
包装袋
【課題】 段ボール等に梱包した形態で輸送等がなされるパスタ、インスタントラーメン等の硬くて、先が尖った内容物を個々に包装した耐ピンホール性に優れ、且つ、引裂き開封性に優れた包装袋を提供することである。
【解決手段】 基材層と熱接着性樹脂層を備えた積層体からなり、前記熱接着性樹脂層同士を対向させて周縁熱接着部で密封した包装袋において、前記基材層と前記熱接着性樹脂層との間に剥離層が設けられ、前記剥離層が剥離剤を塗布した塗布部と剥離剤が塗布されない非塗布部からなる格子状パターンで形成されていることを特徴とする包装袋である。
【解決手段】 基材層と熱接着性樹脂層を備えた積層体からなり、前記熱接着性樹脂層同士を対向させて周縁熱接着部で密封した包装袋において、前記基材層と前記熱接着性樹脂層との間に剥離層が設けられ、前記剥離層が剥離剤を塗布した塗布部と剥離剤が塗布されない非塗布部からなる格子状パターンで形成されていることを特徴とする包装袋である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ピンホールの発生を防止することができる包装袋に関し、詳しくは個包装した複数個の包装袋を段ボール等に直接収納して輸送する際に、輸送時の振動や衝撃等により包装袋にピンホールが発生することを防止できると共に、引裂き開封が可能な包装袋に関する。
【背景技術】
【0002】
従来、吸湿性の高い菓子や食品、あるいは、酸化しやすい菓子や食品などの内容物は、食感や風味の低下を防止するために、酸素ガスバリア性や水蒸気ガスバリア性に優れた包装袋に個包装して販売され、食される時まで個包装された菓子や食品などの内容物の食感や風味を保つと共に安心感と高級感を付与している。
【0003】
しかしながら、個包装袋は段ボール等に包装された状態で輸送されるために、例えば、パスタ、インスタントラーメン等の硬くて、先が尖った内容物の場合、輸送時の振動や衝撃等により内容物の突起部が個包装袋に突き刺さったり、個包装袋が段ボール内面と擦れたりして個包装袋にピンホールが発生し、このピンホールにより内容物の食感や風味が損なわれるということが時偶ある。これを解決するために、通常は、輸送時の振動や衝撃等により段ボール内面と擦れても個包装袋にピンホールが発生しない程度に個包装袋を構成する積層体のトータル厚さを厚くする方法、多層構成にする方法、段ボール内面と擦れることがないように個包装袋と段ボール内面間に緩衝材を用いる方法等が採用されている。
【0004】
しかし、これらの方法は、いずれもコストアップになるという問題があった。この問題を解消するために紙箱等の容器内面と擦れる包装袋の部位の基材層と内層との間が未接着部ないし弱接着部となっている構成とすることにより、この部位が擦れたとしてもこの部位の基材層と内層との間が剥離するために、基材層に自由度が付与されて基材層のみが自由に動くことができ、擦れる位置を変えることができると共に積層体の見かけの硬さを柔らかくすることができ、ピンホールの発生が防止できるという技術が開示されている(たとえば、特許文献1参照)。しかし、特許文献1に開示された技術は擦れる部位が特定される場合に効果があるが、パスタ、インスタントラーメン等の硬くて、先が尖った内容物の場合には擦れる部位がランダムに発生し特定することができないものであり、十分な効果が得られないという問題がある。
【0005】
また、外袋フィルムと内袋フィルムが周縁領域における接着部にて部分的に接着された包装材料であって、外袋フィルムの内面の接着部に対応する領域に接着層が形成されるとともに接着部を除く領域に離型層が形成され、外袋フィルムの内面と内袋フィルムの外面とを接着樹脂層を介して積層することにより、外袋フィルムと内袋フィルムが接着層が形成された領域にて部分的に接着され、離型層が形成された領域にて接着されていない構成の包装材料が知られている(例えば、特許文献2参照)。特許文献2の技術は、接着部に対応する領域以外は離型層が形成されているので、内容物が擦れる部位が特定されることがなくピンホールの発生が防止できる。しかし、該包装材料を用いた包装袋では、消費者が包装袋を開封する際、開封口より包装袋を引裂き始め離型層に達すると外袋フィルムと内袋フィルムは容易に剥離するのでそれぞれのフィルムを引裂くことになり、内袋フィルムが伸びてしまったり、あるいは、それぞれのフィルムの引裂き方向が一致していないので包装袋を開封し難いという問題がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−145533号公報
【特許文献2】特開2001−163352号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで本発明は、段ボール等に梱包した形態で輸送等がなされるパスタ、インスタントラーメン等の硬くて、先が尖った内容物を個々に包装した耐ピンホール性に優れ、且つ、引裂き開封性に優れた包装袋を提供することである。
【課題を解決するための手段】
【0008】
本発明は、上記課題を達成するために、請求項1記載の本発明は、基材層と熱接着性樹脂層を備えた積層体からなり、前記熱接着性樹脂層同士を対向させて周縁熱接着部で密封した包装袋において、前記基材層と前記熱接着性樹脂層との間に剥離層が設けられ、前記剥離層が剥離剤を塗布した塗布部と剥離剤が塗布されない非塗布部からなる格子状パターンで形成されていることを特徴とする包装袋である。
【0009】
また、請求項2記載の本発明は、請求項1記載の包装袋において、前記剥離層が前記周縁熱接着部の内縁で区画された領域に形成されていることを特徴とするものである。
