
包装袋
【課題】包装を容易に開封し、内容物を容易に取り出すと共に、環境の変化に伴う内容物の品質の安定化を図る。
【解決手段】内容物充填後にヒートシールして内容物を密封し、熱収縮させる包装袋であって、内層及び外層にイージーピールを形成可能な熱可塑性樹脂、中間層に熱をかけることにより収縮する熱可塑性樹脂、前記内層及び外層と前記中間層との間にポリエチレンを積層した多層フィルムからなり、長尺方向に内層と外層からなるイージーピールで形成された縦シール部を有する。
【解決手段】内容物充填後にヒートシールして内容物を密封し、熱収縮させる包装袋であって、内層及び外層にイージーピールを形成可能な熱可塑性樹脂、中間層に熱をかけることにより収縮する熱可塑性樹脂、前記内層及び外層と前記中間層との間にポリエチレンを積層した多層フィルムからなり、長尺方向に内層と外層からなるイージーピールで形成された縦シール部を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粘稠性の内容物を充填するのに好適な多層フィルム及び包装袋に関し、特に内容物充填後に熱収縮させて内容物の移動を抑制する多層フィルム及び包装袋に関する。
【背景技術】
【0002】
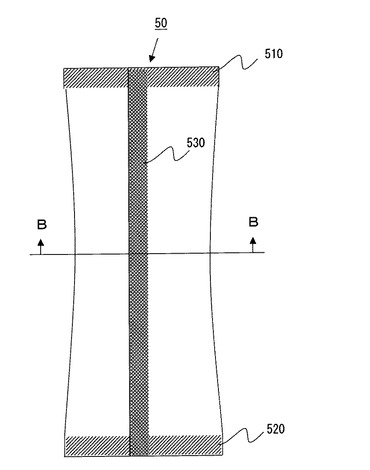
従来から、業務用として大容量の包装に用いられる、特に粘稠性食品であるフラワーペースト、ジャム、餡等の食品の包装袋は、図5に示したような三方シール方式(横シール510、520、縦シール530)の形状で、1kg〜10kg入り等の大容量で密封されている。
【0003】
このような業務用の包装袋においては、容易に内容物が取り出せるよう包装袋の良好な開封性が所望されている。たとえば、特許文献1には、積層フィルムを筒状に湾曲して両側縁部をオーバーラップさせ、外面側の側縁部の先端側に帯状の非シール部を残した状態で略平行に形成された複数の縦シール部と、縦シール部の長手方向両端部にそれぞれ交差して形成された横シール部とを有する三方シール袋に被充填物が充填される充填包装袋の技術が開示されている。
【0004】
特許文献1における積層フィルムは、内外層を低密度ポリエチレンからなるシール層とし、中間層にフィルム強度を付与する基材層を用いて構成されており、縦シール部及び横シール部を易開封性シール(イージーピール)として包装袋を形成しているため、帯状の非シール部を指で摘んで引っ張るだけで開封可能となっている。
【0005】
また、包装袋の保管作業や流通時等、大きな振動が生じる場合には、内容物がそれらに伴って振動し、応力がかかることによってイージーピール部が剥離してしまうといった問題が生じていた。更に、振動等の外圧から、その内容物の組成ネットワークが崩壊し内部から水分等が包装袋の表面に凝集することにより、品質の劣悪感と、外観を損ねることが認められていた。
【0006】
このような問題点に対し、包装袋の原材料として二軸延伸プラスチックフィルムを積層材として包装袋を形成し、内容物充填後に熱収縮させることで内容物の振動を抑制した図5に示すようなシュリンク包装袋が用いられている。
【0007】
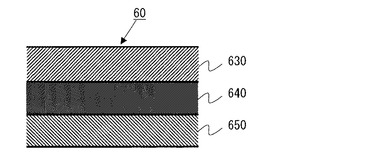
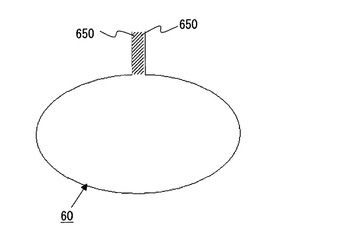
従来のシュリンク包装袋は、図6に示したように熱収縮性プラスチックフィルム60の積層断面として、最外層にヒートシール可能な二軸延伸ポリアミドの基材630を配置し、内部層にヒートシール可能なシーラントの直鎖状低密度ポリエチレン(LLDPE:Linear Low Density Polyethylene)650と、ポリオレフィン系、ポリエステル系、ポリアミドからなる群より選ばれる少なくとも1種以上を積層し、シュリンクによる基材630とシーラント650との剥離を緩衝するための無延伸ポリエチレン640という構成を採っており、図7に示すように最内層同士をヒートシールして、熱収縮性プラスチックフィルム60を筒状に連続製袋することにより縦シール部530(図5)を形成している。
【0008】
このようなシュリンク包装袋の開封性を向上させた技術としては、例えば特許文献2には、横シール部に縦のノッチを設けることにより、ナイフやカッター、鋏等の開封器具を使用することなく、開封口を確保する包装袋に関する技術が開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】国際公開第2006/038700号公報
