面に接触しないようにし、充填機内でボトム部及びトップ部を熱風加熱、火炎加熱等によりヒートシールして紙容器とする。
【0074】
この紙容器の形状については、用途・目的等に応じて適宜に決定すればよく、例えばゲーブルトップタイプ、ブリックタイプ、フラットタイプ等が挙げられ、また、角形容器、丸形等の円筒状の紙缶等が挙げられる。この紙容器の注出口には、たとえばポリエチレン製のキャップ、プルタブ型の開封機構等を適宜に設けてもよい。
【0075】
紙容器の内容物も、特に限定されず、固体またはゲル状のものであっても、液体、例えば酒、果汁飲料等のジュース、ミネラルウォーター等の各種の飲料品、醤油、ソース、スープ等の液体調味料、あるいは、カレー、シチュー、スープ等の種々の液体飲食物、食用油、機械用油、接着剤、粘着剤等の化学品、化粧品、医薬品等の雑貨品、その他シャンプー、リンス、洗剤等の化成品等であってもよい。
次に本発明について、実施例を挙げて具体的に説明する。
【実施例】
【0076】
[実施例1]
(1)LLDPE(宇部丸善ポリエチレン(株)製、UM0540F)をベースレジンとして、これにシリカ(平均粒径4.9μ)を全体の10wt%となる量で添加し、マスターバッチを作成した。該マスターバッチ45wt%、LLDPE(宇部丸善ポリエチレン(株)製、UM0540F)45wt%及びLDPE(日本ポリエチレン(株)製LC520)10wt%をブレンドして、無機系フィラー含有LLDPE層用樹脂組成物を調製した。
【0077】
(2)LDPE(日本ポリエチレン(株)製LC520)、LLDPE(宇部丸善ポリエチレン(株)製、UM0540F)、環状オレフィンコポリマー(ポリプラスチックス(株)製TOPAS(R)8007F−500;メルトフローレート(MFR)1.9g/10分(190℃);密度1.02g/cm3)、及び上記(1)に記載の無機系フィラー含有LLDPE層用樹脂組成物を用いて、共押出インフレーション法により、LDPEからなる補強層20μm/第一のLLDPE層20μm/環状オレフィンコポリマー層5μm/第二のLLDPE層10μm/無機系フィラー含有LLDPE層5μmの5層からなる厚さ60μmのシーラントフィルムを製膜した。得られたシーラントフィルムは、ゲル塊のない、美麗な膜表面を有していた。なお、本願明細書の積層体の記載において、「/」はその左右の層が積層一体化されていることを示す。
【0078】
(3)2液硬化型ウレタン系接着剤を用いて、厚さ12μmのポリエチレンテレフタレート(PET)フィルムを厚さ6μmのアルミニウム箔にドライラミネーション法により積層して、バリアフィルムを製膜した。このときの接着剤の塗布量は、接着剤の厚さが乾燥皮膜として3g/m2となる量とした。
【0079】
(4)上記(2)で製膜したシーラントフィルムの補強層側の面と、上記(3)で製膜したバリアフィルムのPETフィルム側の面とを、上記(3)と同様にドライラミネーション法により積層し、バリア層(アルミニウム箔/ドライラミネート用接着剤層/PETフィルム)/ドライラミネート用接着剤層/シーラント層(補強層/第一のLLDPE層/環状ポリオレフィン系樹脂層/第二のLLDPE層/無機系フィラー含有LLDPE層)からなるラミネートフィルムを作製した。
【0080】
(5)一方、坪量340g/m2の板紙の一方の表面に、表面保護層として厚さ20μmのLDPE(日本ポリエチレン(株)製LC520)を押出コーティング法により積層し、板紙の他方の表面に、上記(4)で作製したラミネートフィルムのアルミニウム箔の面と対向させ、その間に厚さ20μmのエチレン−メタクリル酸−メタクリル酸エステル共重合体(三井デュポンポリケミカル株式会社製N0908C)(接着樹脂層)を押出してサンドイッチラミネートし、表面保護層/紙基材層/接着樹脂層/バリア層(アルミニウム箔/ドライラミネート用接着剤層/PETフィルム)/ドライラミネート用接着剤層/シーラント層(補強層/第一のLLDPE層/環状ポリオレフィン系樹脂層/第二のLLDPE層/無機系フィラー含有LLDPE層)の層構成からなる本発明の包装材料を得た。
【0081】
[実施例2]
