
包装材料積層体及び包装体
【課題】 通常は優れた密封性を有するが、開封時には強い抵抗感がなく開封感が良好で、手でスムーズに開封することができる、ガスバリア性を有し、かつ、易開封性の包装材料積層体及び前記包装材料積層体を用いた開封性の優れた包装体を提供すること。
【解決手段】 プラスチックフィルムの少なくとも一方の表面に無機酸化物薄膜層が形成され、前記無機酸化物薄膜層の表面に、一種以上のアンカーコート剤に架橋剤を混合した層を設け、さらに前記層の表面にヒートシール性樹脂層を設けてなることを特徴とする包装材料積層体。
【解決手段】 プラスチックフィルムの少なくとも一方の表面に無機酸化物薄膜層が形成され、前記無機酸化物薄膜層の表面に、一種以上のアンカーコート剤に架橋剤を混合した層を設け、さらに前記層の表面にヒートシール性樹脂層を設けてなることを特徴とする包装材料積層体。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は包装材料積層体及び包装体に関し、特に、プラスチックフィルムに無機酸化物薄膜層を形成した、特にガスバリア性に優れ、食品、医薬品、化学薬品、医療用機器、電子部品など包装時には気密性が要求され、かつ、内容物取り出し時には、容易に開封することが求められる物品の包装に用いるのに適した包装材料積層体及び包装体に関するものである。
【0002】
【従来の技術】従来、酸素や水蒸気などに対し優れたガスバリア性を有し、透明で、環境負荷の小さいフレキシブルフィルムとして、プラスチックフィルム上に無機酸化物薄膜を形成したガスバリア性積層体が知られている。このようなガスバリア性積層体上にさらにヒートシール性を有する樹脂層を積層したものは、食品、医薬、化学薬品、医療用機器、電子部品等の包装用に製袋し、包装体として用いられる。
【0003】しかしながら、この包装袋や物品の外装から内容物を取出すときに包装袋や物品の外装を開封するが、これらの包装材料を用いた包装袋や物品の外装の破壊強度が高いために老人、子供の力では簡単に開封できない包装袋や物品の外装があり、また、さらに力を入れて開封したときに、その勢いが強いため内容物が包装袋や物品の外装から一度に飛び出し、飛散することがある。このため、上記包装材料による食品などの包装袋や物品の外装については、開封の容易性を調整する手段として接着強度を調整する手段が取られている。例えばポリエチレンイミン系のアンカーコート剤を無機酸化物薄膜層の上に積層しヒートシール層との接着強度を向上させるとういう方法があるが、ポリエチレンイミン系のアンカーコート剤は耐水性に乏しく、接着部に水が付着するような用途に用いると接着強度が低下し、開封性も低下するという問題点があった。
【0004】
【発明が解決しようとする課題】本発明は上記従来の包装材料積層体及び包装体の有する問題点を解決し、通常は優れた気密性を有するが、開封時には強い抵抗感がなく開封感が良好で、手でスムーズに開封することができる、ガスバリア性を有し、かつ、開封性の優れた包装材料積層及び前記包装材料積層を用いた開封性の優れた包装体を提供することを目的とする。
【0005】
【課題を解決するための手段】上記の目的を達成するため、本発明の包装材料積層体及び包装体は、プラスチックフィルムの表面に無機酸化物薄膜層が形成され、前記無機酸化物薄膜層の表面に一種以上のアンカーコート剤に架橋剤を混合した層が形成され、前記層の表面にヒートシール性樹脂層が設けてなることを特徴とする包装材料積層体であることを特徴とする。
【0006】この場合において、ヒートシール性樹脂層を設ける方法が押し出しラミネート法であることが好適である。
【0007】また、この場合において、アンカーコート剤に架橋剤を混合した層がポリエチレンイミンとエポキシ化合物との反応物であることが好適である。
【0008】さらにまた、この場合において、無機酸化物薄膜層が、少なくとも酸化ケイ素、酸化アルミニウムを含む多元系無機酸化物薄膜であることが好適である。
【0009】さらにまた、この場合において、プラスチックフィルムが二軸延伸ナイロンフィルムであることが好適である。
【0010】さらにまた、この場合において、前記記載の包装材料積層体を用いてなることができる。
【0011】
【発明の実施の形態】以下、本発明の包装材料積層体及び包装体の実施の形態を説明する。
【0012】本発明におけるプラスチックフィルムとは、有機高分子樹脂からなり、溶融押出し後、長手方向及び/又は幅方向に延伸し、さらに熱固定、冷却を施したフィルムであり、有機高分子としては、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリエチレン−2、6−ナフタレート、ナイロン6、ナイロン4、ナイロン66、ナイロン12、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリビニールアルコール、全芳香族ポリアミド、ポリアミドイミド、ポリイミド、ポリエーテルイミド、ポリスルホンなどがあげられる。これらの有機高分子は、他の有機重合体を少量共重合をしたり、ブレンドしたりしてもよい。
【0013】これらの中でも、好ましいポリアミドの具体例としては、ポリカプロアミド(ナイロン6)、ポリ‐ε‐アミノへプタン酸(ナイロン7)、ポリ‐ε‐アミノノナン酸(ナイロン9)、ポリウンデカンアミド(ナイロン11)、ポリラウリンラクタム(ナイロン12)、ポリエチレンジアミンアジパミド(ナイロン2・6)、ポリテトラメチレンアジパミド(ナイロン4・6)、ポリヘキサメチレンアジパミド(ナイロン6・6)、ポリヘキサメチレンセバカミド(ナイロン6・10)、ポリヘキサメチレンドデカミド(ナイロン6・12)、ポリオクタメチレンドデカミド(ナイロン6・12)、ポリオクタメチレンアジパミド(ナイロン8・6)、ポリデカメチレンアジパミド(ナイロン10・6)、ポリデカメチレンセバカミド(ナイロン10・10)、ポリドデカメチレンドデカミド(ナイロン12・12)、メタキシレンジアミン‐6ナイロン(MXD6)などを挙げることができ、これらを主成分とする共重合体であってもよく、その例としては、カプロラクタム/ラウリンラクタム共重合体、カプロラクタム/ヘキサメチレンジアンモニウムアジぺート共重合体、ラウリンラクタム/ヘキサメチレンジアンモニウムアジぺート共重合体、ヘキサメチレンジアンモニウムアジぺート/ヘキサメチレンジアンモニウムセバケート共重合体、エチレンジアンモニウムアジぺート/ヘキサメチレンジアンモニウムアジぺート共重合体、カプロラクタム/ヘキサメチレンジアンモニウムアジぺート/ヘキサメチレンジアンモニウムセバケート共重合体などを挙げることができる。これらのポリアミドには、フィルムの柔軟性改質成分として、芳香族スルホンアミド類、p‐ヒドロキシ安息香酸、エステル類などの可塑剤や低弾性率のエラストマー成分やラクタム類を配合することも有効である。
