
包装装置
【目的】被包装物の移動により樹脂フィルムシートを引き出しながら包装する包装装置において、穴や糸引きの無い安定した熱溶着部が得られる包装装置を提供する。
【構成】横シールヒータを樹脂フィルムシートに接触させて熱溶着させる。その後、横シールヒータの上流側に配置された送り・戻し機構によって、熱溶着部の上流側で樹脂フィルムシートをいったん下流側に送り出して弛みを形成させる。次に送り・戻し機構によって樹脂フィルムシートを上流側に引き戻すことにより、弛みを解消するとともに熱溶着部で切断する
【構成】横シールヒータを樹脂フィルムシートに接触させて熱溶着させる。その後、横シールヒータの上流側に配置された送り・戻し機構によって、熱溶着部の上流側で樹脂フィルムシートをいったん下流側に送り出して弛みを形成させる。次に送り・戻し機構によって樹脂フィルムシートを上流側に引き戻すことにより、弛みを解消するとともに熱溶着部で切断する
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、平坦形状の被包装物を樹脂フィルムシートで覆い、被包装物の周囲で樹脂フィルムシートを熱溶着することによって包装する包装装置に関する。
【背景技術】
【0002】
用紙や冊子、封筒、新聞等の平坦形状を有する被包装物の左右両側部のまわりに、1枚の樹脂フィルムシートを折り返し、この被包装物の一方の面において樹脂フィルムシートの側端同士が重なった折り合わせ部を形成し、さらにこの被包装物の前後において樹脂フィルムシートを熱溶着して閉塞した包装体が、物流や郵送等に多く用いられている。
【0003】
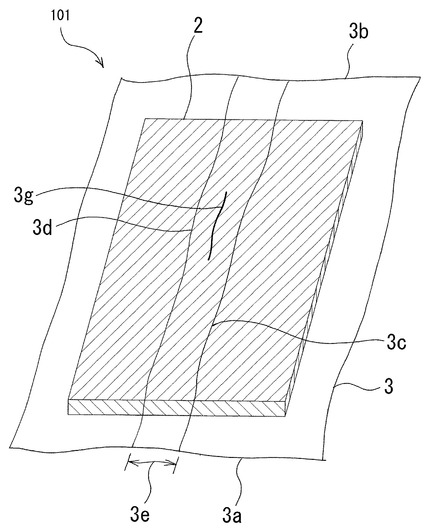
図4はこのような包装体の一例を示す図である。図4に示す包装体101は、平坦形状の被包装物2が樹脂フィルムシート3で包まれている。樹脂フィルムシート3は、熱溶着された前端側溶着部3a、後端側溶着部3bを有し、その左側側端3c付近および右側側端3d付近が互いに重なった折り合わせ部3eを有している。さらに、折り合わせ部3eの前後方向略中央部に、縦シール部3gを有し、この縦シール部3gにおいても樹脂フィルムシートが熱溶着されている。
【0004】
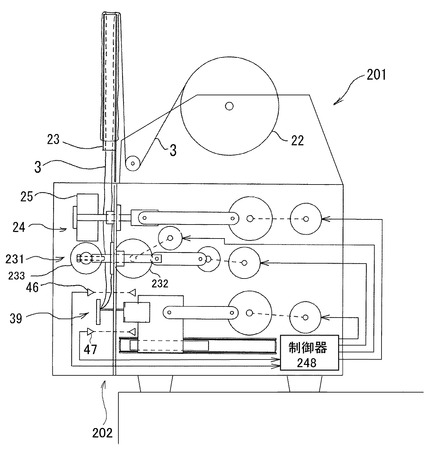
図5はこのような包装体101を作成する背景技術の包装装置201の一例を示す正面図、図6はその側面図である。フィルムロール22から樹脂フィルムシート3が供給され、この樹脂フィルムシート3が成形板23に沿って送られることにより、筒状に成形される。
【0005】
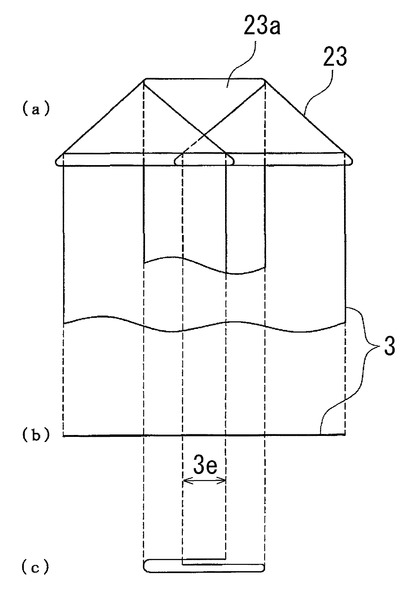
図7はこのフィルム成形板23の構造を示す図である。図7(a)のような形状をした板(表面が滑りやすい金属板が望ましい)を左右の点線に沿って、先に右側の方をほぼ180度折り曲げ、次に左側の方を若干の隙間をあけて重ねるようにほぼ180度折り曲げて、(c)のようにしたものである。(b)は(c)を上方から見た図であり、(d)は(c)を下方から見た図である。
【0006】
このような構造に対し、樹脂フィルムシート3を(c)の背面側から(c)の開口部23aへ挿入すると図8のようになり、下方へ引き出すと(c)のように樹脂フィルムシート3の左右量側端3c、3d付近が手前側中央部で重なり合った折り合わせ部3eを形成して筒状となる。このように折り込まれた筒状の樹脂フィルムシート3の下端を熱溶着して閉じておくと袋状となる。ここで開口部23aから被包装物2を投入すると、底のある筒状の樹脂フィルムシート3の内側に挿入されることになる。
【0007】
したがって図6及び図7においては、フィルム成形板23から筒状の樹脂フィルムシート3が垂下しており、上方から投入口23aに被包装物2を投入すると、この筒状の内側に入り込むことになる。
【0008】
このフィルム成形板23の下方には、縦シール部3gを形成する縦シール手段24、樹脂フィルムまたは樹脂フィルムに覆われた被搬送物を挟持して上方から下方へ送り出す駆動ローラ232、押付け従動ローラ233を含む送り機構231、前端側溶着部3a、後端側溶着部3bを形成する横シール手段39が設けられている。さらに横シール手段の被包装物移動方向上流側(以下単に上流側という)には第1センサ46が、下流側には第2センサ47が設けられ、それぞれ被包装物2の通過を検知可能になっている。さらに、これらのセンサの検知結果に応じ、縦シール手段24、送り機構231、横シール手段39をそれぞれ駆動制御する制御器248が設けられている。
【0009】
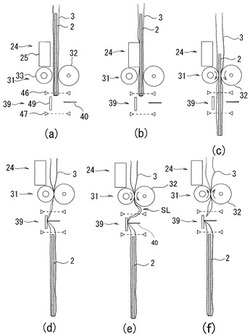
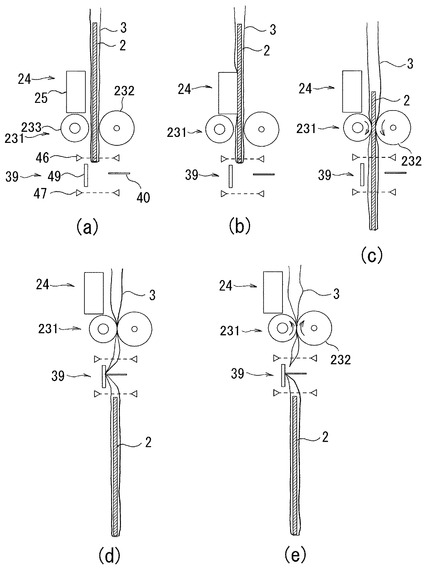
被包装物2を成形板23内に上方から投入すると、被包装物2は筒状に成形された樹脂フィルムシート3の内側に挿入される。樹脂フィルムシート3の下端は前回の包装動作で既に熱溶着されて閉じられて底部を形成しているので、図9(a)に示すように被包装物2の前端がこの底部に達して停止する。ここで、被包装物2の前端が第1センサ46によって検知されると縦シールヒータ25が樹脂フィルムシート3に押し当てられ(図9(b))、縦シール部を形成する。次に送り機構231によって被包装物2を樹脂フィルムシート3とともに下方へ送り出し、(図9(c))、第2センサ47によって被包装物2の後端が検知されると送り出しがいったん停止して、横シール手段39により被包装物2の後端側において熱溶着が行われる(図9(d))。その後送り機構231によって、熱溶着された部分の上方の樹脂フィルムシート3を上方に引き、熱溶着部で樹脂フィルムシート3を切断する(図9(e))。樹脂フィルムシート3に包装された被包装物2は下方に落下する。このような包装装置201は、本願出願人が既に出願した特許文献1に示されている。
【特許文献1】特願2005−251212(図5,6,10,11,14ほか)
