
包装用シート、その製造方法及びプレススルーパック
【課題】 小面積化・高密度化されたバーコードを市販のバーコードリーダーで問題を生じることなく読み取り可能にした包装用シートおよびその製造方法を提供する。
【解決手段】 アルミニウム箔1と、アルミニウム箔1の少なくとも一方の面に設けられた白着色層3と、白着色層3上に位置するバーコード部5とを備えることを特徴とする。
【解決手段】 アルミニウム箔1と、アルミニウム箔1の少なくとも一方の面に設けられた白着色層3と、白着色層3上に位置するバーコード部5とを備えることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装用シート、その製造方法及びプレススルーパックに関し、より具体的には、薬品、食品、化粧品等の包装に用いられる包装用シート、その製造方法及びプレススルーパックに関するものである。
【背景技術】
【0002】
アルミニウム箔を基材に含むシート状包装体には、被包装物の品名等を表示する印刷表示が形成されるため、その包装体の接着性や機械的特性等とともに、その印刷された表示の視認性を向上させるべく各種の開発がなされてきた(特許文献1、2など)。包装用シート(包装体)に印刷される表示の内容は、被包装物の商品名などであるが、価格、メーカー等の情報も含めてバーコード化して表示されることが多い。上記包装用シートに表示されるバーコードを含めて従来のバーコードは、スーパーマーケットやコンビニエンスストアなどのレジ(精算場所)で、手動または自動で、バーコードリーダーによりバーコードを読み取り、代金を計算し、あるいは在庫調整のためのデータ集計をするのに用いられてきた。
【0003】
ところが最近、薬品の偽造防止、および薬品の取り違いや有効期間の超過等の医療事故を防止する観点から、PTP(プレススルーパック)等の薬品の包装体に、直接、より詳細な情報に対応するバーコードを印刷することが検討されている。厚生労働省医薬食品安全対策課から発表された実施案では、調剤包装単位(1次包装)ごとに上記情報内容のバーコード標記が必須とされている。このバーコードのデータの内容は、調剤包装単位ごとに変わらない不変情報(品名、価格、効能・効果等)が基本となるが、調剤包装単位ごとに変わる可変情報(製造番号、有効期限、生物由来情報等)も付加される予定である。従って、上記のバーコードには多くの情報が含まれるため、薬品等の包装用シートのバーコードには、バーコード部の小面積化の要求とともに、単位面積当たりの情報量を高める高密度化が求められている。
【特許文献1】実公平5−9339号公報
【特許文献2】特開2006−76594号公報、
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のような小面積化され、かつ高密度化されたバーコード部は、従来から用いられているアルミニウム箔を基材とする包装用シートに印刷された場合、市販のバーコードリーダーで間違いなく的確に読み取ることは容易ではない。このため、上記包装用シートに印刷された小面積・高密度バーコードを、市販のバーコードリーダーにより精度よく読み取ることができる包装用シートに関する技術開発が要望されている。
【0005】
本発明は、上記のような小面積化・高密度化されたバーコードを市販のバーコードリーダーにより精度よく読み取ることを可能にした包装用シート、その製造方法及びプレスルーパックを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の包装用シートは、アルミニウム箔と、アルミニウム箔の少なくとも一方の面に設けられた白着色層と、白着色層上に位置するバーコード部と、を備えることを特徴とする。
【0007】
アルミニウム箔単体に、直接、小面積化・高密度化したバーコードを印刷しても、市販のバーコードリーダーでは精度よく読み取ることはできない。その技術的理由は、アルミニウム箔独特のグレー色、光の反射特性などの影響のために、バーコードの情報(バーの信号)がアルミニウム表面で鏡面反射し交錯・散乱し、バーコードリーダーの受光器で正確に読み取れないためである。アルミニウム箔の少なくとも一方の面に白着色層を設け、その白着色層にバーコードを印刷することにより、アルミニウム箔独特のグレー色と、光反射特性を抑え、小面積化・高密度化したバーコードを市販のバーコードリーダーで確実に読み取ることが可能となる。ここで、バーコードは、1次元バーコードでもよいし、2次元バーコードまたはマトリックス方式もしくはコンポジット方式のQRコード(登録商標)であってもよい。
【0008】
上記の白着色層は、20重量%〜30重量%の白色顔料を含むのが好ましい。この構成により、白着色層の白着色を確実に発色させることができ、白着色層と印刷された黒色のバーコードとのコントラストをはっきりつけることができ、その結果、バーコードリーダーは、バーコードを明確に識別して読み取ることができる。乾燥状態における白着色層の白色顔料の含有率が20重量%未満では、上記コントラストをはっきりつけるのに不十分になるおそれがあり、このため白色顔料の含有率は20重量%以上が好ましい。しかし、白色顔料の含有率が30重量%を超えると、白色顔料の分散不良の原因になり、インキの粘度調整がしにくくなり、印刷不良の原因になるおそれがある。
【0009】
また、上記の白着色層が、単位面積当たり1.0g/m2〜4.0g/m2でアルミニウム箔上に分布する構成をとることが好ましい。これにより、バーコードリーダーでバーコードを読み取る際、アルミニウム箔のグレー色や光反射特性の影響を抑え、白着色層とバーコードとのコントラストをはっきりつけることができる。乾燥状態における白着色層の単位面積当たりの重量が1.0g/m2未満では、バーコードリーダーは小面積化・高密度化したバーコードを精度よく確実に読み取ることができず、一方、4.0g/m2を超えると、白着色インキの乾燥に長時間かかる上、液ダレや乾燥後の偏肉が生じ、コイル巻き取り時のアルミニウム箔(包装用シート)のたるみ、しわの発生等の不具合を生じやすくなる。従って、上記の白着色層が、単位面積当たり1.0g/m2〜4.0g/m2でアルミニウム箔上に設けられた構成をとることが好ましい。
【0010】
上記アルミニウム箔と白着色層との間には、透明または半透明の下地層を介在させることができる。下地層を介在させることにより、シンボルコントラスト(SC)値が増加し、
バーコードの読み取り精度が向上する。これは、白着色層と下地層との界面で、入射光が一部反射し、その反射光が白着色層中の白色顔料(酸化チタンなど)に衝突し、光の散乱が促進されるため、結果として白着色層とバーコードとのコントラストが大きくなるためと考えられる。
【0011】
上記のバーコード部は、フレーム処理されたグラビア版を用いて、印刷されている構成とすることができる。これにより、バーコードの個々のバーのインキ層(乾燥状態)の周縁において、はみ出しや凹みなどの凹凸がなく、周縁が滑らかな直線または曲線で画された、意図したとおりの正確なバーコードを得ることができる。このため、市販のバーコードリーダーを用いて、信頼度の高い読み取りを行うことができる。ここで、フレーム処理とは次のものをいう。すなわち、上記バーコード部を印刷する際に用いるグラビアロールは表面にセルと呼ばれる窪みを短ピッチで面状に配列して版孔を形成し、そこにインキを溜めて印刷箇所にインキを転移して印刷を行うのであるが、フレーム処理とは、周縁(エッジ部)の1列または数列のセルの寸法を小さくするか、または上記セル寸法を小さくした上でセルのピッチを短くすること、あるいは周縁(エッジ部)の一列または数列のセルに代えて幅の狭い(5〜20μm程度)直線状の溝を設けることをいう。印刷されたインキ層(乾燥状態)が、フレーム処理されたグラビア版で印刷されたものかどうかを特定する方法については、実施の形態で説明する。
【0012】
上記のバーコード部のインキ層の中心線から公称幅分を越えてはみ出たはみ出し幅ΔWを、その他の印刷部または裏面印刷部のインキ層の上記はみ出し幅ΔWと比較して、10%以上小さくすることができる。この構成により、市販のバーコードリーダーによっても、正確な読み取りを行うことが可能となる。上記のはみ出し幅ΔWは、にじみやはみ出しが生じにくいインキの種類を用いた場合において、印刷されたインキ層(乾燥状態)が、フレーム処理されたグラビア版で印刷されたものかどうかを特定する一つの基準例となる。
【0013】
本発明のプレススルーパックは、上記のいずれかの包装用シートを、ポケット部を有する収納シートの蓋に用いたことを特徴とする。
【0014】
上記の構成により、プレススルーパックの状態で、蓋用シートとして用いられた包装用シートに表示されたバーコードを市販のバーコードリーダーを用いて精度よく読みとることが可能となる。