【0014】また、好ましいポリエステルの具体例としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレン‐2,6‐ナフタレートなどが用いられるが、これらを主成分とする共重合体であっても良く、ポリエステル共重合体を用いる場合、そのジカルボン酸成分の主成分がテレフタル酸、イソフタル酸、フタル酸又は2,6‐ナフタレンジカルボン酸などの芳香族ジカルボン酸、トリメリロット酸及びピロメリロット酸などの多官能カルボン酸の他にアジピン酸、セバシン酸などの脂肪族ジカルボン酸などが用いられる。また、グリコール成分の主成分がエチレングリコール又は1,4‐ブタンジオールである他ジエチレングリコール、プロピレングリコール、ネオペンチルグリコールなどの脂肪族グリコール、p‐キシリレングリコールなどの芳香族グリコール、1,4‐シクロヘキサンジメタノールなどの脂環族グリコール、平均分子量が150〜20000のポリエチレングリコールなどが用いられる。ポリエステル中の好ましい共重合成分の比率は20%以下である。共重合成分が20%を超えるときはフィルム強度、透明性、耐熱性などが劣る場合がある。これらの有機高分子は、さらに他のの有機高分子を少量共重合したり、ブレンドしても良い。
【0015】さらに上記の有機高分子には、公知の添加物,例えば、紫外線吸収剤、帯電防止剤、可塑剤、滑剤、着色剤、などを添加されてもよく、フィルムとしての透明度は特に限定するものではないが、透明性を有する包装材料積層体として使用する場合には、50%以上の透過率をもつものが望ましい。本発明におけるプラスチックフィルムは、本発明の目的を損なわないかぎりにおいて、薄膜層を積層するに先行して、前記プラスチックフィルムをコロナ放電処理、グロー放電、火炎処理、表面粗面化処理等の表面処理を施しても良く、また、公知のアンカーコート処理、印刷、装飾が施されても良い。本発明におけるプラスチックフィルムは、その厚さとして3〜500μmの範囲が望ましく、さらに好ましくは、6〜300μmの範囲である。
【0016】本発明における無機酸化物薄膜とは、酸化ケイ素、酸化アルミニウム、酸化マグネシウムなど薄膜にできるものなら特に制限はないが、より好ましくは酸化ケイ素、酸化アルミニウムを含む多元系無機酸化物薄膜の方がガスバリア性に優れる。ここでいう、酸化ケイ素、酸化アルミニウムを含む多元系無機酸化物薄膜とは、無機酸化物からそれ自体公知の方法で形成された薄膜であって、無機酸化物とは、酸化ケイ素、酸化アルミニウム、酸化マグネシウムなど薄膜化できる無機酸化物であれば特に制限はないが、好ましい無機酸化物は酸化アルミニウム、酸化ケイ素を含む多元系無機酸化物薄膜、より好ましくは酸化ケイ素・酸化アルミニウム二元系無機酸化物薄膜である。ここでいう酸化ケイ素とはSi、SiOやSiO2などの各種珪素酸化物の混合物からなり、酸化アルミニウムとは、Al、AlOや、Al2O3などの各種アルミニウム酸化物の混合物からなり、各酸化物内における酸素の結合量はそれぞれの製造条件によって異なってくるが、酸化ケイと酸化アルミニウムとを併用する場合は無機酸化物薄膜中に占める酸化アルミニウムの含有量が、20〜99重量%であるのが好ましく、20〜75重量%であるのがより好ましい。
【0017】また、無機酸化物薄膜の比重の値が、無機酸化物薄膜中の酸化アルミニウムの含有量(重量%)との関係を、D=0.01A+b(D:薄膜の比重、A:薄膜中の酸化アルミニウムの重量%)で示すとき、b値が1.6よりも小さい領域のときには、酸化ケイ素・酸化アルミニウム系薄膜の構造が粗となり、また、b値が2.2よりも大きい領域の場合、酸化ケイ素・酸化アルミニウム系薄膜が硬くなる傾向にある。
【0018】このため、無機酸化物薄膜としての酸化ケイ素・酸化アルミニウム系薄膜の比重は、前記薄膜の比重と薄膜中の酸化アルミニウムの含有量(重量%)D=0.01A+b(D:薄膜の比重、A:薄膜中の酸化アルミニウムの含有量)という関係式であらわすとき、b値が1.6〜2.2であるのが好ましく、さらに好ましくは1.7〜2.1であるが、もちろんこの範囲に限定されるものではない。酸化ケイ素・酸化アルミニウムを含み、さらに他の無機酸化物を含む多元系無機酸化物薄膜もガスバリア性積層体としての効果は大きい。
【0019】前記の場合において、酸化ケイ素・酸化アルミニウム系二元系無機酸化物薄膜中の酸化アルミニウムの含有量が20重量%未満になると、ガスバリア性が必ずしも十分ではなくなり、また、酸化ケイ素・酸化アルミニウム系二元系無機酸化物薄膜中の酸化アルミニウム量が99重量%を超えると、蒸着膜の柔軟性が低下し、ガスバリア性積層体の曲げや寸法変化に比較的弱く、二者併用の効果が低下するといった問題が生じることがある。
【0020】本発明において、無機酸化物薄膜の膜厚は、通常10〜8,000Å、好ましくは50〜5,000Åである。膜厚が10Å未満では満足のいくガスバリア性が得られ難く、また、8,000Åを超えて過度に厚くしても、それに相当するガスバリア性の向上の効果は得られず、耐屈曲性や製造コストの点でかえって不利となる。
【0021】無機酸化物薄膜を形成する典型的な製法を酸化ケイ素・酸化アルミニウム系薄膜の形成により説明すると、蒸着法による薄膜形成法としては真空蒸着法、スパッタリング法、イオンプレーティング法などの物理蒸着法、あるいはCVD法(化学蒸着法)などが適宜用いられる。例えば真空蒸着法を採用する場合は、蒸着原料としてSiO2とAl2O3の混合物、あるいはSiO2とAlの混合物などが用いられる。加熱には、抵抗加熱、高周波誘導加熱、電子ビーム加熱などを採用することができ、また、反応ガスとして酸素、窒素、水素、アルゴン、炭酸ガス、水蒸気などを導入したり、オゾン添加、イオンアシストなどの手段を用いた反応性蒸着を採用することも可能である。さらに、プラスチックフィルムにバイアスを印加したり、プラスチックフィルムを加熱したり冷却するなど、成膜条件も任意に変更することができる。上記蒸着材料、反応ガス、基板バイアス、加熱・冷却などは、スパッタリング法やCVD法を採用する場合にも同様に変更可能である。
【0022】このような方法により透明で、ガスバリア性に優れ各種処理、例えば、煮沸処理やレトルト処理、さらにはゲルボ試験(耐屈曲性試験)にも耐えることができる優れた性能の包装材料積層体及び包装体を得ることが可能となる。かかる、プラスチックフィルムの表面に無機酸化物薄膜層が形成されたガスバリア性積層体は、本発明の包装材料積層体の少なくとも一部の構成層とされる。また、本発明の包装材料積層体は、プラスチックフィルムの少なくとも一方の表面に無機酸化物薄膜層が形成された複数のガスバリア性積層体を用い、前記薄膜層の表面にチタン酸化物層が形成され、前記チタン酸化物層の表面に溶融押出しラミネートにより直接ヒートシール樹脂層を設けた包装材料積層体が基本構造であるが、本発明の主旨を逸脱しない範囲ではこの限りではない。
【0023】本発明におけるヒートシール性樹脂層とは、低密度ポリエチレン(LDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HDPE)、線状低密度ポリエチレン(LLDPE)、エチレン酢酸ビニル共重合体(EVA)、ポリプロピレン(PP)、エチレン・アクリル酸共重合体(EAA)、エチレン・メタアクリル酸共重合体(EMA)、エチレン・メチルアクリレート共重合体(EMAA)、エチレン・エチルアクリレート共重合体(EEA)、エチレン・メチルメタアクリル酸共重合体(EMMA)、アイオノマー(IO)などにより形成されたヒートシール性を有する樹脂層である。実用的には、低密度ポリエチレン、エチレン酢酸ビニル共重合体、線状低密度ポリエチレンを溶融押出し樹脂層として用いることが多い。この溶融押出し脂層の厚みとしては、3〜100μm程度、好ましくは10〜70μm程度であるのが一般的である。本発明においては、溶融押出し樹脂層にさらにヒートシール性を有する樹脂を積層することができる。このようなヒートシール性樹脂としては本発明におけるヒートシール性樹脂層とは、低密度ポリエチレン(LDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HDPE)、線状低密度ポリエチレン(LLDPE)、エチレン酢酸ビニル共重合体(EVA)、ポリプロピレン(PP)、エチレン・アクリル酸共重合体(EAA)、エチレン・メタアクリル酸共重合体(EMA)、エチレン・メチルアクリレート共重合体(EMAA)、エチレン・エチルアクリレート共重合体(EEA)、エチレン・メチルメタアクリル酸共重合体(EMMA)、アイオノマー(IO)などから形成されたフィルムが挙げられる。