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしこの背景技術の包装装置201では、先端が溶着されて袋状となった樹脂フィルムシートに被包装物を投入し、被包装物の移動によって樹脂フィルムシート3を引き出しながら包装するので、樹脂フィルムシート3はその引き出し抵抗により、弛みが無い状態になっている。さらに、横シールヒータの上流側で送り機構31により樹脂フィルムシート3が挟持されている。したがって、熱溶着時に樹脂フィルムシート3に横シールヒータ25を押し当て、樹脂フィルムシート3が横シールヒータ25の先端に押されてヒータ受け49側に移動したとき、横シールヒータ25の被包装物移動方向上流側(以下単に上流側という)で樹脂フィルムシート3にテンションがかかる。したがって、樹脂フィルムシート3が薄い場合や溶融温度の低いものである場合に、横シールヒータ25の上流側の部分の熱溶着が十分に行われず、切断時に溶けたままの樹脂が糸を引いたり、切断後のフィルム先端のシール不良を招いたりすることがあった。横シールヒータ25での溶着時に送り機構31による挟持を解除しても、送り機構31よりも上流側のフィルム供給源から樹脂フィルムシートを引き出すことによる引き出し抵抗によってテンションがかかるので、同様の現象が発生することがあった。
【0011】
本発明はこのような問題点に鑑みてなされたもので、被包装物の移動により樹脂フィルムシートを引き出しながら包装する包装装置においても、穴や糸引きの無い安定した熱溶着部が得られる包装装置を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記課題を解決するための本発明の第1の構成は、先端が溶着された樹脂フィルムシートで平坦形状の被包装物を覆い、この被包装物を樹脂フィルムシートとともに移動させながら、被包装物の後端側で樹脂フィルムシートを熱溶着及び切断して包装する包装装置であって、樹脂フィルムシートに対して接触離間可能に設けられ、被包装物の後端側で樹脂フィルムシートに接触して熱溶着する横シールヒータと、この横シールヒータの被包装物移動方向上流側に設けられ、樹脂フィルムシートを被包装物移動方向下流側へ送り出し可能かつ被包装物移動方向上流側へ引き戻し可能に設けられた送り・戻し機構と、この横シールヒータと送り・戻し機構とを制御する制御手段とを有し、制御手段は、横シールヒータを樹脂フィルムシートに接触させて熱溶着させ、その後、送り・戻し機構によって熱溶着部の被包装物移動方向上流側で樹脂フィルムシートを被包装物移動方向下流側に送り出して弛みを形成させ、次に送り・戻し機構によって樹脂フィルムシートを被包装物移動方向上流側に引き戻すことにより、弛みを解消するとともに熱溶着部で切断するように、横シールヒータと送り・戻し機構とを制御することを特徴とする包装装置である。
【0013】
本発明の第2の構成は、第1の構成に加えて、被包装物の移動経路に沿って設けられたヒータ受けを有し、前記横シールヒータは、このヒータ受けに向かって進出して横シールヒータと受けとの間で樹脂フィルムシートを挟むことにより、樹脂フィルムシートを熱溶着することを特徴とする包装装置である。
【0014】
本発明の第3の構成は、第1または第2の構成に加えて、樹脂フィルムシートが引き出される樹脂フィルムロールが設けられ、樹脂フィルムシートが被包装物とともに被包装物移動方向下流側に移動することによって、樹脂フィルムシートが樹脂フィルムロールから引き出されることを特徴とする請求項1または2記載の包装装置。
【0015】
本発明の第4の構成は、第1ないし第3の構成に加えて、送り・戻し機構の上流側に、被包装物を投入する投入口を形成するとともに投入口から投入された被包装物のまわりを1枚の樹脂フィルムシートで覆うように樹脂フィルムシートを成形する成形部を有することを特徴とする包装装置である。
【0016】
この第1の構成によれば、制御手段は、横シールヒータを樹脂フィルムシートに接触させて熱溶着させ、その後、送り・戻し機構によって熱溶着部の上流側で樹脂フィルムシートを被包装物移動方向下流側(以下単に下流側という)に送り出して弛みを形成させることにより、熱溶着部の上流側に発生したテンションを解消させた後切断するので、横シールヒータの上流側においても安定した熱溶着を行うことができる。
【0017】
また、本発明の第2の構成は、被包装物の移動経路に沿って設けられたヒータ受けに横シールヒータが進出するようになっているので、樹脂フィルムシートはヒータ受け側に移動して押し付けられることになり、この移動時に樹脂フィルムシートにテンションがかかりやすい。しかし、切断前にいったん樹脂フィルムシートに弛みを形成することにより、テンションを解消させることができるので、安定した熱溶着が得られるのに加え、ヒータ受けは被包装物の移動経路に沿って固定させておけばよいので、装置の構成が簡単になる。
【0018】
さらに本発明の第3の構成は、樹脂フィルムシートが引き出される樹脂フィルムロールが設けられ、被包装物の移動により樹脂フィルムシートが樹脂フィルムロールから引き出される包装装置である。したがって、熱溶着時に送り・戻し機構によるフィルムの挟持を解除しても、樹脂フィルムシートには樹脂フィルムロールの回転抵抗によるテンションがかかる。しかし、切断前にいったん樹脂フィルムシートに弛みを形成することにより、テンションを解消させることができるので、安定した熱溶着が得られるのに加え、引き出し抵抗の大きい大径のフィルムロールも適用することができるので、フィルムロール交換の頻度が減って使い勝手が良くなる。
【0019】
