
包装装置
【課題】安価な構成により高精度な原点設定を実施することが可能な包装装置を提供する。
【解決手段】テープ結束機20が、サーボモータM1〜M3を駆動源として所定の範囲内において往復運動する移動部(チャック54a、回転部材47b、連結ロッド57c)を固定部側である被当接部55,49,58に対して当接させる。制御部70では、当接検知部70aが、移動部(チャック54a、回転部材47b、連結ロッド57c)と被当接部55,49,58とが互いに当接したことを検知するとともに、原点設定部70bが、当接検知部70aにおける検知結果に基づいて、上記往復運動の原点位置を設定する。
【解決手段】テープ結束機20が、サーボモータM1〜M3を駆動源として所定の範囲内において往復運動する移動部(チャック54a、回転部材47b、連結ロッド57c)を固定部側である被当接部55,49,58に対して当接させる。制御部70では、当接検知部70aが、移動部(チャック54a、回転部材47b、連結ロッド57c)と被当接部55,49,58とが互いに当接したことを検知するとともに、原点設定部70bが、当接検知部70aにおける検知結果に基づいて、上記往復運動の原点位置を設定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、往復移動機構の駆動源となるサーボモータを搭載した包装装置に関する。
【背景技術】
【0002】
近年、例えば、シールジョーや搬送機構等に含まれる移動部を所定の可動範囲内において往復移動させるための回転駆動源としてサーボモータを搭載した包装装置が用いられている。
このような包装装置では、往復移動の原点を設定するために、移動部の位置を検知するセンサが設置されている。
【0003】
例えば、特許文献1には、ヒータブロックの原点復帰を容易かつ迅速に行うことが可能な縦型製袋充填包装機が開示されている。
この包装機では、包材の搬出経路からヒータブロックの開方向に離間して配置されヒータブロックの位置を検出する原点センサを搭載しており、原点センサにおける検出信号に基づいて開原点が設定される。
【特許文献1】特開2001−180621号公報(平成13年7月3日公開)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来の包装装置では、以下に示すような問題点を有している。
すなわち、上記公報に開示された包装機では、原点センサを設置して開原点の設定を行う必要があるため、センサを設置するためのコストが嵩むとともに、包装装置によってはセンサの設置場所やセンサに接続された配線の取り回し場所等の確保が困難な場合がある。また、センサを用いて原点を設定する方法では、移動部の移動方向によってオーバーランする方向が異なるため、往復移動する移動部の原点を高精度に設定することができないおそれがある。
【0005】
本発明の課題は、安価な構成により高精度な原点設定を実施することが可能な包装装置を提供することにある。
【課題を解決するための手段】
【0006】
第1の発明に係る包装装置は、移動部と、固定部と、当接検知部と、制御部と、を備えている。移動部は、サーボモータの回転軸に接続されており、所定の可動範囲において往復移動する。固定部は、移動部が往復移動する際に、所定の位置において移動部と当接する。当接検知部は、移動部が固定部に対して当接したことを検知する。制御部は、当接検知部において検知された当接位置に基づいて移動部による往復移動の原点を設定する。
【0007】
ここでは、移動部を所定の可動範囲内において往復移動させながら包装を行う包装装置において、サーボモータを用いて所定の可動範囲内において往復移動させる移動部が所定位置に設置された固定部に対して当接したことを当接検知部において検知し、その当接位置に基づいて、移動部の往復移動の原点位置を設定する。
通常、このような所定の可動範囲内において往復移動する移動部を備えた包装装置では、原点復帰用センサを設けて移動部の往復移動の原点を設定している。しかし、原点復帰用センサを設置した場合には、センサを設置するためのコストがかかり、かつセンサの設置場所やセンサから延びる配線等の取り回し場所の確保が困難な場合がある。
【0008】
本発明の包装装置では、往復移動する移動部の原点を設定するために、原点復帰用のセンサを設けるのではなく、往復移動する移動部と、移動部と所定の位置において当接する固定部とが、当接した位置に基づいて、往復移動の原点位置を設定する。
これにより、原点セット時には、例えば、移動部を可動範囲いっぱいに往復移動させ、移動部と固定部とが当接して動作が停止するとサーボモータのエンコーダのパルスが検出されなくなることを検知することで、その当接位置に基づいて往復移動の両端に原点を設定することができる。そして、移動部の移動方向によって生じる誤差(オーバーラン)を考慮した原点設定を実施することができるため、センサを用いた原点設定と比較して、精度よく原点の設定を行うことができる。この結果、センサを設置することなく、安価な構成により高精度に原点をセットすることが可能になる。
【0009】
第2の発明に係る包装装置は、第1の発明に係る包装装置であって、制御部は、電源投入時に往復移動の原点を設定する。
ここでは、移動部の往復移動の原点設定を、電源投入時に行う。通常、サーボモータを回転駆動源とする機構では、いったん電源を落とすと原点位置に関する情報が失われる。
これにより、包装装置の運転を開始する際に電源を投入したタイミングで、自動的に原点設定制御を開始することで、原点の設定を高精度に行った後、通常の運転を開始することができる。
【0010】
第3の発明に係る包装装置は、第1または第2の発明に係る包装装置であって、当接検知部は、サーボモータが接続されたエンコーダの移動パルス数が所定値以下になったことを検出して、移動部と固定部との当接を検知する。
ここでは、移動部を往復運動するように駆動するサーボモータに接続されたエンコーダの移動パルス数に基づいて、移動部と固定部とが当接したことを検知する。
【0011】
これにより、移動パルス数が所定値以下になることは、サーボモータの回転数が低下していることを意味するため、これを移動部と固定部との当接として認識させることができる。
【0012】
第4の発明に係る包装装置は、第3の発明に係る包装装置であって、制御部は、エンコーダの移動パルスが、所定の回数以上所定値以下になると、移動部と固定部との当接を検知する。
ここでは、エンコーダの移動パルスが所定値以下になることが所定回数以上になると、その位置を移動部と固定部との当接位置として検知する。
これにより、原点復帰制御中において、移動部が障害物等に衝突することで一時的にエンコーダの移動パルスが所定値以下となった場合に当接位置として検知されることを防止して、確実に移動部と固定部との当接位置を検知することができる。
【0013】
第5の発明に係る包装装置は、第1から第4の発明のいずれか1つに係る包装装置であって、制御部は、移動部と固定部とが当接する位置から、往復移動の範囲における内側の点を原点として設定する。
ここでは、移動部と固定部との当接位置に基づいて原点の設定を行う際には、その当接位置から往復移動範囲における内側の点を原点として設定する。
これにより、設定された原点位置を基準として、通常の運転時に移動部を往復移動させる際に、移動部が固定部に接触してしまうことを防止することができる。
【0014】
第6の発明に係る包装装置は、第1から第5の発明のいずれか1つに係る包装装置であって、制御部は、原点の設定を行う際には、通常の運転時よりも移動部の往復移動の速度を低速に設定する。
ここでは、原点設定を行う際には、移動部の往復移動速度を通常の運転時よりも低速に設定する。
これにより、移動部と固定部との当接時における衝撃を小さくして、原点復帰制御時におけるサーボモータ等の負荷を最小限とすることができる。
【0015】
第7の発明に係る包装装置は、第1から第6の発明のいずれか1つに係る包装装置であって、移動部は、製袋された袋の上部を縛る機構の一部である。
ここでは、包装装置に搭載された製袋された袋の上部をテープ等で縛る結束機構に含まれる往復移動する移動部の原点設定を行う。
これにより、袋の上部をテープ等で縛って巾着状にする機構における原点設定を、安価な構成で高精度に行うことができる。
【0016】
第8の発明に係る包装装置は、第1から第7の発明のいずれか1つに係る包装装置であって、移動部は、製袋された袋から脱気処理を行う脱気機構の一部である。
ここでは、包装装置に搭載された製袋された袋から所定量だけ脱気するための機構に含まれる往復移動する移動部の原点設定を行う。
これにより、例えば、袋の上部をテープ等で縛って巾着状にする前に、袋から脱気するための機構における原点設定を、安価な構成で高精度に行うことができる。
【0017】
第9の発明に係る包装装置は、第1から第8の発明のいずれか1つに係る包装装置であって、移動部は、製袋した袋を製袋位置から移動させる横送り機構の一部である。
ここでは、包装装置に搭載された製袋された袋を、製袋位置から逃がす機構に含まれる往復移動する移動部の原点設定を行う。
【0018】
これにより、製袋した袋を横へ逃がす機構における原点設定を、安価な構成で高精度に行うことができる。
【発明の効果】
【0019】
本発明の包装装置によれば、センサを設置することなく、安価な構成により高精度に原点をセットすることが可能になる。
【発明を実施するための最良の形態】
【0020】
本発明の一実施形態に係る製袋包装システム(包装装置)1について、図1〜図8を用いて説明すれば以下の通りである。
なお、製袋包装システム1で生産される商品は、図1において二点鎖線で示すように、上下の端部にそれぞれ横シール部が形成されてその中に物品を充填した袋Bの上部の所定箇所が絞られ、この絞られた首部に片面粘着性のテープが巻き付けられて巾着状とされたものである。
【0021】
[製袋包装システム1全体の構成]
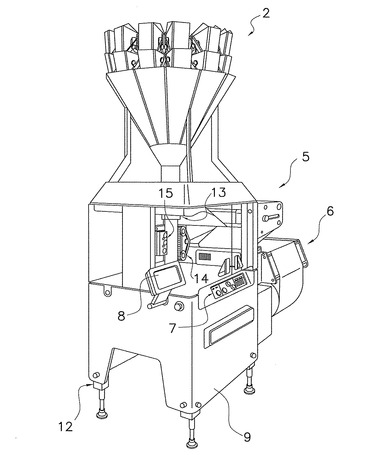
