
包装装置
【課題】被包装物の平面サイズを正確に特定することを可能とする技術を提供する。
【解決手段】計量包装値付機において、被包装物である商品が載置される載置面には、載置面に載置された商品の輪郭線の少なくとも一部と交差するような模様が形成されている。計量包装値付機の制御部は、商品が載置された状態の載置面を撮像して得られるデータと商品が載置されていない状態の載置面を撮像して得られるデータとの差分データから、商品の平面サイズを特定する。
【解決手段】計量包装値付機において、被包装物である商品が載置される載置面には、載置面に載置された商品の輪郭線の少なくとも一部と交差するような模様が形成されている。計量包装値付機の制御部は、商品が載置された状態の載置面を撮像して得られるデータと商品が載置されていない状態の載置面を撮像して得られるデータとの差分データから、商品の平面サイズを特定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被包装物を、緊張保持した状態のフィルムに対して押し当てるとともに、フィルムの周辺部を被包装物の底部側に折りたたんで、被包装物を包装する包装装置に関する。
【背景技術】
【0002】
スーパー等では、野菜や発泡スチロールトレーに入れられた総菜等をストレッチフィルムによって包装する装置が用いられており、所謂「ストレッチ包装装置」として知られている(例えば、特許文献1参照)。
【0003】
一般的なストレッチ包装装置の動作の一例を説明する。店舗スタッフが所定の載置台に被包装物(例えば、総菜が入れられたトレー)を載せると、ストレッチ包装装置は、載せられた被包装物のサイズ(より正確には、被包装物の平面サイズ)を特定し、所定幅のストレッチフィルムを被包装物のサイズに応じた長さに切断する。そして、この切断したストレッチフィルムを、その幅方向の両側端を上下のベルトからなるフィーダで保持しながら、所定の包装位置(包装ステーション)にまで搬送し、ここで緊張保持する。包装ステーションでは、緊張保持されているストレッチフィルムに対して被包装物を押し上げ、被包装物をフィルムに密着させる。この状態で、ストレッチフィルムの周辺部を被包装物の底部側に折り込んで、被包装物を包装する。さらに、被包装物の底面のフィルムにヒートシールを施し、以上で包装が完了する。
【0004】
ストレッチ包装装置において適正に被包装物を包装するためには、被包装物の平面サイズを正確に特定する必要がある。被包装物の平面サイズを特定する方法としては、例えば、載置台に載せられた被包装物を上方からカメラで撮像し、得られた撮像データを画像解析することによってこれを特定するものがあり、現在実用化されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−97309号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来の方法によると、載置台の色と被包装物の色とがはっきりと相違する場合は、撮像データから被包装物が明確に把握できるので、撮像データを画像解析することによって被包装物の平面サイズを正確に特定することができる。
【0007】
しかしながら、従来の方法では、例えば、載置台の色と被包装物の色とが似ている場合、また、被包装物が透明なトレーである場合は、撮像データから被包装物を明確に把握しにくく、被包装物の平面サイズを正確に特定することができないという弱点がある。
【0008】
本発明は上記の点に鑑みてなされたものであり、被包装物の平面サイズを正確に特定することを可能とする技術を提供することを目的とする。
【課題を解決するための手段】
【0009】
請求項1の発明は、上面に、被包装物を載せる載置面が形成された載置台と、前記載置面を上方から撮像する撮像手段と、前記撮像手段が取得した撮像データを画像解析して、前記被包装物のサイズを特定する画像解析手段と、前記載置面に載置された被包装物を受け取って、前記被包装物を、緊張保持した状態のフィルムに対して押し当てるとともに、前記フィルムの周辺部を前記被包装物の底部側に折りたたんで、前記被包装物を包装する包装手段と、を備え、前記載置面に、そこに載せられた前記被包装物の輪郭線の少なくとも一部と交差するような模様が形成されており、前記画像解析手段が、前記被包装物が載置されていない状態の前記載置面の撮像データと、前記被包装物が載置されている状態の前記載置面の撮像データとの差分から、前記模様の非連続部分を特定し、当該非連続部分の位置に基づいて、前記被包装物のサイズを特定する。
【0010】
請求項2の発明は、請求項1に記載の包装装置であって、前記模様が、幾何学的パターンである。
【0011】
請求項3の発明は、請求項2に記載の包装装置であって、前記載置面の形状が長方形であり、前記幾何学的パターンが、前記載置面の周辺に対して非並行な直線の縞模様である。
【0012】
請求項4の発明は、請求項2に記載の包装装置であって、前記幾何学的パターンが、同心円の縞模様である。
【0013】
請求項5の発明は、請求項3または4に記載の包装装置であって、前記縞模様のピッチが、前記包装手段の動作精度に基づいて規定される。
【0014】
請求項6の発明は、請求項1から5のいずれかに記載の包装装置であって、前記模様が、第1色領域と第2色領域とから形成されており、前記載置面に光を照射して、前記第1色領域を第1の色に発色させる第1光源と、前記載置面に光を照射して、前記第2色領域を第2の色に発色させる第2光源と、を備える。
【0015】
請求項7の発明は、請求項1から5のいずれかに記載の包装装置であって、前記載置面に光を照射する光源と、前記光源から照射される光の色を切り換える発光色切換手段と、前記載置面に載置された前記被包装物の色を検出する色検出手段と、を備え、前記発光色切換手段が、前記被包装物の色に応じて前記光源から照射される光の色を切り換える。
【発明の効果】
【0016】
請求項1〜7に記載の発明によると、被包装物を載せる載置面に、そこに載せられた被包装物の輪郭線の少なくとも一部と交差するような模様が形成されている。この構成によると、被包装物が載置されている状態の載置面の撮像データには、模様の非連続部分が出現する。したがって、被包装物の平面サイズを正確に特定することができる。
【0017】
特に、請求項3または4に記載の発明によると、載置面に縞模様が付される。この構成によると、被包装物が縞模様の一方の色と近い色であっても、他方の色領域において模様の非連続部分が明確に出現する。したがって、被包装物の平面サイズを確実に特定することができる。
【0018】
特に、請求項5に記載の発明によると、載置面に付される縞模様のピッチが、包装手段の動作精度に基づいて規定される。載置面に縞模様が付される場合、たとえ、被包装物が縞模様の一方の色と近い色であっても、少なくとも、他方の色領域が現れるピッチ以上の精度で、被包装物のサイズを特定することができる。すなわち、この発明によると、被包装物の平面サイズを、少なくとも包装手段が必要とする動作精度以上の精度で確実に特定することができる。
【0019】
特に、請求項6に記載の発明によると、光源からの光照射によって載置面に模様を形成するので、多様な模様を容易に形成することができる。
【0020】
特に、請求項7に記載の発明によると、被包装物の色に応じて光源から照射される光の色を切り換える。この構成によると、載置面の模様を、被包装物の色とはっきりと異なる色にすることによって、模様の非連続部分をはっきりと出現させることができる。したがって、被包装物の平面サイズを確実に特定することができる。
【図面の簡単な説明】
【0021】
【図1】計量包装値付機の外観を示す斜視図である。
【図2】計量搬送機構の主たる構成を示す側面図である。
【図3】包装機の主たる構成を示す側面図である。
【図4】フィーダの平面図である。
【図5】フィーダの正面図である。
【図6】フィーダの動作を説明するための図である。
【図7】折込機構の構成を示す斜視図である。
【図8】載置面の平面図である。
【図9】商品の平面サイズを特定する処理の流れを示す図である。
【図10】商品の平面サイズを特定する処理を説明するための図である。
【図11】載置面に模様が形成されていない場合を説明するための図である。
【図12】商品と載置面の一部が同じ色の場合を説明するための図である。
【図13】商品が透明である場合を説明するための図である。
【図14】計量搬送機構の側面図である。
【図15】載置面の平面図である。
【図16】計量搬送機構の側面図である。
【図17】商品の色に応じて載置面の色を切り換える処理の流れを示す図である。
【図18】変形例に係る載置面の平面図である。
【図19】変形例に係る計量搬送機構の側面図である。
【図20】計量包装値付機の外観を示す斜視図である。
【図21】計量搬送機構の主たる構成を示す側面図である。
【図22】載置部材の側面図である。
【図23】載置面を真上から見下ろした図である。
【図24】変形例に係る載置部材の構成から得られる効果を説明するための図である。
【図25】載置部材の別の構成例を示す図である。
