
包装用ヒートシール容器
【課題】主として前発酵タイプのヨーグルト包装用の容器に適用されるヒートシール容器であって、封緘強度、開封強度、ヒートシール強度を良好かつ安定に維持しながら、蓋の裏面に内容物であるヨーグルトが付着するのを効果的に防止し、特に蓋材が製造時並びにヒートシール時に被る熱影響によって付着防止効果が低下しないものとする。
【解決手段】少なくとも基材層1と、熱封緘層5と、疎水性無機微粒子からなる内容物付着防止層6とを有する蓋材Aが適用されるヒートシール容器において、容器本体Bの最内層13Aを、密度0.880〜0.918g/cm3のポリエチレン、または該ポリエチレンを主成分とする混合樹脂組成物からなり、かつ190℃におけるメルトフローレートが10g/10min以上である樹脂層13で構成する。
【解決手段】少なくとも基材層1と、熱封緘層5と、疎水性無機微粒子からなる内容物付着防止層6とを有する蓋材Aが適用されるヒートシール容器において、容器本体Bの最内層13Aを、密度0.880〜0.918g/cm3のポリエチレン、または該ポリエチレンを主成分とする混合樹脂組成物からなり、かつ190℃におけるメルトフローレートが10g/10min以上である樹脂層13で構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主として食品類の包装用容器に適用されるヒートシール容器、更に具体的には、ヨーグルト、ゼリー、プリン、ジャム等の包装用のカップ状ヒートシール容器に関する。
【背景技術】
【0002】
この種のヒートシール容器は、一般にポリエチレン/紙/ポリエチレンの積層材料によるカップ状の容器本体に対し、基材フィルムとアルミニウム箔との積層からなる基材層のアルミ箔面側に、中間樹脂層を介してヒートシール層、即ち熱封緘層を設けた蓋材が用いられ、該蓋材をヨーグルト等の被包装物を充填した容器本体の上面開口に被せて、周縁部を容器本体の上縁フランジ部上に熱融着することによって密封包装物を形成するものとなされている。
【0003】
そして、かかるヒートシール容器においては、使用する蓋材について良好なヒートシール性、密封性と、開封のための適当な易剥離性が求められるのと同時に、内容物の非付着性、即ち容器の内面側の蓋材裏面に内容物が付着するのを防止しうるものであることが望まれる。蓋材の裏面に内容物が付着すると、開封時に手指や衣服、あるいは周辺を汚すおそれがあると共に、内容物の棄損による無駄を生じ、あるいは付着物を剥がし取る手間がかかり、更には不潔感を催す等の不利益を生じるためである。
【0004】
そこで、従来、内容物付着防止性能を備えた蓋材について種々の提案がなされてきた。なかでも、下記特許文献1に示す先行提案技術は、熱封緘層の外面に付着防止層として、極めて微細な疎水性シリカ等の酸化物微粒子による三次元網目状構造の多孔質層を形成するというものであり、内容物付着防止効果の点で優れた効果を奏し得ることから、近時注目を浴びている。
【0005】
しかしながら、上記先行提案技術は、微細な疎水性無機微粒子層からなる付着防止層が、ヒートシール部において容器本体と蓋材の熱封緘層との間に介在する夾雑物となるため、ヒートシール性が損なわれる危惧がある。この点、上記先行特許文献1の記載では、疎水性無機微粒子はヒートシール時に溶融軟化する熱封緘層の中に入り込み、埋没してしまうことから、ヒートシール性を阻害しないものとされているが、付着防止層における疎水性無機微粒子の分布密度は、微粒子分散液の塗布工程において必然的にかなり大きなバラツキを生じ易い。このため、疎水性無機微粒子の塗布量の多い部分と少ない部分との間で封緘強度や開封強度が大きく異なるものとなり、強度分布が安定しないという新たな実用上の問題点が派生してきている。
【0006】
一方、このような問題点の解消ないし軽減のため、ヒートシール温度を高めに設定することで、疎水性無機微粒子を熱封緘層中に完全に取り込むものとするときは、ヒートシール時に蓋材が熱板から受けるいささか過酷な熱影響が増大して、内容物付着防止効果が損なわれるおそれがあり、特にヒートシール部周辺、即ち容器のフランジ部近傍領域において内容物付着防止効果が他の部分に較べて相対的に著しく低下してしまうことが懸念される。このため、蓋材の製造時及びヒートシール時の工程管理がいささか厄介であり、取扱いが困難であるという難点もあった。
【0007】
本発明者らは、上記のような問題点に対し、その解決方策について鋭意実験と研究を重ねたところ、付着防止層やその下地層側の熱封緘層の組成や組織構造による影響もさることながら、容器本体側のヒートシール部、即ち上縁フランジ部の上面にコートされているヒートシール層による影響も大きいことを見出すに至り、このような知見に基いて本発明を完成したものである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許第4348401号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、従来技術における上記のような問題点に鑑み、それらの改善をはかること、具体的には、疎水性無機微粒子による付着防止層を有する蓋材を適用する場面で、夾雑シール性、低温ヒートシール性を向上でき、安定した良好なヒートシール性能、封緘強度、易開封性を発現できると共に、付着防止層の熱影響による性能劣化を防止し、ヒートシール後も良好な内容物付着防止効果を保持しうる包装用ヒートシール容器を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、上記の目的を達成する手段として、[1]〜[11]項の手段を提示する。
【0011】
[1]容器本体とヒートシール用蓋材との組合せからなる包装用ヒートシール容器において、
前記蓋材は、熱封緘層の外面に疎水性無機微粒子を主成分とする内容物付着防止層が設けられた蓋材であり、
前記容器本体は、その胴部材の最内層が、密度0.880〜0.918g/cm3のポリエチレン、または該ポリエチレンを主成分とする混合樹脂組成物からなり、かつ190℃におけるメルトフローレートが10g/10min以上である樹脂層で構成されてなることを特徴とする包装用ヒートシール容器。
【0012】
[2]前記ポリエチレンが、密度0.908〜0.916g/cm3の高圧法ポリエチレンである前項[1]に記載の包装用ヒートシール容器。
【0013】
[3]前記ポリエチレンが、密度0.890〜0.910g/cm3の直鎖状ポリエチレンである前項[1]に記載の包装用ヒートシール容器。
【0014】
[4]前記ポリエチレンの融点が、85℃〜115℃である前項[1]に記載の包装用ヒートシール容器。
【0015】
[5]前記ポリエチレンの融点が、90℃〜105℃である前項[1]に記載の包装用ヒートシール容器。
【0016】
[6]前記容器本体の最内層が、前記ポリエチレンを主成分として、エチレン−αオレフィン共重合体エラストマー、または酢酸ビニル含有量1〜20重量%のエチレン−酢酸ビニル共重合体を1〜10重量%含む混合樹脂組成物からなる前項[1]〜[5]のいずれか1項に記載の包装用ヒートシール容器。
【0017】
[7]前記容器本体の最内層は、190℃におけるメルトフローレートが15g/10min以上の前記ポリエチレンまたは前記混合樹脂組成物からなる前項[1]〜[6]のいずれか1項に記載の包装用ヒートシール容器。
【0018】
[8]前記熱封緘層が、エチレン−不飽和エステル共重合体、ワックス、及び粘着付与剤を必須成分として含む樹脂組成物からなる前項[1]〜[7]のいずれか1項に記載の包装用ヒートシール容器。
【0019】
[9]前記内容物付着防止層における疎水性無機微粒子が、疎水性シリカである前項[1]〜[8]のいずれか1項に記載の包装用ヒートシール容器。
【0020】
[10]前記疎水性無機粒子は、平均粒径1〜5,000nmの疎水性シリカである前項[9]に記載の包装用ヒートシール容器。
【0021】
[11]前記内容物付着防止層が、疎水性無機微粒子と、熱可塑性樹脂微粒子との混合組成物からなる前項[1]〜[10]のいずれか1項に記載の包装用ヒートシール容器。
【発明の効果】
【0022】
本発明は、前記[1]項の構成において、熱封緘層の外面に疎水性シリカ等の疎水性無機微粒子による内容物付着防止層を形成したものであることにより、それ自体が前記特許文献1に記載されているような固有の優れた内容物付着防止性能を有する。
【0023】
一方、該蓋材がヒートシールされる容器本体側において、その胴部材の最内層、つまり容器本体のヒートシールされる開口部周縁のフランジ部ないし口縁部の上面層が、密度0.880〜0.918g/cm3の超低密度ポリエチレンないし低密度ポリエチレン、または該ポリエチレンを主成分とする混合樹脂組成物からなる樹脂層で構成され、しかも該樹脂層が190℃でのメルトフローレート(MFR:JIS K7210に準拠)10g/10min以上という比較的流動性の高いものとなされていることにより、安定した良好なヒートシール性能を発現しうる。即ち、塗布ムラにより付着防止層における疎水性無機微粒子の密度分布に多少のバラツキが生じていても、ヒートシール部の全周に亘ってシール強度、封緘強度、開封強度が安定したシール状態を実現できる。このような安定したヒートシール性能の発現は、従来一般的に採用されているこの種のヒートシール容器に較べ、容器本体側の低温ヒートシール性と樹脂の流動性が良好であることにより、容器本体と蓋材の熱封緘層との間に介在して夾雑物となる付着防止層の疎水性無機微粒子を、ヒートシール時に容器本体側の上記最内層の溶融樹脂層内に十分に取り込むことが可能となり、その結果上記熱封緘層によるヒートシール性能を大きく阻害しないことにより達成されるものと考えられる。
【0024】
また、容器本体側のヒートシール用の最内層において低温ヒートシール性が向上されることにより、相対的に蓋材側の熱封緘層の低温ヒートシール性を補うことができ、結果的に付着防止層の耐熱性を向上し、その付着防止性能の熱安定性を向上し得て、容器本体への封緘使用後においても上記の優れた内容物付着防止効果を良好に維持しうる。即ち、低温ヒートシール性の向上により、ヒートシール時に蓋材に過剰な高い熱負荷をかける必要がなくなることに加えて、蓋材側の熱封緘層を、たとえば比較的融点の高いワックスを成分中に用いることで軟化点を上げ、ヒートシール時に熱封緘層が早期かつ過度に溶融して高い流動性を発現するのを抑制ないし防止しうるものとなすことが可能になる。つまりヒートシール時に熱封緘層の溶融をやや遅らせることができ、また抑制することが可能になる。その結果、付着防止層の疎水性無機微粒子が、不本意に熱封緘層中に沈み込んだり、あるいは微粒子間の隙間に熱封緘層の溶融成分が毛細管現象で入り込んで上記隙間を埋めてしまうのを防止しうる。従って、上記微粒子の疎水性表面の露出面積の極端な減少を防いで、ヒートシールによる苛酷な熱履歴を受けたのちにおいても良好な内容物付着防止効果を維持しうる。
【0025】
