
包装袋
【課題】 その目的とするところは別部品を設けることなく、包装袋の開封口を巻き回して繰り返し再封可能な包装袋を提供することにある。
【解決手段】 ホットメルト粘着剤層を介して基材層と熱接着性樹脂層が積層された積層体の前記熱接着性樹脂層の面同士を対向させて周縁を熱接着して周縁熱接着部を設けた包装袋であって、前記基材層側から開いた形状のハーフカットが施され、前記周縁熱接着部の外周縁には前記ホットメルト粘着剤層が除かれた非形成部とされていることを特徴とする包装袋である。
【解決手段】 ホットメルト粘着剤層を介して基材層と熱接着性樹脂層が積層された積層体の前記熱接着性樹脂層の面同士を対向させて周縁を熱接着して周縁熱接着部を設けた包装袋であって、前記基材層側から開いた形状のハーフカットが施され、前記周縁熱接着部の外周縁には前記ホットメルト粘着剤層が除かれた非形成部とされていることを特徴とする包装袋である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ホットメルト粘着剤層を介して基材層と熱接着性樹脂層が積層された積層体を用いた包装袋に関し、詳しくは基材層側からハーフカットを施した構成とすることにより、包装袋を開封し、充填された内容物を必要量だけ取り出した後、開封口を巻き回して開封口を再封することができる包装袋に関する。
【背景技術】
【0002】
従来、食品や非食品などの内容物をプラスチックフィルムや紙等の積層体からなる包装袋に密封包装後、使用する際に一旦開封して内容物を必要量だけ取り出した後に、残った内容物を保存する場合、2本のリムが一端の弾性ヒンジにより対向しているプラスチック製クリップを用いて開封口を両側からリムで挟み弾性ヒンジにより挟持面の圧力で開封口の部分の内面同士を密接し、開封口を閉じるクリップが知られている(例えば、特許文献1参照)。
【0003】
また、包装袋の開封口の部分を芯に巻回して内面同士を密接し、袋内を気密にする巻回し部の外面に接着し、その巻回し状態を保持するための感圧性接着剤を付着した再シールタグを包装袋の外面に一体に接着して設けた構成の包装袋が提案されている(例えば、特許文献2参照)。
【0004】
しかし、特許文献1に記載されたクリップは、包装袋とは別の部品として必要なものでありコストアップとなり、また、部品として包装袋に添付すると嵩張るので運送便への積載効率が悪くなり輸送コストがかかるという問題がある。また、特許文献2に記載された技術は、包装袋の開封口の部分を巻回して巻回し部の外面に接着する再シールタグが包装袋の外面に一体に設けられているので、嵩張ることがないので余分な輸送コストがかからないものとなっている。しかし、再シールタグは別部品として包装袋に感圧性接着剤を介して一体に接着されているものの、別部品としてのコストがかかるという問題や、再シールタグと包装袋とに段差ができるため、輸送時の振動や衝撃を受けたりすると段差をきっかけとして再シールタグが剥離し包装袋から分離してしまうという危惧や、製袋された包装袋を給袋装置に積み重ねて供給される充填機械装置の場合には給袋装置に積み重ねられる包装袋が再シールタグの貼着された部分が厚くなるので給袋装置に積み重ねられる包装袋の数が少なくなり包装袋を供給する回数が増え手間がかかるばかりか、給袋装置内で積み重ねられた包装袋が傾斜になっているので包装袋を1枚ずつ繰り出す際、給袋ミスが発生しやすいという恐れがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平2−42203号公報
【特許文献2】登録実用新案公報第3050730号
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで本発明は、上記問題を解決すべくなされたものであり、その目的とするところは別部品を設けることなく、包装袋の開封口を巻き回して再封することができる包装袋を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、上記課題を解決するものであり、請求項1記載の本発明は、ホットメルト粘着剤層を介して基材層と熱接着性樹脂層が積層された積層体の前記熱接着性樹脂層の面同士を対向させて周縁を熱接着して周縁熱接着部を設けた包装袋であって、前記基材層側から開いた形状のハーフカットが施され、前記周縁熱接着部の外周縁には前記ホットメルト粘着剤層が除かれた非形成部とされていることを特徴とする包装袋である。
【0008】
また、請求項2記載の本発明は、請求項1に記載の包装袋において、前記ハーフカットは前記周縁熱接着部側に突出した摘み部が設けられた形状からなり、前記摘み部は前記ホットメルト粘着剤層が除かれた非形成部とされていることを特徴とするものである。
【0009】
また、請求項3記載の本発明は、請求項1または2に記載の包装袋において、前記ハーフカットの施された位置が、前記ホットメルト粘着剤層が除かれた非形成部とされていることを特徴とするものである。
【0010】
また、請求項4記載の本発明は、請求項1〜3のいずれかに記載の包装袋において、前記基材層の外面にオーバーコート層が形成されていることを特徴とするものである。
【0011】
また、請求項5記載の本発明は、請求項1〜4のいずれかに記載の包装袋において、前記積層体が前記ホットメルト粘着剤と前記熱接着性樹脂層との間に中間層が積層された構成であることを特徴とするものである。
【0012】
また、請求項6記載の本発明は、請求項1〜5のいずれかに記載の包装袋において、前記積層体が直線引裂き性を有するフィルムが積層された構成であることを特徴とするものである。
【発明の効果】
【0013】
請求項1記載の本発明は、ホットメルト粘着剤層を介して基材層と熱接着性樹脂層が積層された積層体の前記熱接着性樹脂層の面同士を対向させて周縁を熱接着して周縁熱接着部を設けた包装袋であって、前記基材層側から開いた形状のハーフカットが施され、前記周縁熱接着部の外周縁には前記ホットメルト粘着剤層が除かれた非形成部とされている構成とすることにより、包装袋を開封し、充填された内容物を必要量だけ取り出した後、ハーフカットより積層体のホットメルト粘着剤層と熱接着性樹脂層との層間で剥離させて基材層側にホットメルト粘着剤層を露出させた再封片を形成し、開封口を巻き回して前記再封片のホットメルト粘着剤層面を巻き回した包装袋の基材層面に貼着することにより、繰り返し開封口を再封することができる。また、周縁熱接着部の外周縁はホットメルト粘着剤層が除かれた構成であり、周縁熱接着部の外端にホットメルト粘着剤層が食み出すことがないので周縁にゴミが付着することがなく衛生的であり、かつ、包装袋の製造時に包装袋の外周縁を切断する切断刃がホットメルト粘着剤層に当接することがないので切断刃にホットメルト粘着剤が蓄積することがなく製袋加工適性が向上する。また、再封片は積層体に基材層側からハーフカットにより形成されるものであり、再シールタグ等の別部品を貼着する必要がないのでコストアップすることがなく、しかも包装袋に段差が生じないので給袋装置に積み重ねられる数が増えるので積み重ねる回数が少なくなり充填作業効率が向上する。さらに、従来の包装袋のように別部品としての再シールタグ部材を準備する必要もなく部材の在庫管理等の煩わしい手間や、再シールタグを包装袋に貼着する工程が増加することもないのでコストアップを抑制することができる。
【0014】
また、請求項2記載の本発明は、摘み部にはホットメルト粘着剤層を除いた構成とすることにより、摘み易くなり、再封片を容易に形成することができる。
【0015】