さらに本発明の第4の構成は、送り・戻し機構の上流側に、被包装物を投入する投入口を形成するとともに投入口から投入された被包装物のまわりを1枚の樹脂フィルムシートで覆うように樹脂フィルムシートを成形する成形部を有する包装装置である。この構成においては、被包装物の移動により樹脂フィルムシートが引き出されると、その引き出し経路にある成形板の板面に沿って樹脂フィルムシートが折り込まれ、筒状に形成される。したがって、熱溶着時に送り・戻し機構によるフィルムの挟持を解除しても、樹脂フィルムシートにはこの成形板との摩擦抵抗等によるテンションがかかる。しかし、切断前にいったん樹脂フィルムシートに弛みを形成することにより、テンションを解消させることができるので、安定した熱溶着が得られるのに加え、簡単な構成で1枚の樹脂フィルムシートを筒状に形成することができる。
【発明の効果】
【0020】
したがって本発明によれば、被包装物を覆う樹脂フィルムシートを熱溶着して切断する包装装置において、穴や糸引きの無い安定した熱溶着を行うことができる包装装置が得られるという効果がある。
【発明を実施するための最良の形態】
【0021】
以下、本発明の最良の実施形態について図面を参照して説明する。なお、背景技術の包装装置201と同様の形状、機能を有する部材、部分には同じ符号を用いることとする。
【0022】
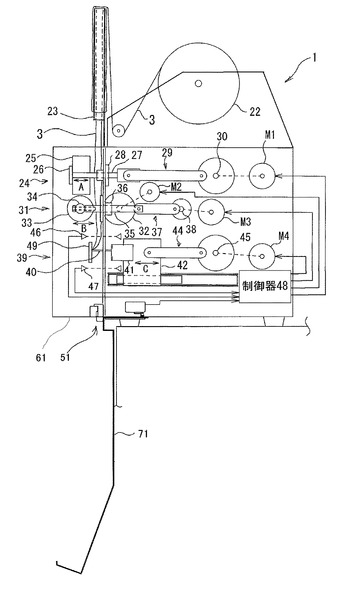
図1は本発明の包装装置1を示す正面図、図2はその側面図である。装置上方に1つのフィルムロール22が回転自在に支持されていて、このフィルムロール22から、1枚の帯状の樹脂フィルムシート3が供給される。このフィルムロール22の図2における左方にはフィルム成形板23が設けられ、このフィルム成形板23の上方には投入口23aが形成されており、樹脂フィルムシート3がフィルム成形板23に沿って送られることにより、筒状に成形されるようになっている。この筒状に成形される過程は、図7、図8を用いて既に述べた背景技術における成形過程と同一である。
【0023】
フィルム成形板23の下方には、縦シール手段24が設けられている。この縦シール手段24には、上下方向を長手方向とした板状の縦シールヒータ25が設けられている。この縦シールヒータ25は、幅方向に長く形成された取り付け板26に取り付けられていて、この取り付け板26の左右両端において、駆動ロッド27の一端に固定されている。この駆動ロッド27はロッド受28に支持され、その他端側はクランク機構29に接続されている。このクランク機構29を駆動軸30によって駆動することにより、駆動ロッド27を図3に示す矢印A方向に往復動させ、縦シールヒータ25を樹脂フィルムシート3に接触または離間するようになっている。駆動軸30にはモータM1から駆動力が与えられる。
【0024】
縦シール手段24の下方には、送り・戻し機構31が設けられている。この送り・戻し機構31には、モータM2から駆動力が与えられる駆動ローラ32と、この駆動ローラ32に接離可能に設けられた押付け従動ローラ33が設けられている。押付け従動ローラ33は軸34に回転自在に支持されており、この軸34はその左右両端において駆動ロッド35の一端に固定されている。この駆動ロッド35はロッド受36に支持され、その他端側はクランク機構37に接続されている。このクランク機構37を駆動軸38によって駆動することにより、駆動ロッド35を図3に示す矢印B方向に往復動させる。この往復動により押付け従動ローラ33が駆動ローラ32に近づく方向に移動すると、押付け従動ローラ33と駆動ローラ32とによって、被包装物2をこれを包む樹脂フィルムシート3ごと挟持して上方又は下方に搬送する。駆動軸38にはモータM3から駆動力が与えられる。
【0025】
送り・戻し機構31の下方には、横シール手段39が設けられている。この横シール手段39には、筒状の樹脂フィルムシート3の全幅よりも長い横シールヒータ40が設けられている。この横シールヒータ40は、幅方向に長く形成された取り付け板41に取り付けられていて、この取り付け板41の左右両端において、一対の側板42に固定されている。この側板42を、スライド機構43およびクランク機構44によって図3に示す矢印C方向に往復動させることにより、横シールヒータ40を樹脂フィルムシート3に接触または離間するようになっている。クランク機構44は駆動軸45によって駆動され、この駆動軸45にはモータM4から駆動力が与えられる。この横シールヒータ40に対して樹脂フィルムシート3の通路を挟んで対向してヒータ受け49が設けられている。横シールヒータ40とヒータ受け49とで樹脂フィルムシート3を挟んで熱溶着させる。
【0026】
この横シール手段39の上流側には第1センサ46が、下流側には第2センサ47が設けられている。この第1センサ46、第2センサ47は、被包装物2及び樹脂フィルムシート3の通路を挟んで対向して設けられた光学式センサであって、それぞれ被包装物2の通過を検知可能になっている。さらに、これらのセンサの検知結果に応じ、モータM1、M2、M3、M4を駆動制御する制御器48が設けられている。また、縦シールヒータ25と横シールヒータ40には図示しない加熱手段とサーミスタが貼付され、この加熱手段とサーミスタが制御器48に接続されており、制御器48はこのサーミスタの測定温度結果をもとに加熱手段を制御し、ヒータが樹脂フィルムシート3の熱溶着に適切な温度になるように制御されている。
【0027】
横シール手段39の下方には、筐体底面61側に向けて排出口51が形成されている。この排出口51は、装置筐体の一端(図2における左端)に寄った位置に設けられている。樹脂フィルムシート3に覆われた被包装物2は、送り・戻し機構31によって下方に送り出されると、この排出口51を通じて筐体下方からはみ出し、熱溶着部で切断されて包装完了した包装体101となり、下方に落下する。
【0028】
排出口51の下方には受け板71(受け部材)が設けられている。この受け板71は、排出口51の筐体他端側(図2における右側)の筐体底面61に取り付けられており、排出口51から落下した包装体101を受け止めるようになっている。
【0029】
