
包装箱
【課題】胴膨れや座屈を効果的に抑制することができる包装箱を提供する。
【解決手段】ブランク20を折目線21a〜21gに従って折り曲げることにより、一対の長さ面11、12と、一対の幅面と、底面15及び天面16とを有する直方体の箱に形成される包装箱20において、各長さ面の上端縁の折目線21d、21eに、該折目線の両側に平行に2本の折目線211a、211bが形成された部分である複合折目線部211を所定の間隔を置いて複数設け、各長さ面の下端縁の折目線21f、21gに、該折目線の両側に平行に2本の折目線212a、212bが形成された部分である複合折目線部212を所定の間隔を置いて複数設け、各長さ面の上端縁の折目線の複合折目線部と、該長さ面の下端縁の折目線の複合折目線部とが、該長さ面の長さ方向に沿って交互に存在するようにする。
【解決手段】ブランク20を折目線21a〜21gに従って折り曲げることにより、一対の長さ面11、12と、一対の幅面と、底面15及び天面16とを有する直方体の箱に形成される包装箱20において、各長さ面の上端縁の折目線21d、21eに、該折目線の両側に平行に2本の折目線211a、211bが形成された部分である複合折目線部211を所定の間隔を置いて複数設け、各長さ面の下端縁の折目線21f、21gに、該折目線の両側に平行に2本の折目線212a、212bが形成された部分である複合折目線部212を所定の間隔を置いて複数設け、各長さ面の上端縁の折目線の複合折目線部と、該長さ面の下端縁の折目線の複合折目線部とが、該長さ面の長さ方向に沿って交互に存在するようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ブランクを折目線に従って折り曲げることにより形成される直方体の包装箱に関する。
【背景技術】
【0002】
従来、段ボールシートを打ち抜いて得られたブランクシート上に、配列されたびんや缶等の被包装物を載置し、ブランクシートを折目線に従って折り曲げることにより製品を包み込み、そしてフラップを接合することにより、製品を包装しながらケースを形成するようにしたラップアラウンドケースが知られている(たとえば特許文献1参照)。
【0003】
一般に、ラップアラウンドケースの場合、収納されるペットボトルや飲料缶等は容器自体の強度は高いが、ケースを積み上げたとき、上段側ケースの加重により、上段側ケースのボトル等の底部のへこみ部分に対応する上段側ケースの底面部分に対し、その下段側のケースのボトル等のキャップ部分に対応する下段側ケースの天面部分が食い込んでいく現象が発生する。そうすると、食い込みが生じた分だけケースの歪が増大し、その歪が胴膨れとなってケースの外観を損なう。
【0004】
また、ケースを構成する段ボールの強度が低下し、座屈が生じると、ケースのコーナ部からしわ状の座屈線が発生するため、外観が著しく低下する。
【0005】
特許文献1に記載されたラップアラウンドケースにおいては、立面板と平面板の境界部分の折目線が、1本の折目線の部分と、平行な2本の折目線の部分とで構成される。1本の折目線の部分と、2本の折目線の部分は、切目を挟んで、包装する缶に対応するように交互に設けられる。立面板と平面板の折目線に沿った折り曲げに伴い、平行な2本の折目線の間の部分が缶の端部外周に沿って斜めになる。
【0006】
これによれば、積上荷重が作用したとき、平行な2本の折目線の折曲角が変化して高さ方向の変形を吸収するので、胴膨れを抑制することができるとされている。また、製函時には、1本の折目線の部分が平行な2本の折目線の片折れを阻止するので、製函不良の発生も防止することができるとされている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第4126201号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上述の特許文献1のラップアラウンドケースによると、1本の折目線の部分と、2本の折目線の部分の配置が、包装する缶に対応していない場合には効果が減少すると考えられる。また、1本の折目線の部分と、平行な2本の折目線の部分との間に切目が存在するので、密閉性や強度の面において不利である。
【0009】
本発明の目的は、このような従来技術の問題点に鑑み、胴膨れや座屈をより効果的に抑制することができる包装箱を提供することにある。
【課題を解決するための手段】
【0010】
この目的を達成するため、本発明に係る包装箱は、折目線が形成された段ボール製のブランクを、該折目線に従って折り曲げることにより、互いに対向する一対の長さ面と、互いに対向する一対の幅面と、互いに対向する底面及び天面とを有する直方体の箱に形成される包装箱であって、各長さ面の上端縁の折目線は、該折目線の両側に平行に2本の折目線が形成された部分である複合折目線部を所定の間隔を置いて複数備え、各長さ面の下端縁の折目線は、該折目線の両側に平行に2本の折目線が形成された部分である複合折目線部を所定の間隔を置いて複数備え、各長さ面の上端縁の折目線の複合折目線部と、該長さ面の下端縁の折目線の複合折目線部とが、該長さ面の長さ方向に沿って交互に存在することを特徴とする。
【0011】
これによれば、複合折目線部においては3本の折目線を経て折れ曲がっているので、包装箱を段積みした場合、段積み荷重による中芯のつぶれ等に起因して包装箱の高さ方向等に生ずる歪は、3本の折目線における折れ曲がりの角度が変化することにより、良好に吸収される。したがって、段積み荷重に起因する胴膨れを効果的に抑制することができる。
【0012】
また、各長さ面の上端縁の折目線の複合折目線部、及び該長さ面の下端縁の折目線の複合折目線部が、該長さ面の長さ方向に沿って交互に連続して存在するので、長さ面に対する各鉛直方向の荷重を、上端縁又は下端縁のいずれかの複合折目線部が曲がり角を増加させることによって確実に吸収することができる。
【0013】
本発明において、前記複合折目線部を備える各折目線の両端は前記複合折目線部となっていてもよい。これによれば、従来角部に負荷されていた荷重を、角部に隣接する該両端の複合折目線部により吸収し、角部に対する荷重の集中を軽減し、角部における座屈線の発生を抑制することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施形態に係るラップアラウンドケースの斜視図である。
【図2】図1のラップアラウンドケースのブランクシートの平面図である。
