
包装機
【課題】 包装機の製袋処理速度や運転状態を変えたり、あるいは、包装機周辺の温度条件等が変わったりした場合でも、溶着部材の加熱面の温度を安定的に維持することができ、加熱溶着の仕上がり状態にバラつきを生じない包装機を提供する。
【解決手段】 包装用のフィルムを溶着部材でする包装機であって、前記溶着部材の加熱面以外の表面部分を断熱部材で覆うようにした。
【解決手段】 包装用のフィルムを溶着部材でする包装機であって、前記溶着部材の加熱面以外の表面部分を断熱部材で覆うようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルムを溶着部材の熱で溶着して袋を形成する包装機に関する。
【背景技術】
【0002】
従来、菓子等の食品が充填された包装袋を形成するために、連続的に移送される帯状フィルムを長手方向の両側縁部を重合させた筒状に形成するガイド部材と、重合部分に接した状態でフィルムの移送速度に合わせて回転する金属製ベルトを介して、フィルムを加熱溶着するバックシールジョーブロックと、筒状フィルムを幅方向の全体に亘って挟み込んでフィルムを加熱溶着するエンドシールジョーブロックと、を備えたピロー型包装機が使用されている(例えば、特許文献1参照)。
【特許文献1】特開2004−155463号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、上記従来の包装機では、溶着部材となるバックシールジョーブロックとエンドシールジョーブロックにおいて、フィルムを加熱溶着する加熱面以外の表面部分が金属母材剥き出しのままで外気に曝されるように構成されていた。そのため、バックシールジョーブロックとエンドシールジョーブロックが外気から奪われる熱量が大きくなり、その加熱面の温度を安定的に維持することが難しく、例えば、高速製袋処理時と低速製袋処理時の両方でバラつきを生じない安定したシールの仕上がり状態を得る温度設定が難しく、各製袋処理能力に応じて温度を設定し直す必要があった。また、特定の製袋処理能力に適した温度設定をしても、被包装物の供給不足等で包装機を一時停止したり、間欠作動させたりすると、その前後でシールの仕上がり状態が変化する場合があった。さらに、包装機周辺において、外気温や空気の対流状態が急激に変化した場合にも、シールの仕上がり状態が変化することがあった。
【0004】
本発明は、斯かる実情に鑑み、包装機の製袋処理速度や運転状態を変えたり、あるいは、包装機周辺の温度条件等が変わったりした場合でも、溶着部材の加熱面の温度を安定的に維持することができ、加熱溶着の仕上がり状態にバラつきを生じない包装機を提供しようとするものである。
【課題を解決するための手段】
【0005】
本発明の請求項1に記載の包装機は、包装用のフィルムを溶着部材で加熱溶着する包装機であって、前記溶着部材の加熱面以外の表面部分を断熱部材で覆うようにしたことを特徴とする。
【0006】
本発明の請求項2に記載の包装機は、前記断熱部材は、前記溶着部材の加熱面以外の表面部分をすべて覆うようにしたことを特徴とする。
【0007】
本発明の請求項3に記載の包装機は、帯状のフィルムの長手方向の両側縁部を重合して筒状に形成するガイド部と、前記フィルムの重合部分を加熱溶着する縦溶着部材と、前記フィルムを幅方向に加熱溶着する横溶着部材と、を備える包装機であって、
前記縦溶着部材及び/又は前記横溶着部材の加熱面以外の表面部分を断熱材で覆うようにしたことを特徴とする。
【0008】
本発明の請求項4に記載の包装機は、前記縦溶着部材の加熱面は、前記重合部分に接した状態で前記長手方向に回転する金属製ベルトを介して、前記重合部分を加熱溶着させることを特徴とする。
【0009】