【0015】
本発明の包装用シートの製造方法は、アルミニウム箔の少なくとも一方の面に白着色層を設け、次いで、該白着色層上に、フレーム処理が施されたグラビア版によりバーコード印刷部を設けることを特徴とする。
【0016】
上記の構成により、バーコードの読み取り時におけるアルミニウム箔の不都合な光学的影響を抑え、バーコードの下地を形成する白着色層上に、滑らかな直線または曲線で画された高精度の黒着色層等のインキ層により構成されたバーコード部を形成することができる。この結果、下地の白着色層とバーコード部とのコントラストを高めることができ、市販のバーコードリーダーにより高精度でバーコードを読み取ることができる。
【発明の効果】
【0017】
本発明によれば、市販のバーコードリーダーを用いて、高い信頼性で小面積化・高密度化したバーコードを読み取ることができる包装用シート、その製造方法およびプレスルーパックを得ることができる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施の形態における包装用シートの斜視図である。
【図2】図1の包装用シートの断面図である。
【図3】本発明の実施の形態において、アルミニウム箔と白着色層との間に下地層を設けた場合の包装用シートの断面図である。
【図4】下地層を設けた場合にバーコード読み取り性が向上する理由を説明するための図である。
【図5】図1の包装用シートのバーコード部のインキ層を示す図である。
【図6】図5のインキ層のA部に対応するグラビア版を示す図である。
【図7】グラビア版の別の例を示す図である。
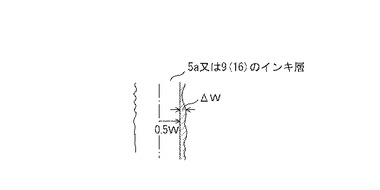
【図8】フレーム処理されたグラビア版を用いて印刷されたインキ層かどうか特定する方法を説明するための図である。
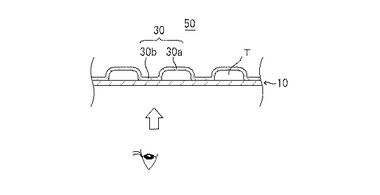
【図9】図1の包装用シートを用いたプレススルーパックを説明する断面図である。
【発明を実施するための最良の形態】
【0019】
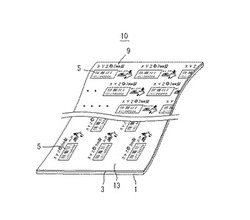
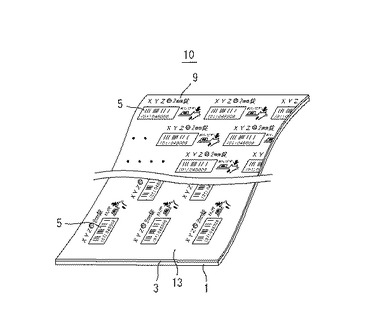
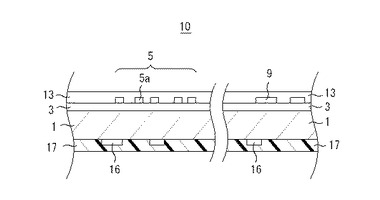
図1は、本発明の実施の形態における包装用シート10を示す斜視図である。また、図2は、図1の包装用シート10の断面図である。包装用シート10は、後で説明するプレススルーパックの蓋の役割を果たすが、プレススルーパックを形成した状態で外から見えるように、図1に示すように、バーコード部5と、薬品名、成分含有量、錠剤の取出し方法等を表示するその他の印刷部9とが設けられている。これらバーコード部5およびその他の印刷部9は、下地をなす白着色層3上に印刷され、そしてオーバープリント層13で覆われている。オーバープリント層13の成分としては、ニトロセルロース系、アクリル系、エポキシ系の透明樹脂を挙げることができる。これらの中でも耐熱性、透明性の点でアクリル系の透明樹脂を用いるのが好ましい。オーバープリント層の厚みは特に制限されるものではないが、通常0.5〜3.0μm程度が適当である。また、本発明の効果を損なわない範囲で、オーバープリント層13中には、酸化けい素やその他の体質顔料からなるマット剤を通常3〜5重量%程度含んでいてもよい。
【0020】
図2において、包装用シート10は、バーコード部5の反対側の面である裏面において、アルミニウム箔1の上に直接、薬品名などを印刷した裏面印刷部16を備えることができる。さらに、その裏面印刷部16を覆うように、熱接着層17が設けられ、プレススルーパックを形成する相手側の収納シートのポケット部を塞ぐように収納シートに熱接着される。熱接着層17には、塩化ビニル(Vinyl Chloride)あるいはポリプロピレン(polypropylene)などの合成樹脂を用いるのがよい。また、裏面印刷部16を覆うように、印刷保護層(キーラッカー層ともいう。図示せず。)を設けた後、熱接着層17を設けてもよい。
【0021】
包装用シート10の基材となるアルミニウム箔1には、公知のアルミニウム箔を用いることができ、特に限定されるものではないが、厚み5μm〜50μm、アルミニウム純度98.0〜99.9重量%のアルミニウム箔を好ましく用いることができる。JISH4160では、1000系(1N30、1070等)、3000系、8000系(8021、8079等)等のアルミニウム箔を用いることができ、調質(質別)も硬質材(H材(JISH0001))、半硬質材、軟質材(O材(JISH0001))のいずれも使用可能である。特に、プレススルーパックの蓋に用いられる場合には硬質材が好ましい。なお、通常の上記アルミニウム箔は、一方の面が艶面、他方の面が艶ケシ面(単にケシ面ともいう。)と呼ばれ、両面の光沢が異なるが、本発明では艶面あるいはケシ面のどちらに白着色層3を設けてもよい。また、上記の片艶箔以外にも両ケシ箔を使用してもよい。
【0022】
上記アルミニウム箔1の少なくとも片面(好ましくは艶面)に設ける白着色層3は、公知の白インキを使用することが可能であるが、好ましくは酸化チタニウム、酸化亜鉛、硫化亜鉛、硫酸バリウム等の白色顔料を含むのがよい。白色顔料の含有量は固形分基準で白着色層中20重量%〜30重量%とするのが好ましい。白着色層3中の白色顔料の含有量が20重量%未満の場合には、発色に乏しくなり、バーコードの読み取り精度が落ちるおそれがある。白着色層3中の白色願料の含有量が30重量%を超えると、白色顔料の分散不良の原因になり、インキの粘度調整がしにくくなり、印刷不良の原因になるおそれがある。白着色層3中の白色顔料以外の残部は、主に合成樹脂からなり、通常のインキに使用される樹脂を用いることができ、例えば、変性ポリオレフィン樹脂、石油系炭化水素樹脂、ニトロセルロース、ブチラールなどを使用できる。印刷の際は、適宜、有機溶剤で希釈して粘度調整すればよい。なお、上記の乾燥状態での白着色層における白色顔料の含有率は、印刷し乾燥したバーコード部のインキ層の部分をかき取ったサンプルについて、化学分析等により定量分析することができる。なお、白色顔料としては、亜鉛華、鉛白、リトポン、二酸化チタン、沈降性硫酸バリウム、バライト粉等を用いることができる。
【0023】
上記の白色顔料と、合成樹脂とを主成分とする白着色層3は、単位面積当たり1.0g/m2〜4.0g/m2が好ましく、さらに好ましくは1.5g/m2〜3.0g/m2で、アルミニウム箔1上に設けられるように、アルミニウム箔1上に塗装する。塗装方法は、通常用いられるどのような方法を用いてもよく、たとえばグラビアロールコーター、カーテンフローコーター、オフセット印刷、UV塗装などを用いることができる。塗料(インキ)は、上記の白色顔料と、合成樹脂と、合成樹脂を溶解して白色顔料を分散させる溶剤などによって構成される。この塗料を塗装して白着色層3を形成するとき、白着色層3の密度の調整は、溶剤成分が、塗装後の乾燥時に蒸発するとして塗装厚みを設定することにより、行う。塗装厚みは、塗装作業の際の塗料供給速度、供給量、インキの粘度、単位面積当たりの塗装速度などにより決められる。上記の乾燥状態の白着色層の単位面積当たりの重量は、コート剤(白着色層)の溶剤ふきとりによる差分重量測定法により、測定することができる。なお、本発明の効果を損なわない範囲で、白着色層は、複数の白着色層(所謂、2度塗り)で構成されていてもよい。
【0024】
上記の白着色層の単位面積当たりの付着重量により、バーコードリーダーでバーコードを読み取る際、アルミニウム箔のグレー色や光反射特性の影響を抑え、白着色層とバーコードとのコントラストをはっきりつけることができる。白着色層3の単位面積当たりの(乾燥後)付着重量が1.0g/m2未満では、アルミニウム箔のグレー色や光反射特性の影響を抑え、白着色層とバーコードとのコントラストを明瞭につけるには不十分になるおそれがあり、バーコードリーダーに小面積化・高密度化したバーコードを精度よく確実に読み取ることができない。一方、4.0g/m2を超えると、白着色インキの乾燥に長時間かかる上、液ダレや乾燥後の偏肉が生じ、コイル巻き取り時のアルミニウム箔(包装用シート)のたるみ、しわの発生等の不具合を生じやすくなる。
【0025】
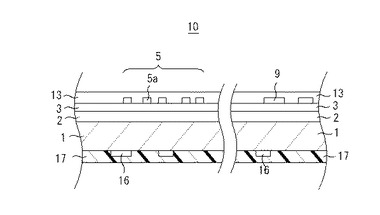
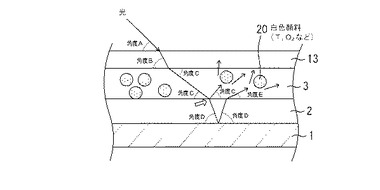
