
包装機保守管理装置及び包装機保守管理方法

【課題】包装機のメンテナンス時期を容易にかつ高精度で検知することができる包装機保守管理装置およびその方法を提供する。
【解決手段】被包装物が収納された包装袋を互いに対向する押圧面711a,712aにより挟んで押圧することにより袋詰製品Hのシール部ESを形成する包装機1のメンテナンス時期を管理する包装機保守管理装置10であって、前記押圧面間の面間距離を複数箇所で計測する計測手段11と、計測した複数の前記面間距離を用いて包装機1の駆動状況値を算出する駆動状況値算出手段124と、前記駆動状況値と予め設定されるしきい値とを比較して包装機1のメンテナンスの必要性を判定する判定手段125とを備える包装機保守管理装置10。
【解決手段】被包装物が収納された包装袋を互いに対向する押圧面711a,712aにより挟んで押圧することにより袋詰製品Hのシール部ESを形成する包装機1のメンテナンス時期を管理する包装機保守管理装置10であって、前記押圧面間の面間距離を複数箇所で計測する計測手段11と、計測した複数の前記面間距離を用いて包装機1の駆動状況値を算出する駆動状況値算出手段124と、前記駆動状況値と予め設定されるしきい値とを比較して包装機1のメンテナンスの必要性を判定する判定手段125とを備える包装機保守管理装置10。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装機保守管理装置及び包装機保守管理方法に関する。
【背景技術】
【0002】
従来から食品や医薬品等の被包装物を包装袋に収納した袋詰製品が数多く製造されている。このような袋詰製品は、通常、被包装物が一定量ずつ包装袋に充填され、包装袋の開口部をシール機構によりヒートシールして密閉する包装機により製造されている。
【0003】
袋詰製品の包装品質を維持するためには、包装機を構成する部品の交換や包装機の点検等のメンテナンス作業が必要不可欠であるが、メンテナンスを行う時期を判断することは難しく、その判断には作業者の熟練を要していた。
【0004】
そこで、特許文献1に開示されているような主電源投入状態の積算時間を計算することにより包装機のメンテナンス時期を作業者に知らせるものが提案されている。
【特許文献1】特公平8−5470号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上述の特許文献1に開示されている方法により包装機のメンテナンス時期を判断する場合、例えば、包装機の使用条件によって部品の寿命やシール機構等における機械的ガタツキの発生度合いが異なるため、実際は、使用に何ら支障のない状態であるにもかかわらず部品交換を指示したり、点検作業を行うことを指示するおそれがあり、精度よくメンテナンス時期を判断することが難しいという問題があった。この結果、過剰なメンテナンス作業を作業者に強いるおそれがあり、結局は、熟練した作業者が、長年の経験に基づいてメンテナンス時期を判断しているのが実情である。
【0006】
本発明は、このような問題を解決するためになされたものであって、包装機のメンテナンス時期を容易にかつ高精度で検知することができる包装機保守管理装置およびその方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の上記目的は、被包装物が収納された包装袋を互いに対向する押圧面により挟んで押圧することにより袋詰製品のシール部を形成する包装機のメンテナンス時期を管理する包装機保守管理装置であって、前記押圧面間の面間距離を複数箇所で計測する計測手段と、計測した複数の前記面間距離を用いて前記包装機の駆動状況値を算出する駆動状況値算出手段と、前記駆動状況値と予め設定されるしきい値とを比較して前記包装機のメンテナンスの必要性を判定する判定手段とを備える包装機保守管理装置により達成される。
【0008】
また、この包装機保守管理装置において、前記駆動状況値算出手段は、前記押圧面間の複数の面間距離を加えてシール状況値を算出すると共に、複数の袋詰製品のシール部に対して算出される前記シール状況値についての標準偏差を前記駆動状況値として算出することが好ましい。
【0009】
また、前記駆動状況値算出手段は、前記シール状況値についての分散を前記駆動状況値として算出するように構成してもよい。
【0010】
また、前記計測手段は、前記シール部の両端部近傍における前記押圧面間の面間距離をそれぞれ計測することが好ましい。
【0011】
また、前記計測手段により計測した前記押圧面間における各面間距離の経時変化を表示するように構成されていることが好ましい。
【0012】
また、本発明の上記目的は、被包装物が収納された包装袋を互いに対向する押圧面により挟んで押圧することにより袋詰製品のシール部を形成する包装機のメンテナンス時期を管理する包装機保守管理方法であって、前記押圧面間の面間距離を複数箇所で計測する計測ステップと、計測した複数の前記面間距離を用いて前記包装機の駆動状況値を算出する駆動状況値算出ステップと、前記駆動状況値と予め設定されるしきい値とを比較して前記包装機のメンテナンスの必要性を判定する判定ステップとを備える包装機保守管理方法により達成される。
【発明の効果】
【0013】
本発明によれば、包装機のメンテナンス時期を容易にかつ高精度で検知することができる包装機保守管理装置およびその方法を提供することができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明に係る包装機保守管理装置について添付図面を参照して説明する。図1は、本発明の一実施形態に係る包装機保守管理装置を備える包装機1の一例を示す概略構成図であり、図2は、図1の要部拡大図、図3は、図2のA−A断面図である。
【0015】
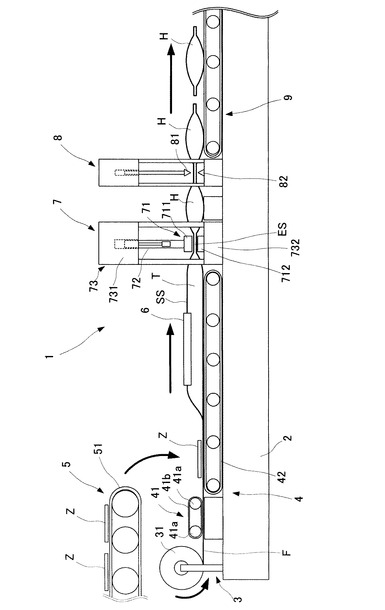
まず、包装機保守管理装置を備える包装機1について説明する。図1に示すように、包装機1は、支持台2、ボビン取付部材3、フィルム送出機構4、被包装物供給機構5、センターシール機構6、エンドシール機構7、切断機構8、包装物コンベア9を備えている。
【0016】
支持台2は、ボビン取付部材3、フィルム送出機構4、センターシール機構6、エンドシール機構7、切断機構8、包装物コンベア9を支持する部材である。
【0017】
ボビン取付部材3は、シート状の包装フィルムFが巻回されたボビン31を取り付ける部材である。包装フィルムFとしては、アルミニウム箔の両面にポリエチレンやポリプロピレンなどをラミネートしたフィルムを例示することができる。
【0018】
フィルム送出機構4は、ボビン31から包装フィルムFを送り出す装置であり、図示しない駆動モータ、ローラ41a、当該ローラ41aに巻き掛けられた包装フィルムFの外表面に接する無端ベルト41bを有する送出部41と、当該送出部41により送り出された包装フィルムFを載置して、包装フィルムFの長手方向に搬送するフィルム搬送コンベア42とを備えている。このフィルム送出機構4は、包装フィルムFを所定長さで間欠的に長手方向に送り出すことができるように構成されている。
【0019】