また、請求項3記載の本発明は、ハーフカットの施された位置にはホットメルト粘着剤層が除かれた構成とすることにより、積層体にハーフカットを形成する刃にホットメルト粘着剤が当接することがないのでハーフカット加工適性が向上する。
【0016】
また、請求項4記載の本発明は、基材層の外面にオーバーコート層が形成されている構成とすることにより、包装袋を開封し、充填された内容物を必要量だけ取り出した後、残った内容物を保存する場合、開封口を芯にして内容物が減った分だけ包装袋を巻き回すと共に、ハーフカットより積層体の層間を剥離してホットメルト粘着剤層を露出させて形成された再封片の露出したホットメルト粘着剤層面を貼着する際、基材層外面との接着強度をコントロールすることが容易にできるので繰り返し開封口を再封しても基材層外面にホットメルト粘着剤層が転移することがなく良好な再封性が得られる。
【0017】
また、請求項5記載の本発明は、積層体がホットメルト粘着剤と熱接着性樹脂層との間に中間層が積層された構成とすることにより、充填された内容物を必要量だけ取り出した後、ハーフカットより積層体をホットメルト粘着剤層と中間層との間で剥離させて基材層側にホットメルト粘着剤層を露出させた再封片を容易に形成できる。
【0018】
また、請求項6記載の本発明は、前記積層体が直線引裂き性を有するフィルムが積層された構成とすることにより、包装袋を開封する際、積層体を真っ直ぐに引裂くことができ綺麗な開封口を形成できる。その結果、開封口より充填された内容物を必要量だけ取り出した後、開封口を芯として巻き回す動作が容易にできる。
【図面の簡単な説明】
【0019】
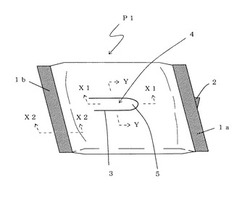
【図1】本発明に係る包装袋の第一実施形態を示す斜視図である。
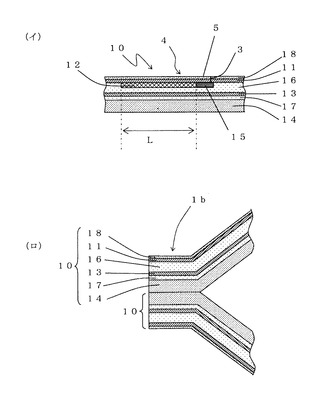
【図2】(イ)は図1のX1−X1線断面図、(ロ)は図1のX2−X2線断面図である。
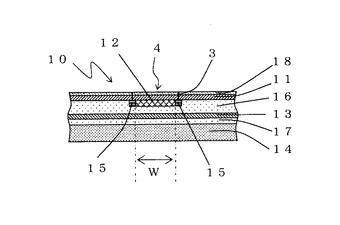
【図3】図1のY−Y線断面図である。
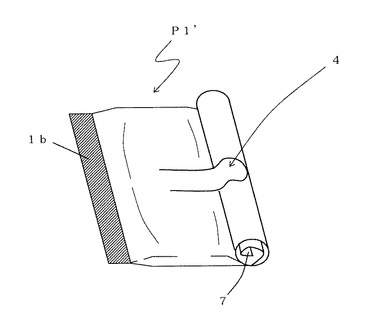
【図4】本発明に係る第一実施形態の包装袋を開封後、開封口を再封する状態を示す斜視図である。
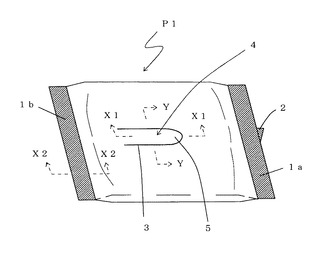
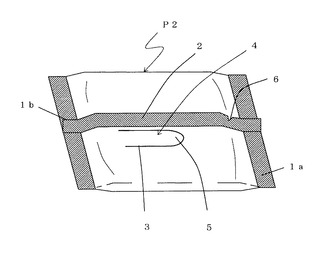
【図5】本発明に係る包装袋の第二実施形態を示す斜視図である。
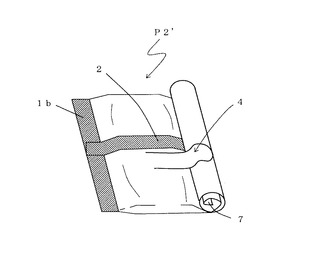
【図6】本発明に係る第二実施形態の包装袋を開封後、開封口を再封する状態を示す斜視図である。
【発明を実施するための形態】
【0020】
上記の本発明について、図面等を用いて以下に詳述する。
図1は本発明に係る包装袋の第一実施形態を示す斜視図、図2の(イ)は図1のX1−X1線断面図、(ロ)は図1のX2−X2線断面図、図3は図1のY−Y線断面図、図4は本発明に係る第一実施形態の包装袋を開封後、開封口を再封する状態を示す斜視図、図5は本発明に係る包装袋の第二実施形態を示す斜視図、図6は本発明に係る第二実施形態の包装袋を開封後、開封口を再封する状態を示す斜視図であり、図中の1a,1bは端縁シール部、2は背シール部、3はハーフカット、4は再封片、5は摘み部、6はノッチ、7は開封口、10は積層体、11は基材層、12はホットメルト粘着剤層、13は中間層、14は熱接着性樹脂層、15は剥離層、16、17は接着層、18はオーバーコート層、P1、P2は包装袋、P1’、P2’は開封された包装袋、Lは帯状ホットメルト粘着剤層の長さ、Wは帯状のホットメルト粘着剤層の幅をそれぞれ示す。
【0021】
図1は本発明に係る包装袋の第一実施形態を示す斜視図、図2の(イ)は図1のX1−X1線断面図で表面側の積層体の断面のみ示し、(ロ)は図1のX2−X2線断面図で周縁熱接着部の積層体の構成を示し、図3は図1のY−Y線断面図で表面側の積層体の断面のみ示すものである。包装袋P1は、基材層11、ホットメルト粘着剤層12、中間層13、熱接着性樹脂層14が順次、接着層16、17を介して積層された矩形状の積層体10の熱接着性樹脂層14の面同士を対向させて背シール部2で端縁を熱接着して筒状となし、開口端を端縁シール部1a、1bで熱接着したピロータイプの包装袋であり、端縁シール部1a、1bのいずれかの一方が先に熱接着され、他方が包装袋に内容物を充填後、熱接着して密封されるものである。第一実施形態の包装袋P1において、端縁シール部1a、1bおよび背シール部2が周縁熱接着部に相当するものである。
【0022】
本発明の包装袋P1の表面(背シール部2の反対面)には、基材層11側から開いた形状で端縁シール部1a、1bに直交する方向に帯状に延びる略U字状のハーフカット3が施され、U字状のハーフカット3に囲まれた内方領域が再封片4とされ、U字状のハーフカット3の端縁シール部1a側の膨出部分が摘み部5とされ、図2(ロ)に示すように周縁熱接着部である端縁シール部1a、1bおよび背シール部2(図示しない)にはホットメルト粘着剤層12が除かれた非形成部とされている。
【0023】
さらに、図2、図3を参照しながら、本発明の要部について詳しく説明する。本発明の包装袋P1を構成する積層体10は、基材層11と中間層13とをポリエチレンをエクストルージョン法により溶融押出して設けた接着層16を介して積層され、中間層13と熱接着性樹脂層14とは接着層17を介して積層されている。さらに、ハーフカット3が位置する基材層11の接着層16側には紐状に剥離層15(図3参照)が形成されている。摘み部5の基材層11の接着層16側には広幅の剥離層15(図2イ参照)が形成され、ホットメルト粘着剤層12が除かれた非形成部とされている。また、再封片4の剥離層15以外の領域には帯状にホットメルト粘着剤層12が形成されている。帯状のホットメルト粘着剤層12の幅W(端縁シール部に平行方向の長さ)は通常10mm〜25mmである。帯状のホットメルト粘着剤層12の長さL(端縁シール部1a、1bと直交する方向の長さ)は端縁シール部1a、1bの内縁間の長さや内容物の種類により適宜決定されるものであるが、通常、端縁シール部1a、1bの内縁間の長さの10分の1以上とする。設ける位置も用途により決定される。また、端縁シール部1a、1bの内縁間に複数の再封片4を設けることもできる。包装袋の開封口を巻き回す、あるいは折り畳む位置がいずれの位置になっても対応できる構成としてもよい。
【0024】
また、図2(ロ)に示すように周縁熱接着部である端縁シール部1bは、ホットメルト粘着剤層12が除かれた非形成部となっている。図示しないが端縁シール部1aおよび背シール部2も同様にホットメルト粘着剤層12が除かれた非形成部となっている。本発明の包装袋P1は、上記のように周縁熱接着部の外周縁と、ハーフカット3の施された位置が、ホットメルト粘着剤層12が除かれた非形成部とされていることを特徴とするものである。したがって、第一実施形態ではホットメルト粘着剤層12をハーフカット3に囲まれた再封片4の領域内にのみ形成した例を示したが、これに限定されるものではなく、本発明の主旨を逸脱しない範囲で他の部分に形成することもできる。また、ハーフカット3の形状もU字状に限定されるものでなく、任意に形成できる。
【0025】
図2(イ)、図3に示すように基材層の外面にはオーバーコート層18が形成されている。オーバーコート層18は、後述するが開封口を巻き回して再封片4の内面に露出したホットメルト粘着剤層12で再封した後、再び再封片4を剥離して再開封する際、再封片4のホットメルト粘着剤層12がオーバーコート層18側に転移することを防止する役割を有している。つまり、ホットメルト粘着剤層12とオーバープリント層18との接着力がオーバープリント層自身の凝集力およびホットメルト粘着剤層12と基材層11の接着層16側との接着力より弱くなるようにしている。