【図3】図2のブランクシートの折目線を形成するための罫線刃を示す図である。
【図4】本発明の別の実施形態に係る包装箱の斜視図である。
【図5】図4の包装箱のブランクシートの平面図である。
【発明を実施するための形態】
【0015】
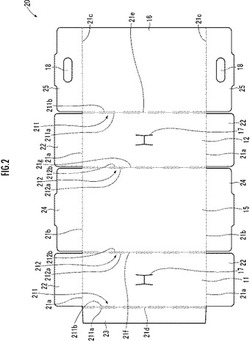
以下、図面を用いて本発明の実施形態について説明する。図1は本発明の一実施形態に係るラップアラウンドケースの斜視図である。このラップアラウンドケース10は、折目線が形成されたブランクシートを、該折目線に従って折り曲げることにより、直方体に形成される段ボール製のケースである。
【0016】
ラップアラウンドケース10は、同図に示すように、互いに対向する一対の長さ面11及び12と、互いに対向する一対の幅面13及び14と、互いに対向する底面15及び天面16とを有する。図中の17はライナーカットによる開封用の切り裂き帯であり、18はラップアラウンドケース10を保持する際に手を入れるための手穴である。
【0017】
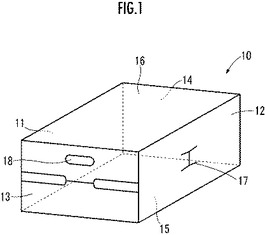
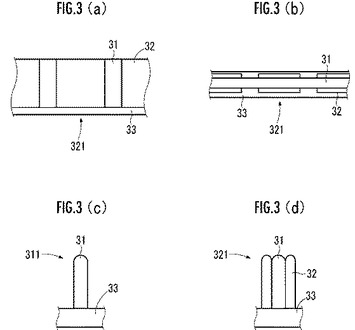
図2はラップアラウンドケース10のブランクシート20の平面図である。同図に示すようにこのブランクシート20における長さ面11及び12の長手方向両端にはそれぞれ、折目線21aを介して内フラップ22が接続している。底面15の長手方向両端にはそれぞれ、折目線21bを介して外フラップ24が接続している。天面16の長手方向両端にはそれぞれ、折目線21cを介して外フラップ25が接続している。
【0018】
ブランクシート20により製品の包装を行いながらラップアラウンドケース10を形成する際には、上述の4枚の内フラップ22並びに2枚の外フラップ24及び2枚の外フラップ25により幅面13及び14が形成される。手穴18は各外フラップ25に設けられている。長さ面11の底面15とは反対側の端部には、折目線21dを介してジョイントフラップ23が接続している。
【0019】
折目線21dには、折目線21dの両側に平行に2本の折目線211a及び211bが形成された複数の複合折目線部211が所定の第1の間隔で設けられている。長さ面12及び天面16間の折目線21eにも、同様の複合折目線部211が所定の第1の間隔で設けられている。
【0020】
長さ面11及び底面15間の折目線21fには、折目線21fの両側に平行に2本の折目線212a及び212bが形成された複数の複合折目線部212が、前記第1の間隔とは異なる所定の第2の間隔で設けられている。底面15及び長さ面12間の折目線21gにも、同様の複合折目線部212が、前記第2の間隔で設けられている。ブランクシート20は、段ボールシートを打ち抜くとともに、罫線刃を押圧して折目線21a〜21g等を形成することによって得られる。
【0021】
上述の第1の間隔並びに第2の間隔は、複合折目線部211及び複合折目線部212が、長さ面11及び12の長手方向に沿って交互に存在するように定められる。さらに、該長手方向に垂直な方向から見た場合、複合折目線部211及び複合折目線部212が必ず存在し、途切れないように定められる。途切れない限り、複合折目線部211及び複合折目線部212が端部において重複してしてもよい。ただし、折目線21d及び21eの両端は複合折目線部211となっており、折目線21f及び21gの両端は複合折目線部212となっている。
【0022】
具体的には、たとえば、ラップアラウンドケース10の長さ、幅、深さが、それぞれ369mm、245mm、162mm程度である場合、前記第1の間隔に従い、複合折目線部211を、次のように配置することができる。
【0023】
すなわち、図2に示すように、両端部の各複合折目線部211の長さを40mmとし、その間に、4つの長さ50mmの複合折目線部211を、順に10mm、20mm、25mm、20mm、10mmの間隔を置いて配置することができる。また、前記第2の間隔に従い、複合折目線212は、両端部の各複合折目線部212の長さを50mmとし、その間に、3つの長さ50mmの複合折目線部212を、いずれも28.75mmの間隔を置いて配置することができる。
【0024】
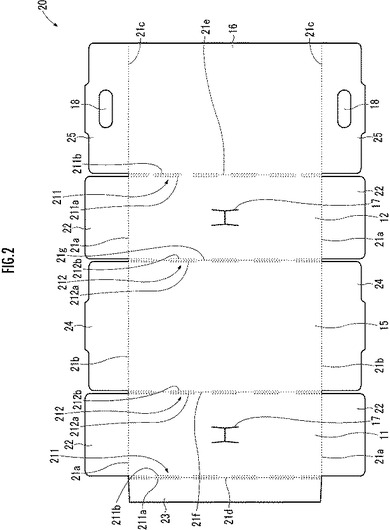
図3は複合折目線部211又は212が設けられた折目線21d、21e、21f、又は21gを形成するための罫線刃を示す。同図(a)は罫線刃の側面図、同図(b)は罫線刃の平面図、同図(c)は折目線21d、21e、21f、又は21gの1本のみからなる折目線部分を形成する通常の罫線刃31部分の断面図、同図(d)は複合折目線部211又は212を形成する複合罫線刃321部分の断面図である。
【0025】
これらの図に示すように、複合罫線刃321は通常の罫線刃31の両側に、これよりも細い罫線刃32を張り合わせた部分として構成される。たとえば、通常の罫線刃31は、幅が3mmで上端が丸められており、高さは、罫線刃32が張り合わされていない同図(c)の断面部分において22.90mm、罫線刃32が張り合わされた同図(d)の断面部分において22.95mmである。罫線刃32は、幅が2mmで高さが22.95mmであり、上端が丸められている。
【0026】
図中の33は罫線刃31及び32を支持するダイボード又は罫線ヘッドである。複合折目線部211が設けられた折目線21d及び21e、並びに複合折目線部212が設けられた折目線21f及び21gは、ダイボード又は罫線ヘッド33上の罫線刃31及び32が、対向するアンビル又は罫線ヘッドとの間で、段ボールシート上に押圧されることによって形成される。
【0027】
その際、罫線刃31により折目線21d〜21gが形成され、罫線刃32により、複合折目線部211を構成する折目線211a及び211b、並びに複合折目線部212を構成する折目線212a及び212bが形成される。
【0028】
ブランクシート20により製品の包装を行うに際しては、たとえば、まず、底面15の両端の折目線21f及び21gに従って折り曲げることにより底面15の両側のブランクシート20が起こされ、配列された製品が底面15上に配置される。このとき、折目線21f及び21gの複合折目線部212においては、折目線21f又は21gと、その両側の折目線212a及び212bとの3本の折目線を介して折り曲げがなされる。
【0029】