図3に示すように、上記アルミニウム箔1と白着色層3との間には、透明または半透明の下地層2を介在させることができる。下地層2を介在させることにより、シンボルコントラスト(SC)値が増加し、バーコードの読み取り精度が向上する。その理由は、図4に示すように、白着色層3と下地層2との界面で、入射光が一部反射し、その反射光が白着色層3中の白色顔料20(酸化チタンなど)に衝突し、光の散乱が促進されるため、結果として白着色層3とバーコードとのコントラストが大きくなるためと考えられる。すなわち、アルミニウム箔1で反射して戻る光が、下地層2から白着色層3に入る際に屈折する光線と、上記の反射光とは方向が異なるので、上記白色顔料20による散乱の効果が大きく促進されると考えられる。言い換えれば、白着色層3における散乱促進効果が、下地層2によって高められたと言える。下地層2の厚みは、特に制限されるものではないが、0.3〜5.0μm程度が好ましい。0.3μm未満では均一な層を形成するのが困難になり下地層の効果が得られないおそれがある。一方5.0μmを超えてもさらなる効果の向上は認められず、印刷不良、偏肉などの不都合を生じるおそれがある。下地層2を形成する手段は特に制限されるものではないが、上記同様グラビアロールコーター、カーテンフローコーター、オフセット印刷、UV塗装などでアルミニウム箔1に塗布すればよい。下地層2の成分は透明または半透明であれば特に制限はないが、透明または半透明の樹脂、例えばニトロセルロース系、アクリル系、エポキシ系、塩化ビニル系、ポリプロピレン系の透明樹脂を用いることができる。また、これらの樹脂には、少量の酸化けい素またはその他の体質顔料を添加しても同様の効果を得ることができる。
【0026】
バーコード部5のバーコード印刷は、通常、グラビア版を用いてグラビア印刷される。すなわち、ロール面に設けたセル(凹部)にインキを溜めて、そのインキをバーコード印刷部5に転移させる。転移は、直接、グラビア版から白着色層に転移させてもよいし(直接式)、間にゴムロールを介在させてグラビア版から一度ゴムロールに移し、それを白着色層3上に転移させてもよい(オフセット式)。図2において、印刷層5aが、グラビア版からインキを転移されて形成されたインキ層(乾燥状態)である。このインキ層は、黒、濃紺、濃茶色、濃緑色等の低明度色の層(以下、単に黒着色層という。)が好ましく、赤、黄色では、白色着色とバーコードとのコントラストを明瞭につけるには不十分になるおそれがある。該インキ層(5a)は、通常、厚み0.5μm〜2.0μmで形成され、顔料の含有量は通常固形分基準でインキ層中10〜40重量%程度(好ましくは20〜40重量%)である。その他の印刷部9、および裏面印刷部16も、必要に応じて任意の色でグラビア印刷される。
【0027】
バーコード部5を印刷する際、印刷の流れ方向と、バーコードの線(バー)とを平行に印刷する場合、印刷で発生する印刷ひげ(印刷部から延び出た数ミリ単位のひげ状の印刷不良)や、ドクターすじ(非印刷部に発生したすじ状の印刷不良)、にじみ等によって、バーコードの線間隔が、埋められることは殆どない。しかし、バーコードの線(バー)を印刷方向と垂直方向に印刷した場合には、上記の印刷不良によってバーコードの線間隔が埋められ、バーコードの正確な読み取りができなくなる等の問題が発生する。この解決のために、グラビア版にフレーム処理を施す。フレーム処理を施すことにより、バーコード部に対応するグラビア版の部分をドクター刃でかきとるとき、エッジ部でドクター刃の切れが良くなり、印刷時のひげ、ドクターすじ、にじみ等の印刷不良をなくし、バーコードの読み取り精度を高めることができる。
【0028】
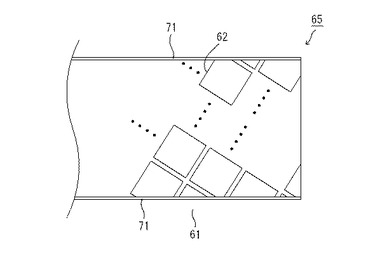
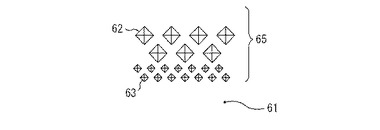
次に、そのフレーム処理について詳しく説明する。図5は、バーコード部5における印刷部(乾燥状態のインキ層)を示す図であり、また図6および図7は、グラビアロール61(全体は図示せず)の表面における、図5のA部に対応する箇所65を示す図である。グラビア版は、上記のように、ロール表面にセル(凹部)を配列して、そのセルにインキを溜めて、印刷箇所にインキを転移してインキ層5aを形成する。この場合、図6に示すように、セル62の配列を縁取るようにエッジ部に幅の狭い(5〜20μm程度)直線状の溝71を設ける。あるいは、図7に示すように、インキ層5aのエッジ部に対応するセル63のサイズを、インキ層5aの内側に対応するセル62のサイズより小さくする。フレーム処理には多くの種類があり、上記の2種の処理はそのうちの一部の例である。フレーム処理をしない場合、インキ層のエッジ部では、印刷時、大きなサイズのセルに溜まった流動状態のインキがエッジ部の意図した範囲からはみ出し、平面的に見てエッジ部に凹凸が発生する。エッジ部のセルのサイズを細かくするか、エッジ部に幅の狭い直線状の溝を設けることにより、そこに溜められるインキ量を加減し、またセルピッチも短いため、意図したとおりのまたは意図したものに近い、滑らかな輪郭を有するエッジ部を形成することができる。
【0029】
包装用シート10が作製された後に、バーコード部5がフレーム処理されたグラビア版で印刷されたかどうかは、バーコード部5のインキ層5aと、その他の印刷部9または裏面印刷部16のインキ層とを比較することで、特定することができる。図8を参照して、上記の印刷部のインキ層の平面での公称幅をWとして、インキ層の中心線から0.5Wを越えてはみ出る部分のはみ出し幅ΔWの平均値を求める。その他の印刷部9または裏面印刷部では、バーコードの線に対応するインキ層はないかもしれないが、それに近い線状部分はあるので、直線状のインキ層がない場合には、そのような線状部分について測定する。このはみ出し幅ΔWは、走査型電子顕微鏡の視野内で、中心線の両側で、各10箇所以上、測定する。そして、ΔWの平均値を求める。フレーム処理をしていないグラビア印刷を行った、その他の印刷部9および裏面印刷部のインキ層のΔWに比較して、バーコード部のフレーム処理したグラビア版で印刷したインキ層のそれは、10%以上小さいので、フレーム処理されたグラビア版を用いたかどうかを、特定することができる。
【0030】
図9は、図1の包装用シート10を用いてプレススルーパック50を形成した状態を示す図である。包装用シート10が蓋用シートとして用いられ、接着される相手の収納シート30は、ポケット部30aと、平坦部30bとからなり、ポケット部30aに錠剤を収納する。図9に示すプレススルーパックの状態で、矢印の方向から見て、図1に示す包装用シートのバーコード部5およびその他の印刷部9を見ることができる。なお、包装用シートと収納シートは適当な接着剤を用いて接着することができ、例えばポリプロピレン系、塩化ビニル系の熱接着剤を用いることができる。
【0031】
上記の包装用シート10によれば、黒着色層のバーを含むバーコード部5の下地に白着色層3を配置するので、バーコードと下地とのコントラストを高めることができる。この結果、小型化・高密度化されたバーコードであっても、市販のバーコードリーダーにより精度よく読み取ることができるようになる。
【実施例1】
【0032】
次に実施例1により本発明例の作用効果について検証した結果を説明する。本発明例では、アルミニウム箔1(厚み:20μm、材質:8079硬質材)の上に白着色層3を形成し、その白着色層3(固形分基準で酸化チタン顔料22〜23重量%含有:乾燥後厚み1.5μm)の上に、バーコードサイズの異なる3種のバーコード部5を、フレーム処理を施したグラビア版を用いてグラビア印刷により設けた。また、バーコードの線(バー)に沿う方向(流れ方向)に印刷した場合と、線に直交する方向(垂直方向)に印刷した場合とを分けた。これらの試験体について、この後で説明するバーコード検証機により読み取り容易性の評価を行った。試験体の包装用シートの具体的な構造は以下のとおりである。
(本発明例):オーバープリント層13/バーコード部5/白着色層3/アルミニウム箔1/裏面印刷部16/熱接着層17
また、比較例では、白着色層を設けずにアルミニウム箔1の上に、直接、線の太さの異なるバーコード部5を設けた。比較例の場合も、フレーム処理を施したグラビア版を用いてバーコード部を印刷した。
(比較例):オーバープリント層13/バーコード部5/アルミニウム箔1/裏面印刷部16/熱接着層17
【0033】