本実施形態の製袋包装システム1は、図1および図2に示すように、組合せ計量装置2とその下流側に配置された搬送機構30とを備えている。
組合せ計量装置2は、図1および図2に示すように、主として、ウィンナー等の食品の袋詰めを行う製袋包装部5と、この製袋包装部5に対して袋となるフィルムを供給するフィルム供給部6と、袋の上部を絞って巾着状とするテープ結束機20と、を含むように構成されている。また、製袋包装部5の前面には、図2に示すように、操作スイッチ類7が配置されており、この操作スイッチ類7を操作する操作者が視認できる位置に操作状態を示す液晶ディスプレイ8が配置されている。
【0022】
[フィルム供給部6]
フィルム供給部6は、後述する製袋包装部5の成形機構13にシート状のフィルムを供給する役割を果たし、ここでは製袋包装部5に隣接して設けられている。このフィルム供給部6にはフィルムが巻かれたロールがセットされ、このロールからフィルムが繰り出される。
【0023】
[製袋包装部5]
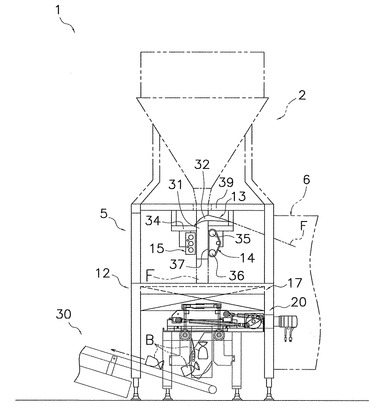
製袋包装部5は、図1および図2に示すように、シート状で送られてくるフィルムを筒状に成形する成形機構13と、筒状となったフィルム(以下、筒状フィルムという。)を下方に搬送するプルダウンベルト機構14と、筒状フィルムの重ね合わせ部分を縦に熱シールする縦シール機構15と、筒状フィルムを横にシールすることで袋Bの上下端を閉止する横シール機構17と、これらの各機構を支える支持フレーム12とから構成されている。また、支持フレーム12の周囲には、ケーシング9が取り付けられている。
【0024】
成形機構13は、図1に示すように、チューブ31と、フォーマー32とを有している。チューブ31は、円筒形状の部材であり、上下端が開口している。チューブ31は、平面的に天板39の中央近傍の開口部分に配置され、図示しないブラケットを介してフォーマー32と一体にされている。このチューブ31の上端の開口部には、組合せ計量装置2から計量された内容物が投入される。フォーマー32は、チューブ31を取り囲むように配置されている。このフォーマー32の形状は、フィルム供給部6から送られてきたシート状のフィルムFがフォーマー32とチューブ31との間を通るときに筒状に成形されるような形状とされている。このフォーマー32も、図示しない支持部材を介して支持フレーム12に固定されている。また、成形機構13のチューブ31やフォーマー32は、製造する袋Bの幅寸法に応じて取り替えることができるようにされている。そのために成形機構13は、支持フレーム12に対し着脱自在にされている。
【0025】
プルダウンベルト機構14と縦シール機構15とは、天板39から吊り下げられているレール34に支持されており、チューブ31を両側から挟むように配置されている。これらの機構14,15は、チューブ31が取り付けられるときに、レール34に沿って移動して位置合わせがされる。プルダウンベルト機構14は、チューブ31に巻き付いた筒状フィルムFを吸着して下方に搬送する機構であり、主として、駆動ローラ35および従動ローラ36と、吸着機能を有するベルト37とから構成されている。縦シール機構15は、チューブ31に巻き付いている筒状フィルムの重なり部分を、一定の加圧力でチューブ31に押しつけながら加熱して、縦にシールする機構である。この縦シール機構15は、ヒータや、ヒータにより加熱され筒状フィルムの重なり部分に接触するヒータベルト等を有している。
【0026】
(横シール機構17の構成)
横シール機構17は、袋Bの横シール部分を成形する機構であって、図1および図2に示すように、成形機構13、プルダウンベルト機構14、および縦シール機構15の下方に配置され、支持フレーム12によって支持されている。この横シール機構17では、図3に示すように、スプライン軸23aの突出端部にクランク23がスプライン嵌合している。また、クランク23の一方の回転端部と接続ベース部材29aとの間にシールジョー21を移動させるためのリンク24aが備えられているとともに、クランク23の他方の回転端部とベース部材25bとの間にシールジョー22を移動させるためのリンク24bが備えられている。そして、スプライン軸23aの下端部は、サーボモータM1の図示しない出力軸に連結されている。
【0027】
サーボモータM1は、クランク23がスプライン軸23aを中心とする正逆転可能方向に回転駆動される。例えば、クランク23がスプライン軸23aを中心として一方の方向に回転すると、リンク24aは、接続ベース部材29aを後方へと押しやり、ベース部材25a、つまりシールジョー21を後方へと移動させる。一方、リンク24bは、ベース部材25b、つまりシールジョー22を前方へと押しやる。その結果、シールジョー21,22は、離間状態から図3に示す当接状態へと移行する。
【0028】
また、クランク23がスプライン軸23aを中心として他方の方向に回転すると、リンク24aは接続ベース部材29aを前方へと引き寄せ、ベース部材25a、つまりシールジョー21は前方に移動する。一方、リンク24bはベース部材25b、つまりシールジョー22を後方へと引き寄せる。その結果、シールジョー21,22は、図3に示す当接状態から離間状態へと移行する。
【0029】
そして、両シールジョー21,22の直下部には、図3に示すように、板状の挟持部材26,26がそれぞれ付設されている。このため、挟持部材26,26によって、シールジョー21,22が互いに当接するよりも先に筒状包材を前後両側から挟持するとともに、シールジョー21,22が離間した後もしばらくの間この筒状包材を挟持することができる。
【0030】
[テープ結束機20]
本実施形態の製袋包装システム1では、図1に示すように、製袋包装部5の直下流側に、製袋された袋Bを巾着状に成形し、巾着状の袋Bの首部分をテープで留めるためのテープ結束機20を設けている。
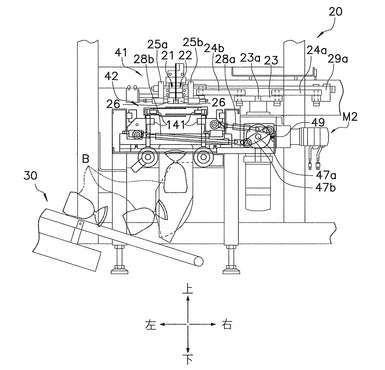
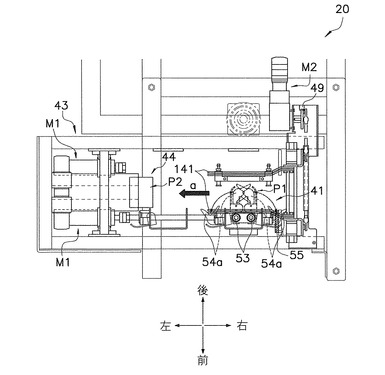
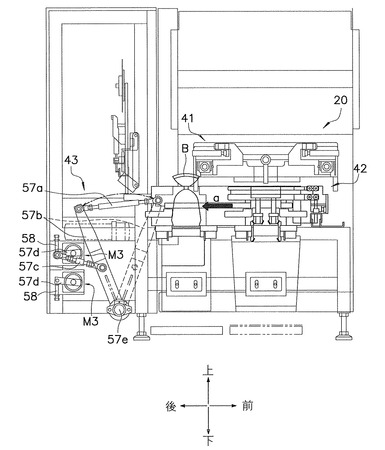
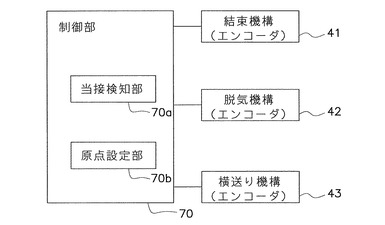
テープ結束機20は、図3から図5に示すように、結束機構41と、脱気機構42と、横送り機構43と、テープシーラ44と、を備えている。また、テープ結束機20は、図6に示すように、結束機構41、脱気機構42および横送り機構43のそれぞれの駆動源であるサーボモータM1〜M3(図3〜図5参照)に接続されたエンコーダに接続された制御部70を内部に備えている。
【0031】
(結束機構41)
結束機構41は、横シール機構17において製袋された袋Bの上部における所定の位置を縛って巾着状にするための機構であって、図4に示すように、サーボモータM1、回動軸53、一対のチャック(移動部)54a、被当接部(固定部)55を有している。
サーボモータM1は、袋Bの上部を縛って巾着状に整形するチャック54aを駆動するための回転駆動力を付与するために、所定の範囲内において正転逆転を繰り返し行う駆動源である。
【0032】
一対のチャック54aは、図4に示すように、結束位置P1において、袋Bの上部付近における所定の位置を縛るように、回動軸53を中心に所定の範囲内において往復運動するように回動して互いに近接したり離間したりする。
被当接部55は、一対のチャック54aの一方が互いに離間した位置に移動した際に、チャック54aの一部と当接する。このチャック54aと被当接部55との当接は、一対のチャック54aを駆動するサーボモータM1に接続されたエンコーダにおいて、検出されるパルス数が所定値以下となることによって検出される。
【0033】
なお、このチャック54aと被当接部55との当接によるサーボモータM1の原点復帰制御については、後段にて詳述する。
(脱気機構42)
脱気機構42は、結束機構41によって袋Bの上部を縛って巾着状にする際に、余分な空気を袋Bから抜くことで巾着状に整形し易くするための機構であって、図3に示すように、サーボモータM2、回動軸47a、回転部材(移動部)47b、第1・第2アーム部材28a,28bおよび被当接部(固定部)49を有している。
【0034】
サーボモータM2は、袋Bの上部を結束機構41によって縛る際に、袋B内に含まれる余分な空気を袋Bの外部へと排出するために、第1・第2アーム部材28a,28bを互いに近接させたり離間させたりする駆動力を付与するために、所定の範囲内において正転逆転を繰り返し行う駆動源である。
回転部材47bは、回動軸47aを介して、サーボモータM2の回転駆動力が伝達されて所定の範囲内において往復運動するように、正転逆転を繰り返す。
【0035】
第1・第2アーム部材28a,28bは、回転部材47bの両端にそれぞれの一方の端部が連結されており、回転部材47bが所定の範囲内において正転逆転することで、他方の端部に連結された押圧バー141を近接させたり、離間させたりする。
被当接部49は、サーボモータM2に対して固定配置されており、サーボモータM2によって回転駆動される回転部材47bの一部が当接するタイミングに合わせて後述するサーボモータM2の原点復帰制御が行われる。この回転部材47bと被当接部49との当接は、回転部材47bを回転駆動するサーボモータM2に接続されたエンコーダにおいて、検出されるパルス数が所定値以下となることによって検出される。
【0036】
押圧バー141は、一対の棒状部材によって形成されており、一対の棒状部材の間に袋Bを挟みこむことで、袋B内から余分な空気を外部へと排出させる。
(横送り機構43)
横送り機構43は、上述した結束機構41における結束位置P1において上部を縛られた袋Bを、図4に示す矢印a方向に沿って、テープシーラ44におけるテープ貼付け位置P2まで搬送する機構であって、図5に示すように、サーボモータM3、連結ロッド57a、揺動レバー57b、連結ロッド(移動部)57c、レバー部材57d、支軸57e、および被当接部(固定部)58を有している。