【特許文献2】特許第3845797号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、特許文献2に開示される易開封性を有するシュリンク包装袋においては、ノッチを基準として縦一方向にのみ引き裂くことによって内容物を取り出すものであり、未だ取り出し容易性が十分でないという問題がある。
【0011】
そこで本発明は、上記従来の問題点に鑑みてなされたもので、内容物充填後にヒートシールして内容物を密封し、熱収縮させた包装袋において、開封が容易であり、内容物の取り出しやすさを向上させた包装袋を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記課題を解決するため、本発明における包装袋は、内容物充填後にヒートシールして内容物を密封し、熱収縮させる包装袋であって、内層及び外層にイージーピールを形成可能な熱可塑性樹脂、中間層に熱をかけることにより収縮する熱可塑性樹脂、前記内層及び外層と前記中間層との間にポリエチレンを積層した多層フィルムからなり、長尺方向に内層と外層からなるイージーピールで形成された縦シール部を有することを特徴とする。
【発明の効果】
【0013】
本発明によれば、内容物充填後にヒートシールして内容物を密封し、熱収縮させた包装袋において、開封が容易であり、内容物の取り出しやすさを向上させることができる。
【図面の簡単な説明】
【0014】
【図1】本発明の実施形態における包装袋の平面図である。
【図2】本発明の実施形態における多層フィルムの積層構成を示す図である。
【図3】本発明の実施形態における包装袋の図1のA−A断面図である。
【図4】本発明の他の実施形態における包装袋の平面図である。
【図5】従来の包装袋の平面図である。
【図6】従来の多層フィルムの層構成を示す図である。
【図7】従来の包装袋の図5のB−B断面図である。
【発明を実施するための形態】
【0015】
次に、本発明を実施するための形態について図面を参照して詳細に説明する。なお、各図中、同一又は相当する部分には同一の符号を付しており、その重複説明は適宜に簡略化乃至省略する。
【0016】
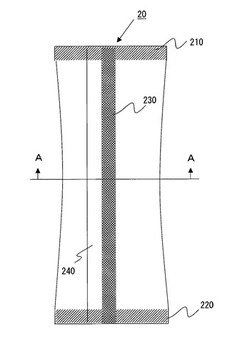
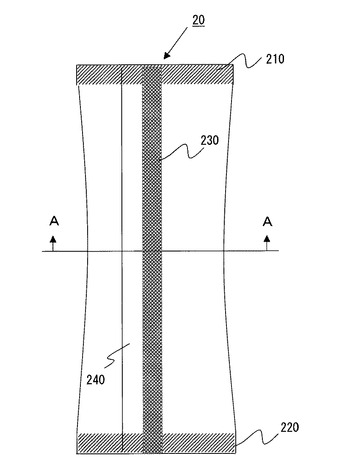
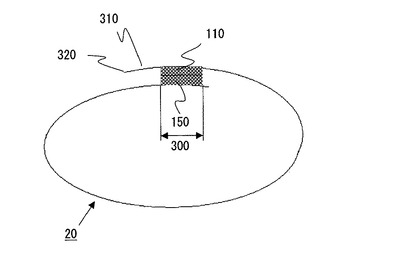
本発明の実施形態における上記多層フィルムを用いた包装袋について説明する。図1は、本発明の実施形態における包装袋の平面図であり、図3は、本発明の実施形態における包装袋の図1のA−A断面図である。
【0017】
図1において、包装袋20は、図2に記載した多層フィルム10を使用してピロー包装機にて製造される。包装袋20は、横シール部210、220と、縦シール部230を有して構成される。本実施形態におけるこれらのシール部は、全てJIS K6854によるヒートシール強度が10N/15mm幅未満のイージーピールとなっている。
【0018】
包装袋20は、多層フィルム10を筒状に湾曲させてその両端部をオーバーラップさせて形成した重ね合わせ部300(図3参照)を形成し、この重ね合わせ部300における外面側になっている一方の側縁部の先端320側に指で摘まめる程度の幅(10〜20mm)の帯状の非シール部である指入れ部310を残した状態で縦シール部230(図1を参照)が形成され、筒状体となっている。また、この重ね合わせ部300は、多層フィルム10における外層110と内層150とが接合されることにより形成される。なお、本実施形態では、縦シール部230は、幅の厚い1本のみで形成しても、複数本の細いラインで形成されていても良いことは勿論のことである。
【0019】
そして、この筒状体20の内部に所定量の被充填物を充填し、両横シール210、220を縦シール230と交差するようにそれぞれ形成して密封する。ここで、縦シール部230及び横シール部210、220は、包装袋20から被充填物を取り出すために開封する前には、縦シール部230及び横シール部210、220が剥離することがなく、開封する際には、帯状の非シール部である指入れ部310を指で摘んで引っ張るだけで容易に縦シール部230及び横シール部210、220が剥離するような強度を有する凝集剥離易開封性シール(所謂イージーピール)からなる。