被包装物供給機構5は、送り出されたシート状の包装フィルムF上に、被包装物Zを供給する装置であり、被包装物Zを搬送する搬送コンベア51および被包装物Zを包装フィルム上の所定箇所に案内する図示しない案内部材を備えている。
【0020】
センターシール機構6は、被包装物Zが供給された包装フィルムFの両端部を合掌状に重ね合わせて熱融着してセンターシール部SSを有する筒状包装袋Tを形成する装置である。
【0021】
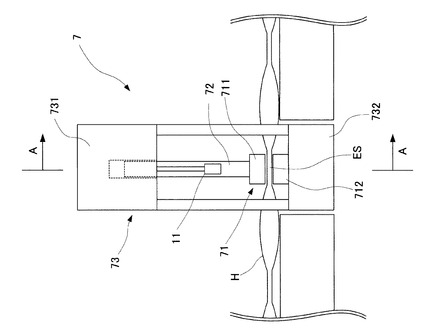
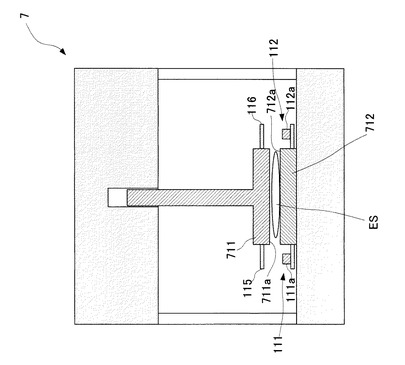
エンドシール機構7は、被包装物Zが収納された筒状包装袋Tをその長手方向に対して垂直に熱融着してエンドシール部ESを形成する装置であり、押圧部71と、支持部72とを備えている。押圧部71は、互いに対向する押圧面711a,712aを有する上部押圧部材711と下部押圧部材712とから構成されている。支持部72は、図示しない駆動装置を介して上下方向に移動可能となるようにケーシング73の取付部731に取り付けられている。この支持部72の下端部には上部押圧部材711が取り付けられており、支持部72の上下動に伴って、上部押圧部材711も上下方向に移動できるように構成されている。下部押圧部材712は、ケーシング73の基台732に固定されている。包装物H(袋詰製品)のエンドシール部ESは、上部押圧部材711の降下により、上部押圧部材711の押圧面711aと下部押圧部材712の押圧面712aとの間で筒状包装袋Tの所定位置を挟んで押圧加熱することにより形成される。
【0022】
切断機構8は、エンドシール部ESが形成された包装物Hをエンドシール部ESの中央部で切断して包装物Hを個々に分離する装置であり、上下方向にスライド可能なスライドカッタ81と、固定カッタ82を備えている。スライドカッタ81と固定カッタ82とは、包装物Hを挟んで相対向して配置されている。
【0023】
包装物コンベア9は、切断機構8により切断された個々の包装物H(袋詰製品)を箱詰め作業等の後工程に供するために搬送装置である。
【0024】
このように構成された包装機1は、フィルム送出機構4により包装フィルムFを間欠送りしながら、被包装物供給機構5からの包装フィルムF上への被包装物Zの供給、センターシール機構6によるセンターシール部SSの形成、エンドシール機構7によるエンドシール部ESの形成、および、切断機構8による包装物Hの切断を連続的に行って、被包装物Zが充填された袋詰製品Hを連続的に製造する。なお、フィルム送出機構4による包装フィルムFの送り出し、被包装物Zの包装フィルムF上への供給、センターシール部SSの形成、エンドシール部ESの形成、エンドシール部ESの切断などのタイミングは、例えば、予め入力されたプログラムに従って、コンピュータ制御によって行うことが好ましい。
【0025】
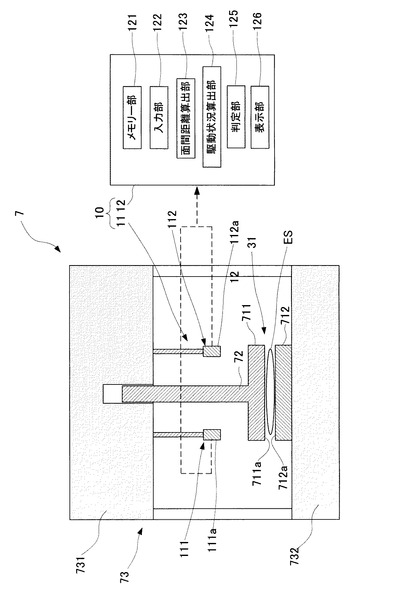
次に、本発明に係る包装機保守管理装置10について説明する。包装機保守管理装置10は、包装機1のメンテナンス時期を管理する装置であって、図1〜図3に示すように、包装機1のエンドシール機構7に取り付けられ、押圧部71を構成する上部押圧部材711と下部押圧部材712との押圧面間の面間距離を計測する計測手段11と、計測した面間距離を処理して包装機1のメンテナンスの必要性を判定する処理装置12とを備えている。
【0026】
計測手段11は、2つのセンサー部111,112を備えており、各センサー部111,112は、図3に示すように、シール部ESの両端部近傍における押圧面間の面間距離をそれぞれ計測できるように配置されている。各センサー部111,112は、ケーシング73の取付部731に固定されており、それぞれのセンサーヘッド111a,112aから上部押圧部材711の上面までの距離に対応する電気信号を処理装置12に出力できるように構成されている。このようなセンサー部111,112として渦電流センサーやレーザー式変位計等を用いることができる。上部押圧部材711と下部押圧部材712との押圧面間の面間距離を計測する方法については後述する。
【0027】
処理装置12は、メモリー部121、入力部122、面間距離算出部123、駆動状況値算出部124、判定部125および表示部126を備えている。メモリー部121は、各センサー部111,112から出力された電気信号の出力値や、駆動状況値算出部124で算出される後述のシール状況値及び駆動状況値、予め設定されるしきい値等を記憶する記憶手段である。入力部122は、計測手段11による面間距離の計測を開始するための指令を入力したり、メモリー部121に記憶されているしきい値を変更する場合に変更後のしきい値を入力するための入力手段である。
【0028】
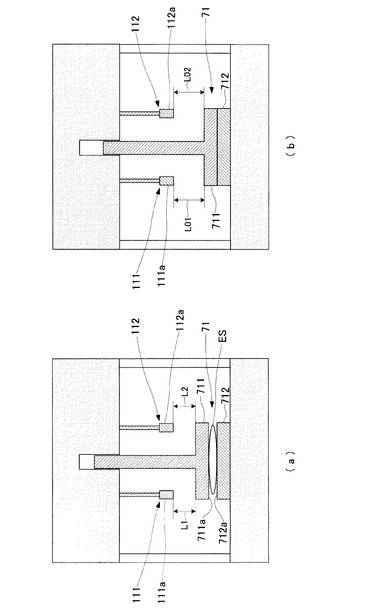
面間距離算出部123は、各センサー部111,112から出力された電気信号に基づいて、上部押圧部材711と下部押圧部材712との押圧面間の面間距離を算出する演算手段である。面間距離を算出するには、まず、図4(a)に示すように、エンドシール機構7における上部押圧部材711と下部押圧部材712との間で筒状包装袋Tの所定位置を挟み込んで熱融着してエンドシール部ESを形成するときの、2つのセンサー部111,112の各センサーヘッド111a,112aから上部押圧部材711の上面までの距離L1,L2をそれぞれ計測する。図4(b)に示すように上部押圧部材711と下部押圧部材712との間にシール部ESが存在しない場合におけるセンサーヘッド111a,112aから上部押圧部材711の上面までの距離をそれぞれL01,L02とすると、(L01−L1)が、センサー部111により計測した上部押圧部材711と下部押圧部材712との押圧面間の面間距離D1に対応し、(L02−L2)が、センサー部112により計測した押圧面間の面間距離D2に対応することになる。
【0029】
駆動状況値算出部124は、面間距離算出部123で算出した押圧面間の複数の面間距離D1,D2を用いて、包装機1の駆動状況を示すパラメータである駆動状況値を算出する演算手段である。本実施形態においては、計測した押圧面間の複数の面間距離D1,D2を加えてシール状況値を算出すると共に、連続して製造された複数の袋詰製品のエンドシール部ESに対して算出されるシール状況値についての標準偏差を算出し、この標準偏差を駆動状況値として算出する。駆動状況値は、エンドシール部ESのシール品質のバラツキを反映するので、この値が大きい場合、シール品質が悪化した状態で包装機1が駆動していることを意味する。また、駆動状況値が小さい場合、シール品質が良好な状態で包装機1が駆動していることを意味する。なお、複数の面間距離D1,D2を加えてシール状況値を算出する代わりに、例えば、計測した各面間距離D1,D2を掛け合わせてシール状況値を算出するように構成してもよい。
【0030】
判定部125は、包装機1のメンテナンスの必要性を判定する判定手段であり、駆動状況値算出部124で算出した駆動状況値と、メモリー部121に記憶されているしきい値とを比較して、駆動状況値がしきい値よりも大きくなった場合に、包装機1のメンテナンスの必要が生じたと判定するように構成されている。
【0031】