上記のような効果は、前記[2]項に記載のような高圧法低密度ポリエチレンを用いることにより良好かつ確実に達成することができる。また、前記[3]項に記載のような直鎖状超低密度ポリエチレンを用いることにより更に一層良好に達成することができる。
【0026】
また、前記[4]項に記載のように融点が85℃〜115℃であるポリエチレンを採用することにより、前記[1]項の発明の効果を確実に享受できる。更には前記[5]項に記載のように融点が90〜105℃の低融点のポリエチレンを採用することにより、一層確実かつ良好に達成しうる。
【0027】
また、前記[6]項に記載のように、前記のポリエチレンを主成分として、これにエチレン−αオレフィン共重合体エラストマー、または酢酸ビニル含有量1〜20重量%のエチレン−酢酸ビニル共重合体を加えて、融点、メルトフローレートを調整した混合樹脂組成物を容器本体の最内層構成材料に用いることによっても、前記[1]項と同等の作用効果を達成できる。
【0028】
また、前記[7]項に記載のように、容器本体の最内層の樹脂層を、メルトフローレート15g/10min以上の一層流動性の高いものとすることにより、前記[1]項および[6]項による作用効果を一層良好に達成することができる。
【0029】
また、前記[8]項に記載のように、熱封緘層にエチレン−不飽和エステル共重合体、ワックス、及び粘着付与剤を必須成分として含む樹脂組成物を用いることにより、良好なヒートシール性、密封性、開封時のための適当な易剥離性を付与することができる。
【0030】
また、前記[9]項に記載のように、疎水性無機微粒子に疎水性シリカを選択使用するときは、市場から入手し易い比較的安価な材料をもって、優れた内容物付着防止効果を達成することができる。
【0031】
また、前記[10]項に記載のような平均粒径を有する疎水性無機微粒子を用いることにより、愈々市場から入手しやすい比較的安価な材料を用いて、前記のような内容物付着防止効果を一層確実に実現することができる。
【0032】
更にまた、前記[11]項に記載のように、付着防止層を主成分である疎水性無機微粒子と、熱可塑性樹脂微粒子との混合組成物からなるものとすることにより、熱可塑性樹脂微粒子によって疎水性無機微粒子相互間の結合力を補うと同時に、それの熱封緘層に対する密着性をも向上し、不本意な粒子の脱落、付着防止層の剥落を防いで長期に亘り安定した内容物付着防止効果を維持しうる。加えて、付着防止層への上記熱可塑性樹脂微粒子の含有により、これが熱封緘層のヒートシール性を補うべく作用し、疎水性無機微粒子群の介在にかかわらず蓋材の容器本体に対する良好で安定した、適度なヒートシール性、つまり易開封性と封緘性とが調和した好適な密封性を確保しうる。
【図面の簡単な説明】
【0033】
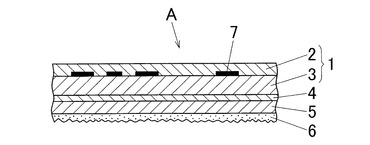
【図1】図1は本発明による内容物付着防止蓋材の積層構成の概要を示す断面図である。
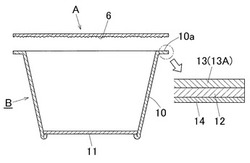
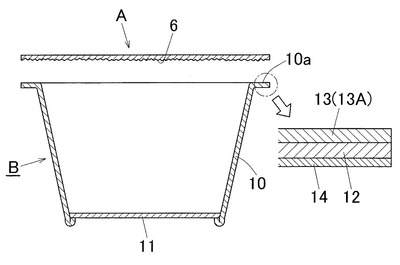
【図2】図2は本発明によるヒートシール容器の構成部材を示す断面図である。
【発明を実施するための形態】
【0034】
本発明に係るヒートシール容器は、ヨーグルト、ジャム、ゼリー等の主として粘調質の流動性食品類の密封包装に用いられるものであり、カップ状の容器本体(B)と、これをシールするシート状蓋材(A)との組合わせからなる。
【0035】
先ず、説明の便宜上、上記蓋材(A)の構成から先に説明する。
【0036】
(内容物付着防止蓋材)
本発明に用いられる蓋材(A)は、図1に示すように基材フィルム層(2)と金属箔層(3)との積層からなる基材層(1)と、該基材層(1)の金属箔(3)側の外面、即ち施蓋使用時に容器本体の内部に向く側の面に中間樹脂層(4)を介して熱封緘層(5)が設けられている。上記の積層構成は従来の蓋材のそれと同様であり、基材層(1)と熱封緘層(5)とを含む積層体をここでは「蓋材本体」と呼称することとする。
【0037】
本発明による内容物付着防止蓋材は、上記蓋材本体の熱封緘層(5)の外面に、更に付加的に付着防止層(6)を有するものである。
【0038】
基材フィルム層(2)は、包装容器の表側に配置されるもので、その材料としては、ポリエステル、ポリエチレン、ポリプロピレン、ポリアミド、ポリカーボネート、ポリ塩化ビニル、セルロースアセテート、セロハンなどの単層または複合フィルム、あるいはこれらのフィルムを紙などにラミネートしたものなどを例示することができる。基材フィルム層(2)は通常適宜印刷(7)が施されて意匠性が付与される。
【0039】
金属箔層(3)は、ガスバリヤ性、遮光性などを付与するものであり、多くはアルミニウム箔が用いられる。特にヨーグルトの容器用の蓋材にあっては、遮光性、軽量性を満足するものとして厚さ5〜50μm程度のアルミニウム箔が好適に用いられる。また、基材フィルム層(2)との積層接着には一般的な接着剤が用いられる。
【0040】
なお、基材層(1)として、金属箔層(3)を使用せずに、シリカやアルミナ等の金属を基材フィルム層(2)に蒸着した金属蒸着フィルムを使用することも可能である。
【0041】
中間樹脂層(4)は、基材層(1)と熱封緘層(5)との間に介在して、蓋材に所定の剛性やヒートシール時のクッション性を付与するものであり、適宜必要に応じて設けられる。一般的には厚さ5〜40μmのポリエチレン、ポリプロピレン、エチレン(メタ)アクリル酸共重合体、エチレン(メタ)アクリル酸エステル共重合体等のオレフィン樹脂、ポリアミド、ポリエステル、ポリカーボネート、ポリ塩化ビニル等が用いられる。
【0042】
熱封緘層(5)は、中間層樹脂層(4)および容器側との接着性が良好なものでなくてはならない。本発明の好適な実施において該熱封緘層は、エチレン−不飽和エステル共重合体、ワックス、および粘着付与剤を必須成分として含有し、必要に応じて更にブロッキング防止剤や酸化防止剤等の添加剤を任意成分として含む樹脂組成物からなる。
【0043】
従来一般に汎用されている当該樹脂組成物は、その必須成分であるワックスとして、比較的低融点のものが用いられていた。例えば、最も一般的には融点65℃程度のパラフィンワックスが用いられており、比較的高い融点のポリエチレンワックスでもせいぜい融点75℃程度のものが用いられるにすぎなかった。
【0044】
さらに上記樹脂組成物は、一般的には軟化点65℃〜90℃程度のものが用いられていた。
【0045】
このような技術的背景下において、本発明の好適な実施においては、上記樹脂組成物の必須成分の1つであるワックスとして、特に融点80℃以上、好ましくは90℃以上、更に好ましくは100℃以上のものを用い、樹脂組成物の軟化点を90℃以上、好ましくは100℃以上とすることが望ましい。このような比較的高融点のワックスを含有することで軟化点を高く設定した樹脂組成物を熱封緘層に用いることにより、前述したように熱封緘層の外面側に付加形成される疎水性無機微粒子による付着防止層の撥水性、ひいては付着防止性の熱安定性を一層向上しうる。
【0046】
しかしながら、あまりに融点の高すぎるワックスの使用は、樹脂組成物の粘度が高くなり加工適性が低下する恐れがあり、熱封緘層の安定した良好なヒートシール性を阻害する恐れがあるため、融点130℃以下のものを使用すべきである。好ましくは融点120℃以下、更に好ましくは110℃以下のものを用いることが望ましい。
【0047】
さらに、上記樹脂組成物の軟化点は、ワックス以外の他の成分に、融点又は軟化点の高いものを使用することで上記軟化点を上げることも可能であるが、ワックスの融点を前述の通りとして、樹脂組成物の軟化点を90℃以上に設定することで最も簡易にかつ確実に所期効果を実現することができる。
【0048】
樹脂の融点を上げることで樹脂組成物の軟化点を上げても、流動性の高い低融点のワックスが容易に溶け、付着防止層の疎水性微粒子間に入り込んで付着防止効果を低下させるため、付着防止効果の熱安定性に十分な改善効果を期待することが困難である。
【0049】
また、あまりに軟化点の高すぎる樹脂組成物の使用は、熱封緘層の加工性や安定した良好なヒートシール性を阻害するおそれがあるため、軟化点160℃以下のものを使用すべきである。好ましくは軟化点140℃以下、更に好ましくは120℃以下のものを用いることが望ましい。
【0050】
熱封緘層の主成分であるエチレン−不飽和エステル共重合体は、その不飽和エステル単量体として、アクリル酸メチル、アクリル酸エチル、メタクリル酸メチル等の不飽和カルボン酸エステル、酢酸ビニルのようなビニルエステル等を用いることができるが、なかでも特に酢酸ビニル、メタクリル酸メチルの採用が好適である。
【0051】
また、上記エチレン−不飽和エステル共重合体は、融点が70〜100℃の範囲のものを用いることが好ましい。これが70℃未満のものでは、熱封緘層のシール温度が低すぎるために付着防止層の付着防止効果の熱安定性が低下するおそれがある。逆に、100℃を超えるものでは、低温ヒートシール性が阻害され、シール速度が遅くなって実際の内容物充填シール時の作業能率が低下する。最も好ましくは、融点75〜95℃の範囲である。
【0052】
また、樹脂組成物中の他の主要成分であるワックスとしては、パラフィンワックス、マイクロクリスタリンワックス、モンタンワックス、フィッシャートロプシュワックス、ポリエチレンワックス、ポリプロピレンワックス、カルナバワックス、変性ワックス等が挙げられるが、さらに好ましくはポリエチレンワックスである。
【0053】
さらに、粘着付与剤としては、ロジン、ロジン誘導体(水素化ロジン、不均化ロジン、ロジンエステル)、脂環族系石油樹脂、芳香族系石油樹脂、共重合系石油樹脂あるいはそれらの水添付加されたもの、テルペン樹脂(α−ピネン、β−ピネン)等が挙げられるが、好ましくは芳香族系石油樹脂の水添付加されたものを用いるのが最適である。
【0054】
また、樹脂組成物の各成分の配合組成比は、軟化点、溶融粘度、低温ヒートシール性、ヒートシール強度、開封強度等を考慮して、設定する必要があるが、好ましくは、エチレン−不飽和エステル共重合体を30〜50wt%、好ましくは35〜45wt%、ワックスを30〜50wt%、好ましくは35〜45wt%、粘着付与剤を5〜25wt%、好ましくは15〜25wt%に設定することで、良好なヒートシール性、密封性、開封時のための適当な易剥離性と内容物付着防止効果の熱安定性の向上を達成できる。即ち、エチレン−不飽和エステル共重合体の配合量が30wt%未満の樹脂組成物では、十分なシール強度が得られない。逆に50wt%を超えると、シール強度が大きくなりすぎてシール蓋の易開封性が損なわれる。またワックスの配合量が30wt%未満では、ホットメルト樹脂組成物のコーティング適性(加工適性)が損なわれると共に、易開封性が損なわれる。一方、50wt%を超えると、十分なシール強度が得られない。また、粘着付与剤は、その配合量が5wt%未満では十分なシール強度を得ることが困難であり、逆に25wt%を超えて過多に含有すると、付着防止層の付着防止効果が低下するおそれがある。