【0020】
なお、帯状の非シール部である指入れ部310を指で摘んで開封する際の開封を容易にするため、縦シール部230のシール幅は15mm未満にすると良い。ところで、凝集剥離易開封性シールは、シール層自体が破壊されて剥離するものであって、剥離時に糸引きが生じない。よって、被充填物に混入の虞がない。また、滑らかな剥離感でシール強度が安定しており、温度依存性が非常に少ない。さらに、剥離面は真っ白な剥離痕が生じる。この真っ白な剥離痕は、シールが適性にできているかどうか剥離により目視確認ができることから、包装工程上でのシール状況の確認にも役立てることができる。その結果、被充填物の信頼性が保たれる。
【0021】
このようにして形成された包装袋20は、92℃の熱水中に1分間放置する熱収縮工程を経るが、この時の熱水温度、時間はこれより低く、短いと充分収縮せず、本来の機能を発揮しない。またこれ以上高温雰囲気に長時間さらすと、直鎖状低密度ポリエチレン層110、150が剥離し、その結果フィルム強度、シール強度が落ちると共に、シール部が硬化し開封作業の為の応力を必要以上要することになる。熱収縮工程については、本来の収縮率を満たし、シール強度、必要以上の引裂き応力を要しない程度であれば、内容物容積、温度により上記数字に限定されることはなく適宜変更できる。更に、熱収縮工程は熱水に限定されることなく、ヒーター等を用いて実施しても良い。
【0022】
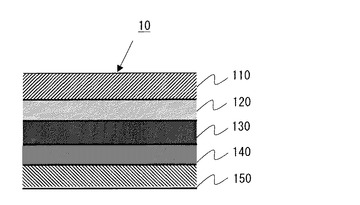
図2は、本発明の実施形態における多層フィルムの積層構成を示す図である。図2において、本発明における多層フィルム10は、外層110と、サンド層120と、収縮層130と、サンド層140と、内層150とから構成される。
【0023】
外層110及び内層150は、凝集破壊するイージーピールを形成可能な熱可塑性樹脂からなり、例えば直鎖状低密度ポリエチレン(LLDPE)とポリプロピレン(PP)の組成物、LLDPEとポリブテンの組成物、低密度ポリエチレン(LDPE)とPPの組成物、エチレン−酢酸ビニル共重合体(EVA)とPPの組成物等が挙げられ、本発明においてはこれらに限定されることなく、イージーピールを形成可能な樹脂を適宜選択して用いることができる。
【0024】
サンド層120及び140は、収縮層130と外層110及び内層150との間に設けられるポリエチレンからなる層であり、例えばLLDPEやLDPE等を用いることができる。なお、収縮層130とは公知の接着剤を用いて接着することができる。このサンド層を有することで、収縮層130の熱収縮時における外層110及び内層150との剥離を緩衝することができる。
【0025】
収縮層130は、熱をかけることにより収縮する熱可塑性樹脂からなり、二軸延伸された公知の樹脂を用いることができるが、強度など各種機械特性を満足するためにポリアミドを用いることが好ましい。ポリアミドとしては、ナイロン6、ナイロン66、ナイロン12、ナイロン46のような脂肪族ナイロン、MX_ナイロンのような芳香族を含有する脂肪族ナイロン、芳香族ナイロン等又はこれらの共重合ナイロン、またこれら樹脂の混合物が挙げられる。
【0026】
また、二軸延伸ポリアミド130の製造方法は、一般的に行われているインフュージョン法、キャスト法により作られ、同時二軸延伸、逐次二軸延伸により延伸される。チューブラー法により二軸延伸フィルムを作成してもよい。二軸延伸の延伸倍率は各軸方法に2〜6倍、好ましくは3〜5倍である。延伸率が2倍以下であると延伸の効果である、熱収縮性、耐破断性が充分発揮されない。また6倍を超えると延伸中にもフィルムが破断することもあり、フィルム強度が著しく低下するといわれている。
【0027】
さらに、本実施形態におけるフィルムの積層方法は、一般に用いられているドライラミネーション法、押し出しラミネーション法、ホットラミネーション法等により、あるいはこれらを組み合わせてそれぞれの層を積層することにより製造することができる。接着剤についても一般に使用している公知のものが使用できる。
【0028】