表示部126は、駆動状況値算出部124で算出した駆動状況値を表示したり、判定部125において包装機1のメンテナンスが必要になったと判定した場合、その旨を表示するための表示手段である。
【0032】
次に、包装機保守管理装置10の作動について説明する。まず、図4(a)に示すように、エンドシール機構7における上部押圧部材711と下部押圧部材712との間で筒状包装袋Tの所定位置を挟み込んで熱融着してエンドシール部ESを形成するときの上部押圧部材711と下部押圧部材712との押圧面間の面間距離D1,D2を面間距離算出部123において算出する。
【0033】
次に、駆動状況値算出部124において、上部押圧部材711と下部押圧部材712との押圧面間の面間距離D1,D2を用いて包装機1の駆動状況値を算出する。具体的には、押圧面間の面間距離D1,D2を加えてシール状況値を算出すると共に、複数の袋詰製品のシール部ESに対して算出されるシール状況値についての標準偏差である駆動状況値を算出する。
【0034】
シール状況値は、各センサー部111,112により計測した2つの面間距離D1,D2を加えて求めているため、上部押圧部材711と下部押圧部材712との押圧面間の面間距離の変化を強調することができる。この結果、エンドシール機構7における押圧部71に機械的なガタツキが発生した場合や、上部押圧部材711を上下方向に駆動させる駆動装置に損傷が発生した場合、あるいは、いわゆるフィルム蛇行が発生した場合等における押圧面間の面間距離の変化を精度よく検出することが可能になる。
【0035】
エンドシール機構7の押圧部71に機械的なガタツキや上部押圧部材711を移動させる駆動装置に損傷が発生し、メンテナンスが必要な状況になった場合には、駆動状況値は、大きな値へと変化する。これは、押圧部71に機械的なガタツキが発生した場合等において、駆動状況値算出部124で算出されるシール状況値が、製造される袋詰製品毎で大きく変動することに起因する。
【0036】
そして、判定部125において、駆動状況値と予め設定されているしきい値とを比較し、駆動状況値がしきい値よりも小さければ包装機1のメンテナンスは不要であると判断し、駆動状況値がしきい値よりも大きい場合にはメンテナンスが必要であると判断する。
【0037】
判定部125が、包装機1のメンテナンスが必要であると判定した場合、つまり、駆動状況値がしきい値よりも大きい場合には、表示部126にメンテナンスが必要である旨を表示し作業者に知らせる。
【0038】
このように、本実施形態に係る包装機保守管理装置10によれば、2つのセンサー部111,112により、上部押圧部材711と下部押圧部材712との押圧面間の面間距離を2箇所で計測し、これらの面間距離を用いて上部押圧部材711と下部押圧部材712との押圧面間の面間距離の変化を強調するシール状況値を算出すると共に、このシール状況値についての標準偏差を包装機1の駆動状況値とし、この駆動状況値に基づいてエンドシール機構7の押圧部71における機械的ガタツキ等の発生を検知するように構成しているので、経験の少ない作業者であっても包装機1のメンテナンス時期を容易にかつ高精度で把握することが可能になる。
【0039】
また、本実施形態においては、エンドシール部ESの両側部近傍における押圧面間の面間距離をそれぞれ計測し、これらの計測値を用いて駆動状況値を算出するように構成しているため、エンドシール機構7の押圧部71に機械的ガタツキが生じた場合等において発生する上部押圧部材711と下部押圧部材712との押圧面間の面間距離の変化状況を駆動状況値に顕著に現れるようにすることができる。この結果、包装機1のメンテナンス時期をより精度よく検知することが可能になる。
【0040】
以上、本発明の一実施形態について説明したが、本発明の具体的な態様は上記実施形態に限定されない。例えば、上部押圧部材711及び下部押圧部材712による筒状包装袋Tの押圧中(エンドシール部ESの形成中)において、計測手段11である各センサー111,112により計測される押圧面間の各面間距離の経時変化をグラフ化してそれぞれ表示部126に表示するようにしてもよい。これにより、各センサー111,112で計測した押圧面間の面間距離の時系列データをモニタリングすることが可能になり、押圧部71を構成する上部押圧部材711及び下部押圧部材712の挙動変化を詳細に把握することができる。この結果、包装機1においてメンテナンスを必要とする箇所の特定が容易になり、効率よく包装機1のメンテナンスを行うことが可能になる。以下、実測データを用いて具体的に説明する。
【0041】
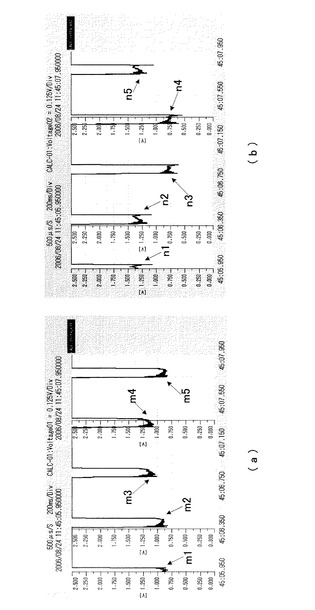
図6は、メンテナンスが必要であると判定部125が判断した場合における、各センサー111,112により計測された押圧面間の各面間距離の経時変化を示すグラフの一例である。このグラフは、横軸を時間軸とし、縦軸に押圧面間の各面間距離に相当する電圧値を示したものである。図6において、(a)は計測手段11の一方のセンサー111により計測した電圧値の経時変化を示し、(b)は他方のセンサー112により計測した電圧値の経時変化を示している。上部押圧部材711が上死点に配置されている時の電圧値は、2.5Vであり、上部押圧部材711及び下部押圧部材712による筒状包装袋Tの押圧中(エンドシール部ESの形成中)の電圧値は、図中の矢示m1〜m5及びn1〜n5で示す各波形の底部の値に相当する。なお、図6においては、押圧時の波形に細かい振動が生じているが、これは計測上のノイズである。
【0042】
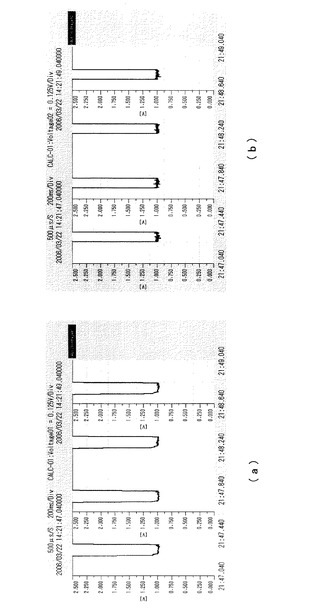
図6における電圧値の波形において矢示m1〜m5及びn1〜n5で示される底部の値は、袋詰製品Hのエンドシール部ESを形成する度に大きく変動し、袋詰製品ごとの計測値が安定していない。また、図6の(a)と(b)とを比較すると、ある任意の袋詰製品のエンドシール部ESを形成する場合において、一方のセンサーの出力値が小さく、他方のセンサーの出力値が大きくなっている(例えば、図6(a)のm3及び(b)のn3参照)。このような波形が生じる場合、押圧部71を構成する上部押圧部材711や下部押圧部材712にガタツキが発生していると推測することができる。発明者らが実際に押圧部71の点検を行ったところ、上部押圧部材711に取り付け上のガタツキが発生していることが判明し、このガタツキを解消することにより、駆動状況値算出部124が算出する駆動状況値が、予め設定されているしきい値よりも小さい値となった。比較のため、メンテナンス終了後における押圧面間の各面間距離の経時変化を示すグラフを図7に示す。図7の(a)はセンサー111により計測した電圧値の経時変化を示し、(b)はセンサー112により計測した電圧値の経時変化を示している。図7から分かるように、各センサー111,112により計測されたシール部形成時の電圧値は、袋詰製品ごとにおいて安定した値を示している(m1’〜m5’及びn1’〜n5’参照)。
【0043】
次に、メンテナンスが必要であると判定部125が判断した他の一例について図8を用いて説明する。図8において、(a)は一方のセンサー111により計測した電圧値の経時変化を示し、(b)は他方のセンサー112により計測した電圧値の経時変化を示している。