バーコード用の黒インキには、市販のカーボンブラック顔料を含んだインキ(カーボンブラック顔料の固形分中含有量(乾燥状態での顔料量):33重量%)を用いて、インキ層(乾燥状態)の厚みは約1μm〜2μmに形成した。乾燥後のインキ層の単位面積当たりの重量は、約1g/m2〜2g/m2である。オーバープリント層(以下、OP層という。)13は、マット剤を含有しないクリアOP層と、マット剤を含有するマットOP層とを用いた。クリアOP層の主成分は、ニトロセルロース(あるいはアクリルやエポキシなど)の樹脂である。厚みは約1μm〜2μmとし、単位面積当たりの塗布重量(乾燥後の重量)は、約1g/m2〜2g/m2とした。また、マットOP層は、シリカなどの体質顔料であるマット剤を、OP層中に3重量%〜5重量%含有する点を除いて、他はクリアOP層と同じである。熱接着層は、塩化ビニル(又はポリプロピレンなど)の熱接着性樹脂で形成され、単位面積当たりの乾燥後の重量は、約3g/m2〜4g/m2とした。
【0034】
バーコードの読み取りやすさを評価するためのバーコード検証機(バーコードの読み取り性評価装置)には、ムナゾウ株式会社製TruCheck 401-RLを用いた。本発明例A〜F、比較例G〜Rについて、上記評価装置によって評価した読み取りやすさの評価結果を表1に示す。また、表1における評価クラス(段階)の評価点範囲(The American National Standards Institute=ANSI規格に準拠)を表2に示す。
【0035】
【表1】

【0036】
【表2】
【0037】
表1および表2によれば、比較例G〜Rでは、わずかに比較例Lの1回目の測定の評価点が0.6点であるほかは、バーの方向が印刷流れ方向か、垂直方向かを問わず、すべて0.0点であり、評価クラス(段階)は、Aを最高クラス、またFを最低クラスとして、すべて最低のFクラスであった。これに対して、本発明例では、バーコードサイズが小さい場合(バーコードサイズが0.169mm/モジュールの場合)、バー方向が印刷流れ方向および垂直方向ともに、評価クラスはBクラスであった。それよりバーコードサイズが大きい場合、AクラスまたはBクラスとなっており、本発明に基づくバーコードの読み取りやすさの向上は歴然としている。
【実施例2】
【0038】
次に実施例2により下地層2(図3参照)の作用効果について検証した結果を説明する。本発明例Sでは、アルミニウム箔1(厚み:20μm、材質:8079硬質材)の上に下地層2を形成し、さらに下地層の上に白着色層3を形成し、その白着色層3(固形分基準で酸化チタン顔料22〜23重量%含有:厚み1.5μm)の上に、バーコードサイズ(公称0.169/モジュール(線の太さ:最小0.1〜最大0.81mm、スペース:最小0.2〜最大0.53mm)のバーコード部5を、フレーム処理を施したグラビア版を用いてグラビア印刷により設けた。この実施例2では、バーコードの線(バー)に沿う方向(流れ方向)に印刷した場合で評価した。これらの試験体について、この後で説明するバーコード検証機により読み取り容易性の評価を行った。試験体の包装用シートの具体的な構造は以下のとおりである。
(本発明例S):オーバープリント層13/バーコード部5/白着色層3/下地層2/アルミニウム箔1/熱接着層17
白着色層3の形成に用いる白インキは、酸化チタン顔料を含有したインキ(株式会社T&K TOKA製、マトリックス樹脂:ポリプロピレン系樹脂)を用いた。下地層2には、株式会社T&K TOKA製のポリプロピレン系透明樹脂を用いた。バーコード用の黒インキには、市販のカーボンブラック顔料を含んだインキ(大日本インキ化学工業株式会社製:カーボンブラック顔料の固形分中含有量(乾燥状態での顔料量):33重量%、マトリックス樹脂:ニトロセルロース系樹脂)を用いて、インキ層(乾燥状態)の厚みは約1μm〜2μmに形成した。乾燥後のインキ層の単位面積当たりの重量は、約1g/m2〜2g/m2である。オーバープリント層(以下OP層という)13は、マット剤を含有しないクリアOP層(株式会社T&K TOKA製:アクリル系樹脂)を用いた。厚みは約1μm〜2μmとし、単位面積当たりの塗布重量(乾燥後の重量)は、約1g/m2〜2g/m2とした。熱接着層は、塩化ビニルの熱接着性樹脂で形成され、単位面積当たりの乾燥後の重量は、約3g/m2〜4g/m2とした。なお、各層の成形は全てグラビアロールコート方式によって行った。
【0039】
本発明例Tでは、本発明例Sの下地層2に大日本インキ化学工業株式会社製ニトロセルロース系半透明樹脂(酸化けい素約4重量%含有)を用いた以外は、本発明例Sと同様に試験体を作製した。
【0040】
本発明例Uでは、本発明例Sの下地層を設けずにアルミニウム箔上に直接白着色層3を形成した以外は、本発明例Sと同様に試験体を作製した。
【0041】
また、比較例(比較例V)として下地層も白着色層も設けずにアルミニウム箔1の上に、直接、バーコード部5を設けた。下地層および白着色層を形成しない点を除いて本発明例Sと同様に試験体を作製した。
(比較例V):オーバープリント層13/バーコード部5/アルミニウム箔1/熱接着層17
【0042】
バーコードの読み取りやすさを評価するためのバーコード検証機(バーコードの読み取り性評価装置)には、ムナゾウ株式会社製TruCheck 401-RLを用いた。スキャン回数は10回とし、ANSI規格等で定められているEDGE(エッジ判定)、RL/Rd(最大反射率/最小反射率)、SC(シンボルコントラスト、単位%)、MinEC(最小エッジコントラスト、単位%)、MOD(モジュレーション、単位%)、Def(欠陥、単位%)、DCD(デコード)、DEC(デコードの容易性、単位%)、MinQZ(最小クワイエットゾーン)の各評価項目を測定し、同規格に準拠した評価クラス(A、B、C、D、Fの5段階:Aが最高品質)で評価した。Overall ANSI Gradeは総合評価であり、表1および表2は、このOverall
ANSI Gradeを表示したものである。実施例2における測定結果を表3に示す。
【0043】
【表3】
【0044】
表3によれば、比較例Vは総合評価Fで最低クラスの品質であり、バーコードの読み取り精度が悪いことを示している。これに対して、本発明例では総合評価AまたはBとなっており、特に本発明例SおよびTは、バーコードサイズが小さい場合(バーコードサイズが0.169mm/モジュールの場合)においても最高品質のAを示していることが判る。本発明に基づくバーコードの読み取りやすさの向上は歴然としている。
【0045】
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【産業上の利用可能性】
【0046】
本発明の包装用シートは、小型化・高密度化されたバーコードを、市販のバーコードリーダーを用いて精度よく読み取ることができるので、この分野の品質管理等に貢献することが期待され、特に薬の取り違い防止、有効期限の管理、偽造防止等に役立つ。
【符号の説明】
【0047】
1 アルミニウム箔、2 下地層、3 白着色層、5 バーコード部、5a バーコード部のインキ層、9 その他の印刷部、10 包装用シート、13 オーバープリント層、16 裏面印刷部、17 熱接着層、20 白色顔料、30 収納シート、30a ポケット部、30b 平坦部、50 プレススルーパック、61 ロール、62 セル、63 インキ層エッジ部に対応するセル、65 A部に対応するグラビア版部分、71 セル配列を縁取る細溝、T 錠剤。
【技術分野】
【0001】
本発明は、包装用シート、その製造方法及びプレススルーパックに関し、より具体的には、薬品、食品、化粧品等の包装に用いられる包装用シート、その製造方法及びプレススルーパックに関するものである。
【背景技術】
【0002】
アルミニウム箔を基材に含むシート状包装体には、被包装物の品名等を表示する印刷表示が形成されるため、その包装体の接着性や機械的特性等とともに、その印刷された表示の視認性を向上させるべく各種の開発がなされてきた(特許文献1、2など)。包装用シート(包装体)に印刷される表示の内容は、被包装物の商品名などであるが、価格、メーカー等の情報も含めてバーコード化して表示されることが多い。上記包装用シートに表示されるバーコードを含めて従来のバーコードは、スーパーマーケットやコンビニエンスストアなどのレジ(精算場所)で、手動または自動で、バーコードリーダーによりバーコードを読み取り、代金を計算し、あるいは在庫調整のためのデータ集計をするのに用いられてきた。
【0003】
ところが最近、薬品の偽造防止、および薬品の取り違いや有効期間の超過等の医療事故を防止する観点から、PTP(プレススルーパック)等の薬品の包装体に、直接、より詳細な情報に対応するバーコードを印刷することが検討されている。厚生労働省医薬食品安全対策課から発表された実施案では、調剤包装単位(1次包装)ごとに上記情報内容のバーコード標記が必須とされている。このバーコードのデータの内容は、調剤包装単位ごとに変わらない不変情報(品名、価格、効能・効果等)が基本となるが、調剤包装単位ごとに変わる可変情報(製造番号、有効期限、生物由来情報等)も付加される予定である。従って、上記のバーコードには多くの情報が含まれるため、薬品等の包装用シートのバーコードには、バーコード部の小面積化の要求とともに、単位面積当たりの情報量を高める高密度化が求められている。