またこのとき、起立している長さ面11及び12両端の4つの内フラップ22が、折目線21aに従って内側に折り曲げられ、ジョイントフラップ23も、折目線21dに従って内側に折り曲げられる。このとき、折目線21dの複合折目線部211においては、折目線21d並びにその両側の折目線211a及び211bの3本の折目線を介して折り曲げがなされる。
【0030】
次に、折目線21eに従って天面16が内側に折り曲げられ、天面16のジョイントフラップ23に対向する端部が、接着剤によりジョイントフラップ23に対して接合される。このとき、折目線21eの複合折目線部211においては、折目線21eに加え、その両側の折目線211a及び211bの3本の折目線を介して折り曲げがなされる。
【0031】
次に、底面15両端の外フラップ24が折目線21bに従って起こされ、対応する内フラップ22の外側の面に、接着剤によって接合される。さらに、天面16両端の外フラップ25が折目線21cに従って下方に折り曲げられ、対応する内フラップ22の外側の面に、接着剤によって接合される。これにより、製品の包装が完了し、ラップアラウンドケース10が完成する。
【0032】
完成したラップアラウンドケース10においては、折目線21d及び21eの複合折目線部211以外の部分では、折目線21d及び21eに従って直ちに直角に折れているが、複合折目線部211では、折目線21d又は21e及びその両側の折目線211a及び211bの3本の折目線が順次折れ曲がり、併せて直角を形成している。
【0033】
同様に、折目線21f及び21gの複合折目線部212以外の部分では、折目線21f及び21gに従って直ちに直角に折れているが、複合折目線部212では、折目線21f又は21g及びその両側の折目線212a及び212bの3本の折目線が順次折れ曲がり、併せて直角を形成している。
【0034】
このようにして包装が完了したラップアラウンドケース10を段積みした場合、段積み荷重に起因して、上段側ケース内の製品容器のへこんだ底部に対し、下段側ケース内の製品容器のキャップ部が、下段側ケースの天面16及び上段側ケースの底面15を挟んで食い込む現象が生じる。また、ケースを構成する段ボールの中芯つぶれも生じる。そうすると、下段側ケース及び上段側ケースの高さ方向の歪が増大し、従来のラップアラウンドケースであれば、その歪が長さ面に直接伝達し、長さ面に胴膨れを生じさせ、ケースの外観を損なうおそれがある。
【0035】
しかしながら、本実施形態によれば、複合折目線部211及び212においては3本の折目線を経て折れ曲がっているので、段積み荷重に起因して生じる歪は、3本の折目線における折れ曲がりの角度が変化することにより、良好に吸収することができる。したがって、ある程度の歪が生じたとしても、長さ面11及び12に直接伝達することはない。つまり、歪により長さ面11及び12に対して荷重が負荷されるためには従来よりも大きな歪が生じる必要がある。したがって、従来よりも胴膨れを抑制することができる。
【0036】
また、従来のラップアラウンドケースによれば、段積み期間がある程度経過した場合、ラップアラウンドケースを構成する段ボールの強度が低下して座屈を生じ、座屈が進行するにつれてラップアラウンドケースの角部から座屈線が発生するが、本実施形態によれば、折目線21d〜21gの両端には必ず複合折目線部211又は212が位置するようにしているので、従来角部に負荷されていた荷重を、角部の複合折目線部211又は212により吸収し、角部に対する荷重の集中を軽減し、角部における座屈線の発生を抑制することができる。
【0037】
また、従来のラップアラウンドケースにおいては、内フラップは構造上、かなり大きな歪が生じてから荷重が負荷されるようになるので、圧縮強度に寄与し難い。これに対し、本実施形態によれば、複合折目線部211又は212自身が歪むことにより、従来内フラップにも荷重が負荷されるようになる程度までの長さ面11及び12における大きな歪を、胴膨れを生じさせることなく許容するので、内フラップ及び長さ面11及び12に荷重が負荷されるタイミングを同期させ、より高い圧縮強度を得ることができる。
【0038】
また、長さ面11及び12の長さ方向に沿って、各複合折目線部211及び212を交互に配置し、さらには、該長さ方向に直角な方向から見て常に複合折目線部211又は212が存在するように、連続的に配置するようにしたため、長さ面11及び12に対する鉛直方向のいずれの荷重をも、必ず複合折目線部211又は212が歪むことにより吸収することができる。
【0039】
ちなみに、従来のラップアラウンドケース及び本実施形態に従ったラップアラウンドケースについてJIS0212に準拠した圧縮試験を行って比較したところ、従来のものに比べて本実施形態のものは、歪は増加するが、高い強度値を示し、圧縮強度が格段に向上することがわかった。また、本実施形態に従ったラップアラウンドケースは、中芯の材質を1ランク落とした場合でも、従来のラップアラウンドケースと同等以上の圧縮強度を発揮した。
【0040】
また、従来のラップアラウンドケース及び本実施形態に従ったラップアラウンドケースについて、それぞれ2つの試験品を作成して2段積みにし、さらにパレットで積載した際の最下段から中段に位置する場合に相当する荷重(220kg)をその上に載置し、試験品の四隅の高さの変化と、下段側の試験品の各長さ面の胴膨れの推移を計測したところ、従来の試験品に比べ、本実施形態の試験品は、高さが低くなっても、胴膨れが顕著に少なかった。
【0041】
また、24時間が経過したとき、従来の試験品については座屈線が生じていたが、本実施形態の試験品については、座屈線は生じていなかった。また、本実施形態の試験品は、中芯の品質を1ランク落とした場合でも、従来の試験品よりも胴膨れは顕著に少なく、24時間を経過しても座屈線は生じなかった。
【0042】
なお、ラップアラウンドケース10の段積みに際し、段毎に異なる方向で段積みを行い、上下に隣接する段のケースの長さ面と幅面とが上下方向に揃って一平面をなすような箇所においては、該幅面の角が該長さ面の複合折目線部211又は212に隣接する位置に位置するような積み方並びに複合折目線部211及び212の配置であることが望ましい。これによれば、該幅面の角に集中する荷重を、隣接する該長さ面の複合折目線部211又は212の歪により、良好に吸収することができる。
【0043】
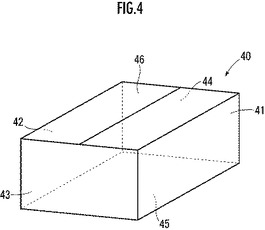