【0024】本発明における一種以上のアンカーコート剤に架橋剤を混合した層は、厚みとして0.001〜10μm程度であり、溶融押出しラミネート法におけるアンカーコート層として設けるときには、0.003〜5μm程度が望ましい。アンカーコート剤としては、ポリエチレンイミン誘導体があげられる。前記一種以上のアンカーコート剤に架橋剤を混合した層におけるポリエチレンイミン誘導体を含む比率としては、10%〜100%が望ましく、より好ましくは、30%〜100%であり、更に好ましくは、50%〜100%である。ポリエチレンイミン誘導体とはポリエチレンイミンを一般的な方法で、他の成分を共重合させるか、もしくは、アルデヒド類、ケトン類、アルキルハライド類、イソシアネート化合物、エポキシ化合物、グアジニン類、尿素類、各種の酸、および酸無水物などからなる群から選ばれた化合物との反応物、もしくは、ビニル化合物によるグラフト体などをいう。ポリエチレンイミンはエチレンイミンの重合体であり、三員環構造のアミノ基を有する非常に反応性に富む水溶性高分子であり、分子量が100〜100000程度、アミン値が20程度のものが一般的には用いられる。ポリエチレンイミンは従来より、溶融押出しラミネートにおけるアンカーコート剤として用いられ、少量で強い接着強度を得ることができることが知られていた。しかし、同時に接着部に水が付着すると接着強度が低下するという欠点も有している。前記ポリエチレンイミン誘導体系アンカーコート剤は、ポリエチレンイミン誘導体の水溶液を水とアルコールの混合液である濃度に希釈され使用する。このときの架橋剤としては、ポリイソシアネート化合物、ポリエポキシ化合物、メチロールメラミン、やジメチロールエチレン尿素などがあるが、特にこれらに限定されない。
【0025】本発明において、包装材料積層体からなる包装材料、包装体を食品包装について類型別に分けると、まず、収納する食品別では、乾燥食品用、水物食品用、冷凍食品用などに便宜的に分けることができる。さらに、乾燥食品用包装材料及び包装体とは次のような用途に使用されるものである。適用できる内容物としては、ポテトチップス、ポップコーンなどのスナック菓子、せんべい、おかきなどの米菓類、即席ラーメンやふりかけ、削り節。海苔などの乾物品、緑茶、コーヒー、紅茶などの嗜好品、小麦粉、米、麦などの穀物類があり、また、これらに制限されるものではない。
【0026】また、乾燥食品用包装材料としては、包装する内容物の要求性に応じ各種フィルムや紙を用いて本発明の包装材料積層体にラミネートしてよく、代表的なラミネート構成としては、二軸延伸ポリエチレンテレフタレートフィルム/無機酸化物薄膜層/ポリエチレンイミン誘導体層/ポリエチレン、二軸延伸ポリエチレンテレフタレートフィルム/無機酸化物薄膜層/ポリエチレンイミン誘導体層/未延伸ポリプロピレン、二軸延伸ナイロンフィルム/二軸延伸ポリエチレンテレフタレート/無機酸化物薄膜層/ポリエチレンイミン誘導体層/ポリエチレン、二軸延伸ナイロンフィルム/無機酸化物薄膜層/ポリエチレンイミン誘導体層/ポリエチレンなどが考えられる。さらに、装飾又は内容物の説明のための印刷を施したり、意匠用フィルムあるいは補強剤などと貼り合わせてもよい。
【0027】本発明における乾燥食品用包装体としては、袋、蓋材、カップ、チューブ、スタンディングパック、トレイなどがあり、形状、種類に対し、特に制限はなく、例えば、袋物の包装形式としては、ピロータイプ、三方シール、四方シールなどを用いることができる。これらの包装材料及び包装体の構成の全部あるいは一部として本発明の包装材料積層体を用いる。
【0028】また、本発明における水物食品用包装材料及び包装体用途で適用できる内容物としては、板・糸こんにゃく類、たくあん類、醤油漬け、奈良漬けなどの各種漬け物類、各種味噌類やたれ、だしのもと、めんつゆなどと同封された食品や醤油、ソース、ケチャップ、マヨネーズなどの調味料などがあり、又、これらに制限されるものではない。
【0029】水物食品用包装材料としても、包装する内容物の要求特性に応じ各種フィルムをラミネートして良く、代表的なラミ構成としては、二軸延伸ナイロンィルム/無機酸化物薄膜層/ポリエチレンイミン誘導体層/ポリエチレン、二軸延伸ナイロンフィルム/無機酸化物薄膜層/ポリエチレンイミン誘導体層/未延伸ポリプロピレン、二軸延伸ポリエチレンテレフタレートフィルム/機酸化物薄膜層/ポリエチレンイミン誘導体層/ポリエチレン、二軸延伸ポリエチレンテレフタレートフィルム/無機酸化物薄膜層/ポリエチレンイミン誘導体層/未延伸ポリプロピレンなどが考えられる。さらに、装飾又は内容物の説明のための印刷を施したり、意匠用フィルムあるいは補強剤などと貼り合わせてもよい。
【0030】本発明における水物食品用包装体としては、袋、蓋材、カップ、チューブ、スタンディングパック、トレイなどがあり、形状、種類に対し特に制限はなく、例えば、袋物の包装形式としては、ピロータイプ、三方シール、四方シールなどを用いることができ、これらの包装材料及び包装袋の構成の全部あるいは一部として本発明の包装材料積層体を用いる。本発明の包装材料積層体を構成の一部又は全部とする包装材料及び包装体は、使用温度範囲が広いため冷凍食品にも適用が可能である。
【0031】次に本発明における包装用材料積層体及び包装体を形状別に分けると、ペーパーカートン、チューブ用、袋用、カップ用、スタンディングパック用、トレイ用などの用途に分けられる。例えばペーパーカートンとは、複合容器のことをいい、ペーパーカートン用包装材料としては、紙、プラスチックフィルムなどとガスバリア性のあるフィルムとのラミネート品を用いる。形状、種類としては屋根形(ゲーべルトップ:gable top)、レンガ型(ブリック型:bricktype)、直方型、カップ型など特に制限はない。また、内袋、注出口などと組み合わせてよい。本発明におけるペーパーカートン用途として適用できる内容物は、牛乳、ヨーグルトジュース、炭酸飲料などの飲物、日本酒、焼酎、ウイスキーなどのアルコール類、醤油、ソースなどの調味料などがあり、特に、これらに限定されるものではない。
【0032】次に本発明における包装材料積層体及び包装体の他の使用例としては、非伝導性であることを利用しての電子レンジやマイクロ殺菌用の包装材料や包装体としても使用可能であり、また脱酸素剤入り包装剤などの用途としても使われる。これらのラミネート構成、包装体の形状も同様に各種存在する。本発明の包装材料及び包装体を構成する包装材料積層体は透明であるとともに高度なバリア性を有するものである。すなわち、ヒートシール層として用いる樹脂の種類、厚さによって異なるが、例えば、未延伸ポリプロピレンフィルム(厚さ50μm)を用いると、酸素透過度が3.0cc/m2・24hrs・atm以下で、かつ、水分透過率が3.0g/m2・24hrs以下の優れたバリア性を有する。したがって、本発明の包装材料積層体からなる包装材料で包装した食品は長期保存が可能である。また、本発明の包装材料積層体からなる包装材料は開封時には強い抵抗感がなく開封感が良好でスムーズに開封することができる本発明における開封性とは、ヒートシール性樹脂層同士をヒートシール部の端部3に長さ4mmの切り欠き2を入れ、その試料の切欠き部の両端を把持し、以下の2通りの方法により引き裂き、そのときの抵抗感を4段階区別した。