【0010】
また、請求項3記載の本発明は、請求項2記載の包装袋において、包装袋の開封予定線を含む領域が前記剥離層の非形成領域とされていることを特徴とするものである。
【発明の効果】
【0011】
本発明の包装袋は、基材層と熱接着性樹脂層を備えた積層体からなり、前記熱接着性樹脂層同士を対向させて周縁熱接着部で密封した包装袋において、前記基材層と前記熱接着性樹脂層との間に剥離層が設けられ、前記剥離層が剥離剤を塗布した塗布部と剥離剤が塗布されない非塗布部からなる格子状パターンで形成されている構成とすることにより、先の尖った内容物であっても擦れる部位には剥離層が形成されているので剥離層の塗布部において基材層と熱接着性樹脂層との間が剥離するために、擦れる位置が基材層と熱接着性樹脂層とで変えることができるとともに積層体の見かけの硬さを柔らかくすることができ、ピンホールの発生を防止することができるという優れた効果を奏する。さらには内容物による突き刺しを防ぐことができる。
【0012】
さらに、剥離層が剥離剤を塗布した塗布部と剥離剤が塗布されない非塗布部からなる格子状パターンで形成されており、塗布部は基材層と熱接着性樹脂層が未接着ないし弱接着となっているが、非塗布部は基材層と熱接着性樹脂層が強接着となっており、包装袋を引裂くと塗布部では引裂き性は劣るが、非塗布部では引裂き性が優れる。このように構成することにより、包装袋を開封する際に、開封口より包装袋を引裂き始めると、開封方向には塗布部と非塗布部が交互に存在することとなり塗布部では引裂き性が劣るものの非塗布部では引裂き性が優れており、包装袋を容易に開封できるという効果を奏するものである。
【0013】
また、請求項2の発明は、前記剥離層が前記周縁熱接着部の内縁で区画された領域に形成されている構成とすることにより、包装袋の開封を開始する周縁熱接着部には、剥離層が存在しないので引裂き性が優れており、包装袋の開封開始がスムーズとなる。さらに、周縁熱接着部のシール強度も向上する。
【0014】
また、請求項3の発明は、包装袋の開封予定線を含む領域が前記剥離層の非形成領域とされている構成とすることにより、開封予定線に沿って包装袋を容易に引裂き開封できる効果を奏する。
【図面の簡単な説明】
【0015】
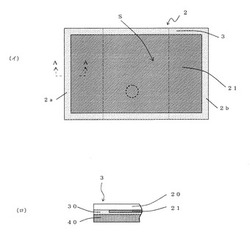
【図1】本発明にかかる包装袋の第一実施形態の説明図であって、(イ)は展開図、(ロ)はA−A線断面図である。
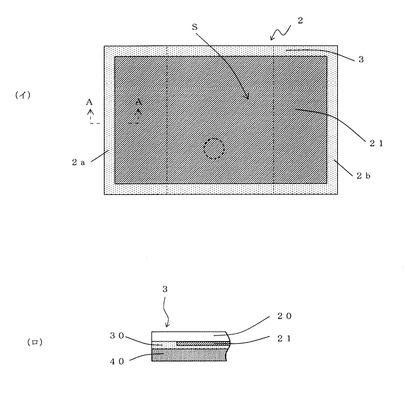
【図2】図1の包装袋を構成する積層体の剥離層を部分拡大し、剥離層を示す透視平面図である。
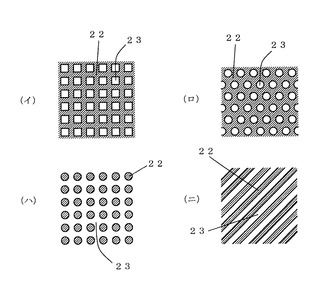
【図3】本発明にかかる包装袋の剥離層の形成パターン例を示す拡大平面図である。
【図4】本発明にかかる包装袋の第一実施形態の斜視図である。
【図5】本発明にかかる包装袋の第二実施形態の説明図であって、(イ)は展開図、(ロ)はB−B線断面図である。
【発明を実施するための形態】
【0016】
上記の本発明について、図面等を用いて以下に詳述する。
図1は本発明にかかる包装袋の第一実施形態の説明図であって、(イ)は展開図、(ロ)はA−A線断面図、図2は図1の包装袋を構成する積層体の剥離層を部分拡大し、剥離層を示す透視平面図、図3は本発明にかかる包装袋の剥離層の形成パターン例を示す拡大平面図、図4は本発明にかかる包装袋の第一実施形態の斜視図、図5は本発明にかかる包装袋の第二実施形態の説明図であって、(イ)は展開図、(ロ)はB−B線断面図であり、図中の1は包装袋、2、2’は積層体、3は周縁熱接着部、4は合掌熱接着部、5は上端熱接着部、6は下端熱接着部、7はノッチ、8は開封予定線、20は基材層、21は剥離層、22は塗布部、23は非塗布部、30は接着層、40は熱接着性樹脂層、Sは周縁熱接着部の内縁で区画された領域、Nは剥離層の非形成領域をそれぞれ示す。
【0017】
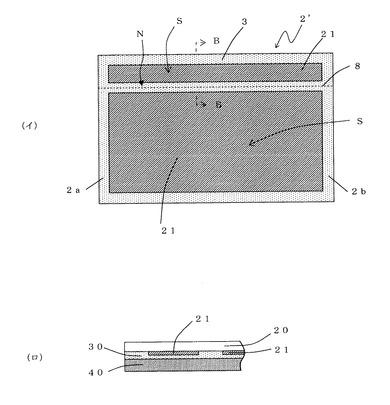
図1は本発明にかかる包装袋の第一実施形態の説明図であって、(イ)は展開図、(ロ)はA−A線断面図であって、包装袋を構成する積層体の層構成を示す。図1に示すように包装袋1(図4参照)を構成する積層体2は、基材層20と熱接着性樹脂層40が接着層30を介して積層された構成である。積層体2の周縁には周縁熱接着部3が設けられ、周縁熱接着部3の内縁で区画された領域Sに剥離層21が形成され、周縁熱接着部3の領域は剥離層21は形成されていない。図1(ロ)に示すように、剥離層21は基材層20の接着層30側に形成され、接着層30を介して熱接着性樹脂層40と積層されている。
【0018】
図2は図1の包装袋1を構成する積層体2の剥離層21の点線で示す円内部分を拡大し、基材層20を透して示す透視平面図であり、剥離層21は剥離剤を塗布した塗布部22と剥離剤が塗布されない非塗布部23からなる格子状パターンで形成されている。このような構成とすることにより、先の尖った内容物を充填包装し、輸送しても、内容物と包装袋1が擦れる部位には必ず剥離層21が形成されているので剥離層21の塗布部22において塗布部22と接着層30との間が剥離するために、擦れる位置が基材層20と熱接着性樹脂層40とで変えることができる。また、剥離することにより積層体2の見かけの硬さを柔らかくすることができ、さらには内容物の先の尖った部分が熱接着性樹脂層40に突き刺さっても熱接着性樹脂層40が伸びるために突き刺しを防ぐことができる。つまり、ピンホール発生の防止に優れた効果を奏する。
【0019】
