
包装機
【課題】被包装物の割れ、及びシール部への噛み込みの発生を抑制し、被包装物の充填率を高めることができる包装機を提供する。
【解決手段】包装機1では、一対のブラシ191が回転しながら筒状フィルムFmを挟み込み、被包装物の進行を阻止することによって、長く連なった被包装物がその先頭に集合する。さらに、筒状フィルムFmの挟み込みを解除することによって、被包装物は進行を一時的に阻止される前の集合状態より縮まった集合状態となって再び搬送される。また、ブラシ191の回転軸は、芯191aの中心軸から所定距離だけ偏った位置に設けられている。ブラシ191は回転によってスイングするので、小刻みな振動と大きな揺れとが、被包装物同士を無理なく接近させ、被包装物の占有空間を縮小させる。その結果、袋サイズの小型化が可能となる。
【解決手段】包装機1では、一対のブラシ191が回転しながら筒状フィルムFmを挟み込み、被包装物の進行を阻止することによって、長く連なった被包装物がその先頭に集合する。さらに、筒状フィルムFmの挟み込みを解除することによって、被包装物は進行を一時的に阻止される前の集合状態より縮まった集合状態となって再び搬送される。また、ブラシ191の回転軸は、芯191aの中心軸から所定距離だけ偏った位置に設けられている。ブラシ191は回転によってスイングするので、小刻みな振動と大きな揺れとが、被包装物同士を無理なく接近させ、被包装物の占有空間を縮小させる。その結果、袋サイズの小型化が可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装機に関し、特に、搬送されてくる包材が筒状に成形され、その内部に被包装物が充填された後に横シールされる包装機に関する。
【背景技術】
【0002】
従来、袋を製造しながらこの袋に食品などの被包装物を充填して包装する装置として、縦型の包装機が普及している。
【0003】
例えば、特許文献1(特開2004−142806号公報)に開示されている縦型のピロー包装機では、シート状の包材がセーラーおよびチューブによって筒状に成形される。筒状包材の縦の合せ目は縦シール手段によって縦にシールされる。その後、筒状包材内に被包装物が充填され、横シール機構によって袋の上部と後続の袋の下部とにまたがって横にシールされる。横にシールされた部分は、中央がカッターで切断される。
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような包装機では、包材コストおよび輸送コストの削減のため、袋のサイズを小さくして充填率を高めることが求められている。但し、充填率を高めることによる被包装物の割れ、シール部への噛み込みが懸念される。
【0005】
本発明の課題は、被包装物の割れ、及びシール部への噛み込みの発生を抑制し、被包装物の充填率を高めることができる包装機を提供することにある。
【課題を解決するための手段】
【0006】
本発明の第1観点に係る包装機は、筒状に成形された包材内に被包装物を投下し、シールして製袋する包装機であって、一対のシールジョーと、一対の回転ブラシとを備えている。一対のシールジョーは、包材をその搬送方向と交差する方向に沿って挟んでシールする。一対の回転ブラシは、シールジョーよりも上記搬送方向の上流側で、回転しながら包材に接触する。
【0007】
この包装機では、回転ブラシが被包装物に振動を与えるので、シールジョーの手前に集合する被包装物同士の隙間が無理なく縮まり、被包装物の占有空間が縮小する。その結果、袋サイズの小型化が可能となる。
【0008】
本発明の第2観点に係る包装機は、第1観点に係る包装機であって、回転ブラシが、包材を上記搬送方向と交差する方向に沿って挟み込み、被包装物の進行を一時的に阻止した後に包材の挟み込みを解除する。
【0009】
この包装機では、被包装物は長く連なった状態で包材内を進行しているので、袋底に高く積み重なる傾向にある。それゆえ、一対の回転ブラシが包材を挟んで被包装物の進行を阻止することによって、長く連なった被包装物がその先頭に集合する余裕が与えられる。さらに、被包装物が集合する時間を見計らって包材の挟み込みを解除することによって、被包装物は進行を一時的に阻止される前の集合状態より縮まった集合状態となって再び搬送される。その結果、被包装物の占有空間が縮小し、袋サイズの小型化が可能となる。
【0010】
本発明の第3観点に係る包装機は、第1観点または第2観点に係る包装機であって、回転ブラシの回転軸が、回転ブラシの中心軸から所定距離だけ偏った位置に設けられている。
【0011】
この包装機では、回転軸がいわゆる偏芯していることによって回転ブラシがスイングするので、被包装物には小刻みな振動と大きな揺れとを同時に与えることができる。小刻みな振動と大きな揺れとが、被包装物同士を無理なく接近させ、被包装物の占有空間を縮小させる。その結果、袋サイズの小型化が可能となる。
【0012】
本発明の第4観点に係る包装機は、第1観点から第3観点のいずれか1つに係る包装機であって、回転ブラシの毛が樹脂製である。
【0013】
この包装機では、回転ブラシの毛が樹脂製であることによって包材表面が傷付けられ難くなる。また、被包装物は包材を介して回転ブラシと衝突するので、樹脂製の毛が緩衝材として機能し、被包装物の割れが抑制される。
【0014】
本発明の第5観点に係る包装機は、第1観点から第4観点のいずれか1つに係る包装機であって、回転ブラシが、毛の植え付け密度が異なる部分を有している。
【0015】
この包装機では、被包装物同士の隙間が多様であるため、一定の振動では一部分の隙間しか縮まらないおそれがあるが、回転ブラシの毛の植え付け密度が部分的に異なることによって、毛と接触する筒状包材に伝わる振動が複雑になり、被包装物の挙動も多様化する。その結果、被包装物同士の隙間の態様に関係なく縮まり易くなる。
【発明の効果】
【0016】
本発明に係る包装機では、回転ブラシが被包装物に振動を与えるので、シールジョーの手前に集合する被包装物同士の隙間が無理なく縮まり、被包装物の占有空間が縮小する。その結果、袋サイズの小型化が可能となる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係る包装機の斜視図。
【図2】包装機の製袋包装ユニットの概略構成を示す斜視図。
【図3】振動付与機構の斜視図。
【図4A】第1状態直前のシャッタ機構の側面図。
【図4B】第1状態のシャッタ機構の側面図。
【図4C】第2状態のシャッタ機構の側面図。
【図5】横シール機構の側面図。
【図6】シールジョーの軌跡の側面図。
【図7】シールジョー周辺の平面図。
【図8】横方向駆動機構の外観斜視図。
【図9】商品の排出、ブラシの開閉、シャッタの開閉、及びシールジョーの開閉の時期を示すチャート。
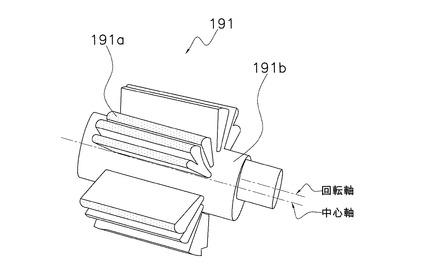
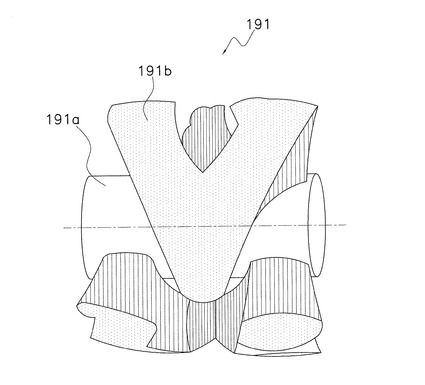
【図10A】他のブラシの斜視図。
【図10B】他のブラシの斜視図。
【図11】変形例に係る包装機の空気吹き付け機構の正面図。
【発明を実施するための形態】
【0018】
以下図面を参照しながら、本発明の実施形態について説明する。なお、以下の実施形態は、本発明の具体例であって、本発明の技術的範囲を限定するものではない。
【0019】
(1)包装機1の構成
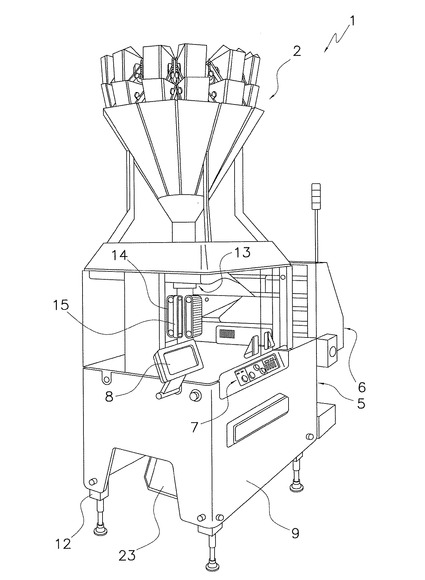
図1は、本発明の一実施形態に係る包装機の斜視図である。また、図2は、包装機の製袋包装ユニットの概略構成を示す斜視図である。図1及び図2において、包装機1は、組合せ計量機2、製袋包装ユニット5及びフィルム供給ユニット6を備えている。
【0020】