本実施形態によれば、熱収縮する二軸延伸ポリアミドを、シール部を形成する直鎖状低密度ポリエチレンでサンドイッチし、さらにポリアミドと直鎖状低密度ポリエチレンとの間に低密度ポリエチレンを有することで、熱収縮時における層間剥離を防止し、さらに内外層に配置された直鎖状低密度ポリエチレン同士を熱融着してイージーピールを形成することができる。
【0029】
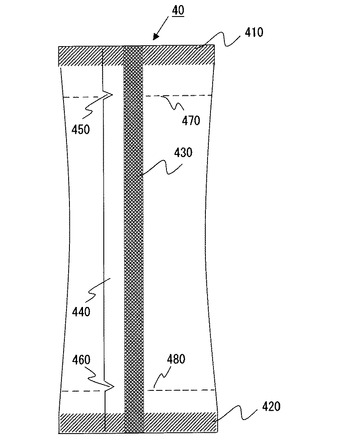
次に、本発明の他の実施形態について説明する。前述の実施形態においては、横シール部をイージーピールとして短手方向の開封性を向上させていたが、本実施形態においては、横シールとは別の易開封手段を備える。図4は、本発明の他の実施形態における包装袋の平面図である。包装袋40は、横シール410、420が、JIS K6854によるヒートシール強度10N/15mm幅以上で形成された強シールとなっている。縦シール430は、図1の実施形態における縦シール230と同様にイージーピールで構成される。この横シール410、420は、図1の実施形態における横シール210、220よりも高い温度や圧力、時間によりシールすることで形成可能である。これにより、例えば内容物の縦型製袋同時充填時等において横シールの剥離を原因とする内容物の露出をより完全に防止することができる。
【0030】
また、包装袋40は、非シール部440に短手方向の開封性を改善するための易開封手段を有する。易開封手段としては、例えば図4に示すように非シール部440の長尺方向両端部に切り込みであるノッチ450、460を形成することで短手方向の開封性を改善することができる。また、易開封手段は、このようなノッチに限定されることなく、非シール部440の短手方向縁部に半貫通の切込みや微細な傷(孔)を設ける等如何なるものであっても良いことは勿論のことである。
【0031】
さらに、より開封性を改善するために、ノッチ等の易開封手段に加えて、横シール410、420付近に短手方向の開封を補助する開封補助手段を設けても良い。
【0032】
ここで開封補助手段とは、易開封手段で切断した切り込みを直線状(あるいは所望の方向)に切り裂けるよう補助するものであり、たとえば図4に図示するように等間隔に半貫通の切込みであるミシン目470、480を入れることで形成可能である。
【0033】
以上説明したように、本発明によれば、ヒートシール製樹脂、収縮性樹脂、ヒートシール製樹脂からなる多層フィルムを筒状に湾曲させ、その両端部をオーバーラップさせて形成し、このオーバーラップ部の先端側に非シール部を残した状態で縦シール部を形成し、この筒状体の内部に所定量の被充填物を充填し、横シールを縦シールと交差するようにそれぞれ形成して密封し、縦シール及び、または横シールをイージーピールとすることにより、容易に開封して内容物を容易に取り出すことができる。また、シュリンク加工を経ることにより、内容物が相互移動できない程度に圧縮され、包装袋が置かれている外部環境の変化に伴う内容物の品質の安定化を図ることができる。
【0034】
以上、本発明の好適な実施の形態により本発明を説明した。ここでは特定の具体例を示して本発明を説明したが、特許請求の範囲に定義された本発明の広範囲な趣旨及び範囲から逸脱することなく、これら具体例に様々な修正及び変更が可能である。
【符号の説明】
【0035】
10 多層フィルム
110 外層
120、140 サンド層
130 収縮層
150 内層
20、40 包装袋
210、220 横シール部(イージーピール)
230、430 縦シール部(イージーピール)
240、440 非シール部
300 重ね合わせ部
310 指入れ部
320 先端
410、420 横シール(強シール)
450、460 ノッチ
470、480 ミシン目
【技術分野】
【0001】
本発明は、粘稠性の内容物を充填するのに好適な多層フィルム及び包装袋に関し、特に内容物充填後に熱収縮させて内容物の移動を抑制する多層フィルム及び包装袋に関する。
【背景技術】
【0002】
従来から、業務用として大容量の包装に用いられる、特に粘稠性食品であるフラワーペースト、ジャム、餡等の食品の包装袋は、図5に示したような三方シール方式(横シール510、520、縦シール530)の形状で、1kg〜10kg入り等の大容量で密封されている。
【0003】