【0026】
本発明の包装袋は、第一実施形態で示したピロータイプ袋の形態以外に、ガセット、ピローガセット、三方シール、四方シール等の種々のタイプの袋に利用することができる。また、積層体10の基材層11と中間層13とを接着する接着層16、および中間層13と熱接着性樹脂層14とを接着する接着層17には、公知のエクストルージョン法、ドライラミネート法、ノンソルベント接着剤ラミネート法等を適用して形成することができる。
【0027】
次に、図1〜4を参照しながら本発明の包装袋1の使用方法について説明する。図1に示すように端縁シール部1a、1bのいずれか一方が未シールとされ、その開口端より内容物が充填された後、未シールの端縁シール部1a、1bのいずれか他方が熱接着して密封される。図1は密封された状態を示す。その後、開封に際して、例えば、背シール部2の端縁シール部1aの内縁近傍に設けられたノッチ(図示せず)より端縁シール部1aの内縁に沿って積層体10を引裂き、開封口を形成する。あるいは、開封表示にしたがって積層体10の両側を相反する方向に引張って端縁シール部1aを剥がして開封口を形成する。該開封口から内容物を必要量だけ取り出した後、残った内容物を保存する場合、開封口を芯にして内容物が減った分だけ包装袋を巻き回すと共に、ハーフカット3に囲まれた再封片4の摘み部5より剥離層15と接着層16との間で積層体10を剥離し引張り上げることによりホットメルト粘着剤層12と接着層16との層間で剥離させて基材層11側にホットメルト粘着剤層12を露出させた再封片4を形成し、開封口を巻き回した包装袋の外面(オーバーコート層面)に再封片4のホットメルト粘着剤層12面を貼着することにより、開封口を巻き回した状態を保持して開封された包装袋P1’の開封口7を閉塞する。基材層11の表面にはオーバープリント層18が形成されているので繰り返し開封口を再封することができる。よって、包装袋内への埃や水分の浸入を防止でき、残った内容物を一時的に保護できるので衛生的なものとできる。また、別法として包装袋の開封口を内容物が減った分だけ包装袋を折り畳んで再封片4で接着してもよい。
【0028】
本発明の包装袋において、ハーフカット3を形成する位置や形状は第一実施形態に限定されるものではなく、包装袋の正面(背シール部の反対側)や裏面(背シール側)に設けることもできる。図5は、本発明に係る第二実施形態の包装袋を示す斜視図である。図5に示すように本発明の第二実施形態の包装袋P2は、ハーフカット3を包装袋P2の裏面の中央付近に背シール部2に沿って端縁シール部1a、1b間の方向に長く伸びたU字状のハーフカット3を施したものである。その他は第一実施形態と同じであり、同じ符号を付して説明を省略する。
【0029】
図6は、本発明に係る第二実施形態の包装袋P2を開封後、開封口7を再封する状態を示す斜視図であり、第一実施形態と同様に包装袋P2を開封後、開封されたP2’の開封口7を再封片4の露出したホットメルト粘着剤層12を巻き回した包装袋P2’に貼着することにより繰り返し再封が可能となる。
【0030】
次に、本発明に係る包装袋を構成する積層体10について説明する。まず、積層体10の熱接着性樹脂層14に用いられる材料としては、熱により溶融し相互に溶着し得る熱接着性樹脂であればよく、要求される物性により適宜選択して用いることができ、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、エチレン−αオレフィン共重合体、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸メチル共重合体、エチレン−メタクリル酸共重合体等の樹脂の一種ないしそれ以上からなる樹脂で形成することができる。
【0031】
次に、積層体10の基材層11に用いられる基材としては、機械的、物理的、化学的等において優れた性質を有する合成樹脂製フィルムを用いることができ、例えば、ポリエステル系、ポリアミド系、ポリプロピレン系等の樹脂を用いた一軸方向ないし二軸方向に延伸した延伸フィルム等やこれらの延伸フィルムに酸化アルミ、酸化珪素等の無機物を蒸着あるいはポリビニルアルコール系等のバリア性を有する樹脂をコーテイングしたフィルムを1種ないしは2種以上組合せて使用することができる。さらには一軸延伸されたポリプロピレン、高密度ポリエチレンないし低密度ポリエチレン、ナイロン、ポリエステルフィルム等の直線引裂き性を有するフィルムを積層して基材とすることもできる。フィルムの厚さとしては再封片として剥離しやすい腰(剛性)や、繰り返し再封に耐える強度が得られる厚さであればよい。通常、厚さ12μm〜80μmが好ましい。また、基材層11の熱接着性樹脂層14側には、通常、印刷が施されるので印刷適性を有している。
【0032】
また、積層体10の中間層13は、酸素ガス、水蒸気ガス等のガスバリアー性、及び/又は、遮光性を付与するために設けられる。中間層13を構成する材料としては、たとえば、アルミニウム、鉄、銅、錫等の金属箔、あるいは、ポリビニルアルコール、エチレン−酢酸ビニル共重合体ケン化物、ポリ塩化ビニリデン等のフィルム、あるいは、ポリエステル、ポリアミド、ポリエチレン,ポリプロピレン,エチレン−プロピレン共重合体等のポリオレフィン、ポリビニルアルコール等のフィルムにポリ塩化ビニリデンを塗工したフィルムないしはアルミニウム、酸化珪素、酸化アルミニウム、酸化インジウム、酸化錫、酸化ジルコニウム等の無機物の蒸着を施したフィルムなどを用いることができ、包装される内容物に要求される特性により適宜選択する。さらに、中間層13として直線引裂き性を有するフィルムを用いることができ、積層体を真っ直ぐに引裂くことができるので開封口が綺麗になり、開封口を芯に包装袋を巻き回す動作が容易になる。直線引裂き性を有するフィルムとしては、東レ(株)製のトレファンBO YT12、22、電気化学工業(株)製のカラリアンY、三井化学(株)製のハイブロン、ノーブレン、出光石油化学(株)製のユニアスロンTB1000、ユニチカ(株)製のエンブレムNC、エンブレットPCが挙げられる。特にピロータイプの包装袋の場合には、電気化学工業(株)製のカラリアンY、東レ(株)製のトレファンBO YT12、22が好ましい。なお、中間層を積層する場合には、基材層と中間層との間にホットメルト粘着剤層を設ける。
【0033】
ホットメルト粘着剤層に用いるホットメルト粘着剤としては、熱可塑性樹脂からなるベースポリマーにタッキファイヤーを含む熱溶融型組成物が用いられる。この組成物のベースポリマー成分には、例えば、スチレン−イソプレンブロック共重合体、スチレン−ブタジェンブロック共重合体、アクリル系樹脂、エチレン−酢酸ビニル共重合体、ビニル芳香族と共役ジエンのブロック共重合体およびその水添物、エチレン−α−オレフィン共重合体、ポリエステル樹脂等などが単独もしくは複数ブレンドして用いられる。
タッキファイヤーとしては、例えばクマロン・インデン樹脂、フェノール樹脂、フェノール・ホルムアルデヒド樹脂、テルペン・フェノール樹脂、ポリテルペン樹脂、キシレン・ホルムアルデヒド樹脂、合成ポリテルペン樹脂、芳香族炭化水素樹脂、脂肪族環状炭化水素樹脂、水素添加炭化水素樹脂、炭化水素系樹脂、ポリブテン、ロジン、ロジンエステル、水素添加ロジン、水素添加ロジンとモノアルコールまたは多価アルコールとのエステル、脂肪族系石油樹脂、芳香族系石油樹脂、及び共重合系石油樹脂などが挙げられる。