剥離層21の形成パターンは第一実施形態に示したパターンに限定されるものではなく、包装袋1を開封する際、引裂き方向に剥離剤が塗布された塗布部22と非塗布部23が交互に交差するパターンであればよく、第一実施形態に示した以外の形成パターンを図3の(イ)〜(ニ)に例示する。図3(イ)は非塗布部23が独立した四角形でそれ以外が塗布部22である。図3(ロ)は非塗布部23が独立した円または楕円形で千鳥状に形成されている。図3(ハ)は、図3(ロ)の非塗布部23の部分が塗布部22とされ、塗布部22が縦横に整列されたパターンである。図3(ニ)は、ストライプ状に塗布部22と非塗布部23が交互に形成されている。本発明の剥離層21の形成パターンは非塗布部と塗布部とで格子状に形成されていることを要旨とするものであり、非塗布部と塗布部の形状は限定されるものではない。したがって、本発明の要旨を逸脱しない範囲において、格子状とは、非塗布部を海とし、塗布部を島とする形状、あるいは塗布部を海とし、非塗布部を島とする形状の海島形状も含めるものである。なお、第一実施形態では周縁熱接着部3の内縁で区画された領域Sに剥離層21を形成したが、周縁熱接着部3に剥離層21を形成してもよい。しかし、剥離層21を形成する領域は、第一実施形態に示すように周縁熱接着部3の内縁で区画された領域Sに形成されている構成にする方が、包装袋の開封を開始する引裂き性が優れ、包装袋の開封開始がスムーズとなり、さらに、周縁熱接着部のシール強度も向上するので好ましい形態である。
【0020】
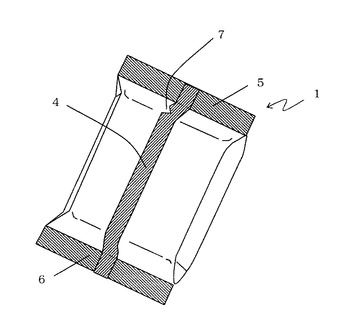
図4は、本発明にかかる包装袋1の第一実施形態の斜視図である。図4に示すように、包装袋1は、図1に示す積層体2の熱接着性樹脂層40、40同士を対向させて周縁熱接着部2の2a、2bを重ね合わせて熱接着し合掌熱接着部4を形成して筒状となし、一方を熱接着して下端熱接着部6とし、他方の開口より内容物を封入し、上端熱接着部5で熱接着し密封したピロータイプの包装袋である。開封に際しては、合掌熱接着部4の上端熱接着部5の近傍に設けられたノッチ7より上端熱接着部5に沿って、包装袋1を引裂き開封するものである。本発明の包装袋は、ピロータイプ形態以外に、三方シール、四方シール、ガセットタイプ等の形態にも適用できる。
【0021】
図5は、本発明にかかる包装袋の第二実施形態の説明図であって、(イ)は展開図、(ロ)はB−B線断面図であって、包装袋を構成する積層体2’の層構成を示す。第一実施形態と異なる部分を中心に説明し、第一実施形態と同じ部分は同じ符号を付して説明を省略する。図5に示すように包装袋を構成する積層体2’は、周縁熱接着部3の内縁で区画された領域S内に周縁熱接着部3の一辺に沿って開封予定線8が設けられている。そして、開封予定線8を含む領域に帯状に剥離層21の非形成領域Nが設けられ、周縁熱接着部3の内縁で区画された領域Sが上下2つに分割されている。このような構成とすることにより、積層体2’で形成された包装袋を開封する際、開封予定線8上には、剥離層21がないので引裂き性が優れ、開封予定線8に沿って包装袋を容易に引裂き開封することができる。その他は第一実施形態と同じであり説明を省略する。
【0022】
次に、本発明の包装袋に用いる積層体について説明する。積層体の基材層20としては、包装袋を構成する基本素材となることから、機械的、物理的、化学的等において優れた性質を有する合成樹脂製フィルムを用いることができ、たとえば、ポリエステル系、ポリアミド系、ポリプロピレン系等の樹脂からなるフィルム、あるいは、これらのフィルムにポリ塩化ビニリデン層を設けたもの、あるいは、アルミニウムや酸化珪素等の無機物の蒸着層を設けたものを用いることができる。また、これらのフィルムとしては、一軸方向ないし二軸方向に延伸したフィルムが好適である。この理由としては、通常、基材層20には印刷が施されることが多く、印刷適性が求められるからである。また、基材層20を構成するフィルムの厚さとしては、基本素材としての強度、剛性などについて必要最低限に保持され得る厚さであればよいのであって、コストなどを勘案して決めればよいが、概ね9〜40μm程度である。
【0023】
剥離層21は、通常、基材層20に形成される印刷の上に格子状パターンを備えた印刷版を用いて、剥離剤を印刷することにより、剥離剤を塗布した塗布部22と剥離剤が塗布されない非塗布部23を格子状パターンに形成される。
剥離層21を形成する剥離剤としては、たとえば、ポリアミド系樹脂、ポリアミド系樹脂を主にして硝化綿や環化ゴムを混合した混合物、あるいは、フッ素系樹脂、あるいは、これらの混合物等をインキにして用いることができる。また、剥離強度を調整するためにシリコーンを添加することもできる。
また、剥離剤を塗布した塗布部22における基材層20と接着層30との間の接着強度(剥離強度)としては0.3〜1.0N/15mm幅である。接着強度が1.0N/15mm幅超では、輸送時の振動や衝撃等により内容物が包装袋の内面と擦れたとしても、塗布部22において剥離剤と接着層30の間で剥離が発生し難くなるのでピンホールの発生防止効果が十分に得られない。
【0024】
次に、積層体の熱接着性樹脂層40としては、熱により溶融して相互に溶着し得る熱接着性樹脂から形成された層であればよく、包装袋に要求される内容物の充填適性等により適宜選択して用いればよいものであるが、たとえば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、エチレン−αオレフィン共重合体、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレンとアクリル酸との酸コポリマー、エチレンとアクリル酸エステルとのエステルコポリマー等で形成することができる。