このような業務用の包装袋においては、容易に内容物が取り出せるよう包装袋の良好な開封性が所望されている。たとえば、特許文献1には、積層フィルムを筒状に湾曲して両側縁部をオーバーラップさせ、外面側の側縁部の先端側に帯状の非シール部を残した状態で略平行に形成された複数の縦シール部と、縦シール部の長手方向両端部にそれぞれ交差して形成された横シール部とを有する三方シール袋に被充填物が充填される充填包装袋の技術が開示されている。
【0004】
特許文献1における積層フィルムは、内外層を低密度ポリエチレンからなるシール層とし、中間層にフィルム強度を付与する基材層を用いて構成されており、縦シール部及び横シール部を易開封性シール(イージーピール)として包装袋を形成しているため、帯状の非シール部を指で摘んで引っ張るだけで開封可能となっている。
【0005】
また、包装袋の保管作業や流通時等、大きな振動が生じる場合には、内容物がそれらに伴って振動し、応力がかかることによってイージーピール部が剥離してしまうといった問題が生じていた。更に、振動等の外圧から、その内容物の組成ネットワークが崩壊し内部から水分等が包装袋の表面に凝集することにより、品質の劣悪感と、外観を損ねることが認められていた。
【0006】
このような問題点に対し、包装袋の原材料として二軸延伸プラスチックフィルムを積層材として包装袋を形成し、内容物充填後に熱収縮させることで内容物の振動を抑制した図5に示すようなシュリンク包装袋が用いられている。
【0007】
従来のシュリンク包装袋は、図6に示したように熱収縮性プラスチックフィルム60の積層断面として、最外層にヒートシール可能な二軸延伸ポリアミドの基材630を配置し、内部層にヒートシール可能なシーラントの直鎖状低密度ポリエチレン(LLDPE:Linear Low Density Polyethylene)650と、ポリオレフィン系、ポリエステル系、ポリアミドからなる群より選ばれる少なくとも1種以上を積層し、シュリンクによる基材630とシーラント650との剥離を緩衝するための無延伸ポリエチレン640という構成を採っており、図7に示すように最内層同士をヒートシールして、熱収縮性プラスチックフィルム60を筒状に連続製袋することにより縦シール部530(図5)を形成している。
【0008】
このようなシュリンク包装袋の開封性を向上させた技術としては、例えば特許文献2には、横シール部に縦のノッチを設けることにより、ナイフやカッター、鋏等の開封器具を使用することなく、開封口を確保する包装袋に関する技術が開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】国際公開第2006/038700号公報
【特許文献2】特許第3845797号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、特許文献2に開示される易開封性を有するシュリンク包装袋においては、ノッチを基準として縦一方向にのみ引き裂くことによって内容物を取り出すものであり、未だ取り出し容易性が十分でないという問題がある。
【0011】
そこで本発明は、上記従来の問題点に鑑みてなされたもので、内容物充填後にヒートシールして内容物を密封し、熱収縮させた包装袋において、開封が容易であり、内容物の取り出しやすさを向上させた包装袋を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記課題を解決するため、本発明における包装袋は、内容物充填後にヒートシールして内容物を密封し、熱収縮させる包装袋であって、内層及び外層にイージーピールを形成可能な熱可塑性樹脂、中間層に熱をかけることにより収縮する熱可塑性樹脂、前記内層及び外層と前記中間層との間にポリエチレンを積層した多層フィルムからなり、長尺方向に内層と外層からなるイージーピールで形成された縦シール部を有することを特徴とする。
【発明の効果】
【0013】
本発明によれば、内容物充填後にヒートシールして内容物を密封し、熱収縮させた包装袋において、開封が容易であり、内容物の取り出しやすさを向上させることができる。
【図面の簡単な説明】
【0014】
【図1】本発明の実施形態における包装袋の平面図である。
【図2】本発明の実施形態における多層フィルムの積層構成を示す図である。
【図3】本発明の実施形態における包装袋の図1のA−A断面図である。
【図4】本発明の他の実施形態における包装袋の平面図である。