【0055】
熱封緘層の厚みは特に限定されるものではないが、コスト、密封性、生産性等の点から、厚さ3〜100μm程度とするのが一般的であり、好適には、10〜50μmの範囲とするのが良い。
【0056】
付着防止層(6)は、疎水性無機微粒子、または熱可塑性樹脂微粒子と疎水性無機微粒子との混合組成物からなるものである。
【0057】
疎水性無機微粒子は、蓋材の内容物付着防止性能の支配的役割を担うものであり、20mN/m以上の表面エネルギーを有する疎水性物質からなるものであればその材料は特に限定されない。具体的に例示すれば、疎水性のシリカ、アルミナ、酸化カルシウム、炭酸カルシウム、硫酸カルシウム、ケイ酸カルシウム等の疎水性無機微粒子を挙げることができる。なかでも、疎水性能、コスト、超微粒子材料の市場からの入手のし易さ等の観点から、疎水性シリカやアルミナの使用が好適である。疎水性シリカは、乾式法シリカ及び湿式法シリカのいずれでも好適に用いることができる。疎水性無機微粒子の平均粒径は、1〜5,000nmの範囲のものを用いるべきである。平均粒径1nmの未満の超微粒子は、市場からの入手が困難であり、またコストの面からも不利である。他方、平均粒径5,000nmを超えるものでは、ヒートシール性を阻害するおそれがあると共に、付着防止効果が低下するおそれがあるため不適である。好ましい平均粒径は3〜1000nm、特に好ましくは3〜500nmの範囲である。
【0058】
熱可塑性樹脂微粒子は、その材料が特に限定されるものではないが、熱封緘層(5)及び疎水性無機微粒子とのなじみが良く、容器本体の表面層と良好な接着性を有する熱可塑性樹脂を選択して用い、少なくとも該熱可塑性樹脂を主成分として含むものを用いることが望ましい。かかる熱可塑性樹脂を例示すれば、酢酸ビニル系樹脂、ポリオレフィン系樹脂、ポリエステル系樹脂、アクリル系樹脂、スチレン系樹脂等の単独重合体、または2種以上の共重合体等を挙示しうる。熱可塑性樹脂であるから、従来から蓋材の付着防止剤として良く使用されている分子量の小さいワックス類の使用は排除される。特に好ましい熱可塑性樹脂の種類としては、オレフィン系樹脂の1種または2種以上を少なくとも主成分として含む熱可塑性樹脂を用いることにより最も好ましい結果を得ることができる。
【0059】
更に具体的には、オレフィン系樹脂の具体例としてポリエチレン、ポリプロピレン、エチレン−不飽和エステル共重合体を挙げることができる。またエチレン−不飽和エステル共重合体としてエチレン−酢酸ビニル共重合体、酢酸ビニル−塩化ビニル共重合体、および酢酸ビニル−塩化ビニル−マレイン酸共重合体を挙げることができる。
【0060】
上記熱可塑性樹脂は、微粒子に粉砕または溶剤に溶解させた後微粒子として析出させた状態で使用する。熱可塑性樹脂微粒子の平均粒径は、1nm〜5000nmが好ましい。5000nmより大きい場合は、熱封緘層から脱落し易くなり好ましくない。1nmより小さい場合は、工業的に得難いという問題が生じる。好ましい平均粒径は、50nm〜1000nm、さらに好ましくは、100nm〜500nmである。
【0061】
熱可塑性樹脂微粒子は、一般的なプラスチックの粉砕機で粉砕できるが、粉砕時に樹脂を軟化溶融させないように低温状態に維持しうる冷却手段を具備する粉砕機を用いることが好ましい。
【0062】
次に、熱可塑性樹脂微粒子と疎水性微粒子との好ましい配合割合は、熱可塑性樹脂微粒子(固形分):疎水性無機微粒子の重量比において、0〜50重量%:100〜50重量%である。疎水性無機微粒子の配合量は、好ましくは50重量%以上含有されておれば、比較的良好な付着防止性能を得ることができる。熱可塑性樹脂微粒子を配合することで容器とのシール性、熱封緘性が良くなる点で好ましい。
【0063】
本発明に用いる付着防止蓋材の製造において、上記付着防止層(6)の形成方法もまた、蓋材の内容物付着防止性能に重大な影響をもつ。
【0064】
付着防止層(6)の形成は、液体分散媒中に疎水性無機微粒子、または熱可塑性樹脂微粒子と疎水性無機微粒子の所定量を均一に分散させてコート液を調製し、これを蓋材本体の熱封緘層の外面に塗布し、乾燥させることによって行われる。
【0065】
コート液の調製は、熱可塑性樹脂微粒子と疎水性無機微粒子を水または有機液体分散媒を用いて分散させて所定濃度のコロイド溶液とするものであるが、分散媒には特に極性基を有する有機分散媒を用いるのが好ましい。なかでもアルコール類の使用が好適であり、特にコスト、安全性、撥水性の発現効果等の面からメタノール又はエタノールの使用が好適である。極性基を有しない溶剤、たとえばトルエンを使用するときは、付着防止性能が損なわれることが判明している。その機序は未だ不明確であるが、熱封緘層のワックスがトルエンによって一部溶解し疎水性シリカ粒子との密着性が高くなりすぎることによるものと推測される。
【0066】
コート液の塗工は、公知の任意の方法を採用しうる。例えば、グラビアコート法、吹き付け、バーコート法等を任意に採用しうる。
【0067】
コート液の塗布量は、付着防止層の前記の厚みに応じて設定すればよいが、乾燥後重量で0.1〜5.0g/m2程度が好ましく、0.2〜1.2g/m2がより好ましく、更には0.4〜0.8g/m2の範囲に設定するのが最適である。0.1g/m2未満の場合には、内容物付着防止効果が不十分になるおそれがある。他方、5.0g/m2を超えるとコストアップを招くほか、微粒子の脱落の恐れが生じるため好ましくない。
【0068】
塗布後の乾燥工程も重要な要素をなす。もとより自然乾燥させても良いが、生産性、熱封緘層との密着性を高めるためには加熱乾燥させるべきであり、その場合の乾燥条件としては、温度80〜140℃、時間5〜30秒の範囲に設定するべきである。温度が上記下限値80℃より低いと乾燥工程に時間がかかり、時間が5秒未満では乾燥が不十分なものとなり、その後の取扱いにおいて付着防止層の部分的剥離や脱落を生じ易い。反面、乾燥温度を140℃を超える高い温度に設定したり、あるいは時間を30秒を超える時間に設定すると、殊に疎水性無機微粒子に疎水性乾式シリカを用いている場合、それのもつ疎水性、撥水性が損なわれ易い傾向がみられる。
【0069】
(容器本体)
容器本体(B)は、図2に示すように板紙を基材(12)としてその両面に熱可塑性樹脂層(13)(14)をコートした積層材料からなる胴部材(10)と底部材(11)とを組合わせて、有底カップ状に形成されたものである。胴部材(10)は、周壁がテーパー状に形成され、上端開口縁に蓋材(B)がヒートシールされるフランジ部(10a)を有する。胴部材(10)の内側の樹脂層(13)は、これが胴部材(10)の最内層(13A)を形成するものとなっており、従って、上記フランジ部(10a)の上面を覆って蓋材(A)に対するヒートシール層としての役割を担うものとなっている。
【0070】
尚、上記樹脂層(13)(14)の厚さは、最内層(13A)を形成する内側の樹脂層(13)が40μm程度に、外側の樹脂層(14)がその約半分の20μm程度に形成されるのが普通である。
【0071】
ところで、本発明においては、シール用蓋材(A)として、前記したような疎水性微粒子を主成分とする付着防止層(6)を有する特定構成の内容物付着防止蓋材(A)が用いられることとの関係において、容器本体(A)側の上記胴部材(10)の最内層樹脂層(13)の材料に格別の改善が加えられたものである。
【0072】
即ち、胴部材(10)の最内層(13A)が、密度0.880〜0.918g/cm3のポリエチレン、または該ポリエチレンを主成分とする混合樹脂組成物からなるものであって、かつ190℃におけるメルトフローレートが10g/10min以上である樹脂層(13)で構成されたものとされている。
【0073】
上記のポリエチレンは、JIS分類において低密度ポリエチレン(LDPE)ないし超底密度ポリエチレン(VLDPE)の部類に属するものであり、なかでも密度0.908〜0.916g/cm3の低密度高圧法ポリエチレンを用いるのが好適であり、更には密度0.890〜0.910g/cm3の超低密度直鎖状ポリエチレンを用いるのがより好適である。
【0074】
ポリエチレンの密度は、0.880g/cm3未満では、樹脂層(13)がべたつくものとなるため好ましくない。他方、密度が0.918g/cm3を超えるものでは、低温ヒートシール性が低下し、本発明の主眼とするヒートシール性能の十分な改善効果が期待できない。最も好ましい密度範囲は、概ね0.895〜0.910である。
【0075】
一方、最内層(13A)に用いる上記ポリエチレンは、流動性の比較的高いものであることが必要である。具体的には、190℃におけるメルトフローレート(MFR)が少なくとも10g/10min以上であることが必要である。MFRが10min未満では、ヒートシール時に付着防止層(6)の疎水性無機微粒子を最内層樹脂層(13)の内部に十分にかつ早目に取り込むことができず、ヒートシール性能の改善効果を十分な満足程度に達成することができない、一方、 50 g/10minを超えるようなあまり高いメルトフローレートのものでは、板紙への押出しコート時の成形加工性の低下、ヒートシール時の加圧力で樹脂が流れすぎ、良好なシール状態が得られないため好ましくない。好適なメルトフローレートの下限値は、15g/10min以上、更に好ましくは20g/10min以上である。
【0076】
一方、上記ポリエチレンは、融点(DSC法:JIS K6863に準拠)において85〜115℃のものを用いることが望ましい。85℃未満のものでは、ポリエチレンがべたつくなどの新たな問題が生じる恐れがあるため使用に適さない。逆に、115℃を超える高融点のものでは、低温ヒートシール性が阻害され、ヒートシール時の温度を高くする必要が生じ、蓋材(A)側の付着防止層が好ましくない熱履歴を受けるために、特に容器本体(B)のフランジ部(10a)周辺領域において蓋材(A)の付着防止性能が損なわれる。使用するポリエチレンの好ましい融点範囲は、90〜105℃の範囲である。
【0077】
最内層(13A)に使用する樹脂は、前記のような密度範囲のポリエチレンに、別途他の樹脂を加えてメルトフローレート、融点等を調整した混合樹脂組成物を用いるものとしても良い。この場合、使用するポリエチレンの密度は、ポリエチレン単独で用いる場合に較べて、比較的高めのものでも使用可能である。混合する他の樹脂成分の種類は、特に限定されるものではないが、エチレン-α−オレフィン共重合体エラストマー、酢酸ビニル含有量1〜20重量%のエチレン−酢酸ビニル共重合体を好適物として挙げることができる。これらの樹脂成分を混合した組成物を用いる場合においても、該混合樹脂組成物のメルトフローレートはポリエチレン単独の場合と同様10g/10min以上でなければならない。好ましいメルトフローレートの範囲も前記の場合と同様15g/10min以上、更に好ましくは20g/10min以上である。