次にこの包装装置1の動作を図3を参照して説明する。まず上方の開口部23aから被包装物2を投入する。すると被包装物2は筒状に成形された樹脂フィルムシート3の内側に挿入される。樹脂フィルムシート3の前端(図3における下端)は前回の包装動作で既に熱溶着されて閉じられて底部を形成しているので、図3(a)に示すように被包装物2の前端がこの底部に達して停止する。
【0030】
ここで、被包装物2の前端が第1センサ46によって検知される。すると、モータM1が駆動し、図3(b)のように縦シールヒータ25を樹脂フィルムシート3の折り合わせ部3eに押し当て、縦シール部を形成する。
【0031】
次にモータM2およびM3が駆動し、図3(c)に示すように駆動ローラ32を図3における反時計方向に回転させるとともに、押付け従動ローラ33を被包装物2および樹脂フィルムシート3に押付け、被包装物2を樹脂フィルムシート3ごと下方に搬送する。そして図3(d)に示すように第2センサ47によって被包装物2の後端が検知されると、駆動ローラ32がいったん停止し、モータM4が駆動して横シールヒータ40が被包装物2の後端側において樹脂フィルムシート3に押付けられ、ヒータ受け49との間に挟んで熱溶着が行われる。
【0032】
次に図3(e)に示すように、横シールヒータ40を樹脂フィルムシート3及びヒータ受け49に押し付けたままモータM2が駆動し、駆動ローラ32を図3における反時計方向に回転させ、樹脂フィルムシートを送り長さX(図示せず)だけ送り出す。すると横シールヒータ40の上方(上流側)で、樹脂フィルムシート3が弛みSLを形成する。送り長さXとは、横シールヒータ40の上流側のテンションを解消し、かつ樹脂フィルムシート3の溶着部以外の部分が横シールヒータ40に接触しない程度の微小の弛みSLを形成するために要する長さある。
【0033】
続いてモータM2を時間t2だけ逆回転させ、図3(f)に示すように駆動ローラ32を図3における時計方向に回転駆動させる。すると、横シールヒータ40よりも上流側で樹脂フィルムシート3が戻し長さY(図示せず)だけ上方に引き上げられるので、弛みSLが解消し、さらに横シールヒータ40による熱溶着部で樹脂フィルムシートが切断される。戻し長さYとは、弛みSLを解消して溶着部が切断されるのに必要な長さであり、送り長さXよりも大きい値である。その後横シールヒータ40を樹脂フィルムシート3から離間させると、樹脂フィルムシート3に包装された被包装物2(包装体101)が受け板71上に落下して包装が完了する。
【0034】
上記実施形態においては、縦シール手段を有する包装装置を説明したが、この縦シール手段は無くても良い。縦シール部が無くとも包装体を形成することは可能であるし、後端側溶着後に横シールヒータの上流側で樹脂フィルムシートをたるませてテンションを解消することによって、排出口が筐体底面側に設けられている包装装置の設置ミスを無くすという本発明の効果は、縦シール手段の有無にかかわらず奏するものである。
【図面の簡単な説明】
【0035】
【図1】本発明の包装装置1を示す正面図である。
【図2】本発明の包装装置1を示す側面図である。
【図3】本発明の包装装置1における包装動作を示す図である。
【図4】包装体101を示す斜視図である。
【図5】背景技術の包装装置201を示す正面図である。
【図6】背景技術の包装装置201を示す側面図である。
【図7】本発明の包装装置1及び背景技術の包装装置201のフィルム成形板23の展開図および構造図である。
【図8】帯状の樹脂フィルムシートがフィルム成形板23で筒状成形される状況を示す図である。
【図9】背景技術の包装装置201における包装動作を示す図である。
【符号の説明】
【0036】
1;包装装置(本発明)
2;被包装物
3;樹脂フィルムシート
22;フィルムロール
23;フィルム成形板
23a;投入口
24;縦シール手段
25;縦シールヒータ
31;送り・戻し機構
32;駆動ローラ
33;押付け従動ローラ
39;横シール手段
40;横シールヒータ
46;第1センサ
47;第2センサ
48;制御器
49;ヒータ受け
51;排出口
71;受け板
101;包装体
201;包装装置(背景技術)
A、B、C;矢印
SL;弛み
M1,M2,M3,M4;モータ
X;送り長さ
Y;戻し長さ
【技術分野】
【0001】
本発明は、平坦形状の被包装物を樹脂フィルムシートで覆い、被包装物の周囲で樹脂フィルムシートを熱溶着することによって包装する包装装置に関する。
【背景技術】
【0002】
用紙や冊子、封筒、新聞等の平坦形状を有する被包装物の左右両側部のまわりに、1枚の樹脂フィルムシートを折り返し、この被包装物の一方の面において樹脂フィルムシートの側端同士が重なった折り合わせ部を形成し、さらにこの被包装物の前後において樹脂フィルムシートを熱溶着して閉塞した包装体が、物流や郵送等に多く用いられている。
【0003】
図4はこのような包装体の一例を示す図である。図4に示す包装体101は、平坦形状の被包装物2が樹脂フィルムシート3で包まれている。樹脂フィルムシート3は、熱溶着された前端側溶着部3a、後端側溶着部3bを有し、その左側側端3c付近および右側側端3d付近が互いに重なった折り合わせ部3eを有している。さらに、折り合わせ部3eの前後方向略中央部に、縦シール部3gを有し、この縦シール部3gにおいても樹脂フィルムシートが熱溶着されている。
【0004】
図5はこのような包装体101を作成する背景技術の包装装置201の一例を示す正面図、図6はその側面図である。フィルムロール22から樹脂フィルムシート3が供給され、この樹脂フィルムシート3が成形板23に沿って送られることにより、筒状に成形される。
【0005】
図7はこのフィルム成形板23の構造を示す図である。図7(a)のような形状をした板(表面が滑りやすい金属板が望ましい)を左右の点線に沿って、先に右側の方をほぼ180度折り曲げ、次に左側の方を若干の隙間をあけて重ねるようにほぼ180度折り曲げて、(c)のようにしたものである。(b)は(c)を上方から見た図であり、(d)は(c)を下方から見た図である。
【0006】