【図5】従来の包装袋の平面図である。
【図6】従来の多層フィルムの層構成を示す図である。
【図7】従来の包装袋の図5のB−B断面図である。
【発明を実施するための形態】
【0015】
次に、本発明を実施するための形態について図面を参照して詳細に説明する。なお、各図中、同一又は相当する部分には同一の符号を付しており、その重複説明は適宜に簡略化乃至省略する。
【0016】
本発明の実施形態における上記多層フィルムを用いた包装袋について説明する。図1は、本発明の実施形態における包装袋の平面図であり、図3は、本発明の実施形態における包装袋の図1のA−A断面図である。
【0017】
図1において、包装袋20は、図2に記載した多層フィルム10を使用してピロー包装機にて製造される。包装袋20は、横シール部210、220と、縦シール部230を有して構成される。本実施形態におけるこれらのシール部は、全てJIS K6854によるヒートシール強度が10N/15mm幅未満のイージーピールとなっている。
【0018】
包装袋20は、多層フィルム10を筒状に湾曲させてその両端部をオーバーラップさせて形成した重ね合わせ部300(図3参照)を形成し、この重ね合わせ部300における外面側になっている一方の側縁部の先端320側に指で摘まめる程度の幅(10〜20mm)の帯状の非シール部である指入れ部310を残した状態で縦シール部230(図1を参照)が形成され、筒状体となっている。また、この重ね合わせ部300は、多層フィルム10における外層110と内層150とが接合されることにより形成される。なお、本実施形態では、縦シール部230は、幅の厚い1本のみで形成しても、複数本の細いラインで形成されていても良いことは勿論のことである。
【0019】
そして、この筒状体20の内部に所定量の被充填物を充填し、両横シール210、220を縦シール230と交差するようにそれぞれ形成して密封する。ここで、縦シール部230及び横シール部210、220は、包装袋20から被充填物を取り出すために開封する前には、縦シール部230及び横シール部210、220が剥離することがなく、開封する際には、帯状の非シール部である指入れ部310を指で摘んで引っ張るだけで容易に縦シール部230及び横シール部210、220が剥離するような強度を有する凝集剥離易開封性シール(所謂イージーピール)からなる。
【0020】
なお、帯状の非シール部である指入れ部310を指で摘んで開封する際の開封を容易にするため、縦シール部230のシール幅は15mm未満にすると良い。ところで、凝集剥離易開封性シールは、シール層自体が破壊されて剥離するものであって、剥離時に糸引きが生じない。よって、被充填物に混入の虞がない。また、滑らかな剥離感でシール強度が安定しており、温度依存性が非常に少ない。さらに、剥離面は真っ白な剥離痕が生じる。この真っ白な剥離痕は、シールが適性にできているかどうか剥離により目視確認ができることから、包装工程上でのシール状況の確認にも役立てることができる。その結果、被充填物の信頼性が保たれる。
【0021】
このようにして形成された包装袋20は、92℃の熱水中に1分間放置する熱収縮工程を経るが、この時の熱水温度、時間はこれより低く、短いと充分収縮せず、本来の機能を発揮しない。またこれ以上高温雰囲気に長時間さらすと、直鎖状低密度ポリエチレン層110、150が剥離し、その結果フィルム強度、シール強度が落ちると共に、シール部が硬化し開封作業の為の応力を必要以上要することになる。熱収縮工程については、本来の収縮率を満たし、シール強度、必要以上の引裂き応力を要しない程度であれば、内容物容積、温度により上記数字に限定されることはなく適宜変更できる。更に、熱収縮工程は熱水に限定されることなく、ヒーター等を用いて実施しても良い。
【0022】
図2は、本発明の実施形態における多層フィルムの積層構成を示す図である。図2において、本発明における多層フィルム10は、外層110と、サンド層120と、収縮層130と、サンド層140と、内層150とから構成される。
【0023】
外層110及び内層150は、凝集破壊するイージーピールを形成可能な熱可塑性樹脂からなり、例えば直鎖状低密度ポリエチレン(LLDPE)とポリプロピレン(PP)の組成物、LLDPEとポリブテンの組成物、低密度ポリエチレン(LDPE)とPPの組成物、エチレン−酢酸ビニル共重合体(EVA)とPPの組成物等が挙げられ、本発明においてはこれらに限定されることなく、イージーピールを形成可能な樹脂を適宜選択して用いることができる。