図4は本発明の別の実施形態に係る包装箱の斜視図である。同図に示すように、この包装箱40は、互いに対向する一対の長さ面41及び42と、互いに対向する一対の幅面43及び44と、互いに対向する底面45及び天面46とを有する。
【0044】
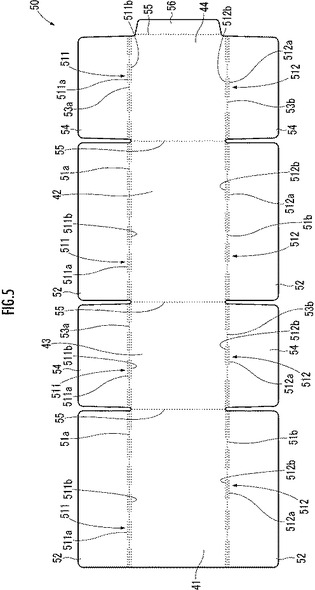
図5はこの包装箱のブランクシートの平面図である。同図に示すように、このブランクシート50は、長さ面41及び42それぞれの高さ方向両端には、天面側の折目線51a及び底面側の折目線51bを介して外フラップ52が接続している。また、幅面43及び44それぞれの高さ方向両端には、天面側の折目線53a及び底面側の折目線53bを介して内フラップ54が接続している。
【0045】
幅面44の長さ面42とは反対側の端部には、高さ方向の折目線55を介してジョイントフラップ56が接続している。長さ面41、幅面43、長さ面42、及び幅面44の各境界には高さ方向の折目線55が設けられている。
【0046】
折目線51aには、折目線51aの両側に平行に2本の折目線511a及び511bが形成された複数の複合折目線部511が所定の第1の間隔で設けられている。折目線53aにも、同様の複合折目線部511が所定の第2の間隔で設けられている。
【0047】
折目線51bには、折目線51bの両側に平行に2本の折目線512a及び512bが形成された複数の複合折目線部512が所定の第3の間隔で設けられている。折目線53bにも、同様の複合折目線部512が所定の第4の間隔で設けられている。
【0048】
上述の第1の間隔並びに第3の間隔は、複合折目線部511及び複合折目線部512が、長さ面41及び42の長手方向に沿って、交互に存在するように定められる。さらに、該長手方向に垂直な方向から見た場合、複合折目線部511及び複合折目線部512が必ず存在し、途切れないように定められる。途切れないように連続している限り、複合折目線部511及び複合折目線部512が端部において重複してしてもよい。
【0049】
また、上述の第2の間隔並びに第4の間隔は、複合折目線部511及び複合折目線部512が、幅面43及び44の幅方向に沿って、交互に存在するように定められる。さらに、該幅方向に垂直な方向から見た場合、複合折目線部511及び複合折目線部512が必ず存在し、途切れないように定められる。途切れない限り、複合折目線部511及び複合折目線部512が端部において重複してしてもよい。
【0050】
ただし、折目線51a及び53aの両端は複合折目線部511となっており、折目線51b及び53bの両端は複合折目線部512となっている。
【0051】
缶入りやボトル入りの製品を梱包する際には、たとえば、まず、長さ面41、幅面43、長さ面42、幅面44、及びジョイントフラップ56が順次これらの間の折目線55に従って直角に折り曲げられ、ジョイントフラップ56が長さ面41の端部に接合される。これにより、ブランクシート50は筒状に形成される。
【0052】
次に、底面45を構成する側の2つの内フラップ54が折目線53bに従って折り曲げられる。このとき、折目線53bの複合折目線部512においては、折目線53b並びにその両側の折目線512a及び512bの3本の折目線を介して折り曲げがなされる。
【0053】
さらに、底面45を構成する側の2つの外フラップ52が折目線51bに従って折り曲げられ、隣接状態となった2つの外フラップ52の端縁を含む領域に対してテープ張りが行われる。このとき、折目線51bの複合折目線部512においては、折目線51b並びにその両側の折目線512a及び512bの3本の折目線を介して折り曲げがなされる。これにより、包装箱の底面45が形成される。
【0054】
次に、底面45が形成された包装箱が底面45を下にして配置され、整列された製品が包装箱内に収納される。そして、天面46を構成する側の2つの内フラップ54が折目線53aに従って折り曲げられる。このとき、折目線53aの複合折目線部511においては、折目線53a並びにその両側の折目線511a及び511bの3本の折目線を介して折り曲げがなされる。
【0055】
さらに、天面46を構成する側の2つの外フラップ52が折目線51aに従って折り曲げられる。このとき、折目線51aの複合折目線部511においては、折目線51a並びにその両側の折目線511a及び511bの3本の折目線を介して折り曲げがなされる。そして、これにより隣接状態となった2つの外フラップ52の端縁を含む領域に対してテープ張りが行われる。これにより、包装箱の天面46が形成され、包装が完了する。
【0056】
完成した包装箱40においては、折目線51a及び53aの複合折目線部511以外の部分では、折目線51a及び53aに従って直ちに直角に折れているが、複合折目線部511では、折目線51a又は53a及びその両側の折目線511a及び511bの3本の折目線が順次折れ曲がり、併せて直角を形成している。
【0057】
同様に、折目線51b及び53bの複合折目線部512以外の部分では、折目線51b及び53bに従って直ちに直角に折れているが、複合折目線部512では、折目線51b又は53b及びその両側の折目線512a及び512bの3本の折目線が順次折れ曲がり、併せて直角を形成している。
【0058】
このようにして包装が完了した包装箱を段積みした場合、段積み荷重に起因して、上述のラップアラウンドケースの場合と同様に、胴膨れや座屈線が発生するおそれがあるが、この場合も、複合折目線部511及び512が、自身が歪むことにより、長さ面41及び42並びに幅面43及び44や、これらの角部に荷重が直接負荷されるのを極力回避し、胴膨れや座屈線の発生を極力防止することができる。
【0059】
また、その際、高さ方向に見て、複合折目線511又は複合折目線512のいずれかが必ず存在するようにしたため、いずれの鉛直方向の荷重についても複合折目線511又は複合折目線512のいずれかによる効果が付与されるので、効果的に胴膨れを防止することができる。
【符号の説明】
【0060】
10…ラップアラウンドケース、11,12,41,42…長さ面、13,14,43,44…幅面、15,45…底面、16,46…天面、20,50…ブランクシート、21a〜21g,212a,212b,51a,53a,51b,53b,211a,211b,511a,511b,512a,512b…折目線、40…包装箱、211,212,511,512…複合折目線部。
【技術分野】
【0001】
本発明は、ブランクを折目線に従って折り曲げることにより形成される直方体の包装箱に関する。
【背景技術】
【0002】