このような構造に対し、樹脂フィルムシート3を(c)の背面側から(c)の開口部23aへ挿入すると図8のようになり、下方へ引き出すと(c)のように樹脂フィルムシート3の左右量側端3c、3d付近が手前側中央部で重なり合った折り合わせ部3eを形成して筒状となる。このように折り込まれた筒状の樹脂フィルムシート3の下端を熱溶着して閉じておくと袋状となる。ここで開口部23aから被包装物2を投入すると、底のある筒状の樹脂フィルムシート3の内側に挿入されることになる。
【0007】
したがって図6及び図7においては、フィルム成形板23から筒状の樹脂フィルムシート3が垂下しており、上方から投入口23aに被包装物2を投入すると、この筒状の内側に入り込むことになる。
【0008】
このフィルム成形板23の下方には、縦シール部3gを形成する縦シール手段24、樹脂フィルムまたは樹脂フィルムに覆われた被搬送物を挟持して上方から下方へ送り出す駆動ローラ232、押付け従動ローラ233を含む送り機構231、前端側溶着部3a、後端側溶着部3bを形成する横シール手段39が設けられている。さらに横シール手段の被包装物移動方向上流側(以下単に上流側という)には第1センサ46が、下流側には第2センサ47が設けられ、それぞれ被包装物2の通過を検知可能になっている。さらに、これらのセンサの検知結果に応じ、縦シール手段24、送り機構231、横シール手段39をそれぞれ駆動制御する制御器248が設けられている。
【0009】
被包装物2を成形板23内に上方から投入すると、被包装物2は筒状に成形された樹脂フィルムシート3の内側に挿入される。樹脂フィルムシート3の下端は前回の包装動作で既に熱溶着されて閉じられて底部を形成しているので、図9(a)に示すように被包装物2の前端がこの底部に達して停止する。ここで、被包装物2の前端が第1センサ46によって検知されると縦シールヒータ25が樹脂フィルムシート3に押し当てられ(図9(b))、縦シール部を形成する。次に送り機構231によって被包装物2を樹脂フィルムシート3とともに下方へ送り出し、(図9(c))、第2センサ47によって被包装物2の後端が検知されると送り出しがいったん停止して、横シール手段39により被包装物2の後端側において熱溶着が行われる(図9(d))。その後送り機構231によって、熱溶着された部分の上方の樹脂フィルムシート3を上方に引き、熱溶着部で樹脂フィルムシート3を切断する(図9(e))。樹脂フィルムシート3に包装された被包装物2は下方に落下する。このような包装装置201は、本願出願人が既に出願した特許文献1に示されている。
【特許文献1】特願2005−251212(図5,6,10,11,14ほか)
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしこの背景技術の包装装置201では、先端が溶着されて袋状となった樹脂フィルムシートに被包装物を投入し、被包装物の移動によって樹脂フィルムシート3を引き出しながら包装するので、樹脂フィルムシート3はその引き出し抵抗により、弛みが無い状態になっている。さらに、横シールヒータの上流側で送り機構31により樹脂フィルムシート3が挟持されている。したがって、熱溶着時に樹脂フィルムシート3に横シールヒータ25を押し当て、樹脂フィルムシート3が横シールヒータ25の先端に押されてヒータ受け49側に移動したとき、横シールヒータ25の被包装物移動方向上流側(以下単に上流側という)で樹脂フィルムシート3にテンションがかかる。したがって、樹脂フィルムシート3が薄い場合や溶融温度の低いものである場合に、横シールヒータ25の上流側の部分の熱溶着が十分に行われず、切断時に溶けたままの樹脂が糸を引いたり、切断後のフィルム先端のシール不良を招いたりすることがあった。横シールヒータ25での溶着時に送り機構31による挟持を解除しても、送り機構31よりも上流側のフィルム供給源から樹脂フィルムシートを引き出すことによる引き出し抵抗によってテンションがかかるので、同様の現象が発生することがあった。
【0011】
本発明はこのような問題点に鑑みてなされたもので、被包装物の移動により樹脂フィルムシートを引き出しながら包装する包装装置においても、穴や糸引きの無い安定した熱溶着部が得られる包装装置を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記課題を解決するための本発明の第1の構成は、先端が溶着された樹脂フィルムシートで平坦形状の被包装物を覆い、この被包装物を樹脂フィルムシートとともに移動させながら、被包装物の後端側で樹脂フィルムシートを熱溶着及び切断して包装する包装装置であって、樹脂フィルムシートに対して接触離間可能に設けられ、被包装物の後端側で樹脂フィルムシートに接触して熱溶着する横シールヒータと、この横シールヒータの被包装物移動方向上流側に設けられ、樹脂フィルムシートを被包装物移動方向下流側へ送り出し可能かつ被包装物移動方向上流側へ引き戻し可能に設けられた送り・戻し機構と、この横シールヒータと送り・戻し機構とを制御する制御手段とを有し、制御手段は、横シールヒータを樹脂フィルムシートに接触させて熱溶着させ、その後、送り・戻し機構によって熱溶着部の被包装物移動方向上流側で樹脂フィルムシートを被包装物移動方向下流側に送り出して弛みを形成させ、次に送り・戻し機構によって樹脂フィルムシートを被包装物移動方向上流側に引き戻すことにより、弛みを解消するとともに熱溶着部で切断するように、横シールヒータと送り・戻し機構とを制御することを特徴とする包装装置である。
【0013】
本発明の第2の構成は、第1の構成に加えて、被包装物の移動経路に沿って設けられたヒータ受けを有し、前記横シールヒータは、このヒータ受けに向かって進出して横シールヒータと受けとの間で樹脂フィルムシートを挟むことにより、樹脂フィルムシートを熱溶着することを特徴とする包装装置である。
【0014】
本発明の第3の構成は、第1または第2の構成に加えて、樹脂フィルムシートが引き出される樹脂フィルムロールが設けられ、樹脂フィルムシートが被包装物とともに被包装物移動方向下流側に移動することによって、樹脂フィルムシートが樹脂フィルムロールから引き出されることを特徴とする請求項1または2記載の包装装置。