【0024】
サンド層120及び140は、収縮層130と外層110及び内層150との間に設けられるポリエチレンからなる層であり、例えばLLDPEやLDPE等を用いることができる。なお、収縮層130とは公知の接着剤を用いて接着することができる。このサンド層を有することで、収縮層130の熱収縮時における外層110及び内層150との剥離を緩衝することができる。
【0025】
収縮層130は、熱をかけることにより収縮する熱可塑性樹脂からなり、二軸延伸された公知の樹脂を用いることができるが、強度など各種機械特性を満足するためにポリアミドを用いることが好ましい。ポリアミドとしては、ナイロン6、ナイロン66、ナイロン12、ナイロン46のような脂肪族ナイロン、MX_ナイロンのような芳香族を含有する脂肪族ナイロン、芳香族ナイロン等又はこれらの共重合ナイロン、またこれら樹脂の混合物が挙げられる。
【0026】
また、二軸延伸ポリアミド130の製造方法は、一般的に行われているインフュージョン法、キャスト法により作られ、同時二軸延伸、逐次二軸延伸により延伸される。チューブラー法により二軸延伸フィルムを作成してもよい。二軸延伸の延伸倍率は各軸方法に2〜6倍、好ましくは3〜5倍である。延伸率が2倍以下であると延伸の効果である、熱収縮性、耐破断性が充分発揮されない。また6倍を超えると延伸中にもフィルムが破断することもあり、フィルム強度が著しく低下するといわれている。
【0027】
さらに、本実施形態におけるフィルムの積層方法は、一般に用いられているドライラミネーション法、押し出しラミネーション法、ホットラミネーション法等により、あるいはこれらを組み合わせてそれぞれの層を積層することにより製造することができる。接着剤についても一般に使用している公知のものが使用できる。
【0028】
本実施形態によれば、熱収縮する二軸延伸ポリアミドを、シール部を形成する直鎖状低密度ポリエチレンでサンドイッチし、さらにポリアミドと直鎖状低密度ポリエチレンとの間に低密度ポリエチレンを有することで、熱収縮時における層間剥離を防止し、さらに内外層に配置された直鎖状低密度ポリエチレン同士を熱融着してイージーピールを形成することができる。
【0029】
次に、本発明の他の実施形態について説明する。前述の実施形態においては、横シール部をイージーピールとして短手方向の開封性を向上させていたが、本実施形態においては、横シールとは別の易開封手段を備える。図4は、本発明の他の実施形態における包装袋の平面図である。包装袋40は、横シール410、420が、JIS K6854によるヒートシール強度10N/15mm幅以上で形成された強シールとなっている。縦シール430は、図1の実施形態における縦シール230と同様にイージーピールで構成される。この横シール410、420は、図1の実施形態における横シール210、220よりも高い温度や圧力、時間によりシールすることで形成可能である。これにより、例えば内容物の縦型製袋同時充填時等において横シールの剥離を原因とする内容物の露出をより完全に防止することができる。
【0030】
また、包装袋40は、非シール部440に短手方向の開封性を改善するための易開封手段を有する。易開封手段としては、例えば図4に示すように非シール部440の長尺方向両端部に切り込みであるノッチ450、460を形成することで短手方向の開封性を改善することができる。また、易開封手段は、このようなノッチに限定されることなく、非シール部440の短手方向縁部に半貫通の切込みや微細な傷(孔)を設ける等如何なるものであっても良いことは勿論のことである。
【0031】
さらに、より開封性を改善するために、ノッチ等の易開封手段に加えて、横シール410、420付近に短手方向の開封を補助する開封補助手段を設けても良い。
【0032】
ここで開封補助手段とは、易開封手段で切断した切り込みを直線状(あるいは所望の方向)に切り裂けるよう補助するものであり、たとえば図4に図示するように等間隔に半貫通の切込みであるミシン目470、480を入れることで形成可能である。
【0033】