【図26】載置部材の別の構成例を示す図である。
【図27】従来の問題点を説明するための図である。
【発明を実施するための形態】
【0022】
<A.第1の実施の形態>
<1.計量包装値付機>
<1−1.構成>
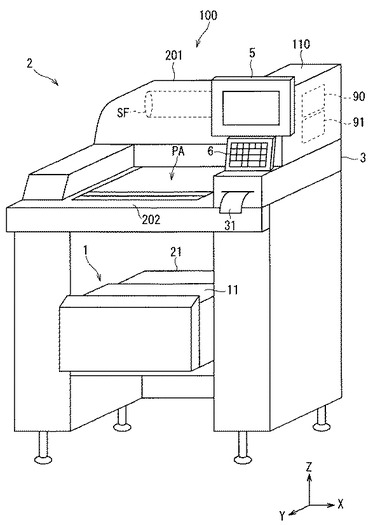
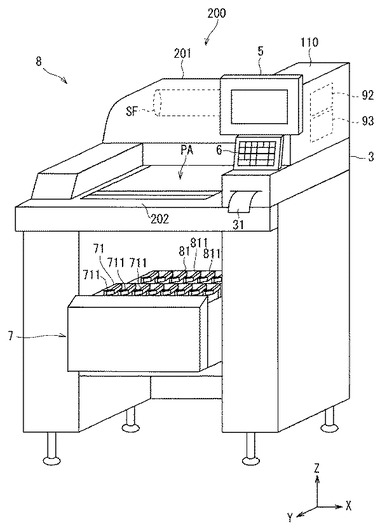
この発明の第1の実施の形態に係る計量包装値付機100の全体構成について図1を参照しながら説明する。図1は、計量包装値付機100の外観を示す斜視図である。なお、以下、説明に用いる各図には、計量包装値付機100の前後方向、左右方向及び上下方向をそれぞれX方向、Y方向、Z方向とするXYZ直交座標系が適宜付されている。
【0023】
計量包装値付機100は、被包装物である商品(例えば、発泡スチロールトレーに入れられた総菜等)の重量を計量して所定位置まで搬送する計量搬送機構1と、所定位置まで搬送された商品をストレッチフィルムによって包装する包装機2とを備える。また、商品の価格などが印字されたラベル31を発行するラベル発行装置3を備える。
【0024】
また、計量包装値付機100は、ユーザーインターフェイスとして機能する表示部5および操作部6を備える。表示部5は、例えばタッチパネルにより構成され、操作部としても機能する。操作部6は、例えば複数の操作キーにより構成される。表示部5及び操作部6に対して店舗スタッフから入力された操作情報は、後述する制御部90に入力され、制御部90は、入力された操作情報に応じて計量包装値付機100が備える各構成要素を制御する。
【0025】
また、計量包装値付機100の筐体110内には、ハードディスクなどにより構成される記憶部91と、CPUなどにより構成される制御部90とが格納されている。記憶部91には、動作プログラムなどの情報が記憶されており、制御部90はその動作プログラムに基づいて、計量包装値付機100が備える各構成要素を制御することにより、計量包装値付機100全体の動作を統括的に制御する。
【0026】
<1−2.動作>
計量包装値付機100の動作の概要を説明する。店舗スタッフが、載置部11に商品(例えば、発泡スチロールトレーに入れられた総菜等)を載置すると、計量搬送機構1は、載置された商品の重量を計量するとともに、商品を包装機2に向けて搬送する。計量搬送機構1での計量結果は制御部90に入力される。制御部90は、計量搬送機構1から入力された計量結果を表示部5に表示させる。
【0027】
一方、包装機2は、搬送されてきた商品を包装する。包装機2には、所定幅のストレッチフィルムSFがロール状に巻回された紙管(フィルムロール)がフィルム保持棒(図示省略)により保持されて、フィルム格納部201に格納されている。包装機2は、このストレッチフィルムSFを引き出して商品のサイズに応じた長さに切断し、切断したストレッチフィルムSFを包装エリアPAまで搬送して、ここで緊張保持する。計量搬送機構1から商品が搬送されてくると、包装機2は、当該商品を、リフト部材21によって、ストレッチフィルムSFが緊張保持されている包装エリアPAに向けて持ち上げる。商品は、包装エリアPAに緊張保持されているストレッチフィルムSFに対して突き上げられることによって、ストレッチフィルムSFで覆われることになる。続いて、包装機2は、ストレッチフィルムSFの周縁部を商品の下側に折り込むことによって、商品を包装し、包装後の商品を排出台202に向けて搬送する。
【0028】
一方、包装後の商品が排出台202に向けて搬送されるとき、ラベル発行装置3が、当該商品の重量や、当該商品の価格が印字されたラベル31を発行する。ただし、商品の重量や価格は、制御部90が、計量搬送機構1から入力された計量結果に基づいて予め算出している。店舗スタッフは、排出台202に排出された包装後の商品に発行されたラベル31を貼付し、これを店頭に並べることになる。
【0029】
<2.計量搬送機構1>
<2−1.構成>
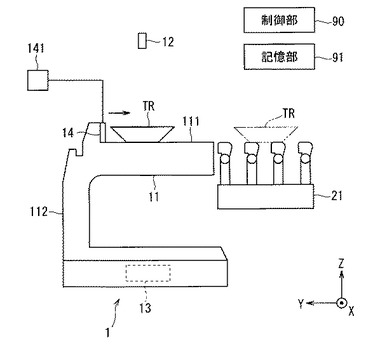
計量搬送機構1について、図2を参照しながら説明する。図2は、計量搬送機構1の主たる構成を示す側面図である。なお、図2には、説明のために、包装機2が備えるリフト部材21が示されている。
【0030】
計量搬送機構1は、載置部11と、カメラ12と、重量センサ13と、移送部材14とを主として備える。
【0031】
載置部11は、商品TRを載置するための部材(載置台)であり、支持部材112により支持され、その上面には商品TRを載置する載置面111が形成されている。ただし、ここでは、商品TRは、発泡スチロールトレーに入れられた総菜であるとする。
【0032】
カメラ12は、載置面111の上方に配置され、載置面111を上方から撮像して撮像データを取得する。取得された撮像データは制御部90に送られる。制御部90は、得られた撮像データを画像解析することによって、載置面111に載置された商品TRの平面サイズを算出する。載置面111の構成、および、制御部90が撮像データに基づいて商品TRの平面サイズを算出する態様については、後に具体的に説明する。
【0033】
重量センサ13は、載置面111上に載置された商品TRの重量を計測するセンサである。
【0034】
移送部材14は、載置面111上に載置された商品TRを包装機2のリフト部材21まで移送するための部材である。移送部材14は、載置面111のX方向の長さとほぼ同じ長さの板状部材であり、その底縁が載置面111に沿うように垂直に立てられた状態で、X方向に沿って延在して設けられている。また、移送部材14は、これをY方向に移動させる駆動機構141と接続されている。駆動機構141は、制御部90と電気的に接続されており、制御部90からの指示に応じて移送部材14をY方向に移動させる。
【0035】
<2−2.動作>
計量搬送機構1の動作について説明する。以下の動作は、制御部90が計量搬送機構1の各部を制御することによって行われる。
【0036】
センサ(図示省略)が載置面111に商品TRが載置されたことを検知すると、カメラ12が、商品TRが載置された載置面111を上方から撮像して、載置面111の撮像データを取得する。そして、取得した撮像データを制御部90に送信する。制御部90は、得られた撮像データを画像解析して載置面111に載置された商品TRの平面サイズを算出し、算出結果を記憶部91に格納する。
【0037】
また、重量センサ13は、載置面111に載置された商品TRの重量を計測し、取得した計量結果を制御部90に通知する。制御部90は、得られた計量結果を記憶部91に格納する。
【0038】
続いて、制御部90は、駆動機構141を制御して、商品TRについてリフト部材21と逆側(+Y方向側)におかれている移送部材14を、その底縁を載置面111に沿わせながら−Y方向に移動させる。移送部材14が−Y方向に移動すると、載置面111に載置された商品TRは、移送部材14に押されてリフト部材21まで移動する。これにより、載置面111に載置された商品TRがリフト部材21まで移送されることになる(図2の2点鎖線)。
【0039】
<3.包装機2>
<3−1.構成>
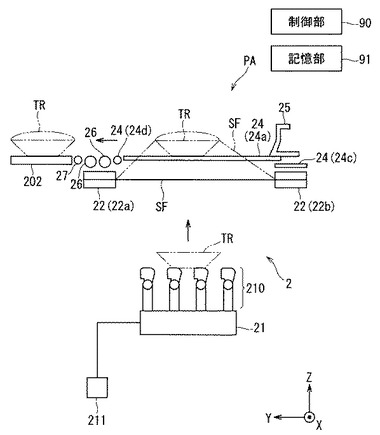
包装機2の構成について、図3を参照しながら説明する。図3は、包装機2の主たる構成を示す側面図である。
【0040】
包装機2は、リフト部材21と、フィーダ22と、左右側把持機構23(図4参照)と、折込機構24と、排出プッシャー25と、ヒータローラー26と、搬送ローラ27とを主として備える。
【0041】
リフト部材21は、リフトヘッド210上に移載された商品TRを包装エリアPAまで移動させるための部材であり、これをZ方向に移動させる駆動機構211と接続されている。駆動機構211は、制御部90と電気的に接続されており、制御部90からの指示に応じてリフト部材21をZ方向に移動させる。
【0042】
フィーダ22は、包装エリアPAの前後に設けられ、フィルム格納部201からフィルム搬送部(図示省略)によって送り出されるストレッチフィルムSFを包装エリアPAに供給するフィルム供給機構として機能するとともに、包装エリアPAに供給したストレッチフィルムSFのY方向の両端部を把持しながら、互いに離れる方向(Y方向)に引っ張ることにより、ストレッチフィルムSFを前後に伸張する前後側把持機構として機能する。フィーダ22の構成および動作については後に具体的に説明する。
【0043】
左右側把持機構23(図4参照)は、包装エリアPAの左右に設けられ、フィーダ22により包装エリアPAに供給されたストレッチフィルムSFのX方向の両端部を把持しながら、互いに離れる方向(X方向)に引っ張ることにより、ストレッチフィルムSFを左右に伸張する。
【0044】