組合せ計量機2は、被包装物を計量し所定の合計重量になるよう排出する。製袋包装ユニット5は、被包装物の袋詰めを行う本体部分である。フィルム供給ユニット6は、製袋包装ユニット5に袋となるフィルムFを供給する。
【0021】
また、製袋包装ユニット5の前面には操作スイッチ類7が配置されている。操作スイッチ類7を操作する操作者が視認できる位置には、操作状態を示すタッチパネル式ディスプレイ8が配置されている。
【0022】
組合せ計量機2、製袋包装ユニット5及びフィルム供給ユニット6は、操作スイッチ類7やタッチパネル式ディスプレイ8から入力された操作および設定に従って制御される。する。なお、操作スイッチ類7やタッチパネル式ディスプレイ8は、CPU、ROM、RAMなどから構成される制御部(図示せず)に接続されており、その制御部が組合せ計量機2および製袋包装ユニット5に設置されている各種センサから必要な情報を取り込み、その情報を各種制御において利用する。
【0023】
(2)詳細構成
(2−1)組合せ計量機2
組合せ計量機2は、製袋包装ユニット5の上部に配置されており、商品Cを計量ホッパで計量した後、これらの計量値を所定の合計重量になるように組み合わせて順次排出する。
【0024】
(2−2)フィルム供給ユニット6
フィルム供給ユニット6は、製袋包装ユニット5の成形機構13に対してシート状のフィルムFを供給するユニットであって、製袋包装ユニット5に隣接して設けられている。また、フィルム供給ユニット6にはフィルムFが巻かれたロールがセットされ、このロールからフィルムFが繰り出される。
【0025】
(2−3)製袋包装ユニット5
図1および図2に示すように、製袋包装ユニット5は、成形機構13と、プルダウンベルト機構14と、縦シール機構15と、シャッタ機構16と、横シール機構17と、振動付与機構19と、横方向駆動機構55(図8参照)とで構成されている。
【0026】
成形機構13は、シート状で送られてくるフィルムFを筒状に成形する。プルダウンベルト機構14は、筒状となったフィルムF(以下、筒状フィルムFmとよぶ)を下方に搬送する。縦シール機構15は、筒状フィルムFmの重ね合わせ部分(合せ目)を縦方向にシールする。
【0027】
シャッタ機構16は、横シール機構17が筒状フィルムFmをシールする前にその上部を挟んで被包装物のシール部への噛み込みを防止した上で、筒状フィルムFmを挟んだまま遥動する。
【0028】
横シール機構17は、筒状フィルムFmを横方向にシールすることで袋の上下端を封止する。振動付与機構19は、筒状フィルムFmに振動を与える。横方向駆動機構55は、シャッタ機構16および横シール機構17を往復運動させる。これらの機構は支持フレーム12によって支えられている。その支持フレーム12の周囲は、ケーシング9によって覆われている。
【0029】
(2−3−1)成形機構13
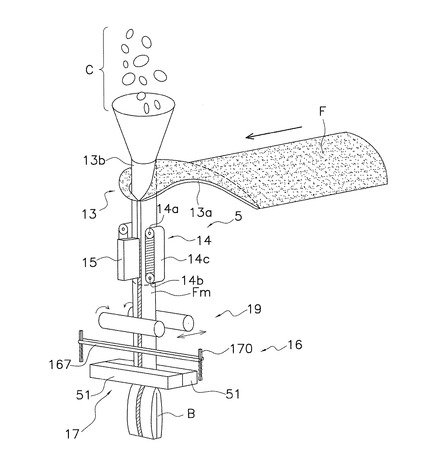
成形機構13は、セーラー13aとチューブ13bとを有している。チューブ13bは、一部が筒状に成形された鉛直方向に延びる部材であり、上下端が開口している。このチューブ13bの上端の開口部には、組合せ計量機2で計量された商品Cが投入される。セーラー13aは、チューブ13bを取り囲むように配置されている。フィルムロールから繰り出されてきたシート状のフィルムFは、セーラー13aとチューブ13bとの間を通るときに筒状に成形される。成形機構13のセーラー13a及びチューブ13bは、製造する袋の大きさに応じて取り替えることができる。
【0030】
(2−3−2)プルダウンベルト機構14
図2に示すように、プルダウンベルト機構14は、チューブ13bに巻き付いた筒状フィルムFmを吸着して下方に連続搬送する機構であって、チューブ13bを挟んで左右両側にそれぞれベルト14cが設けられている。プルダウンベルト機構14では、吸着機能を有するベルト14cが駆動ローラー14aおよび従動ローラー14bによって回転し、筒状フィルムFmを下方に運ぶ。なお、図2においては、駆動ローラー14a等を回転させるローラー駆動モータの図示を省略している。
【0031】
(2−3−3)縦シール機構15
縦シール機構15は、チューブ13bに巻き付いた筒状フィルムFmの重なり部分を、一定の圧力でチューブ13bに押しつけながら加熱して縦にシールする機構である。縦シール機構15は、チューブ13bの正面側に位置しており、ヒータおよびヒータにより加熱され筒状フィルムFmの重なり部分に接触するヒータベルトを有している。また、縦シール機構15は、ヒータベルトをチューブ13bに近づけたり遠ざけたりするための駆動装置(図示せず)も備えている。
【0032】
(2−3−4)振動付与機構19
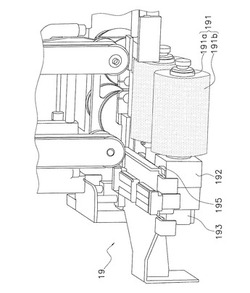
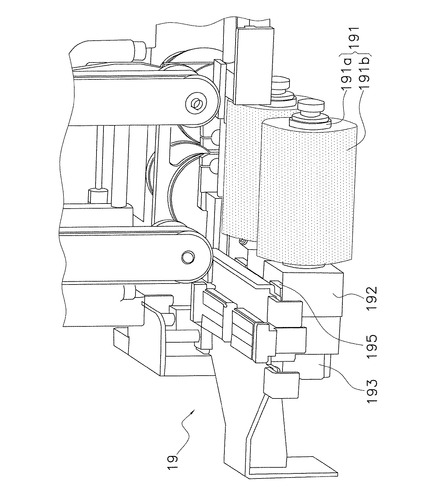
図2に示すように振動付与機構19は、シャッタ機構16及び横シール機構17の上方に位置している。図3は、振動付与機構の斜視図である。図3において、一対の円筒状のブラシ191と、ブラシ191を回転させるモータ193と、ブラシ191を水平に移動させるエアシリンダ195とで構成されている。
【0033】
一対のブラシ191は、筒状フィルムFmを挟んで対峙する。ブラシ191は、円筒状の芯191aに樹脂製の毛191bが植えつけられている。芯191aは、ジョイント192を介してモータ193の回転軸に取り付けられる。モータ193の回転軸と芯191aの中心軸とが所定距離だけ偏った状態で取り付けられており、モータ193が駆動することによって一対のブラシ191それぞれは互いに近づいたり離れたりしながら回転する。ブラシ191と筒状フィルムFmとは接触しているので、ブラシ191の回転によって筒状フィルムFmは振動する。
【0034】
エアシリンダ195は、ブラシ191とモータ193とを一体で移動させる。一対のブラシ191は、エアシリンダ195によって互いに近づいて筒状フィルムFmを挟む方向と、互いに離れる方向とを交互に繰り返す往復移動をすることができる。
【0035】
一般に、チューブ13b上方から投下された所定量の被包装物は、縦に連なった状態で筒状フィルムFm内を通過するので、縦に嵩張り易い。しかし、筒状フィルムFmがブラシ191で挟まれているときに被包装物が投下されると、縦に連なった状態の被包装物の先頭はその進行を阻まれて最後尾との距離が縮まる。さらに、ブラシ191の回転による振動が被包装物に伝わり、被包装物同士の隙間が詰まり、さらに占有空間が縮まった集合体となる。
【0036】
ブラシ191は、回転と往復運動によって、ブラシ191と筒状フィルムFmとの接触部分を振動させつつ搬送方向へ送り出すような回転となっているので、集合した被包装物はブラシ191が互いに離れるときに、集合した被包装物が横シール機構17側へ送り出される。
【0037】
(2−3−5)シャッタ機構16
シャッタ機構16は、筒状フィルムFmが横シールされる際に、シール部に被包装物若しくはその破片などが噛み込まないように、横シールの直前に筒状フィルムFmのシールされる部分の上方を挟んで被包装物を止める。シャッタ機構16は、筒状フィルムFmを挟んで下降する第1状態と、筒状フィルムFmから離れて再び挟むまでの第2状態を繰り返す。
【0038】
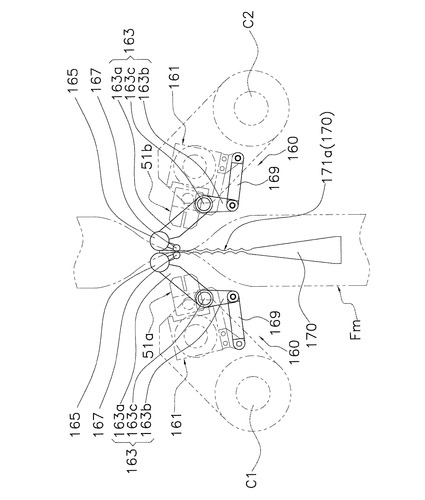
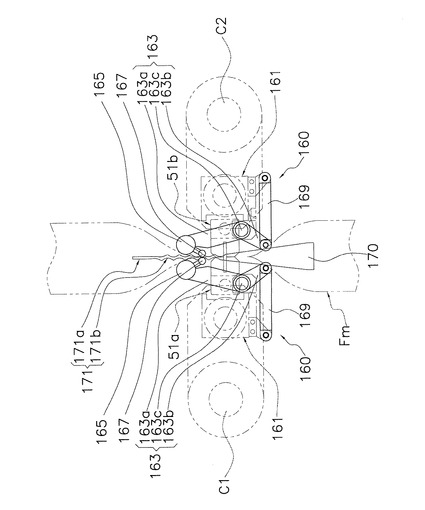
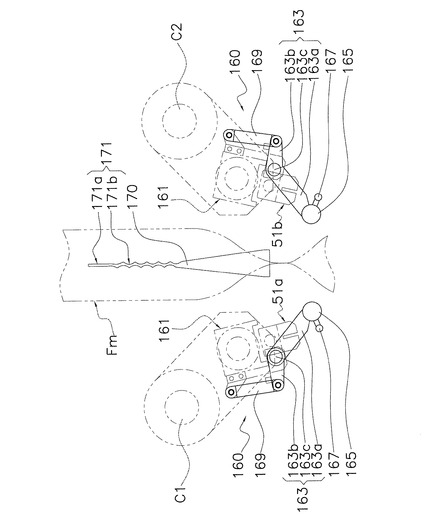