従来、段ボールシートを打ち抜いて得られたブランクシート上に、配列されたびんや缶等の被包装物を載置し、ブランクシートを折目線に従って折り曲げることにより製品を包み込み、そしてフラップを接合することにより、製品を包装しながらケースを形成するようにしたラップアラウンドケースが知られている(たとえば特許文献1参照)。
【0003】
一般に、ラップアラウンドケースの場合、収納されるペットボトルや飲料缶等は容器自体の強度は高いが、ケースを積み上げたとき、上段側ケースの加重により、上段側ケースのボトル等の底部のへこみ部分に対応する上段側ケースの底面部分に対し、その下段側のケースのボトル等のキャップ部分に対応する下段側ケースの天面部分が食い込んでいく現象が発生する。そうすると、食い込みが生じた分だけケースの歪が増大し、その歪が胴膨れとなってケースの外観を損なう。
【0004】
また、ケースを構成する段ボールの強度が低下し、座屈が生じると、ケースのコーナ部からしわ状の座屈線が発生するため、外観が著しく低下する。
【0005】
特許文献1に記載されたラップアラウンドケースにおいては、立面板と平面板の境界部分の折目線が、1本の折目線の部分と、平行な2本の折目線の部分とで構成される。1本の折目線の部分と、2本の折目線の部分は、切目を挟んで、包装する缶に対応するように交互に設けられる。立面板と平面板の折目線に沿った折り曲げに伴い、平行な2本の折目線の間の部分が缶の端部外周に沿って斜めになる。
【0006】
これによれば、積上荷重が作用したとき、平行な2本の折目線の折曲角が変化して高さ方向の変形を吸収するので、胴膨れを抑制することができるとされている。また、製函時には、1本の折目線の部分が平行な2本の折目線の片折れを阻止するので、製函不良の発生も防止することができるとされている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第4126201号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上述の特許文献1のラップアラウンドケースによると、1本の折目線の部分と、2本の折目線の部分の配置が、包装する缶に対応していない場合には効果が減少すると考えられる。また、1本の折目線の部分と、平行な2本の折目線の部分との間に切目が存在するので、密閉性や強度の面において不利である。
【0009】
本発明の目的は、このような従来技術の問題点に鑑み、胴膨れや座屈をより効果的に抑制することができる包装箱を提供することにある。
【課題を解決するための手段】
【0010】
この目的を達成するため、本発明に係る包装箱は、折目線が形成された段ボール製のブランクを、該折目線に従って折り曲げることにより、互いに対向する一対の長さ面と、互いに対向する一対の幅面と、互いに対向する底面及び天面とを有する直方体の箱に形成される包装箱であって、各長さ面の上端縁の折目線は、該折目線の両側に平行に2本の折目線が形成された部分である複合折目線部を所定の間隔を置いて複数備え、各長さ面の下端縁の折目線は、該折目線の両側に平行に2本の折目線が形成された部分である複合折目線部を所定の間隔を置いて複数備え、各長さ面の上端縁の折目線の複合折目線部と、該長さ面の下端縁の折目線の複合折目線部とが、該長さ面の長さ方向に沿って交互に存在することを特徴とする。
【0011】
これによれば、複合折目線部においては3本の折目線を経て折れ曲がっているので、包装箱を段積みした場合、段積み荷重による中芯のつぶれ等に起因して包装箱の高さ方向等に生ずる歪は、3本の折目線における折れ曲がりの角度が変化することにより、良好に吸収される。したがって、段積み荷重に起因する胴膨れを効果的に抑制することができる。
【0012】
また、各長さ面の上端縁の折目線の複合折目線部、及び該長さ面の下端縁の折目線の複合折目線部が、該長さ面の長さ方向に沿って交互に連続して存在するので、長さ面に対する各鉛直方向の荷重を、上端縁又は下端縁のいずれかの複合折目線部が曲がり角を増加させることによって確実に吸収することができる。
【0013】
本発明において、前記複合折目線部を備える各折目線の両端は前記複合折目線部となっていてもよい。これによれば、従来角部に負荷されていた荷重を、角部に隣接する該両端の複合折目線部により吸収し、角部に対する荷重の集中を軽減し、角部における座屈線の発生を抑制することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施形態に係るラップアラウンドケースの斜視図である。
【図2】図1のラップアラウンドケースのブランクシートの平面図である。
【図3】図2のブランクシートの折目線を形成するための罫線刃を示す図である。
【図4】本発明の別の実施形態に係る包装箱の斜視図である。
【図5】図4の包装箱のブランクシートの平面図である。
【発明を実施するための形態】
【0015】
以下、図面を用いて本発明の実施形態について説明する。図1は本発明の一実施形態に係るラップアラウンドケースの斜視図である。このラップアラウンドケース10は、折目線が形成されたブランクシートを、該折目線に従って折り曲げることにより、直方体に形成される段ボール製のケースである。
【0016】
ラップアラウンドケース10は、同図に示すように、互いに対向する一対の長さ面11及び12と、互いに対向する一対の幅面13及び14と、互いに対向する底面15及び天面16とを有する。図中の17はライナーカットによる開封用の切り裂き帯であり、18はラップアラウンドケース10を保持する際に手を入れるための手穴である。
【0017】
図2はラップアラウンドケース10のブランクシート20の平面図である。同図に示すようにこのブランクシート20における長さ面11及び12の長手方向両端にはそれぞれ、折目線21aを介して内フラップ22が接続している。底面15の長手方向両端にはそれぞれ、折目線21bを介して外フラップ24が接続している。天面16の長手方向両端にはそれぞれ、折目線21cを介して外フラップ25が接続している。
【0018】
ブランクシート20により製品の包装を行いながらラップアラウンドケース10を形成する際には、上述の4枚の内フラップ22並びに2枚の外フラップ24及び2枚の外フラップ25により幅面13及び14が形成される。手穴18は各外フラップ25に設けられている。長さ面11の底面15とは反対側の端部には、折目線21dを介してジョイントフラップ23が接続している。
【0019】