折込機構24は、包装エリアPAの前後左右に設けられ、左右側把持機構23と協働して、包装エリアPAに緊張保持されたストレッチフィルムSFに対して突き上げられた商品TRの下側に、ストレッチフィルムSFの周縁部を折り込むための機構である。なお、折込機構24は、フィーダ22および左右側把持機構23と干渉しないように、フィーダ22および左右側把持機構23の上方に設けられている(図7参照)。折込機構24の構成および動作につては後に具体的に説明する。
【0045】
排出プッシャー25は、ストレッチフィルムSFの周縁部(具体的には、左右および後ろ側の周縁部)が折り込まれた状態の商品TRを、排出台202に向けて押し出すための部材である。
【0046】
ヒータローラー26は、Y方向に沿って延在する丸棒状部材であり、前側折込部材24dの+Y方向側であって、排出プッシャー25により押し出されてくる商品TRの底面と当接する位置に配置されている。ヒータローラー26は、制御部90によって制御される加熱手段(図示省略)によって加熱される。
【0047】
搬送ローラ27は、Y方向に沿って延在する丸棒状部材であり、ヒータローラー26と排出台202との間であって、排出プッシャー25により押し出されてくる商品TRの底面と当接する位置に配置されている。
【0048】
<3−2.動作>
包装機2の動作について説明する。以下の動作は、制御部90が包装機2の各部を制御することによって行われる。
【0049】
計量搬送機構1から搬送されてきた商品TRが、リフト部材21のリフトヘッド210上に移載されてくると、フィーダ22が、フィルム格納部201からストレッチフィルムSFを引き出して、商品TRのサイズに応じたサイズに切断する。これによって一片のストレッチフィルムSFが取得される。フィーダ22は、得られたストレッチフィルムSFを包装エリアPAに供給するとともに、包装エリアPAにおいてストレッチフィルムSFを前後に伸張保持する。フィーダ22の具体的な動作については、後により具体的に説明する。
【0050】
包装エリアPAに前後に伸張保持されたストレッチフィルムSFが供給されると、左右側把持機構23が、前後に伸長保持されているストレッチフィルムSFをさらに左右に伸張保持する。
【0051】
包装エリアPAにストレッチフィルムSFが緊張保持されると、制御部90は、駆動機構211を制御して、リフト部材21を+Z方向に移動させる。これにより、リフトヘッド210上に載置された商品TRが包装エリアPAまで移送されることになる。商品TRが包装エリアPAに到達すると、制御部90は、駆動機構211を制御して、リフト部材21をさらに+Z方向に移動させる。これにより、リフトヘッド210上に載置された商品TRが、包装エリアPAに緊張保持されているストレッチフィルムSFに対して突き上げられ、商品TRの上部分がストレッチフィルムSFで覆われることになる(図3の2点鎖線参照)。
【0052】
商品TRの上部分がストレッチフィルムSFで覆われると、折込機構24が、ストレッチフィルムSFの左右および後ろ側の周縁部を商品TRの下側に折り込む。
【0053】
折込機構24により、ストレッチフィルムSFの左右および後ろ側の周縁部が折り込まれると、排出プッシャー25が、商品TRを排出台202に向けて押し出す。このとき、前側折込部材24dにより、ストレッチフィルムSFの前側の周縁部が商品TRの下側に折り込まれる。
【0054】
排出プッシャー25により押し出される商品TRは、続いて、ヒータローラー26上に移動する。商品TRの底面には、前後左右から折り込まれたストレッチフィルムSFが重なり合っており、これがヒータローラー26によって熱溶着されることによって、商品TRが密包される。
【0055】
ヒータローラー26により密包された商品TRは、排出プッシャー25によりさらに押し出されて、搬送ローラ27を介して排出台202に排出される。
【0056】
<4.フィーダ22>
<4−1.構成>
フィーダ22の構成について、図3に加えて、図4、図5を参照しながらより具体的に説明する。図4は、フィーダ22の平面図である。図5は、フィーダ22の正面図である。
【0057】
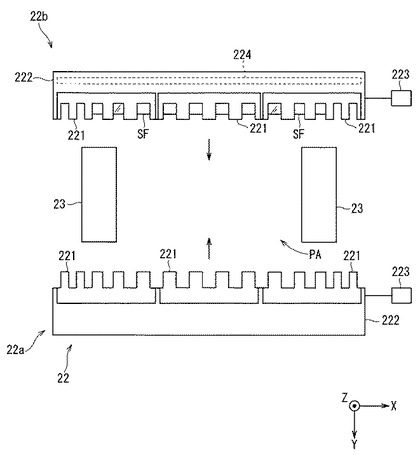
フィーダ22は、前側フィーダ22aと、前側フィーダ22aの後ろ側(−Y方向側)に配置された後側フィーダ22bとから構成される。
【0058】
図4を参照する。前側フィーダ22a、および、後側フィーダ22bのそれぞれは、これをY方向に移動させる駆動機構223と接続されている。駆動機構223は、制御部90と電気的に接続されており、制御部90からの指示に応じて前側フィーダ22aをY方向に移動させる。同様に、駆動機構223は、制御部90と電気的に接続されており、制御部90からの指示に応じて後側フィーダ22bをY方向に移動させる。すなわち、前側フィーダ22aと後側フィーダ22bとは、別個独立にY方向に移動されることになる。
【0059】
前側フィーダ22aが−Y方向に、後側フィーダ22bが+Y方向に、それぞれ移動すると、前側フィーダ22aと後側フィーダ22bとが互いに嵌合する。具体的には、後述する、前側フィーダ22aの3個の上方把持部材221の端部(櫛歯状の端部)と、後側フィーダ22bの3個の上方把持部材221の端部(櫛歯状の端部)とが互いに嵌合するとともに、前側フィーダ22aの下方把持部材222の端部(櫛歯状の端部)と、後側フィーダ22bの下方把持部材222端部(櫛歯状の端部)とが互いに嵌合する(図6(a)参照)。
【0060】
図4および図5を参照しながら各フィーダ22a,22bの構成についてより具体的に説明する。なお、前側フィーダ22aと後側フィーダ22bとは、同様の構成であるので、以下においては、後側フィーダ22bを例にとってその構成を具体的に説明する。
【0061】
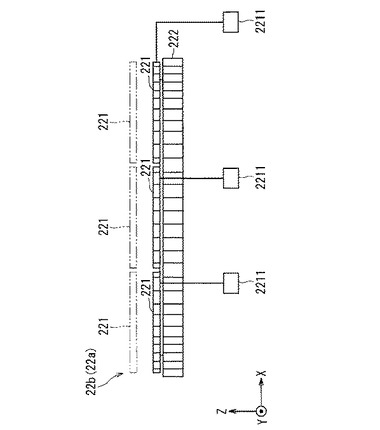
後側フィーダ22bは、X方向に沿って並べられた3個の上方把持部材221と、上方把持部材221の下側(−Z方向側)に配置された下方把持部材222とを備える。
【0062】
各部材221,222それぞれの端部(具体的には、前側フィーダ22aに対向する側の端部)には、X方向に沿って並ぶ複数の凸部が形成され、櫛歯形状となっている。
【0063】
また、3個の上方把持部材221のそれぞれは、これをZ方向に移動させる駆動機構2211と接続されている。駆動機構2211は、制御部90と電気的に接続されており、制御部90からの指示に応じて上方把持部材221をZ方向に移動させる。すなわち、各上方把持部材221は、別個独立にZ方向に移動されることになる。
【0064】
上方把持部材221と下方把持部材222との間にストレッチフィルムSFが存在する状態において上方把持部材221を−Z方向に移動させることによって、当該上方把持部材221と下方把持部材222とによってストレッチフィルムSFを把持させることができる。また、この状態において、上方把持部材221を+Z方向に移動させることによって、把持されていたストレッチフィルムSFを開放させることができる。なお、以下において、上方把持部材221が、ストレッチフィルムSFを把持できる程度に下方把持部材222に近接しており、上方把持部材221と下方把持部材222とによりストレッチフィルムSFが把持されている状態を「把持状態」という。また、上方把持部材221が、ストレッチフィルムSFの把持を解放できる程度に下方把持部材222から離間しており、ストレッチフィルムSFが把持されていない状態を「解放状態」という。
【0065】
上述したとおり、3個の上方把持部材221は別個独立にZ方向に移動される。したがって、上方把持部材221と下方把持部材222との間にストレッチフィルムSFが存在する状態において、例えば−X側に配置された上方把持部材221だけを−Z方向に移動させると、当該上方把持部材221と下方把持部材222とによって、ストレッチフィルムSFの+Y側端部のうち−X側の部分だけが把持される。また、例えば中央に配置された上方把持部材221だけを−Z方向に移動させると、ストレッチフィルムSFの+Y側端部のうち中央の部分だけが把持される。また、例えば+X側に配置された上方把持部材221だけを−Z方向に移動させると、ストレッチフィルムSFの+Y側端部のうち+X側の部分だけが把持される。
【0066】
<4−2.動作>
図6を参照しながらフィーダ22の動作について説明する。図6は、フィーダ22の動作を説明するための図である。以下の動作は、制御部90が各部を制御することによって行われる。
【0067】
フィルム格納部201に格納されたロール状のストレッチフィルムSFは、フィルム搬送部(図示省略)により、フィルム格納部201から後側フィーダ22bまで引き出されて、ストレッチフィルムSFの端部が、後側フィーダ22bの3個の上方把持部材221と、下方把持部材222との間にまで搬送される。ただし、このとき、後側フィーダ22bは開放状態とされている(図4に示される状態)。
【0068】
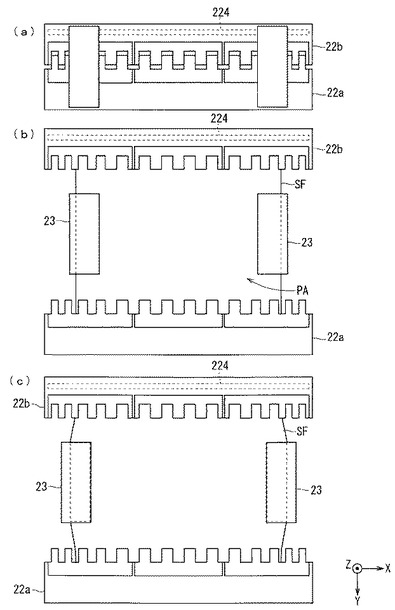
この状態で、前側フィーダ22aが−Y方向に移動される。前側フィーダ22aが、後側フィーダ22bと嵌合する位置まで移動されると(図6(a)に示される状態)、この位置で前側フィーダ22aは把持状態とされる。ただし、このとき、後側フィーダ22bは開放状態のままとされている。