【特許文献1】実公平5−9339号公報
【特許文献2】特開2006−76594号公報、
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のような小面積化され、かつ高密度化されたバーコード部は、従来から用いられているアルミニウム箔を基材とする包装用シートに印刷された場合、市販のバーコードリーダーで間違いなく的確に読み取ることは容易ではない。このため、上記包装用シートに印刷された小面積・高密度バーコードを、市販のバーコードリーダーにより精度よく読み取ることができる包装用シートに関する技術開発が要望されている。
【0005】
本発明は、上記のような小面積化・高密度化されたバーコードを市販のバーコードリーダーにより精度よく読み取ることを可能にした包装用シート、その製造方法及びプレスルーパックを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の包装用シートは、アルミニウム箔と、アルミニウム箔の少なくとも一方の面に設けられた白着色層と、白着色層上に位置するバーコード部と、を備えることを特徴とする。
【0007】
アルミニウム箔単体に、直接、小面積化・高密度化したバーコードを印刷しても、市販のバーコードリーダーでは精度よく読み取ることはできない。その技術的理由は、アルミニウム箔独特のグレー色、光の反射特性などの影響のために、バーコードの情報(バーの信号)がアルミニウム表面で鏡面反射し交錯・散乱し、バーコードリーダーの受光器で正確に読み取れないためである。アルミニウム箔の少なくとも一方の面に白着色層を設け、その白着色層にバーコードを印刷することにより、アルミニウム箔独特のグレー色と、光反射特性を抑え、小面積化・高密度化したバーコードを市販のバーコードリーダーで確実に読み取ることが可能となる。ここで、バーコードは、1次元バーコードでもよいし、2次元バーコードまたはマトリックス方式もしくはコンポジット方式のQRコード(登録商標)であってもよい。
【0008】
上記の白着色層は、20重量%〜30重量%の白色顔料を含むのが好ましい。この構成により、白着色層の白着色を確実に発色させることができ、白着色層と印刷された黒色のバーコードとのコントラストをはっきりつけることができ、その結果、バーコードリーダーは、バーコードを明確に識別して読み取ることができる。乾燥状態における白着色層の白色顔料の含有率が20重量%未満では、上記コントラストをはっきりつけるのに不十分になるおそれがあり、このため白色顔料の含有率は20重量%以上が好ましい。しかし、白色顔料の含有率が30重量%を超えると、白色顔料の分散不良の原因になり、インキの粘度調整がしにくくなり、印刷不良の原因になるおそれがある。
【0009】
また、上記の白着色層が、単位面積当たり1.0g/m2〜4.0g/m2でアルミニウム箔上に分布する構成をとることが好ましい。これにより、バーコードリーダーでバーコードを読み取る際、アルミニウム箔のグレー色や光反射特性の影響を抑え、白着色層とバーコードとのコントラストをはっきりつけることができる。乾燥状態における白着色層の単位面積当たりの重量が1.0g/m2未満では、バーコードリーダーは小面積化・高密度化したバーコードを精度よく確実に読み取ることができず、一方、4.0g/m2を超えると、白着色インキの乾燥に長時間かかる上、液ダレや乾燥後の偏肉が生じ、コイル巻き取り時のアルミニウム箔(包装用シート)のたるみ、しわの発生等の不具合を生じやすくなる。従って、上記の白着色層が、単位面積当たり1.0g/m2〜4.0g/m2でアルミニウム箔上に設けられた構成をとることが好ましい。
【0010】
上記アルミニウム箔と白着色層との間には、透明または半透明の下地層を介在させることができる。下地層を介在させることにより、シンボルコントラスト(SC)値が増加し、
バーコードの読み取り精度が向上する。これは、白着色層と下地層との界面で、入射光が一部反射し、その反射光が白着色層中の白色顔料(酸化チタンなど)に衝突し、光の散乱が促進されるため、結果として白着色層とバーコードとのコントラストが大きくなるためと考えられる。
【0011】
上記のバーコード部は、フレーム処理されたグラビア版を用いて、印刷されている構成とすることができる。これにより、バーコードの個々のバーのインキ層(乾燥状態)の周縁において、はみ出しや凹みなどの凹凸がなく、周縁が滑らかな直線または曲線で画された、意図したとおりの正確なバーコードを得ることができる。このため、市販のバーコードリーダーを用いて、信頼度の高い読み取りを行うことができる。ここで、フレーム処理とは次のものをいう。すなわち、上記バーコード部を印刷する際に用いるグラビアロールは表面にセルと呼ばれる窪みを短ピッチで面状に配列して版孔を形成し、そこにインキを溜めて印刷箇所にインキを転移して印刷を行うのであるが、フレーム処理とは、周縁(エッジ部)の1列または数列のセルの寸法を小さくするか、または上記セル寸法を小さくした上でセルのピッチを短くすること、あるいは周縁(エッジ部)の一列または数列のセルに代えて幅の狭い(5〜20μm程度)直線状の溝を設けることをいう。印刷されたインキ層(乾燥状態)が、フレーム処理されたグラビア版で印刷されたものかどうかを特定する方法については、実施の形態で説明する。
【0012】
上記のバーコード部のインキ層の中心線から公称幅分を越えてはみ出たはみ出し幅ΔWを、その他の印刷部または裏面印刷部のインキ層の上記はみ出し幅ΔWと比較して、10%以上小さくすることができる。この構成により、市販のバーコードリーダーによっても、正確な読み取りを行うことが可能となる。上記のはみ出し幅ΔWは、にじみやはみ出しが生じにくいインキの種類を用いた場合において、印刷されたインキ層(乾燥状態)が、フレーム処理されたグラビア版で印刷されたものかどうかを特定する一つの基準例となる。
【0013】
本発明のプレススルーパックは、上記のいずれかの包装用シートを、ポケット部を有する収納シートの蓋に用いたことを特徴とする。
【0014】
上記の構成により、プレススルーパックの状態で、蓋用シートとして用いられた包装用シートに表示されたバーコードを市販のバーコードリーダーを用いて精度よく読みとることが可能となる。
【0015】
本発明の包装用シートの製造方法は、アルミニウム箔の少なくとも一方の面に白着色層を設け、次いで、該白着色層上に、フレーム処理が施されたグラビア版によりバーコード印刷部を設けることを特徴とする。
【0016】
上記の構成により、バーコードの読み取り時におけるアルミニウム箔の不都合な光学的影響を抑え、バーコードの下地を形成する白着色層上に、滑らかな直線または曲線で画された高精度の黒着色層等のインキ層により構成されたバーコード部を形成することができる。この結果、下地の白着色層とバーコード部とのコントラストを高めることができ、市販のバーコードリーダーにより高精度でバーコードを読み取ることができる。
【発明の効果】
【0017】
本発明によれば、市販のバーコードリーダーを用いて、高い信頼性で小面積化・高密度化したバーコードを読み取ることができる包装用シート、その製造方法およびプレスルーパックを得ることができる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施の形態における包装用シートの斜視図である。
【図2】図1の包装用シートの断面図である。
【図3】本発明の実施の形態において、アルミニウム箔と白着色層との間に下地層を設けた場合の包装用シートの断面図である。
【図4】下地層を設けた場合にバーコード読み取り性が向上する理由を説明するための図である。
【図5】図1の包装用シートのバーコード部のインキ層を示す図である。
【図6】図5のインキ層のA部に対応するグラビア版を示す図である。
【図7】グラビア版の別の例を示す図である。
【図8】フレーム処理されたグラビア版を用いて印刷されたインキ層かどうか特定する方法を説明するための図である。
【図9】図1の包装用シートを用いたプレススルーパックを説明する断面図である。
【発明を実施するための最良の形態】
【0019】