【0044】
図8における電圧値の波形を見ると、押圧部71がシール部ESを押圧した直後において、計測される電圧値が大きく変動し、波形がバウンドしていることが分かる(矢示p1〜p8及びq1〜q7参照)。このように、押圧部71がシール部ESを押圧している最中に波形の一部がバウンドするような場合、上部押圧部材711を上下方向に駆動させるための駆動装置にトラブルが発生したと推測することができる。発明者らが実際に駆動装置の点検を行ったところ、駆動装置に組み込まれているベアリングに摩耗が発生していることが判明した。このベアリングを交換することにより、駆動状況値算出部124が算出する駆動状況値が、予め設定されているしきい値よりも小さい値となった。比較のため、メンテナンス終了後における押圧面間の各面間距離の経時変化を示すグラフを図9に示す。図9の(a)はセンサー111により計測した電圧値の経時変化を示し、(b)はセンサー112により計測した電圧値の経時変化を示している。図9から分かるように、メンテナンス前の波形において発生していた押圧直後のバウンドが解消し、各センサー111,112により計測された電圧値は、袋詰製品ごとにおいて安定した値を示している。
【0045】
このように、計測手段11である各センサー111,112により計測される押圧面間の各面間距離の経時変化をグラフとして表示するように構成しているので、シール部形成時の押圧部71の挙動変化を詳細に把握することができる。この結果、包装機1においてメンテナンスを必要とする箇所の特定が容易になり、効率よく包装機1のメンテナンスを行うことが可能になる。
【0046】
また、本実施形態においては、2つのセンサー部111,112を備え、上部押圧部材711と下部押圧部材712との押圧面間の面間距離を2箇所において計測し、これらの面間距離を加えてシール状況値とし、このシール状況値の標準偏差である駆動状況値を算出する構成を採用しているが、例えば、3つ以上のセンサー部により押圧面間の面間距離を計測して、これらの面間距離を加えてシール状況値とし、このシール状況値の標準偏差である駆動状況値を算出するように構成してもよい。
【0047】
また、本実施形態においては、各センサー部111,112が、ケーシング73の取付部731に固定されている構成を採用しているが、このような構成に特に限定されず、例えば、図5(a)に示すように、下部押圧部材712の側面部に取り付ける構成を採用することもできる。このような構成を採用する場合、上部押圧部材711の側面部に、センサーヘッド111a,112aに対して対向配置される板状部材115,116を取り付ける。押圧面間の面間距離を算出するには、まず、エンドシール部ESを上部押圧部材711と下部押圧部材712とで挟み込んだ状態において、各センサーヘッド111a,112aから板状部材115,116までの距離を計測する。そして、この計測値から、エンドシール部ESを介さないで上部押圧部材711と下部押圧部材712とを押圧した場合(図5(b))におけるセンサーヘッド111a,112aから板状部材115,116までの距離を減じることにより行うことができる。
【0048】
また、本実施形態に係る包装機保守管理装置10を備える包装機1におけるエンドシール機構7として、筒状包装袋Tの所定位置を押圧部71で挟んで押圧加熱することによりエンドシール部ESを形成するいわゆるヒートシーラータイプを採用しているが、例えば、筒状包装袋Tの所定位置に接着材を介装し、当該所定位置を押圧部71で挟んで押圧することによりエンドシール部ESを形成するタイプのシール機構を採用することもできる。
【0049】
また、本実施形態においては、駆動状況値算出部124が、押圧面間の複数の面間距離を加えてシール状況値を算出すると共に、複数の袋詰製品Hのエンドシール部ESに対して算出されるシール状況値についての標準偏差を駆動状況値として算出するように構成されているが、このような構成に特に限定されない。例えば、複数の袋詰製品Hのエンドシール部ESに対して算出されるシール状況値についての分散を駆動状況値として算出するように構成してもよい。このような構成であっても、所定のしきい値と算出された分散である駆動状況値とを比較することにより、エンドシール機構7の押圧部71における機械的ガタツキ等の発生を検知することができ、包装機1のメンテナンス時期を容易にかつ高精度で把握することが可能になる。
【図面の簡単な説明】
【0050】
【図1】本発明の一実施形態に係る包装機保守管理装置を備える包装機の一例を示す概略構成図である。
【図2】図1に示す包装機の要部拡大図である。
【図3】図2のA−A断面図である。
【図4】包装機保守管理装置により押圧面間の面間距離を計測する方法を説明する説明図である。
【図5】本発明に係る包装機保守管理装置の変形例を示す概略構成断面図である。
【図6】包装機のメンテナンスが必要な場合において、各センサーが計測した押圧面間の各面間距離に相当する電圧値の経時変化を示すグラフの一例である。
【図7】包装機のメンテナンスを行った後に各センサーにより計測した各面間距離に相当する電圧値の経時変化を示すグラフの一例である。
【図8】包装機のメンテナンスが必要な場合において、各センサーが計測した押圧面間の各面間距離に相当する電圧値の経時変化を示すグラフの他の一例である。
【図9】包装機のメンテナンスを行った後に各センサーにより計測した各面間距離に相当する電圧値の経時変化を示すグラフの他の一例である。
【符号の説明】
【0051】
1 包装機
10 包装機保守管理装置
11 計測手段
111、112 センサー部
12 処理装置
123 面間距離算出部
124 駆動状況値算出部
125 判定部
7 エンドシール機構
71 押圧部
711 上部押圧部材
712 下部押圧部材
711a、712a 押圧面
【技術分野】
【0001】
本発明は、包装機保守管理装置及び包装機保守管理方法に関する。
【背景技術】
【0002】
従来から食品や医薬品等の被包装物を包装袋に収納した袋詰製品が数多く製造されている。このような袋詰製品は、通常、被包装物が一定量ずつ包装袋に充填され、包装袋の開口部をシール機構によりヒートシールして密閉する包装機により製造されている。
【0003】
袋詰製品の包装品質を維持するためには、包装機を構成する部品の交換や包装機の点検等のメンテナンス作業が必要不可欠であるが、メンテナンスを行う時期を判断することは難しく、その判断には作業者の熟練を要していた。
【0004】
そこで、特許文献1に開示されているような主電源投入状態の積算時間を計算することにより包装機のメンテナンス時期を作業者に知らせるものが提案されている。
【特許文献1】特公平8−5470号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上述の特許文献1に開示されている方法により包装機のメンテナンス時期を判断する場合、例えば、包装機の使用条件によって部品の寿命やシール機構等における機械的ガタツキの発生度合いが異なるため、実際は、使用に何ら支障のない状態であるにもかかわらず部品交換を指示したり、点検作業を行うことを指示するおそれがあり、精度よくメンテナンス時期を判断することが難しいという問題があった。この結果、過剰なメンテナンス作業を作業者に強いるおそれがあり、結局は、熟練した作業者が、長年の経験に基づいてメンテナンス時期を判断しているのが実情である。