【0069】
続いて、把持状態とされた前側フィーダ22aが+Y方向に移動されるとともに、開放状態とされている後側フィーダ22bが−Y方向に移動され、互いに遠ざかっていく。すると、後側フィーダ22bの櫛歯状の端部から露出するストレッチフィルムSFの端部が前側フィーダ22aにより+Y方向に引っ張られて引き出されていく。前側フィーダ22a、および、後側フィーダ22bは、それぞれ所定の停止位置で停止し、これによって、包装エリアPAにストレッチフィルムSFが供給されることになる。
【0070】
なお、前側フィーダ22a、および、後側フィーダ22bの停止位置は、商品TRの平面サイズ(具体的には、Y方向の長さ)に応じて規定される。すなわち、制御部90は、計量搬送機構1により取得されて記憶部91に記憶されている商品TRの平面サイズに基づいて、前側フィーダ22a、および、後側フィーダ22bの停止位置を決定する。したがって、商品TRが比較的大きい場合には、停止位置における前側フィーダ22aと後側フィーダ22bとの離間距離は比較的大きくなり、商品TRが比較的小さい場合には、当該離間距離は比較的小さくなる。
【0071】
ただし、後側フィーダ22bは、その停止位置に到達する前に開放状態から把持状態に切り換えられ、把持状態で停止位置まで−Y方向にさらに移動する。これによって、ストレッチフィルムSFがY方向に伸張されることになる。なお、後側フィーダ22bが把持状態とされると、その内部に設けられた内部カッター224がストレッチフィルムSFの−Y側端部をX軸に沿って切断する。これにより、ロール状のストレッチフィルムSFから商品TRのサイズに応じた一片のストレッチフィルムSFが切り取られることになる。
【0072】
前側フィーダ22a、および、後側フィーダ22bが、それぞれ所定の停止位置で停止し、ストレッチフィルムSFが包装エリアPAに緊張保持されると(図6(b)に示される状態)、続いて、左右側把持機構23が、ストレッチフィルムSFのX方向の両端部を把持しながら互いに離れる方向に移動する。これによって、ストレッチフィルムSFがX方向に伸張されることになる(図6(c)、図7に示される状態)。
【0073】
フィーダ22及び左右側把持機構23が、包装エリアPAにおいてストレッチフィルムSFの両端部を前後左右に引っ張って保持することによって、包装状態において商品TRを覆っているストレッチフィルムSFに皺が生じることが抑制される。また、大きな商品TRを小さなストレッチフィルムSFで包装可能となるため、装置の小型化が実現される。
【0074】
<5.折込機構24>
<5−1.構成>
折込機構24の構成について、図7を参照しながらより具体的に説明する。図7は、主として折込機構24の構成を示す斜視図である。
【0075】
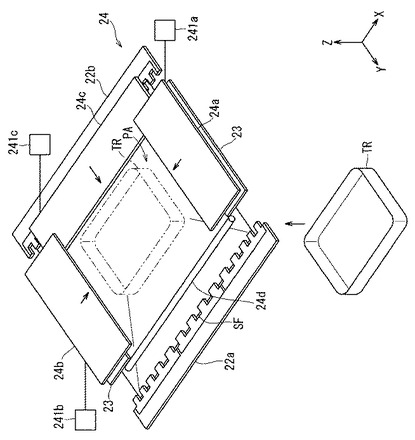
折込機構24は、左右前後に4個の折込部材(右側折込部材24a、左側折込部材24b、後側折込部材24c、および、前側折込部材24d)を備える。
【0076】
前側折込部材24dは、X方向に沿って延在する丸棒状部材であって、包装エリアPAの+Y側端部に配置されている。その他の折込部材24a,24b,24cは、板状部材であって、左側折込部材24bは包装エリアPAの−X側に、右側折込部材24aは+X側の端部に、後側折込部材24cは−Y側の端部に、それぞれ配置されている。
【0077】
左右の折込部材24a,24bのそれぞれは、これをX方向に移動させる駆動機構241a,241bと接続されている。駆動機構241aは、制御部90と電気的に接続されており、制御部90からの指示に応じて右側折込部材24aをX方向に移動させる。同様に、駆動機構241bは、制御部90と電気的に接続されており、制御部90からの指示に応じて左側折込部材24bをX方向に移動させる。すなわち、右側折込部材24aと左側折込部材24bとは、別個独立にX方向に移動されることになる。
【0078】
後側折込部材24cは、これをY方向に移動させる駆動機構241cと接続されている。駆動機構241cは、制御部90と電気的に接続されており、制御部90からの指示に応じて後側折込部材24cをY方向に移動させる。
【0079】
<5−2.動作>
折込機構24の動作について説明する。以下の動作は、制御部90が各部を制御することによって行われる。
【0080】
包装エリアPAにストレッチフィルムSFが緊張保持された状態において、リフト部材21が+Z方向に移動すると、リフトヘッド210上に載置された商品TRが、包装エリアPAに緊張保持されているストレッチフィルムSFに対して突き上げられ、商品TRの上部分がストレッチフィルムSFで覆われる。
【0081】
すると、まず、左右の折込機構24a,24bが+X方向及び−X方向にそれぞれ移動して互いに接近する。すると、左側折込部材24bは、ストレッチフィルムSFの−X側端部の上側面(ただし、フィルムの側端部分は、商品TRに突き上げられることによって傾斜している)に当接しながら商品TRとリフト部材21との間に潜り込み、これによって、ストレッチフィルムSFの−X側端部が商品TRの下側に折り込まれていく。同様に、右側折込部材24aは、ストレッチフィルムSFの+X側端部の上側面に当接しながら商品TRとリフト部材21との間に潜り込み、これによって、ストレッチフィルムSFの+X側端部が商品TRの下側に折り込まれていく。
【0082】
なお、左右の折込機構24a,24bが+X方向及び−X方向にそれぞれ移動される前に、前側フィーダ22a、および、後側フィーダ22bそれぞれが備える3個の上方把持部材221のうち、両端に配置された2個の上方把持部材221が把持状態から開放状態に切り換えられ、ストレッチフィルムSFのY側端部のうちの−X側部分及び+X側部分の把持が解放される。これによって、左右の折込機構24a,24bが移動してストレッチフィルムSFのX方向の端部と当接する際に、ストレッチフィルムSFが破れてしまうのを防ぐことができる。
【0083】
また、左側の左右側把持機構23は、左側折込部材24bがストレッチフィルムSFと当接する位置まで移動した際に、ストレッチフィルムSFの−X側端部を把持した状態のまま、左側折込部材24bよりも遅い速度で+X方向に移動開始し、左側折込部材24bがリフト部材21と接触する直前に、ストレッチフィルムSFの−X側端部を開放する。同様に、右側の左右側把持機構23は、右側折込部材24aがストレッチフィルムSFと当接する位置まで移動した際に、ストレッチフィルムSFの−X側端部を把持した状態のまま、右側折込部材24aよりも遅い速度で−X方向に移動開始し、右側折込部材24aがリフト部材21と接触する直前に、ストレッチフィルムSFの+X側端部を開放する。左右側把持機構23がこのように動作することによって、ストレッチフィルムSFが破れることが回避され、かつ、ストレッチフィルムSFのX方向の張りが弛むことも回避される。
【0084】
ストレッチフィルムSFのX側端部が商品TRの下側に折り込まれると、続いて、後側折込部材24cが+Y方向に移動する。すると、後側折込部材24cは、ストレッチフィルムSFの−Y側端部の上側面に当接しながら商品TRとリフト部材21との間に潜り込み、これによって、ストレッチフィルムSFの−Y側端部が商品TRの下側に折り込まれていく。
【0085】
なお、後側フィーダ22bは、後側折込部材24cがストレッチフィルムSFと当接する位置まで移動した際に、ストレッチフィルムSFの−Y側端部の中央部を把持した状態のまま、後側折込部材24cよりも遅い速度で+Y方向に移動開始し、後側折込部材24cがリフト部材21と接触する直前に、ストレッチフィルムSFの−Y側端部を開放する。後側フィーダ22bがこのように動作することによって、ストレッチフィルムSFが破れることが回避され、かつ、ストレッチフィルムSFのY方向の張りが弛むことも回避される。
【0086】
ストレッチフィルムSFの−Y側端部が商品TRの下側に折り込まれると、続いて、排出プッシャー25(図3参照)が+Y方向に移動する。これによって、リフトヘッド210上の商品TRが+Y方向に押動される。すると、前側折込部材24dは、ストレッチフィルムSFの+Y側端部の上側面に当接しながら商品TRの下側に潜り込み、これによって、ストレッチフィルムSFの+Y側端部が商品TRの下側に折り込まれていく。
【0087】
なお、前側フィーダ22aは、前側折込部材24dがストレッチフィルムSFと当接する位置まで移動されると、ストレッチフィルムSFの−Y側端部を開放する。
【0088】
以上の動作によって、商品TRが包装される。なお、包装された商品TRは、上述したとおり、排出プッシャー25によりさらに押し出され、ヒータローラー26にてその底面を熱溶着された上で、排出台202に排出されることになる。
【0089】
<6.商品TRの平面サイズを特定するための構成>