【0078】
上記においては、容器本体として、厚紙基材の内外両面に樹脂層を積層した紙製のカップによる場合について説明したが、ポリスチレン、ポリプロピレン、ポリエチレン等の合成樹脂製のカップを用いるものとしても良い。その場合例えば、シートから容器を真空成形する場合にシートの容器内面側に上述した胴部材(10)の最内層(13A)に用いた樹脂層(13)と同様の樹脂層をヒートシール層として被覆形成する方法が例示でき、また、合成樹脂製容器本体の上端の、蓋材(A)がヒートシールされるフランジ部の上面のみに、上述した胴部材(10)の最内層(13A)に用いた樹脂層(13)と同様の樹脂層をヒートシール層として被覆形成するものとしても良い。
【0079】
(密封包装体)
本発明に係るヒートシール容器は、上記の容器本体(13)にヨーグルト、ジャム等の内容物を充填したのち、その上端開口部周縁のフランジ部(10a)に蓋材(A)をヒートシールして商品としての密封包装体を構成するものである。
【実施例】
【0080】
次に、本発明の効果を確認するために、その各種の実施例を比較例との対比において示す。
【0081】
(蓋材(A)の作製)
基材フィルム(2)として厚さ12μmのポリエチレンテレフタレートフィルムを用い、その片面に厚さ30μmのアルミニウム箔(3)をポリウレタン系ドライラミネート接着剤により貼合わせ、基材層(1)とした。
【0082】
次に、上記基材層(1)のアルミニウム箔(3)側の表面に上記同様の接着剤により、厚さ20μmのポリエチレンフィルムを積層接着して中間樹脂層(4)を形成し、更にその外側にグラビアコート法により熱封緘層(5)を形成した。これによって得られた基材層(1)/中間樹脂層(4)/熱封緘層(5)の積層体をもって蓋材本体とした。
【0083】
ここに、上記熱封緘層(5)としては、下記の材料配合による樹脂組成物を塗布量18g/m2の割合で塗工形成したものとした。
【0084】
ワックス・・・40重量部
融点104℃のポリエチレンワックス
【0085】
樹脂・・・40重量部
エチレン−酢酸ビニル共重合体(酢酸ビニル含有量26%)、融点76℃
【0086】
粘着付与剤・・・20重量部
石油系水添樹脂
【0087】
次いで、上記蓋材本体の熱封緘層(5)の外面に、下記の材料により、後記表1に示すような各種配合割合と塗布量による付着防止層(6)を形成した。
【0088】
疎水性無機微粒子(SP)
SP(I) :疎水性乾式シリカ 一次粒子平均粒径 7nm
SP(II) :疎水性湿式シリカ 平均粒径 2700nm
SP(III):疎水性湿式シリカ 平均粒径 3900nm
【0089】
熱可塑性樹脂微粒子(MP)
MP(I):エチレン−酢酸ビニル共重合体(酢酸ビニル20%、エチレン
80%、平均粒径 100nm)
MP(II):酢酸ビニル−塩化ビニル共重合体(酢酸ビニル20%、塩化ビニ
ル80%、平均粒径 100nm)
【0090】
ここに、上記付着防止層(6)の形成は、上記各疎水性無機微粒子(SP)、または疎水性無機微粒子(SP)と熱可塑性微粒子(MP)の両方をエタノール中に均一分散させてコート液を作製し、この各種コート液を蓋材本体の前記熱封緘層(5)の外面にグラビアコート法により塗布し、次いで100℃×15秒の乾燥条件で強制乾燥することによって行った。
【0091】
(容器本体(B)の作製)
厚紙を基材(12)とし、その内外両面に樹脂層(13)(14)をコートした積層材料を用い、テーパー筒状に成形した胴部材(10)の底部に底部材(11)を組み合わせてカップ状の紙製容器本体(B)を作製した。
【0092】
ここに、胴部材(10)の外面樹脂層(14)と底部材(11)の外面樹脂層は、いずれも密度 0.922 g/cm3のポリエチレンによる厚さ20μmのものとし、底部材(11)の内面樹脂層も同様のポリエチレンによる厚さ40μmのものとした。
【0093】
上記に対し、胴部材(10)の最内層(13A)を構成する内面側の樹脂層(13)については、下記の材料により、後記表1に示すような各種のポリエチレン、または各種配合割合のポリエチレンとエチレン−酢酸ビニル共重合体との混合樹脂組成物、あるいはポリエチレンとエラストマーとの混合樹脂組成物からなるものとした。樹脂層(13)の厚さはいずれも4μmに設定した。
【0094】
ポリエチレン(PE)
(1)高圧法低密度ポリエチレン
密度(g/cm3) MFR(g/10分:190℃) 融点(℃)
PE1: 0.912 12 102
PE2: 0.914 32 104
PE3: 0.917 20 105
PE4: 0.922 8 111
【0095】
(2)直鎖状低密度ポリエチレン
密度(g/cm3) MFR(g/10分:190℃) 融点(℃)
PE5: 0.910 11 114
PE6: 0.904 20 102
PE7: 0.898 17 91
PE8: 0.922 16 121
【0096】
エチレン−酢酸ビニル共重合体(EVA)
酢酸ビニル含有量 MFR(g/10分:190℃) 融点(℃)
EVA1: 10 20 91
EVA2: 6 17 101
EVA3: 1.5 10 113
EVA4: 15 2 89
【0097】
エチレン−ブテン共重合体エラストマー(EBR)
密度(g/cm3) MFR(g/10分:190℃) 融点(℃)
EBR1: 0.880 8 68
EBR2: 0.870 16 53
【0098】
(評価試験)
(1)容器シールでの付着防止性能
試料No.1〜3、5〜7、9〜14、16〜19の容器(口径88mm)と蓋材の組み合わせで、該容器に125gのアロエヨーグルト(森永乳業株式会社製 商標「森永アロエヨーグルト」)を入れた後、140℃×90kgf×1.0secのシール条件で蓋材をフランジ面上にヒートシールした。一方、上記同様のシール条件では封緘強度が弱い試料No.4、8、15については、150℃×90kgf×1.0secのシール条件で蓋材をフランジ面上にヒートシールした。
【0099】
次いでこれらの各試料を逆さに12時間保存した後、開封して蓋材の裏面のヨーグルトの付着状態を評価した。
【0100】
◎・・・ヨーグルトの付着なし
○・・・フランジ部にわずかな付着が見られる
×・・・フランジ部に付着がみられ。
【0101】
(2)シール性
(2)−1)封緘強度
試料No.1〜19の容器(口径88mm)と蓋材の組み合わせで、140℃×90kgf×1.0secのシール条件で容器本体のフランジ面上に蓋材をヒートシールした。
【0102】
そして、「封緘強度」は、乳及び乳製品の成分規格等に関する省令(昭和54年4月16日厚生省令第17号)の封緘強度試験法に準じて測定し、封緘強度が13.3kPa以上であるものを合格(◎印)、13.3kPa未満のものを不合格(×印)として判定した。
【0103】
(2)−2)開封強度
次に、「開封強度」は、上記のヒートシールした蓋材を仰角45°、100mm/分の速度で引っ張り、開封時の最大荷重を開封強度(N)とした。そして最適な開封強度の範囲を8〜15Nとし、この範囲内のものを合格(◎印)、範囲外のものを不合格(×印)として評価した。
【0104】
(2)−3)ヒートシール強度
試料No.1〜19の容器(口径88mm)と蓋材の組み合わせで、それぞれ15mm幅に切り出し、150℃×0.2MPa×1.0secのシール条件で両者をヒートシールした。次いで、この蓋材を180°の方向に100mm/分の速度で引っ張り、剥離時の最大荷重をヒートシール強度とした。
【0105】
そして、付着防止層を設けていない蓋材本体のままの蓋材におけるヒートシール強度(蓋材の耐剥離強度・密封性)を基準値として、ヒートシール強度の低下率または増加率を下記の基準で判定評価した。
【0106】
◎・・・強度低下又は増加10%未満
○・・・強度低下又は増加10%〜20%未満
×・・・強度低下又は増加20%以上
【0107】
上記(1)〜(2)の各評価試験の結果を、表2に示す。
【0108】
【表1】

【0109】
【表2】
【0110】
表2の「蓋材の付着防止性能」の試験結果に示すように、本発明によるヒートシール容器においては、容器本体へのヒートシール後のかなり苛酷な熱履歴をうけたのちの蓋材においても、該蓋材を僅かに傾けるだけでヨーグルト液滴が転がり移動を始める。このことは、ヨーグルト、プリン、ゼリー等の粘稠な液体成分を含むような内容物を充填した容器に蓋材を熱封緘したのちにおいても、該内容物に対し、蓋材裏面への該内容物の付着防止効果に優れたものであることを示す。また、「シール性」試験の結果に示すように、付着防止層の存在によって封緘強度、ヒートシール性(シール強度)及び易開封性をいずれも大きく損なうことなく、しかもそれらの安定性に優れたものとなしうることを確認し得た。
【符号の説明】
【0111】
A・・・蓋材
B・・・容器本体
1・・・基材層
2・・・基材フィルム
3・・・金属箔
5・・・熱封緘層
6・・・付着防止層
10・・・胴部材
10a・・フランジ部
11・・・底部材
12・・・厚紙
13・・・内面側樹脂層
13A・・最内層
【技術分野】
【0001】
本発明は、主として食品類の包装用容器に適用されるヒートシール容器、更に具体的には、ヨーグルト、ゼリー、プリン、ジャム等の包装用のカップ状ヒートシール容器に関する。
【背景技術】
【0002】
この種のヒートシール容器は、一般にポリエチレン/紙/ポリエチレンの積層材料によるカップ状の容器本体に対し、基材フィルムとアルミニウム箔との積層からなる基材層のアルミ箔面側に、中間樹脂層を介してヒートシール層、即ち熱封緘層を設けた蓋材が用いられ、該蓋材をヨーグルト等の被包装物を充填した容器本体の上面開口に被せて、周縁部を容器本体の上縁フランジ部上に熱融着することによって密封包装物を形成するものとなされている。
【0003】
そして、かかるヒートシール容器においては、使用する蓋材について良好なヒートシール性、密封性と、開封のための適当な易剥離性が求められるのと同時に、内容物の非付着性、即ち容器の内面側の蓋材裏面に内容物が付着するのを防止しうるものであることが望まれる。蓋材の裏面に内容物が付着すると、開封時に手指や衣服、あるいは周辺を汚すおそれがあると共に、内容物の棄損による無駄を生じ、あるいは付着物を剥がし取る手間がかかり、更には不潔感を催す等の不利益を生じるためである。
【0004】
そこで、従来、内容物付着防止性能を備えた蓋材について種々の提案がなされてきた。なかでも、下記特許文献1に示す先行提案技術は、熱封緘層の外面に付着防止層として、極めて微細な疎水性シリカ等の酸化物微粒子による三次元網目状構造の多孔質層を形成するというものであり、内容物付着防止効果の点で優れた効果を奏し得ることから、近時注目を浴びている。
【0005】