折目線21dには、折目線21dの両側に平行に2本の折目線211a及び211bが形成された複数の複合折目線部211が所定の第1の間隔で設けられている。長さ面12及び天面16間の折目線21eにも、同様の複合折目線部211が所定の第1の間隔で設けられている。
【0020】
長さ面11及び底面15間の折目線21fには、折目線21fの両側に平行に2本の折目線212a及び212bが形成された複数の複合折目線部212が、前記第1の間隔とは異なる所定の第2の間隔で設けられている。底面15及び長さ面12間の折目線21gにも、同様の複合折目線部212が、前記第2の間隔で設けられている。ブランクシート20は、段ボールシートを打ち抜くとともに、罫線刃を押圧して折目線21a〜21g等を形成することによって得られる。
【0021】
上述の第1の間隔並びに第2の間隔は、複合折目線部211及び複合折目線部212が、長さ面11及び12の長手方向に沿って交互に存在するように定められる。さらに、該長手方向に垂直な方向から見た場合、複合折目線部211及び複合折目線部212が必ず存在し、途切れないように定められる。途切れない限り、複合折目線部211及び複合折目線部212が端部において重複してしてもよい。ただし、折目線21d及び21eの両端は複合折目線部211となっており、折目線21f及び21gの両端は複合折目線部212となっている。
【0022】
具体的には、たとえば、ラップアラウンドケース10の長さ、幅、深さが、それぞれ369mm、245mm、162mm程度である場合、前記第1の間隔に従い、複合折目線部211を、次のように配置することができる。
【0023】
すなわち、図2に示すように、両端部の各複合折目線部211の長さを40mmとし、その間に、4つの長さ50mmの複合折目線部211を、順に10mm、20mm、25mm、20mm、10mmの間隔を置いて配置することができる。また、前記第2の間隔に従い、複合折目線212は、両端部の各複合折目線部212の長さを50mmとし、その間に、3つの長さ50mmの複合折目線部212を、いずれも28.75mmの間隔を置いて配置することができる。
【0024】
図3は複合折目線部211又は212が設けられた折目線21d、21e、21f、又は21gを形成するための罫線刃を示す。同図(a)は罫線刃の側面図、同図(b)は罫線刃の平面図、同図(c)は折目線21d、21e、21f、又は21gの1本のみからなる折目線部分を形成する通常の罫線刃31部分の断面図、同図(d)は複合折目線部211又は212を形成する複合罫線刃321部分の断面図である。
【0025】
これらの図に示すように、複合罫線刃321は通常の罫線刃31の両側に、これよりも細い罫線刃32を張り合わせた部分として構成される。たとえば、通常の罫線刃31は、幅が3mmで上端が丸められており、高さは、罫線刃32が張り合わされていない同図(c)の断面部分において22.90mm、罫線刃32が張り合わされた同図(d)の断面部分において22.95mmである。罫線刃32は、幅が2mmで高さが22.95mmであり、上端が丸められている。
【0026】
図中の33は罫線刃31及び32を支持するダイボード又は罫線ヘッドである。複合折目線部211が設けられた折目線21d及び21e、並びに複合折目線部212が設けられた折目線21f及び21gは、ダイボード又は罫線ヘッド33上の罫線刃31及び32が、対向するアンビル又は罫線ヘッドとの間で、段ボールシート上に押圧されることによって形成される。
【0027】
その際、罫線刃31により折目線21d〜21gが形成され、罫線刃32により、複合折目線部211を構成する折目線211a及び211b、並びに複合折目線部212を構成する折目線212a及び212bが形成される。
【0028】
ブランクシート20により製品の包装を行うに際しては、たとえば、まず、底面15の両端の折目線21f及び21gに従って折り曲げることにより底面15の両側のブランクシート20が起こされ、配列された製品が底面15上に配置される。このとき、折目線21f及び21gの複合折目線部212においては、折目線21f又は21gと、その両側の折目線212a及び212bとの3本の折目線を介して折り曲げがなされる。
【0029】
またこのとき、起立している長さ面11及び12両端の4つの内フラップ22が、折目線21aに従って内側に折り曲げられ、ジョイントフラップ23も、折目線21dに従って内側に折り曲げられる。このとき、折目線21dの複合折目線部211においては、折目線21d並びにその両側の折目線211a及び211bの3本の折目線を介して折り曲げがなされる。
【0030】
次に、折目線21eに従って天面16が内側に折り曲げられ、天面16のジョイントフラップ23に対向する端部が、接着剤によりジョイントフラップ23に対して接合される。このとき、折目線21eの複合折目線部211においては、折目線21eに加え、その両側の折目線211a及び211bの3本の折目線を介して折り曲げがなされる。
【0031】
次に、底面15両端の外フラップ24が折目線21bに従って起こされ、対応する内フラップ22の外側の面に、接着剤によって接合される。さらに、天面16両端の外フラップ25が折目線21cに従って下方に折り曲げられ、対応する内フラップ22の外側の面に、接着剤によって接合される。これにより、製品の包装が完了し、ラップアラウンドケース10が完成する。
【0032】
完成したラップアラウンドケース10においては、折目線21d及び21eの複合折目線部211以外の部分では、折目線21d及び21eに従って直ちに直角に折れているが、複合折目線部211では、折目線21d又は21e及びその両側の折目線211a及び211bの3本の折目線が順次折れ曲がり、併せて直角を形成している。
【0033】
同様に、折目線21f及び21gの複合折目線部212以外の部分では、折目線21f及び21gに従って直ちに直角に折れているが、複合折目線部212では、折目線21f又は21g及びその両側の折目線212a及び212bの3本の折目線が順次折れ曲がり、併せて直角を形成している。
【0034】
このようにして包装が完了したラップアラウンドケース10を段積みした場合、段積み荷重に起因して、上段側ケース内の製品容器のへこんだ底部に対し、下段側ケース内の製品容器のキャップ部が、下段側ケースの天面16及び上段側ケースの底面15を挟んで食い込む現象が生じる。また、ケースを構成する段ボールの中芯つぶれも生じる。そうすると、下段側ケース及び上段側ケースの高さ方向の歪が増大し、従来のラップアラウンドケースであれば、その歪が長さ面に直接伝達し、長さ面に胴膨れを生じさせ、ケースの外観を損なうおそれがある。