【0015】
本発明の第4の構成は、第1ないし第3の構成に加えて、送り・戻し機構の上流側に、被包装物を投入する投入口を形成するとともに投入口から投入された被包装物のまわりを1枚の樹脂フィルムシートで覆うように樹脂フィルムシートを成形する成形部を有することを特徴とする包装装置である。
【0016】
この第1の構成によれば、制御手段は、横シールヒータを樹脂フィルムシートに接触させて熱溶着させ、その後、送り・戻し機構によって熱溶着部の上流側で樹脂フィルムシートを被包装物移動方向下流側(以下単に下流側という)に送り出して弛みを形成させることにより、熱溶着部の上流側に発生したテンションを解消させた後切断するので、横シールヒータの上流側においても安定した熱溶着を行うことができる。
【0017】
また、本発明の第2の構成は、被包装物の移動経路に沿って設けられたヒータ受けに横シールヒータが進出するようになっているので、樹脂フィルムシートはヒータ受け側に移動して押し付けられることになり、この移動時に樹脂フィルムシートにテンションがかかりやすい。しかし、切断前にいったん樹脂フィルムシートに弛みを形成することにより、テンションを解消させることができるので、安定した熱溶着が得られるのに加え、ヒータ受けは被包装物の移動経路に沿って固定させておけばよいので、装置の構成が簡単になる。
【0018】
さらに本発明の第3の構成は、樹脂フィルムシートが引き出される樹脂フィルムロールが設けられ、被包装物の移動により樹脂フィルムシートが樹脂フィルムロールから引き出される包装装置である。したがって、熱溶着時に送り・戻し機構によるフィルムの挟持を解除しても、樹脂フィルムシートには樹脂フィルムロールの回転抵抗によるテンションがかかる。しかし、切断前にいったん樹脂フィルムシートに弛みを形成することにより、テンションを解消させることができるので、安定した熱溶着が得られるのに加え、引き出し抵抗の大きい大径のフィルムロールも適用することができるので、フィルムロール交換の頻度が減って使い勝手が良くなる。
【0019】
さらに本発明の第4の構成は、送り・戻し機構の上流側に、被包装物を投入する投入口を形成するとともに投入口から投入された被包装物のまわりを1枚の樹脂フィルムシートで覆うように樹脂フィルムシートを成形する成形部を有する包装装置である。この構成においては、被包装物の移動により樹脂フィルムシートが引き出されると、その引き出し経路にある成形板の板面に沿って樹脂フィルムシートが折り込まれ、筒状に形成される。したがって、熱溶着時に送り・戻し機構によるフィルムの挟持を解除しても、樹脂フィルムシートにはこの成形板との摩擦抵抗等によるテンションがかかる。しかし、切断前にいったん樹脂フィルムシートに弛みを形成することにより、テンションを解消させることができるので、安定した熱溶着が得られるのに加え、簡単な構成で1枚の樹脂フィルムシートを筒状に形成することができる。
【発明の効果】
【0020】
したがって本発明によれば、被包装物を覆う樹脂フィルムシートを熱溶着して切断する包装装置において、穴や糸引きの無い安定した熱溶着を行うことができる包装装置が得られるという効果がある。
【発明を実施するための最良の形態】
【0021】
以下、本発明の最良の実施形態について図面を参照して説明する。なお、背景技術の包装装置201と同様の形状、機能を有する部材、部分には同じ符号を用いることとする。
【0022】
図1は本発明の包装装置1を示す正面図、図2はその側面図である。装置上方に1つのフィルムロール22が回転自在に支持されていて、このフィルムロール22から、1枚の帯状の樹脂フィルムシート3が供給される。このフィルムロール22の図2における左方にはフィルム成形板23が設けられ、このフィルム成形板23の上方には投入口23aが形成されており、樹脂フィルムシート3がフィルム成形板23に沿って送られることにより、筒状に成形されるようになっている。この筒状に成形される過程は、図7、図8を用いて既に述べた背景技術における成形過程と同一である。
【0023】
フィルム成形板23の下方には、縦シール手段24が設けられている。この縦シール手段24には、上下方向を長手方向とした板状の縦シールヒータ25が設けられている。この縦シールヒータ25は、幅方向に長く形成された取り付け板26に取り付けられていて、この取り付け板26の左右両端において、駆動ロッド27の一端に固定されている。この駆動ロッド27はロッド受28に支持され、その他端側はクランク機構29に接続されている。このクランク機構29を駆動軸30によって駆動することにより、駆動ロッド27を図3に示す矢印A方向に往復動させ、縦シールヒータ25を樹脂フィルムシート3に接触または離間するようになっている。駆動軸30にはモータM1から駆動力が与えられる。
【0024】
縦シール手段24の下方には、送り・戻し機構31が設けられている。この送り・戻し機構31には、モータM2から駆動力が与えられる駆動ローラ32と、この駆動ローラ32に接離可能に設けられた押付け従動ローラ33が設けられている。押付け従動ローラ33は軸34に回転自在に支持されており、この軸34はその左右両端において駆動ロッド35の一端に固定されている。この駆動ロッド35はロッド受36に支持され、その他端側はクランク機構37に接続されている。このクランク機構37を駆動軸38によって駆動することにより、駆動ロッド35を図3に示す矢印B方向に往復動させる。この往復動により押付け従動ローラ33が駆動ローラ32に近づく方向に移動すると、押付け従動ローラ33と駆動ローラ32とによって、被包装物2をこれを包む樹脂フィルムシート3ごと挟持して上方又は下方に搬送する。駆動軸38にはモータM3から駆動力が与えられる。
【0025】