図4Aは、第1状態直前のシャッタ機構の側面図である。図4Bは、第1状態のシャッタ機構の側面図である。また、図4Cは、第2状態のシャッタ機構の側面図である。なお、図4A、図4B及び図4Cでは、シャッタ機構16と横シール機構17との関係を理解し易くするため、シールジョー51を2点鎖線で表している。
【0039】
図4Aにおいて、シャッタ機構16は、シャッタ用カム170と、シャッタ用カム170のカム面に沿って移動する一対の機構部160とで構成されている。機構部160は、支持部材161、リンク部材163と、ローラー165と、シャッタ部材167と、バネ部材169とで構成されている。
【0040】
シャッタ用カム170は、ローラー165が従動する平面171aおよび波形曲面171b含むカム面171を有する。
【0041】
支持部材161は、シールジョー51a,51bを支持する部材であるが、さらにリンク部材163を回転自在に支持している。
【0042】
リンク部材163は、長リンク163aと短リンク163bとがV字形に連結されており、それらの連結部163cが支持部材161に回転支持されている。また、長リンク163aの先端側にローラー165及びシャッタ部材167が取り付けられている。また、短リンク163bの先端にはバネ部材169の一端が接続されており、バネ部材169の他端は支持部材161に固定されている。したがって、リンク部材163は、バネ部材169の付勢力によって一対の長リンク163aの先端同士が近づく方向に付勢されている。
【0043】
ローラー165は、リンク部材163の長リンク163aの先端側に回転自在に取り付けられている。ローラー165は、横シール時前後の期間において、シャッタ用カム170のカム面171に沿って転がり移動する。カム面171は、筒状フィルムFmの搬送方向に沿って第1距離だけ延びる平面171aと、平面171aに続いて第2距離だけ伸びる波形曲面171bとを含んでいる。
【0044】
ローラー165が平面171a上を転がり移動するとき、一対のシャッタ部材167は筒状フィルムFmを挟んだ状態で第1距離だけ鉛直に下降する。また、ローラー165が波形曲面171b上を転がり移動するとき、一対のシャッタ部材167は筒状フィルムFmを挟んだ状態で遥動しながら第2距離だけ下降する。
【0045】
説明の便宜上、ローラー165が平面171a上を転がり移動する区間を第1区間、波形曲面171b上を転がり移動する区間を第2区間とする。筒状フィルムFmの横シールは、一対のローラー165が第1区間にあるときに行われる。一対のローラー165が第2区間にあるとき、筒状フィルムFmは搬送方向および横方向と交差する方向に遥動する。
【0046】
シャッタ部材167は、筒状フィルムFmの幅よりも長く、両端をリンク部材163の長リンク163aの先端側に固定されている。一対のシャッタ部材167は、シールジョー51よりも早く筒状フィルムFmを挟み込み、筒状フィルムFmの横シール時に、被シール部分の上方において被包装物の落下を抑える。また、シャッタ部材167のうち、少なくとも筒状フィルムFmを挟む部分はコイルバネである。
【0047】
(2−3−6)横シール機構17
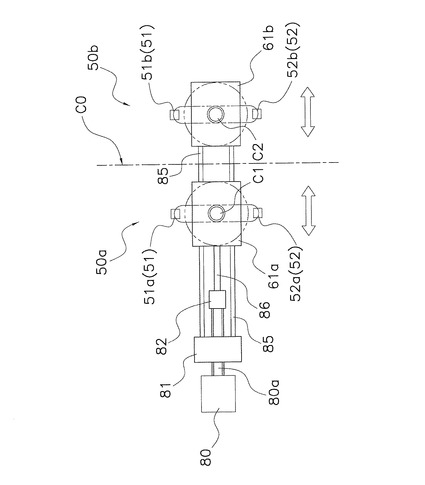
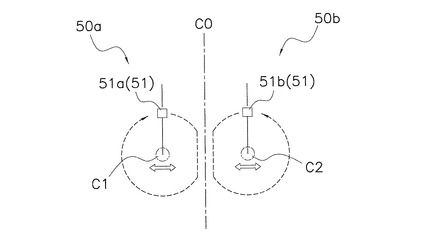
図5は横シール機構の側面図である。また、図6はシールジョーの軌跡の側面図である。図5において、横シール機構17は、第1シール機構50a及び第2シール機構50bを有している。なお、図5における筒状フィルムFmの左側に位置する方を第1シール機構50a、右側に位置する方を第2シール機構50bとする。
【0048】
第1シール機構50a及び第2シール機構50bそれぞれは、シールジョー51,52をD字状に旋回させながら(例えば、図6の点線で示すシールジョーの軌跡を参照)、筒状フィルムFmを挟み込む。
【0049】
シールジョー51,52は、内部にヒータを有している。このヒータによってシールジョー51,52のシール面が加熱され、シールジョー51,52によって挟み込まれた筒状フィルムFmの一部がシールされる。
【0050】
ここで、説明の便宜上、シールジョー51のうち第1シール機構50a側を第1シールジョー51a、第2シール機構50b側を第2シールジョー51bとよぶ。第1シールジョー51aと第2シールジョー51bは筒状フィルムFmを挟んで互いに押しつけ合ってシールする。
【0051】
同様に、シールジョー52のうち第1シール機構50a側を第1シールジョー52a、第2シール機構50b側を第2シールジョー52bとよぶ。第1シールジョー52aとシ第2シールジョー52bは筒状フィルムFmを挟んで互いに押しつけ合ってシールする。
【0052】
なお、全てのシールジョーに共通の事項について言及するときは、シールジョー51,52と表現する。
【0053】
シールジョー51,52は、駆動モータ(図示せず)によって軸C1,C2を中心に回転する。すなわち、第1シールジョー51a,52aは、軸C1を中心として、第2シールジョー51b,52bは、軸C2を中心として回転する。
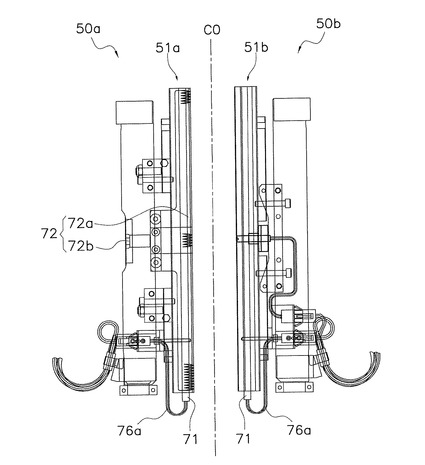
【0054】
図7は、シールジョー周辺の平面図である。図7において、シールジョー51には、ヒータ71と切断機構72とが組み込まれている。ヒータ71は、第1シールジョー51a及び第2シールジョー51bそれぞれの長手方向に沿って内部に2本ずつ挿入されている。ヒータ71は、電気配線76aから供給される電力を受けて発熱し、筒状のフィルムFmに対応するシール温度まで第1シールジョー51a及び第2シールジョー51bを加熱する。
【0055】
切断機構72は、第1シール機構50a側の第1シールジョー51aに設けられており、カッター72aとカッター駆動機構72bとを有している。カッター72aは、筒状のフィルムFmをシールするタイミングに合わせて、カッター駆動機構72bによって第1シールジョー51aに形成されたスライド空間内から第2シールジョー51bの方へ前進させられる。
【0056】
カッター駆動機構72bには、カッター72aを所定の方向へ往復移動させるため、エアシリンダが採用されている。それゆえ、第1シールジョー51aと第2シールジョー51bとの間、あるいは第1シールジョー52aと第2シールジョー52bの間においてシール部分の幅方向のほぼ中心位置にカッター72aが押し当てられ、シールされた部分が切断される。この結果、袋は1個ずつ分割されてシュートコンベア23(図1参照)に排出される。
【0057】
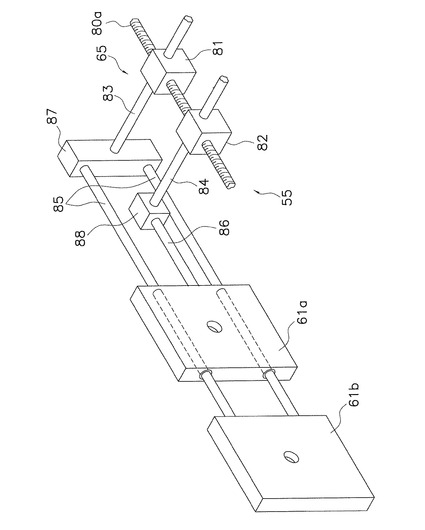
(2−3−7)横方向駆動機構55
図8は、シールジョーの横方向駆動機構の外観斜視図である。図8において、第1シール機構50aは第1水平移動板61aに、第2シール機構50bは第2水平移動板61bに支持されている。第1水平移動板61aおよび第2水平移動板61bは、図8に示す横方向駆動機構55によって水平移動する。
【0058】
図8に示すように、横方向駆動機構55は、第1水平移動板61a及び第2水平移動板61bを互いに近接又は離反させるための駆動機構65を有している。
【0059】
駆動機構65は、ボールねじ80a、第1ナット81、第2ナット82、第1連結ロッド83、第2連結ロッド84、第3連結ロッド85、及び第4連結ロッド86を有している。
【0060】
ボールねじ80aは、サーボモータ80(図3参照)によって回転する。第1ナット81及び第2ナット82は、ボールねじ80aに螺合する。第1連結ロッド83及び第2連結ロッド84は、ボールねじ80aと水平方向で直交するように設けられている。1対の第3連結ロッド85は、第1水平移動板61a及び第2水平移動板61bの移動方向に沿って設けられている。第4連結ロッド86は、第3連結ロッド85と平行に設けられている。