本発明の請求項5に記載の包装機は、前記断熱部材は、前記縦溶着部材及び/又は前記横溶着部材の加熱面以外の表面部分をすべて覆うようにしたことを特徴とする。
【発明の効果】
【0010】
本発明の請求項1〜5に記載の包装機によれば、溶着部材の加熱面以外の表面部分を断熱部材で覆うようにしたので、包装機による処理速度や運転状態、あるいは包装機周辺の温度条件等に変動があっても、フィルムを加熱溶着する加熱面の温度変化が少なく、その結果として、加熱溶着の仕上がり状態を安定的に維持することができるという優れた効果を奏する。
【0011】
特に、請求項2及び5に記載の包装機によれば、溶着部材の加熱面以外の表面部分をすべて断熱部材で覆うようにしたので、加熱面の温度変化を極めて小さくすることができ、加熱溶着の仕上がり状態をより一層安定的に維持することができるもという優れた効果を奏するものである。
【発明を実施するための最良の形態】
【0012】
以下、本発明の実施の形態を、添付図面を参照しながら説明する。
【0013】
図1〜図5に、本発明を実施する形態の一例を示す。図1は、本実施形態に係るピロー形包装機の斜視図であり、図2は、その製袋部の正面図である。図3は、製袋部に備えられる縦溶着部材とそれに接して設けられる金属製ベルトを示し、(a)は正面図、(b)は(a)のA−A断面に相当する図、(c)は(a)のB−B断面に相当する図である。図4は横溶着部材を示し、(a)は正面図、(b)は(a)のC−C断面に相当する図、(c)は(a)のD−D断面に相当する図である。図5は、ガイド部材の内側に設けられるチューブについて説明する図である。
【0014】
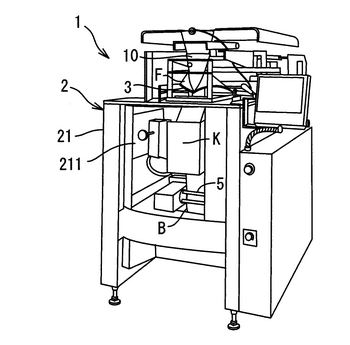
〔包装機1〕
包装機1は、図1及び図2に示されるように、側板21を備える箱形の基台2に、包装用フィルムロールR(不図示)から引き出されて連続的に移送される帯状フィルムFをその長手方向の両側縁部で重合させた筒状に形成しながら下方に案内するガイド部材3と、ガイド部材3によって筒状に形成されたフィルムFの重合部分Fpを加熱溶着して筒体に形成する縦溶着部材4と、筒体に形成されたフィルムの上下端を横幅方向に加熱溶着して袋Bを形成する横溶着部材5と、からなる製袋部1aを備えてなり、ガイド部材3の上方に設けられるホッパ10を介して、さらに上方の物品供給装置(不図示)から落下させられる一定量の物品を袋Bに充填する。
【0015】
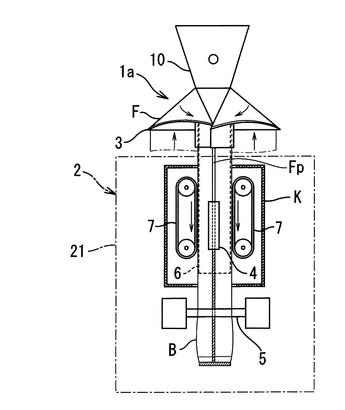
〔ガイド部材3〕
ガイド部材3の内側には、上下端が開口したチューブ6が配設されており、チューブ6は、ガイド部材3から下方へ突出させられている(図2)。ガイド部材3の下方に突出した部分の左右両側には、図2に矢印で示される方向に回転するローラーベルト7がチューブ6に接するように設けられており、これらはカバーKで覆われている。これにより、筒状に形成されたフィルムFは、ガイド部材3とチューブ6の隙間を通過し、チューブ6の外周面を覆う一方において、ローラーベルト7により下方に移送される。
【0016】
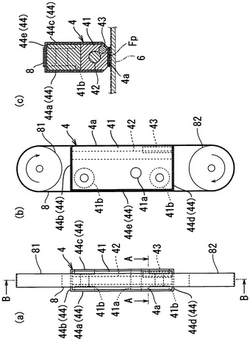
〔縦溶着部材4〕
縦溶着部材4は、カバーKの内部で、チューブ6の側方において筒状に形成されたフィルムFの重合部分Fpに対向するように配置されており、フィルムFをチューブ6に押し付けながら重合部分Fpを加熱溶着して筒体を形成する。図3に示されるように、縦溶着部材4は、金属製で縦長の直方体形状をした本体41に、熱源となる棒状のヒーター42と温度センサ43とを内蔵してなり、ヒーター42に近い加熱面4aがチューブ6に近接している。
【0017】