送り・戻し機構31の下方には、横シール手段39が設けられている。この横シール手段39には、筒状の樹脂フィルムシート3の全幅よりも長い横シールヒータ40が設けられている。この横シールヒータ40は、幅方向に長く形成された取り付け板41に取り付けられていて、この取り付け板41の左右両端において、一対の側板42に固定されている。この側板42を、スライド機構43およびクランク機構44によって図3に示す矢印C方向に往復動させることにより、横シールヒータ40を樹脂フィルムシート3に接触または離間するようになっている。クランク機構44は駆動軸45によって駆動され、この駆動軸45にはモータM4から駆動力が与えられる。この横シールヒータ40に対して樹脂フィルムシート3の通路を挟んで対向してヒータ受け49が設けられている。横シールヒータ40とヒータ受け49とで樹脂フィルムシート3を挟んで熱溶着させる。
【0026】
この横シール手段39の上流側には第1センサ46が、下流側には第2センサ47が設けられている。この第1センサ46、第2センサ47は、被包装物2及び樹脂フィルムシート3の通路を挟んで対向して設けられた光学式センサであって、それぞれ被包装物2の通過を検知可能になっている。さらに、これらのセンサの検知結果に応じ、モータM1、M2、M3、M4を駆動制御する制御器48が設けられている。また、縦シールヒータ25と横シールヒータ40には図示しない加熱手段とサーミスタが貼付され、この加熱手段とサーミスタが制御器48に接続されており、制御器48はこのサーミスタの測定温度結果をもとに加熱手段を制御し、ヒータが樹脂フィルムシート3の熱溶着に適切な温度になるように制御されている。
【0027】
横シール手段39の下方には、筐体底面61側に向けて排出口51が形成されている。この排出口51は、装置筐体の一端(図2における左端)に寄った位置に設けられている。樹脂フィルムシート3に覆われた被包装物2は、送り・戻し機構31によって下方に送り出されると、この排出口51を通じて筐体下方からはみ出し、熱溶着部で切断されて包装完了した包装体101となり、下方に落下する。
【0028】
排出口51の下方には受け板71(受け部材)が設けられている。この受け板71は、排出口51の筐体他端側(図2における右側)の筐体底面61に取り付けられており、排出口51から落下した包装体101を受け止めるようになっている。
【0029】
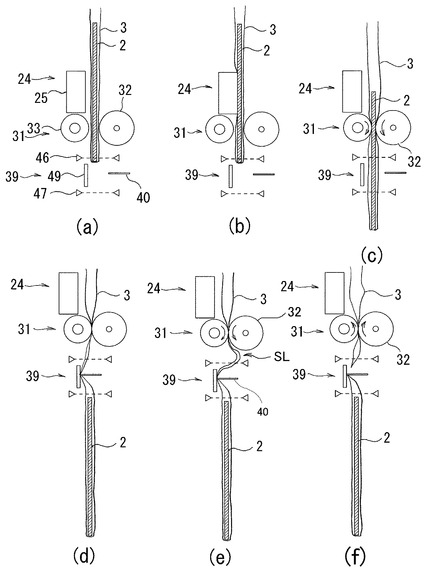
次にこの包装装置1の動作を図3を参照して説明する。まず上方の開口部23aから被包装物2を投入する。すると被包装物2は筒状に成形された樹脂フィルムシート3の内側に挿入される。樹脂フィルムシート3の前端(図3における下端)は前回の包装動作で既に熱溶着されて閉じられて底部を形成しているので、図3(a)に示すように被包装物2の前端がこの底部に達して停止する。
【0030】
ここで、被包装物2の前端が第1センサ46によって検知される。すると、モータM1が駆動し、図3(b)のように縦シールヒータ25を樹脂フィルムシート3の折り合わせ部3eに押し当て、縦シール部を形成する。
【0031】
次にモータM2およびM3が駆動し、図3(c)に示すように駆動ローラ32を図3における反時計方向に回転させるとともに、押付け従動ローラ33を被包装物2および樹脂フィルムシート3に押付け、被包装物2を樹脂フィルムシート3ごと下方に搬送する。そして図3(d)に示すように第2センサ47によって被包装物2の後端が検知されると、駆動ローラ32がいったん停止し、モータM4が駆動して横シールヒータ40が被包装物2の後端側において樹脂フィルムシート3に押付けられ、ヒータ受け49との間に挟んで熱溶着が行われる。
【0032】
次に図3(e)に示すように、横シールヒータ40を樹脂フィルムシート3及びヒータ受け49に押し付けたままモータM2が駆動し、駆動ローラ32を図3における反時計方向に回転させ、樹脂フィルムシートを送り長さX(図示せず)だけ送り出す。すると横シールヒータ40の上方(上流側)で、樹脂フィルムシート3が弛みSLを形成する。送り長さXとは、横シールヒータ40の上流側のテンションを解消し、かつ樹脂フィルムシート3の溶着部以外の部分が横シールヒータ40に接触しない程度の微小の弛みSLを形成するために要する長さある。
【0033】
続いてモータM2を時間t2だけ逆回転させ、図3(f)に示すように駆動ローラ32を図3における時計方向に回転駆動させる。すると、横シールヒータ40よりも上流側で樹脂フィルムシート3が戻し長さY(図示せず)だけ上方に引き上げられるので、弛みSLが解消し、さらに横シールヒータ40による熱溶着部で樹脂フィルムシートが切断される。戻し長さYとは、弛みSLを解消して溶着部が切断されるのに必要な長さであり、送り長さXよりも大きい値である。その後横シールヒータ40を樹脂フィルムシート3から離間させると、樹脂フィルムシート3に包装された被包装物2(包装体101)が受け板71上に落下して包装が完了する。
【0034】
上記実施形態においては、縦シール手段を有する包装装置を説明したが、この縦シール手段は無くても良い。縦シール部が無くとも包装体を形成することは可能であるし、後端側溶着後に横シールヒータの上流側で樹脂フィルムシートをたるませてテンションを解消することによって、排出口が筐体底面側に設けられている包装装置の設置ミスを無くすという本発明の効果は、縦シール手段の有無にかかわらず奏するものである。
【図面の簡単な説明】
【0035】
【図1】本発明の包装装置1を示す正面図である。
【図2】本発明の包装装置1を示す側面図である。
【図3】本発明の包装装置1における包装動作を示す図である。
【図4】包装体101を示す斜視図である。
【図5】背景技術の包装装置201を示す正面図である。
【図6】背景技術の包装装置201を示す側面図である。
【図7】本発明の包装装置1及び背景技術の包装装置201のフィルム成形板23の展開図および構造図である。
【図8】帯状の樹脂フィルムシートがフィルム成形板23で筒状成形される状況を示す図である。