しかしながら、上記先行提案技術は、微細な疎水性無機微粒子層からなる付着防止層が、ヒートシール部において容器本体と蓋材の熱封緘層との間に介在する夾雑物となるため、ヒートシール性が損なわれる危惧がある。この点、上記先行特許文献1の記載では、疎水性無機微粒子はヒートシール時に溶融軟化する熱封緘層の中に入り込み、埋没してしまうことから、ヒートシール性を阻害しないものとされているが、付着防止層における疎水性無機微粒子の分布密度は、微粒子分散液の塗布工程において必然的にかなり大きなバラツキを生じ易い。このため、疎水性無機微粒子の塗布量の多い部分と少ない部分との間で封緘強度や開封強度が大きく異なるものとなり、強度分布が安定しないという新たな実用上の問題点が派生してきている。
【0006】
一方、このような問題点の解消ないし軽減のため、ヒートシール温度を高めに設定することで、疎水性無機微粒子を熱封緘層中に完全に取り込むものとするときは、ヒートシール時に蓋材が熱板から受けるいささか過酷な熱影響が増大して、内容物付着防止効果が損なわれるおそれがあり、特にヒートシール部周辺、即ち容器のフランジ部近傍領域において内容物付着防止効果が他の部分に較べて相対的に著しく低下してしまうことが懸念される。このため、蓋材の製造時及びヒートシール時の工程管理がいささか厄介であり、取扱いが困難であるという難点もあった。
【0007】
本発明者らは、上記のような問題点に対し、その解決方策について鋭意実験と研究を重ねたところ、付着防止層やその下地層側の熱封緘層の組成や組織構造による影響もさることながら、容器本体側のヒートシール部、即ち上縁フランジ部の上面にコートされているヒートシール層による影響も大きいことを見出すに至り、このような知見に基いて本発明を完成したものである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許第4348401号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、従来技術における上記のような問題点に鑑み、それらの改善をはかること、具体的には、疎水性無機微粒子による付着防止層を有する蓋材を適用する場面で、夾雑シール性、低温ヒートシール性を向上でき、安定した良好なヒートシール性能、封緘強度、易開封性を発現できると共に、付着防止層の熱影響による性能劣化を防止し、ヒートシール後も良好な内容物付着防止効果を保持しうる包装用ヒートシール容器を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、上記の目的を達成する手段として、[1]〜[11]項の手段を提示する。
【0011】
[1]容器本体とヒートシール用蓋材との組合せからなる包装用ヒートシール容器において、
前記蓋材は、熱封緘層の外面に疎水性無機微粒子を主成分とする内容物付着防止層が設けられた蓋材であり、
前記容器本体は、その胴部材の最内層が、密度0.880〜0.918g/cm3のポリエチレン、または該ポリエチレンを主成分とする混合樹脂組成物からなり、かつ190℃におけるメルトフローレートが10g/10min以上である樹脂層で構成されてなることを特徴とする包装用ヒートシール容器。
【0012】
[2]前記ポリエチレンが、密度0.908〜0.916g/cm3の高圧法ポリエチレンである前項[1]に記載の包装用ヒートシール容器。
【0013】
[3]前記ポリエチレンが、密度0.890〜0.910g/cm3の直鎖状ポリエチレンである前項[1]に記載の包装用ヒートシール容器。
【0014】
[4]前記ポリエチレンの融点が、85℃〜115℃である前項[1]に記載の包装用ヒートシール容器。
【0015】
[5]前記ポリエチレンの融点が、90℃〜105℃である前項[1]に記載の包装用ヒートシール容器。
【0016】
[6]前記容器本体の最内層が、前記ポリエチレンを主成分として、エチレン−αオレフィン共重合体エラストマー、または酢酸ビニル含有量1〜20重量%のエチレン−酢酸ビニル共重合体を1〜10重量%含む混合樹脂組成物からなる前項[1]〜[5]のいずれか1項に記載の包装用ヒートシール容器。
【0017】
[7]前記容器本体の最内層は、190℃におけるメルトフローレートが15g/10min以上の前記ポリエチレンまたは前記混合樹脂組成物からなる前項[1]〜[6]のいずれか1項に記載の包装用ヒートシール容器。
【0018】
[8]前記熱封緘層が、エチレン−不飽和エステル共重合体、ワックス、及び粘着付与剤を必須成分として含む樹脂組成物からなる前項[1]〜[7]のいずれか1項に記載の包装用ヒートシール容器。
【0019】
[9]前記内容物付着防止層における疎水性無機微粒子が、疎水性シリカである前項[1]〜[8]のいずれか1項に記載の包装用ヒートシール容器。
【0020】
[10]前記疎水性無機粒子は、平均粒径1〜5,000nmの疎水性シリカである前項[9]に記載の包装用ヒートシール容器。
【0021】
[11]前記内容物付着防止層が、疎水性無機微粒子と、熱可塑性樹脂微粒子との混合組成物からなる前項[1]〜[10]のいずれか1項に記載の包装用ヒートシール容器。
【発明の効果】
【0022】
本発明は、前記[1]項の構成において、熱封緘層の外面に疎水性シリカ等の疎水性無機微粒子による内容物付着防止層を形成したものであることにより、それ自体が前記特許文献1に記載されているような固有の優れた内容物付着防止性能を有する。
【0023】
一方、該蓋材がヒートシールされる容器本体側において、その胴部材の最内層、つまり容器本体のヒートシールされる開口部周縁のフランジ部ないし口縁部の上面層が、密度0.880〜0.918g/cm3の超低密度ポリエチレンないし低密度ポリエチレン、または該ポリエチレンを主成分とする混合樹脂組成物からなる樹脂層で構成され、しかも該樹脂層が190℃でのメルトフローレート(MFR:JIS K7210に準拠)10g/10min以上という比較的流動性の高いものとなされていることにより、安定した良好なヒートシール性能を発現しうる。即ち、塗布ムラにより付着防止層における疎水性無機微粒子の密度分布に多少のバラツキが生じていても、ヒートシール部の全周に亘ってシール強度、封緘強度、開封強度が安定したシール状態を実現できる。このような安定したヒートシール性能の発現は、従来一般的に採用されているこの種のヒートシール容器に較べ、容器本体側の低温ヒートシール性と樹脂の流動性が良好であることにより、容器本体と蓋材の熱封緘層との間に介在して夾雑物となる付着防止層の疎水性無機微粒子を、ヒートシール時に容器本体側の上記最内層の溶融樹脂層内に十分に取り込むことが可能となり、その結果上記熱封緘層によるヒートシール性能を大きく阻害しないことにより達成されるものと考えられる。
【0024】
また、容器本体側のヒートシール用の最内層において低温ヒートシール性が向上されることにより、相対的に蓋材側の熱封緘層の低温ヒートシール性を補うことができ、結果的に付着防止層の耐熱性を向上し、その付着防止性能の熱安定性を向上し得て、容器本体への封緘使用後においても上記の優れた内容物付着防止効果を良好に維持しうる。即ち、低温ヒートシール性の向上により、ヒートシール時に蓋材に過剰な高い熱負荷をかける必要がなくなることに加えて、蓋材側の熱封緘層を、たとえば比較的融点の高いワックスを成分中に用いることで軟化点を上げ、ヒートシール時に熱封緘層が早期かつ過度に溶融して高い流動性を発現するのを抑制ないし防止しうるものとなすことが可能になる。つまりヒートシール時に熱封緘層の溶融をやや遅らせることができ、また抑制することが可能になる。その結果、付着防止層の疎水性無機微粒子が、不本意に熱封緘層中に沈み込んだり、あるいは微粒子間の隙間に熱封緘層の溶融成分が毛細管現象で入り込んで上記隙間を埋めてしまうのを防止しうる。従って、上記微粒子の疎水性表面の露出面積の極端な減少を防いで、ヒートシールによる苛酷な熱履歴を受けたのちにおいても良好な内容物付着防止効果を維持しうる。
【0025】
上記のような効果は、前記[2]項に記載のような高圧法低密度ポリエチレンを用いることにより良好かつ確実に達成することができる。また、前記[3]項に記載のような直鎖状超低密度ポリエチレンを用いることにより更に一層良好に達成することができる。
【0026】
また、前記[4]項に記載のように融点が85℃〜115℃であるポリエチレンを採用することにより、前記[1]項の発明の効果を確実に享受できる。更には前記[5]項に記載のように融点が90〜105℃の低融点のポリエチレンを採用することにより、一層確実かつ良好に達成しうる。
【0027】
また、前記[6]項に記載のように、前記のポリエチレンを主成分として、これにエチレン−αオレフィン共重合体エラストマー、または酢酸ビニル含有量1〜20重量%のエチレン−酢酸ビニル共重合体を加えて、融点、メルトフローレートを調整した混合樹脂組成物を容器本体の最内層構成材料に用いることによっても、前記[1]項と同等の作用効果を達成できる。
【0028】
また、前記[7]項に記載のように、容器本体の最内層の樹脂層を、メルトフローレート15g/10min以上の一層流動性の高いものとすることにより、前記[1]項および[6]項による作用効果を一層良好に達成することができる。
【0029】
また、前記[8]項に記載のように、熱封緘層にエチレン−不飽和エステル共重合体、ワックス、及び粘着付与剤を必須成分として含む樹脂組成物を用いることにより、良好なヒートシール性、密封性、開封時のための適当な易剥離性を付与することができる。
【0030】
また、前記[9]項に記載のように、疎水性無機微粒子に疎水性シリカを選択使用するときは、市場から入手し易い比較的安価な材料をもって、優れた内容物付着防止効果を達成することができる。
【0031】
また、前記[10]項に記載のような平均粒径を有する疎水性無機微粒子を用いることにより、愈々市場から入手しやすい比較的安価な材料を用いて、前記のような内容物付着防止効果を一層確実に実現することができる。
【0032】
更にまた、前記[11]項に記載のように、付着防止層を主成分である疎水性無機微粒子と、熱可塑性樹脂微粒子との混合組成物からなるものとすることにより、熱可塑性樹脂微粒子によって疎水性無機微粒子相互間の結合力を補うと同時に、それの熱封緘層に対する密着性をも向上し、不本意な粒子の脱落、付着防止層の剥落を防いで長期に亘り安定した内容物付着防止効果を維持しうる。加えて、付着防止層への上記熱可塑性樹脂微粒子の含有により、これが熱封緘層のヒートシール性を補うべく作用し、疎水性無機微粒子群の介在にかかわらず蓋材の容器本体に対する良好で安定した、適度なヒートシール性、つまり易開封性と封緘性とが調和した好適な密封性を確保しうる。
【図面の簡単な説明】
【0033】
【図1】図1は本発明による内容物付着防止蓋材の積層構成の概要を示す断面図である。
【図2】図2は本発明によるヒートシール容器の構成部材を示す断面図である。
【発明を実施するための形態】
【0034】
本発明に係るヒートシール容器は、ヨーグルト、ジャム、ゼリー等の主として粘調質の流動性食品類の密封包装に用いられるものであり、カップ状の容器本体(B)と、これをシールするシート状蓋材(A)との組合わせからなる。
【0035】