【0006】
本発明は、このような問題を解決するためになされたものであって、包装機のメンテナンス時期を容易にかつ高精度で検知することができる包装機保守管理装置およびその方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の上記目的は、被包装物が収納された包装袋を互いに対向する押圧面により挟んで押圧することにより袋詰製品のシール部を形成する包装機のメンテナンス時期を管理する包装機保守管理装置であって、前記押圧面間の面間距離を複数箇所で計測する計測手段と、計測した複数の前記面間距離を用いて前記包装機の駆動状況値を算出する駆動状況値算出手段と、前記駆動状況値と予め設定されるしきい値とを比較して前記包装機のメンテナンスの必要性を判定する判定手段とを備える包装機保守管理装置により達成される。
【0008】
また、この包装機保守管理装置において、前記駆動状況値算出手段は、前記押圧面間の複数の面間距離を加えてシール状況値を算出すると共に、複数の袋詰製品のシール部に対して算出される前記シール状況値についての標準偏差を前記駆動状況値として算出することが好ましい。
【0009】
また、前記駆動状況値算出手段は、前記シール状況値についての分散を前記駆動状況値として算出するように構成してもよい。
【0010】
また、前記計測手段は、前記シール部の両端部近傍における前記押圧面間の面間距離をそれぞれ計測することが好ましい。
【0011】
また、前記計測手段により計測した前記押圧面間における各面間距離の経時変化を表示するように構成されていることが好ましい。
【0012】
また、本発明の上記目的は、被包装物が収納された包装袋を互いに対向する押圧面により挟んで押圧することにより袋詰製品のシール部を形成する包装機のメンテナンス時期を管理する包装機保守管理方法であって、前記押圧面間の面間距離を複数箇所で計測する計測ステップと、計測した複数の前記面間距離を用いて前記包装機の駆動状況値を算出する駆動状況値算出ステップと、前記駆動状況値と予め設定されるしきい値とを比較して前記包装機のメンテナンスの必要性を判定する判定ステップとを備える包装機保守管理方法により達成される。
【発明の効果】
【0013】
本発明によれば、包装機のメンテナンス時期を容易にかつ高精度で検知することができる包装機保守管理装置およびその方法を提供することができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明に係る包装機保守管理装置について添付図面を参照して説明する。図1は、本発明の一実施形態に係る包装機保守管理装置を備える包装機1の一例を示す概略構成図であり、図2は、図1の要部拡大図、図3は、図2のA−A断面図である。
【0015】
まず、包装機保守管理装置を備える包装機1について説明する。図1に示すように、包装機1は、支持台2、ボビン取付部材3、フィルム送出機構4、被包装物供給機構5、センターシール機構6、エンドシール機構7、切断機構8、包装物コンベア9を備えている。
【0016】
支持台2は、ボビン取付部材3、フィルム送出機構4、センターシール機構6、エンドシール機構7、切断機構8、包装物コンベア9を支持する部材である。
【0017】
ボビン取付部材3は、シート状の包装フィルムFが巻回されたボビン31を取り付ける部材である。包装フィルムFとしては、アルミニウム箔の両面にポリエチレンやポリプロピレンなどをラミネートしたフィルムを例示することができる。
【0018】
フィルム送出機構4は、ボビン31から包装フィルムFを送り出す装置であり、図示しない駆動モータ、ローラ41a、当該ローラ41aに巻き掛けられた包装フィルムFの外表面に接する無端ベルト41bを有する送出部41と、当該送出部41により送り出された包装フィルムFを載置して、包装フィルムFの長手方向に搬送するフィルム搬送コンベア42とを備えている。このフィルム送出機構4は、包装フィルムFを所定長さで間欠的に長手方向に送り出すことができるように構成されている。
【0019】
被包装物供給機構5は、送り出されたシート状の包装フィルムF上に、被包装物Zを供給する装置であり、被包装物Zを搬送する搬送コンベア51および被包装物Zを包装フィルム上の所定箇所に案内する図示しない案内部材を備えている。
【0020】
センターシール機構6は、被包装物Zが供給された包装フィルムFの両端部を合掌状に重ね合わせて熱融着してセンターシール部SSを有する筒状包装袋Tを形成する装置である。
【0021】
エンドシール機構7は、被包装物Zが収納された筒状包装袋Tをその長手方向に対して垂直に熱融着してエンドシール部ESを形成する装置であり、押圧部71と、支持部72とを備えている。押圧部71は、互いに対向する押圧面711a,712aを有する上部押圧部材711と下部押圧部材712とから構成されている。支持部72は、図示しない駆動装置を介して上下方向に移動可能となるようにケーシング73の取付部731に取り付けられている。この支持部72の下端部には上部押圧部材711が取り付けられており、支持部72の上下動に伴って、上部押圧部材711も上下方向に移動できるように構成されている。下部押圧部材712は、ケーシング73の基台732に固定されている。包装物H(袋詰製品)のエンドシール部ESは、上部押圧部材711の降下により、上部押圧部材711の押圧面711aと下部押圧部材712の押圧面712aとの間で筒状包装袋Tの所定位置を挟んで押圧加熱することにより形成される。
【0022】
切断機構8は、エンドシール部ESが形成された包装物Hをエンドシール部ESの中央部で切断して包装物Hを個々に分離する装置であり、上下方向にスライド可能なスライドカッタ81と、固定カッタ82を備えている。スライドカッタ81と固定カッタ82とは、包装物Hを挟んで相対向して配置されている。
【0023】
包装物コンベア9は、切断機構8により切断された個々の包装物H(袋詰製品)を箱詰め作業等の後工程に供するために搬送装置である。
【0024】
このように構成された包装機1は、フィルム送出機構4により包装フィルムFを間欠送りしながら、被包装物供給機構5からの包装フィルムF上への被包装物Zの供給、センターシール機構6によるセンターシール部SSの形成、エンドシール機構7によるエンドシール部ESの形成、および、切断機構8による包装物Hの切断を連続的に行って、被包装物Zが充填された袋詰製品Hを連続的に製造する。なお、フィルム送出機構4による包装フィルムFの送り出し、被包装物Zの包装フィルムF上への供給、センターシール部SSの形成、エンドシール部ESの形成、エンドシール部ESの切断などのタイミングは、例えば、予め入力されたプログラムに従って、コンピュータ制御によって行うことが好ましい。
【0025】
次に、本発明に係る包装機保守管理装置10について説明する。包装機保守管理装置10は、包装機1のメンテナンス時期を管理する装置であって、図1〜図3に示すように、包装機1のエンドシール機構7に取り付けられ、押圧部71を構成する上部押圧部材711と下部押圧部材712との押圧面間の面間距離を計測する計測手段11と、計測した面間距離を処理して包装機1のメンテナンスの必要性を判定する処理装置12とを備えている。