【0061】
また、第1連結ロッド83は継手87を介して第3連結ロッド85に連結されており、第3連結ロッド85の先端は第2水平移動板61bの側端面に固定されている。なお、第3連結ロッド85は、第1水平移動板61aをスライド自在に貫通している。
【0062】
また、第2連結ロッド84は継手88を介して第4連結ロッド86に連結されており、第4連結ロッド86の先端は水平移動板61aの側端面に固定されている。
【0063】
また、ボールねじ80aにおいては、第1ナット81が螺合する部分と、第2ナット82が螺合する部分とは、互いに逆ねじになっている。
【0064】
上記の駆動機構65によって、ボールねじ80aが回転することにより、第1水平移動板61a及び第2水平移動板61bが互いに近接したり、離反したりすることが可能となる。
【0065】
(3)包装機1の動作
以下、包装機1の一連の動作について説明する。組合せ計量機2で計量された被包装物(以後、商品Cとよぶ)は、チューブ13bの上開口端に順次投下される。このとき、チューブ13bの外周は、商品Cを包装するための筒状フィルムFmで覆われている。
【0066】
商品Cは、チューブ13b通過し、チューブ13bの下開口端から排出される。下開口端の下方では、一対のブラシ191が筒状フィルムFmを挟み、商品Cの通り道を一時的に閉じている。
【0067】
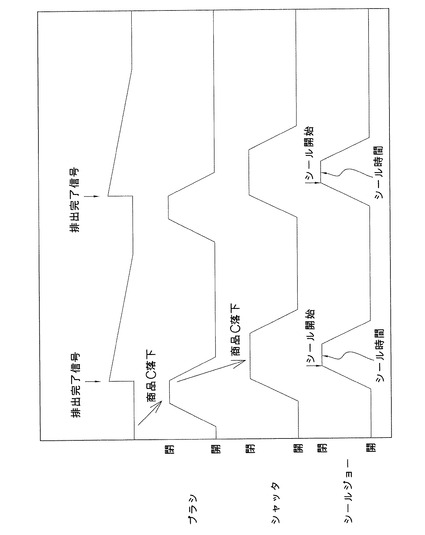
図9は、商品Cの排出、ブラシの開閉、シャッタの開閉、及びシールジョーの開閉の時期を示すチャートである。ここで、閉とは筒状フィルムFmを挟み、商品Cの通過を許容しないことであり、開とは筒状フィルムFmの挟み込みを解除して商品Cの通過を許容することである。
【0068】
図9において、ブラシ191は商品Cが投下される前から閉じており、制御部が組合せ計量機2から排出されたことを通知する信号(排出完了信号)を受信したときブラシ191を開き始める。それゆえ、ブラシ191によって商品Cの進行が停止する時間は短い。この短い時間の間に、縦に連なった状態で進行してくる商品Cは、先頭と最後尾との距離が縮まり、さらに、ブラシ191の回転による振動が被包装物に伝わり、商品C同士の隙間が詰まる。ブラシ191は、回転と往復運動によって筒状フィルムFmを振動させながら互いに離れていき商品Cを送り出す。
【0069】
また、図9において、シャッタ部材167はブラシ191が開き始める前から閉じているので、商品Cはブラシ191とシャッタ部材167との間で停止し、その間、ブラシ191の回転による振動を受け、さらに互いの隙間を詰めていく。シャッタ部材167は、閉じた状態で第1距離だけ鉛直に下降した後、遥動しながら第2距離だけ下降する。シャッタ部材167の遥動は商品Cに伝わり、商品Cはさらに隙間を詰めていく。
【0070】
さらに、図9において、シャッタ部材167が閉じている間に、第1シールジョー51aと第2シールジョー51bとがシャッタ部材167の下方に位置する筒状フィルムFmを挟んで横シールする。横シールは、シャッタ部材167が第1距離だけ下降する間に行われ、袋の上部および後続の袋の底部が形成され、同時にシール部の中央が切断されて、商品Cが詰まった袋が完成する。
【0071】
(4)特徴
(4−1)
包装機1では、一対のブラシ191が回転しながら筒状フィルムFmを挟み込み、被包装物の進行を阻止することによって、長く連なった被包装物がその先頭に集合する。さらに、筒状フィルムFmの挟み込みを解除することによって、被包装物は進行を一時的に阻止される前の集合状態より縮まった集合状態となって再び搬送される。その結果、被包装物の占有空間が縮小し、袋サイズの小型化が可能となる。
【0072】
(4−2)
ブラシ191の回転軸は、芯191aの中心軸から所定距離だけ偏った位置に設けられている。ブラシ191は回転によってスイングするので、小刻みな振動と大きな揺れとが、被包装物同士を無理なく接近させ、被包装物の占有空間を縮小させる。その結果、袋サイズの小型化が可能となる。
【0073】
(4−3)
ブラシ191の毛191bは樹脂製であるので、筒状フィルムFmの表面は傷付けられ難くなる。また、被包装物は筒状フィルムFmを介してブラシ191の毛191bと衝突するので、樹脂製の毛191bが緩衝材として機能し、被包装物の割れが抑制される。
【0074】
(4−4)
ブラシ191の毛191bの芯191aへの植え付け密度が部分的に異なることによって、毛191bと接触する筒状フィルムFmに伝わる振動が複雑になり、被包装物の挙動も多様化する。その結果、被包装物同士の隙間の態様に関係なく縮まり易くなる。
【0075】
(5)変形例
(5−1)変形例1
上記実施形態では、ブラシ191の毛191bが芯191aに対して全域均等に植えつけられている態様を記載しているが、これに限定されるものではない。以下、図面を参照しながら、毛191bの植え付け態様について説明する。
【0076】
図10A及び図10Bは、他のブラシの斜視図である。図10Aにおいて、ブラシ191の毛191bは、芯191aの回りに等間隔で疎状態と密状態とが繰り返されるように植えつけられている。なお、ブラシ191の毛191bの疎状態には、毛191bがない状態も包含される。
【0077】
ブラシ191の毛191bの植え付け密度が異なることによって、毛191bと接触する筒状フィルムFmに伝わる振動の振幅が大きくなり、被包装物同士の隙間が縮まり易くなる。
【0078】
他方、図10Bおいて、ブラシ191の毛191bは、芯191aの中央から両端に向って螺旋を描くように植えつけられている。このブラシ191が回転することによって、筒状フィルムFmの中央から横方向両端に伝播する振動の成分が高くなり、被包装物が横方向両端に向って均される。このような毛191bの植え付けは、被包装物の形態に応じて選択されればよい。
【0079】
(5−2)変形例2
一般に、筒状フィルムFmは、チューブ13bと接触している区間では断面を楕円形状に維持しているが、チューブ13bの下開口端から下流側に進むほど扁平するようになり、下開口端近傍で被包装物が詰まりやすくなる。
【0080】
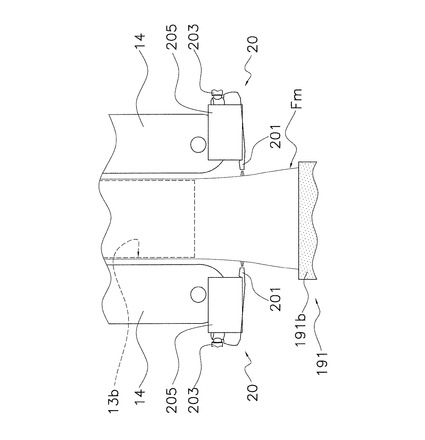
本変形例に係る包装機は、下開口端近傍での被包装物の詰まりを防止するため、筒状フィルムFmの横方向両側から空気を吹き付け、筒状フィルムの扁平化を防止している。
【0081】
図11は、変形例に係る包装機の空気吹き付け機構の正面図である。図11において、空気吹き付け機構20は、一対のエアノズル201と、エアホース203と、取付板205とで構成される。一対のエアノズル201は、先端を筒状フィルムFmに近接させた状態で取付板205に固定されている。エアノズル201の先端は、筒状フィルムFmの横方向両側から中央に向いている。取付板205はプルダウンベルト機構14の下部に固定されているので、エアノズル201はチューブ13bの下開口端とブラシ191との間に位置する。
【0082】
エアノズル201の先端から吹き出された空気は、筒状フィルムFmの断面形状である楕円の長軸を縮める方向に吹くので、筒状フィルムFmの扁平化が抑制される。その結果、チューブ13bの下開口端での被包装物の詰まりも抑制される。
【産業上の利用可能性】
【0083】
本発明によれば、被包装物の割れ、被包装物の粉のシール部への噛み込みを抑制しながら、包材の使用量を低減することできるので、包装機全般に有用である。
【符号の説明】
【0084】
1 包装機
51 シールジョー
191 ブラシ
191b 毛
【先行技術文献】
【特許文献】
【0085】
【特許文献1】特開2004−142806号公報