計量包装値付機100においては、上述したとおり、被包装物である商品TRの平面サイズに応じてストレッチフィルムSFの切断位置が決定される。すなわち、商品TRの平面サイズに応じてストレッチフィルムSFのサイズ(具体的には、長さ方向のサイズ)が決定される。
【0090】
商品TRの平面サイズは、上述したとおり、商品TRが載置された状態の載置面111を上方から撮像した撮像データを、制御部90にて画像解析することによって特定される。商品TRの平面サイズを特定するための構成について、具体的に説明する。
【0091】
<6−1.載置部11>
計量包装値付機100が備える載置部11について、図8を参照しながら説明する。図8は、載置部11に形成された載置面111の平面図である。
【0092】
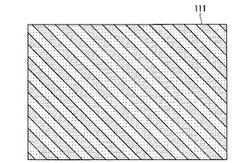
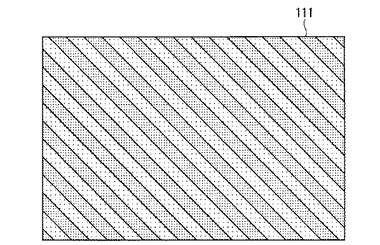
載置部11に形成された載置面111には、そこに載せられた商品TRの輪郭線の少なくとも一部と交差するような模様が形成されている。具体的には、載置面111の周辺に対して非並行な直線の縞模様の幾何学的パターンが形成されている。
【0093】
なお、載置面111に付される縞模様のピッチは、包装機2の動作精度に基づいて規定される。例えば、包装機2の動作精度が10mmである、より具体的には、包装機2が商品TRのサイズが10mm変わる毎にその動作条件を変更する構成であるとする。このとき、載置面111に形成される縞模様のピッチは、10mm以下(好ましくは、5〜10mm)とする。このようなピッチの縞模様が形成されている場合、10mm以下の精度で商品TRの平面サイズを特定することができる。すなわち、包装機2が必要とする精度で商品TRの平面サイズを特定することができる。
【0094】
<6−2.制御部90>
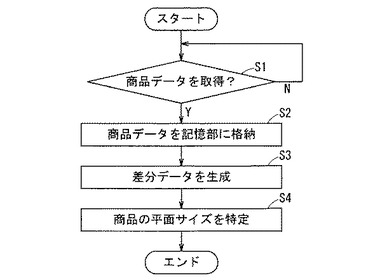
制御部90が商品TRの平面サイズを特定するために実行する処理の流れを、図9、図10を参照しながら説明する。図9は、当該処理の流れを示す図である。図10は、当該処理を説明するための図である。
【0095】
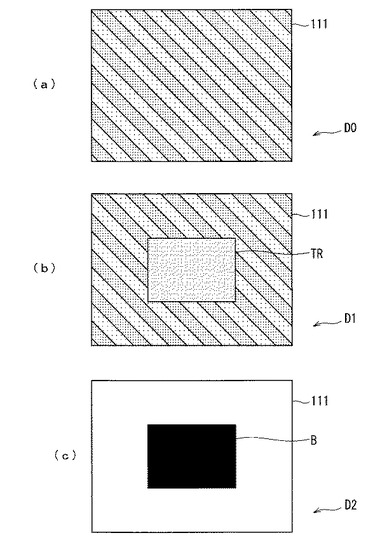
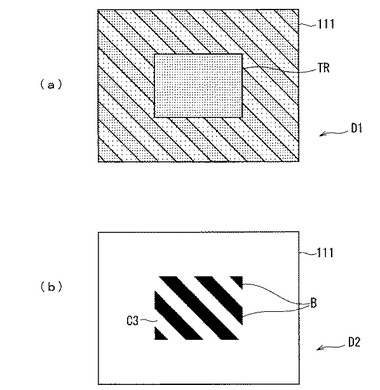
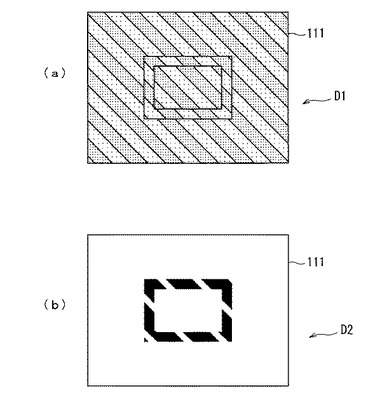
なお、以下の処理が実行される前提として、記憶部91には、商品TRが載置されていない状態の載置面111の撮像データ(以下「基準データD0」という)が予め記憶されているものとする。すなわち、制御部90は、例えば装置の初期設定時に、カメラ12に、商品TRが載置されていない状態の載置面111を撮像させ、取得された撮像データを、基準データD0として記憶部91に格納している。図10(a)には、基準データD0の一例が示されている。
【0096】
カメラ12が、商品TRが載置されている状態の載置面111の撮像データ(以下「商品データD1」)を取得すると(ステップS1でYES)、制御部90は、当該商品データD1を一旦記憶部91に格納する(ステップS2)。図10(b)には、取得された商品データD1の一例が示されている。
【0097】
続いて、制御部90は、記憶部91から基準データD0と商品データD1とを読み出して、両データの差分データD2を生成する(ステップS3)。具体的には、基準データD0と商品データD1との対応する画素の値を差分し、得られた値が所定の閾値より大きい場合には当該画素値に「1」を付与し、それ以外の場合には「0」を付与する。これにより、2値の差分データD2が取得されることになる。図10(c)には、図10(a)に例示される基準データD0と、図10(b)に示される商品データD1との差分データD2が示されている。
【0098】
なお、差分データD2は、載置面111を背景として商品TRが撮像されている商品データD1から、背景の載置面111だけが撮像されている基準データD0を差し引くことによって得られるデータであり、そこには、商品TRのみが切り出されて現れている(差分領域B)(いわゆる、背景差分)。いま、背景である載置面111には模様が形成されているので、差分データD2には、当該模様の非連続部分が抽出されて差分領域Bとして現れている、という見方ができる。
【0099】
差分データD2が取得されると、続いて、制御部90は、差分データD2に現れている差分領域Bの位置を特定し、当該位置に基づいて商品TRの平面サイズを特定する(ステップS4)。例えば、差分領域Bの画素集合(すなわち、画素値が「1」の画素集合)の座標分布を特定し、当該座標分布に基づいて商品TRの平面サイズを特定することができる。
【0100】
<7.効果>
上述したとおり、制御部90は、商品TRが載置された状態の載置面111を撮像して得られる商品データD1と基準データD0との差分データD2から商品TRの平面サイズを特定する。ところで、この方法においては、差分データD2に差分領域Bが現れなければ、商品TRの平面サイズを特定することができない。上記の実施の形態においては、載置面111に模様(具体的には、載置面111に載置された商品TRの輪郭線の少なくとも一部と交差するような模様)が形成されている。したがって、商品データD1には、模様の非連続部分が出現し、差分データD2に必ず差分領域Bが出現する。その結果、商品TRの平面サイズを正確に特定することができる。この点について、具体的に説明する。
【0101】
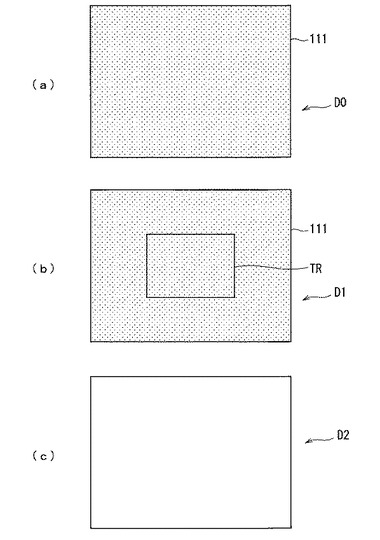
もしも、載置面111に模様が形成されていないとすると、差分データD2には必ず差分領域Bが現れるとは限らない。このような場合が、図11に例示されている。図11には、模様が形成されていない載置面111が用いられた場合の、基準データD0、商品データD1、および、差分データD2をそれぞれ例示する図である。例えば、商品TRと載置面111がたまたま同じ色、あるいは似た色であった場合、また、商品TRが透明であった場合(具体的には、総菜を入れるトレーが透明トレーであった場合)などにおいては、図11に示すように、差分領域Bは全く(もしくは、ほとんど)現れない。したがって、商品TRの平面サイズを正しく特定することができない。
【0102】
これに対し、載置面111に模様が形成されている場合、差分データD2には、たまたま商品TRに載置面111と同じ模様が形成されている場合を除けば、必ず差分領域Bが現れる。
【0103】
例えば、商品TRと載置面111の一部とがたまたま同じ色であった場合でも、図12に示すように、差分データD2には差分領域Bが現れる。すなわち、模様は、少なくとも2色以上にて構成されているため、一方の色が商品TRと同じであっても、他方の色領域の部分において差分領域Bが検出されるのである。
【0104】
また例えば、商品TRが透明であった場合でも、図13に示すように、差分データD2には差分領域Bが現れる。すなわち、模様は、載置面111に載置された商品TRの輪郭線の少なくとも一部と交差するように形成されているところ、商品データD1において、透明な商品TRの輪郭線と模様とが交わる付近で模様が本来の位置からずれた位置に現れ、このずれが、差分データD2において差分領域Bとして検出されるのである。なお、模様が商品TRの輪郭線付近で位置ずれを起こすのは、商品TR(具体的には、透明トレー)が、少なくともその縁において必ず一定の高さを有しているという事情に起因する。すなわち、光は透明トレーの縁を通過する際に屈折するため、商品データD1において、トレーの縁の下の模様は本来ある位置からずれた位置に現れるのである。
【0105】
このように、載置面111に模様が形成されていることによって、商品TRの色がたとえ載置面111の一部と同じ色であっても、また、商品TRが透明であっても、差分領域Bが現れる。したがって、被包装物の平面サイズを正確に特定することができる。
【0106】
<B.第2の実施の形態>
この発明の第2の実施の形態に係る計量包装値付機100aについて説明する。計量包装値付機100aの全体構成および全体の動作は第1の実施の形態に係る計量包装値付機100とほぼ同様であり、相違するのは計量搬送機構が備える載置部の構成だけである。以下においては、第1の実施の形態と相違する点のみについて説明するとともに、第1の実施の形態と同じ構成要素については同じ符号で示すこととする。
【0107】
<1.載置部11a>
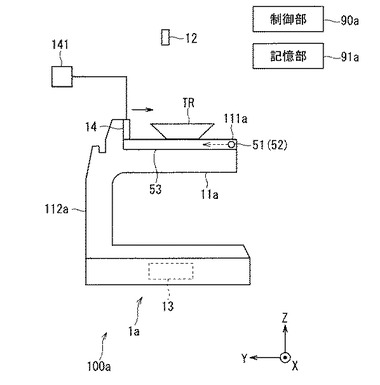
計量包装値付機100aの計量搬送機構1aが備える載置部11aについて、図14および図15を参照しながら説明する。図14は、計量搬送機構1aが備える計量搬送機構1aの側面図である。図15は、載置部11aに形成された載置面111aの平面図である。
【0108】
載置部11aは、商品TRを載置するための部材であり、支持部材112aにより支持され、その上面には商品TRを載置する載置面111aが形成されている。
【0109】
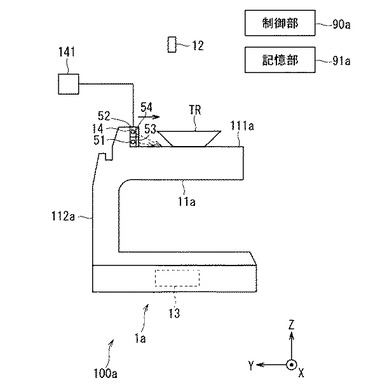