【0025】
また、各層の積層方法としては、接着層30として熱可塑性樹脂を用いたエクストルージョン法によるサンドイッチラミネーションや、接着層30としてドライラミネート用接着剤を用いたドライラミネーション法等の周知の方法が用いられる。
エクストルージョン法の場合、接着層30として用いられる熱可塑性樹脂としては、熱接着性樹脂層40に用いられる樹脂が挙げられる。ドライラミネーション法の場合、接着層30の接着剤として、例えば、2液硬化反応型のウレタン系接着剤等が用いられる。
【0026】
次に、本発明について、以下に実施例を挙げてさらに詳しく説明する。
【実施例1】
【0027】
酸化アルミニウムを蒸着した透明の厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(VMPET)の酸化アルミニウム面にウレタン系樹脂をバインダーとするグラビアインキを用いてグラビア印刷し絵柄層を形成した。さらに下記の格子状パターンが形成された印刷版を用いて、該絵柄層に見当を合わせて絵柄層の上にポリアミド系樹脂をバインダーとするメジュームインキを剥離剤として用いて印刷し、塗布部と非塗布部からなる剥離層を周縁熱接着部の内縁で区画された領域にパターン形成した。その後、絵柄層および剥離層の面にウレタン系アンカー剤をアンカーコート(AC)し、低密度ポリエチレン(LDPE)を厚さ15μmで溶融押出ししながら熱接着性樹脂層として厚さ30μmの未延伸ポリプロピレンフィルム(CPP)とサンドイッチラミネーションし、<VMPET12μm/絵柄層/剥離層(パートコート)/AC/PE15μm/CPP30μm>なる図1に示す積層体2を作製した。
〔格子状パターン〕:塗布部と非塗布部を市松模様の格子状とした。
塗布部の形状:四角形(2mm×2mm)
非塗布部の形状:四角形(2mm×2mm)
【実施例2】
【0028】
実施例1の剥離層を周縁熱接着部の内縁で区画された領域および周縁熱接着部にも形成した。それ以外は実施例1と同様にした。
【実施例3】
【0029】
実施例1の格子状のバターンの塗布部、非塗布部の大きさのみ、以下の通りとした。
〔格子状パターン〕:塗布部と非塗布部を市松模様の格子状とした。
塗布部の形状:四角形(3mm×3mm)
非塗布部の形状:四角形(3mm×3mm)
【実施例4】
【0030】
格子状パターンのみ図(ロ)に示す非塗布部を水玉模様とし、その他は実施例1と同様にして積層体を作製した。
〔格子状パターン〕:非塗布部を碁盤目に整列させた水玉模様の格子状とした。
非塗布部の形状の形状:円3mmφ
非塗布部の縦横ピッチ:縦方向および横方向とも3mm
【0031】
[比較例1]
実施例1の剥離層のみベタ柄とした。それ以外は実施例1と同様にして積層体を作製した。
[比較例2]
実施例1の剥離層を形成しなかった。その他は実施例1と同様にして積層体を作製した。
【0032】
上記で作製した実施例1〜4、比較例1、2の積層体を用いてピロータイプ包装袋を作製し、耐ピンホール性、引裂き性について評価した。評価方法を以下に示す。
〔耐ピンホール性の評価方法〕
ピロータイプ包装袋の寸法を上下外寸法(合掌熱接着部と平行方向)180mm、左右寸法(合掌熱接着部と直交方向)140mm、熱接着部(上端、下端、合掌)のシール幅10mmとし、85gの乾麺を密封し供試サンプルとした。供試サンプルを段ボール箱に1列に5袋を左右寸法方向が上下になるように縦列させ略隙間がない状態で梱包した。その後、該段ボールを振動試験機(タイテック株式会社製、名称:ダブルシェーカーNR−3)にて振動試験を行った後、袋を開封して展開し、机に平置きした白い濾紙の上に基材層側を重ねて静置し、袋の熱接着性樹脂層面から着色されたエージレス液(株式会社タセト製、名称:エージレスチェック)を吹き付け、1分間放置した後、積層体を通して濾紙上に滲みだし着色された滲みの数をピンホール数として測定した。各実施例、比較例毎に2段ボール作製し、各々振動試験を実施(n=10)した。その結果を表1に示す。
(振動試験条件)
振動方式:左右往復
振動速度:210回/分
振 幅:40mm
振動時間:4時間
【0033】
〔引裂き性評価方法〕
ピロータイプ包装袋の寸法を上下外寸法180mm、左右寸法85mm、熱接着部のシール幅10mmとし、合掌熱接着部にVノッチを設けた。Vノッチより包装袋を左右方向に引裂いて引裂き性を官能評価した(n=10)。引裂き容易であったものを良好数として良好数の総数に対する割合を表1に示す。
【0034】
【表1】

【0035】
表1から明らかなように、実施例1〜4のピロー包装袋は、引裂き性および耐ピンホール性は良好であった。比較例1は、耐ピンホール性は、良好であったが、引裂き性は、実施例1〜4より劣り引き裂きにくいものであった。比較例2は、引裂き性は良好であったが、耐ピンホール性は、実施例に比べ劣るものであった。
【符号の説明】
【0036】
1 包装袋
2、2’ 積層体
20 基材層
21 剥離層
22 塗布部
23 非塗布部
30 接着層
40 熱接着性樹脂層
3 周縁熱接着部
4 合掌熱接着部
5 上端熱接着部
6 下端熱接着部
7 ノッチ
8 開封予定線
S 周縁熱接着部の内縁で区画された領域
N 剥離層の非形成領域
【技術分野】
【0001】
本発明は、ピンホールの発生を防止することができる包装袋に関し、詳しくは個包装した複数個の包装袋を段ボール等に直接収納して輸送する際に、輸送時の振動や衝撃等により包装袋にピンホールが発生することを防止できると共に、引裂き開封が可能な包装袋に関する。