【技術分野】
【0001】
本発明は、包装機に関し、特に、搬送されてくる包材が筒状に成形され、その内部に被包装物が充填された後に横シールされる包装機に関する。
【背景技術】
【0002】
従来、袋を製造しながらこの袋に食品などの被包装物を充填して包装する装置として、縦型の包装機が普及している。
【0003】
例えば、特許文献1(特開2004−142806号公報)に開示されている縦型のピロー包装機では、シート状の包材がセーラーおよびチューブによって筒状に成形される。筒状包材の縦の合せ目は縦シール手段によって縦にシールされる。その後、筒状包材内に被包装物が充填され、横シール機構によって袋の上部と後続の袋の下部とにまたがって横にシールされる。横にシールされた部分は、中央がカッターで切断される。
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような包装機では、包材コストおよび輸送コストの削減のため、袋のサイズを小さくして充填率を高めることが求められている。但し、充填率を高めることによる被包装物の割れ、シール部への噛み込みが懸念される。
【0005】
本発明の課題は、被包装物の割れ、及びシール部への噛み込みの発生を抑制し、被包装物の充填率を高めることができる包装機を提供することにある。
【課題を解決するための手段】
【0006】
本発明の第1観点に係る包装機は、筒状に成形された包材内に被包装物を投下し、シールして製袋する包装機であって、一対のシールジョーと、一対の回転ブラシとを備えている。一対のシールジョーは、包材をその搬送方向と交差する方向に沿って挟んでシールする。一対の回転ブラシは、シールジョーよりも上記搬送方向の上流側で、回転しながら包材に接触する。
【0007】
この包装機では、回転ブラシが被包装物に振動を与えるので、シールジョーの手前に集合する被包装物同士の隙間が無理なく縮まり、被包装物の占有空間が縮小する。その結果、袋サイズの小型化が可能となる。
【0008】
本発明の第2観点に係る包装機は、第1観点に係る包装機であって、回転ブラシが、包材を上記搬送方向と交差する方向に沿って挟み込み、被包装物の進行を一時的に阻止した後に包材の挟み込みを解除する。
【0009】
この包装機では、被包装物は長く連なった状態で包材内を進行しているので、袋底に高く積み重なる傾向にある。それゆえ、一対の回転ブラシが包材を挟んで被包装物の進行を阻止することによって、長く連なった被包装物がその先頭に集合する余裕が与えられる。さらに、被包装物が集合する時間を見計らって包材の挟み込みを解除することによって、被包装物は進行を一時的に阻止される前の集合状態より縮まった集合状態となって再び搬送される。その結果、被包装物の占有空間が縮小し、袋サイズの小型化が可能となる。
【0010】
本発明の第3観点に係る包装機は、第1観点または第2観点に係る包装機であって、回転ブラシの回転軸が、回転ブラシの中心軸から所定距離だけ偏った位置に設けられている。
【0011】
この包装機では、回転軸がいわゆる偏芯していることによって回転ブラシがスイングするので、被包装物には小刻みな振動と大きな揺れとを同時に与えることができる。小刻みな振動と大きな揺れとが、被包装物同士を無理なく接近させ、被包装物の占有空間を縮小させる。その結果、袋サイズの小型化が可能となる。
【0012】
本発明の第4観点に係る包装機は、第1観点から第3観点のいずれか1つに係る包装機であって、回転ブラシの毛が樹脂製である。
【0013】
この包装機では、回転ブラシの毛が樹脂製であることによって包材表面が傷付けられ難くなる。また、被包装物は包材を介して回転ブラシと衝突するので、樹脂製の毛が緩衝材として機能し、被包装物の割れが抑制される。
【0014】
本発明の第5観点に係る包装機は、第1観点から第4観点のいずれか1つに係る包装機であって、回転ブラシが、毛の植え付け密度が異なる部分を有している。
【0015】
この包装機では、被包装物同士の隙間が多様であるため、一定の振動では一部分の隙間しか縮まらないおそれがあるが、回転ブラシの毛の植え付け密度が部分的に異なることによって、毛と接触する筒状包材に伝わる振動が複雑になり、被包装物の挙動も多様化する。その結果、被包装物同士の隙間の態様に関係なく縮まり易くなる。
【発明の効果】
【0016】
本発明に係る包装機では、回転ブラシが被包装物に振動を与えるので、シールジョーの手前に集合する被包装物同士の隙間が無理なく縮まり、被包装物の占有空間が縮小する。その結果、袋サイズの小型化が可能となる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係る包装機の斜視図。
【図2】包装機の製袋包装ユニットの概略構成を示す斜視図。
【図3】振動付与機構の斜視図。
【図4A】第1状態直前のシャッタ機構の側面図。
【図4B】第1状態のシャッタ機構の側面図。
【図4C】第2状態のシャッタ機構の側面図。
【図5】横シール機構の側面図。
【図6】シールジョーの軌跡の側面図。
【図7】シールジョー周辺の平面図。
【図8】横方向駆動機構の外観斜視図。
【図9】商品の排出、ブラシの開閉、シャッタの開閉、及びシールジョーの開閉の時期を示すチャート。
【図10A】他のブラシの斜視図。
【図10B】他のブラシの斜視図。
【図11】変形例に係る包装機の空気吹き付け機構の正面図。
【発明を実施するための形態】
【0018】
以下図面を参照しながら、本発明の実施形態について説明する。なお、以下の実施形態は、本発明の具体例であって、本発明の技術的範囲を限定するものではない。
【0019】
(1)包装機1の構成
図1は、本発明の一実施形態に係る包装機の斜視図である。また、図2は、包装機の製袋包装ユニットの概略構成を示す斜視図である。図1及び図2において、包装機1は、組合せ計量機2、製袋包装ユニット5及びフィルム供給ユニット6を備えている。
【0020】
組合せ計量機2は、被包装物を計量し所定の合計重量になるよう排出する。製袋包装ユニット5は、被包装物の袋詰めを行う本体部分である。フィルム供給ユニット6は、製袋包装ユニット5に袋となるフィルムFを供給する。
【0021】
また、製袋包装ユニット5の前面には操作スイッチ類7が配置されている。操作スイッチ類7を操作する操作者が視認できる位置には、操作状態を示すタッチパネル式ディスプレイ8が配置されている。
【0022】
組合せ計量機2、製袋包装ユニット5及びフィルム供給ユニット6は、操作スイッチ類7やタッチパネル式ディスプレイ8から入力された操作および設定に従って制御される。する。なお、操作スイッチ類7やタッチパネル式ディスプレイ8は、CPU、ROM、RAMなどから構成される制御部(図示せず)に接続されており、その制御部が組合せ計量機2および製袋包装ユニット5に設置されている各種センサから必要な情報を取り込み、その情報を各種制御において利用する。
【0023】
(2)詳細構成
(2−1)組合せ計量機2
組合せ計量機2は、製袋包装ユニット5の上部に配置されており、商品Cを計量ホッパで計量した後、これらの計量値を所定の合計重量になるように組み合わせて順次排出する。
【0024】
(2−2)フィルム供給ユニット6
フィルム供給ユニット6は、製袋包装ユニット5の成形機構13に対してシート状のフィルムFを供給するユニットであって、製袋包装ユニット5に隣接して設けられている。また、フィルム供給ユニット6にはフィルムFが巻かれたロールがセットされ、このロールからフィルムFが繰り出される。
【0025】
(2−3)製袋包装ユニット5
図1および図2に示すように、製袋包装ユニット5は、成形機構13と、プルダウンベルト機構14と、縦シール機構15と、シャッタ機構16と、横シール機構17と、振動付与機構19と、横方向駆動機構55(図8参照)とで構成されている。