また、ホットメルト粘着剤には、可塑剤、粘度調整剤、抗酸化剤、充填剤等が適宜添加される。通常、ホットメルト粘着剤層の厚さは5〜20μmである。
【0034】
剥離層15に用いられる剥離剤としては、例えば、硝化綿系、ポリアミド系、ポリエステル系、アクリル系、ウレタン系、アルキッド系の樹脂が挙げられ、これらを単独若しくは組合わせて混合して溶液としてグラビア印刷、フレキソ印刷等の加工法でパートコートすることにより剥離剤層15を形成することができる。剥離剤にはワックスやシリコンなどを添加剤として混合して易剥離性を調整することができる。剥離層15は接着層16から剥離させるために設けるものであり、剥離層15と接着層16の両層間にアンカーコート剤を介して積層する場合には剥離層15とアンカーコート層から剥離するように剥離層を選択することが肝要である。
【0035】
オーバーコート層18には、例えば、硝化綿系、ポリアミド系、ポリエステル系、アクリル系、ウレタン系、アルキッド系の樹脂が挙げられ、これらを単独若しくは組合わせて混合して塗工液としてグラビア印刷、フレキソ印刷、ロールコート等の加工法でオーバーコート層を形成することができる。塗工液にはワックスやシリコンなどを添加することによってオーバーコート層18と再封片4のホットメルト粘着剤層12との接着力を調整することができる。基材層11のホットメルト粘着剤層12が包装袋の外面に転移することを確実に防止することがオーバーコート層の役割であり、ホットメルト粘着剤層とオーバーコート層との接着力がホットメルト粘着剤層と基材層の接着層側との接着力より大きくならないように塗工液の組成を決めればよい。
【0036】
次に、本発明の包装袋の製造方法例について説明する。まず、巻取り状の基材層11の一方の面にデザインや表示等の印刷層、剥離層をグラビア印刷、フレキソ印刷等の印刷法により形成し、他方の面にはオーバーコート(OP)層を形成する。次に印刷層および剥離層の形成された面に印刷層および剥離層に見当合わせしてホットメルト粘着剤層を例えば、グラビア版等を用いて周縁熱接着部およびハーフカットの位置する部分を除きパターンコートして形成する。そして、基材層に形成されたホットメルト粘着剤層の面と中間層または熱接着性樹脂層とをエクストルージョン法、ドライラミネーション法により積層する。その後、例えば、所定の大きさ、形状のハーフカット刃を備えたダイロールを搭載した打抜き機で積層体の基材層面からハーフカットを施す。その後、製袋機で所定の形態の包装袋に製袋される。なお、OP層は、ホットメルト粘着剤層の形成工程を中間層あるいは熱接着性樹脂層との積層工程とインラインで行う場合には無くてもよいが、オフラインで行う場合には、ホットメルト粘着剤層面と基材層の印刷層、剥離層の形成された面と反対側の面が巻取り時に接触してブロッキングが発生するのでOP層を形成することが必要である。
【0037】
次に、本発明について、以下に実施例を挙げてさらに詳しく説明する。
【実施例1】
【0038】
基材層に厚さ12μmの透明な二軸延伸ポリエステルフィルム(PET)を用いて、PETの片面にウレタン系インキで印刷層、ポリアミド系インキで紐状の剥離層、摘み部領域に広幅の剥離層、およびポリエチレンイミン系のアンカー剤で全面にアンカーコート(AC)層を形成し、他方の面にポリアミド系インキで全面にOP層を形成した。その後、ホットメルトコーターで印刷層、剥離層に見当を合わせて、所定の位置にアクリル系樹脂をベースポリマー、テルペン樹脂をタッキファイヤーとするホットメルト粘着剤(HM)をパートコートして厚さ10μmの帯状ホットメルト粘着剤層を積層して中間積層体を作製した。その後、熱接着性樹脂層に厚さ30μmの未延伸ポリプロピレン(CPP)を用いて、中間積層体のHM層面とCPPとの間に低密度ポリエチレン(PE)を溶融押出しながら厚さ15μmでサンドイッチラミネーションして<OP層/PET12μm/印刷層、剥離層、AC層/HM層10μm/PE15μm/CPP30μm>なる構成の積層体を作製した。その後、積層体に所定の形状のハーフカット刃を備えた抜型を搭載した打抜き機にてPET面にハーフカットを形成した。その後、製袋機で製袋して包装袋の表面にハーフカットを施した第一実施形態のピロータイプの包装袋P1を作製した。なお、帯状のHM層の形状は25mm幅のU字状とし包装袋の中央に背シール部に沿って形成した。
【実施例2】
【0039】
厚さ12μmの透明な二軸延伸ポリエステルフィルム(PET)と片面に酸化珪素を蒸着した透明な厚さ12μmの二軸延伸ポリエステルフィルム(VMPET)の蒸着面とをドライラミネート用接着剤を用いてドライラミネーション(DL)法でラミネートしたものを基材層として用い、<OP層/PET12μm/DL/VMPET12μm/印刷層、剥離層、AC層/HM層10μm/PE15μm/CPP30μm>なる構成の積層体を用いた。その他は実施例1と同じとした。なお、オーバーコート層はPETの表面に設け、印刷層、剥離層はVMPETのPET面に形成した。
【実施例3】
【0040】
中間層に厚さ12μmのPETを用い、PETとCPP30μmとを厚さ15μmのPEでサンドイッチラミネーションして<OP層/PET12μm/印刷層、剥離層、AC層/HM層10μm/PE15μm/PET12/PE15μm/CPP30μm>なる構成の積層体を用いた。ハーフカットは包装袋の裏面に施した第二実施形態のピロータイプの包装袋P2を作製した。その他は実施例1と同じとした。
【実施例4】
【0041】
中間層に厚さ20μmの直線引裂き性を有するフィルム(電気化学工業株式会社製、カラリアンY)を用いた以外は実施例3と同じとした。
【0042】
実施例1〜4で作成した包装袋にそれぞれスナック菓子を充填し密封した。実施例1〜4の包装袋はいずれも背シール部に形成されたノッチより端縁シール部に沿って包装袋を引裂いて開封することができた。その後、内容物を一部だけ取り出した後、開封口を芯にして内容物が減った分だけ包装袋を巻き回し、剥離した再封片の露出させたホットメルト粘着剤層面を貼着したところ、実施例1〜4のいずれの包装袋も開封口を巻き回した状態を保持することができ、開封口を閉塞できた。特に実施例4の包装袋は、包装袋を端縁シール部に沿って、直線的に引裂くことができたので開封口を芯として内容物が減った分だけの包装袋を巻き回す動作が容易にできた。
【符号の説明】
【0043】
1a、1b 端縁シール部
2 背シール部
3 ハーフカット
4 再封片
5 摘み部
6 ノッチ
7 開封口
10 積層体
11 基材層
12 ホットメルト粘着剤層
13 中間層
14 熱接着性樹脂層
15 剥離層
16、17 接着層
18 オーバーコート層
P1、P2 包装袋
P1’、P2’ 開封された包装袋
L 帯状ホットメルト粘着剤層の長さ
W 帯状ホットメルト粘着剤層の幅
【技術分野】
【0001】
本発明は、ホットメルト粘着剤層を介して基材層と熱接着性樹脂層が積層された積層体を用いた包装袋に関し、詳しくは基材層側からハーフカットを施した構成とすることにより、包装袋を開封し、充填された内容物を必要量だけ取り出した後、開封口を巻き回して開封口を再封することができる包装袋に関する。
【背景技術】
【0002】
従来、食品や非食品などの内容物をプラスチックフィルムや紙等の積層体からなる包装袋に密封包装後、使用する際に一旦開封して内容物を必要量だけ取り出した後に、残った内容物を保存する場合、2本のリムが一端の弾性ヒンジにより対向しているプラスチック製クリップを用いて開封口を両側からリムで挟み弾性ヒンジにより挟持面の圧力で開封口の部分の内面同士を密接し、開封口を閉じるクリップが知られている(例えば、特許文献1参照)。