【背景技術】
【0002】
従来、吸湿性の高い菓子や食品、あるいは、酸化しやすい菓子や食品などの内容物は、食感や風味の低下を防止するために、酸素ガスバリア性や水蒸気ガスバリア性に優れた包装袋に個包装して販売され、食される時まで個包装された菓子や食品などの内容物の食感や風味を保つと共に安心感と高級感を付与している。
【0003】
しかしながら、個包装袋は段ボール等に包装された状態で輸送されるために、例えば、パスタ、インスタントラーメン等の硬くて、先が尖った内容物の場合、輸送時の振動や衝撃等により内容物の突起部が個包装袋に突き刺さったり、個包装袋が段ボール内面と擦れたりして個包装袋にピンホールが発生し、このピンホールにより内容物の食感や風味が損なわれるということが時偶ある。これを解決するために、通常は、輸送時の振動や衝撃等により段ボール内面と擦れても個包装袋にピンホールが発生しない程度に個包装袋を構成する積層体のトータル厚さを厚くする方法、多層構成にする方法、段ボール内面と擦れることがないように個包装袋と段ボール内面間に緩衝材を用いる方法等が採用されている。
【0004】
しかし、これらの方法は、いずれもコストアップになるという問題があった。この問題を解消するために紙箱等の容器内面と擦れる包装袋の部位の基材層と内層との間が未接着部ないし弱接着部となっている構成とすることにより、この部位が擦れたとしてもこの部位の基材層と内層との間が剥離するために、基材層に自由度が付与されて基材層のみが自由に動くことができ、擦れる位置を変えることができると共に積層体の見かけの硬さを柔らかくすることができ、ピンホールの発生が防止できるという技術が開示されている(たとえば、特許文献1参照)。しかし、特許文献1に開示された技術は擦れる部位が特定される場合に効果があるが、パスタ、インスタントラーメン等の硬くて、先が尖った内容物の場合には擦れる部位がランダムに発生し特定することができないものであり、十分な効果が得られないという問題がある。
【0005】
また、外袋フィルムと内袋フィルムが周縁領域における接着部にて部分的に接着された包装材料であって、外袋フィルムの内面の接着部に対応する領域に接着層が形成されるとともに接着部を除く領域に離型層が形成され、外袋フィルムの内面と内袋フィルムの外面とを接着樹脂層を介して積層することにより、外袋フィルムと内袋フィルムが接着層が形成された領域にて部分的に接着され、離型層が形成された領域にて接着されていない構成の包装材料が知られている(例えば、特許文献2参照)。特許文献2の技術は、接着部に対応する領域以外は離型層が形成されているので、内容物が擦れる部位が特定されることがなくピンホールの発生が防止できる。しかし、該包装材料を用いた包装袋では、消費者が包装袋を開封する際、開封口より包装袋を引裂き始め離型層に達すると外袋フィルムと内袋フィルムは容易に剥離するのでそれぞれのフィルムを引裂くことになり、内袋フィルムが伸びてしまったり、あるいは、それぞれのフィルムの引裂き方向が一致していないので包装袋を開封し難いという問題がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−145533号公報
【特許文献2】特開2001−163352号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで本発明は、段ボール等に梱包した形態で輸送等がなされるパスタ、インスタントラーメン等の硬くて、先が尖った内容物を個々に包装した耐ピンホール性に優れ、且つ、引裂き開封性に優れた包装袋を提供することである。
【課題を解決するための手段】
【0008】
本発明は、上記課題を達成するために、請求項1記載の本発明は、基材層と熱接着性樹脂層を備えた積層体からなり、前記熱接着性樹脂層同士を対向させて周縁熱接着部で密封した包装袋において、前記基材層と前記熱接着性樹脂層との間に剥離層が設けられ、前記剥離層が剥離剤を塗布した塗布部と剥離剤が塗布されない非塗布部からなる格子状パターンで形成されていることを特徴とする包装袋である。
【0009】
また、請求項2記載の本発明は、請求項1記載の包装袋において、前記剥離層が前記周縁熱接着部の内縁で区画された領域に形成されていることを特徴とするものである。
【0010】
また、請求項3記載の本発明は、請求項2記載の包装袋において、包装袋の開封予定線を含む領域が前記剥離層の非形成領域とされていることを特徴とするものである。
【発明の効果】
【0011】
本発明の包装袋は、基材層と熱接着性樹脂層を備えた積層体からなり、前記熱接着性樹脂層同士を対向させて周縁熱接着部で密封した包装袋において、前記基材層と前記熱接着性樹脂層との間に剥離層が設けられ、前記剥離層が剥離剤を塗布した塗布部と剥離剤が塗布されない非塗布部からなる格子状パターンで形成されている構成とすることにより、先の尖った内容物であっても擦れる部位には剥離層が形成されているので剥離層の塗布部において基材層と熱接着性樹脂層との間が剥離するために、擦れる位置が基材層と熱接着性樹脂層とで変えることができるとともに積層体の見かけの硬さを柔らかくすることができ、ピンホールの発生を防止することができるという優れた効果を奏する。さらには内容物による突き刺しを防ぐことができる。
【0012】