【0037】
サーボモータM3は、上部を縛られて巾着状になった袋Bを、揺動レバー57bおよび連結ロッド57a・57c等を介して結束位置P1からテープ貼付け位置P2まで横送りするための回転駆動力を付与するために、所定の範囲内において正転逆転を繰り返し行う駆動源である。
連結ロッド57aは、揺動レバー57bの上端部に連結されており、袋Bを掴んだ状態の一対のチャック54aを揺動レバー57bの揺動に合わせて結束位置P1からテープ貼付け位置P2へと搬送する。
【0038】
揺動レバー57bは、連結ロッド57cを介して駆動源であるサーボモータM3の回転駆動力を受けて、下端部に連結された支軸57eを回動中心として、所定の範囲内において左右に揺動する。
連結ロッド57cは、サーボモータM3の回転軸に対して、レバー部材57dを介してその一端が連結されており、サーボモータM3の回転駆動力を揺動レバー57bに対して伝達する。そして、連結ロッド57cは、サーボモータM3の正転逆転に伴って、所定の範囲内において往復運動するとともに、その往復運動の範囲における端部においてその一部が被当接部58に対して当接する。
【0039】
被当接部58は、サーボモータM3の近傍に配置されたボルトであって、サーボモータM3によって所定の範囲内において揺動する連結ロッド57cの一部が当接するタイミングに合わせて後述するサーボモータM3の原点復帰制御が行われる。この連結ロッド57cと被当接部58との当接は、連結ロッド57cを回転駆動するサーボモータM3に接続されたエンコーダにおいて、検出されるパルス数が所定値以下となることによって検出される。
【0040】
(制御部70)
制御部70は、テープ結束機20内に搭載されており、図6に示すように、結束機構41、脱気機構42および横送り機構43と接続されており、各機構に搭載されたサーボモータM1〜M3に接続されたエンコーダから各サーボモータM1〜M3の回転数を示すパルス数等を受信する。そして、制御部70は、内部に、当接検知部70aおよび原点設定部70bを形成している。
【0041】
当接検知部70aは、各エンコーダから受信したパルス数が予め設定された所定値以下になっているか否かを検知して、各機構41〜43における移動部(チャック54a、回転部材47b、連結ロッド57c)が固定部(被当接部55,49,58)に対して当接したことを検知する。つまり、当接検知部70aでは、各部54a,55が互いに当接したか否かを、サーボモータM1に接続されたエンコーダのパルス数の大きさに基づいて判定する。例えば、結束機構41におけるチャック54aが所定の範囲内において往復移動している際に、その所定範囲における最端部付近に配置された被当接部55に当接すると一時的にチャック54aの動作が停止する。このとき、チャック54aを駆動するためのサーボモータM1の回転も一時的に停止することになるため、サーボモータM1の回転数を検出するためのエンコーダから当接検知部70aに対して送信されるパルス数は、一時的に低下する。このため、当接検知部70aでは、エンコーダから受信したパルス数が一時的に回転数が低下した場合に相当する所定のパルス数以下になったことを検知することで、この当接を検知することができる。
【0042】
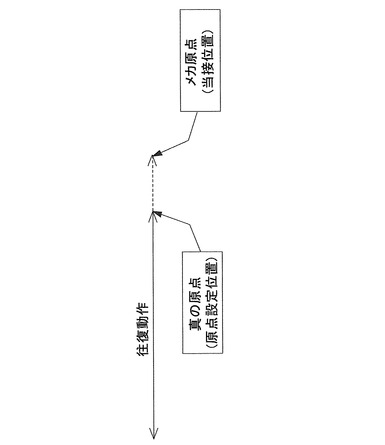
原点設定部70bは、上述した当接検知部70aにおいて検知される各機構41〜43における移動部(チャック54a、回転部材47b、連結ロッド57c)と固定部(被当接部55,49,58)との当接タイミングに基づいて互いの当接位置を検出し、各機構41〜43における往復移動の範囲における一方の端部に原点を設定する。ここで、原点設定部70bでは、上述した当接検知部70aにおいて検知される当接タイミングに基づいて当接位置を検知し、各移動部(チャック54a、回転部材47b、連結ロッド57c)の往復移動の範囲における、その当接位置からやや内側にずらした位置を原点として設定する(図8参照)。
【0043】
<サーボモータM1〜M3の原点復帰制御>
本実施形態の製袋包装システム1では、以上のような構成を備えており、運転開始時に電源を投入する度に、テープ結束機20に含まれる各機構41〜43における移動部(チャック54a、回転部材47b、連結ロッド57c)の往復移動の原点の設定を行う。
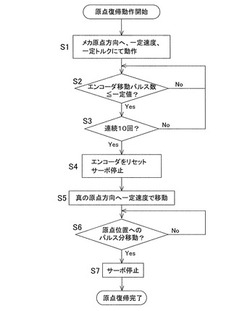
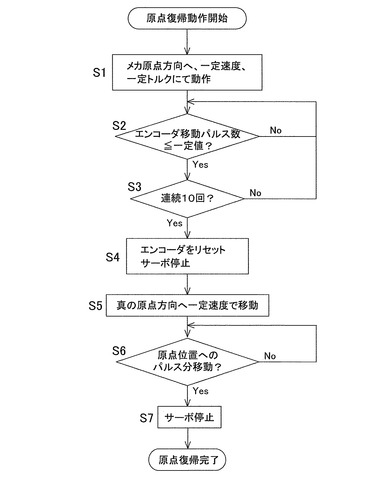
すなわち、本実施形態の製袋包装システム1では、図7に示すフローチャートに従って、原点復帰制御を行う。
【0044】
まず、ステップS1では、制御部70が、図8に示すメカ原点に向かって、通常の運転時よりも遅い一定速度、一定トルクによって、各機構41〜43における移動部(チャック54a、回転部材47b、連結ロッド57c)を往復移動させる。
ステップS2では、制御部70において、移動部(チャック54a、回転部材47b、連結ロッド57c)の駆動源であるサーボモータM1〜M3に接続されたエンコーダからの出力パルス(エンコーダ移動パルス)を受信して、そのパルス数が所定値よりも小さくなっているか否かを判定する。つまり、移動部(チャック54a、回転部材47b、連結ロッド57c)が固定部(被当接部55,49,58)に対して当接した際にサーボモータM1〜M3に接続されたエンコーダの出力パルス数が一時的に低下することを当接検知部70aにおいて検知して、移動部(チャック54a、回転部材47b、連結ロッド57c)と固定部(被当接部55,49,58)との当接を検知する。
【0045】
ステップS3では、ステップS2において受信したエンコーダ移動パルスを5msecごとにチェックして、所定値以下になることが10回連続で繰り返されるとメカ原点を検出したと判断し、ステップS4へと進む。
ステップS4では、制御部70が、サーボモータM1〜M3のエンコーダをリセットするとともに、サーボモータM1〜M3の回転を停止させ、図8に示すように、移動部(チャック54a、回転部材47b、連結ロッド57c)の往復運動の範囲内における、その位置よりも若干内側の位置を真の原点として設定する。
【0046】
ステップS5では、制御部70が、移動部(チャック54a、回転部材47b、連結ロッド57c)を、その往復運動の範囲における上記サーボモータM1〜M3が停止した位置(当接位置)よりも内側に位置する真の原点方向へ移動部(チャック54a、回転部材47b、連結ロッド57c)を一定速度で移動させる。
ステップS6では、制御部70において、真の原点位置へ移動したか否かを判定し、真の原点位置へ移動するとステップS7へと進む。
【0047】
ステップS7では、真の原点位置へ移動した位置においてサーボモータM1〜M3の回転を停止させ、制御部70(原点設定部70b)がこの位置を真の原点として運転を開始する。
[製袋包装システム1の特徴]
(1)
本実施形態の製袋包装システム1は、サーボモータを正転逆転させることにより所定範囲内において各部材を往復運動させる機構41〜43を搭載したテープ結束機20を含むシステムであって、図3〜図5に示すように、テープ結束機20が、サーボモータM1〜M3を駆動源として所定の範囲内において往復運動する移動部(チャック54a、回転部材47b、連結ロッド57c)を固定部側である被当接部55,49,58に対して当接させる。そして、制御部70では、図7に示すように、当接検知部70aが、移動部(チャック54a、回転部材47b、連結ロッド57c)と被当接部55,49,58とが互いに当接したことを検知するとともに、原点設定部70bが、当接検知部70aにおける検知結果に基づいて、上記往復運動の原点位置を設定する。
【0048】
このように、サーボモータM1〜M3によって所定の範囲内を往復運動する移動部(チャック54a、回転部材47b、連結ロッド57c)と、その往復運動の範囲における端部付近に固定配置された被当接部55,49,58との当接を検知して、その往復運動の原点となる位置を設定することで、原点位置を設定するための移動部の位置を検知するためのセンサ等を設けることなく、容易に原点の設定を実施することができる。この結果、センサにつながる配線等の取り回し等を考慮する必要のない簡易な構成により、高精度に原点位置の設定を行うことができる。
【0049】
(2)
本実施形態の製袋包装システム1では、テープ結束機20の動作を制御する制御部70が、製袋包装システム1の電源を投入するごとに、上述した原点復帰制御を行う。
これにより、毎回、正確に原点を設定した後で運転を開始させることができるため、移動部(チャック54a、回転部材47b、連結ロッド57c)を高精度に往復運動させながら、袋Bを巾着状に整形することができる。
【0050】
(3)
本実施形態の製袋包装システム1では、図7に示すように、制御部70が、移動部(チャック54a、回転部材47b、連結ロッド57c)の被当接部55,49,58への当接を検知する際に、エンコーダの移動パルスが連続して10回繰り返し所定値以下になった場合に、この位置を当接位置として検知して原点復帰制御を実施する。
【0051】
これにより、移動部(チャック54a、回転部材47b、連結ロッド57c)に対して固定側の被当接部55,49,58以外の他の障害物等に接触した結果、エンコーダから送信されるパルス数が一時的に低下しているにもかかわらず、誤って原点復帰制御が行われてしまうことを回避して、正確に原点復帰制御を実施することができる。
(4)
本実施形態の製袋包装システム1では、制御部70において、当接検知部70aが、各機構41〜43における各移動部(チャック54a、回転部材47b、連結ロッド57c)に接続されたサーボモータM1〜M3のエンコーダから送信されるパルス数が一時的に低下したことを検知して、移動部(チャック54a、回転部材47b、連結ロッド57c)と被当接部55,49,58との当接を検知する。
【0052】
これにより、制御部70では、各サーボモータM1〜M3に接続されたエンコーダからの信号を受信するだけで、簡易な制御によって容易に当接の有無を検知することができる。