【0026】
計測手段11は、2つのセンサー部111,112を備えており、各センサー部111,112は、図3に示すように、シール部ESの両端部近傍における押圧面間の面間距離をそれぞれ計測できるように配置されている。各センサー部111,112は、ケーシング73の取付部731に固定されており、それぞれのセンサーヘッド111a,112aから上部押圧部材711の上面までの距離に対応する電気信号を処理装置12に出力できるように構成されている。このようなセンサー部111,112として渦電流センサーやレーザー式変位計等を用いることができる。上部押圧部材711と下部押圧部材712との押圧面間の面間距離を計測する方法については後述する。
【0027】
処理装置12は、メモリー部121、入力部122、面間距離算出部123、駆動状況値算出部124、判定部125および表示部126を備えている。メモリー部121は、各センサー部111,112から出力された電気信号の出力値や、駆動状況値算出部124で算出される後述のシール状況値及び駆動状況値、予め設定されるしきい値等を記憶する記憶手段である。入力部122は、計測手段11による面間距離の計測を開始するための指令を入力したり、メモリー部121に記憶されているしきい値を変更する場合に変更後のしきい値を入力するための入力手段である。
【0028】
面間距離算出部123は、各センサー部111,112から出力された電気信号に基づいて、上部押圧部材711と下部押圧部材712との押圧面間の面間距離を算出する演算手段である。面間距離を算出するには、まず、図4(a)に示すように、エンドシール機構7における上部押圧部材711と下部押圧部材712との間で筒状包装袋Tの所定位置を挟み込んで熱融着してエンドシール部ESを形成するときの、2つのセンサー部111,112の各センサーヘッド111a,112aから上部押圧部材711の上面までの距離L1,L2をそれぞれ計測する。図4(b)に示すように上部押圧部材711と下部押圧部材712との間にシール部ESが存在しない場合におけるセンサーヘッド111a,112aから上部押圧部材711の上面までの距離をそれぞれL01,L02とすると、(L01−L1)が、センサー部111により計測した上部押圧部材711と下部押圧部材712との押圧面間の面間距離D1に対応し、(L02−L2)が、センサー部112により計測した押圧面間の面間距離D2に対応することになる。
【0029】
駆動状況値算出部124は、面間距離算出部123で算出した押圧面間の複数の面間距離D1,D2を用いて、包装機1の駆動状況を示すパラメータである駆動状況値を算出する演算手段である。本実施形態においては、計測した押圧面間の複数の面間距離D1,D2を加えてシール状況値を算出すると共に、連続して製造された複数の袋詰製品のエンドシール部ESに対して算出されるシール状況値についての標準偏差を算出し、この標準偏差を駆動状況値として算出する。駆動状況値は、エンドシール部ESのシール品質のバラツキを反映するので、この値が大きい場合、シール品質が悪化した状態で包装機1が駆動していることを意味する。また、駆動状況値が小さい場合、シール品質が良好な状態で包装機1が駆動していることを意味する。なお、複数の面間距離D1,D2を加えてシール状況値を算出する代わりに、例えば、計測した各面間距離D1,D2を掛け合わせてシール状況値を算出するように構成してもよい。
【0030】
判定部125は、包装機1のメンテナンスの必要性を判定する判定手段であり、駆動状況値算出部124で算出した駆動状況値と、メモリー部121に記憶されているしきい値とを比較して、駆動状況値がしきい値よりも大きくなった場合に、包装機1のメンテナンスの必要が生じたと判定するように構成されている。
【0031】
表示部126は、駆動状況値算出部124で算出した駆動状況値を表示したり、判定部125において包装機1のメンテナンスが必要になったと判定した場合、その旨を表示するための表示手段である。
【0032】
次に、包装機保守管理装置10の作動について説明する。まず、図4(a)に示すように、エンドシール機構7における上部押圧部材711と下部押圧部材712との間で筒状包装袋Tの所定位置を挟み込んで熱融着してエンドシール部ESを形成するときの上部押圧部材711と下部押圧部材712との押圧面間の面間距離D1,D2を面間距離算出部123において算出する。
【0033】
次に、駆動状況値算出部124において、上部押圧部材711と下部押圧部材712との押圧面間の面間距離D1,D2を用いて包装機1の駆動状況値を算出する。具体的には、押圧面間の面間距離D1,D2を加えてシール状況値を算出すると共に、複数の袋詰製品のシール部ESに対して算出されるシール状況値についての標準偏差である駆動状況値を算出する。
【0034】
シール状況値は、各センサー部111,112により計測した2つの面間距離D1,D2を加えて求めているため、上部押圧部材711と下部押圧部材712との押圧面間の面間距離の変化を強調することができる。この結果、エンドシール機構7における押圧部71に機械的なガタツキが発生した場合や、上部押圧部材711を上下方向に駆動させる駆動装置に損傷が発生した場合、あるいは、いわゆるフィルム蛇行が発生した場合等における押圧面間の面間距離の変化を精度よく検出することが可能になる。
【0035】
エンドシール機構7の押圧部71に機械的なガタツキや上部押圧部材711を移動させる駆動装置に損傷が発生し、メンテナンスが必要な状況になった場合には、駆動状況値は、大きな値へと変化する。これは、押圧部71に機械的なガタツキが発生した場合等において、駆動状況値算出部124で算出されるシール状況値が、製造される袋詰製品毎で大きく変動することに起因する。
【0036】
そして、判定部125において、駆動状況値と予め設定されているしきい値とを比較し、駆動状況値がしきい値よりも小さければ包装機1のメンテナンスは不要であると判断し、駆動状況値がしきい値よりも大きい場合にはメンテナンスが必要であると判断する。
【0037】
判定部125が、包装機1のメンテナンスが必要であると判定した場合、つまり、駆動状況値がしきい値よりも大きい場合には、表示部126にメンテナンスが必要である旨を表示し作業者に知らせる。
【0038】
このように、本実施形態に係る包装機保守管理装置10によれば、2つのセンサー部111,112により、上部押圧部材711と下部押圧部材712との押圧面間の面間距離を2箇所で計測し、これらの面間距離を用いて上部押圧部材711と下部押圧部材712との押圧面間の面間距離の変化を強調するシール状況値を算出すると共に、このシール状況値についての標準偏差を包装機1の駆動状況値とし、この駆動状況値に基づいてエンドシール機構7の押圧部71における機械的ガタツキ等の発生を検知するように構成しているので、経験の少ない作業者であっても包装機1のメンテナンス時期を容易にかつ高精度で把握することが可能になる。
【0039】