シーラント層として、LDPEからなる補強層20μm/LLDPE層35μm/環状オレフィンコポリマー層5μmの3層のみからなる厚さ60μmのシーラントフィルムを使用し、補強層側の面がドライラミネート用接着剤層と接するようにラミネートした以外は、実施例1と同様にして、本発明の包装材料を作製した。なお、LDPE、LLDPE及び環状オレフィンコポリマーは、実施例1と同様の樹脂を用いた。また、シーラントフィルムは共押出インフレーション法により製膜した。得られたシーラントフィルムは、ゲル塊のない、美麗な膜表面を有していた。
【0082】
[比較例1]
環状オレフィンコポリマーの代わりにLLDPE(宇部丸善ポリエチレン(株)製、UM0540F)を使用した以外は、実施例1と同様にして包装材料を作製した。
【0083】
[比較例2]
環状オレフィンコポリマーの代わりにLLDPE(宇部丸善ポリエチレン(株)製、UM0540F)を使用した以外は、実施例2と同様にして包装材料を作製した。
【0084】
[吸着性試験]
実施例1〜2及び比較例1〜2の包装材料を用いて、一辺が70mm角の容量1Lのゲーブルトップタイプの紙容器を作成し、メントール濃度が5μm/mlとなるように調製したメントール−エタノール溶液1lを充填した。
50℃の雰囲気下で2週間保存した後、溶液中のメントール含有量をGC/MS法により測定した。測定値と保存前のメントール含有量との差から、紙容器の内壁1cm2当たりのメントール吸着量を求めた。結果を以下の表1に示す。
【0085】
【表1】
【0086】
実施例1〜2の包装材料からなる紙容器では、メントールの吸着量は低い値に抑えられていた。これに対し、比較例1〜2の包装材料からなる紙容器は、多量のメントールを吸着していた。
【0087】
[耐内容物性、ラミネート強度試験]
また、2週間保存後の紙容器から、試験片(15mm巾)を切り出し、バリア層とシーラント層との間のラミネート状態を調べた。実施例1〜2の包装材料からなる紙容器のいずれにおいても、層間の剥離は見られず、良好なラミネート強度を保持していた。
【0088】
[ヒートシール性試験]
実施例1〜2及び比較例1〜2の包装材料を用いて、その表面保護層の面にオフセット印刷法により所望の絵柄・表示等の印刷を行った後、所定の形状に打ち抜くと同時に必要箇所に罫線を設けてブランクシートとした。次いで、フレームシール法により胴部を貼り合わせて筒状スリーブとし、この筒状スリーブを充填機(株式会社ディー・エヌ・ケー製、DR−10)に供給した。充填機のホットエアーによりボトム部をヒートシールし、次いで内容物(ミネラルウォーター)を充填し、最後にトップ部をヒートシールして、ゲーブルトップタイプの紙容器(1.8リットル容量)を作製した。
【0089】
充填機のホットエアー温度が低すぎると、加熱不足により接着強度が不十分となる。逆に、該温度が高すぎると、過加熱によりシール部にバブリングが発生し、いずれの場合も内容物の漏れ、若しくは容器の胴膨れが生じる。
各実施例及び比較例の包装材料のボトム部及びトップ部のヒートシールに際し、充填機のホットエアー温度を10℃おきに変化させて、内容物が漏れることなくしっかりと接着したホットエアー温度の範囲を測定した。結果を以下の表2に示す。
【0090】
【表2】
【0091】
実施例1〜2の包装材料はいずれも、比較例と同様に、幅広い温度範囲でヒートシールが可能であり、また320〜340℃の低温でも十分なシール強度を示し、良好なヒートシール性を示した。
【符号の説明】
【0092】
1:紙基材層
2:ドライラミネート用接着剤層
3:シーラント層
a:補強層
b:直鎖状低密度ポリエチレン樹脂層
b1:第一の直鎖状低密度ポリエチレン樹脂層
b2:第二の直鎖状低密度ポリエチレン樹脂層
c:環状ポリオレフィン系樹脂層
d:無機系フィラー含有直鎖状低密度ポリエチレン樹脂層
【特許請求の範囲】
【請求項1】
少なくとも、紙基材層、ドライラミネート用接着剤層、及び該ドライラミネート用接着剤層上に隣接して積層されたシーラント層を有する、液体用紙容器に用いる包装材料であって、
該シーラント層は、該ドライラミネート用接着剤層と隣接する補強層、直鎖状低密度ポリエチレン樹脂層、及び環状ポリオレフィン系樹脂層をこの順に設けた層であり、
該補強層は、ポリエチレン樹脂からなる層であることを特徴とする、上記包装材料。
【請求項2】