【0026】
成形機構13は、シート状で送られてくるフィルムFを筒状に成形する。プルダウンベルト機構14は、筒状となったフィルムF(以下、筒状フィルムFmとよぶ)を下方に搬送する。縦シール機構15は、筒状フィルムFmの重ね合わせ部分(合せ目)を縦方向にシールする。
【0027】
シャッタ機構16は、横シール機構17が筒状フィルムFmをシールする前にその上部を挟んで被包装物のシール部への噛み込みを防止した上で、筒状フィルムFmを挟んだまま遥動する。
【0028】
横シール機構17は、筒状フィルムFmを横方向にシールすることで袋の上下端を封止する。振動付与機構19は、筒状フィルムFmに振動を与える。横方向駆動機構55は、シャッタ機構16および横シール機構17を往復運動させる。これらの機構は支持フレーム12によって支えられている。その支持フレーム12の周囲は、ケーシング9によって覆われている。
【0029】
(2−3−1)成形機構13
成形機構13は、セーラー13aとチューブ13bとを有している。チューブ13bは、一部が筒状に成形された鉛直方向に延びる部材であり、上下端が開口している。このチューブ13bの上端の開口部には、組合せ計量機2で計量された商品Cが投入される。セーラー13aは、チューブ13bを取り囲むように配置されている。フィルムロールから繰り出されてきたシート状のフィルムFは、セーラー13aとチューブ13bとの間を通るときに筒状に成形される。成形機構13のセーラー13a及びチューブ13bは、製造する袋の大きさに応じて取り替えることができる。
【0030】
(2−3−2)プルダウンベルト機構14
図2に示すように、プルダウンベルト機構14は、チューブ13bに巻き付いた筒状フィルムFmを吸着して下方に連続搬送する機構であって、チューブ13bを挟んで左右両側にそれぞれベルト14cが設けられている。プルダウンベルト機構14では、吸着機能を有するベルト14cが駆動ローラー14aおよび従動ローラー14bによって回転し、筒状フィルムFmを下方に運ぶ。なお、図2においては、駆動ローラー14a等を回転させるローラー駆動モータの図示を省略している。
【0031】
(2−3−3)縦シール機構15
縦シール機構15は、チューブ13bに巻き付いた筒状フィルムFmの重なり部分を、一定の圧力でチューブ13bに押しつけながら加熱して縦にシールする機構である。縦シール機構15は、チューブ13bの正面側に位置しており、ヒータおよびヒータにより加熱され筒状フィルムFmの重なり部分に接触するヒータベルトを有している。また、縦シール機構15は、ヒータベルトをチューブ13bに近づけたり遠ざけたりするための駆動装置(図示せず)も備えている。
【0032】
(2−3−4)振動付与機構19
図2に示すように振動付与機構19は、シャッタ機構16及び横シール機構17の上方に位置している。図3は、振動付与機構の斜視図である。図3において、一対の円筒状のブラシ191と、ブラシ191を回転させるモータ193と、ブラシ191を水平に移動させるエアシリンダ195とで構成されている。
【0033】
一対のブラシ191は、筒状フィルムFmを挟んで対峙する。ブラシ191は、円筒状の芯191aに樹脂製の毛191bが植えつけられている。芯191aは、ジョイント192を介してモータ193の回転軸に取り付けられる。モータ193の回転軸と芯191aの中心軸とが所定距離だけ偏った状態で取り付けられており、モータ193が駆動することによって一対のブラシ191それぞれは互いに近づいたり離れたりしながら回転する。ブラシ191と筒状フィルムFmとは接触しているので、ブラシ191の回転によって筒状フィルムFmは振動する。
【0034】
エアシリンダ195は、ブラシ191とモータ193とを一体で移動させる。一対のブラシ191は、エアシリンダ195によって互いに近づいて筒状フィルムFmを挟む方向と、互いに離れる方向とを交互に繰り返す往復移動をすることができる。
【0035】
一般に、チューブ13b上方から投下された所定量の被包装物は、縦に連なった状態で筒状フィルムFm内を通過するので、縦に嵩張り易い。しかし、筒状フィルムFmがブラシ191で挟まれているときに被包装物が投下されると、縦に連なった状態の被包装物の先頭はその進行を阻まれて最後尾との距離が縮まる。さらに、ブラシ191の回転による振動が被包装物に伝わり、被包装物同士の隙間が詰まり、さらに占有空間が縮まった集合体となる。
【0036】
ブラシ191は、回転と往復運動によって、ブラシ191と筒状フィルムFmとの接触部分を振動させつつ搬送方向へ送り出すような回転となっているので、集合した被包装物はブラシ191が互いに離れるときに、集合した被包装物が横シール機構17側へ送り出される。
【0037】
(2−3−5)シャッタ機構16
シャッタ機構16は、筒状フィルムFmが横シールされる際に、シール部に被包装物若しくはその破片などが噛み込まないように、横シールの直前に筒状フィルムFmのシールされる部分の上方を挟んで被包装物を止める。シャッタ機構16は、筒状フィルムFmを挟んで下降する第1状態と、筒状フィルムFmから離れて再び挟むまでの第2状態を繰り返す。
【0038】
図4Aは、第1状態直前のシャッタ機構の側面図である。図4Bは、第1状態のシャッタ機構の側面図である。また、図4Cは、第2状態のシャッタ機構の側面図である。なお、図4A、図4B及び図4Cでは、シャッタ機構16と横シール機構17との関係を理解し易くするため、シールジョー51を2点鎖線で表している。
【0039】
図4Aにおいて、シャッタ機構16は、シャッタ用カム170と、シャッタ用カム170のカム面に沿って移動する一対の機構部160とで構成されている。機構部160は、支持部材161、リンク部材163と、ローラー165と、シャッタ部材167と、バネ部材169とで構成されている。
【0040】
シャッタ用カム170は、ローラー165が従動する平面171aおよび波形曲面171b含むカム面171を有する。
【0041】
支持部材161は、シールジョー51a,51bを支持する部材であるが、さらにリンク部材163を回転自在に支持している。
【0042】
リンク部材163は、長リンク163aと短リンク163bとがV字形に連結されており、それらの連結部163cが支持部材161に回転支持されている。また、長リンク163aの先端側にローラー165及びシャッタ部材167が取り付けられている。また、短リンク163bの先端にはバネ部材169の一端が接続されており、バネ部材169の他端は支持部材161に固定されている。したがって、リンク部材163は、バネ部材169の付勢力によって一対の長リンク163aの先端同士が近づく方向に付勢されている。
【0043】
ローラー165は、リンク部材163の長リンク163aの先端側に回転自在に取り付けられている。ローラー165は、横シール時前後の期間において、シャッタ用カム170のカム面171に沿って転がり移動する。カム面171は、筒状フィルムFmの搬送方向に沿って第1距離だけ延びる平面171aと、平面171aに続いて第2距離だけ伸びる波形曲面171bとを含んでいる。
【0044】
ローラー165が平面171a上を転がり移動するとき、一対のシャッタ部材167は筒状フィルムFmを挟んだ状態で第1距離だけ鉛直に下降する。また、ローラー165が波形曲面171b上を転がり移動するとき、一対のシャッタ部材167は筒状フィルムFmを挟んだ状態で遥動しながら第2距離だけ下降する。
【0045】
説明の便宜上、ローラー165が平面171a上を転がり移動する区間を第1区間、波形曲面171b上を転がり移動する区間を第2区間とする。筒状フィルムFmの横シールは、一対のローラー165が第1区間にあるときに行われる。一対のローラー165が第2区間にあるとき、筒状フィルムFmは搬送方向および横方向と交差する方向に遥動する。