【0003】
また、包装袋の開封口の部分を芯に巻回して内面同士を密接し、袋内を気密にする巻回し部の外面に接着し、その巻回し状態を保持するための感圧性接着剤を付着した再シールタグを包装袋の外面に一体に接着して設けた構成の包装袋が提案されている(例えば、特許文献2参照)。
【0004】
しかし、特許文献1に記載されたクリップは、包装袋とは別の部品として必要なものでありコストアップとなり、また、部品として包装袋に添付すると嵩張るので運送便への積載効率が悪くなり輸送コストがかかるという問題がある。また、特許文献2に記載された技術は、包装袋の開封口の部分を巻回して巻回し部の外面に接着する再シールタグが包装袋の外面に一体に設けられているので、嵩張ることがないので余分な輸送コストがかからないものとなっている。しかし、再シールタグは別部品として包装袋に感圧性接着剤を介して一体に接着されているものの、別部品としてのコストがかかるという問題や、再シールタグと包装袋とに段差ができるため、輸送時の振動や衝撃を受けたりすると段差をきっかけとして再シールタグが剥離し包装袋から分離してしまうという危惧や、製袋された包装袋を給袋装置に積み重ねて供給される充填機械装置の場合には給袋装置に積み重ねられる包装袋が再シールタグの貼着された部分が厚くなるので給袋装置に積み重ねられる包装袋の数が少なくなり包装袋を供給する回数が増え手間がかかるばかりか、給袋装置内で積み重ねられた包装袋が傾斜になっているので包装袋を1枚ずつ繰り出す際、給袋ミスが発生しやすいという恐れがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平2−42203号公報
【特許文献2】登録実用新案公報第3050730号
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで本発明は、上記問題を解決すべくなされたものであり、その目的とするところは別部品を設けることなく、包装袋の開封口を巻き回して再封することができる包装袋を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、上記課題を解決するものであり、請求項1記載の本発明は、ホットメルト粘着剤層を介して基材層と熱接着性樹脂層が積層された積層体の前記熱接着性樹脂層の面同士を対向させて周縁を熱接着して周縁熱接着部を設けた包装袋であって、前記基材層側から開いた形状のハーフカットが施され、前記周縁熱接着部の外周縁には前記ホットメルト粘着剤層が除かれた非形成部とされていることを特徴とする包装袋である。
【0008】
また、請求項2記載の本発明は、請求項1に記載の包装袋において、前記ハーフカットは前記周縁熱接着部側に突出した摘み部が設けられた形状からなり、前記摘み部は前記ホットメルト粘着剤層が除かれた非形成部とされていることを特徴とするものである。
【0009】
また、請求項3記載の本発明は、請求項1または2に記載の包装袋において、前記ハーフカットの施された位置が、前記ホットメルト粘着剤層が除かれた非形成部とされていることを特徴とするものである。
【0010】
また、請求項4記載の本発明は、請求項1〜3のいずれかに記載の包装袋において、前記基材層の外面にオーバーコート層が形成されていることを特徴とするものである。
【0011】
また、請求項5記載の本発明は、請求項1〜4のいずれかに記載の包装袋において、前記積層体が前記ホットメルト粘着剤と前記熱接着性樹脂層との間に中間層が積層された構成であることを特徴とするものである。
【0012】
また、請求項6記載の本発明は、請求項1〜5のいずれかに記載の包装袋において、前記積層体が直線引裂き性を有するフィルムが積層された構成であることを特徴とするものである。
【発明の効果】
【0013】
請求項1記載の本発明は、ホットメルト粘着剤層を介して基材層と熱接着性樹脂層が積層された積層体の前記熱接着性樹脂層の面同士を対向させて周縁を熱接着して周縁熱接着部を設けた包装袋であって、前記基材層側から開いた形状のハーフカットが施され、前記周縁熱接着部の外周縁には前記ホットメルト粘着剤層が除かれた非形成部とされている構成とすることにより、包装袋を開封し、充填された内容物を必要量だけ取り出した後、ハーフカットより積層体のホットメルト粘着剤層と熱接着性樹脂層との層間で剥離させて基材層側にホットメルト粘着剤層を露出させた再封片を形成し、開封口を巻き回して前記再封片のホットメルト粘着剤層面を巻き回した包装袋の基材層面に貼着することにより、繰り返し開封口を再封することができる。また、周縁熱接着部の外周縁はホットメルト粘着剤層が除かれた構成であり、周縁熱接着部の外端にホットメルト粘着剤層が食み出すことがないので周縁にゴミが付着することがなく衛生的であり、かつ、包装袋の製造時に包装袋の外周縁を切断する切断刃がホットメルト粘着剤層に当接することがないので切断刃にホットメルト粘着剤が蓄積することがなく製袋加工適性が向上する。また、再封片は積層体に基材層側からハーフカットにより形成されるものであり、再シールタグ等の別部品を貼着する必要がないのでコストアップすることがなく、しかも包装袋に段差が生じないので給袋装置に積み重ねられる数が増えるので積み重ねる回数が少なくなり充填作業効率が向上する。さらに、従来の包装袋のように別部品としての再シールタグ部材を準備する必要もなく部材の在庫管理等の煩わしい手間や、再シールタグを包装袋に貼着する工程が増加することもないのでコストアップを抑制することができる。
【0014】
また、請求項2記載の本発明は、摘み部にはホットメルト粘着剤層を除いた構成とすることにより、摘み易くなり、再封片を容易に形成することができる。
【0015】
また、請求項3記載の本発明は、ハーフカットの施された位置にはホットメルト粘着剤層が除かれた構成とすることにより、積層体にハーフカットを形成する刃にホットメルト粘着剤が当接することがないのでハーフカット加工適性が向上する。
【0016】
また、請求項4記載の本発明は、基材層の外面にオーバーコート層が形成されている構成とすることにより、包装袋を開封し、充填された内容物を必要量だけ取り出した後、残った内容物を保存する場合、開封口を芯にして内容物が減った分だけ包装袋を巻き回すと共に、ハーフカットより積層体の層間を剥離してホットメルト粘着剤層を露出させて形成された再封片の露出したホットメルト粘着剤層面を貼着する際、基材層外面との接着強度をコントロールすることが容易にできるので繰り返し開封口を再封しても基材層外面にホットメルト粘着剤層が転移することがなく良好な再封性が得られる。
【0017】
また、請求項5記載の本発明は、積層体がホットメルト粘着剤と熱接着性樹脂層との間に中間層が積層された構成とすることにより、充填された内容物を必要量だけ取り出した後、ハーフカットより積層体をホットメルト粘着剤層と中間層との間で剥離させて基材層側にホットメルト粘着剤層を露出させた再封片を容易に形成できる。
【0018】
また、請求項6記載の本発明は、前記積層体が直線引裂き性を有するフィルムが積層された構成とすることにより、包装袋を開封する際、積層体を真っ直ぐに引裂くことができ綺麗な開封口を形成できる。その結果、開封口より充填された内容物を必要量だけ取り出した後、開封口を芯として巻き回す動作が容易にできる。
【図面の簡単な説明】
【0019】
【図1】本発明に係る包装袋の第一実施形態を示す斜視図である。
【図2】(イ)は図1のX1−X1線断面図、(ロ)は図1のX2−X2線断面図である。
【図3】図1のY−Y線断面図である。
【図4】本発明に係る第一実施形態の包装袋を開封後、開封口を再封する状態を示す斜視図である。