【0035】
しかしながら、本実施形態によれば、複合折目線部211及び212においては3本の折目線を経て折れ曲がっているので、段積み荷重に起因して生じる歪は、3本の折目線における折れ曲がりの角度が変化することにより、良好に吸収することができる。したがって、ある程度の歪が生じたとしても、長さ面11及び12に直接伝達することはない。つまり、歪により長さ面11及び12に対して荷重が負荷されるためには従来よりも大きな歪が生じる必要がある。したがって、従来よりも胴膨れを抑制することができる。
【0036】
また、従来のラップアラウンドケースによれば、段積み期間がある程度経過した場合、ラップアラウンドケースを構成する段ボールの強度が低下して座屈を生じ、座屈が進行するにつれてラップアラウンドケースの角部から座屈線が発生するが、本実施形態によれば、折目線21d〜21gの両端には必ず複合折目線部211又は212が位置するようにしているので、従来角部に負荷されていた荷重を、角部の複合折目線部211又は212により吸収し、角部に対する荷重の集中を軽減し、角部における座屈線の発生を抑制することができる。
【0037】
また、従来のラップアラウンドケースにおいては、内フラップは構造上、かなり大きな歪が生じてから荷重が負荷されるようになるので、圧縮強度に寄与し難い。これに対し、本実施形態によれば、複合折目線部211又は212自身が歪むことにより、従来内フラップにも荷重が負荷されるようになる程度までの長さ面11及び12における大きな歪を、胴膨れを生じさせることなく許容するので、内フラップ及び長さ面11及び12に荷重が負荷されるタイミングを同期させ、より高い圧縮強度を得ることができる。
【0038】
また、長さ面11及び12の長さ方向に沿って、各複合折目線部211及び212を交互に配置し、さらには、該長さ方向に直角な方向から見て常に複合折目線部211又は212が存在するように、連続的に配置するようにしたため、長さ面11及び12に対する鉛直方向のいずれの荷重をも、必ず複合折目線部211又は212が歪むことにより吸収することができる。
【0039】
ちなみに、従来のラップアラウンドケース及び本実施形態に従ったラップアラウンドケースについてJIS0212に準拠した圧縮試験を行って比較したところ、従来のものに比べて本実施形態のものは、歪は増加するが、高い強度値を示し、圧縮強度が格段に向上することがわかった。また、本実施形態に従ったラップアラウンドケースは、中芯の材質を1ランク落とした場合でも、従来のラップアラウンドケースと同等以上の圧縮強度を発揮した。
【0040】
また、従来のラップアラウンドケース及び本実施形態に従ったラップアラウンドケースについて、それぞれ2つの試験品を作成して2段積みにし、さらにパレットで積載した際の最下段から中段に位置する場合に相当する荷重(220kg)をその上に載置し、試験品の四隅の高さの変化と、下段側の試験品の各長さ面の胴膨れの推移を計測したところ、従来の試験品に比べ、本実施形態の試験品は、高さが低くなっても、胴膨れが顕著に少なかった。
【0041】
また、24時間が経過したとき、従来の試験品については座屈線が生じていたが、本実施形態の試験品については、座屈線は生じていなかった。また、本実施形態の試験品は、中芯の品質を1ランク落とした場合でも、従来の試験品よりも胴膨れは顕著に少なく、24時間を経過しても座屈線は生じなかった。
【0042】
なお、ラップアラウンドケース10の段積みに際し、段毎に異なる方向で段積みを行い、上下に隣接する段のケースの長さ面と幅面とが上下方向に揃って一平面をなすような箇所においては、該幅面の角が該長さ面の複合折目線部211又は212に隣接する位置に位置するような積み方並びに複合折目線部211及び212の配置であることが望ましい。これによれば、該幅面の角に集中する荷重を、隣接する該長さ面の複合折目線部211又は212の歪により、良好に吸収することができる。
【0043】
図4は本発明の別の実施形態に係る包装箱の斜視図である。同図に示すように、この包装箱40は、互いに対向する一対の長さ面41及び42と、互いに対向する一対の幅面43及び44と、互いに対向する底面45及び天面46とを有する。
【0044】
図5はこの包装箱のブランクシートの平面図である。同図に示すように、このブランクシート50は、長さ面41及び42それぞれの高さ方向両端には、天面側の折目線51a及び底面側の折目線51bを介して外フラップ52が接続している。また、幅面43及び44それぞれの高さ方向両端には、天面側の折目線53a及び底面側の折目線53bを介して内フラップ54が接続している。
【0045】
幅面44の長さ面42とは反対側の端部には、高さ方向の折目線55を介してジョイントフラップ56が接続している。長さ面41、幅面43、長さ面42、及び幅面44の各境界には高さ方向の折目線55が設けられている。
【0046】
折目線51aには、折目線51aの両側に平行に2本の折目線511a及び511bが形成された複数の複合折目線部511が所定の第1の間隔で設けられている。折目線53aにも、同様の複合折目線部511が所定の第2の間隔で設けられている。
【0047】
折目線51bには、折目線51bの両側に平行に2本の折目線512a及び512bが形成された複数の複合折目線部512が所定の第3の間隔で設けられている。折目線53bにも、同様の複合折目線部512が所定の第4の間隔で設けられている。
【0048】
上述の第1の間隔並びに第3の間隔は、複合折目線部511及び複合折目線部512が、長さ面41及び42の長手方向に沿って、交互に存在するように定められる。さらに、該長手方向に垂直な方向から見た場合、複合折目線部511及び複合折目線部512が必ず存在し、途切れないように定められる。途切れないように連続している限り、複合折目線部511及び複合折目線部512が端部において重複してしてもよい。
【0049】
また、上述の第2の間隔並びに第4の間隔は、複合折目線部511及び複合折目線部512が、幅面43及び44の幅方向に沿って、交互に存在するように定められる。さらに、該幅方向に垂直な方向から見た場合、複合折目線部511及び複合折目線部512が必ず存在し、途切れないように定められる。途切れない限り、複合折目線部511及び複合折目線部512が端部において重複してしてもよい。
【0050】