載置部11aは、第1光源51と第2光源52とを備える。第1光源51、および、第2光源52は移送部材14に固設され、ここから載置面111aの所定領域に向けて光を照射する。
【0110】
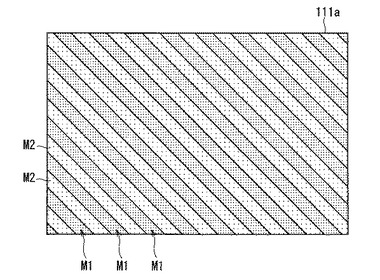
第1光源51は、載置面111aの所定領域(第1色領域M1)に光を照射する。一方、第2光源52は、第1色領域M1とは異なる領域(第2色領域M2)に光を照射する。ただし、ここでは、第1色領域M1と第2色領域M2とは、互いに隣接する帯状領域であって載置面111aの周辺に対して非並行に配置される。
【0111】
第1光源51と第2光源52とを用いて載置面111aの第1色領域M1、第2色領域M2のそれぞれを第1色、第2色に発色させる具体的態様について説明する。第1光源51と載置面111aとの間には、遮光板53が設けられている。この遮光板53には、一定間隔で配列された複数のスリットが形成されている。スリットは第1色領域M1に対応するような位置に形成されており、この遮光板53は、第1光源51から載置面111aの第1色領域M1に向かう光線のみを通過させるようになっている。つまり、第1光源51から照射された光の一部は遮光板53により遮光され、スリット部分を通過した光のみが載置面111aに到達する。これによって、第1色領域M1のみに第1光源51からの照射光が照射されることになる。第2光源52についても同様である。ただし、第2光源52と載置面111aとの間に設けられた遮光板54に形成されたスリットは、第2色領域M2に対応するような位置に形成されており、この遮光板54は、第2光源52から載置面111aの第2色領域M2に向かう光線のみを通過させるようになっている。第1光源51と第2光源52とは、照射光が互いに干渉しないように、例えば積層して配置する。
【0112】
第1光源51と第2光源52とは、互いに異なる色の光を照射する。以下において、第1光源51から照射される光の色(例えば、青色)を「第1色」と、第2光源52から照射される光の色(例えば、黄色)を「第2色」とそれぞれ示す。第1光源51および第2光源52によって、載置面111の第1色領域M1は第1色に、第2色領域M2は第2色に、それぞれ発色する。つまり、載置面111は、第1光源51および第2光源52によって2色に色分けされる。この実施の形態においては、この色分けによって載置面111a上に模様(具体的には、載置面111aの周辺に対して非並行な直線の縞模様の幾何学的パターン)が形成される。
【0113】
<2.平面サイズの特定>
商品TRの平面サイズを特定する処理の流れは、第1の実施の形態と同様である。すなわち、制御部90aは、商品TRが載置された状態の載置面111aを上方から撮像した撮像データを画像解析することによって商品TRの平面サイズを特定する。
【0114】
<3.効果>
上記の実施の形態においては、第1光源51および第2光源52によって載置面111aに模様が形成されているので、被包装物の平面サイズを正確に特定することができる。また、光源51,52からの光照射によって載置面111aに模様を形成するので、多様な模様を容易に形成することができる。
【0115】
<C.第3の実施の形態>
この発明の第3の実施の形態に係る計量包装値付機100bについて説明する。計量包装値付機100bの全体構成および全体の動作は第1の実施の形態に係る計量包装値付機100とほぼ同様であり、相違するのは計量搬送機構が備える載置部の構成だけである。以下においては、第1の実施の形態と相違する点のみについて説明するとともに、第1の実施の形態と同じ構成要素については同じ符号で示すこととする。
【0116】
<1.載置部11b>
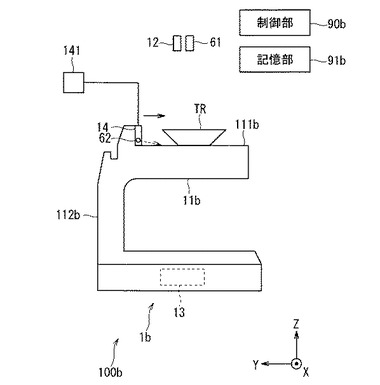
計量包装値付機100bが備える載置部11bについて、図16を参照しながら説明する。図16は、計量包装値付機100bが備える計量搬送機構1bの側面図である。
【0117】
載置部11bは、商品TRを載置するための部材であり、支持部材112bにより支持され、その上面には商品TRを載置する載置面111bが形成されている。
【0118】
載置部11bは、色検出部61と、光源62とを備える。
【0119】
色検出部61は、載置面111bに載置された商品TRの色を検出するセンサであり、例えばカラーセンサにより構成される。色検出部61は制御部90bと電気的に接続されており、検出結果を制御部90bに通知する。
【0120】
光源62は、移送部材14に固設され、ここから載置面111bの全域に光を照射する。ただし、この実施の形態においては、光源62は、少なくとも2色以上の光を切り換えて照射できる構成となっている。また、光源62は、制御部90bと電気的に接続されており、制御部90bからの指示に応じて照射光が切り換えられるものとする。すなわち、制御部90bは、光源62からの照射光を切り換える切換部として機能する。光源62からの照射光を受ける載置面111bは光源62からの照射光の色に発色することになる。
【0121】
なお、光源62を用いて載置面111bを光源62の照射する光の色に発色させる態様は上記のものに限らない。例えば、載置面111bを導光板により構成し(あるいは、載置面111bを透明の載置面カバーと導光板との積層構造により構成し)、光源62からの照射光を導光板によって載置面111bの全域に導く構成としてもよい。この場合、光源62からの照射光が導かれる載置面111bは光源62の照射する光の色に発光することになる。また例えば、載置面111bの全域に光源62を埋設する構成としてもよい。この場合も、載置面111bの全域に埋設された光源62が発光することによって載置面111bが光源62の照射する光の色に発光することになる。
【0122】
<2.照射光の切り換え>
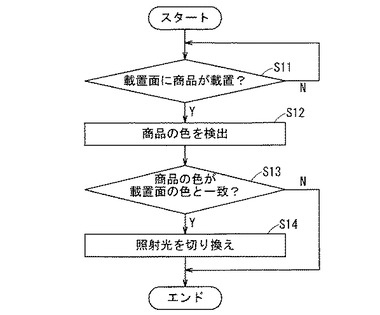
制御部90bは、載置面111bに載置される商品TRの色に応じて載置面111bの色を切り換える。制御部90bが行う処理の流れを、図17を参照しながら説明する。図17は、当該処理の流れを示す図である。
【0123】
制御部90bは、載置面111bに商品TRが載置されたことをセンサ(図示省略)により検出すると(ステップS11でYES)、色検出部61に、載置面111bに載置された商品TRの色を検出させ、検出結果を取得する(ステップS12)。
【0124】
続いて、制御部90bは、ステップS11で取得された検出結果に基づいて、載置面111bに載置された商品TRの色が、現時点の載置面111bの色(すなわち、現時点で光源62から照射されている光の色)と一致するとみなせるか否かを判断する(ステップS13)。制御部90bは、例えば、両者の色差が所定値以下の場合、両者が一致するとみなす。
【0125】
載置面111bに載置された商品TRの色と、現時点の載置面111bの色とが一致しないとみなされた場合(ステップS13でNO)、制御部90bは光源62からの照射光を切り換えることなく処理を終了する。
【0126】
一方、載置面111bに載置された商品TRの色と、現時点の載置面111bの色とが一致するとみなされた場合(ステップS13でYES)、制御部90bは光源62からの照射光を切り換える(ステップS14)。具体的には、光源62から照射可能な光のうち、載置面111bに載置された商品TRの色と最も大きく相違する色(具体的には、最も色差が大きい色)の光を照射光として選択し、当該色の光を光源62から照射させる。
【0127】
ステップS14の指示に応じて、光源62の発光色が切り換えられると、載置面111bの色が切り替わり、載置面111bの色と、そこに載置された商品TRの色とが大きく相違することになる。
【0128】
<3.平面サイズの特定>
商品TRの平面サイズを特定する処理の流れは、第1の実施の形態と同様である。すなわち、制御部90bは、商品TRが載置された状態の載置面111bを上方から撮像した撮像データを画像解析することによって商品TRの平面サイズを特定する。
【0129】
<4.効果>
上述したとおり、制御部90bは、商品TRが載置された状態の載置面111bを撮像して得られる商品データD1と基準データD0との差分データD2から商品TRの平面サイズを特定する。この方法においては、上述したとおり、商品TRと載置面111bがたまたま同じ色、あるいは似た色であった場合においては、差分データD2に差分領域Bは全く(もしくは、ほとんど)現れず、商品TRの平面サイズを正しく特定することができない(図11参照)。上記の実施の形態においては、載置面111bの色が、そこに載置される商品TRの色に応じて切り換えられる。具体的には、商品TRと載置面111bとが同じ色とみなされた場合は、載置面111bの色が商品TRと異なる色に切り換えられる。これによって、差分データD2に差分領域Bを出現させることが可能となり、その結果、被包装物の平面サイズを正確に特定することができる。
【0130】
<D.変形例>
<1.第1の変形例>