【図9】背景技術の包装装置201における包装動作を示す図である。
【符号の説明】
【0036】
1;包装装置(本発明)
2;被包装物
3;樹脂フィルムシート
22;フィルムロール
23;フィルム成形板
23a;投入口
24;縦シール手段
25;縦シールヒータ
31;送り・戻し機構
32;駆動ローラ
33;押付け従動ローラ
39;横シール手段
40;横シールヒータ
46;第1センサ
47;第2センサ
48;制御器
49;ヒータ受け
51;排出口
71;受け板
101;包装体
201;包装装置(背景技術)
A、B、C;矢印
SL;弛み
M1,M2,M3,M4;モータ
X;送り長さ
Y;戻し長さ
【特許請求の範囲】
【請求項1】
先端が溶着された樹脂フィルムシートで平坦形状の被包装物を覆い、この被包装物を樹脂フィルムシートとともに移動させながら、被包装物の後端側で樹脂フィルムシートを熱溶着及び切断して包装する包装装置であって、樹脂フィルムシートに対して接触離間可能に設けられ、被包装物の後端側で樹脂フィルムシートに接触して熱溶着する横シールヒータと、この横シールヒータの被包装物移動方向上流側に設けられ、樹脂フィルムシートを被包装物移動方向下流側へ送り出し可能かつ被包装物移動方向上流側へ引き戻し可能に設けられた送り・戻し機構と、この横シールヒータと送り・戻し機構とを制御する制御手段とを有し、制御手段は、横シールヒータを樹脂フィルムシートに接触させて熱溶着させ、その後、送り・戻し機構によって熱溶着部の被包装物移動方向上流側で樹脂フィルムシートを被包装物移動方向下流側に送り出して弛みを形成させ、次に送り・戻し機構によって樹脂フィルムシートを被包装物移動方向上流側に引き戻すことにより、弛みを解消するとともに熱溶着部で切断するように、横シールヒータと送り・戻し機構とを制御することを特徴とする包装装置。
【請求項2】
請求項1の構成に加えて、被包装物の移動経路に沿って設けられたヒータ受けを有し、前記横シールヒータは、このヒータ受けに向かって進出して横シールヒータと受けとの間で樹脂フィルムシートを挟むことにより、樹脂フィルムシートを熱溶着することを特徴とする請求項1記載の包装装置。
【請求項3】
請求項1または2記載の構成に加えて、樹脂フィルムシートが引き出される樹脂フィルムロールが設けられ、樹脂フィルムシートが被包装物とともに被包装物移動方向下流側に移動することによって、樹脂フィルムシートが樹脂フィルムロールから引き出されることを特徴とする請求項1または2記載の包装装置。
【請求項4】
請求項1ないし3記載の構成に加えて、送り・戻し機構の被包装物移動方向上流側に、被包装物を投入する投入口を形成するとともに投入口から投入された被包装物のまわりを1枚の樹脂フィルムシートで覆うように樹脂フィルムシートを成形する成形部を有することを特徴とする請求項1ないし3記載の包装装置。
【請求項1】
先端が溶着された樹脂フィルムシートで平坦形状の被包装物を覆い、この被包装物を樹脂フィルムシートとともに移動させながら、被包装物の後端側で樹脂フィルムシートを熱溶着及び切断して包装する包装装置であって、樹脂フィルムシートに対して接触離間可能に設けられ、被包装物の後端側で樹脂フィルムシートに接触して熱溶着する横シールヒータと、この横シールヒータの被包装物移動方向上流側に設けられ、樹脂フィルムシートを被包装物移動方向下流側へ送り出し可能かつ被包装物移動方向上流側へ引き戻し可能に設けられた送り・戻し機構と、この横シールヒータと送り・戻し機構とを制御する制御手段とを有し、制御手段は、横シールヒータを樹脂フィルムシートに接触させて熱溶着させ、その後、送り・戻し機構によって熱溶着部の被包装物移動方向上流側で樹脂フィルムシートを被包装物移動方向下流側に送り出して弛みを形成させ、次に送り・戻し機構によって樹脂フィルムシートを被包装物移動方向上流側に引き戻すことにより、弛みを解消するとともに熱溶着部で切断するように、横シールヒータと送り・戻し機構とを制御することを特徴とする包装装置。
【請求項2】
請求項1の構成に加えて、被包装物の移動経路に沿って設けられたヒータ受けを有し、前記横シールヒータは、このヒータ受けに向かって進出して横シールヒータと受けとの間で樹脂フィルムシートを挟むことにより、樹脂フィルムシートを熱溶着することを特徴とする請求項1記載の包装装置。
【請求項3】
請求項1または2記載の構成に加えて、樹脂フィルムシートが引き出される樹脂フィルムロールが設けられ、樹脂フィルムシートが被包装物とともに被包装物移動方向下流側に移動することによって、樹脂フィルムシートが樹脂フィルムロールから引き出されることを特徴とする請求項1または2記載の包装装置。
【請求項4】
請求項1ないし3記載の構成に加えて、送り・戻し機構の被包装物移動方向上流側に、被包装物を投入する投入口を形成するとともに投入口から投入された被包装物のまわりを1枚の樹脂フィルムシートで覆うように樹脂フィルムシートを成形する成形部を有することを特徴とする請求項1ないし3記載の包装装置。
【図1】



【図2】
【図3】
【図4】
【図5】

【図6】
【図7】

【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2008−68886(P2008−68886A)
【公開日】平成20年3月27日(2008.3.27)
【国際特許分類】
【出願番号】特願2006−247851(P2006−247851)
【出願日】平成18年9月13日(2006.9.13)
【出願人】(000109727)株式会社デュプロ (195)
【出願人】(504025918)株式会社ユウコス (11)
【Fターム(参考)】
【公開日】平成20年3月27日(2008.3.27)
【国際特許分類】
【出願日】平成18年9月13日(2006.9.13)
【出願人】(000109727)株式会社デュプロ (195)
【出願人】(504025918)株式会社ユウコス (11)
【Fターム(参考)】
[ Back to top ]