ただし、折目線51a及び53aの両端は複合折目線部511となっており、折目線51b及び53bの両端は複合折目線部512となっている。
【0051】
缶入りやボトル入りの製品を梱包する際には、たとえば、まず、長さ面41、幅面43、長さ面42、幅面44、及びジョイントフラップ56が順次これらの間の折目線55に従って直角に折り曲げられ、ジョイントフラップ56が長さ面41の端部に接合される。これにより、ブランクシート50は筒状に形成される。
【0052】
次に、底面45を構成する側の2つの内フラップ54が折目線53bに従って折り曲げられる。このとき、折目線53bの複合折目線部512においては、折目線53b並びにその両側の折目線512a及び512bの3本の折目線を介して折り曲げがなされる。
【0053】
さらに、底面45を構成する側の2つの外フラップ52が折目線51bに従って折り曲げられ、隣接状態となった2つの外フラップ52の端縁を含む領域に対してテープ張りが行われる。このとき、折目線51bの複合折目線部512においては、折目線51b並びにその両側の折目線512a及び512bの3本の折目線を介して折り曲げがなされる。これにより、包装箱の底面45が形成される。
【0054】
次に、底面45が形成された包装箱が底面45を下にして配置され、整列された製品が包装箱内に収納される。そして、天面46を構成する側の2つの内フラップ54が折目線53aに従って折り曲げられる。このとき、折目線53aの複合折目線部511においては、折目線53a並びにその両側の折目線511a及び511bの3本の折目線を介して折り曲げがなされる。
【0055】
さらに、天面46を構成する側の2つの外フラップ52が折目線51aに従って折り曲げられる。このとき、折目線51aの複合折目線部511においては、折目線51a並びにその両側の折目線511a及び511bの3本の折目線を介して折り曲げがなされる。そして、これにより隣接状態となった2つの外フラップ52の端縁を含む領域に対してテープ張りが行われる。これにより、包装箱の天面46が形成され、包装が完了する。
【0056】
完成した包装箱40においては、折目線51a及び53aの複合折目線部511以外の部分では、折目線51a及び53aに従って直ちに直角に折れているが、複合折目線部511では、折目線51a又は53a及びその両側の折目線511a及び511bの3本の折目線が順次折れ曲がり、併せて直角を形成している。
【0057】
同様に、折目線51b及び53bの複合折目線部512以外の部分では、折目線51b及び53bに従って直ちに直角に折れているが、複合折目線部512では、折目線51b又は53b及びその両側の折目線512a及び512bの3本の折目線が順次折れ曲がり、併せて直角を形成している。
【0058】
このようにして包装が完了した包装箱を段積みした場合、段積み荷重に起因して、上述のラップアラウンドケースの場合と同様に、胴膨れや座屈線が発生するおそれがあるが、この場合も、複合折目線部511及び512が、自身が歪むことにより、長さ面41及び42並びに幅面43及び44や、これらの角部に荷重が直接負荷されるのを極力回避し、胴膨れや座屈線の発生を極力防止することができる。
【0059】
また、その際、高さ方向に見て、複合折目線511又は複合折目線512のいずれかが必ず存在するようにしたため、いずれの鉛直方向の荷重についても複合折目線511又は複合折目線512のいずれかによる効果が付与されるので、効果的に胴膨れを防止することができる。
【符号の説明】
【0060】
10…ラップアラウンドケース、11,12,41,42…長さ面、13,14,43,44…幅面、15,45…底面、16,46…天面、20,50…ブランクシート、21a〜21g,212a,212b,51a,53a,51b,53b,211a,211b,511a,511b,512a,512b…折目線、40…包装箱、211,212,511,512…複合折目線部。
【特許請求の範囲】
【請求項1】
折目線が形成された段ボール製のブランクを、該折目線に従って折り曲げることにより、互いに対向する一対の長さ面と、互いに対向する一対の幅面と、互いに対向する底面及び天面とを有する直方体の箱に形成される包装箱であって、
各長さ面の上端縁の折目線は、該折目線の両側に平行に2本の折目線が形成された部分である複合折目線部を所定の間隔を置いて複数備え、
各長さ面の下端縁の折目線は、該折目線の両側に平行に2本の折目線が形成された部分である複合折目線部を所定の間隔を置いて複数備え、
各長さ面の上端縁の折目線の複合折目線部と、該長さ面の下端縁の折目線の複合折目線部とが、該長さ面の長さ方向に沿って交互に存在することを特徴とする包装箱。
【請求項2】
前記複合折目線部を備える各折目線の両端は前記複合折目線部となっていることを特徴とする請求項1記載の包装箱。
【請求項1】
折目線が形成された段ボール製のブランクを、該折目線に従って折り曲げることにより、互いに対向する一対の長さ面と、互いに対向する一対の幅面と、互いに対向する底面及び天面とを有する直方体の箱に形成される包装箱であって、
各長さ面の上端縁の折目線は、該折目線の両側に平行に2本の折目線が形成された部分である複合折目線部を所定の間隔を置いて複数備え、
各長さ面の下端縁の折目線は、該折目線の両側に平行に2本の折目線が形成された部分である複合折目線部を所定の間隔を置いて複数備え、
各長さ面の上端縁の折目線の複合折目線部と、該長さ面の下端縁の折目線の複合折目線部とが、該長さ面の長さ方向に沿って交互に存在することを特徴とする包装箱。
【請求項2】
前記複合折目線部を備える各折目線の両端は前記複合折目線部となっていることを特徴とする請求項1記載の包装箱。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−30834(P2012−30834A)
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願番号】特願2010−171538(P2010−171538)
【出願日】平成22年7月30日(2010.7.30)
【出願人】(390022895)株式会社トーモク (45)
【Fターム(参考)】
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願日】平成22年7月30日(2010.7.30)
【出願人】(390022895)株式会社トーモク (45)
【Fターム(参考)】
[ Back to top ]