前記シーラント層は、補強層、直鎖状低密度ポリエチレン樹脂層及び環状ポリオレフィン系樹脂層をこの順に設けた3層からなるシーラントフィルムの層であることを特徴とする、請求項1に記載の包装材料。
【請求項3】
前記シーラント層は、補強層、第一の直鎖状低密度ポリエチレン樹脂層、環状ポリオレフィン系樹脂層、及び第二の直鎖状低密度ポリエチレン樹脂層をこの順に設けた4層からなるシーラントフィルムの層であることを特徴とする、請求項1に記載の包装材料。
【請求項4】
前記シーラント層は、補強層、第一の直鎖状低密度ポリエチレン樹脂層、環状ポリオレフィン系樹脂層、第二の直鎖状低密度ポリエチレン樹脂層、及び無機系フィラー含有直鎖状低密度ポリエチレン樹脂層をこの順に設けた5層からなるシーラントフィルムの層であることを特徴とする、請求項1に記載の包装材料。
【請求項5】
前記紙基材層と前記ドライラミネート用接着剤層との間にバリア層を有することを特徴とする、請求項1〜4のいずれか1項に記載の包装材料。
【請求項6】
前記バリア層が、アルミニウム箔、アルミニウム蒸着フィルム、酸化珪素蒸着フィルム、アルミナ蒸着フィルム、エチレン−ビニルアルコール共重合体フィルム、ポリアミド系樹脂フィルム、ポリ塩化ビニリデン系樹脂フィルム及びポリアクリロニトリル系樹脂フィルムからなる群より選択される少なくとも1種からなることを特徴とする、請求項5に記載の包装材料。
【請求項7】
請求項1〜6のいずれか1項に記載の包装材料を、シーラント層が最内層となるように製函してなる液体用紙容器。
【請求項1】
少なくとも、紙基材層、ドライラミネート用接着剤層、及び該ドライラミネート用接着剤層上に隣接して積層されたシーラント層を有する、液体用紙容器に用いる包装材料であって、
該シーラント層は、該ドライラミネート用接着剤層と隣接する補強層、直鎖状低密度ポリエチレン樹脂層、及び環状ポリオレフィン系樹脂層をこの順に設けた層であり、
該補強層は、ポリエチレン樹脂からなる層であることを特徴とする、上記包装材料。
【請求項2】
前記シーラント層は、補強層、直鎖状低密度ポリエチレン樹脂層及び環状ポリオレフィン系樹脂層をこの順に設けた3層からなるシーラントフィルムの層であることを特徴とする、請求項1に記載の包装材料。
【請求項3】
前記シーラント層は、補強層、第一の直鎖状低密度ポリエチレン樹脂層、環状ポリオレフィン系樹脂層、及び第二の直鎖状低密度ポリエチレン樹脂層をこの順に設けた4層からなるシーラントフィルムの層であることを特徴とする、請求項1に記載の包装材料。
【請求項4】
前記シーラント層は、補強層、第一の直鎖状低密度ポリエチレン樹脂層、環状ポリオレフィン系樹脂層、第二の直鎖状低密度ポリエチレン樹脂層、及び無機系フィラー含有直鎖状低密度ポリエチレン樹脂層をこの順に設けた5層からなるシーラントフィルムの層であることを特徴とする、請求項1に記載の包装材料。
【請求項5】
前記紙基材層と前記ドライラミネート用接着剤層との間にバリア層を有することを特徴とする、請求項1〜4のいずれか1項に記載の包装材料。
【請求項6】
前記バリア層が、アルミニウム箔、アルミニウム蒸着フィルム、酸化珪素蒸着フィルム、アルミナ蒸着フィルム、エチレン−ビニルアルコール共重合体フィルム、ポリアミド系樹脂フィルム、ポリ塩化ビニリデン系樹脂フィルム及びポリアクリロニトリル系樹脂フィルムからなる群より選択される少なくとも1種からなることを特徴とする、請求項5に記載の包装材料。
【請求項7】
請求項1〜6のいずれか1項に記載の包装材料を、シーラント層が最内層となるように製函してなる液体用紙容器。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−250487(P2012−250487A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−125912(P2011−125912)
【出願日】平成23年6月6日(2011.6.6)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年6月6日(2011.6.6)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]