【図5】本発明に係る包装袋の第二実施形態を示す斜視図である。
【図6】本発明に係る第二実施形態の包装袋を開封後、開封口を再封する状態を示す斜視図である。
【発明を実施するための形態】
【0020】
上記の本発明について、図面等を用いて以下に詳述する。
図1は本発明に係る包装袋の第一実施形態を示す斜視図、図2の(イ)は図1のX1−X1線断面図、(ロ)は図1のX2−X2線断面図、図3は図1のY−Y線断面図、図4は本発明に係る第一実施形態の包装袋を開封後、開封口を再封する状態を示す斜視図、図5は本発明に係る包装袋の第二実施形態を示す斜視図、図6は本発明に係る第二実施形態の包装袋を開封後、開封口を再封する状態を示す斜視図であり、図中の1a,1bは端縁シール部、2は背シール部、3はハーフカット、4は再封片、5は摘み部、6はノッチ、7は開封口、10は積層体、11は基材層、12はホットメルト粘着剤層、13は中間層、14は熱接着性樹脂層、15は剥離層、16、17は接着層、18はオーバーコート層、P1、P2は包装袋、P1’、P2’は開封された包装袋、Lは帯状ホットメルト粘着剤層の長さ、Wは帯状のホットメルト粘着剤層の幅をそれぞれ示す。
【0021】
図1は本発明に係る包装袋の第一実施形態を示す斜視図、図2の(イ)は図1のX1−X1線断面図で表面側の積層体の断面のみ示し、(ロ)は図1のX2−X2線断面図で周縁熱接着部の積層体の構成を示し、図3は図1のY−Y線断面図で表面側の積層体の断面のみ示すものである。包装袋P1は、基材層11、ホットメルト粘着剤層12、中間層13、熱接着性樹脂層14が順次、接着層16、17を介して積層された矩形状の積層体10の熱接着性樹脂層14の面同士を対向させて背シール部2で端縁を熱接着して筒状となし、開口端を端縁シール部1a、1bで熱接着したピロータイプの包装袋であり、端縁シール部1a、1bのいずれかの一方が先に熱接着され、他方が包装袋に内容物を充填後、熱接着して密封されるものである。第一実施形態の包装袋P1において、端縁シール部1a、1bおよび背シール部2が周縁熱接着部に相当するものである。
【0022】
本発明の包装袋P1の表面(背シール部2の反対面)には、基材層11側から開いた形状で端縁シール部1a、1bに直交する方向に帯状に延びる略U字状のハーフカット3が施され、U字状のハーフカット3に囲まれた内方領域が再封片4とされ、U字状のハーフカット3の端縁シール部1a側の膨出部分が摘み部5とされ、図2(ロ)に示すように周縁熱接着部である端縁シール部1a、1bおよび背シール部2(図示しない)にはホットメルト粘着剤層12が除かれた非形成部とされている。
【0023】
さらに、図2、図3を参照しながら、本発明の要部について詳しく説明する。本発明の包装袋P1を構成する積層体10は、基材層11と中間層13とをポリエチレンをエクストルージョン法により溶融押出して設けた接着層16を介して積層され、中間層13と熱接着性樹脂層14とは接着層17を介して積層されている。さらに、ハーフカット3が位置する基材層11の接着層16側には紐状に剥離層15(図3参照)が形成されている。摘み部5の基材層11の接着層16側には広幅の剥離層15(図2イ参照)が形成され、ホットメルト粘着剤層12が除かれた非形成部とされている。また、再封片4の剥離層15以外の領域には帯状にホットメルト粘着剤層12が形成されている。帯状のホットメルト粘着剤層12の幅W(端縁シール部に平行方向の長さ)は通常10mm〜25mmである。帯状のホットメルト粘着剤層12の長さL(端縁シール部1a、1bと直交する方向の長さ)は端縁シール部1a、1bの内縁間の長さや内容物の種類により適宜決定されるものであるが、通常、端縁シール部1a、1bの内縁間の長さの10分の1以上とする。設ける位置も用途により決定される。また、端縁シール部1a、1bの内縁間に複数の再封片4を設けることもできる。包装袋の開封口を巻き回す、あるいは折り畳む位置がいずれの位置になっても対応できる構成としてもよい。
【0024】
また、図2(ロ)に示すように周縁熱接着部である端縁シール部1bは、ホットメルト粘着剤層12が除かれた非形成部となっている。図示しないが端縁シール部1aおよび背シール部2も同様にホットメルト粘着剤層12が除かれた非形成部となっている。本発明の包装袋P1は、上記のように周縁熱接着部の外周縁と、ハーフカット3の施された位置が、ホットメルト粘着剤層12が除かれた非形成部とされていることを特徴とするものである。したがって、第一実施形態ではホットメルト粘着剤層12をハーフカット3に囲まれた再封片4の領域内にのみ形成した例を示したが、これに限定されるものではなく、本発明の主旨を逸脱しない範囲で他の部分に形成することもできる。また、ハーフカット3の形状もU字状に限定されるものでなく、任意に形成できる。
【0025】
図2(イ)、図3に示すように基材層の外面にはオーバーコート層18が形成されている。オーバーコート層18は、後述するが開封口を巻き回して再封片4の内面に露出したホットメルト粘着剤層12で再封した後、再び再封片4を剥離して再開封する際、再封片4のホットメルト粘着剤層12がオーバーコート層18側に転移することを防止する役割を有している。つまり、ホットメルト粘着剤層12とオーバープリント層18との接着力がオーバープリント層自身の凝集力およびホットメルト粘着剤層12と基材層11の接着層16側との接着力より弱くなるようにしている。
【0026】
本発明の包装袋は、第一実施形態で示したピロータイプ袋の形態以外に、ガセット、ピローガセット、三方シール、四方シール等の種々のタイプの袋に利用することができる。また、積層体10の基材層11と中間層13とを接着する接着層16、および中間層13と熱接着性樹脂層14とを接着する接着層17には、公知のエクストルージョン法、ドライラミネート法、ノンソルベント接着剤ラミネート法等を適用して形成することができる。
【0027】
次に、図1〜4を参照しながら本発明の包装袋1の使用方法について説明する。図1に示すように端縁シール部1a、1bのいずれか一方が未シールとされ、その開口端より内容物が充填された後、未シールの端縁シール部1a、1bのいずれか他方が熱接着して密封される。図1は密封された状態を示す。その後、開封に際して、例えば、背シール部2の端縁シール部1aの内縁近傍に設けられたノッチ(図示せず)より端縁シール部1aの内縁に沿って積層体10を引裂き、開封口を形成する。あるいは、開封表示にしたがって積層体10の両側を相反する方向に引張って端縁シール部1aを剥がして開封口を形成する。該開封口から内容物を必要量だけ取り出した後、残った内容物を保存する場合、開封口を芯にして内容物が減った分だけ包装袋を巻き回すと共に、ハーフカット3に囲まれた再封片4の摘み部5より剥離層15と接着層16との間で積層体10を剥離し引張り上げることによりホットメルト粘着剤層12と接着層16との層間で剥離させて基材層11側にホットメルト粘着剤層12を露出させた再封片4を形成し、開封口を巻き回した包装袋の外面(オーバーコート層面)に再封片4のホットメルト粘着剤層12面を貼着することにより、開封口を巻き回した状態を保持して開封された包装袋P1’の開封口7を閉塞する。基材層11の表面にはオーバープリント層18が形成されているので繰り返し開封口を再封することができる。よって、包装袋内への埃や水分の浸入を防止でき、残った内容物を一時的に保護できるので衛生的なものとできる。また、別法として包装袋の開封口を内容物が減った分だけ包装袋を折り畳んで再封片4で接着してもよい。
【0028】