■クロス法:切欠き部の両端をフィルム面と垂直方向に引張る。
■引裂き法:切欠き部の両端をフィルム面と水平にY字型状に引張る。
酸素バリア性の測定はJIS K7126 B法に準じ酸素透過率測定装置(モダンコントロールズ社製 OX−TRAN2/20)を用いて行った。接着強度の測定は無機酸化物薄膜層間をJIS K6854に準じ90度剥離した時のS−Sカーブを、テンシロン(東洋測器社製 UTM2)により測定した。
【0033】
【実施例】以下、実施例を挙げて本発明の内容及び効果を具体的に説明するが、本発明は、その要旨を逸脱しない限り以下の実施例に限定されるものではない。
【0034】
【実施例1】二軸延伸ナイロンフィルム(東洋紡績社製、商品名 N4142)上に酸化ケイ素と酸化アルミニウムの2元系酸化物薄膜を蒸着した厚み15μmのフィルム(東洋紡績社製、商品名 VN100)を用い、押出しラミネーター(モダンマシナリー社)速度80m/minで、アンカーコート剤として、ポリエチレンイミン系アンカーコート剤(日本触媒工業社製、商品名 P1000)にエポキシ化合物(大日本インキ社製、商品名 CR−5L)を3重量%添加したものを用いた。アンカーコート剤はイソプロピルアルコールで固形分濃度が2%になるように希釈した。この希釈液をボウズロールで乾燥時の塗布量が0.03g/m2となるように塗布した。このアンカーコート層の上にヒートシール性樹脂として、線状低密度ポリエチレンフィルム(厚さ40μm)(東洋紡績社製、商品名 L4102)を用い、樹脂温度315℃で15μmの厚さで押出した低密度ポリエチレン(住友化学社製、商品名 スミカセンL705)で接着した。そのときのチルロールとのギャップは15mmとした。このように、押出しラミネートにより3層構成の積層体を得た。この積層体は、押出しラミネート直後から接着強度は強かったが,念のためエージング40℃×1日間だけ実施した。得られた押出しラミネート積層体の酸素バリアを測定するとともに、ヒートシール(シール条件:160℃×2Kg×2秒)を行い、包装袋をつくった。この袋のカット性を評価したところ、クロス法、引裂き法ともに良好できれいに切れた。接着強度は、700g/15mm以上あり、非常に良好であった。このサンプルを35℃×90%RHの環境下で3日間保管し、吸湿させた後に接着強度と開封性をもう一度同様に測定したが、良好であった。
【0035】
【比較例1】押出しラミネートのアンカーコート剤をイソシアネート系接着剤(東洋モートン社製、商品名 EL530A/B:0.2g/m2)とする以外は、実施例1と同様に加工し、押出しラミネート積層体を得た。この積層体について同様に、実施例1と同様に酸素バリア性、接着強度、開封性の評価をしたところ、接着強度は120g/15mmと低く、引き裂くと、抵抗感が強く、うまく切れなかった。
【0036】
【比較例2】押出しラミネートのアンカーコート剤をポリエチレンイミン系アンカーコート剤(日本触媒工業社製、商品名 P1000)とする以外は、実施例1と同様に加工し、押出しラミネート積層体を得た。この積層体について実施例1と同様に酸素バリア性、接着強度、開封性の評価をしたところ、吸湿前の特性は良好であったが、35℃×90%RHの環境下で3日間保管し、吸湿させた後の接着強度は100g/15mmと低く、引裂くと、抵抗感が強く、うまく切れなかった。
【0037】
【実施例2】二軸延伸ナイロンフィルム(東洋紡績社製、商品名 N4142)上に酸化珪素と酸化アルミニウムの2元系酸化物薄膜を蒸着した厚さ15μmのフィルムを用い、アンカーコート剤として、ポリエチレンイミン系アンカーコート剤(東洋モートン社製、商品名 AD372MW)にエポキシ化合物であるグリセントリグルシジルエーテル(長瀬化成社製)を3重量%添加したものを用いたこと以外は,、実施例1と同様にし3層構成の押出しラミネート積層体を得た。得られたラミネート積層体について実施例1と同様に、酸素バリア性、接着強度、開封性を評価した。開封性は、クロス法、引裂き法とも吸湿前後で良好であり、また、接着強度も700g/15mm以上と十分強かった。
【0038】
【実施例3】二軸延伸ナイロンフィルム(東洋紡績社製、商品名 N4142)上に酸化アルミニウム薄膜を蒸着したフィルムを用い、アンカーコート剤として、ポリエチレンイミン系アンカーコート剤(大日精化社製、商品名 セカダイン4100)にイソシアネート系化合物(第一工業製薬社製、商品名 エラストロンE−37)を3重量%添加したものを用い、イソシアネート架橋させたアンカーコート層を乾燥時の塗布量が0.03g/m2となるように塗布した。このアンカーコート層の上にヒートシール性樹脂として、低密度ポリエチレン(住友化学社製、商品名 スミカセンL705)を樹脂層の厚み25μmで押出した。ここでは、線状低密度ポリエチレンフィルム(厚さ40μm)(東洋紡績社製、商品名 L4102)は用いずに2層構成の積層体を作成した。この積層体は押出しラミネートを実施した初期から、ラミネート強度が強いためエージングは施さなかった。得られたラミネート積層体について同様に、各評価をしたところ、開封性は、クロス法、引裂き法とも吸湿前後で良好であり、非常に良好であり、接着強度も700g/15mm以上あり、非常に良好であった。
【0039】
【比較例3】押出しラミネートのアンカーコート剤をポリエチレンイミン系アンカーコート剤(大日精化社製、商品名 セカダイン4100)とする以外は、実施例3と同様に加工し、押出しラミネート積層体を得た。この積層体について実施例1と同様に酸素バリア性、接着強度、開封性の評価をしたところ、吸湿前の特性は良好であったが、35℃×90%RHの環境下で3日間保管し、吸湿させた後の接着強度は80g/15mmと低く、引裂くと、抵抗感が強く、うまく切れなかった。
【0040】得られた積層体の諸特性を表1に示す。
【0041】
【表1】

【0042】
【発明の効果】本発明の包装材料積層体及び包装体によれば、優れたガスバリア性を有し、優れた気密性を有するが、開封時には強い抵抗感がなく開封感が良好で、手でスムーズに開封することができる。
【図面の簡単な説明】
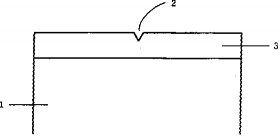
【図1】切欠き部を形成した、本発明の包装材料積層体のヒートシール部の要部を示す図である。
【符号の説明】
1 包装材料積層体
2 切欠き部
3 ヒートシール部
【0001】
【発明の属する技術分野】本発明は包装材料積層体及び包装体に関し、特に、プラスチックフィルムに無機酸化物薄膜層を形成した、特にガスバリア性に優れ、食品、医薬品、化学薬品、医療用機器、電子部品など包装時には気密性が要求され、かつ、内容物取り出し時には、容易に開封することが求められる物品の包装に用いるのに適した包装材料積層体及び包装体に関するものである。
【0002】
【従来の技術】従来、酸素や水蒸気などに対し優れたガスバリア性を有し、透明で、環境負荷の小さいフレキシブルフィルムとして、プラスチックフィルム上に無機酸化物薄膜を形成したガスバリア性積層体が知られている。このようなガスバリア性積層体上にさらにヒートシール性を有する樹脂層を積層したものは、食品、医薬、化学薬品、医療用機器、電子部品等の包装用に製袋し、包装体として用いられる。