先ず、説明の便宜上、上記蓋材(A)の構成から先に説明する。
【0036】
(内容物付着防止蓋材)
本発明に用いられる蓋材(A)は、図1に示すように基材フィルム層(2)と金属箔層(3)との積層からなる基材層(1)と、該基材層(1)の金属箔(3)側の外面、即ち施蓋使用時に容器本体の内部に向く側の面に中間樹脂層(4)を介して熱封緘層(5)が設けられている。上記の積層構成は従来の蓋材のそれと同様であり、基材層(1)と熱封緘層(5)とを含む積層体をここでは「蓋材本体」と呼称することとする。
【0037】
本発明による内容物付着防止蓋材は、上記蓋材本体の熱封緘層(5)の外面に、更に付加的に付着防止層(6)を有するものである。
【0038】
基材フィルム層(2)は、包装容器の表側に配置されるもので、その材料としては、ポリエステル、ポリエチレン、ポリプロピレン、ポリアミド、ポリカーボネート、ポリ塩化ビニル、セルロースアセテート、セロハンなどの単層または複合フィルム、あるいはこれらのフィルムを紙などにラミネートしたものなどを例示することができる。基材フィルム層(2)は通常適宜印刷(7)が施されて意匠性が付与される。
【0039】
金属箔層(3)は、ガスバリヤ性、遮光性などを付与するものであり、多くはアルミニウム箔が用いられる。特にヨーグルトの容器用の蓋材にあっては、遮光性、軽量性を満足するものとして厚さ5〜50μm程度のアルミニウム箔が好適に用いられる。また、基材フィルム層(2)との積層接着には一般的な接着剤が用いられる。
【0040】
なお、基材層(1)として、金属箔層(3)を使用せずに、シリカやアルミナ等の金属を基材フィルム層(2)に蒸着した金属蒸着フィルムを使用することも可能である。
【0041】
中間樹脂層(4)は、基材層(1)と熱封緘層(5)との間に介在して、蓋材に所定の剛性やヒートシール時のクッション性を付与するものであり、適宜必要に応じて設けられる。一般的には厚さ5〜40μmのポリエチレン、ポリプロピレン、エチレン(メタ)アクリル酸共重合体、エチレン(メタ)アクリル酸エステル共重合体等のオレフィン樹脂、ポリアミド、ポリエステル、ポリカーボネート、ポリ塩化ビニル等が用いられる。
【0042】
熱封緘層(5)は、中間層樹脂層(4)および容器側との接着性が良好なものでなくてはならない。本発明の好適な実施において該熱封緘層は、エチレン−不飽和エステル共重合体、ワックス、および粘着付与剤を必須成分として含有し、必要に応じて更にブロッキング防止剤や酸化防止剤等の添加剤を任意成分として含む樹脂組成物からなる。
【0043】
従来一般に汎用されている当該樹脂組成物は、その必須成分であるワックスとして、比較的低融点のものが用いられていた。例えば、最も一般的には融点65℃程度のパラフィンワックスが用いられており、比較的高い融点のポリエチレンワックスでもせいぜい融点75℃程度のものが用いられるにすぎなかった。
【0044】
さらに上記樹脂組成物は、一般的には軟化点65℃〜90℃程度のものが用いられていた。
【0045】
このような技術的背景下において、本発明の好適な実施においては、上記樹脂組成物の必須成分の1つであるワックスとして、特に融点80℃以上、好ましくは90℃以上、更に好ましくは100℃以上のものを用い、樹脂組成物の軟化点を90℃以上、好ましくは100℃以上とすることが望ましい。このような比較的高融点のワックスを含有することで軟化点を高く設定した樹脂組成物を熱封緘層に用いることにより、前述したように熱封緘層の外面側に付加形成される疎水性無機微粒子による付着防止層の撥水性、ひいては付着防止性の熱安定性を一層向上しうる。
【0046】
しかしながら、あまりに融点の高すぎるワックスの使用は、樹脂組成物の粘度が高くなり加工適性が低下する恐れがあり、熱封緘層の安定した良好なヒートシール性を阻害する恐れがあるため、融点130℃以下のものを使用すべきである。好ましくは融点120℃以下、更に好ましくは110℃以下のものを用いることが望ましい。
【0047】
さらに、上記樹脂組成物の軟化点は、ワックス以外の他の成分に、融点又は軟化点の高いものを使用することで上記軟化点を上げることも可能であるが、ワックスの融点を前述の通りとして、樹脂組成物の軟化点を90℃以上に設定することで最も簡易にかつ確実に所期効果を実現することができる。
【0048】
樹脂の融点を上げることで樹脂組成物の軟化点を上げても、流動性の高い低融点のワックスが容易に溶け、付着防止層の疎水性微粒子間に入り込んで付着防止効果を低下させるため、付着防止効果の熱安定性に十分な改善効果を期待することが困難である。
【0049】
また、あまりに軟化点の高すぎる樹脂組成物の使用は、熱封緘層の加工性や安定した良好なヒートシール性を阻害するおそれがあるため、軟化点160℃以下のものを使用すべきである。好ましくは軟化点140℃以下、更に好ましくは120℃以下のものを用いることが望ましい。
【0050】
熱封緘層の主成分であるエチレン−不飽和エステル共重合体は、その不飽和エステル単量体として、アクリル酸メチル、アクリル酸エチル、メタクリル酸メチル等の不飽和カルボン酸エステル、酢酸ビニルのようなビニルエステル等を用いることができるが、なかでも特に酢酸ビニル、メタクリル酸メチルの採用が好適である。
【0051】
また、上記エチレン−不飽和エステル共重合体は、融点が70〜100℃の範囲のものを用いることが好ましい。これが70℃未満のものでは、熱封緘層のシール温度が低すぎるために付着防止層の付着防止効果の熱安定性が低下するおそれがある。逆に、100℃を超えるものでは、低温ヒートシール性が阻害され、シール速度が遅くなって実際の内容物充填シール時の作業能率が低下する。最も好ましくは、融点75〜95℃の範囲である。
【0052】
また、樹脂組成物中の他の主要成分であるワックスとしては、パラフィンワックス、マイクロクリスタリンワックス、モンタンワックス、フィッシャートロプシュワックス、ポリエチレンワックス、ポリプロピレンワックス、カルナバワックス、変性ワックス等が挙げられるが、さらに好ましくはポリエチレンワックスである。
【0053】
さらに、粘着付与剤としては、ロジン、ロジン誘導体(水素化ロジン、不均化ロジン、ロジンエステル)、脂環族系石油樹脂、芳香族系石油樹脂、共重合系石油樹脂あるいはそれらの水添付加されたもの、テルペン樹脂(α−ピネン、β−ピネン)等が挙げられるが、好ましくは芳香族系石油樹脂の水添付加されたものを用いるのが最適である。
【0054】
また、樹脂組成物の各成分の配合組成比は、軟化点、溶融粘度、低温ヒートシール性、ヒートシール強度、開封強度等を考慮して、設定する必要があるが、好ましくは、エチレン−不飽和エステル共重合体を30〜50wt%、好ましくは35〜45wt%、ワックスを30〜50wt%、好ましくは35〜45wt%、粘着付与剤を5〜25wt%、好ましくは15〜25wt%に設定することで、良好なヒートシール性、密封性、開封時のための適当な易剥離性と内容物付着防止効果の熱安定性の向上を達成できる。即ち、エチレン−不飽和エステル共重合体の配合量が30wt%未満の樹脂組成物では、十分なシール強度が得られない。逆に50wt%を超えると、シール強度が大きくなりすぎてシール蓋の易開封性が損なわれる。またワックスの配合量が30wt%未満では、ホットメルト樹脂組成物のコーティング適性(加工適性)が損なわれると共に、易開封性が損なわれる。一方、50wt%を超えると、十分なシール強度が得られない。また、粘着付与剤は、その配合量が5wt%未満では十分なシール強度を得ることが困難であり、逆に25wt%を超えて過多に含有すると、付着防止層の付着防止効果が低下するおそれがある。
【0055】
熱封緘層の厚みは特に限定されるものではないが、コスト、密封性、生産性等の点から、厚さ3〜100μm程度とするのが一般的であり、好適には、10〜50μmの範囲とするのが良い。
【0056】
付着防止層(6)は、疎水性無機微粒子、または熱可塑性樹脂微粒子と疎水性無機微粒子との混合組成物からなるものである。
【0057】
疎水性無機微粒子は、蓋材の内容物付着防止性能の支配的役割を担うものであり、20mN/m以上の表面エネルギーを有する疎水性物質からなるものであればその材料は特に限定されない。具体的に例示すれば、疎水性のシリカ、アルミナ、酸化カルシウム、炭酸カルシウム、硫酸カルシウム、ケイ酸カルシウム等の疎水性無機微粒子を挙げることができる。なかでも、疎水性能、コスト、超微粒子材料の市場からの入手のし易さ等の観点から、疎水性シリカやアルミナの使用が好適である。疎水性シリカは、乾式法シリカ及び湿式法シリカのいずれでも好適に用いることができる。疎水性無機微粒子の平均粒径は、1〜5,000nmの範囲のものを用いるべきである。平均粒径1nmの未満の超微粒子は、市場からの入手が困難であり、またコストの面からも不利である。他方、平均粒径5,000nmを超えるものでは、ヒートシール性を阻害するおそれがあると共に、付着防止効果が低下するおそれがあるため不適である。好ましい平均粒径は3〜1000nm、特に好ましくは3〜500nmの範囲である。
【0058】
熱可塑性樹脂微粒子は、その材料が特に限定されるものではないが、熱封緘層(5)及び疎水性無機微粒子とのなじみが良く、容器本体の表面層と良好な接着性を有する熱可塑性樹脂を選択して用い、少なくとも該熱可塑性樹脂を主成分として含むものを用いることが望ましい。かかる熱可塑性樹脂を例示すれば、酢酸ビニル系樹脂、ポリオレフィン系樹脂、ポリエステル系樹脂、アクリル系樹脂、スチレン系樹脂等の単独重合体、または2種以上の共重合体等を挙示しうる。熱可塑性樹脂であるから、従来から蓋材の付着防止剤として良く使用されている分子量の小さいワックス類の使用は排除される。特に好ましい熱可塑性樹脂の種類としては、オレフィン系樹脂の1種または2種以上を少なくとも主成分として含む熱可塑性樹脂を用いることにより最も好ましい結果を得ることができる。
【0059】
更に具体的には、オレフィン系樹脂の具体例としてポリエチレン、ポリプロピレン、エチレン−不飽和エステル共重合体を挙げることができる。またエチレン−不飽和エステル共重合体としてエチレン−酢酸ビニル共重合体、酢酸ビニル−塩化ビニル共重合体、および酢酸ビニル−塩化ビニル−マレイン酸共重合体を挙げることができる。
【0060】
上記熱可塑性樹脂は、微粒子に粉砕または溶剤に溶解させた後微粒子として析出させた状態で使用する。熱可塑性樹脂微粒子の平均粒径は、1nm〜5000nmが好ましい。5000nmより大きい場合は、熱封緘層から脱落し易くなり好ましくない。1nmより小さい場合は、工業的に得難いという問題が生じる。好ましい平均粒径は、50nm〜1000nm、さらに好ましくは、100nm〜500nmである。
【0061】
熱可塑性樹脂微粒子は、一般的なプラスチックの粉砕機で粉砕できるが、粉砕時に樹脂を軟化溶融させないように低温状態に維持しうる冷却手段を具備する粉砕機を用いることが好ましい。
【0062】