本発明の包装袋において、ハーフカット3を形成する位置や形状は第一実施形態に限定されるものではなく、包装袋の正面(背シール部の反対側)や裏面(背シール側)に設けることもできる。図5は、本発明に係る第二実施形態の包装袋を示す斜視図である。図5に示すように本発明の第二実施形態の包装袋P2は、ハーフカット3を包装袋P2の裏面の中央付近に背シール部2に沿って端縁シール部1a、1b間の方向に長く伸びたU字状のハーフカット3を施したものである。その他は第一実施形態と同じであり、同じ符号を付して説明を省略する。
【0029】
図6は、本発明に係る第二実施形態の包装袋P2を開封後、開封口7を再封する状態を示す斜視図であり、第一実施形態と同様に包装袋P2を開封後、開封されたP2’の開封口7を再封片4の露出したホットメルト粘着剤層12を巻き回した包装袋P2’に貼着することにより繰り返し再封が可能となる。
【0030】
次に、本発明に係る包装袋を構成する積層体10について説明する。まず、積層体10の熱接着性樹脂層14に用いられる材料としては、熱により溶融し相互に溶着し得る熱接着性樹脂であればよく、要求される物性により適宜選択して用いることができ、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、エチレン−αオレフィン共重合体、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸メチル共重合体、エチレン−メタクリル酸共重合体等の樹脂の一種ないしそれ以上からなる樹脂で形成することができる。
【0031】
次に、積層体10の基材層11に用いられる基材としては、機械的、物理的、化学的等において優れた性質を有する合成樹脂製フィルムを用いることができ、例えば、ポリエステル系、ポリアミド系、ポリプロピレン系等の樹脂を用いた一軸方向ないし二軸方向に延伸した延伸フィルム等やこれらの延伸フィルムに酸化アルミ、酸化珪素等の無機物を蒸着あるいはポリビニルアルコール系等のバリア性を有する樹脂をコーテイングしたフィルムを1種ないしは2種以上組合せて使用することができる。さらには一軸延伸されたポリプロピレン、高密度ポリエチレンないし低密度ポリエチレン、ナイロン、ポリエステルフィルム等の直線引裂き性を有するフィルムを積層して基材とすることもできる。フィルムの厚さとしては再封片として剥離しやすい腰(剛性)や、繰り返し再封に耐える強度が得られる厚さであればよい。通常、厚さ12μm〜80μmが好ましい。また、基材層11の熱接着性樹脂層14側には、通常、印刷が施されるので印刷適性を有している。
【0032】
また、積層体10の中間層13は、酸素ガス、水蒸気ガス等のガスバリアー性、及び/又は、遮光性を付与するために設けられる。中間層13を構成する材料としては、たとえば、アルミニウム、鉄、銅、錫等の金属箔、あるいは、ポリビニルアルコール、エチレン−酢酸ビニル共重合体ケン化物、ポリ塩化ビニリデン等のフィルム、あるいは、ポリエステル、ポリアミド、ポリエチレン,ポリプロピレン,エチレン−プロピレン共重合体等のポリオレフィン、ポリビニルアルコール等のフィルムにポリ塩化ビニリデンを塗工したフィルムないしはアルミニウム、酸化珪素、酸化アルミニウム、酸化インジウム、酸化錫、酸化ジルコニウム等の無機物の蒸着を施したフィルムなどを用いることができ、包装される内容物に要求される特性により適宜選択する。さらに、中間層13として直線引裂き性を有するフィルムを用いることができ、積層体を真っ直ぐに引裂くことができるので開封口が綺麗になり、開封口を芯に包装袋を巻き回す動作が容易になる。直線引裂き性を有するフィルムとしては、東レ(株)製のトレファンBO YT12、22、電気化学工業(株)製のカラリアンY、三井化学(株)製のハイブロン、ノーブレン、出光石油化学(株)製のユニアスロンTB1000、ユニチカ(株)製のエンブレムNC、エンブレットPCが挙げられる。特にピロータイプの包装袋の場合には、電気化学工業(株)製のカラリアンY、東レ(株)製のトレファンBO YT12、22が好ましい。なお、中間層を積層する場合には、基材層と中間層との間にホットメルト粘着剤層を設ける。
【0033】
ホットメルト粘着剤層に用いるホットメルト粘着剤としては、熱可塑性樹脂からなるベースポリマーにタッキファイヤーを含む熱溶融型組成物が用いられる。この組成物のベースポリマー成分には、例えば、スチレン−イソプレンブロック共重合体、スチレン−ブタジェンブロック共重合体、アクリル系樹脂、エチレン−酢酸ビニル共重合体、ビニル芳香族と共役ジエンのブロック共重合体およびその水添物、エチレン−α−オレフィン共重合体、ポリエステル樹脂等などが単独もしくは複数ブレンドして用いられる。
タッキファイヤーとしては、例えばクマロン・インデン樹脂、フェノール樹脂、フェノール・ホルムアルデヒド樹脂、テルペン・フェノール樹脂、ポリテルペン樹脂、キシレン・ホルムアルデヒド樹脂、合成ポリテルペン樹脂、芳香族炭化水素樹脂、脂肪族環状炭化水素樹脂、水素添加炭化水素樹脂、炭化水素系樹脂、ポリブテン、ロジン、ロジンエステル、水素添加ロジン、水素添加ロジンとモノアルコールまたは多価アルコールとのエステル、脂肪族系石油樹脂、芳香族系石油樹脂、及び共重合系石油樹脂などが挙げられる。
また、ホットメルト粘着剤には、可塑剤、粘度調整剤、抗酸化剤、充填剤等が適宜添加される。通常、ホットメルト粘着剤層の厚さは5〜20μmである。
【0034】
剥離層15に用いられる剥離剤としては、例えば、硝化綿系、ポリアミド系、ポリエステル系、アクリル系、ウレタン系、アルキッド系の樹脂が挙げられ、これらを単独若しくは組合わせて混合して溶液としてグラビア印刷、フレキソ印刷等の加工法でパートコートすることにより剥離剤層15を形成することができる。剥離剤にはワックスやシリコンなどを添加剤として混合して易剥離性を調整することができる。剥離層15は接着層16から剥離させるために設けるものであり、剥離層15と接着層16の両層間にアンカーコート剤を介して積層する場合には剥離層15とアンカーコート層から剥離するように剥離層を選択することが肝要である。
【0035】
オーバーコート層18には、例えば、硝化綿系、ポリアミド系、ポリエステル系、アクリル系、ウレタン系、アルキッド系の樹脂が挙げられ、これらを単独若しくは組合わせて混合して塗工液としてグラビア印刷、フレキソ印刷、ロールコート等の加工法でオーバーコート層を形成することができる。塗工液にはワックスやシリコンなどを添加することによってオーバーコート層18と再封片4のホットメルト粘着剤層12との接着力を調整することができる。基材層11のホットメルト粘着剤層12が包装袋の外面に転移することを確実に防止することがオーバーコート層の役割であり、ホットメルト粘着剤層とオーバーコート層との接着力がホットメルト粘着剤層と基材層の接着層側との接着力より大きくならないように塗工液の組成を決めればよい。
【0036】
次に、本発明の包装袋の製造方法例について説明する。まず、巻取り状の基材層11の一方の面にデザインや表示等の印刷層、剥離層をグラビア印刷、フレキソ印刷等の印刷法により形成し、他方の面にはオーバーコート(OP)層を形成する。次に印刷層および剥離層の形成された面に印刷層および剥離層に見当合わせしてホットメルト粘着剤層を例えば、グラビア版等を用いて周縁熱接着部およびハーフカットの位置する部分を除きパターンコートして形成する。そして、基材層に形成されたホットメルト粘着剤層の面と中間層または熱接着性樹脂層とをエクストルージョン法、ドライラミネーション法により積層する。その後、例えば、所定の大きさ、形状のハーフカット刃を備えたダイロールを搭載した打抜き機で積層体の基材層面からハーフカットを施す。その後、製袋機で所定の形態の包装袋に製袋される。なお、OP層は、ホットメルト粘着剤層の形成工程を中間層あるいは熱接着性樹脂層との積層工程とインラインで行う場合には無くてもよいが、オフラインで行う場合には、ホットメルト粘着剤層面と基材層の印刷層、剥離層の形成された面と反対側の面が巻取り時に接触してブロッキングが発生するのでOP層を形成することが必要である。