(5)
本実施形態の製袋包装システム1では、図8に示すように、制御部70が、移動部(チャック54a、回転部材47b、連結ロッド57c)と被当接部55,49,58との当接位置よりも若干内側の位置を、原点として設定する。
【0053】
これにより、原点復帰制御を行った後、通常の運転時において、移動部(チャック54a、回転部材47b、連結ロッド57c)と被当接部55,49,58とが接触してしまうことを防止することができる。
なお、この原点が設定される当接位置から若干内側の距離としては、メカ的な緩みによって移動部(チャック54a、回転部材47b、連結ロッド57c)の往復移動の範囲が広がった場合でも、被当接部55,49,58に対して接触しない程度の距離であることが好ましい。
【0054】
(6)
本実施形態の製袋包装システム1では、上述した原点復帰制御を行う場合には、通常の運転時よりも低速にして移動部(チャック54a、回転部材47b、連結ロッド57c)を往復移動させる。
これにより、移動部(チャック54a、回転部材47b、連結ロッド57c)と被当接部55,49,58との衝突時における衝撃を低減し、サーボモータM1〜M3にかかる負荷も最小限に抑えることができる。
【0055】
(7)
本実施形態の製袋包装システム1では、制御部70が、テープ結束機20に含まれるサーボモータM1によって駆動される結束機構41の往復移動機構に対して、上述した原点復帰制御を行う。
これにより、結束機構41において往復駆動されるチャック54aを、正確に設定された原点位置に基づいて駆動させることができる。
【0056】
(8)
本実施形態の製袋包装システム1では、制御部70が、テープ結束機20に含まれるサーボモータM2によって駆動される脱気機構42の往復移動機構に対して、上述した原点復帰制御を行う。
これにより、脱気機構42において往復駆動される第1・第2アーム部材28a,28bを、正確に設定された原点位置に基づいて駆動させることができる。
【0057】
(9)
本実施形態の製袋包装システム1では、制御部70が、テープ結束機20に含まれるサーボモータM3によって駆動される横送り機構43の往復移動機構に対して、上述した原点復帰制御を行う。
これにより、横送り機構43において往復駆動される揺動レバー57bを、正確に設定された原点位置に基づいて駆動させることができる。
【0058】
[他の実施形態]
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。
(A)
上記実施形態では、テープ結束機20に搭載された各機構41〜43に含まれる移動部(チャック54a、回転部材47b、連結ロッド57c)と固定部(被当接部55,49,58)との当接を検知する際には、エンコーダの移動パルスが連続して10回以上繰り返し所定値以下となった後に、各サーボモータM1〜M3のエンコーダをリセットして原点の設定を行う例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0059】
例えば、エンコーダの移動パルスが所定値以下となる1回目に、この位置を当接位置として検知してもよいし、あるいは10回未満、11回以上移動パルスが所定値以下となる場合に、当接位置を検知して原点の設定を行ってもよい。
(B)
上記実施形態では、原点復帰制御を行う際には、テープ結束機20に搭載された各機構41〜43に含まれる移動部(チャック54a、回転部材47b、連結ロッド57c)の往復移動速度を、通常の運転時における移動速度よりも低速に設定する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0060】
例えば、原点復帰制御と通常の運転時とで、同じ速度で移動部を往復移動させるように設定されていてもよい。
ただし、移動部を通常運転時と同じように高速で往復移動させて固定部に対して当接させた場合には、移動部と固定部との衝突による衝撃が大きくなって、サーボモータ等にかかる負荷が大きくなってしまうことを考慮すれば、上記実施形態のように、原点復帰制御を行う際には移動部の往復移動速度をできる限り低速に設定することがより好ましい。
【0061】
(C)
上記実施形態では、移動部(チャック54a、回転部材47b、連結ロッド57c)と固定部(被当接部55,49,58)との当接位置よりも若干内側に原点を設定する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
例えば、当接したその位置を原点として設定してもよい。
【0062】
ただし、この場合には、通常運転中において、移動部を往復移動させる際に、移動部と固定部とが衝突することになり、メカ的な緩みが発生したり、損傷したりする等の不具合が発生するおそれを考慮すれば、上記実施形態のように、当接位置よりも若干内側の位置を往復移動の原点として設定することが好ましい。
(D)
上記実施形態では、各サーボモータM1〜M3のエンコーダからそれぞれ受信したパルス数が、所定のパルス数以下になった場合に、移動部(チャック54a、回転部材47b、連結ロッド57c)と固定部(被当接部55,49,58)との当接として検知する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0063】
エンコーダパルスを受信しながら当接の検知を行う以外の方法によって、移動部と固定部との当接を検知するようにしてもよい。
(E)
上記実施形態では、製袋包装システム1におけるテープ結束機20に含まれる各往復移動機構(結束機構41、脱気機構42、横送り機構43)に対して本発明を適用した例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0064】
例えば、製袋包装システム1における横シール機構17に含まれる往復移動機構(シールジョー21,22等)に対して本発明を適用することも可能である。
(F)
上記実施形態では、上述した原点復帰制御を、製袋包装システム1の毎回の電源投入時(運転開始時)に実施する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0065】
例えば、所定時間、所定日数経過毎やオペレータからの指示入力時等に、原点復帰制御を実施してもよい。
(G)
上記実施形態では、製袋された袋の内容物として、ウィンナー等の食品を例として挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0066】
例えば、ウィンナー以外にも、飴等の菓子類等を含む他の食品や工業製品等のように、製袋した袋に入れて販売する他の商品を扱う場合でも、同様に適用可能である。
【産業上の利用可能性】
【0067】
本発明の包装装置は、センサを設置することなく、安価な構成により高精度に原点をセットすることができるという効果を奏することから、サーボモータを駆動源とする機構を搭載した各種装置に対して広く適用可能である。
【図面の簡単な説明】
【0068】
【図1】本発明の一実施形態に係る包装装置を含む製袋包装システムの構成を示す正面図。
【図2】図1の製袋包装システムに含まれる組合せ計量装置の構成を示す斜視図。
【図3】図1の製袋包装システムが備えているテープ結束機の構成を示す正面図。
【図4】図3のテープ結束機の構成を示す上面図。
【図5】図3のテープ結束機の構成を示す側面図。
【図6】図1の製袋包装システム内に構成される制御ブロック図。
【図7】図1の製袋包装システムにおける原点復帰処理の流れを示すフローチャート。
【図8】図7の原点復帰処理を行う際の原点の設定の仕方を示す概念図。
【符号の説明】
【0069】
1 製袋包装システム(包装装置)
2 組合せ計量装置
3 製袋包装システム
5 製袋包装部
6 フィルム供給部
7 操作スイッチ類
9 ケーシング
12 支持フレーム
13 成形機構
14 プルダウンベルト機構
15 縦シール機構
17 横シール機構
20 テープ結束機
21 シールジョー
22 シールジョー
23 クランク
23a スプライン軸
24a,24b リンク
25a,25b ベース部材
26 挟持部材
28a 第1アーム部材
28b 第2アーム部材
29a 接続ベース部材
30 搬送機構
31 チューブ
32 フォーマー
34 レール
35 駆動ローラ
36 従動ローラ
37 ベルト
39 天板
41 結束機構
42 脱気機構
43 横送り機構
44 テープシーラ
47a 回動軸
47b 回転部材(移動部)
49 被当接部(固定部)
53 回動軸
54a チャック(移動部)
55 被当接部(固定部)
57a 連結ロッド
57b 揺動レバー
57c 連結ロッド(移動部)
57d レバー部材
57e 支軸
58 被当接部(固定部)
70 制御部
70a 当接検知部
70b 原点設定部
141 押圧バー
M1〜M3 サーボモータ
S ステップ
【技術分野】
【0001】
本発明は、往復移動機構の駆動源となるサーボモータを搭載した包装装置に関する。
【背景技術】
【0002】
近年、例えば、シールジョーや搬送機構等に含まれる移動部を所定の可動範囲内において往復移動させるための回転駆動源としてサーボモータを搭載した包装装置が用いられている。
このような包装装置では、往復移動の原点を設定するために、移動部の位置を検知するセンサが設置されている。
【0003】
例えば、特許文献1には、ヒータブロックの原点復帰を容易かつ迅速に行うことが可能な縦型製袋充填包装機が開示されている。
この包装機では、包材の搬出経路からヒータブロックの開方向に離間して配置されヒータブロックの位置を検出する原点センサを搭載しており、原点センサにおける検出信号に基づいて開原点が設定される。
【特許文献1】特開2001−180621号公報(平成13年7月3日公開)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来の包装装置では、以下に示すような問題点を有している。