縦溶着部材4は、その上下に配設されるプーリー81,82によって張力を与えられローラーベルト7とほぼ同速度で回転させられる厚さ0.1〜0.2mm程度の金属製ベルト8の内側に配置されており、加熱面4aが金属製ベルト8の内面に接触させられている。また、縦溶着部材4は、本体41の中央部付近に設けられる支持部41aで基台2側に対して揺動自在に支持されており、さらに回転自在に設けられる取付軸41bを介して、所定の押圧力を有するシリンダー(不図示)に固定されている。
【0018】
さらに、縦溶着部材4は、図3に示されるように、加熱面4a以外の表面部分が断熱部材44で覆われている。より具体的には、本体41の直方体形状を構成する6面のうち加熱面4a以外の5面すべてを覆うように、各面形状に対応する矩形状の断熱部材44a〜44eがビス止めされている。断熱部材44は、熱伝導性の低い樹脂等の断熱材を用いたり、内部に断熱空気層を設けたりすることによって形成できる。
【0019】
なお、重合部分Fpの加熱溶着の仕上がり具合を良好に保つためには、金属製ベルト8とチューブ6の押圧力を調整する必要がある。そこで、図1に示されるように、基台2の側板21に透明窓211を設けておき、カバーKを開放した状態で、縦溶着部材4とチューブ6が接触させられる具合を外部側方から直接目視できるようにしている。さらに透明窓211の内側には、ミラーフィルムが貼られており、その反射を利用して基台2の内側からも目視確認可能とされている。
【0020】
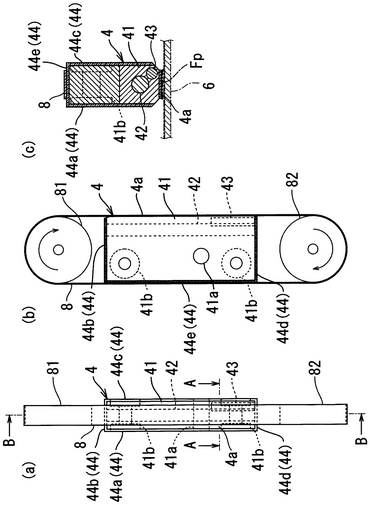
〔横溶着部材5〕
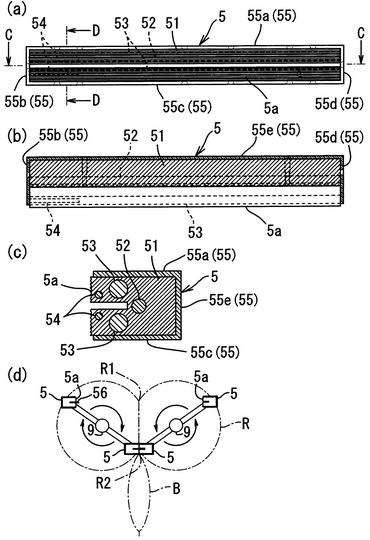
横溶着部材5は、縦溶着部材4の下流側であって、縦溶着部材4で加熱溶着されて筒体に形成されたフィルムFの前後に一対となるように配置されており、フィルムFを前後から挟持し、横幅方向の全体に亘って加熱溶着することで袋Bを形成する。横溶着部材5は、図4(a)〜(c)に示されるように、金属製で横長の直方体形状をした本体51に、棒状ヒーター52、ヒートパイプ53及び温度センサ54と、を内蔵してなり、ヒートパイプ53に近い加熱面5aでフィルムFを加熱溶着する。横溶着部材5は、加熱面5a以外の表面部分が断熱部材55で覆われている。より具体的には、本体51の直方体形状を構成する6面のうち加熱面5a以外の5面すべてを覆うように、各面形状に対応する矩形状の断熱部材55a〜55eがビス止めされている。断熱部材55は、熱伝導性の低い樹脂等の断熱材を用いたり、内部に断熱空気層を設けたりすることによって形成できる。
【0021】
前後一対の横溶着部材5は、図4(d)で示されるように、それぞれ回転軸9を中心に回転させられて、一点鎖線で示されるD字状の軌道R上を移動し、点R1で前後一対の横溶着部材5が鉢合わせしてフィルムFを挟持する。なお、点R1で鉢合わせした加熱面5aが点R2に移動するまでの間は、前後一対の回転軸9が軸間距離を広げる方向に水平移動するようになっている。なお、前後の横溶着部材5の一方には、加熱面5aの上下方向の中途部にカッター56が設けられており、形成した袋BをフィルムFから分離するように、加熱面5aによる加熱溶着部分を上下に切り離す。
【0022】
〔チューブ6〕
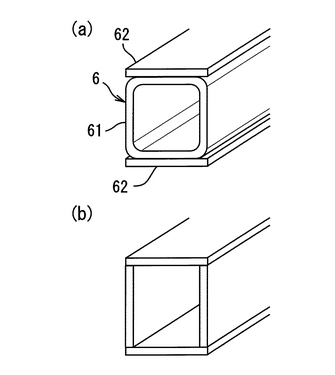
包装機1で形成される袋Bは、いわゆるガゼット袋(角型袋)であるため、チューブ6は、四隅にフィルムFが押し当てられる角エッジEを設ける必要があるが、図5(b)に示されるように、4枚の板金を溶接で張り合わせて製作する場合には、張り合わせ部をすべて溶接する必要があるためにコスト高で、しかも精度確保が困難である。そこで、本実施形態に係るチューブ6は、図5(a)に示されるように、角が丸い、通常の角型チューブ材61に、エッジを有する板材62を張り合わせて角エッジEを確保することとしている。この方法によれば、例えば、角型チューブ材61から板材62が外れないように溶接しておけば済むため、低コストで製作でき、精度確保が容易に行える。