図1は、本発明の実施の形態における包装用シート10を示す斜視図である。また、図2は、図1の包装用シート10の断面図である。包装用シート10は、後で説明するプレススルーパックの蓋の役割を果たすが、プレススルーパックを形成した状態で外から見えるように、図1に示すように、バーコード部5と、薬品名、成分含有量、錠剤の取出し方法等を表示するその他の印刷部9とが設けられている。これらバーコード部5およびその他の印刷部9は、下地をなす白着色層3上に印刷され、そしてオーバープリント層13で覆われている。オーバープリント層13の成分としては、ニトロセルロース系、アクリル系、エポキシ系の透明樹脂を挙げることができる。これらの中でも耐熱性、透明性の点でアクリル系の透明樹脂を用いるのが好ましい。オーバープリント層の厚みは特に制限されるものではないが、通常0.5〜3.0μm程度が適当である。また、本発明の効果を損なわない範囲で、オーバープリント層13中には、酸化けい素やその他の体質顔料からなるマット剤を通常3〜5重量%程度含んでいてもよい。
【0020】
図2において、包装用シート10は、バーコード部5の反対側の面である裏面において、アルミニウム箔1の上に直接、薬品名などを印刷した裏面印刷部16を備えることができる。さらに、その裏面印刷部16を覆うように、熱接着層17が設けられ、プレススルーパックを形成する相手側の収納シートのポケット部を塞ぐように収納シートに熱接着される。熱接着層17には、塩化ビニル(Vinyl Chloride)あるいはポリプロピレン(polypropylene)などの合成樹脂を用いるのがよい。また、裏面印刷部16を覆うように、印刷保護層(キーラッカー層ともいう。図示せず。)を設けた後、熱接着層17を設けてもよい。
【0021】
包装用シート10の基材となるアルミニウム箔1には、公知のアルミニウム箔を用いることができ、特に限定されるものではないが、厚み5μm〜50μm、アルミニウム純度98.0〜99.9重量%のアルミニウム箔を好ましく用いることができる。JISH4160では、1000系(1N30、1070等)、3000系、8000系(8021、8079等)等のアルミニウム箔を用いることができ、調質(質別)も硬質材(H材(JISH0001))、半硬質材、軟質材(O材(JISH0001))のいずれも使用可能である。特に、プレススルーパックの蓋に用いられる場合には硬質材が好ましい。なお、通常の上記アルミニウム箔は、一方の面が艶面、他方の面が艶ケシ面(単にケシ面ともいう。)と呼ばれ、両面の光沢が異なるが、本発明では艶面あるいはケシ面のどちらに白着色層3を設けてもよい。また、上記の片艶箔以外にも両ケシ箔を使用してもよい。
【0022】
上記アルミニウム箔1の少なくとも片面(好ましくは艶面)に設ける白着色層3は、公知の白インキを使用することが可能であるが、好ましくは酸化チタニウム、酸化亜鉛、硫化亜鉛、硫酸バリウム等の白色顔料を含むのがよい。白色顔料の含有量は固形分基準で白着色層中20重量%〜30重量%とするのが好ましい。白着色層3中の白色顔料の含有量が20重量%未満の場合には、発色に乏しくなり、バーコードの読み取り精度が落ちるおそれがある。白着色層3中の白色願料の含有量が30重量%を超えると、白色顔料の分散不良の原因になり、インキの粘度調整がしにくくなり、印刷不良の原因になるおそれがある。白着色層3中の白色顔料以外の残部は、主に合成樹脂からなり、通常のインキに使用される樹脂を用いることができ、例えば、変性ポリオレフィン樹脂、石油系炭化水素樹脂、ニトロセルロース、ブチラールなどを使用できる。印刷の際は、適宜、有機溶剤で希釈して粘度調整すればよい。なお、上記の乾燥状態での白着色層における白色顔料の含有率は、印刷し乾燥したバーコード部のインキ層の部分をかき取ったサンプルについて、化学分析等により定量分析することができる。なお、白色顔料としては、亜鉛華、鉛白、リトポン、二酸化チタン、沈降性硫酸バリウム、バライト粉等を用いることができる。
【0023】
上記の白色顔料と、合成樹脂とを主成分とする白着色層3は、単位面積当たり1.0g/m2〜4.0g/m2が好ましく、さらに好ましくは1.5g/m2〜3.0g/m2で、アルミニウム箔1上に設けられるように、アルミニウム箔1上に塗装する。塗装方法は、通常用いられるどのような方法を用いてもよく、たとえばグラビアロールコーター、カーテンフローコーター、オフセット印刷、UV塗装などを用いることができる。塗料(インキ)は、上記の白色顔料と、合成樹脂と、合成樹脂を溶解して白色顔料を分散させる溶剤などによって構成される。この塗料を塗装して白着色層3を形成するとき、白着色層3の密度の調整は、溶剤成分が、塗装後の乾燥時に蒸発するとして塗装厚みを設定することにより、行う。塗装厚みは、塗装作業の際の塗料供給速度、供給量、インキの粘度、単位面積当たりの塗装速度などにより決められる。上記の乾燥状態の白着色層の単位面積当たりの重量は、コート剤(白着色層)の溶剤ふきとりによる差分重量測定法により、測定することができる。なお、本発明の効果を損なわない範囲で、白着色層は、複数の白着色層(所謂、2度塗り)で構成されていてもよい。
【0024】
上記の白着色層の単位面積当たりの付着重量により、バーコードリーダーでバーコードを読み取る際、アルミニウム箔のグレー色や光反射特性の影響を抑え、白着色層とバーコードとのコントラストをはっきりつけることができる。白着色層3の単位面積当たりの(乾燥後)付着重量が1.0g/m2未満では、アルミニウム箔のグレー色や光反射特性の影響を抑え、白着色層とバーコードとのコントラストを明瞭につけるには不十分になるおそれがあり、バーコードリーダーに小面積化・高密度化したバーコードを精度よく確実に読み取ることができない。一方、4.0g/m2を超えると、白着色インキの乾燥に長時間かかる上、液ダレや乾燥後の偏肉が生じ、コイル巻き取り時のアルミニウム箔(包装用シート)のたるみ、しわの発生等の不具合を生じやすくなる。
【0025】
図3に示すように、上記アルミニウム箔1と白着色層3との間には、透明または半透明の下地層2を介在させることができる。下地層2を介在させることにより、シンボルコントラスト(SC)値が増加し、バーコードの読み取り精度が向上する。その理由は、図4に示すように、白着色層3と下地層2との界面で、入射光が一部反射し、その反射光が白着色層3中の白色顔料20(酸化チタンなど)に衝突し、光の散乱が促進されるため、結果として白着色層3とバーコードとのコントラストが大きくなるためと考えられる。すなわち、アルミニウム箔1で反射して戻る光が、下地層2から白着色層3に入る際に屈折する光線と、上記の反射光とは方向が異なるので、上記白色顔料20による散乱の効果が大きく促進されると考えられる。言い換えれば、白着色層3における散乱促進効果が、下地層2によって高められたと言える。下地層2の厚みは、特に制限されるものではないが、0.3〜5.0μm程度が好ましい。0.3μm未満では均一な層を形成するのが困難になり下地層の効果が得られないおそれがある。一方5.0μmを超えてもさらなる効果の向上は認められず、印刷不良、偏肉などの不都合を生じるおそれがある。下地層2を形成する手段は特に制限されるものではないが、上記同様グラビアロールコーター、カーテンフローコーター、オフセット印刷、UV塗装などでアルミニウム箔1に塗布すればよい。下地層2の成分は透明または半透明であれば特に制限はないが、透明または半透明の樹脂、例えばニトロセルロース系、アクリル系、エポキシ系、塩化ビニル系、ポリプロピレン系の透明樹脂を用いることができる。また、これらの樹脂には、少量の酸化けい素またはその他の体質顔料を添加しても同様の効果を得ることができる。
【0026】
バーコード部5のバーコード印刷は、通常、グラビア版を用いてグラビア印刷される。すなわち、ロール面に設けたセル(凹部)にインキを溜めて、そのインキをバーコード印刷部5に転移させる。転移は、直接、グラビア版から白着色層に転移させてもよいし(直接式)、間にゴムロールを介在させてグラビア版から一度ゴムロールに移し、それを白着色層3上に転移させてもよい(オフセット式)。図2において、印刷層5aが、グラビア版からインキを転移されて形成されたインキ層(乾燥状態)である。このインキ層は、黒、濃紺、濃茶色、濃緑色等の低明度色の層(以下、単に黒着色層という。)が好ましく、赤、黄色では、白色着色とバーコードとのコントラストを明瞭につけるには不十分になるおそれがある。該インキ層(5a)は、通常、厚み0.5μm〜2.0μmで形成され、顔料の含有量は通常固形分基準でインキ層中10〜40重量%程度(好ましくは20〜40重量%)である。その他の印刷部9、および裏面印刷部16も、必要に応じて任意の色でグラビア印刷される。
【0027】