【0003】しかしながら、この包装袋や物品の外装から内容物を取出すときに包装袋や物品の外装を開封するが、これらの包装材料を用いた包装袋や物品の外装の破壊強度が高いために老人、子供の力では簡単に開封できない包装袋や物品の外装があり、また、さらに力を入れて開封したときに、その勢いが強いため内容物が包装袋や物品の外装から一度に飛び出し、飛散することがある。このため、上記包装材料による食品などの包装袋や物品の外装については、開封の容易性を調整する手段として接着強度を調整する手段が取られている。例えばポリエチレンイミン系のアンカーコート剤を無機酸化物薄膜層の上に積層しヒートシール層との接着強度を向上させるとういう方法があるが、ポリエチレンイミン系のアンカーコート剤は耐水性に乏しく、接着部に水が付着するような用途に用いると接着強度が低下し、開封性も低下するという問題点があった。
【0004】
【発明が解決しようとする課題】本発明は上記従来の包装材料積層体及び包装体の有する問題点を解決し、通常は優れた気密性を有するが、開封時には強い抵抗感がなく開封感が良好で、手でスムーズに開封することができる、ガスバリア性を有し、かつ、開封性の優れた包装材料積層及び前記包装材料積層を用いた開封性の優れた包装体を提供することを目的とする。
【0005】
【課題を解決するための手段】上記の目的を達成するため、本発明の包装材料積層体及び包装体は、プラスチックフィルムの表面に無機酸化物薄膜層が形成され、前記無機酸化物薄膜層の表面に一種以上のアンカーコート剤に架橋剤を混合した層が形成され、前記層の表面にヒートシール性樹脂層が設けてなることを特徴とする包装材料積層体であることを特徴とする。
【0006】この場合において、ヒートシール性樹脂層を設ける方法が押し出しラミネート法であることが好適である。
【0007】また、この場合において、アンカーコート剤に架橋剤を混合した層がポリエチレンイミンとエポキシ化合物との反応物であることが好適である。
【0008】さらにまた、この場合において、無機酸化物薄膜層が、少なくとも酸化ケイ素、酸化アルミニウムを含む多元系無機酸化物薄膜であることが好適である。
【0009】さらにまた、この場合において、プラスチックフィルムが二軸延伸ナイロンフィルムであることが好適である。
【0010】さらにまた、この場合において、前記記載の包装材料積層体を用いてなることができる。
【0011】
【発明の実施の形態】以下、本発明の包装材料積層体及び包装体の実施の形態を説明する。
【0012】本発明におけるプラスチックフィルムとは、有機高分子樹脂からなり、溶融押出し後、長手方向及び/又は幅方向に延伸し、さらに熱固定、冷却を施したフィルムであり、有機高分子としては、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリエチレン−2、6−ナフタレート、ナイロン6、ナイロン4、ナイロン66、ナイロン12、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリビニールアルコール、全芳香族ポリアミド、ポリアミドイミド、ポリイミド、ポリエーテルイミド、ポリスルホンなどがあげられる。これらの有機高分子は、他の有機重合体を少量共重合をしたり、ブレンドしたりしてもよい。
【0013】これらの中でも、好ましいポリアミドの具体例としては、ポリカプロアミド(ナイロン6)、ポリ‐ε‐アミノへプタン酸(ナイロン7)、ポリ‐ε‐アミノノナン酸(ナイロン9)、ポリウンデカンアミド(ナイロン11)、ポリラウリンラクタム(ナイロン12)、ポリエチレンジアミンアジパミド(ナイロン2・6)、ポリテトラメチレンアジパミド(ナイロン4・6)、ポリヘキサメチレンアジパミド(ナイロン6・6)、ポリヘキサメチレンセバカミド(ナイロン6・10)、ポリヘキサメチレンドデカミド(ナイロン6・12)、ポリオクタメチレンドデカミド(ナイロン6・12)、ポリオクタメチレンアジパミド(ナイロン8・6)、ポリデカメチレンアジパミド(ナイロン10・6)、ポリデカメチレンセバカミド(ナイロン10・10)、ポリドデカメチレンドデカミド(ナイロン12・12)、メタキシレンジアミン‐6ナイロン(MXD6)などを挙げることができ、これらを主成分とする共重合体であってもよく、その例としては、カプロラクタム/ラウリンラクタム共重合体、カプロラクタム/ヘキサメチレンジアンモニウムアジぺート共重合体、ラウリンラクタム/ヘキサメチレンジアンモニウムアジぺート共重合体、ヘキサメチレンジアンモニウムアジぺート/ヘキサメチレンジアンモニウムセバケート共重合体、エチレンジアンモニウムアジぺート/ヘキサメチレンジアンモニウムアジぺート共重合体、カプロラクタム/ヘキサメチレンジアンモニウムアジぺート/ヘキサメチレンジアンモニウムセバケート共重合体などを挙げることができる。これらのポリアミドには、フィルムの柔軟性改質成分として、芳香族スルホンアミド類、p‐ヒドロキシ安息香酸、エステル類などの可塑剤や低弾性率のエラストマー成分やラクタム類を配合することも有効である。
【0014】また、好ましいポリエステルの具体例としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレン‐2,6‐ナフタレートなどが用いられるが、これらを主成分とする共重合体であっても良く、ポリエステル共重合体を用いる場合、そのジカルボン酸成分の主成分がテレフタル酸、イソフタル酸、フタル酸又は2,6‐ナフタレンジカルボン酸などの芳香族ジカルボン酸、トリメリロット酸及びピロメリロット酸などの多官能カルボン酸の他にアジピン酸、セバシン酸などの脂肪族ジカルボン酸などが用いられる。また、グリコール成分の主成分がエチレングリコール又は1,4‐ブタンジオールである他ジエチレングリコール、プロピレングリコール、ネオペンチルグリコールなどの脂肪族グリコール、p‐キシリレングリコールなどの芳香族グリコール、1,4‐シクロヘキサンジメタノールなどの脂環族グリコール、平均分子量が150〜20000のポリエチレングリコールなどが用いられる。ポリエステル中の好ましい共重合成分の比率は20%以下である。共重合成分が20%を超えるときはフィルム強度、透明性、耐熱性などが劣る場合がある。これらの有機高分子は、さらに他のの有機高分子を少量共重合したり、ブレンドしても良い。
【0015】さらに上記の有機高分子には、公知の添加物,例えば、紫外線吸収剤、帯電防止剤、可塑剤、滑剤、着色剤、などを添加されてもよく、フィルムとしての透明度は特に限定するものではないが、透明性を有する包装材料積層体として使用する場合には、50%以上の透過率をもつものが望ましい。本発明におけるプラスチックフィルムは、本発明の目的を損なわないかぎりにおいて、薄膜層を積層するに先行して、前記プラスチックフィルムをコロナ放電処理、グロー放電、火炎処理、表面粗面化処理等の表面処理を施しても良く、また、公知のアンカーコート処理、印刷、装飾が施されても良い。本発明におけるプラスチックフィルムは、その厚さとして3〜500μmの範囲が望ましく、さらに好ましくは、6〜300μmの範囲である。