【0023】
〔包装機1の特徴〕
本実施形態に係る包装機1は、上記のように構成されるため、縦溶着部材4がシリンダーの押圧力でチューブ6側に押し付けられ、縦溶着部材4の加熱面4aの熱により、金属製ベルト8を介して重合部分Fpを溶着することができる。しかも、加熱面4a以外の表面部分がすべて断熱部材44で覆われているので、縦溶着部材4から外部への放熱量が最小限に抑えられる。
【0024】
また、前後一対の横溶着部材5がフィルムFを前後から挟持して、加熱面5aの熱により袋Bの上下端に相当する部分を加熱溶着することができる。しかも、加熱面5a以外の表面部分がすべて断熱部材53で覆われているので、横溶着部材5から外部への放熱量が最小限に抑えられる。
【0025】
上記の結果、包装機1による処理速度(例えば、低速、高速)や運転状態(例えば、連続運転、間欠運転)を切り替えたり、あるいは包装機1周辺の外気温度条件等が大きく変動したりすることがあっても、フィルムFを加熱溶着する加熱面4aあるいは5aの温度変化は最小限に抑えられ、縦シール及び横シールの仕上がり品質を一定レベルに維持することができる。
【0026】
〔上記実施形態の変形例〕
上記実施形態は、いわゆるピロー型包装機を例に説明したが、本発明は、これに限らず、包装用フィルムを溶着部材で加熱溶着するすべての包装機に適用することができる。例えば、製袋された袋を帯状のストリップ(包装用フィルム)に加熱溶着して固定するストリップバッグ包装機において、ストリップに袋を固定する際に使用される溶着部材に適用しても良い。
【0027】
その他、本発明の包装機は、上記した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【図面の簡単な説明】
【0028】
【図1】本実施形態に係るピロー形包装機の斜視図。
【図2】本実施形態に係るピロー形包装機の製袋部を示す正面図。
【図3】製袋部に備えられる縦溶着部材とそれに接して設けられる金属製ベルトを示し、(a)は正面図、(b)は(a)のA−A断面に相当する図、(c)は(a)のB−B断面に相当する図。
【図4】製袋部に備えられる横溶着部材を示し、(a)は正面図、(b)は(a)のC−C断面に相当する図、(c)は(a)のD−D断面に相当する図。
【図5】ガイド部材の内側に設けられるチューブについて説明する図で、(a)は、本実施形態に係るチューブを示す斜視図、(b)は従来のチューブを示す斜視図。
【符号の説明】
【0029】
1 包装機
2 基台
3 ガイド部材
4 縦溶着部材
4a 加熱面
44 断熱部材
5 横溶着部材
5a 加熱面
55 断熱部材
6 チューブ
7 ローラーベルト
8 金属製ベルト
9 回転軸
10 ホッパ
F フィルム
Fp 重合部分
【技術分野】
【0001】
本発明は、フィルムを溶着部材の熱で溶着して袋を形成する包装機に関する。
【背景技術】
【0002】
従来、菓子等の食品が充填された包装袋を形成するために、連続的に移送される帯状フィルムを長手方向の両側縁部を重合させた筒状に形成するガイド部材と、重合部分に接した状態でフィルムの移送速度に合わせて回転する金属製ベルトを介して、フィルムを加熱溶着するバックシールジョーブロックと、筒状フィルムを幅方向の全体に亘って挟み込んでフィルムを加熱溶着するエンドシールジョーブロックと、を備えたピロー型包装機が使用されている(例えば、特許文献1参照)。