【0046】
シャッタ部材167は、筒状フィルムFmの幅よりも長く、両端をリンク部材163の長リンク163aの先端側に固定されている。一対のシャッタ部材167は、シールジョー51よりも早く筒状フィルムFmを挟み込み、筒状フィルムFmの横シール時に、被シール部分の上方において被包装物の落下を抑える。また、シャッタ部材167のうち、少なくとも筒状フィルムFmを挟む部分はコイルバネである。
【0047】
(2−3−6)横シール機構17
図5は横シール機構の側面図である。また、図6はシールジョーの軌跡の側面図である。図5において、横シール機構17は、第1シール機構50a及び第2シール機構50bを有している。なお、図5における筒状フィルムFmの左側に位置する方を第1シール機構50a、右側に位置する方を第2シール機構50bとする。
【0048】
第1シール機構50a及び第2シール機構50bそれぞれは、シールジョー51,52をD字状に旋回させながら(例えば、図6の点線で示すシールジョーの軌跡を参照)、筒状フィルムFmを挟み込む。
【0049】
シールジョー51,52は、内部にヒータを有している。このヒータによってシールジョー51,52のシール面が加熱され、シールジョー51,52によって挟み込まれた筒状フィルムFmの一部がシールされる。
【0050】
ここで、説明の便宜上、シールジョー51のうち第1シール機構50a側を第1シールジョー51a、第2シール機構50b側を第2シールジョー51bとよぶ。第1シールジョー51aと第2シールジョー51bは筒状フィルムFmを挟んで互いに押しつけ合ってシールする。
【0051】
同様に、シールジョー52のうち第1シール機構50a側を第1シールジョー52a、第2シール機構50b側を第2シールジョー52bとよぶ。第1シールジョー52aとシ第2シールジョー52bは筒状フィルムFmを挟んで互いに押しつけ合ってシールする。
【0052】
なお、全てのシールジョーに共通の事項について言及するときは、シールジョー51,52と表現する。
【0053】
シールジョー51,52は、駆動モータ(図示せず)によって軸C1,C2を中心に回転する。すなわち、第1シールジョー51a,52aは、軸C1を中心として、第2シールジョー51b,52bは、軸C2を中心として回転する。
【0054】
図7は、シールジョー周辺の平面図である。図7において、シールジョー51には、ヒータ71と切断機構72とが組み込まれている。ヒータ71は、第1シールジョー51a及び第2シールジョー51bそれぞれの長手方向に沿って内部に2本ずつ挿入されている。ヒータ71は、電気配線76aから供給される電力を受けて発熱し、筒状のフィルムFmに対応するシール温度まで第1シールジョー51a及び第2シールジョー51bを加熱する。
【0055】
切断機構72は、第1シール機構50a側の第1シールジョー51aに設けられており、カッター72aとカッター駆動機構72bとを有している。カッター72aは、筒状のフィルムFmをシールするタイミングに合わせて、カッター駆動機構72bによって第1シールジョー51aに形成されたスライド空間内から第2シールジョー51bの方へ前進させられる。
【0056】
カッター駆動機構72bには、カッター72aを所定の方向へ往復移動させるため、エアシリンダが採用されている。それゆえ、第1シールジョー51aと第2シールジョー51bとの間、あるいは第1シールジョー52aと第2シールジョー52bの間においてシール部分の幅方向のほぼ中心位置にカッター72aが押し当てられ、シールされた部分が切断される。この結果、袋は1個ずつ分割されてシュートコンベア23(図1参照)に排出される。
【0057】
(2−3−7)横方向駆動機構55
図8は、シールジョーの横方向駆動機構の外観斜視図である。図8において、第1シール機構50aは第1水平移動板61aに、第2シール機構50bは第2水平移動板61bに支持されている。第1水平移動板61aおよび第2水平移動板61bは、図8に示す横方向駆動機構55によって水平移動する。
【0058】
図8に示すように、横方向駆動機構55は、第1水平移動板61a及び第2水平移動板61bを互いに近接又は離反させるための駆動機構65を有している。
【0059】
駆動機構65は、ボールねじ80a、第1ナット81、第2ナット82、第1連結ロッド83、第2連結ロッド84、第3連結ロッド85、及び第4連結ロッド86を有している。
【0060】
ボールねじ80aは、サーボモータ80(図3参照)によって回転する。第1ナット81及び第2ナット82は、ボールねじ80aに螺合する。第1連結ロッド83及び第2連結ロッド84は、ボールねじ80aと水平方向で直交するように設けられている。1対の第3連結ロッド85は、第1水平移動板61a及び第2水平移動板61bの移動方向に沿って設けられている。第4連結ロッド86は、第3連結ロッド85と平行に設けられている。
【0061】
また、第1連結ロッド83は継手87を介して第3連結ロッド85に連結されており、第3連結ロッド85の先端は第2水平移動板61bの側端面に固定されている。なお、第3連結ロッド85は、第1水平移動板61aをスライド自在に貫通している。
【0062】
また、第2連結ロッド84は継手88を介して第4連結ロッド86に連結されており、第4連結ロッド86の先端は水平移動板61aの側端面に固定されている。
【0063】
また、ボールねじ80aにおいては、第1ナット81が螺合する部分と、第2ナット82が螺合する部分とは、互いに逆ねじになっている。
【0064】
上記の駆動機構65によって、ボールねじ80aが回転することにより、第1水平移動板61a及び第2水平移動板61bが互いに近接したり、離反したりすることが可能となる。
【0065】
(3)包装機1の動作
以下、包装機1の一連の動作について説明する。組合せ計量機2で計量された被包装物(以後、商品Cとよぶ)は、チューブ13bの上開口端に順次投下される。このとき、チューブ13bの外周は、商品Cを包装するための筒状フィルムFmで覆われている。
【0066】
商品Cは、チューブ13b通過し、チューブ13bの下開口端から排出される。下開口端の下方では、一対のブラシ191が筒状フィルムFmを挟み、商品Cの通り道を一時的に閉じている。
【0067】
図9は、商品Cの排出、ブラシの開閉、シャッタの開閉、及びシールジョーの開閉の時期を示すチャートである。ここで、閉とは筒状フィルムFmを挟み、商品Cの通過を許容しないことであり、開とは筒状フィルムFmの挟み込みを解除して商品Cの通過を許容することである。
【0068】
図9において、ブラシ191は商品Cが投下される前から閉じており、制御部が組合せ計量機2から排出されたことを通知する信号(排出完了信号)を受信したときブラシ191を開き始める。それゆえ、ブラシ191によって商品Cの進行が停止する時間は短い。この短い時間の間に、縦に連なった状態で進行してくる商品Cは、先頭と最後尾との距離が縮まり、さらに、ブラシ191の回転による振動が被包装物に伝わり、商品C同士の隙間が詰まる。ブラシ191は、回転と往復運動によって筒状フィルムFmを振動させながら互いに離れていき商品Cを送り出す。
【0069】
また、図9において、シャッタ部材167はブラシ191が開き始める前から閉じているので、商品Cはブラシ191とシャッタ部材167との間で停止し、その間、ブラシ191の回転による振動を受け、さらに互いの隙間を詰めていく。シャッタ部材167は、閉じた状態で第1距離だけ鉛直に下降した後、遥動しながら第2距離だけ下降する。シャッタ部材167の遥動は商品Cに伝わり、商品Cはさらに隙間を詰めていく。