【0016】本発明における無機酸化物薄膜とは、酸化ケイ素、酸化アルミニウム、酸化マグネシウムなど薄膜にできるものなら特に制限はないが、より好ましくは酸化ケイ素、酸化アルミニウムを含む多元系無機酸化物薄膜の方がガスバリア性に優れる。ここでいう、酸化ケイ素、酸化アルミニウムを含む多元系無機酸化物薄膜とは、無機酸化物からそれ自体公知の方法で形成された薄膜であって、無機酸化物とは、酸化ケイ素、酸化アルミニウム、酸化マグネシウムなど薄膜化できる無機酸化物であれば特に制限はないが、好ましい無機酸化物は酸化アルミニウム、酸化ケイ素を含む多元系無機酸化物薄膜、より好ましくは酸化ケイ素・酸化アルミニウム二元系無機酸化物薄膜である。ここでいう酸化ケイ素とはSi、SiOやSiO2などの各種珪素酸化物の混合物からなり、酸化アルミニウムとは、Al、AlOや、Al2O3などの各種アルミニウム酸化物の混合物からなり、各酸化物内における酸素の結合量はそれぞれの製造条件によって異なってくるが、酸化ケイと酸化アルミニウムとを併用する場合は無機酸化物薄膜中に占める酸化アルミニウムの含有量が、20〜99重量%であるのが好ましく、20〜75重量%であるのがより好ましい。
【0017】また、無機酸化物薄膜の比重の値が、無機酸化物薄膜中の酸化アルミニウムの含有量(重量%)との関係を、D=0.01A+b(D:薄膜の比重、A:薄膜中の酸化アルミニウムの重量%)で示すとき、b値が1.6よりも小さい領域のときには、酸化ケイ素・酸化アルミニウム系薄膜の構造が粗となり、また、b値が2.2よりも大きい領域の場合、酸化ケイ素・酸化アルミニウム系薄膜が硬くなる傾向にある。
【0018】このため、無機酸化物薄膜としての酸化ケイ素・酸化アルミニウム系薄膜の比重は、前記薄膜の比重と薄膜中の酸化アルミニウムの含有量(重量%)D=0.01A+b(D:薄膜の比重、A:薄膜中の酸化アルミニウムの含有量)という関係式であらわすとき、b値が1.6〜2.2であるのが好ましく、さらに好ましくは1.7〜2.1であるが、もちろんこの範囲に限定されるものではない。酸化ケイ素・酸化アルミニウムを含み、さらに他の無機酸化物を含む多元系無機酸化物薄膜もガスバリア性積層体としての効果は大きい。
【0019】前記の場合において、酸化ケイ素・酸化アルミニウム系二元系無機酸化物薄膜中の酸化アルミニウムの含有量が20重量%未満になると、ガスバリア性が必ずしも十分ではなくなり、また、酸化ケイ素・酸化アルミニウム系二元系無機酸化物薄膜中の酸化アルミニウム量が99重量%を超えると、蒸着膜の柔軟性が低下し、ガスバリア性積層体の曲げや寸法変化に比較的弱く、二者併用の効果が低下するといった問題が生じることがある。
【0020】本発明において、無機酸化物薄膜の膜厚は、通常10〜8,000Å、好ましくは50〜5,000Åである。膜厚が10Å未満では満足のいくガスバリア性が得られ難く、また、8,000Åを超えて過度に厚くしても、それに相当するガスバリア性の向上の効果は得られず、耐屈曲性や製造コストの点でかえって不利となる。
【0021】無機酸化物薄膜を形成する典型的な製法を酸化ケイ素・酸化アルミニウム系薄膜の形成により説明すると、蒸着法による薄膜形成法としては真空蒸着法、スパッタリング法、イオンプレーティング法などの物理蒸着法、あるいはCVD法(化学蒸着法)などが適宜用いられる。例えば真空蒸着法を採用する場合は、蒸着原料としてSiO2とAl2O3の混合物、あるいはSiO2とAlの混合物などが用いられる。加熱には、抵抗加熱、高周波誘導加熱、電子ビーム加熱などを採用することができ、また、反応ガスとして酸素、窒素、水素、アルゴン、炭酸ガス、水蒸気などを導入したり、オゾン添加、イオンアシストなどの手段を用いた反応性蒸着を採用することも可能である。さらに、プラスチックフィルムにバイアスを印加したり、プラスチックフィルムを加熱したり冷却するなど、成膜条件も任意に変更することができる。上記蒸着材料、反応ガス、基板バイアス、加熱・冷却などは、スパッタリング法やCVD法を採用する場合にも同様に変更可能である。
【0022】このような方法により透明で、ガスバリア性に優れ各種処理、例えば、煮沸処理やレトルト処理、さらにはゲルボ試験(耐屈曲性試験)にも耐えることができる優れた性能の包装材料積層体及び包装体を得ることが可能となる。かかる、プラスチックフィルムの表面に無機酸化物薄膜層が形成されたガスバリア性積層体は、本発明の包装材料積層体の少なくとも一部の構成層とされる。また、本発明の包装材料積層体は、プラスチックフィルムの少なくとも一方の表面に無機酸化物薄膜層が形成された複数のガスバリア性積層体を用い、前記薄膜層の表面にチタン酸化物層が形成され、前記チタン酸化物層の表面に溶融押出しラミネートにより直接ヒートシール樹脂層を設けた包装材料積層体が基本構造であるが、本発明の主旨を逸脱しない範囲ではこの限りではない。
【0023】本発明におけるヒートシール性樹脂層とは、低密度ポリエチレン(LDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HDPE)、線状低密度ポリエチレン(LLDPE)、エチレン酢酸ビニル共重合体(EVA)、ポリプロピレン(PP)、エチレン・アクリル酸共重合体(EAA)、エチレン・メタアクリル酸共重合体(EMA)、エチレン・メチルアクリレート共重合体(EMAA)、エチレン・エチルアクリレート共重合体(EEA)、エチレン・メチルメタアクリル酸共重合体(EMMA)、アイオノマー(IO)などにより形成されたヒートシール性を有する樹脂層である。実用的には、低密度ポリエチレン、エチレン酢酸ビニル共重合体、線状低密度ポリエチレンを溶融押出し樹脂層として用いることが多い。この溶融押出し脂層の厚みとしては、3〜100μm程度、好ましくは10〜70μm程度であるのが一般的である。本発明においては、溶融押出し樹脂層にさらにヒートシール性を有する樹脂を積層することができる。このようなヒートシール性樹脂としては本発明におけるヒートシール性樹脂層とは、低密度ポリエチレン(LDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HDPE)、線状低密度ポリエチレン(LLDPE)、エチレン酢酸ビニル共重合体(EVA)、ポリプロピレン(PP)、エチレン・アクリル酸共重合体(EAA)、エチレン・メタアクリル酸共重合体(EMA)、エチレン・メチルアクリレート共重合体(EMAA)、エチレン・エチルアクリレート共重合体(EEA)、エチレン・メチルメタアクリル酸共重合体(EMMA)、アイオノマー(IO)などから形成されたフィルムが挙げられる。
【0024】本発明における一種以上のアンカーコート剤に架橋剤を混合した層は、厚みとして0.001〜10μm程度であり、溶融押出しラミネート法におけるアンカーコート層として設けるときには、0.003〜5μm程度が望ましい。アンカーコート剤としては、ポリエチレンイミン誘導体があげられる。前記一種以上のアンカーコート剤に架橋剤を混合した層におけるポリエチレンイミン誘導体を含む比率としては、10%〜100%が望ましく、より好ましくは、30%〜100%であり、更に好ましくは、50%〜100%である。ポリエチレンイミン誘導体とはポリエチレンイミンを一般的な方法で、他の成分を共重合させるか、もしくは、アルデヒド類、ケトン類、アルキルハライド類、イソシアネート化合物、エポキシ化合物、グアジニン類、尿素類、各種の酸、および酸無水物などからなる群から選ばれた化合物との反応物、もしくは、ビニル化合物によるグラフト体などをいう。ポリエチレンイミンはエチレンイミンの重合体であり、三員環構造のアミノ基を有する非常に反応性に富む水溶性高分子であり、分子量が100〜100000程度、アミン値が20程度のものが一般的には用いられる。ポリエチレンイミンは従来より、溶融押出しラミネートにおけるアンカーコート剤として用いられ、少量で強い接着強度を得ることができることが知られていた。しかし、同時に接着部に水が付着すると接着強度が低下するという欠点も有している。前記ポリエチレンイミン誘導体系アンカーコート剤は、ポリエチレンイミン誘導体の水溶液を水とアルコールの混合液である濃度に希釈され使用する。このときの架橋剤としては、ポリイソシアネート化合物、ポリエポキシ化合物、メチロールメラミン、やジメチロールエチレン尿素などがあるが、特にこれらに限定されない。