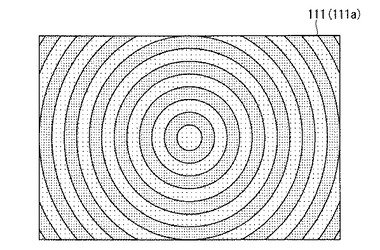
上記の第1の実施の形態および第2の実施の形態においては、載置面111,111aには、幾何学的パターンの模様(具体的には、載置面111,111aの周辺に対して非並行な直線の縞模様の幾何学的パターン)が形成されているとしたが、載置面111,111aに形成される模様はその他の幾何学的パターンであってもよい。例えば、図18に示すような、同心円の縞模様の幾何学的パターンが形成されていてもよい。また例えば、波線状の縞模様の幾何学的パターンが形成されていてもよい。また例えば、各種の形状・図案(例えば、店舗のロゴマーク)が規則的に連続して現れる幾何学パターンが形成されていてもよい。ただし、本明細書における「幾何学的パターン」とは、各種の形状や図案などが法則的に、あるいは規則的に配置されたパターンを意味する。
【0131】
また、載置面111,511に付される模様は、幾何学的パターンでなくてもよい。例えば、規則性のないイメージ画像(写真や絵画など)が模様として形成されてもよい。
【0132】
<2.第2の変形例>
上記の第2の実施の形態においては、第1光源51と第2光源52とを用いて載置面111aの第1色領域M1、第2色領域M2のそれぞれを第1色、第2色に発色させている。ここで、第1光源51と第2光源52とを用いて載置面111aの第1色領域M1、第2色領域M2のそれぞれを第1色、第2色に発色させる態様は、上記に説明した遮光板を用いた態様に限らない。
【0133】
例えば、図19に示すように、載置面111aの下方に、複数個の導光板53を所定のパターンで敷き詰めることによって載置面111aの各領域を各色に発光させる構成としてもよい。載置面111aの周辺に対して非並行な直線の縞模様の幾何学的パターンを形成する場合、例えば、棒状の導光板53を互いに隣接させて、載置面111aの周辺に対して非並行に敷き詰める。そして、第1色領域M1に相当する位置に敷かれた導光板53に第1光源51からの照射光を導き、第2色領域M2に相当する位置に敷かれた導光板53に第2光源52からの照射光を導く。この場合、第1光源51からの照射光が導かれる導光板53は第1色に発光し、第2光源52からの照射光が導かれる導光板53は第2色に発光する。すなわち、第1色領域M1、第2色領域M2のそれぞれが第1色、第2色に発色する。これによって、載置面111aが色分けされ、載置面111aの周辺に対して非並行な直線の縞模様の幾何学的パターンが形成される。
【0134】
また、例えば、各光源51,52を指向性の高い光源(例えば、レーザ)により構成し、それぞれによって第1色領域M1および第2色領域M2に直接に光を照射させる構成としてもよい。
【0135】
また例えば、載置面111aの第1色領域M1の全域に第1光源51を埋設するとともに、第2色領域M2の全域に第2光源52を埋設する構成としてもよい。この場合も、第1色領域M1に埋設された第1光源51が発光することによって第1色領域M1が第1色に発光し、第2色領域M2に埋設された第2光源52が発光することによって第2色領域M2が第2色に発光することになる。
【0136】
<3.第3の変形例>
上記の第2の実施の形態においては、載置面111aの第1色領域M1に光を照射する第1光源51と、第2色領域M2に光を照射する第2光源52とを備える構成とし、各光源51,52により載置面111a上を2色に色分けし、これにより載置面111aに模様を形成していた。この構成において、第1色領域M1、第2色領域M2のうちの少なくとも一方の領域について、当該領域の色を、そこに載置される商品TRの色に応じて切り換え可能な構成としてもよい。
【0137】
<3−1.構成>
この構成を実現するためには、第2の実施の形態に係る計量包装値付機100aの計量搬送機構1aにおいて、さらに、載置面111aに載置された商品TRの色を検出する色検出部を設けるとともに、各光源51,52のうちの少なくとも一方を、制御部90aからの指示に応じて、少なくとも2色以上を切り換えて照射できる構成とすればよい(色検出部、および、照射光を切り換える具体的な構成については、第2実施の形態に係る色検出部61および光源62を参照)。
【0138】
この構成によると、載置面111aに2種類以上の模様を形成させることができる。いま、例えば、第1光源51が青色の光を照射するものとし、第2光源52が、制御部90からの指示に応じて赤色、あるいは、黄色の光を切り換えて照射できるとする。すると、第1光源51が第1色領域M1に青色の光を照射し、第2光源513bが第2色領域M2に赤色の光を照射すると、載置面111aに青色と赤色の縞模様が形成される(第1の模様)。ここから、第2光源52からの照射光が赤色の光から黄色の光に切り換えられると、第1光源51が第1色領域M1に青色の光を照射し、第2光源513bが第2色領域M2に黄色の光を照射することとなり、載置面111aに青色と黄色の縞模様が形成される(第2の模様)。
【0139】
<3−2.照射光の切り換え>
この変形例においては、制御部90aは、載置面111aに載置される商品TRの模様に応じて載置面111aに形成する模様を切り換える。
【0140】
すなわち、制御部90aは、載置面111aに商品TRが載置されたことをセンサ(図示省略)により検出すると、色検出部に、載置面111aに載置された商品TRの構成色を検出させ、検出結果を取得する。
【0141】
そして、当該取得された検出結果に基づいて、載置面111aに載置された商品TRの構成色の組み合わせが、現時点の載置面111aの模様の構成色の組み合わせと一致するとみなせるか否かを判断する。
【0142】
例えば、載置面111aに、青色と赤色の縞模様(第1の模様)が形成されている場合において、商品TRの構成色として、白色のみが検出された場合、両者は一致しないとみなされる。また、商品TRの構成色として白色と赤色とが検出された場合も、両者は一致しないとみなされることになる。一方、商品TRの構成色として、青色と赤色とが検出された場合、両者は一致するとみなされることになる。
【0143】
両者が一致するとみなされた場合、制御部90aは第2光源52からの照射光を切り換える。これによって、載置面111aに形成される模様が第1の模様から第2の模様(青色と黄色の縞模様)に切り換えられることになる。したがって、載置面111bに形成された模様と、そこに載置された商品TRの模様とが確実に相違することになる。
【0144】
<3−3.平面サイズの特定>
商品TRの平面サイズを特定する処理の流れは、第1の実施の形態と同様である。すなわち、制御部90aは、商品TRが載置された状態の載置面111bを上方から撮像した撮像データを画像解析することによって商品TRの平面サイズを特定する。
【0145】
この変形例によると、載置面111aに形成される模様が、そこに載置される商品TRの構成色に応じて切り換えられる。具体的には、商品TRの構成色と載置面111aの模様の構成色とが同じ組み合わせとみなされた場合は、模様の構成色が商品TRと異なる色に切り換えられる。模様を、商品TRの色とはっきりと異なる色にすることによって、模様の非連続部分をはっきりと出現させる、すなわち、差分データD2に確実に差分領域Bを出現させることが可能となり、その結果、被包装物の平面サイズを正確に特定することができる。特に、この変形例によると、たまたま商品TRに載置面111aと同じ模様が形成されている場合であっても、模様を切り換える(具体的には、模様の構成色を切り換える)ことによって、必ず差分領域Bを出現させることができる。
【0146】
<E.その他の変形例>
上記の各実施の形態に係る計量包装値付機100,100a,100bは、発泡スチロールトレーに入れられた総菜等のように、底部が平面の商品を包装する場合に特に適している。以下においては、底部が平面とは限らない商品(例えば、青果)を包装する場合に特に適している計量包装値付機(以下、「計量包装値付機200」と示す)について説明する。なお、以下においては、第1の実施の形態に係る計量包装値付機100と相違する点のみを説明するとともに、第1の実施の形態と同じ構成要素については同じ符号で示すこととする。
【0147】
<1.構成>
計量包装値付機200の全体構成について、図20、および、図21を参照しながら説明する。図20は、計量包装値付機200の外観を示す斜視図である。図21は、計量包装値付機200が備える計量搬送機構7の側面図である。
【0148】
計量包装値付機200は、被包装物である商品の重量を計量して所定位置まで搬送する計量搬送機構7と、所定位置まで搬送された商品をストレッチフィルムによって包装する包装機8とを備える。
【0149】
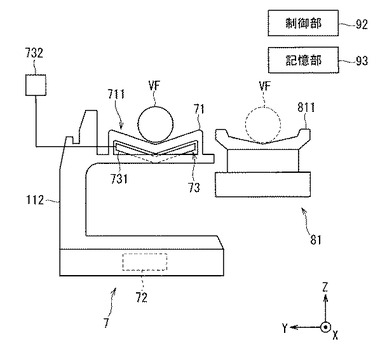
計量搬送機構7は、複数個の載置部材711と、重量センサ72と、移送部73とを主として備える。重量センサ72の構成は、第1の実施の形態に係る重量センサ13と同様である。
【0150】