【特許文献1】特開2004−155463号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、上記従来の包装機では、溶着部材となるバックシールジョーブロックとエンドシールジョーブロックにおいて、フィルムを加熱溶着する加熱面以外の表面部分が金属母材剥き出しのままで外気に曝されるように構成されていた。そのため、バックシールジョーブロックとエンドシールジョーブロックが外気から奪われる熱量が大きくなり、その加熱面の温度を安定的に維持することが難しく、例えば、高速製袋処理時と低速製袋処理時の両方でバラつきを生じない安定したシールの仕上がり状態を得る温度設定が難しく、各製袋処理能力に応じて温度を設定し直す必要があった。また、特定の製袋処理能力に適した温度設定をしても、被包装物の供給不足等で包装機を一時停止したり、間欠作動させたりすると、その前後でシールの仕上がり状態が変化する場合があった。さらに、包装機周辺において、外気温や空気の対流状態が急激に変化した場合にも、シールの仕上がり状態が変化することがあった。
【0004】
本発明は、斯かる実情に鑑み、包装機の製袋処理速度や運転状態を変えたり、あるいは、包装機周辺の温度条件等が変わったりした場合でも、溶着部材の加熱面の温度を安定的に維持することができ、加熱溶着の仕上がり状態にバラつきを生じない包装機を提供しようとするものである。
【課題を解決するための手段】
【0005】
本発明の請求項1に記載の包装機は、包装用のフィルムを溶着部材で加熱溶着する包装機であって、前記溶着部材の加熱面以外の表面部分を断熱部材で覆うようにしたことを特徴とする。
【0006】
本発明の請求項2に記載の包装機は、前記断熱部材は、前記溶着部材の加熱面以外の表面部分をすべて覆うようにしたことを特徴とする。
【0007】
本発明の請求項3に記載の包装機は、帯状のフィルムの長手方向の両側縁部を重合して筒状に形成するガイド部と、前記フィルムの重合部分を加熱溶着する縦溶着部材と、前記フィルムを幅方向に加熱溶着する横溶着部材と、を備える包装機であって、
前記縦溶着部材及び/又は前記横溶着部材の加熱面以外の表面部分を断熱材で覆うようにしたことを特徴とする。
【0008】
本発明の請求項4に記載の包装機は、前記縦溶着部材の加熱面は、前記重合部分に接した状態で前記長手方向に回転する金属製ベルトを介して、前記重合部分を加熱溶着させることを特徴とする。
【0009】
本発明の請求項5に記載の包装機は、前記断熱部材は、前記縦溶着部材及び/又は前記横溶着部材の加熱面以外の表面部分をすべて覆うようにしたことを特徴とする。
【発明の効果】
【0010】
本発明の請求項1〜5に記載の包装機によれば、溶着部材の加熱面以外の表面部分を断熱部材で覆うようにしたので、包装機による処理速度や運転状態、あるいは包装機周辺の温度条件等に変動があっても、フィルムを加熱溶着する加熱面の温度変化が少なく、その結果として、加熱溶着の仕上がり状態を安定的に維持することができるという優れた効果を奏する。
【0011】
特に、請求項2及び5に記載の包装機によれば、溶着部材の加熱面以外の表面部分をすべて断熱部材で覆うようにしたので、加熱面の温度変化を極めて小さくすることができ、加熱溶着の仕上がり状態をより一層安定的に維持することができるもという優れた効果を奏するものである。
【発明を実施するための最良の形態】
【0012】
以下、本発明の実施の形態を、添付図面を参照しながら説明する。
【0013】
図1〜図5に、本発明を実施する形態の一例を示す。図1は、本実施形態に係るピロー形包装機の斜視図であり、図2は、その製袋部の正面図である。図3は、製袋部に備えられる縦溶着部材とそれに接して設けられる金属製ベルトを示し、(a)は正面図、(b)は(a)のA−A断面に相当する図、(c)は(a)のB−B断面に相当する図である。図4は横溶着部材を示し、(a)は正面図、(b)は(a)のC−C断面に相当する図、(c)は(a)のD−D断面に相当する図である。図5は、ガイド部材の内側に設けられるチューブについて説明する図である。