さらに、剥離層が剥離剤を塗布した塗布部と剥離剤が塗布されない非塗布部からなる格子状パターンで形成されており、塗布部は基材層と熱接着性樹脂層が未接着ないし弱接着となっているが、非塗布部は基材層と熱接着性樹脂層が強接着となっており、包装袋を引裂くと塗布部では引裂き性は劣るが、非塗布部では引裂き性が優れる。このように構成することにより、包装袋を開封する際に、開封口より包装袋を引裂き始めると、開封方向には塗布部と非塗布部が交互に存在することとなり塗布部では引裂き性が劣るものの非塗布部では引裂き性が優れており、包装袋を容易に開封できるという効果を奏するものである。
【0013】
また、請求項2の発明は、前記剥離層が前記周縁熱接着部の内縁で区画された領域に形成されている構成とすることにより、包装袋の開封を開始する周縁熱接着部には、剥離層が存在しないので引裂き性が優れており、包装袋の開封開始がスムーズとなる。さらに、周縁熱接着部のシール強度も向上する。
【0014】
また、請求項3の発明は、包装袋の開封予定線を含む領域が前記剥離層の非形成領域とされている構成とすることにより、開封予定線に沿って包装袋を容易に引裂き開封できる効果を奏する。
【図面の簡単な説明】
【0015】
【図1】本発明にかかる包装袋の第一実施形態の説明図であって、(イ)は展開図、(ロ)はA−A線断面図である。
【図2】図1の包装袋を構成する積層体の剥離層を部分拡大し、剥離層を示す透視平面図である。
【図3】本発明にかかる包装袋の剥離層の形成パターン例を示す拡大平面図である。
【図4】本発明にかかる包装袋の第一実施形態の斜視図である。
【図5】本発明にかかる包装袋の第二実施形態の説明図であって、(イ)は展開図、(ロ)はB−B線断面図である。
【発明を実施するための形態】
【0016】
上記の本発明について、図面等を用いて以下に詳述する。
図1は本発明にかかる包装袋の第一実施形態の説明図であって、(イ)は展開図、(ロ)はA−A線断面図、図2は図1の包装袋を構成する積層体の剥離層を部分拡大し、剥離層を示す透視平面図、図3は本発明にかかる包装袋の剥離層の形成パターン例を示す拡大平面図、図4は本発明にかかる包装袋の第一実施形態の斜視図、図5は本発明にかかる包装袋の第二実施形態の説明図であって、(イ)は展開図、(ロ)はB−B線断面図であり、図中の1は包装袋、2、2’は積層体、3は周縁熱接着部、4は合掌熱接着部、5は上端熱接着部、6は下端熱接着部、7はノッチ、8は開封予定線、20は基材層、21は剥離層、22は塗布部、23は非塗布部、30は接着層、40は熱接着性樹脂層、Sは周縁熱接着部の内縁で区画された領域、Nは剥離層の非形成領域をそれぞれ示す。
【0017】
図1は本発明にかかる包装袋の第一実施形態の説明図であって、(イ)は展開図、(ロ)はA−A線断面図であって、包装袋を構成する積層体の層構成を示す。図1に示すように包装袋1(図4参照)を構成する積層体2は、基材層20と熱接着性樹脂層40が接着層30を介して積層された構成である。積層体2の周縁には周縁熱接着部3が設けられ、周縁熱接着部3の内縁で区画された領域Sに剥離層21が形成され、周縁熱接着部3の領域は剥離層21は形成されていない。図1(ロ)に示すように、剥離層21は基材層20の接着層30側に形成され、接着層30を介して熱接着性樹脂層40と積層されている。
【0018】
図2は図1の包装袋1を構成する積層体2の剥離層21の点線で示す円内部分を拡大し、基材層20を透して示す透視平面図であり、剥離層21は剥離剤を塗布した塗布部22と剥離剤が塗布されない非塗布部23からなる格子状パターンで形成されている。このような構成とすることにより、先の尖った内容物を充填包装し、輸送しても、内容物と包装袋1が擦れる部位には必ず剥離層21が形成されているので剥離層21の塗布部22において塗布部22と接着層30との間が剥離するために、擦れる位置が基材層20と熱接着性樹脂層40とで変えることができる。また、剥離することにより積層体2の見かけの硬さを柔らかくすることができ、さらには内容物の先の尖った部分が熱接着性樹脂層40に突き刺さっても熱接着性樹脂層40が伸びるために突き刺しを防ぐことができる。つまり、ピンホール発生の防止に優れた効果を奏する。
【0019】
剥離層21の形成パターンは第一実施形態に示したパターンに限定されるものではなく、包装袋1を開封する際、引裂き方向に剥離剤が塗布された塗布部22と非塗布部23が交互に交差するパターンであればよく、第一実施形態に示した以外の形成パターンを図3の(イ)〜(ニ)に例示する。図3(イ)は非塗布部23が独立した四角形でそれ以外が塗布部22である。図3(ロ)は非塗布部23が独立した円または楕円形で千鳥状に形成されている。図3(ハ)は、図3(ロ)の非塗布部23の部分が塗布部22とされ、塗布部22が縦横に整列されたパターンである。図3(ニ)は、ストライプ状に塗布部22と非塗布部23が交互に形成されている。本発明の剥離層21の形成パターンは非塗布部と塗布部とで格子状に形成されていることを要旨とするものであり、非塗布部と塗布部の形状は限定されるものではない。したがって、本発明の要旨を逸脱しない範囲において、格子状とは、非塗布部を海とし、塗布部を島とする形状、あるいは塗布部を海とし、非塗布部を島とする形状の海島形状も含めるものである。なお、第一実施形態では周縁熱接着部3の内縁で区画された領域Sに剥離層21を形成したが、周縁熱接着部3に剥離層21を形成してもよい。しかし、剥離層21を形成する領域は、第一実施形態に示すように周縁熱接着部3の内縁で区画された領域Sに形成されている構成にする方が、包装袋の開封を開始する引裂き性が優れ、包装袋の開封開始がスムーズとなり、さらに、周縁熱接着部のシール強度も向上するので好ましい形態である。
【0020】