【0025】本発明において、包装材料積層体からなる包装材料、包装体を食品包装について類型別に分けると、まず、収納する食品別では、乾燥食品用、水物食品用、冷凍食品用などに便宜的に分けることができる。さらに、乾燥食品用包装材料及び包装体とは次のような用途に使用されるものである。適用できる内容物としては、ポテトチップス、ポップコーンなどのスナック菓子、せんべい、おかきなどの米菓類、即席ラーメンやふりかけ、削り節。海苔などの乾物品、緑茶、コーヒー、紅茶などの嗜好品、小麦粉、米、麦などの穀物類があり、また、これらに制限されるものではない。
【0026】また、乾燥食品用包装材料としては、包装する内容物の要求性に応じ各種フィルムや紙を用いて本発明の包装材料積層体にラミネートしてよく、代表的なラミネート構成としては、二軸延伸ポリエチレンテレフタレートフィルム/無機酸化物薄膜層/ポリエチレンイミン誘導体層/ポリエチレン、二軸延伸ポリエチレンテレフタレートフィルム/無機酸化物薄膜層/ポリエチレンイミン誘導体層/未延伸ポリプロピレン、二軸延伸ナイロンフィルム/二軸延伸ポリエチレンテレフタレート/無機酸化物薄膜層/ポリエチレンイミン誘導体層/ポリエチレン、二軸延伸ナイロンフィルム/無機酸化物薄膜層/ポリエチレンイミン誘導体層/ポリエチレンなどが考えられる。さらに、装飾又は内容物の説明のための印刷を施したり、意匠用フィルムあるいは補強剤などと貼り合わせてもよい。
【0027】本発明における乾燥食品用包装体としては、袋、蓋材、カップ、チューブ、スタンディングパック、トレイなどがあり、形状、種類に対し、特に制限はなく、例えば、袋物の包装形式としては、ピロータイプ、三方シール、四方シールなどを用いることができる。これらの包装材料及び包装体の構成の全部あるいは一部として本発明の包装材料積層体を用いる。
【0028】また、本発明における水物食品用包装材料及び包装体用途で適用できる内容物としては、板・糸こんにゃく類、たくあん類、醤油漬け、奈良漬けなどの各種漬け物類、各種味噌類やたれ、だしのもと、めんつゆなどと同封された食品や醤油、ソース、ケチャップ、マヨネーズなどの調味料などがあり、又、これらに制限されるものではない。
【0029】水物食品用包装材料としても、包装する内容物の要求特性に応じ各種フィルムをラミネートして良く、代表的なラミ構成としては、二軸延伸ナイロンィルム/無機酸化物薄膜層/ポリエチレンイミン誘導体層/ポリエチレン、二軸延伸ナイロンフィルム/無機酸化物薄膜層/ポリエチレンイミン誘導体層/未延伸ポリプロピレン、二軸延伸ポリエチレンテレフタレートフィルム/機酸化物薄膜層/ポリエチレンイミン誘導体層/ポリエチレン、二軸延伸ポリエチレンテレフタレートフィルム/無機酸化物薄膜層/ポリエチレンイミン誘導体層/未延伸ポリプロピレンなどが考えられる。さらに、装飾又は内容物の説明のための印刷を施したり、意匠用フィルムあるいは補強剤などと貼り合わせてもよい。
【0030】本発明における水物食品用包装体としては、袋、蓋材、カップ、チューブ、スタンディングパック、トレイなどがあり、形状、種類に対し特に制限はなく、例えば、袋物の包装形式としては、ピロータイプ、三方シール、四方シールなどを用いることができ、これらの包装材料及び包装袋の構成の全部あるいは一部として本発明の包装材料積層体を用いる。本発明の包装材料積層体を構成の一部又は全部とする包装材料及び包装体は、使用温度範囲が広いため冷凍食品にも適用が可能である。
【0031】次に本発明における包装用材料積層体及び包装体を形状別に分けると、ペーパーカートン、チューブ用、袋用、カップ用、スタンディングパック用、トレイ用などの用途に分けられる。例えばペーパーカートンとは、複合容器のことをいい、ペーパーカートン用包装材料としては、紙、プラスチックフィルムなどとガスバリア性のあるフィルムとのラミネート品を用いる。形状、種類としては屋根形(ゲーべルトップ:gable top)、レンガ型(ブリック型:bricktype)、直方型、カップ型など特に制限はない。また、内袋、注出口などと組み合わせてよい。本発明におけるペーパーカートン用途として適用できる内容物は、牛乳、ヨーグルトジュース、炭酸飲料などの飲物、日本酒、焼酎、ウイスキーなどのアルコール類、醤油、ソースなどの調味料などがあり、特に、これらに限定されるものではない。
【0032】次に本発明における包装材料積層体及び包装体の他の使用例としては、非伝導性であることを利用しての電子レンジやマイクロ殺菌用の包装材料や包装体としても使用可能であり、また脱酸素剤入り包装剤などの用途としても使われる。これらのラミネート構成、包装体の形状も同様に各種存在する。本発明の包装材料及び包装体を構成する包装材料積層体は透明であるとともに高度なバリア性を有するものである。すなわち、ヒートシール層として用いる樹脂の種類、厚さによって異なるが、例えば、未延伸ポリプロピレンフィルム(厚さ50μm)を用いると、酸素透過度が3.0cc/m2・24hrs・atm以下で、かつ、水分透過率が3.0g/m2・24hrs以下の優れたバリア性を有する。したがって、本発明の包装材料積層体からなる包装材料で包装した食品は長期保存が可能である。また、本発明の包装材料積層体からなる包装材料は開封時には強い抵抗感がなく開封感が良好でスムーズに開封することができる本発明における開封性とは、ヒートシール性樹脂層同士をヒートシール部の端部3に長さ4mmの切り欠き2を入れ、その試料の切欠き部の両端を把持し、以下の2通りの方法により引き裂き、そのときの抵抗感を4段階区別した。
酸素バリア性の測定はJIS K7126 B法に準じ酸素透過率測定装置(モダンコントロールズ社製 OX−TRAN2/20)を用いて行った。接着強度の測定は無機酸化物薄膜層間をJIS K6854に準じ90度剥離した時のS−Sカーブを、テンシロン(東洋測器社製 UTM2)により測定した。
【0033】
【実施例】以下、実施例を挙げて本発明の内容及び効果を具体的に説明するが、本発明は、その要旨を逸脱しない限り以下の実施例に限定されるものではない。
【0034】
【実施例1】二軸延伸ナイロンフィルム(東洋紡績社製、商品名 N4142)上に酸化ケイ素と酸化アルミニウムの2元系酸化物薄膜を蒸着した厚み15μmのフィルム(東洋紡績社製、商品名 VN100)を用い、押出しラミネーター(モダンマシナリー社)速度80m/minで、アンカーコート剤として、ポリエチレンイミン系アンカーコート剤(日本触媒工業社製、商品名 P1000)にエポキシ化合物(大日本インキ社製、商品名 CR−5L)を3重量%添加したものを用いた。アンカーコート剤はイソプロピルアルコールで固形分濃度が2%になるように希釈した。この希釈液をボウズロールで乾燥時の塗布量が0.03g/m2となるように塗布した。このアンカーコート層の上にヒートシール性樹脂として、線状低密度ポリエチレンフィルム(厚さ40μm)(東洋紡績社製、商品名 L4102)を用い、樹脂温度315℃で15μmの厚さで押出した低密度ポリエチレン(住友化学社製、商品名 スミカセンL705)で接着した。そのときのチルロールとのギャップは15mmとした。このように、押出しラミネートにより3層構成の積層体を得た。この積層体は、押出しラミネート直後から接着強度は強かったが,念のためエージング40℃×1日間だけ実施した。得られた押出しラミネート積層体の酸素バリアを測定するとともに、ヒートシール(シール条件:160℃×2Kg×2秒)を行い、包装袋をつくった。この袋のカット性を評価したところ、クロス法、引裂き法ともに良好できれいに切れた。接着強度は、700g/15mm以上あり、非常に良好であった。このサンプルを35℃×90%RHの環境下で3日間保管し、吸湿させた後に接着強度と開封性をもう一度同様に測定したが、良好であった。