【0037】
次に、本発明について、以下に実施例を挙げてさらに詳しく説明する。
【実施例1】
【0038】
基材層に厚さ12μmの透明な二軸延伸ポリエステルフィルム(PET)を用いて、PETの片面にウレタン系インキで印刷層、ポリアミド系インキで紐状の剥離層、摘み部領域に広幅の剥離層、およびポリエチレンイミン系のアンカー剤で全面にアンカーコート(AC)層を形成し、他方の面にポリアミド系インキで全面にOP層を形成した。その後、ホットメルトコーターで印刷層、剥離層に見当を合わせて、所定の位置にアクリル系樹脂をベースポリマー、テルペン樹脂をタッキファイヤーとするホットメルト粘着剤(HM)をパートコートして厚さ10μmの帯状ホットメルト粘着剤層を積層して中間積層体を作製した。その後、熱接着性樹脂層に厚さ30μmの未延伸ポリプロピレン(CPP)を用いて、中間積層体のHM層面とCPPとの間に低密度ポリエチレン(PE)を溶融押出しながら厚さ15μmでサンドイッチラミネーションして<OP層/PET12μm/印刷層、剥離層、AC層/HM層10μm/PE15μm/CPP30μm>なる構成の積層体を作製した。その後、積層体に所定の形状のハーフカット刃を備えた抜型を搭載した打抜き機にてPET面にハーフカットを形成した。その後、製袋機で製袋して包装袋の表面にハーフカットを施した第一実施形態のピロータイプの包装袋P1を作製した。なお、帯状のHM層の形状は25mm幅のU字状とし包装袋の中央に背シール部に沿って形成した。
【実施例2】
【0039】
厚さ12μmの透明な二軸延伸ポリエステルフィルム(PET)と片面に酸化珪素を蒸着した透明な厚さ12μmの二軸延伸ポリエステルフィルム(VMPET)の蒸着面とをドライラミネート用接着剤を用いてドライラミネーション(DL)法でラミネートしたものを基材層として用い、<OP層/PET12μm/DL/VMPET12μm/印刷層、剥離層、AC層/HM層10μm/PE15μm/CPP30μm>なる構成の積層体を用いた。その他は実施例1と同じとした。なお、オーバーコート層はPETの表面に設け、印刷層、剥離層はVMPETのPET面に形成した。
【実施例3】
【0040】
中間層に厚さ12μmのPETを用い、PETとCPP30μmとを厚さ15μmのPEでサンドイッチラミネーションして<OP層/PET12μm/印刷層、剥離層、AC層/HM層10μm/PE15μm/PET12/PE15μm/CPP30μm>なる構成の積層体を用いた。ハーフカットは包装袋の裏面に施した第二実施形態のピロータイプの包装袋P2を作製した。その他は実施例1と同じとした。
【実施例4】
【0041】
中間層に厚さ20μmの直線引裂き性を有するフィルム(電気化学工業株式会社製、カラリアンY)を用いた以外は実施例3と同じとした。
【0042】
実施例1〜4で作成した包装袋にそれぞれスナック菓子を充填し密封した。実施例1〜4の包装袋はいずれも背シール部に形成されたノッチより端縁シール部に沿って包装袋を引裂いて開封することができた。その後、内容物を一部だけ取り出した後、開封口を芯にして内容物が減った分だけ包装袋を巻き回し、剥離した再封片の露出させたホットメルト粘着剤層面を貼着したところ、実施例1〜4のいずれの包装袋も開封口を巻き回した状態を保持することができ、開封口を閉塞できた。特に実施例4の包装袋は、包装袋を端縁シール部に沿って、直線的に引裂くことができたので開封口を芯として内容物が減った分だけの包装袋を巻き回す動作が容易にできた。
【符号の説明】
【0043】
1a、1b 端縁シール部
2 背シール部
3 ハーフカット
4 再封片
5 摘み部
6 ノッチ
7 開封口
10 積層体
11 基材層
12 ホットメルト粘着剤層
13 中間層
14 熱接着性樹脂層
15 剥離層
16、17 接着層
18 オーバーコート層
P1、P2 包装袋
P1’、P2’ 開封された包装袋
L 帯状ホットメルト粘着剤層の長さ
W 帯状ホットメルト粘着剤層の幅
【特許請求の範囲】
【請求項1】
ホットメルト粘着剤層を介して基材層と熱接着性樹脂層が積層された積層体の前記熱接着性樹脂層の面同士を対向させて周縁を熱接着して周縁熱接着部を設けた包装袋であって、前記基材層側から開いた形状のハーフカットが施され、前記周縁熱接着部の外周縁には前記ホットメルト粘着剤層が除かれた非形成部とされていることを特徴とする包装袋。
【請求項2】
前記ハーフカットは前記周縁熱接着部側に突出した摘み部が設けられた形状からなり、前記摘み部は前記ホットメルト粘着剤層が除かれた非形成部とされていることを特徴とする請求項1に記載の包装袋。
【請求項3】
前記ハーフカットの施された位置が、前記ホットメルト粘着剤層が除かれた非形成部とされていることを特徴とする請求項1または2に記載の包装袋。
とする包装袋。
【請求項4】
前記基材層の外面にオーバーコート層が形成されていることを特徴とする請求項1〜3のいずれかに記載の包装袋。
【請求項5】
前記積層体が前記ホットメルト粘着剤と前記熱接着性樹脂層との間に中間層が積層された構成であることを特徴とする請求項1〜4のいずれかに記載の包装袋。
【請求項6】
前記積層体が直線引裂き性を有するフィルムが積層された構成であることを特徴とする請求項1〜5のいずれかに記載の包装袋。
【請求項1】
ホットメルト粘着剤層を介して基材層と熱接着性樹脂層が積層された積層体の前記熱接着性樹脂層の面同士を対向させて周縁を熱接着して周縁熱接着部を設けた包装袋であって、前記基材層側から開いた形状のハーフカットが施され、前記周縁熱接着部の外周縁には前記ホットメルト粘着剤層が除かれた非形成部とされていることを特徴とする包装袋。
【請求項2】
前記ハーフカットは前記周縁熱接着部側に突出した摘み部が設けられた形状からなり、前記摘み部は前記ホットメルト粘着剤層が除かれた非形成部とされていることを特徴とする請求項1に記載の包装袋。
【請求項3】
前記ハーフカットの施された位置が、前記ホットメルト粘着剤層が除かれた非形成部とされていることを特徴とする請求項1または2に記載の包装袋。
とする包装袋。
【請求項4】
前記基材層の外面にオーバーコート層が形成されていることを特徴とする請求項1〜3のいずれかに記載の包装袋。
【請求項5】
前記積層体が前記ホットメルト粘着剤と前記熱接着性樹脂層との間に中間層が積層された構成であることを特徴とする請求項1〜4のいずれかに記載の包装袋。
【請求項6】
前記積層体が直線引裂き性を有するフィルムが積層された構成であることを特徴とする請求項1〜5のいずれかに記載の包装袋。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−62106(P2012−62106A)
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願番号】特願2010−209260(P2010−209260)
【出願日】平成22年9月17日(2010.9.17)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願日】平成22年9月17日(2010.9.17)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]