図4は、本発明にかかる包装袋1の第一実施形態の斜視図である。図4に示すように、包装袋1は、図1に示す積層体2の熱接着性樹脂層40、40同士を対向させて周縁熱接着部2の2a、2bを重ね合わせて熱接着し合掌熱接着部4を形成して筒状となし、一方を熱接着して下端熱接着部6とし、他方の開口より内容物を封入し、上端熱接着部5で熱接着し密封したピロータイプの包装袋である。開封に際しては、合掌熱接着部4の上端熱接着部5の近傍に設けられたノッチ7より上端熱接着部5に沿って、包装袋1を引裂き開封するものである。本発明の包装袋は、ピロータイプ形態以外に、三方シール、四方シール、ガセットタイプ等の形態にも適用できる。
【0021】
図5は、本発明にかかる包装袋の第二実施形態の説明図であって、(イ)は展開図、(ロ)はB−B線断面図であって、包装袋を構成する積層体2’の層構成を示す。第一実施形態と異なる部分を中心に説明し、第一実施形態と同じ部分は同じ符号を付して説明を省略する。図5に示すように包装袋を構成する積層体2’は、周縁熱接着部3の内縁で区画された領域S内に周縁熱接着部3の一辺に沿って開封予定線8が設けられている。そして、開封予定線8を含む領域に帯状に剥離層21の非形成領域Nが設けられ、周縁熱接着部3の内縁で区画された領域Sが上下2つに分割されている。このような構成とすることにより、積層体2’で形成された包装袋を開封する際、開封予定線8上には、剥離層21がないので引裂き性が優れ、開封予定線8に沿って包装袋を容易に引裂き開封することができる。その他は第一実施形態と同じであり説明を省略する。
【0022】
次に、本発明の包装袋に用いる積層体について説明する。積層体の基材層20としては、包装袋を構成する基本素材となることから、機械的、物理的、化学的等において優れた性質を有する合成樹脂製フィルムを用いることができ、たとえば、ポリエステル系、ポリアミド系、ポリプロピレン系等の樹脂からなるフィルム、あるいは、これらのフィルムにポリ塩化ビニリデン層を設けたもの、あるいは、アルミニウムや酸化珪素等の無機物の蒸着層を設けたものを用いることができる。また、これらのフィルムとしては、一軸方向ないし二軸方向に延伸したフィルムが好適である。この理由としては、通常、基材層20には印刷が施されることが多く、印刷適性が求められるからである。また、基材層20を構成するフィルムの厚さとしては、基本素材としての強度、剛性などについて必要最低限に保持され得る厚さであればよいのであって、コストなどを勘案して決めればよいが、概ね9〜40μm程度である。
【0023】
剥離層21は、通常、基材層20に形成される印刷の上に格子状パターンを備えた印刷版を用いて、剥離剤を印刷することにより、剥離剤を塗布した塗布部22と剥離剤が塗布されない非塗布部23を格子状パターンに形成される。
剥離層21を形成する剥離剤としては、たとえば、ポリアミド系樹脂、ポリアミド系樹脂を主にして硝化綿や環化ゴムを混合した混合物、あるいは、フッ素系樹脂、あるいは、これらの混合物等をインキにして用いることができる。また、剥離強度を調整するためにシリコーンを添加することもできる。
また、剥離剤を塗布した塗布部22における基材層20と接着層30との間の接着強度(剥離強度)としては0.3〜1.0N/15mm幅である。接着強度が1.0N/15mm幅超では、輸送時の振動や衝撃等により内容物が包装袋の内面と擦れたとしても、塗布部22において剥離剤と接着層30の間で剥離が発生し難くなるのでピンホールの発生防止効果が十分に得られない。
【0024】
次に、積層体の熱接着性樹脂層40としては、熱により溶融して相互に溶着し得る熱接着性樹脂から形成された層であればよく、包装袋に要求される内容物の充填適性等により適宜選択して用いればよいものであるが、たとえば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、エチレン−αオレフィン共重合体、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレンとアクリル酸との酸コポリマー、エチレンとアクリル酸エステルとのエステルコポリマー等で形成することができる。
【0025】
また、各層の積層方法としては、接着層30として熱可塑性樹脂を用いたエクストルージョン法によるサンドイッチラミネーションや、接着層30としてドライラミネート用接着剤を用いたドライラミネーション法等の周知の方法が用いられる。
エクストルージョン法の場合、接着層30として用いられる熱可塑性樹脂としては、熱接着性樹脂層40に用いられる樹脂が挙げられる。ドライラミネーション法の場合、接着層30の接着剤として、例えば、2液硬化反応型のウレタン系接着剤等が用いられる。
【0026】
次に、本発明について、以下に実施例を挙げてさらに詳しく説明する。
【実施例1】
【0027】
酸化アルミニウムを蒸着した透明の厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(VMPET)の酸化アルミニウム面にウレタン系樹脂をバインダーとするグラビアインキを用いてグラビア印刷し絵柄層を形成した。さらに下記の格子状パターンが形成された印刷版を用いて、該絵柄層に見当を合わせて絵柄層の上にポリアミド系樹脂をバインダーとするメジュームインキを剥離剤として用いて印刷し、塗布部と非塗布部からなる剥離層を周縁熱接着部の内縁で区画された領域にパターン形成した。その後、絵柄層および剥離層の面にウレタン系アンカー剤をアンカーコート(AC)し、低密度ポリエチレン(LDPE)を厚さ15μmで溶融押出ししながら熱接着性樹脂層として厚さ30μmの未延伸ポリプロピレンフィルム(CPP)とサンドイッチラミネーションし、<VMPET12μm/絵柄層/剥離層(パートコート)/AC/PE15μm/CPP30μm>なる図1に示す積層体2を作製した。