【0014】
〔包装機1〕
包装機1は、図1及び図2に示されるように、側板21を備える箱形の基台2に、包装用フィルムロールR(不図示)から引き出されて連続的に移送される帯状フィルムFをその長手方向の両側縁部で重合させた筒状に形成しながら下方に案内するガイド部材3と、ガイド部材3によって筒状に形成されたフィルムFの重合部分Fpを加熱溶着して筒体に形成する縦溶着部材4と、筒体に形成されたフィルムの上下端を横幅方向に加熱溶着して袋Bを形成する横溶着部材5と、からなる製袋部1aを備えてなり、ガイド部材3の上方に設けられるホッパ10を介して、さらに上方の物品供給装置(不図示)から落下させられる一定量の物品を袋Bに充填する。
【0015】
〔ガイド部材3〕
ガイド部材3の内側には、上下端が開口したチューブ6が配設されており、チューブ6は、ガイド部材3から下方へ突出させられている(図2)。ガイド部材3の下方に突出した部分の左右両側には、図2に矢印で示される方向に回転するローラーベルト7がチューブ6に接するように設けられており、これらはカバーKで覆われている。これにより、筒状に形成されたフィルムFは、ガイド部材3とチューブ6の隙間を通過し、チューブ6の外周面を覆う一方において、ローラーベルト7により下方に移送される。
【0016】
〔縦溶着部材4〕
縦溶着部材4は、カバーKの内部で、チューブ6の側方において筒状に形成されたフィルムFの重合部分Fpに対向するように配置されており、フィルムFをチューブ6に押し付けながら重合部分Fpを加熱溶着して筒体を形成する。図3に示されるように、縦溶着部材4は、金属製で縦長の直方体形状をした本体41に、熱源となる棒状のヒーター42と温度センサ43とを内蔵してなり、ヒーター42に近い加熱面4aがチューブ6に近接している。
【0017】
縦溶着部材4は、その上下に配設されるプーリー81,82によって張力を与えられローラーベルト7とほぼ同速度で回転させられる厚さ0.1〜0.2mm程度の金属製ベルト8の内側に配置されており、加熱面4aが金属製ベルト8の内面に接触させられている。また、縦溶着部材4は、本体41の中央部付近に設けられる支持部41aで基台2側に対して揺動自在に支持されており、さらに回転自在に設けられる取付軸41bを介して、所定の押圧力を有するシリンダー(不図示)に固定されている。
【0018】
さらに、縦溶着部材4は、図3に示されるように、加熱面4a以外の表面部分が断熱部材44で覆われている。より具体的には、本体41の直方体形状を構成する6面のうち加熱面4a以外の5面すべてを覆うように、各面形状に対応する矩形状の断熱部材44a〜44eがビス止めされている。断熱部材44は、熱伝導性の低い樹脂等の断熱材を用いたり、内部に断熱空気層を設けたりすることによって形成できる。
【0019】
なお、重合部分Fpの加熱溶着の仕上がり具合を良好に保つためには、金属製ベルト8とチューブ6の押圧力を調整する必要がある。そこで、図1に示されるように、基台2の側板21に透明窓211を設けておき、カバーKを開放した状態で、縦溶着部材4とチューブ6が接触させられる具合を外部側方から直接目視できるようにしている。さらに透明窓211の内側には、ミラーフィルムが貼られており、その反射を利用して基台2の内側からも目視確認可能とされている。
【0020】
〔横溶着部材5〕