次に、熱可塑性樹脂微粒子と疎水性微粒子との好ましい配合割合は、熱可塑性樹脂微粒子(固形分):疎水性無機微粒子の重量比において、0〜50重量%:100〜50重量%である。疎水性無機微粒子の配合量は、好ましくは50重量%以上含有されておれば、比較的良好な付着防止性能を得ることができる。熱可塑性樹脂微粒子を配合することで容器とのシール性、熱封緘性が良くなる点で好ましい。
【0063】
本発明に用いる付着防止蓋材の製造において、上記付着防止層(6)の形成方法もまた、蓋材の内容物付着防止性能に重大な影響をもつ。
【0064】
付着防止層(6)の形成は、液体分散媒中に疎水性無機微粒子、または熱可塑性樹脂微粒子と疎水性無機微粒子の所定量を均一に分散させてコート液を調製し、これを蓋材本体の熱封緘層の外面に塗布し、乾燥させることによって行われる。
【0065】
コート液の調製は、熱可塑性樹脂微粒子と疎水性無機微粒子を水または有機液体分散媒を用いて分散させて所定濃度のコロイド溶液とするものであるが、分散媒には特に極性基を有する有機分散媒を用いるのが好ましい。なかでもアルコール類の使用が好適であり、特にコスト、安全性、撥水性の発現効果等の面からメタノール又はエタノールの使用が好適である。極性基を有しない溶剤、たとえばトルエンを使用するときは、付着防止性能が損なわれることが判明している。その機序は未だ不明確であるが、熱封緘層のワックスがトルエンによって一部溶解し疎水性シリカ粒子との密着性が高くなりすぎることによるものと推測される。
【0066】
コート液の塗工は、公知の任意の方法を採用しうる。例えば、グラビアコート法、吹き付け、バーコート法等を任意に採用しうる。
【0067】
コート液の塗布量は、付着防止層の前記の厚みに応じて設定すればよいが、乾燥後重量で0.1〜5.0g/m2程度が好ましく、0.2〜1.2g/m2がより好ましく、更には0.4〜0.8g/m2の範囲に設定するのが最適である。0.1g/m2未満の場合には、内容物付着防止効果が不十分になるおそれがある。他方、5.0g/m2を超えるとコストアップを招くほか、微粒子の脱落の恐れが生じるため好ましくない。
【0068】
塗布後の乾燥工程も重要な要素をなす。もとより自然乾燥させても良いが、生産性、熱封緘層との密着性を高めるためには加熱乾燥させるべきであり、その場合の乾燥条件としては、温度80〜140℃、時間5〜30秒の範囲に設定するべきである。温度が上記下限値80℃より低いと乾燥工程に時間がかかり、時間が5秒未満では乾燥が不十分なものとなり、その後の取扱いにおいて付着防止層の部分的剥離や脱落を生じ易い。反面、乾燥温度を140℃を超える高い温度に設定したり、あるいは時間を30秒を超える時間に設定すると、殊に疎水性無機微粒子に疎水性乾式シリカを用いている場合、それのもつ疎水性、撥水性が損なわれ易い傾向がみられる。
【0069】
(容器本体)
容器本体(B)は、図2に示すように板紙を基材(12)としてその両面に熱可塑性樹脂層(13)(14)をコートした積層材料からなる胴部材(10)と底部材(11)とを組合わせて、有底カップ状に形成されたものである。胴部材(10)は、周壁がテーパー状に形成され、上端開口縁に蓋材(B)がヒートシールされるフランジ部(10a)を有する。胴部材(10)の内側の樹脂層(13)は、これが胴部材(10)の最内層(13A)を形成するものとなっており、従って、上記フランジ部(10a)の上面を覆って蓋材(A)に対するヒートシール層としての役割を担うものとなっている。
【0070】
尚、上記樹脂層(13)(14)の厚さは、最内層(13A)を形成する内側の樹脂層(13)が40μm程度に、外側の樹脂層(14)がその約半分の20μm程度に形成されるのが普通である。
【0071】
ところで、本発明においては、シール用蓋材(A)として、前記したような疎水性微粒子を主成分とする付着防止層(6)を有する特定構成の内容物付着防止蓋材(A)が用いられることとの関係において、容器本体(A)側の上記胴部材(10)の最内層樹脂層(13)の材料に格別の改善が加えられたものである。
【0072】
即ち、胴部材(10)の最内層(13A)が、密度0.880〜0.918g/cm3のポリエチレン、または該ポリエチレンを主成分とする混合樹脂組成物からなるものであって、かつ190℃におけるメルトフローレートが10g/10min以上である樹脂層(13)で構成されたものとされている。
【0073】
上記のポリエチレンは、JIS分類において低密度ポリエチレン(LDPE)ないし超底密度ポリエチレン(VLDPE)の部類に属するものであり、なかでも密度0.908〜0.916g/cm3の低密度高圧法ポリエチレンを用いるのが好適であり、更には密度0.890〜0.910g/cm3の超低密度直鎖状ポリエチレンを用いるのがより好適である。
【0074】
ポリエチレンの密度は、0.880g/cm3未満では、樹脂層(13)がべたつくものとなるため好ましくない。他方、密度が0.918g/cm3を超えるものでは、低温ヒートシール性が低下し、本発明の主眼とするヒートシール性能の十分な改善効果が期待できない。最も好ましい密度範囲は、概ね0.895〜0.910である。
【0075】
一方、最内層(13A)に用いる上記ポリエチレンは、流動性の比較的高いものであることが必要である。具体的には、190℃におけるメルトフローレート(MFR)が少なくとも10g/10min以上であることが必要である。MFRが10min未満では、ヒートシール時に付着防止層(6)の疎水性無機微粒子を最内層樹脂層(13)の内部に十分にかつ早目に取り込むことができず、ヒートシール性能の改善効果を十分な満足程度に達成することができない、一方、 50 g/10minを超えるようなあまり高いメルトフローレートのものでは、板紙への押出しコート時の成形加工性の低下、ヒートシール時の加圧力で樹脂が流れすぎ、良好なシール状態が得られないため好ましくない。好適なメルトフローレートの下限値は、15g/10min以上、更に好ましくは20g/10min以上である。
【0076】
一方、上記ポリエチレンは、融点(DSC法:JIS K6863に準拠)において85〜115℃のものを用いることが望ましい。85℃未満のものでは、ポリエチレンがべたつくなどの新たな問題が生じる恐れがあるため使用に適さない。逆に、115℃を超える高融点のものでは、低温ヒートシール性が阻害され、ヒートシール時の温度を高くする必要が生じ、蓋材(A)側の付着防止層が好ましくない熱履歴を受けるために、特に容器本体(B)のフランジ部(10a)周辺領域において蓋材(A)の付着防止性能が損なわれる。使用するポリエチレンの好ましい融点範囲は、90〜105℃の範囲である。
【0077】
最内層(13A)に使用する樹脂は、前記のような密度範囲のポリエチレンに、別途他の樹脂を加えてメルトフローレート、融点等を調整した混合樹脂組成物を用いるものとしても良い。この場合、使用するポリエチレンの密度は、ポリエチレン単独で用いる場合に較べて、比較的高めのものでも使用可能である。混合する他の樹脂成分の種類は、特に限定されるものではないが、エチレン-α−オレフィン共重合体エラストマー、酢酸ビニル含有量1〜20重量%のエチレン−酢酸ビニル共重合体を好適物として挙げることができる。これらの樹脂成分を混合した組成物を用いる場合においても、該混合樹脂組成物のメルトフローレートはポリエチレン単独の場合と同様10g/10min以上でなければならない。好ましいメルトフローレートの範囲も前記の場合と同様15g/10min以上、更に好ましくは20g/10min以上である。
【0078】
上記においては、容器本体として、厚紙基材の内外両面に樹脂層を積層した紙製のカップによる場合について説明したが、ポリスチレン、ポリプロピレン、ポリエチレン等の合成樹脂製のカップを用いるものとしても良い。その場合例えば、シートから容器を真空成形する場合にシートの容器内面側に上述した胴部材(10)の最内層(13A)に用いた樹脂層(13)と同様の樹脂層をヒートシール層として被覆形成する方法が例示でき、また、合成樹脂製容器本体の上端の、蓋材(A)がヒートシールされるフランジ部の上面のみに、上述した胴部材(10)の最内層(13A)に用いた樹脂層(13)と同様の樹脂層をヒートシール層として被覆形成するものとしても良い。
【0079】
(密封包装体)
本発明に係るヒートシール容器は、上記の容器本体(13)にヨーグルト、ジャム等の内容物を充填したのち、その上端開口部周縁のフランジ部(10a)に蓋材(A)をヒートシールして商品としての密封包装体を構成するものである。
【実施例】
【0080】
次に、本発明の効果を確認するために、その各種の実施例を比較例との対比において示す。
【0081】
(蓋材(A)の作製)
基材フィルム(2)として厚さ12μmのポリエチレンテレフタレートフィルムを用い、その片面に厚さ30μmのアルミニウム箔(3)をポリウレタン系ドライラミネート接着剤により貼合わせ、基材層(1)とした。
【0082】
次に、上記基材層(1)のアルミニウム箔(3)側の表面に上記同様の接着剤により、厚さ20μmのポリエチレンフィルムを積層接着して中間樹脂層(4)を形成し、更にその外側にグラビアコート法により熱封緘層(5)を形成した。これによって得られた基材層(1)/中間樹脂層(4)/熱封緘層(5)の積層体をもって蓋材本体とした。
【0083】
ここに、上記熱封緘層(5)としては、下記の材料配合による樹脂組成物を塗布量18g/m2の割合で塗工形成したものとした。
【0084】
ワックス・・・40重量部
融点104℃のポリエチレンワックス
【0085】
樹脂・・・40重量部
エチレン−酢酸ビニル共重合体(酢酸ビニル含有量26%)、融点76℃
【0086】
粘着付与剤・・・20重量部
石油系水添樹脂
【0087】
次いで、上記蓋材本体の熱封緘層(5)の外面に、下記の材料により、後記表1に示すような各種配合割合と塗布量による付着防止層(6)を形成した。
【0088】
疎水性無機微粒子(SP)
SP(I) :疎水性乾式シリカ 一次粒子平均粒径 7nm
SP(II) :疎水性湿式シリカ 平均粒径 2700nm
SP(III):疎水性湿式シリカ 平均粒径 3900nm
【0089】
熱可塑性樹脂微粒子(MP)
MP(I):エチレン−酢酸ビニル共重合体(酢酸ビニル20%、エチレン
80%、平均粒径 100nm)
MP(II):酢酸ビニル−塩化ビニル共重合体(酢酸ビニル20%、塩化ビニ
ル80%、平均粒径 100nm)
【0090】
ここに、上記付着防止層(6)の形成は、上記各疎水性無機微粒子(SP)、または疎水性無機微粒子(SP)と熱可塑性微粒子(MP)の両方をエタノール中に均一分散させてコート液を作製し、この各種コート液を蓋材本体の前記熱封緘層(5)の外面にグラビアコート法により塗布し、次いで100℃×15秒の乾燥条件で強制乾燥することによって行った。
【0091】
(容器本体(B)の作製)
厚紙を基材(12)とし、その内外両面に樹脂層(13)(14)をコートした積層材料を用い、テーパー筒状に成形した胴部材(10)の底部に底部材(11)を組み合わせてカップ状の紙製容器本体(B)を作製した。