〔格子状パターン〕:塗布部と非塗布部を市松模様の格子状とした。
塗布部の形状:四角形(2mm×2mm)
非塗布部の形状:四角形(2mm×2mm)
【実施例2】
【0028】
実施例1の剥離層を周縁熱接着部の内縁で区画された領域および周縁熱接着部にも形成した。それ以外は実施例1と同様にした。
【実施例3】
【0029】
実施例1の格子状のバターンの塗布部、非塗布部の大きさのみ、以下の通りとした。
〔格子状パターン〕:塗布部と非塗布部を市松模様の格子状とした。
塗布部の形状:四角形(3mm×3mm)
非塗布部の形状:四角形(3mm×3mm)
【実施例4】
【0030】
格子状パターンのみ図(ロ)に示す非塗布部を水玉模様とし、その他は実施例1と同様にして積層体を作製した。
〔格子状パターン〕:非塗布部を碁盤目に整列させた水玉模様の格子状とした。
非塗布部の形状の形状:円3mmφ
非塗布部の縦横ピッチ:縦方向および横方向とも3mm
【0031】
[比較例1]
実施例1の剥離層のみベタ柄とした。それ以外は実施例1と同様にして積層体を作製した。
[比較例2]
実施例1の剥離層を形成しなかった。その他は実施例1と同様にして積層体を作製した。
【0032】
上記で作製した実施例1〜4、比較例1、2の積層体を用いてピロータイプ包装袋を作製し、耐ピンホール性、引裂き性について評価した。評価方法を以下に示す。
〔耐ピンホール性の評価方法〕
ピロータイプ包装袋の寸法を上下外寸法(合掌熱接着部と平行方向)180mm、左右寸法(合掌熱接着部と直交方向)140mm、熱接着部(上端、下端、合掌)のシール幅10mmとし、85gの乾麺を密封し供試サンプルとした。供試サンプルを段ボール箱に1列に5袋を左右寸法方向が上下になるように縦列させ略隙間がない状態で梱包した。その後、該段ボールを振動試験機(タイテック株式会社製、名称:ダブルシェーカーNR−3)にて振動試験を行った後、袋を開封して展開し、机に平置きした白い濾紙の上に基材層側を重ねて静置し、袋の熱接着性樹脂層面から着色されたエージレス液(株式会社タセト製、名称:エージレスチェック)を吹き付け、1分間放置した後、積層体を通して濾紙上に滲みだし着色された滲みの数をピンホール数として測定した。各実施例、比較例毎に2段ボール作製し、各々振動試験を実施(n=10)した。その結果を表1に示す。
(振動試験条件)
振動方式:左右往復
振動速度:210回/分
振 幅:40mm
振動時間:4時間
【0033】
〔引裂き性評価方法〕
ピロータイプ包装袋の寸法を上下外寸法180mm、左右寸法85mm、熱接着部のシール幅10mmとし、合掌熱接着部にVノッチを設けた。Vノッチより包装袋を左右方向に引裂いて引裂き性を官能評価した(n=10)。引裂き容易であったものを良好数として良好数の総数に対する割合を表1に示す。
【0034】
【表1】
【0035】
表1から明らかなように、実施例1〜4のピロー包装袋は、引裂き性および耐ピンホール性は良好であった。比較例1は、耐ピンホール性は、良好であったが、引裂き性は、実施例1〜4より劣り引き裂きにくいものであった。比較例2は、引裂き性は良好であったが、耐ピンホール性は、実施例に比べ劣るものであった。
【符号の説明】
【0036】
1 包装袋
2、2’ 積層体
20 基材層
21 剥離層
22 塗布部
23 非塗布部
30 接着層
40 熱接着性樹脂層
3 周縁熱接着部
4 合掌熱接着部
5 上端熱接着部
6 下端熱接着部
7 ノッチ
8 開封予定線
S 周縁熱接着部の内縁で区画された領域
N 剥離層の非形成領域
【特許請求の範囲】
【請求項1】
基材層と熱接着性樹脂層を備えた積層体からなり、前記熱接着性樹脂層同士を対向させて周縁熱接着部で密封した包装袋において、前記基材層と前記熱接着性樹脂層との間に剥離層が設けられ、前記剥離層が剥離剤を塗布した塗布部と剥離剤が塗布されない非塗布部からなる格子状パターンで形成されていることを特徴とする包装袋。
【請求項2】
前記剥離層が前記周縁熱接着部の内縁で区画された領域に形成されていることを特徴とする請求項1記載の包装袋。
【請求項3】
包装袋の開封予定線を含む領域が前記剥離層の非形成領域とされていることを特徴とする請求項2記載の包装袋。
【請求項1】
基材層と熱接着性樹脂層を備えた積層体からなり、前記熱接着性樹脂層同士を対向させて周縁熱接着部で密封した包装袋において、前記基材層と前記熱接着性樹脂層との間に剥離層が設けられ、前記剥離層が剥離剤を塗布した塗布部と剥離剤が塗布されない非塗布部からなる格子状パターンで形成されていることを特徴とする包装袋。
【請求項2】
前記剥離層が前記周縁熱接着部の内縁で区画された領域に形成されていることを特徴とする請求項1記載の包装袋。
【請求項3】
包装袋の開封予定線を含む領域が前記剥離層の非形成領域とされていることを特徴とする請求項2記載の包装袋。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−71853(P2012−71853A)
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願番号】特願2010−216919(P2010−216919)
【出願日】平成22年9月28日(2010.9.28)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願日】平成22年9月28日(2010.9.28)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]