横溶着部材5は、縦溶着部材4の下流側であって、縦溶着部材4で加熱溶着されて筒体に形成されたフィルムFの前後に一対となるように配置されており、フィルムFを前後から挟持し、横幅方向の全体に亘って加熱溶着することで袋Bを形成する。横溶着部材5は、図4(a)〜(c)に示されるように、金属製で横長の直方体形状をした本体51に、棒状ヒーター52、ヒートパイプ53及び温度センサ54と、を内蔵してなり、ヒートパイプ53に近い加熱面5aでフィルムFを加熱溶着する。横溶着部材5は、加熱面5a以外の表面部分が断熱部材55で覆われている。より具体的には、本体51の直方体形状を構成する6面のうち加熱面5a以外の5面すべてを覆うように、各面形状に対応する矩形状の断熱部材55a〜55eがビス止めされている。断熱部材55は、熱伝導性の低い樹脂等の断熱材を用いたり、内部に断熱空気層を設けたりすることによって形成できる。
【0021】
前後一対の横溶着部材5は、図4(d)で示されるように、それぞれ回転軸9を中心に回転させられて、一点鎖線で示されるD字状の軌道R上を移動し、点R1で前後一対の横溶着部材5が鉢合わせしてフィルムFを挟持する。なお、点R1で鉢合わせした加熱面5aが点R2に移動するまでの間は、前後一対の回転軸9が軸間距離を広げる方向に水平移動するようになっている。なお、前後の横溶着部材5の一方には、加熱面5aの上下方向の中途部にカッター56が設けられており、形成した袋BをフィルムFから分離するように、加熱面5aによる加熱溶着部分を上下に切り離す。
【0022】
〔チューブ6〕
包装機1で形成される袋Bは、いわゆるガゼット袋(角型袋)であるため、チューブ6は、四隅にフィルムFが押し当てられる角エッジEを設ける必要があるが、図5(b)に示されるように、4枚の板金を溶接で張り合わせて製作する場合には、張り合わせ部をすべて溶接する必要があるためにコスト高で、しかも精度確保が困難である。そこで、本実施形態に係るチューブ6は、図5(a)に示されるように、角が丸い、通常の角型チューブ材61に、エッジを有する板材62を張り合わせて角エッジEを確保することとしている。この方法によれば、例えば、角型チューブ材61から板材62が外れないように溶接しておけば済むため、低コストで製作でき、精度確保が容易に行える。
【0023】
〔包装機1の特徴〕
本実施形態に係る包装機1は、上記のように構成されるため、縦溶着部材4がシリンダーの押圧力でチューブ6側に押し付けられ、縦溶着部材4の加熱面4aの熱により、金属製ベルト8を介して重合部分Fpを溶着することができる。しかも、加熱面4a以外の表面部分がすべて断熱部材44で覆われているので、縦溶着部材4から外部への放熱量が最小限に抑えられる。
【0024】
また、前後一対の横溶着部材5がフィルムFを前後から挟持して、加熱面5aの熱により袋Bの上下端に相当する部分を加熱溶着することができる。しかも、加熱面5a以外の表面部分がすべて断熱部材53で覆われているので、横溶着部材5から外部への放熱量が最小限に抑えられる。
【0025】
上記の結果、包装機1による処理速度(例えば、低速、高速)や運転状態(例えば、連続運転、間欠運転)を切り替えたり、あるいは包装機1周辺の外気温度条件等が大きく変動したりすることがあっても、フィルムFを加熱溶着する加熱面4aあるいは5aの温度変化は最小限に抑えられ、縦シール及び横シールの仕上がり品質を一定レベルに維持することができる。
【0026】
〔上記実施形態の変形例〕
上記実施形態は、いわゆるピロー型包装機を例に説明したが、本発明は、これに限らず、包装用フィルムを溶着部材で加熱溶着するすべての包装機に適用することができる。例えば、製袋された袋を帯状のストリップ(包装用フィルム)に加熱溶着して固定するストリップバッグ包装機において、ストリップに袋を固定する際に使用される溶着部材に適用しても良い。
【0027】
その他、本発明の包装機は、上記した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【図面の簡単な説明】
【0028】
【図1】本実施形態に係るピロー形包装機の斜視図。