以上説明したように、本発明によれば、ヒートシール製樹脂、収縮性樹脂、ヒートシール製樹脂からなる多層フィルムを筒状に湾曲させ、その両端部をオーバーラップさせて形成し、このオーバーラップ部の先端側に非シール部を残した状態で縦シール部を形成し、この筒状体の内部に所定量の被充填物を充填し、横シールを縦シールと交差するようにそれぞれ形成して密封し、縦シール及び、または横シールをイージーピールとすることにより、容易に開封して内容物を容易に取り出すことができる。また、シュリンク加工を経ることにより、内容物が相互移動できない程度に圧縮され、包装袋が置かれている外部環境の変化に伴う内容物の品質の安定化を図ることができる。
【0034】
以上、本発明の好適な実施の形態により本発明を説明した。ここでは特定の具体例を示して本発明を説明したが、特許請求の範囲に定義された本発明の広範囲な趣旨及び範囲から逸脱することなく、これら具体例に様々な修正及び変更が可能である。
【符号の説明】
【0035】
10 多層フィルム
110 外層
120、140 サンド層
130 収縮層
150 内層
20、40 包装袋
210、220 横シール部(イージーピール)
230、430 縦シール部(イージーピール)
240、440 非シール部
300 重ね合わせ部
310 指入れ部
320 先端
410、420 横シール(強シール)
450、460 ノッチ
470、480 ミシン目
【特許請求の範囲】
【請求項1】
内容物充填後にヒートシールして内容物を密封し、熱収縮させる包装袋であって、
内層及び外層にイージーピールを形成可能な熱可塑性樹脂、中間層に熱をかけることにより収縮する熱可塑性樹脂、前記内層及び外層と前記中間層との間にポリエチレンを積層した多層フィルムからなり、
長尺方向に内層と外層からなるイージーピールで形成された縦シール部を有することを特徴とする包装袋。
【請求項2】
前記縦シール部に隣接して外部から把持可能な非シール部を有することを特徴とする請求項1記載の包装袋。
【請求項3】
両端部に短手方向全体に渡る横シール部を有し、
前記横シール部がイージーピールであることを特徴とする請求項1又は2記載の包装袋。
【請求項4】
両端部に短手方向全体に渡り、前記縦シール部より剥離強度が大きな横シール部を有し、
前記非シール部は、短手方向に引き裂くための易開封手段を有することを特徴とする請求項2又は3記載の包装袋。
【請求項5】
前記易開封手段で切断した切り込みを所望の方向に切り裂けるよう補助する開封補助手段を有することを特徴とする請求項4に記載の包装袋。
【請求項1】
内容物充填後にヒートシールして内容物を密封し、熱収縮させる包装袋であって、
内層及び外層にイージーピールを形成可能な熱可塑性樹脂、中間層に熱をかけることにより収縮する熱可塑性樹脂、前記内層及び外層と前記中間層との間にポリエチレンを積層した多層フィルムからなり、
長尺方向に内層と外層からなるイージーピールで形成された縦シール部を有することを特徴とする包装袋。
【請求項2】
前記縦シール部に隣接して外部から把持可能な非シール部を有することを特徴とする請求項1記載の包装袋。
【請求項3】
両端部に短手方向全体に渡る横シール部を有し、
前記横シール部がイージーピールであることを特徴とする請求項1又は2記載の包装袋。
【請求項4】
両端部に短手方向全体に渡り、前記縦シール部より剥離強度が大きな横シール部を有し、
前記非シール部は、短手方向に引き裂くための易開封手段を有することを特徴とする請求項2又は3記載の包装袋。
【請求項5】
前記易開封手段で切断した切り込みを所望の方向に切り裂けるよう補助する開封補助手段を有することを特徴とする請求項4に記載の包装袋。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−245990(P2012−245990A)
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2011−117761(P2011−117761)
【出願日】平成23年5月26日(2011.5.26)
【出願人】(000104674)キョーラク株式会社 (292)
【Fターム(参考)】
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成23年5月26日(2011.5.26)
【出願人】(000104674)キョーラク株式会社 (292)
【Fターム(参考)】
[ Back to top ]