また、本実施形態においては、エンドシール部ESの両側部近傍における押圧面間の面間距離をそれぞれ計測し、これらの計測値を用いて駆動状況値を算出するように構成しているため、エンドシール機構7の押圧部71に機械的ガタツキが生じた場合等において発生する上部押圧部材711と下部押圧部材712との押圧面間の面間距離の変化状況を駆動状況値に顕著に現れるようにすることができる。この結果、包装機1のメンテナンス時期をより精度よく検知することが可能になる。
【0040】
以上、本発明の一実施形態について説明したが、本発明の具体的な態様は上記実施形態に限定されない。例えば、上部押圧部材711及び下部押圧部材712による筒状包装袋Tの押圧中(エンドシール部ESの形成中)において、計測手段11である各センサー111,112により計測される押圧面間の各面間距離の経時変化をグラフ化してそれぞれ表示部126に表示するようにしてもよい。これにより、各センサー111,112で計測した押圧面間の面間距離の時系列データをモニタリングすることが可能になり、押圧部71を構成する上部押圧部材711及び下部押圧部材712の挙動変化を詳細に把握することができる。この結果、包装機1においてメンテナンスを必要とする箇所の特定が容易になり、効率よく包装機1のメンテナンスを行うことが可能になる。以下、実測データを用いて具体的に説明する。
【0041】
図6は、メンテナンスが必要であると判定部125が判断した場合における、各センサー111,112により計測された押圧面間の各面間距離の経時変化を示すグラフの一例である。このグラフは、横軸を時間軸とし、縦軸に押圧面間の各面間距離に相当する電圧値を示したものである。図6において、(a)は計測手段11の一方のセンサー111により計測した電圧値の経時変化を示し、(b)は他方のセンサー112により計測した電圧値の経時変化を示している。上部押圧部材711が上死点に配置されている時の電圧値は、2.5Vであり、上部押圧部材711及び下部押圧部材712による筒状包装袋Tの押圧中(エンドシール部ESの形成中)の電圧値は、図中の矢示m1〜m5及びn1〜n5で示す各波形の底部の値に相当する。なお、図6においては、押圧時の波形に細かい振動が生じているが、これは計測上のノイズである。
【0042】
図6における電圧値の波形において矢示m1〜m5及びn1〜n5で示される底部の値は、袋詰製品Hのエンドシール部ESを形成する度に大きく変動し、袋詰製品ごとの計測値が安定していない。また、図6の(a)と(b)とを比較すると、ある任意の袋詰製品のエンドシール部ESを形成する場合において、一方のセンサーの出力値が小さく、他方のセンサーの出力値が大きくなっている(例えば、図6(a)のm3及び(b)のn3参照)。このような波形が生じる場合、押圧部71を構成する上部押圧部材711や下部押圧部材712にガタツキが発生していると推測することができる。発明者らが実際に押圧部71の点検を行ったところ、上部押圧部材711に取り付け上のガタツキが発生していることが判明し、このガタツキを解消することにより、駆動状況値算出部124が算出する駆動状況値が、予め設定されているしきい値よりも小さい値となった。比較のため、メンテナンス終了後における押圧面間の各面間距離の経時変化を示すグラフを図7に示す。図7の(a)はセンサー111により計測した電圧値の経時変化を示し、(b)はセンサー112により計測した電圧値の経時変化を示している。図7から分かるように、各センサー111,112により計測されたシール部形成時の電圧値は、袋詰製品ごとにおいて安定した値を示している(m1’〜m5’及びn1’〜n5’参照)。
【0043】
次に、メンテナンスが必要であると判定部125が判断した他の一例について図8を用いて説明する。図8において、(a)は一方のセンサー111により計測した電圧値の経時変化を示し、(b)は他方のセンサー112により計測した電圧値の経時変化を示している。
【0044】
図8における電圧値の波形を見ると、押圧部71がシール部ESを押圧した直後において、計測される電圧値が大きく変動し、波形がバウンドしていることが分かる(矢示p1〜p8及びq1〜q7参照)。このように、押圧部71がシール部ESを押圧している最中に波形の一部がバウンドするような場合、上部押圧部材711を上下方向に駆動させるための駆動装置にトラブルが発生したと推測することができる。発明者らが実際に駆動装置の点検を行ったところ、駆動装置に組み込まれているベアリングに摩耗が発生していることが判明した。このベアリングを交換することにより、駆動状況値算出部124が算出する駆動状況値が、予め設定されているしきい値よりも小さい値となった。比較のため、メンテナンス終了後における押圧面間の各面間距離の経時変化を示すグラフを図9に示す。図9の(a)はセンサー111により計測した電圧値の経時変化を示し、(b)はセンサー112により計測した電圧値の経時変化を示している。図9から分かるように、メンテナンス前の波形において発生していた押圧直後のバウンドが解消し、各センサー111,112により計測された電圧値は、袋詰製品ごとにおいて安定した値を示している。
【0045】
このように、計測手段11である各センサー111,112により計測される押圧面間の各面間距離の経時変化をグラフとして表示するように構成しているので、シール部形成時の押圧部71の挙動変化を詳細に把握することができる。この結果、包装機1においてメンテナンスを必要とする箇所の特定が容易になり、効率よく包装機1のメンテナンスを行うことが可能になる。
【0046】
また、本実施形態においては、2つのセンサー部111,112を備え、上部押圧部材711と下部押圧部材712との押圧面間の面間距離を2箇所において計測し、これらの面間距離を加えてシール状況値とし、このシール状況値の標準偏差である駆動状況値を算出する構成を採用しているが、例えば、3つ以上のセンサー部により押圧面間の面間距離を計測して、これらの面間距離を加えてシール状況値とし、このシール状況値の標準偏差である駆動状況値を算出するように構成してもよい。
【0047】
また、本実施形態においては、各センサー部111,112が、ケーシング73の取付部731に固定されている構成を採用しているが、このような構成に特に限定されず、例えば、図5(a)に示すように、下部押圧部材712の側面部に取り付ける構成を採用することもできる。このような構成を採用する場合、上部押圧部材711の側面部に、センサーヘッド111a,112aに対して対向配置される板状部材115,116を取り付ける。押圧面間の面間距離を算出するには、まず、エンドシール部ESを上部押圧部材711と下部押圧部材712とで挟み込んだ状態において、各センサーヘッド111a,112aから板状部材115,116までの距離を計測する。そして、この計測値から、エンドシール部ESを介さないで上部押圧部材711と下部押圧部材712とを押圧した場合(図5(b))におけるセンサーヘッド111a,112aから板状部材115,116までの距離を減じることにより行うことができる。
【0048】
また、本実施形態に係る包装機保守管理装置10を備える包装機1におけるエンドシール機構7として、筒状包装袋Tの所定位置を押圧部71で挟んで押圧加熱することによりエンドシール部ESを形成するいわゆるヒートシーラータイプを採用しているが、例えば、筒状包装袋Tの所定位置に接着材を介装し、当該所定位置を押圧部71で挟んで押圧することによりエンドシール部ESを形成するタイプのシール機構を採用することもできる。