【図2】本実施形態に係るピロー形包装機の製袋部を示す正面図。
【図3】製袋部に備えられる縦溶着部材とそれに接して設けられる金属製ベルトを示し、(a)は正面図、(b)は(a)のA−A断面に相当する図、(c)は(a)のB−B断面に相当する図。
【図4】製袋部に備えられる横溶着部材を示し、(a)は正面図、(b)は(a)のC−C断面に相当する図、(c)は(a)のD−D断面に相当する図。
【図5】ガイド部材の内側に設けられるチューブについて説明する図で、(a)は、本実施形態に係るチューブを示す斜視図、(b)は従来のチューブを示す斜視図。
【符号の説明】
【0029】
1 包装機
2 基台
3 ガイド部材
4 縦溶着部材
4a 加熱面
44 断熱部材
5 横溶着部材
5a 加熱面
55 断熱部材
6 チューブ
7 ローラーベルト
8 金属製ベルト
9 回転軸
10 ホッパ
F フィルム
Fp 重合部分
【特許請求の範囲】
【請求項1】
包装用のフィルムを部材で加熱溶着する包装機であって、前記溶着部材の加熱面以外の表面部分を断熱部材で覆うようにしたことを特徴とする包装機。
【請求項2】
前記断熱部材は、前記溶着部材の加熱面以外の表面部分をすべて覆うようにしたことを特徴とする請求項1に記載の包装機。
【請求項3】
帯状のフィルムの長手方向の両側縁部を重合して筒状に形成するガイド部と、前記フィルムの重合部分を加熱溶着する縦溶着部材と、前記フィルムを幅方向に加熱溶着する横溶着部材と、を備える包装機であって、
前記縦溶着部材及び/又は前記横溶着部材の加熱面以外の表面部分を断熱材で覆うようにしたことを特徴とする包装機。
【請求項4】
前記縦溶着部材の加熱面は、前記重合部分に接した状態で前記長手方向に回転する金属製ベルトを介して、前記重合部分を加熱溶着させることを特徴とする請求項3に記載の包装機。
【請求項5】
前記断熱部材は、前記縦溶着部材及び/又は前記横溶着部材の加熱面以外の表面部分をすべて覆うようにしたことを特徴とする請求項3又は4に記載の包装機。
【請求項1】
包装用のフィルムを部材で加熱溶着する包装機であって、前記溶着部材の加熱面以外の表面部分を断熱部材で覆うようにしたことを特徴とする包装機。
【請求項2】
前記断熱部材は、前記溶着部材の加熱面以外の表面部分をすべて覆うようにしたことを特徴とする請求項1に記載の包装機。
【請求項3】
帯状のフィルムの長手方向の両側縁部を重合して筒状に形成するガイド部と、前記フィルムの重合部分を加熱溶着する縦溶着部材と、前記フィルムを幅方向に加熱溶着する横溶着部材と、を備える包装機であって、
前記縦溶着部材及び/又は前記横溶着部材の加熱面以外の表面部分を断熱材で覆うようにしたことを特徴とする包装機。
【請求項4】
前記縦溶着部材の加熱面は、前記重合部分に接した状態で前記長手方向に回転する金属製ベルトを介して、前記重合部分を加熱溶着させることを特徴とする請求項3に記載の包装機。
【請求項5】
前記断熱部材は、前記縦溶着部材及び/又は前記横溶着部材の加熱面以外の表面部分をすべて覆うようにしたことを特徴とする請求項3又は4に記載の包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−256642(P2006−256642A)
【公開日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願番号】特願2005−74343(P2005−74343)
【出願日】平成17年3月16日(2005.3.16)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願日】平成17年3月16日(2005.3.16)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]