すなわち、上記公報に開示された包装機では、原点センサを設置して開原点の設定を行う必要があるため、センサを設置するためのコストが嵩むとともに、包装装置によってはセンサの設置場所やセンサに接続された配線の取り回し場所等の確保が困難な場合がある。また、センサを用いて原点を設定する方法では、移動部の移動方向によってオーバーランする方向が異なるため、往復移動する移動部の原点を高精度に設定することができないおそれがある。
【0005】
本発明の課題は、安価な構成により高精度な原点設定を実施することが可能な包装装置を提供することにある。
【課題を解決するための手段】
【0006】
第1の発明に係る包装装置は、移動部と、固定部と、当接検知部と、制御部と、を備えている。移動部は、サーボモータの回転軸に接続されており、所定の可動範囲において往復移動する。固定部は、移動部が往復移動する際に、所定の位置において移動部と当接する。当接検知部は、移動部が固定部に対して当接したことを検知する。制御部は、当接検知部において検知された当接位置に基づいて移動部による往復移動の原点を設定する。
【0007】
ここでは、移動部を所定の可動範囲内において往復移動させながら包装を行う包装装置において、サーボモータを用いて所定の可動範囲内において往復移動させる移動部が所定位置に設置された固定部に対して当接したことを当接検知部において検知し、その当接位置に基づいて、移動部の往復移動の原点位置を設定する。
通常、このような所定の可動範囲内において往復移動する移動部を備えた包装装置では、原点復帰用センサを設けて移動部の往復移動の原点を設定している。しかし、原点復帰用センサを設置した場合には、センサを設置するためのコストがかかり、かつセンサの設置場所やセンサから延びる配線等の取り回し場所の確保が困難な場合がある。
【0008】
本発明の包装装置では、往復移動する移動部の原点を設定するために、原点復帰用のセンサを設けるのではなく、往復移動する移動部と、移動部と所定の位置において当接する固定部とが、当接した位置に基づいて、往復移動の原点位置を設定する。
これにより、原点セット時には、例えば、移動部を可動範囲いっぱいに往復移動させ、移動部と固定部とが当接して動作が停止するとサーボモータのエンコーダのパルスが検出されなくなることを検知することで、その当接位置に基づいて往復移動の両端に原点を設定することができる。そして、移動部の移動方向によって生じる誤差(オーバーラン)を考慮した原点設定を実施することができるため、センサを用いた原点設定と比較して、精度よく原点の設定を行うことができる。この結果、センサを設置することなく、安価な構成により高精度に原点をセットすることが可能になる。
【0009】
第2の発明に係る包装装置は、第1の発明に係る包装装置であって、制御部は、電源投入時に往復移動の原点を設定する。
ここでは、移動部の往復移動の原点設定を、電源投入時に行う。通常、サーボモータを回転駆動源とする機構では、いったん電源を落とすと原点位置に関する情報が失われる。
これにより、包装装置の運転を開始する際に電源を投入したタイミングで、自動的に原点設定制御を開始することで、原点の設定を高精度に行った後、通常の運転を開始することができる。
【0010】
第3の発明に係る包装装置は、第1または第2の発明に係る包装装置であって、当接検知部は、サーボモータが接続されたエンコーダの移動パルス数が所定値以下になったことを検出して、移動部と固定部との当接を検知する。
ここでは、移動部を往復運動するように駆動するサーボモータに接続されたエンコーダの移動パルス数に基づいて、移動部と固定部とが当接したことを検知する。
【0011】
これにより、移動パルス数が所定値以下になることは、サーボモータの回転数が低下していることを意味するため、これを移動部と固定部との当接として認識させることができる。
【0012】
第4の発明に係る包装装置は、第3の発明に係る包装装置であって、制御部は、エンコーダの移動パルスが、所定の回数以上所定値以下になると、移動部と固定部との当接を検知する。
ここでは、エンコーダの移動パルスが所定値以下になることが所定回数以上になると、その位置を移動部と固定部との当接位置として検知する。
これにより、原点復帰制御中において、移動部が障害物等に衝突することで一時的にエンコーダの移動パルスが所定値以下となった場合に当接位置として検知されることを防止して、確実に移動部と固定部との当接位置を検知することができる。
【0013】
第5の発明に係る包装装置は、第1から第4の発明のいずれか1つに係る包装装置であって、制御部は、移動部と固定部とが当接する位置から、往復移動の範囲における内側の点を原点として設定する。
ここでは、移動部と固定部との当接位置に基づいて原点の設定を行う際には、その当接位置から往復移動範囲における内側の点を原点として設定する。
これにより、設定された原点位置を基準として、通常の運転時に移動部を往復移動させる際に、移動部が固定部に接触してしまうことを防止することができる。
【0014】
第6の発明に係る包装装置は、第1から第5の発明のいずれか1つに係る包装装置であって、制御部は、原点の設定を行う際には、通常の運転時よりも移動部の往復移動の速度を低速に設定する。
ここでは、原点設定を行う際には、移動部の往復移動速度を通常の運転時よりも低速に設定する。
これにより、移動部と固定部との当接時における衝撃を小さくして、原点復帰制御時におけるサーボモータ等の負荷を最小限とすることができる。
【0015】
第7の発明に係る包装装置は、第1から第6の発明のいずれか1つに係る包装装置であって、移動部は、製袋された袋の上部を縛る機構の一部である。
ここでは、包装装置に搭載された製袋された袋の上部をテープ等で縛る結束機構に含まれる往復移動する移動部の原点設定を行う。
これにより、袋の上部をテープ等で縛って巾着状にする機構における原点設定を、安価な構成で高精度に行うことができる。
【0016】
第8の発明に係る包装装置は、第1から第7の発明のいずれか1つに係る包装装置であって、移動部は、製袋された袋から脱気処理を行う脱気機構の一部である。
ここでは、包装装置に搭載された製袋された袋から所定量だけ脱気するための機構に含まれる往復移動する移動部の原点設定を行う。
これにより、例えば、袋の上部をテープ等で縛って巾着状にする前に、袋から脱気するための機構における原点設定を、安価な構成で高精度に行うことができる。
【0017】
第9の発明に係る包装装置は、第1から第8の発明のいずれか1つに係る包装装置であって、移動部は、製袋した袋を製袋位置から移動させる横送り機構の一部である。
ここでは、包装装置に搭載された製袋された袋を、製袋位置から逃がす機構に含まれる往復移動する移動部の原点設定を行う。
【0018】
これにより、製袋した袋を横へ逃がす機構における原点設定を、安価な構成で高精度に行うことができる。
【発明の効果】
【0019】
本発明の包装装置によれば、センサを設置することなく、安価な構成により高精度に原点をセットすることが可能になる。
【発明を実施するための最良の形態】
【0020】
本発明の一実施形態に係る製袋包装システム(包装装置)1について、図1〜図8を用いて説明すれば以下の通りである。
なお、製袋包装システム1で生産される商品は、図1において二点鎖線で示すように、上下の端部にそれぞれ横シール部が形成されてその中に物品を充填した袋Bの上部の所定箇所が絞られ、この絞られた首部に片面粘着性のテープが巻き付けられて巾着状とされたものである。
【0021】
[製袋包装システム1全体の構成]
本実施形態の製袋包装システム1は、図1および図2に示すように、組合せ計量装置2とその下流側に配置された搬送機構30とを備えている。
組合せ計量装置2は、図1および図2に示すように、主として、ウィンナー等の食品の袋詰めを行う製袋包装部5と、この製袋包装部5に対して袋となるフィルムを供給するフィルム供給部6と、袋の上部を絞って巾着状とするテープ結束機20と、を含むように構成されている。また、製袋包装部5の前面には、図2に示すように、操作スイッチ類7が配置されており、この操作スイッチ類7を操作する操作者が視認できる位置に操作状態を示す液晶ディスプレイ8が配置されている。
【0022】
[フィルム供給部6]
フィルム供給部6は、後述する製袋包装部5の成形機構13にシート状のフィルムを供給する役割を果たし、ここでは製袋包装部5に隣接して設けられている。このフィルム供給部6にはフィルムが巻かれたロールがセットされ、このロールからフィルムが繰り出される。
【0023】
[製袋包装部5]
製袋包装部5は、図1および図2に示すように、シート状で送られてくるフィルムを筒状に成形する成形機構13と、筒状となったフィルム(以下、筒状フィルムという。)を下方に搬送するプルダウンベルト機構14と、筒状フィルムの重ね合わせ部分を縦に熱シールする縦シール機構15と、筒状フィルムを横にシールすることで袋Bの上下端を閉止する横シール機構17と、これらの各機構を支える支持フレーム12とから構成されている。また、支持フレーム12の周囲には、ケーシング9が取り付けられている。
【0024】
成形機構13は、図1に示すように、チューブ31と、フォーマー32とを有している。チューブ31は、円筒形状の部材であり、上下端が開口している。チューブ31は、平面的に天板39の中央近傍の開口部分に配置され、図示しないブラケットを介してフォーマー32と一体にされている。このチューブ31の上端の開口部には、組合せ計量装置2から計量された内容物が投入される。フォーマー32は、チューブ31を取り囲むように配置されている。このフォーマー32の形状は、フィルム供給部6から送られてきたシート状のフィルムFがフォーマー32とチューブ31との間を通るときに筒状に成形されるような形状とされている。このフォーマー32も、図示しない支持部材を介して支持フレーム12に固定されている。また、成形機構13のチューブ31やフォーマー32は、製造する袋Bの幅寸法に応じて取り替えることができるようにされている。そのために成形機構13は、支持フレーム12に対し着脱自在にされている。