バーコード部5を印刷する際、印刷の流れ方向と、バーコードの線(バー)とを平行に印刷する場合、印刷で発生する印刷ひげ(印刷部から延び出た数ミリ単位のひげ状の印刷不良)や、ドクターすじ(非印刷部に発生したすじ状の印刷不良)、にじみ等によって、バーコードの線間隔が、埋められることは殆どない。しかし、バーコードの線(バー)を印刷方向と垂直方向に印刷した場合には、上記の印刷不良によってバーコードの線間隔が埋められ、バーコードの正確な読み取りができなくなる等の問題が発生する。この解決のために、グラビア版にフレーム処理を施す。フレーム処理を施すことにより、バーコード部に対応するグラビア版の部分をドクター刃でかきとるとき、エッジ部でドクター刃の切れが良くなり、印刷時のひげ、ドクターすじ、にじみ等の印刷不良をなくし、バーコードの読み取り精度を高めることができる。
【0028】
次に、そのフレーム処理について詳しく説明する。図5は、バーコード部5における印刷部(乾燥状態のインキ層)を示す図であり、また図6および図7は、グラビアロール61(全体は図示せず)の表面における、図5のA部に対応する箇所65を示す図である。グラビア版は、上記のように、ロール表面にセル(凹部)を配列して、そのセルにインキを溜めて、印刷箇所にインキを転移してインキ層5aを形成する。この場合、図6に示すように、セル62の配列を縁取るようにエッジ部に幅の狭い(5〜20μm程度)直線状の溝71を設ける。あるいは、図7に示すように、インキ層5aのエッジ部に対応するセル63のサイズを、インキ層5aの内側に対応するセル62のサイズより小さくする。フレーム処理には多くの種類があり、上記の2種の処理はそのうちの一部の例である。フレーム処理をしない場合、インキ層のエッジ部では、印刷時、大きなサイズのセルに溜まった流動状態のインキがエッジ部の意図した範囲からはみ出し、平面的に見てエッジ部に凹凸が発生する。エッジ部のセルのサイズを細かくするか、エッジ部に幅の狭い直線状の溝を設けることにより、そこに溜められるインキ量を加減し、またセルピッチも短いため、意図したとおりのまたは意図したものに近い、滑らかな輪郭を有するエッジ部を形成することができる。
【0029】
包装用シート10が作製された後に、バーコード部5がフレーム処理されたグラビア版で印刷されたかどうかは、バーコード部5のインキ層5aと、その他の印刷部9または裏面印刷部16のインキ層とを比較することで、特定することができる。図8を参照して、上記の印刷部のインキ層の平面での公称幅をWとして、インキ層の中心線から0.5Wを越えてはみ出る部分のはみ出し幅ΔWの平均値を求める。その他の印刷部9または裏面印刷部では、バーコードの線に対応するインキ層はないかもしれないが、それに近い線状部分はあるので、直線状のインキ層がない場合には、そのような線状部分について測定する。このはみ出し幅ΔWは、走査型電子顕微鏡の視野内で、中心線の両側で、各10箇所以上、測定する。そして、ΔWの平均値を求める。フレーム処理をしていないグラビア印刷を行った、その他の印刷部9および裏面印刷部のインキ層のΔWに比較して、バーコード部のフレーム処理したグラビア版で印刷したインキ層のそれは、10%以上小さいので、フレーム処理されたグラビア版を用いたかどうかを、特定することができる。
【0030】
図9は、図1の包装用シート10を用いてプレススルーパック50を形成した状態を示す図である。包装用シート10が蓋用シートとして用いられ、接着される相手の収納シート30は、ポケット部30aと、平坦部30bとからなり、ポケット部30aに錠剤を収納する。図9に示すプレススルーパックの状態で、矢印の方向から見て、図1に示す包装用シートのバーコード部5およびその他の印刷部9を見ることができる。なお、包装用シートと収納シートは適当な接着剤を用いて接着することができ、例えばポリプロピレン系、塩化ビニル系の熱接着剤を用いることができる。
【0031】
上記の包装用シート10によれば、黒着色層のバーを含むバーコード部5の下地に白着色層3を配置するので、バーコードと下地とのコントラストを高めることができる。この結果、小型化・高密度化されたバーコードであっても、市販のバーコードリーダーにより精度よく読み取ることができるようになる。
【実施例1】
【0032】
次に実施例1により本発明例の作用効果について検証した結果を説明する。本発明例では、アルミニウム箔1(厚み:20μm、材質:8079硬質材)の上に白着色層3を形成し、その白着色層3(固形分基準で酸化チタン顔料22〜23重量%含有:乾燥後厚み1.5μm)の上に、バーコードサイズの異なる3種のバーコード部5を、フレーム処理を施したグラビア版を用いてグラビア印刷により設けた。また、バーコードの線(バー)に沿う方向(流れ方向)に印刷した場合と、線に直交する方向(垂直方向)に印刷した場合とを分けた。これらの試験体について、この後で説明するバーコード検証機により読み取り容易性の評価を行った。試験体の包装用シートの具体的な構造は以下のとおりである。
(本発明例):オーバープリント層13/バーコード部5/白着色層3/アルミニウム箔1/裏面印刷部16/熱接着層17
また、比較例では、白着色層を設けずにアルミニウム箔1の上に、直接、線の太さの異なるバーコード部5を設けた。比較例の場合も、フレーム処理を施したグラビア版を用いてバーコード部を印刷した。
(比較例):オーバープリント層13/バーコード部5/アルミニウム箔1/裏面印刷部16/熱接着層17
【0033】
バーコード用の黒インキには、市販のカーボンブラック顔料を含んだインキ(カーボンブラック顔料の固形分中含有量(乾燥状態での顔料量):33重量%)を用いて、インキ層(乾燥状態)の厚みは約1μm〜2μmに形成した。乾燥後のインキ層の単位面積当たりの重量は、約1g/m2〜2g/m2である。オーバープリント層(以下、OP層という。)13は、マット剤を含有しないクリアOP層と、マット剤を含有するマットOP層とを用いた。クリアOP層の主成分は、ニトロセルロース(あるいはアクリルやエポキシなど)の樹脂である。厚みは約1μm〜2μmとし、単位面積当たりの塗布重量(乾燥後の重量)は、約1g/m2〜2g/m2とした。また、マットOP層は、シリカなどの体質顔料であるマット剤を、OP層中に3重量%〜5重量%含有する点を除いて、他はクリアOP層と同じである。熱接着層は、塩化ビニル(又はポリプロピレンなど)の熱接着性樹脂で形成され、単位面積当たりの乾燥後の重量は、約3g/m2〜4g/m2とした。
【0034】
バーコードの読み取りやすさを評価するためのバーコード検証機(バーコードの読み取り性評価装置)には、ムナゾウ株式会社製TruCheck 401-RLを用いた。本発明例A〜F、比較例G〜Rについて、上記評価装置によって評価した読み取りやすさの評価結果を表1に示す。また、表1における評価クラス(段階)の評価点範囲(The American National Standards Institute=ANSI規格に準拠)を表2に示す。
【0035】
【表1】
【0036】
【表2】
【0037】
表1および表2によれば、比較例G〜Rでは、わずかに比較例Lの1回目の測定の評価点が0.6点であるほかは、バーの方向が印刷流れ方向か、垂直方向かを問わず、すべて0.0点であり、評価クラス(段階)は、Aを最高クラス、またFを最低クラスとして、すべて最低のFクラスであった。これに対して、本発明例では、バーコードサイズが小さい場合(バーコードサイズが0.169mm/モジュールの場合)、バー方向が印刷流れ方向および垂直方向ともに、評価クラスはBクラスであった。それよりバーコードサイズが大きい場合、AクラスまたはBクラスとなっており、本発明に基づくバーコードの読み取りやすさの向上は歴然としている。
【実施例2】
【0038】
次に実施例2により下地層2(図3参照)の作用効果について検証した結果を説明する。本発明例Sでは、アルミニウム箔1(厚み:20μm、材質:8079硬質材)の上に下地層2を形成し、さらに下地層の上に白着色層3を形成し、その白着色層3(固形分基準で酸化チタン顔料22〜23重量%含有:厚み1.5μm)の上に、バーコードサイズ(公称0.169/モジュール(線の太さ:最小0.1〜最大0.81mm、スペース:最小0.2〜最大0.53mm)のバーコード部5を、フレーム処理を施したグラビア版を用いてグラビア印刷により設けた。この実施例2では、バーコードの線(バー)に沿う方向(流れ方向)に印刷した場合で評価した。これらの試験体について、この後で説明するバーコード検証機により読み取り容易性の評価を行った。試験体の包装用シートの具体的な構造は以下のとおりである。
(本発明例S):オーバープリント層13/バーコード部5/白着色層3/下地層2/アルミニウム箔1/熱接着層17