【0049】
また、本実施形態においては、駆動状況値算出部124が、押圧面間の複数の面間距離を加えてシール状況値を算出すると共に、複数の袋詰製品Hのエンドシール部ESに対して算出されるシール状況値についての標準偏差を駆動状況値として算出するように構成されているが、このような構成に特に限定されない。例えば、複数の袋詰製品Hのエンドシール部ESに対して算出されるシール状況値についての分散を駆動状況値として算出するように構成してもよい。このような構成であっても、所定のしきい値と算出された分散である駆動状況値とを比較することにより、エンドシール機構7の押圧部71における機械的ガタツキ等の発生を検知することができ、包装機1のメンテナンス時期を容易にかつ高精度で把握することが可能になる。
【図面の簡単な説明】
【0050】
【図1】本発明の一実施形態に係る包装機保守管理装置を備える包装機の一例を示す概略構成図である。
【図2】図1に示す包装機の要部拡大図である。
【図3】図2のA−A断面図である。
【図4】包装機保守管理装置により押圧面間の面間距離を計測する方法を説明する説明図である。
【図5】本発明に係る包装機保守管理装置の変形例を示す概略構成断面図である。
【図6】包装機のメンテナンスが必要な場合において、各センサーが計測した押圧面間の各面間距離に相当する電圧値の経時変化を示すグラフの一例である。
【図7】包装機のメンテナンスを行った後に各センサーにより計測した各面間距離に相当する電圧値の経時変化を示すグラフの一例である。
【図8】包装機のメンテナンスが必要な場合において、各センサーが計測した押圧面間の各面間距離に相当する電圧値の経時変化を示すグラフの他の一例である。
【図9】包装機のメンテナンスを行った後に各センサーにより計測した各面間距離に相当する電圧値の経時変化を示すグラフの他の一例である。
【符号の説明】
【0051】
1 包装機
10 包装機保守管理装置
11 計測手段
111、112 センサー部
12 処理装置
123 面間距離算出部
124 駆動状況値算出部
125 判定部
7 エンドシール機構
71 押圧部
711 上部押圧部材
712 下部押圧部材
711a、712a 押圧面
【特許請求の範囲】
【請求項1】
被包装物が収納された包装袋を互いに対向する押圧面により挟んで押圧することにより袋詰製品のシール部を形成する包装機のメンテナンス時期を管理する包装機保守管理装置であって、
前記押圧面間の面間距離を複数箇所で計測する計測手段と、
計測した複数の前記面間距離を用いて前記包装機の駆動状況値を算出する駆動状況値算出手段と、
前記駆動状況値と予め設定されるしきい値とを比較して前記包装機のメンテナンスの必要性を判定する判定手段とを備える包装機保守管理装置。
【請求項2】
前記駆動状況値算出手段は、前記押圧面間の複数の面間距離を加えてシール状況値を算出すると共に、複数の袋詰製品のシール部に対して算出される前記シール状況値についての標準偏差を前記駆動状況値として算出する請求項1に記載の包装機保守管理装置。
【請求項3】
前記駆動状況値算出手段は、前記押圧面間の複数の面間距離を加えてシール状況値を算出すると共に、複数の袋詰製品のシール部に対して算出される前記シール状況値についての分散を前記駆動状況値として算出する請求項1に記載の包装機保守管理装置。
【請求項4】
前記計測手段は、前記シール部の両端部近傍における前記押圧面間の面間距離をそれぞれ計測する請求項1から3のいずれかに記載の包装機保守管理装置。
【請求項5】
前記計測手段により計測した前記押圧面間における各面間距離の経時変化を表示するように構成されている請求項1から4のいずれかに記載の包装機保守管理装置。
【請求項6】
被包装物が収納された包装袋を互いに対向する押圧面により挟んで押圧することにより袋詰製品のシール部を形成する包装機のメンテナンス時期を管理する包装機保守管理方法であって、
前記押圧面間の面間距離を複数箇所で計測する計測ステップと、
計測した複数の前記面間距離を用いて前記包装機の駆動状況値を算出する駆動状況値算出ステップと、
前記駆動状況値と予め設定されるしきい値とを比較して前記包装機のメンテナンスの必要性を判定する判定ステップとを備える包装機保守管理方法。
【請求項1】
被包装物が収納された包装袋を互いに対向する押圧面により挟んで押圧することにより袋詰製品のシール部を形成する包装機のメンテナンス時期を管理する包装機保守管理装置であって、
前記押圧面間の面間距離を複数箇所で計測する計測手段と、
計測した複数の前記面間距離を用いて前記包装機の駆動状況値を算出する駆動状況値算出手段と、
前記駆動状況値と予め設定されるしきい値とを比較して前記包装機のメンテナンスの必要性を判定する判定手段とを備える包装機保守管理装置。
【請求項2】
前記駆動状況値算出手段は、前記押圧面間の複数の面間距離を加えてシール状況値を算出すると共に、複数の袋詰製品のシール部に対して算出される前記シール状況値についての標準偏差を前記駆動状況値として算出する請求項1に記載の包装機保守管理装置。
【請求項3】
前記駆動状況値算出手段は、前記押圧面間の複数の面間距離を加えてシール状況値を算出すると共に、複数の袋詰製品のシール部に対して算出される前記シール状況値についての分散を前記駆動状況値として算出する請求項1に記載の包装機保守管理装置。
【請求項4】
前記計測手段は、前記シール部の両端部近傍における前記押圧面間の面間距離をそれぞれ計測する請求項1から3のいずれかに記載の包装機保守管理装置。
【請求項5】
前記計測手段により計測した前記押圧面間における各面間距離の経時変化を表示するように構成されている請求項1から4のいずれかに記載の包装機保守管理装置。
【請求項6】
被包装物が収納された包装袋を互いに対向する押圧面により挟んで押圧することにより袋詰製品のシール部を形成する包装機のメンテナンス時期を管理する包装機保守管理方法であって、
前記押圧面間の面間距離を複数箇所で計測する計測ステップと、
計測した複数の前記面間距離を用いて前記包装機の駆動状況値を算出する駆動状況値算出ステップと、
前記駆動状況値と予め設定されるしきい値とを比較して前記包装機のメンテナンスの必要性を判定する判定ステップとを備える包装機保守管理方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】

【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2008−174277(P2008−174277A)
【公開日】平成20年7月31日(2008.7.31)
【国際特許分類】
【出願番号】特願2007−9982(P2007−9982)
【出願日】平成19年1月19日(2007.1.19)
【出願人】(000000228)江崎グリコ株式会社 (187)
【Fターム(参考)】
【公開日】平成20年7月31日(2008.7.31)
【国際特許分類】
【出願日】平成19年1月19日(2007.1.19)
【出願人】(000000228)江崎グリコ株式会社 (187)
【Fターム(参考)】
[ Back to top ]