【0025】
プルダウンベルト機構14と縦シール機構15とは、天板39から吊り下げられているレール34に支持されており、チューブ31を両側から挟むように配置されている。これらの機構14,15は、チューブ31が取り付けられるときに、レール34に沿って移動して位置合わせがされる。プルダウンベルト機構14は、チューブ31に巻き付いた筒状フィルムFを吸着して下方に搬送する機構であり、主として、駆動ローラ35および従動ローラ36と、吸着機能を有するベルト37とから構成されている。縦シール機構15は、チューブ31に巻き付いている筒状フィルムの重なり部分を、一定の加圧力でチューブ31に押しつけながら加熱して、縦にシールする機構である。この縦シール機構15は、ヒータや、ヒータにより加熱され筒状フィルムの重なり部分に接触するヒータベルト等を有している。
【0026】
(横シール機構17の構成)
横シール機構17は、袋Bの横シール部分を成形する機構であって、図1および図2に示すように、成形機構13、プルダウンベルト機構14、および縦シール機構15の下方に配置され、支持フレーム12によって支持されている。この横シール機構17では、図3に示すように、スプライン軸23aの突出端部にクランク23がスプライン嵌合している。また、クランク23の一方の回転端部と接続ベース部材29aとの間にシールジョー21を移動させるためのリンク24aが備えられているとともに、クランク23の他方の回転端部とベース部材25bとの間にシールジョー22を移動させるためのリンク24bが備えられている。そして、スプライン軸23aの下端部は、サーボモータM1の図示しない出力軸に連結されている。
【0027】
サーボモータM1は、クランク23がスプライン軸23aを中心とする正逆転可能方向に回転駆動される。例えば、クランク23がスプライン軸23aを中心として一方の方向に回転すると、リンク24aは、接続ベース部材29aを後方へと押しやり、ベース部材25a、つまりシールジョー21を後方へと移動させる。一方、リンク24bは、ベース部材25b、つまりシールジョー22を前方へと押しやる。その結果、シールジョー21,22は、離間状態から図3に示す当接状態へと移行する。
【0028】
また、クランク23がスプライン軸23aを中心として他方の方向に回転すると、リンク24aは接続ベース部材29aを前方へと引き寄せ、ベース部材25a、つまりシールジョー21は前方に移動する。一方、リンク24bはベース部材25b、つまりシールジョー22を後方へと引き寄せる。その結果、シールジョー21,22は、図3に示す当接状態から離間状態へと移行する。
【0029】
そして、両シールジョー21,22の直下部には、図3に示すように、板状の挟持部材26,26がそれぞれ付設されている。このため、挟持部材26,26によって、シールジョー21,22が互いに当接するよりも先に筒状包材を前後両側から挟持するとともに、シールジョー21,22が離間した後もしばらくの間この筒状包材を挟持することができる。
【0030】
[テープ結束機20]
本実施形態の製袋包装システム1では、図1に示すように、製袋包装部5の直下流側に、製袋された袋Bを巾着状に成形し、巾着状の袋Bの首部分をテープで留めるためのテープ結束機20を設けている。
テープ結束機20は、図3から図5に示すように、結束機構41と、脱気機構42と、横送り機構43と、テープシーラ44と、を備えている。また、テープ結束機20は、図6に示すように、結束機構41、脱気機構42および横送り機構43のそれぞれの駆動源であるサーボモータM1〜M3(図3〜図5参照)に接続されたエンコーダに接続された制御部70を内部に備えている。
【0031】
(結束機構41)
結束機構41は、横シール機構17において製袋された袋Bの上部における所定の位置を縛って巾着状にするための機構であって、図4に示すように、サーボモータM1、回動軸53、一対のチャック(移動部)54a、被当接部(固定部)55を有している。
サーボモータM1は、袋Bの上部を縛って巾着状に整形するチャック54aを駆動するための回転駆動力を付与するために、所定の範囲内において正転逆転を繰り返し行う駆動源である。
【0032】
一対のチャック54aは、図4に示すように、結束位置P1において、袋Bの上部付近における所定の位置を縛るように、回動軸53を中心に所定の範囲内において往復運動するように回動して互いに近接したり離間したりする。
被当接部55は、一対のチャック54aの一方が互いに離間した位置に移動した際に、チャック54aの一部と当接する。このチャック54aと被当接部55との当接は、一対のチャック54aを駆動するサーボモータM1に接続されたエンコーダにおいて、検出されるパルス数が所定値以下となることによって検出される。
【0033】
なお、このチャック54aと被当接部55との当接によるサーボモータM1の原点復帰制御については、後段にて詳述する。
(脱気機構42)
脱気機構42は、結束機構41によって袋Bの上部を縛って巾着状にする際に、余分な空気を袋Bから抜くことで巾着状に整形し易くするための機構であって、図3に示すように、サーボモータM2、回動軸47a、回転部材(移動部)47b、第1・第2アーム部材28a,28bおよび被当接部(固定部)49を有している。
【0034】
サーボモータM2は、袋Bの上部を結束機構41によって縛る際に、袋B内に含まれる余分な空気を袋Bの外部へと排出するために、第1・第2アーム部材28a,28bを互いに近接させたり離間させたりする駆動力を付与するために、所定の範囲内において正転逆転を繰り返し行う駆動源である。
回転部材47bは、回動軸47aを介して、サーボモータM2の回転駆動力が伝達されて所定の範囲内において往復運動するように、正転逆転を繰り返す。
【0035】
第1・第2アーム部材28a,28bは、回転部材47bの両端にそれぞれの一方の端部が連結されており、回転部材47bが所定の範囲内において正転逆転することで、他方の端部に連結された押圧バー141を近接させたり、離間させたりする。
被当接部49は、サーボモータM2に対して固定配置されており、サーボモータM2によって回転駆動される回転部材47bの一部が当接するタイミングに合わせて後述するサーボモータM2の原点復帰制御が行われる。この回転部材47bと被当接部49との当接は、回転部材47bを回転駆動するサーボモータM2に接続されたエンコーダにおいて、検出されるパルス数が所定値以下となることによって検出される。
【0036】
押圧バー141は、一対の棒状部材によって形成されており、一対の棒状部材の間に袋Bを挟みこむことで、袋B内から余分な空気を外部へと排出させる。
(横送り機構43)
横送り機構43は、上述した結束機構41における結束位置P1において上部を縛られた袋Bを、図4に示す矢印a方向に沿って、テープシーラ44におけるテープ貼付け位置P2まで搬送する機構であって、図5に示すように、サーボモータM3、連結ロッド57a、揺動レバー57b、連結ロッド(移動部)57c、レバー部材57d、支軸57e、および被当接部(固定部)58を有している。
【0037】
サーボモータM3は、上部を縛られて巾着状になった袋Bを、揺動レバー57bおよび連結ロッド57a・57c等を介して結束位置P1からテープ貼付け位置P2まで横送りするための回転駆動力を付与するために、所定の範囲内において正転逆転を繰り返し行う駆動源である。
連結ロッド57aは、揺動レバー57bの上端部に連結されており、袋Bを掴んだ状態の一対のチャック54aを揺動レバー57bの揺動に合わせて結束位置P1からテープ貼付け位置P2へと搬送する。
【0038】
揺動レバー57bは、連結ロッド57cを介して駆動源であるサーボモータM3の回転駆動力を受けて、下端部に連結された支軸57eを回動中心として、所定の範囲内において左右に揺動する。
連結ロッド57cは、サーボモータM3の回転軸に対して、レバー部材57dを介してその一端が連結されており、サーボモータM3の回転駆動力を揺動レバー57bに対して伝達する。そして、連結ロッド57cは、サーボモータM3の正転逆転に伴って、所定の範囲内において往復運動するとともに、その往復運動の範囲における端部においてその一部が被当接部58に対して当接する。
【0039】
被当接部58は、サーボモータM3の近傍に配置されたボルトであって、サーボモータM3によって所定の範囲内において揺動する連結ロッド57cの一部が当接するタイミングに合わせて後述するサーボモータM3の原点復帰制御が行われる。この連結ロッド57cと被当接部58との当接は、連結ロッド57cを回転駆動するサーボモータM3に接続されたエンコーダにおいて、検出されるパルス数が所定値以下となることによって検出される。
【0040】
(制御部70)
制御部70は、テープ結束機20内に搭載されており、図6に示すように、結束機構41、脱気機構42および横送り機構43と接続されており、各機構に搭載されたサーボモータM1〜M3に接続されたエンコーダから各サーボモータM1〜M3の回転数を示すパルス数等を受信する。そして、制御部70は、内部に、当接検知部70aおよび原点設定部70bを形成している。
【0041】
当接検知部70aは、各エンコーダから受信したパルス数が予め設定された所定値以下になっているか否かを検知して、各機構41〜43における移動部(チャック54a、回転部材47b、連結ロッド57c)が固定部(被当接部55,49,58)に対して当接したことを検知する。つまり、当接検知部70aでは、各部54a,55が互いに当接したか否かを、サーボモータM1に接続されたエンコーダのパルス数の大きさに基づいて判定する。例えば、結束機構41におけるチャック54aが所定の範囲内において往復移動している際に、その所定範囲における最端部付近に配置された被当接部55に当接すると一時的にチャック54aの動作が停止する。このとき、チャック54aを駆動するためのサーボモータM1の回転も一時的に停止することになるため、サーボモータM1の回転数を検出するためのエンコーダから当接検知部70aに対して送信されるパルス数は、一時的に低下する。このため、当接検知部70aでは、エンコーダから受信したパルス数が一時的に回転数が低下した場合に相当する所定のパルス数以下になったことを検知することで、この当接を検知することができる。