白着色層3の形成に用いる白インキは、酸化チタン顔料を含有したインキ(株式会社T&K TOKA製、マトリックス樹脂:ポリプロピレン系樹脂)を用いた。下地層2には、株式会社T&K TOKA製のポリプロピレン系透明樹脂を用いた。バーコード用の黒インキには、市販のカーボンブラック顔料を含んだインキ(大日本インキ化学工業株式会社製:カーボンブラック顔料の固形分中含有量(乾燥状態での顔料量):33重量%、マトリックス樹脂:ニトロセルロース系樹脂)を用いて、インキ層(乾燥状態)の厚みは約1μm〜2μmに形成した。乾燥後のインキ層の単位面積当たりの重量は、約1g/m2〜2g/m2である。オーバープリント層(以下OP層という)13は、マット剤を含有しないクリアOP層(株式会社T&K TOKA製:アクリル系樹脂)を用いた。厚みは約1μm〜2μmとし、単位面積当たりの塗布重量(乾燥後の重量)は、約1g/m2〜2g/m2とした。熱接着層は、塩化ビニルの熱接着性樹脂で形成され、単位面積当たりの乾燥後の重量は、約3g/m2〜4g/m2とした。なお、各層の成形は全てグラビアロールコート方式によって行った。
【0039】
本発明例Tでは、本発明例Sの下地層2に大日本インキ化学工業株式会社製ニトロセルロース系半透明樹脂(酸化けい素約4重量%含有)を用いた以外は、本発明例Sと同様に試験体を作製した。
【0040】
本発明例Uでは、本発明例Sの下地層を設けずにアルミニウム箔上に直接白着色層3を形成した以外は、本発明例Sと同様に試験体を作製した。
【0041】
また、比較例(比較例V)として下地層も白着色層も設けずにアルミニウム箔1の上に、直接、バーコード部5を設けた。下地層および白着色層を形成しない点を除いて本発明例Sと同様に試験体を作製した。
(比較例V):オーバープリント層13/バーコード部5/アルミニウム箔1/熱接着層17
【0042】
バーコードの読み取りやすさを評価するためのバーコード検証機(バーコードの読み取り性評価装置)には、ムナゾウ株式会社製TruCheck 401-RLを用いた。スキャン回数は10回とし、ANSI規格等で定められているEDGE(エッジ判定)、RL/Rd(最大反射率/最小反射率)、SC(シンボルコントラスト、単位%)、MinEC(最小エッジコントラスト、単位%)、MOD(モジュレーション、単位%)、Def(欠陥、単位%)、DCD(デコード)、DEC(デコードの容易性、単位%)、MinQZ(最小クワイエットゾーン)の各評価項目を測定し、同規格に準拠した評価クラス(A、B、C、D、Fの5段階:Aが最高品質)で評価した。Overall ANSI Gradeは総合評価であり、表1および表2は、このOverall
ANSI Gradeを表示したものである。実施例2における測定結果を表3に示す。
【0043】
【表3】
【0044】
表3によれば、比較例Vは総合評価Fで最低クラスの品質であり、バーコードの読み取り精度が悪いことを示している。これに対して、本発明例では総合評価AまたはBとなっており、特に本発明例SおよびTは、バーコードサイズが小さい場合(バーコードサイズが0.169mm/モジュールの場合)においても最高品質のAを示していることが判る。本発明に基づくバーコードの読み取りやすさの向上は歴然としている。
【0045】
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【産業上の利用可能性】
【0046】
本発明の包装用シートは、小型化・高密度化されたバーコードを、市販のバーコードリーダーを用いて精度よく読み取ることができるので、この分野の品質管理等に貢献することが期待され、特に薬の取り違い防止、有効期限の管理、偽造防止等に役立つ。
【符号の説明】
【0047】
1 アルミニウム箔、2 下地層、3 白着色層、5 バーコード部、5a バーコード部のインキ層、9 その他の印刷部、10 包装用シート、13 オーバープリント層、16 裏面印刷部、17 熱接着層、20 白色顔料、30 収納シート、30a ポケット部、30b 平坦部、50 プレススルーパック、61 ロール、62 セル、63 インキ層エッジ部に対応するセル、65 A部に対応するグラビア版部分、71 セル配列を縁取る細溝、T 錠剤。
【特許請求の範囲】
【請求項1】
アルミニウム箔と、
前記アルミニウム箔の少なくとも一方の面に設けられた白着色層と、
前記白着色層上に位置するバーコード部と、を備えることを特徴とする、包装用シート。
【請求項2】
前記アルミニウム箔と前記白着色層との間に透明ないし半透明の下地層が介在することを特徴とする、請求項1に記載の包装用シート。
【請求項3】
前記白着色層は、20重量%〜30重量%の白色顔料を含むことを特徴とする、請求項1または2に記載の包装用シート。
【請求項4】
前記白着色層が、単位面積当たり1.0g/m2〜4.0g/m2で前記アルミニウム箔上に設けられていることを特徴とする、請求項1〜3のいずれかに記載の包装用シート。
【請求項5】
前記バーコード部は、フレーム処理されたグラビア版を用いて、印刷されていることを特徴とする、請求項1〜4のいずれかに記載の包装用シート。
【請求項6】
前記バーコード部のインキ層の中心線から公称幅分を越えてはみ出たはみ出し幅ΔWが、その他の印刷部または裏面印刷部のインキ層の上記はみ出し幅ΔWと比較して、10%以上小さいことを特徴とする、請求項1〜5のいずれかに記載の包装用シート。
【請求項7】
前記請求項1〜6のいずれかに記載の包装用シートを、ポケット部を有する収納シートの蓋に用いたことを特徴とする、プレススルーパック。
【請求項8】
アルミニウム箔の少なくとも一方の面に白着色層を設け、次いで、該白着色層上に、フレーム処理が施されたグラビア版によりバーコード印刷部を設けることを特徴とする、包装用シートの製造方法。
【請求項9】
アルミニウム箔の少なくとも一方の面に透明ないし半透明の下地層を設け、さらに該下地層上に白着色層を設け、次いで、該白着色層上に、フレーム処理が施されたグラビア版によりバーコード印刷部を設けることを特徴とする、包装用シートの製造方法。
【請求項1】
アルミニウム箔と、
前記アルミニウム箔の少なくとも一方の面に設けられた白着色層と、
前記白着色層上に位置するバーコード部と、を備えることを特徴とする、包装用シート。
【請求項2】
前記アルミニウム箔と前記白着色層との間に透明ないし半透明の下地層が介在することを特徴とする、請求項1に記載の包装用シート。
【請求項3】
前記白着色層は、20重量%〜30重量%の白色顔料を含むことを特徴とする、請求項1または2に記載の包装用シート。
【請求項4】
前記白着色層が、単位面積当たり1.0g/m2〜4.0g/m2で前記アルミニウム箔上に設けられていることを特徴とする、請求項1〜3のいずれかに記載の包装用シート。
【請求項5】
前記バーコード部は、フレーム処理されたグラビア版を用いて、印刷されていることを特徴とする、請求項1〜4のいずれかに記載の包装用シート。
【請求項6】
前記バーコード部のインキ層の中心線から公称幅分を越えてはみ出たはみ出し幅ΔWが、その他の印刷部または裏面印刷部のインキ層の上記はみ出し幅ΔWと比較して、10%以上小さいことを特徴とする、請求項1〜5のいずれかに記載の包装用シート。
【請求項7】
前記請求項1〜6のいずれかに記載の包装用シートを、ポケット部を有する収納シートの蓋に用いたことを特徴とする、プレススルーパック。
【請求項8】
アルミニウム箔の少なくとも一方の面に白着色層を設け、次いで、該白着色層上に、フレーム処理が施されたグラビア版によりバーコード印刷部を設けることを特徴とする、包装用シートの製造方法。
【請求項9】
アルミニウム箔の少なくとも一方の面に透明ないし半透明の下地層を設け、さらに該下地層上に白着色層を設け、次いで、該白着色層上に、フレーム処理が施されたグラビア版によりバーコード印刷部を設けることを特徴とする、包装用シートの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−197121(P2012−197121A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2012−149603(P2012−149603)
【出願日】平成24年7月3日(2012.7.3)
【分割の表示】特願2007−324047(P2007−324047)の分割
【原出願日】平成19年12月14日(2007.12.14)
【出願人】(399054321)東洋アルミニウム株式会社 (179)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成24年7月3日(2012.7.3)
【分割の表示】特願2007−324047(P2007−324047)の分割
【原出願日】平成19年12月14日(2007.12.14)
【出願人】(399054321)東洋アルミニウム株式会社 (179)
【Fターム(参考)】
[ Back to top ]