【0035】
【比較例1】押出しラミネートのアンカーコート剤をイソシアネート系接着剤(東洋モートン社製、商品名 EL530A/B:0.2g/m2)とする以外は、実施例1と同様に加工し、押出しラミネート積層体を得た。この積層体について同様に、実施例1と同様に酸素バリア性、接着強度、開封性の評価をしたところ、接着強度は120g/15mmと低く、引き裂くと、抵抗感が強く、うまく切れなかった。
【0036】
【比較例2】押出しラミネートのアンカーコート剤をポリエチレンイミン系アンカーコート剤(日本触媒工業社製、商品名 P1000)とする以外は、実施例1と同様に加工し、押出しラミネート積層体を得た。この積層体について実施例1と同様に酸素バリア性、接着強度、開封性の評価をしたところ、吸湿前の特性は良好であったが、35℃×90%RHの環境下で3日間保管し、吸湿させた後の接着強度は100g/15mmと低く、引裂くと、抵抗感が強く、うまく切れなかった。
【0037】
【実施例2】二軸延伸ナイロンフィルム(東洋紡績社製、商品名 N4142)上に酸化珪素と酸化アルミニウムの2元系酸化物薄膜を蒸着した厚さ15μmのフィルムを用い、アンカーコート剤として、ポリエチレンイミン系アンカーコート剤(東洋モートン社製、商品名 AD372MW)にエポキシ化合物であるグリセントリグルシジルエーテル(長瀬化成社製)を3重量%添加したものを用いたこと以外は,、実施例1と同様にし3層構成の押出しラミネート積層体を得た。得られたラミネート積層体について実施例1と同様に、酸素バリア性、接着強度、開封性を評価した。開封性は、クロス法、引裂き法とも吸湿前後で良好であり、また、接着強度も700g/15mm以上と十分強かった。
【0038】
【実施例3】二軸延伸ナイロンフィルム(東洋紡績社製、商品名 N4142)上に酸化アルミニウム薄膜を蒸着したフィルムを用い、アンカーコート剤として、ポリエチレンイミン系アンカーコート剤(大日精化社製、商品名 セカダイン4100)にイソシアネート系化合物(第一工業製薬社製、商品名 エラストロンE−37)を3重量%添加したものを用い、イソシアネート架橋させたアンカーコート層を乾燥時の塗布量が0.03g/m2となるように塗布した。このアンカーコート層の上にヒートシール性樹脂として、低密度ポリエチレン(住友化学社製、商品名 スミカセンL705)を樹脂層の厚み25μmで押出した。ここでは、線状低密度ポリエチレンフィルム(厚さ40μm)(東洋紡績社製、商品名 L4102)は用いずに2層構成の積層体を作成した。この積層体は押出しラミネートを実施した初期から、ラミネート強度が強いためエージングは施さなかった。得られたラミネート積層体について同様に、各評価をしたところ、開封性は、クロス法、引裂き法とも吸湿前後で良好であり、非常に良好であり、接着強度も700g/15mm以上あり、非常に良好であった。
【0039】
【比較例3】押出しラミネートのアンカーコート剤をポリエチレンイミン系アンカーコート剤(大日精化社製、商品名 セカダイン4100)とする以外は、実施例3と同様に加工し、押出しラミネート積層体を得た。この積層体について実施例1と同様に酸素バリア性、接着強度、開封性の評価をしたところ、吸湿前の特性は良好であったが、35℃×90%RHの環境下で3日間保管し、吸湿させた後の接着強度は80g/15mmと低く、引裂くと、抵抗感が強く、うまく切れなかった。
【0040】得られた積層体の諸特性を表1に示す。
【0041】
【表1】
【0042】
【発明の効果】本発明の包装材料積層体及び包装体によれば、優れたガスバリア性を有し、優れた気密性を有するが、開封時には強い抵抗感がなく開封感が良好で、手でスムーズに開封することができる。
【図面の簡単な説明】
【図1】切欠き部を形成した、本発明の包装材料積層体のヒートシール部の要部を示す図である。
【符号の説明】
1 包装材料積層体
2 切欠き部
3 ヒートシール部
【特許請求の範囲】
【請求項1】プラスチックフィルムの少なくとも一方の表面に無機酸化物薄膜層が形成され、前記無機酸化物薄膜層の表面に1種以上のアンカーコート剤に架橋剤を混合した層を設け、さらに前記層の表面にヒートシール性樹脂層を設けてなることを特徴とする包装材料積層体。
【請求項2】請求項1記載のヒートシール性樹脂層を設ける方法が、溶融押出しラミネート法であることを特徴とする包装材料積層体。
【請求項3】請求項1記載の1種以上のアンカーコート剤に架橋剤を混合した層がポリエチレンイミンとエポキシ化合物との混合物からなる層であることを特徴とする包装材料積層体。
【請求項4】請求項1記載の無機酸化物薄膜が、少なくともとも酸化ケイ素、酸化アルミニウムを含む多元系無機酸化物薄膜であることを特徴とする包装材料積層体。
【請求項5】請求項1記載のプラスチックフィルムが二軸延伸ナイロンフィルムであることを特徴とする包装材料積層体。
【請求項6】請求項1、2、3又は、4記載のいずれかの包装材料積層体を用いてなることを特徴とする包装体。
【請求項1】プラスチックフィルムの少なくとも一方の表面に無機酸化物薄膜層が形成され、前記無機酸化物薄膜層の表面に1種以上のアンカーコート剤に架橋剤を混合した層を設け、さらに前記層の表面にヒートシール性樹脂層を設けてなることを特徴とする包装材料積層体。
【請求項2】請求項1記載のヒートシール性樹脂層を設ける方法が、溶融押出しラミネート法であることを特徴とする包装材料積層体。
【請求項3】請求項1記載の1種以上のアンカーコート剤に架橋剤を混合した層がポリエチレンイミンとエポキシ化合物との混合物からなる層であることを特徴とする包装材料積層体。
【請求項4】請求項1記載の無機酸化物薄膜が、少なくともとも酸化ケイ素、酸化アルミニウムを含む多元系無機酸化物薄膜であることを特徴とする包装材料積層体。
【請求項5】請求項1記載のプラスチックフィルムが二軸延伸ナイロンフィルムであることを特徴とする包装材料積層体。
【請求項6】請求項1、2、3又は、4記載のいずれかの包装材料積層体を用いてなることを特徴とする包装体。
【図1】

【公開番号】特開2001−138428(P2001−138428A)
【公開日】平成13年5月22日(2001.5.22)
【国際特許分類】
【出願番号】特願平11−319820
【出願日】平成11年11月10日(1999.11.10)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成13年5月22日(2001.5.22)
【国際特許分類】
【出願日】平成11年11月10日(1999.11.10)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]