【0042】
原点設定部70bは、上述した当接検知部70aにおいて検知される各機構41〜43における移動部(チャック54a、回転部材47b、連結ロッド57c)と固定部(被当接部55,49,58)との当接タイミングに基づいて互いの当接位置を検出し、各機構41〜43における往復移動の範囲における一方の端部に原点を設定する。ここで、原点設定部70bでは、上述した当接検知部70aにおいて検知される当接タイミングに基づいて当接位置を検知し、各移動部(チャック54a、回転部材47b、連結ロッド57c)の往復移動の範囲における、その当接位置からやや内側にずらした位置を原点として設定する(図8参照)。
【0043】
<サーボモータM1〜M3の原点復帰制御>
本実施形態の製袋包装システム1では、以上のような構成を備えており、運転開始時に電源を投入する度に、テープ結束機20に含まれる各機構41〜43における移動部(チャック54a、回転部材47b、連結ロッド57c)の往復移動の原点の設定を行う。
すなわち、本実施形態の製袋包装システム1では、図7に示すフローチャートに従って、原点復帰制御を行う。
【0044】
まず、ステップS1では、制御部70が、図8に示すメカ原点に向かって、通常の運転時よりも遅い一定速度、一定トルクによって、各機構41〜43における移動部(チャック54a、回転部材47b、連結ロッド57c)を往復移動させる。
ステップS2では、制御部70において、移動部(チャック54a、回転部材47b、連結ロッド57c)の駆動源であるサーボモータM1〜M3に接続されたエンコーダからの出力パルス(エンコーダ移動パルス)を受信して、そのパルス数が所定値よりも小さくなっているか否かを判定する。つまり、移動部(チャック54a、回転部材47b、連結ロッド57c)が固定部(被当接部55,49,58)に対して当接した際にサーボモータM1〜M3に接続されたエンコーダの出力パルス数が一時的に低下することを当接検知部70aにおいて検知して、移動部(チャック54a、回転部材47b、連結ロッド57c)と固定部(被当接部55,49,58)との当接を検知する。
【0045】
ステップS3では、ステップS2において受信したエンコーダ移動パルスを5msecごとにチェックして、所定値以下になることが10回連続で繰り返されるとメカ原点を検出したと判断し、ステップS4へと進む。
ステップS4では、制御部70が、サーボモータM1〜M3のエンコーダをリセットするとともに、サーボモータM1〜M3の回転を停止させ、図8に示すように、移動部(チャック54a、回転部材47b、連結ロッド57c)の往復運動の範囲内における、その位置よりも若干内側の位置を真の原点として設定する。
【0046】
ステップS5では、制御部70が、移動部(チャック54a、回転部材47b、連結ロッド57c)を、その往復運動の範囲における上記サーボモータM1〜M3が停止した位置(当接位置)よりも内側に位置する真の原点方向へ移動部(チャック54a、回転部材47b、連結ロッド57c)を一定速度で移動させる。
ステップS6では、制御部70において、真の原点位置へ移動したか否かを判定し、真の原点位置へ移動するとステップS7へと進む。
【0047】
ステップS7では、真の原点位置へ移動した位置においてサーボモータM1〜M3の回転を停止させ、制御部70(原点設定部70b)がこの位置を真の原点として運転を開始する。
[製袋包装システム1の特徴]
(1)
本実施形態の製袋包装システム1は、サーボモータを正転逆転させることにより所定範囲内において各部材を往復運動させる機構41〜43を搭載したテープ結束機20を含むシステムであって、図3〜図5に示すように、テープ結束機20が、サーボモータM1〜M3を駆動源として所定の範囲内において往復運動する移動部(チャック54a、回転部材47b、連結ロッド57c)を固定部側である被当接部55,49,58に対して当接させる。そして、制御部70では、図7に示すように、当接検知部70aが、移動部(チャック54a、回転部材47b、連結ロッド57c)と被当接部55,49,58とが互いに当接したことを検知するとともに、原点設定部70bが、当接検知部70aにおける検知結果に基づいて、上記往復運動の原点位置を設定する。
【0048】
このように、サーボモータM1〜M3によって所定の範囲内を往復運動する移動部(チャック54a、回転部材47b、連結ロッド57c)と、その往復運動の範囲における端部付近に固定配置された被当接部55,49,58との当接を検知して、その往復運動の原点となる位置を設定することで、原点位置を設定するための移動部の位置を検知するためのセンサ等を設けることなく、容易に原点の設定を実施することができる。この結果、センサにつながる配線等の取り回し等を考慮する必要のない簡易な構成により、高精度に原点位置の設定を行うことができる。
【0049】
(2)
本実施形態の製袋包装システム1では、テープ結束機20の動作を制御する制御部70が、製袋包装システム1の電源を投入するごとに、上述した原点復帰制御を行う。
これにより、毎回、正確に原点を設定した後で運転を開始させることができるため、移動部(チャック54a、回転部材47b、連結ロッド57c)を高精度に往復運動させながら、袋Bを巾着状に整形することができる。
【0050】
(3)
本実施形態の製袋包装システム1では、図7に示すように、制御部70が、移動部(チャック54a、回転部材47b、連結ロッド57c)の被当接部55,49,58への当接を検知する際に、エンコーダの移動パルスが連続して10回繰り返し所定値以下になった場合に、この位置を当接位置として検知して原点復帰制御を実施する。
【0051】
これにより、移動部(チャック54a、回転部材47b、連結ロッド57c)に対して固定側の被当接部55,49,58以外の他の障害物等に接触した結果、エンコーダから送信されるパルス数が一時的に低下しているにもかかわらず、誤って原点復帰制御が行われてしまうことを回避して、正確に原点復帰制御を実施することができる。
(4)
本実施形態の製袋包装システム1では、制御部70において、当接検知部70aが、各機構41〜43における各移動部(チャック54a、回転部材47b、連結ロッド57c)に接続されたサーボモータM1〜M3のエンコーダから送信されるパルス数が一時的に低下したことを検知して、移動部(チャック54a、回転部材47b、連結ロッド57c)と被当接部55,49,58との当接を検知する。
【0052】
これにより、制御部70では、各サーボモータM1〜M3に接続されたエンコーダからの信号を受信するだけで、簡易な制御によって容易に当接の有無を検知することができる。
(5)
本実施形態の製袋包装システム1では、図8に示すように、制御部70が、移動部(チャック54a、回転部材47b、連結ロッド57c)と被当接部55,49,58との当接位置よりも若干内側の位置を、原点として設定する。
【0053】
これにより、原点復帰制御を行った後、通常の運転時において、移動部(チャック54a、回転部材47b、連結ロッド57c)と被当接部55,49,58とが接触してしまうことを防止することができる。
なお、この原点が設定される当接位置から若干内側の距離としては、メカ的な緩みによって移動部(チャック54a、回転部材47b、連結ロッド57c)の往復移動の範囲が広がった場合でも、被当接部55,49,58に対して接触しない程度の距離であることが好ましい。
【0054】
(6)
本実施形態の製袋包装システム1では、上述した原点復帰制御を行う場合には、通常の運転時よりも低速にして移動部(チャック54a、回転部材47b、連結ロッド57c)を往復移動させる。
これにより、移動部(チャック54a、回転部材47b、連結ロッド57c)と被当接部55,49,58との衝突時における衝撃を低減し、サーボモータM1〜M3にかかる負荷も最小限に抑えることができる。
【0055】
(7)
本実施形態の製袋包装システム1では、制御部70が、テープ結束機20に含まれるサーボモータM1によって駆動される結束機構41の往復移動機構に対して、上述した原点復帰制御を行う。
これにより、結束機構41において往復駆動されるチャック54aを、正確に設定された原点位置に基づいて駆動させることができる。
【0056】
(8)
本実施形態の製袋包装システム1では、制御部70が、テープ結束機20に含まれるサーボモータM2によって駆動される脱気機構42の往復移動機構に対して、上述した原点復帰制御を行う。
これにより、脱気機構42において往復駆動される第1・第2アーム部材28a,28bを、正確に設定された原点位置に基づいて駆動させることができる。
【0057】
(9)
本実施形態の製袋包装システム1では、制御部70が、テープ結束機20に含まれるサーボモータM3によって駆動される横送り機構43の往復移動機構に対して、上述した原点復帰制御を行う。
これにより、横送り機構43において往復駆動される揺動レバー57bを、正確に設定された原点位置に基づいて駆動させることができる。
【0058】
[他の実施形態]
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。
(A)
上記実施形態では、テープ結束機20に搭載された各機構41〜43に含まれる移動部(チャック54a、回転部材47b、連結ロッド57c)と固定部(被当接部55,49,58)との当接を検知する際には、エンコーダの移動パルスが連続して10回以上繰り返し所定値以下となった後に、各サーボモータM1〜M3のエンコーダをリセットして原点の設定を行う例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0059】
例えば、エンコーダの移動パルスが所定値以下となる1回目に、この位置を当接位置として検知してもよいし、あるいは10回未満、11回以上移動パルスが所定値以下となる場合に、当接位置を検知して原点の設定を行ってもよい。