【0070】
さらに、図9において、シャッタ部材167が閉じている間に、第1シールジョー51aと第2シールジョー51bとがシャッタ部材167の下方に位置する筒状フィルムFmを挟んで横シールする。横シールは、シャッタ部材167が第1距離だけ下降する間に行われ、袋の上部および後続の袋の底部が形成され、同時にシール部の中央が切断されて、商品Cが詰まった袋が完成する。
【0071】
(4)特徴
(4−1)
包装機1では、一対のブラシ191が回転しながら筒状フィルムFmを挟み込み、被包装物の進行を阻止することによって、長く連なった被包装物がその先頭に集合する。さらに、筒状フィルムFmの挟み込みを解除することによって、被包装物は進行を一時的に阻止される前の集合状態より縮まった集合状態となって再び搬送される。その結果、被包装物の占有空間が縮小し、袋サイズの小型化が可能となる。
【0072】
(4−2)
ブラシ191の回転軸は、芯191aの中心軸から所定距離だけ偏った位置に設けられている。ブラシ191は回転によってスイングするので、小刻みな振動と大きな揺れとが、被包装物同士を無理なく接近させ、被包装物の占有空間を縮小させる。その結果、袋サイズの小型化が可能となる。
【0073】
(4−3)
ブラシ191の毛191bは樹脂製であるので、筒状フィルムFmの表面は傷付けられ難くなる。また、被包装物は筒状フィルムFmを介してブラシ191の毛191bと衝突するので、樹脂製の毛191bが緩衝材として機能し、被包装物の割れが抑制される。
【0074】
(4−4)
ブラシ191の毛191bの芯191aへの植え付け密度が部分的に異なることによって、毛191bと接触する筒状フィルムFmに伝わる振動が複雑になり、被包装物の挙動も多様化する。その結果、被包装物同士の隙間の態様に関係なく縮まり易くなる。
【0075】
(5)変形例
(5−1)変形例1
上記実施形態では、ブラシ191の毛191bが芯191aに対して全域均等に植えつけられている態様を記載しているが、これに限定されるものではない。以下、図面を参照しながら、毛191bの植え付け態様について説明する。
【0076】
図10A及び図10Bは、他のブラシの斜視図である。図10Aにおいて、ブラシ191の毛191bは、芯191aの回りに等間隔で疎状態と密状態とが繰り返されるように植えつけられている。なお、ブラシ191の毛191bの疎状態には、毛191bがない状態も包含される。
【0077】
ブラシ191の毛191bの植え付け密度が異なることによって、毛191bと接触する筒状フィルムFmに伝わる振動の振幅が大きくなり、被包装物同士の隙間が縮まり易くなる。
【0078】
他方、図10Bおいて、ブラシ191の毛191bは、芯191aの中央から両端に向って螺旋を描くように植えつけられている。このブラシ191が回転することによって、筒状フィルムFmの中央から横方向両端に伝播する振動の成分が高くなり、被包装物が横方向両端に向って均される。このような毛191bの植え付けは、被包装物の形態に応じて選択されればよい。
【0079】
(5−2)変形例2
一般に、筒状フィルムFmは、チューブ13bと接触している区間では断面を楕円形状に維持しているが、チューブ13bの下開口端から下流側に進むほど扁平するようになり、下開口端近傍で被包装物が詰まりやすくなる。
【0080】
本変形例に係る包装機は、下開口端近傍での被包装物の詰まりを防止するため、筒状フィルムFmの横方向両側から空気を吹き付け、筒状フィルムの扁平化を防止している。
【0081】
図11は、変形例に係る包装機の空気吹き付け機構の正面図である。図11において、空気吹き付け機構20は、一対のエアノズル201と、エアホース203と、取付板205とで構成される。一対のエアノズル201は、先端を筒状フィルムFmに近接させた状態で取付板205に固定されている。エアノズル201の先端は、筒状フィルムFmの横方向両側から中央に向いている。取付板205はプルダウンベルト機構14の下部に固定されているので、エアノズル201はチューブ13bの下開口端とブラシ191との間に位置する。
【0082】
エアノズル201の先端から吹き出された空気は、筒状フィルムFmの断面形状である楕円の長軸を縮める方向に吹くので、筒状フィルムFmの扁平化が抑制される。その結果、チューブ13bの下開口端での被包装物の詰まりも抑制される。
【産業上の利用可能性】
【0083】
本発明によれば、被包装物の割れ、被包装物の粉のシール部への噛み込みを抑制しながら、包材の使用量を低減することできるので、包装機全般に有用である。
【符号の説明】
【0084】
1 包装機
51 シールジョー
191 ブラシ
191b 毛
【先行技術文献】
【特許文献】
【0085】
【特許文献1】特開2004−142806号公報
【特許請求の範囲】
【請求項1】
筒状に成形された包材内に被包装物を投下し、シールして製袋する包装機であって、
前記包材をその搬送方向と交差する方向に沿って挟んでシールする一対のシールジョーと、
前記シールジョーよりも前記搬送方向上流側で、回転しながら前記包材に接触する一対の回転ブラシと、
を備える、
包装機。
【請求項2】
前記回転ブラシは、前記包材を前記搬送方向と交差する方向に沿って挟み込み、前記被包装物の進行を一時的に阻止した後に前記包材の挟み込みを解除する、
請求項1に記載の包装機。
【請求項3】
前記回転ブラシの回転軸は、前記回転ブラシの中心軸から所定距離だけ偏った位置に設けられている、
請求項1又は請求項2に記載の包装機。
【請求項4】
前記回転ブラシの毛は樹脂製である、
請求項1から請求項3のいずれか1項に記載の包装機。
【請求項5】
前記回転ブラシは、毛の植え付け密度が異なる部分を有する、
請求項1から請求項4のいずれか1項に記載の包装機。
【請求項1】
筒状に成形された包材内に被包装物を投下し、シールして製袋する包装機であって、
前記包材をその搬送方向と交差する方向に沿って挟んでシールする一対のシールジョーと、
前記シールジョーよりも前記搬送方向上流側で、回転しながら前記包材に接触する一対の回転ブラシと、
を備える、
包装機。
【請求項2】
前記回転ブラシは、前記包材を前記搬送方向と交差する方向に沿って挟み込み、前記被包装物の進行を一時的に阻止した後に前記包材の挟み込みを解除する、
請求項1に記載の包装機。
【請求項3】
前記回転ブラシの回転軸は、前記回転ブラシの中心軸から所定距離だけ偏った位置に設けられている、
請求項1又は請求項2に記載の包装機。
【請求項4】
前記回転ブラシの毛は樹脂製である、
請求項1から請求項3のいずれか1項に記載の包装機。
【請求項5】
前記回転ブラシは、毛の植え付け密度が異なる部分を有する、
請求項1から請求項4のいずれか1項に記載の包装機。
【図1】


【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10A】
【図10B】
【図11】
【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10A】
【図10B】
【図11】
【公開番号】特開2012−166832(P2012−166832A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−30641(P2011−30641)
【出願日】平成23年2月16日(2011.2.16)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成23年2月16日(2011.2.16)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]