【0092】
ここに、胴部材(10)の外面樹脂層(14)と底部材(11)の外面樹脂層は、いずれも密度 0.922 g/cm3のポリエチレンによる厚さ20μmのものとし、底部材(11)の内面樹脂層も同様のポリエチレンによる厚さ40μmのものとした。
【0093】
上記に対し、胴部材(10)の最内層(13A)を構成する内面側の樹脂層(13)については、下記の材料により、後記表1に示すような各種のポリエチレン、または各種配合割合のポリエチレンとエチレン−酢酸ビニル共重合体との混合樹脂組成物、あるいはポリエチレンとエラストマーとの混合樹脂組成物からなるものとした。樹脂層(13)の厚さはいずれも4μmに設定した。
【0094】
ポリエチレン(PE)
(1)高圧法低密度ポリエチレン
密度(g/cm3) MFR(g/10分:190℃) 融点(℃)
PE1: 0.912 12 102
PE2: 0.914 32 104
PE3: 0.917 20 105
PE4: 0.922 8 111
【0095】
(2)直鎖状低密度ポリエチレン
密度(g/cm3) MFR(g/10分:190℃) 融点(℃)
PE5: 0.910 11 114
PE6: 0.904 20 102
PE7: 0.898 17 91
PE8: 0.922 16 121
【0096】
エチレン−酢酸ビニル共重合体(EVA)
酢酸ビニル含有量 MFR(g/10分:190℃) 融点(℃)
EVA1: 10 20 91
EVA2: 6 17 101
EVA3: 1.5 10 113
EVA4: 15 2 89
【0097】
エチレン−ブテン共重合体エラストマー(EBR)
密度(g/cm3) MFR(g/10分:190℃) 融点(℃)
EBR1: 0.880 8 68
EBR2: 0.870 16 53
【0098】
(評価試験)
(1)容器シールでの付着防止性能
試料No.1〜3、5〜7、9〜14、16〜19の容器(口径88mm)と蓋材の組み合わせで、該容器に125gのアロエヨーグルト(森永乳業株式会社製 商標「森永アロエヨーグルト」)を入れた後、140℃×90kgf×1.0secのシール条件で蓋材をフランジ面上にヒートシールした。一方、上記同様のシール条件では封緘強度が弱い試料No.4、8、15については、150℃×90kgf×1.0secのシール条件で蓋材をフランジ面上にヒートシールした。
【0099】
次いでこれらの各試料を逆さに12時間保存した後、開封して蓋材の裏面のヨーグルトの付着状態を評価した。
【0100】
◎・・・ヨーグルトの付着なし
○・・・フランジ部にわずかな付着が見られる
×・・・フランジ部に付着がみられ。
【0101】
(2)シール性
(2)−1)封緘強度
試料No.1〜19の容器(口径88mm)と蓋材の組み合わせで、140℃×90kgf×1.0secのシール条件で容器本体のフランジ面上に蓋材をヒートシールした。
【0102】
そして、「封緘強度」は、乳及び乳製品の成分規格等に関する省令(昭和54年4月16日厚生省令第17号)の封緘強度試験法に準じて測定し、封緘強度が13.3kPa以上であるものを合格(◎印)、13.3kPa未満のものを不合格(×印)として判定した。
【0103】
(2)−2)開封強度
次に、「開封強度」は、上記のヒートシールした蓋材を仰角45°、100mm/分の速度で引っ張り、開封時の最大荷重を開封強度(N)とした。そして最適な開封強度の範囲を8〜15Nとし、この範囲内のものを合格(◎印)、範囲外のものを不合格(×印)として評価した。
【0104】
(2)−3)ヒートシール強度
試料No.1〜19の容器(口径88mm)と蓋材の組み合わせで、それぞれ15mm幅に切り出し、150℃×0.2MPa×1.0secのシール条件で両者をヒートシールした。次いで、この蓋材を180°の方向に100mm/分の速度で引っ張り、剥離時の最大荷重をヒートシール強度とした。
【0105】
そして、付着防止層を設けていない蓋材本体のままの蓋材におけるヒートシール強度(蓋材の耐剥離強度・密封性)を基準値として、ヒートシール強度の低下率または増加率を下記の基準で判定評価した。
【0106】
◎・・・強度低下又は増加10%未満
○・・・強度低下又は増加10%〜20%未満
×・・・強度低下又は増加20%以上
【0107】
上記(1)〜(2)の各評価試験の結果を、表2に示す。
【0108】
【表1】
【0109】
【表2】
【0110】
表2の「蓋材の付着防止性能」の試験結果に示すように、本発明によるヒートシール容器においては、容器本体へのヒートシール後のかなり苛酷な熱履歴をうけたのちの蓋材においても、該蓋材を僅かに傾けるだけでヨーグルト液滴が転がり移動を始める。このことは、ヨーグルト、プリン、ゼリー等の粘稠な液体成分を含むような内容物を充填した容器に蓋材を熱封緘したのちにおいても、該内容物に対し、蓋材裏面への該内容物の付着防止効果に優れたものであることを示す。また、「シール性」試験の結果に示すように、付着防止層の存在によって封緘強度、ヒートシール性(シール強度)及び易開封性をいずれも大きく損なうことなく、しかもそれらの安定性に優れたものとなしうることを確認し得た。
【符号の説明】
【0111】
A・・・蓋材
B・・・容器本体
1・・・基材層
2・・・基材フィルム
3・・・金属箔
5・・・熱封緘層
6・・・付着防止層
10・・・胴部材
10a・・フランジ部
11・・・底部材
12・・・厚紙
13・・・内面側樹脂層
13A・・最内層
【特許請求の範囲】
【請求項1】
容器本体とヒートシール用蓋材との組合せからなる包装用ヒートシール容器において、
前記蓋材は、熱封緘層の外面に疎水性無機微粒子を主成分とする内容物付着防止層が設けられた蓋材であり、
前記容器本体は、その胴部材の最内層が、密度0.880〜0.918g/cm3のポリエチレン、または該ポリエチレンを主成分とする混合樹脂組成物からなり、かつ190℃におけるメルトフローレートが10g/10min以上である樹脂層で構成されてなることを特徴とする包装用ヒートシール容器。
【請求項2】
前記ポリエチレンが、密度0.908〜0.916g/cm3の高圧法ポリエチレンである請求項1に記載の包装用ヒートシール容器。
【請求項3】
前記ポリエチレンが、密度0.890〜0.910g/cm3の直鎖状ポリエチレンである請求項1に記載の包装用ヒートシール容器。
【請求項4】
前記ポリエチレンの融点が、85℃〜115℃である請求項1に記載の包装用ヒートシール容器。
【請求項5】
前記ポリエチレンの融点が、90℃〜105℃である請求項1に記載の包装用ヒートシール容器。
【請求項6】
前記容器本体の最内層が、前記ポリエチレンを主成分として、エチレン−αオレフィン共重合体エラストマー、または酢酸ビニル含有量1〜20重量%のエチレン−酢酸ビニル共重合体を1〜10重量%含む混合樹脂組成物からなる請求項1〜5のいずれか1項に記載の包装用ヒートシール容器。
【請求項7】
前記容器本体の最内層は、190℃におけるメルトフローレートが15g/10min以上の前記ポリエチレンまたは前記混合樹脂組成物からなる請求項1〜6のいずれか1項に記載の包装用ヒートシール容器。
【請求項8】
前記熱封緘層が、エチレン−不飽和エステル共重合体、ワックス、及び粘着付与剤を必須成分として含む樹脂組成物からなる請求項1〜7のいずれか1項に記載の包装用ヒートシール容器。
【請求項9】
前記内容物付着防止層における疎水性無機微粒子が、疎水性シリカである請求項1〜8のいずれか1項に記載の包装用ヒートシール容器。
【請求項10】
前記疎水性無機粒子は、平均粒径1〜5,000nmの疎水性シリカである請求項9に記載の包装用ヒートシール容器。
【請求項11】
前記内容物付着防止層が、疎水性無機微粒子と、熱可塑性樹脂微粒子との混合組成物からなる請求項1〜10のいずれか1項に記載の包装用ヒートシール容器。
【請求項1】
容器本体とヒートシール用蓋材との組合せからなる包装用ヒートシール容器において、
前記蓋材は、熱封緘層の外面に疎水性無機微粒子を主成分とする内容物付着防止層が設けられた蓋材であり、
前記容器本体は、その胴部材の最内層が、密度0.880〜0.918g/cm3のポリエチレン、または該ポリエチレンを主成分とする混合樹脂組成物からなり、かつ190℃におけるメルトフローレートが10g/10min以上である樹脂層で構成されてなることを特徴とする包装用ヒートシール容器。
【請求項2】
前記ポリエチレンが、密度0.908〜0.916g/cm3の高圧法ポリエチレンである請求項1に記載の包装用ヒートシール容器。
【請求項3】
前記ポリエチレンが、密度0.890〜0.910g/cm3の直鎖状ポリエチレンである請求項1に記載の包装用ヒートシール容器。
【請求項4】
前記ポリエチレンの融点が、85℃〜115℃である請求項1に記載の包装用ヒートシール容器。
【請求項5】
前記ポリエチレンの融点が、90℃〜105℃である請求項1に記載の包装用ヒートシール容器。
【請求項6】
前記容器本体の最内層が、前記ポリエチレンを主成分として、エチレン−αオレフィン共重合体エラストマー、または酢酸ビニル含有量1〜20重量%のエチレン−酢酸ビニル共重合体を1〜10重量%含む混合樹脂組成物からなる請求項1〜5のいずれか1項に記載の包装用ヒートシール容器。
【請求項7】
前記容器本体の最内層は、190℃におけるメルトフローレートが15g/10min以上の前記ポリエチレンまたは前記混合樹脂組成物からなる請求項1〜6のいずれか1項に記載の包装用ヒートシール容器。
【請求項8】
前記熱封緘層が、エチレン−不飽和エステル共重合体、ワックス、及び粘着付与剤を必須成分として含む樹脂組成物からなる請求項1〜7のいずれか1項に記載の包装用ヒートシール容器。
【請求項9】
前記内容物付着防止層における疎水性無機微粒子が、疎水性シリカである請求項1〜8のいずれか1項に記載の包装用ヒートシール容器。
【請求項10】
前記疎水性無機粒子は、平均粒径1〜5,000nmの疎水性シリカである請求項9に記載の包装用ヒートシール容器。
【請求項11】
前記内容物付着防止層が、疎水性無機微粒子と、熱可塑性樹脂微粒子との混合組成物からなる請求項1〜10のいずれか1項に記載の包装用ヒートシール容器。
【図1】

【図2】
【図2】
【公開番号】特開2012−171668(P2012−171668A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2011−36961(P2011−36961)
【出願日】平成23年2月23日(2011.2.23)
【出願人】(501428187)昭和電工パッケージング株式会社 (110)
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成23年2月23日(2011.2.23)
【出願人】(501428187)昭和電工パッケージング株式会社 (110)
【Fターム(参考)】
[ Back to top ]