(B)
上記実施形態では、原点復帰制御を行う際には、テープ結束機20に搭載された各機構41〜43に含まれる移動部(チャック54a、回転部材47b、連結ロッド57c)の往復移動速度を、通常の運転時における移動速度よりも低速に設定する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0060】
例えば、原点復帰制御と通常の運転時とで、同じ速度で移動部を往復移動させるように設定されていてもよい。
ただし、移動部を通常運転時と同じように高速で往復移動させて固定部に対して当接させた場合には、移動部と固定部との衝突による衝撃が大きくなって、サーボモータ等にかかる負荷が大きくなってしまうことを考慮すれば、上記実施形態のように、原点復帰制御を行う際には移動部の往復移動速度をできる限り低速に設定することがより好ましい。
【0061】
(C)
上記実施形態では、移動部(チャック54a、回転部材47b、連結ロッド57c)と固定部(被当接部55,49,58)との当接位置よりも若干内側に原点を設定する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
例えば、当接したその位置を原点として設定してもよい。
【0062】
ただし、この場合には、通常運転中において、移動部を往復移動させる際に、移動部と固定部とが衝突することになり、メカ的な緩みが発生したり、損傷したりする等の不具合が発生するおそれを考慮すれば、上記実施形態のように、当接位置よりも若干内側の位置を往復移動の原点として設定することが好ましい。
(D)
上記実施形態では、各サーボモータM1〜M3のエンコーダからそれぞれ受信したパルス数が、所定のパルス数以下になった場合に、移動部(チャック54a、回転部材47b、連結ロッド57c)と固定部(被当接部55,49,58)との当接として検知する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0063】
エンコーダパルスを受信しながら当接の検知を行う以外の方法によって、移動部と固定部との当接を検知するようにしてもよい。
(E)
上記実施形態では、製袋包装システム1におけるテープ結束機20に含まれる各往復移動機構(結束機構41、脱気機構42、横送り機構43)に対して本発明を適用した例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0064】
例えば、製袋包装システム1における横シール機構17に含まれる往復移動機構(シールジョー21,22等)に対して本発明を適用することも可能である。
(F)
上記実施形態では、上述した原点復帰制御を、製袋包装システム1の毎回の電源投入時(運転開始時)に実施する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0065】
例えば、所定時間、所定日数経過毎やオペレータからの指示入力時等に、原点復帰制御を実施してもよい。
(G)
上記実施形態では、製袋された袋の内容物として、ウィンナー等の食品を例として挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0066】
例えば、ウィンナー以外にも、飴等の菓子類等を含む他の食品や工業製品等のように、製袋した袋に入れて販売する他の商品を扱う場合でも、同様に適用可能である。
【産業上の利用可能性】
【0067】
本発明の包装装置は、センサを設置することなく、安価な構成により高精度に原点をセットすることができるという効果を奏することから、サーボモータを駆動源とする機構を搭載した各種装置に対して広く適用可能である。
【図面の簡単な説明】
【0068】
【図1】本発明の一実施形態に係る包装装置を含む製袋包装システムの構成を示す正面図。
【図2】図1の製袋包装システムに含まれる組合せ計量装置の構成を示す斜視図。
【図3】図1の製袋包装システムが備えているテープ結束機の構成を示す正面図。
【図4】図3のテープ結束機の構成を示す上面図。
【図5】図3のテープ結束機の構成を示す側面図。
【図6】図1の製袋包装システム内に構成される制御ブロック図。
【図7】図1の製袋包装システムにおける原点復帰処理の流れを示すフローチャート。
【図8】図7の原点復帰処理を行う際の原点の設定の仕方を示す概念図。
【符号の説明】
【0069】
1 製袋包装システム(包装装置)
2 組合せ計量装置
3 製袋包装システム
5 製袋包装部
6 フィルム供給部
7 操作スイッチ類
9 ケーシング
12 支持フレーム
13 成形機構
14 プルダウンベルト機構
15 縦シール機構
17 横シール機構
20 テープ結束機
21 シールジョー
22 シールジョー
23 クランク
23a スプライン軸
24a,24b リンク
25a,25b ベース部材
26 挟持部材
28a 第1アーム部材
28b 第2アーム部材
29a 接続ベース部材
30 搬送機構
31 チューブ
32 フォーマー
34 レール
35 駆動ローラ
36 従動ローラ
37 ベルト
39 天板
41 結束機構
42 脱気機構
43 横送り機構
44 テープシーラ
47a 回動軸
47b 回転部材(移動部)
49 被当接部(固定部)
53 回動軸
54a チャック(移動部)
55 被当接部(固定部)
57a 連結ロッド
57b 揺動レバー
57c 連結ロッド(移動部)
57d レバー部材
57e 支軸
58 被当接部(固定部)
70 制御部
70a 当接検知部
70b 原点設定部
141 押圧バー
M1〜M3 サーボモータ
S ステップ
【特許請求の範囲】
【請求項1】
サーボモータの回転軸に接続されており、所定の可動範囲において往復移動する移動部と、
前記移動部が往復移動する際に、所定の位置において前記移動部と当接する固定部と、
前記移動部が前記固定部に対して当接したことを検知する当接検知部と、
前記当接検知部において検知された当接位置に基づいて前記移動部による往復移動の原点を設定する制御部と、
を備えている包装装置。
【請求項2】
前記制御部は、電源投入時に前記往復移動の原点を設定する、
請求項1に記載の包装装置。
【請求項3】
前記当接検知部は、前記サーボモータが接続されたエンコーダの移動パルス数が所定値以下になったことを検出して、前記移動部と前記固定部との当接を検知する、
請求項1または2に記載の包装装置。
【請求項4】
前記制御部は、前記エンコーダの移動パルスが、所定の回数以上前記所定値以下になると、前記移動部と前記固定部との当接を検知する、
請求項3に記載の包装装置。
【請求項5】
前記制御部は、前記移動部と前記固定部とが当接する位置から、前記往復移動の範囲における内側の点を原点として設定する、
請求項1から4のいずれか1項に記載の包装装置。
【請求項6】
前記制御部は、前記原点の設定を行う際には、通常の運転時よりも前記移動部の往復移動の速度を低速に設定する、
請求項1から5のいずれか1項に記載の包装装置。
【請求項7】
前記移動部は、製袋された袋の上部を縛る結束機構の一部である、
請求項1から6のいずれか1項に記載の包装装置。
【請求項8】
前記移動部は、製袋された袋から脱気処理を行う脱気機構の一部である、
請求項1から7のいずれか1項に記載の包装装置。
【請求項9】
前記移動部は、製袋した袋を製袋位置から移動させる横送り機構の一部である、
請求項1から8のいずれか1項に記載の包装装置。
【請求項1】
サーボモータの回転軸に接続されており、所定の可動範囲において往復移動する移動部と、
前記移動部が往復移動する際に、所定の位置において前記移動部と当接する固定部と、
前記移動部が前記固定部に対して当接したことを検知する当接検知部と、
前記当接検知部において検知された当接位置に基づいて前記移動部による往復移動の原点を設定する制御部と、
を備えている包装装置。
【請求項2】
前記制御部は、電源投入時に前記往復移動の原点を設定する、
請求項1に記載の包装装置。
【請求項3】
前記当接検知部は、前記サーボモータが接続されたエンコーダの移動パルス数が所定値以下になったことを検出して、前記移動部と前記固定部との当接を検知する、
請求項1または2に記載の包装装置。
【請求項4】
前記制御部は、前記エンコーダの移動パルスが、所定の回数以上前記所定値以下になると、前記移動部と前記固定部との当接を検知する、
請求項3に記載の包装装置。
【請求項5】
前記制御部は、前記移動部と前記固定部とが当接する位置から、前記往復移動の範囲における内側の点を原点として設定する、
請求項1から4のいずれか1項に記載の包装装置。
【請求項6】
前記制御部は、前記原点の設定を行う際には、通常の運転時よりも前記移動部の往復移動の速度を低速に設定する、
請求項1から5のいずれか1項に記載の包装装置。
【請求項7】
前記移動部は、製袋された袋の上部を縛る結束機構の一部である、
請求項1から6のいずれか1項に記載の包装装置。
【請求項8】
前記移動部は、製袋された袋から脱気処理を行う脱気機構の一部である、
請求項1から7のいずれか1項に記載の包装装置。
【請求項9】
前記移動部は、製袋した袋を製袋位置から移動させる横送り機構の一部である、
請求項1から8のいずれか1項に記載の包装装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2007−261615(P2007−261615A)
【公開日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願番号】特願2006−87368(P2006−87368)
【出願日】平成18年3月28日(2006.3.28)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願日】平成18年3月28日(2006.3.28)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]