載置部材711は、商品VF(ここでは、商品VFは、カボチャやナスなどの青果であるとする)を載置するための部材であり、中央部が最低部となり両端部に向かって緩やかに傾斜するV字形状の部材である。ここでは、複数個の載置部材711が一定間隔をおきながらX方向に沿って配列されることにより、中央部(Y方向についての中央部)が最低部となり前後の両端部に向かって緩やかに傾斜する断面V字形状の載置面71が構成される。載置面71がこのような形状とされることにより、商品VFがカボチャやスイカなどの転がりやすい形状であっても、これが載置面71から転がり落ちることが防止される。載置部材711については、後にさらに具体的に説明する。
【0151】
移送部73は、載置面71上に載置された商品VFを包装機8のリフト部材81まで移送するための部材であり、X方向に沿って一定間隔をおきながら互いに連結された複数個の移送部材731により構成される。
【0152】
移送部材731は、中央部が最低部となり両端部に向かって緩やかに傾斜するV字形状の部材である。このような形状の移送部材731から構成されることにより、移送部73の上面には、中央部(Y方向についての中央部)が最低部となり前後の両端部に向かって緩やかに傾斜する断面V字形状の支持面が構成される。後述するように、移送部73は、載置面71に載置された商品VFをすくい上げて支持面上に移載してリフト部材81まで移送するところ、支持面がこのような形状とされることにより、商品VFが転がりやすい形状であっても、移送中にこれが支持面から転がり落ちることが防止される。
【0153】
また、移送部73は、これをZ方向およびY方向に移動させる駆動機構732と接続されている。駆動機構732は、計量包装値付機200が備える制御部92と電気的に接続されており、制御部92からの指示に応じて移送部73をZ方向もしくはY方向に移動させる。
【0154】
包装機8の構成は、第1の実施の形態に係る包装機2とほぼ同様である。第1の実施の形態に係る包装機2と相違する点は、リフト部材81の備えるリフトヘッドの構成である。すなわち、この変形例に係るリフト部材81のリフトヘッドは、中央部が最低部となり前後の両端部に向かって緩やかに傾斜するV字形状の部材(ヘッド部材)811が複数個、一定間隔をおきながらX方向に沿って配列された構成となっている(図20参照)。ヘッド部材811が、V字形状とされることにより、リフトヘッドの上面には、中央部(Y方向についての中央部)が最低部となり両端部に向かって緩やかに傾斜する断面V字形状のリフト面が構成される。このような形状のリフト面が構成されることにより、商品VFが転がりやすい形状であっても、これがリフト面から転がり落ちることが防止される。
【0155】
<2.動作>
計量搬送機構7の動作について説明する。以下の動作は、制御部92が計量搬送機構7の各部を制御することによって行われる。
【0156】
センサ(図示省略)が載置面71に商品VFが載置されたことを検知すると、重量センサ13は、載置面71に載置された商品VFの重量を計測し、取得した計量結果を制御部92に通知する。制御部92は、得られた計量結果を記憶部93に格納する。
【0157】
続いて、制御部92は、駆動機構732を制御して、載置面71の下方におかれている移送部73を+Z方向に移動させて、載置面71上に載置されている商品VFをすくい上げる。ただし、移送部73を構成する複数個の移送部材731と、複数個の載置部材711とは平面視において互い違いになるように配置されているため、移送部73が載置面71と干渉することはない。
【0158】
載置面71上に載置されていた商品VFが移送部73上に移載されると、制御部92は、引き続き駆動機構732を制御して、移送部73を−Y方向に移動させ、これをリフト部材81の上方まで移動させる。移送部73がリフト部材81の上方に到達すると、制御部92は、リフト部材81を+Z方向に移動させて、移送部73上に載置されている商品VFをリフト部材81のリフト面上に移載する。ただし、移送部73を構成する複数個の移送部材731と、複数個のヘッド部材811とは平面視において互い違いになるように配置されているため、移送部73がリフト面と干渉することはない。以上の制御により、載置面71に載置されていた商品VFがリフト部材81まで移送されることになる。
【0159】
<3.載置部11>
<3−1.従来の問題>
計量包装値付機200においては、店舗スタッフが載置面71に商品VFをおくと、計量搬送機構7が、載置された商品VFを包装機8の包装エリアPAに向けて搬送し、包装機8が、包装エリアPAにおいて商品VFを包装する構成となっている。ここで、店舗スタッフが、断面V字形状に構成されている載置面71の谷の位置に商品VFを正しくおいた場合、包装エリアPAにて緊張保持されているストレッチフィルムSFの中央付近の下方に商品VFが搬送されていき、商品VFは適切に包装される。一方、店舗スタッフが、載置面71の谷からずれた位置に商品VFをおいてしまった場合、包装エリアPAにて緊張保持されているストレッチフィルムSFの中央付近の下方からずれた位置に商品VFが搬送されてしまう。このずれが大きくなってしまうと、商品VFが適正に包装されないおそれがある。また、載置面71上で商品VFが転がってしまい、安定した搬送動作が実現できない可能性も高い。
【0160】
このように、適正な包装動作のためには、店舗スタッフが、載置面71の谷の位置に商品VFを正しくおくことが求められる。
【0161】
ところで、店舗スタッフは、通常、計量包装値付機200の前に立って作業を行う。スペース効率を鑑みた計量包装値付機200の設計上、載置面71は、計量包装値付機200の内部に奥まった位置に配置されている(図20参照)。したがって、店舗スタッフは、載置面71を、斜め下方に見下ろす形で作業を行うことになる。
【0162】
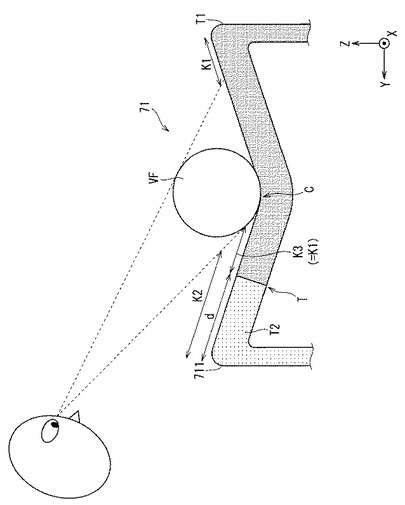
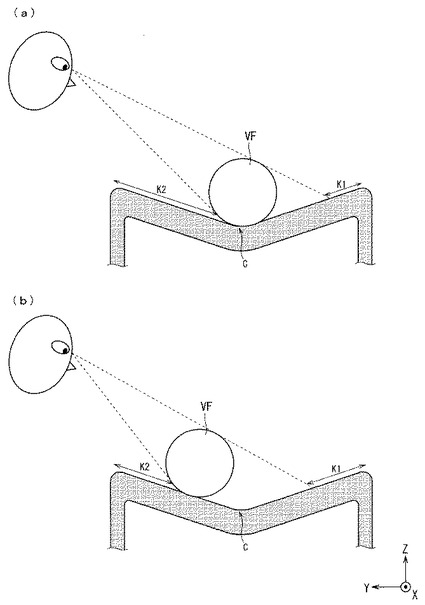
商品VFを載置面71の谷Cの位置においた場合、載置面71を斜め下方に見下ろす形で作業を行う店舗スタッフの目には、図27(a)に示すように、商品VFの向こう側(−Y方向側)に見える領域K1が、手前側(+Y方向側)に見える領域K2よりも小さく見える。人間の心理として、物の向こう側に見える領域と、手前側に見える領域とが等しくなったときにその物が中央におかれていると感じるので、店舗スタッフはこのような状態に違和感をもつ。このため、図27(b)に示すように、商品VFの向こう側(−Y方向側)に見える領域K1と、手前側(+Y方向側)に見える領域K2とが等しくなるような位置、すなわち、谷Cよりも手前側(+Y方向側)に、商品VFをおいてしまいがちになる。
【0163】
この変形例に係る発明は、店舗スタッフに、無理なく載置面71の中央に商品VFをおかせることを可能とする技術を提供することを目的としている。以下、この変形例の構成について、具体的に説明する。
【0164】
<3−2.載置面71の構成>
計量包装値付機200の計量搬送機構7が備える載置部材711について、図22を参照しながら説明する。図22は、載置部材711の側面図である。
【0165】
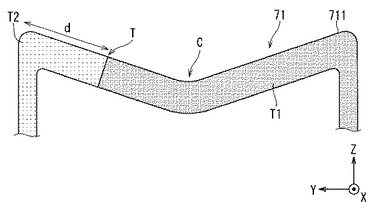
載置部材711は、上述したとおり、中央が谷Cとなり両端部に向かって緩やかに傾斜する傾斜部を備えるV字形状の部材である。載置部材711は、谷Cに対して前後非対称に彩色されている。すなわち、載置部材711には、その前方端部から谷Cに向けて距離dの位置に彩色境界線Tが規定され、彩色境界線Tより後方の領域(主領域)T1は第1色に彩色され、彩色境界線Tより前方の領域(前領域)T2は、第1色とは別の第2色に彩色される。
【0166】
第1色は、載置面71の基調色となる。したがって、店舗スタッフに、そこに載置面71があることが容易に認識されるように、第1色は比較的目立つ色であることが好ましい。また、載置面71は、そこに載置される商品VFと明確に区別可能な色に彩色されていることが好まく、商品VFが青果の場合、青色の青果は数少ないという事情から、載置面71は例えば青色に彩色されることが好ましい。そこで、この実施の形態においては、第1色は青色とする。
【0167】
一方、第2色は、そこが載置面71の一部でないように店舗スタッフに認識されるような目立たない色であることが好ましい。したがって、黒やグレー、もしくは、背景色(もしくは、背景色と似た色)を第2色とすることが好ましい。ただし、背景色とは、載置面71に商品VFを載置する作業を行う店舗スタッフの目から見て、載置面71の背景に見える色である。この実施の形態においては、第1色は背景色とする。
【0168】
<4.効果>
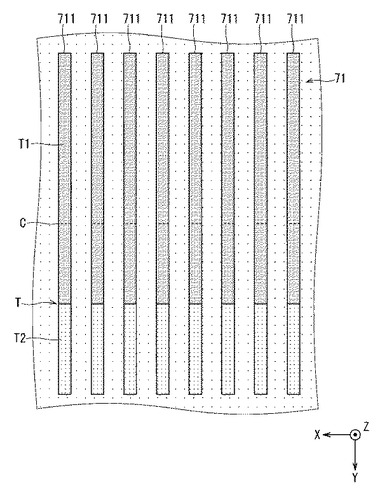
この変形例に係る計量搬送機構7においては、上述したとおり、第1色と第2色に色分けして彩色された載置部材711が複数個、X方向に沿って配列されることによって載置面71が形成される。図23には、載置面71を真上から見下ろした図が模式的に示されている。載置面71の前領域T2は背景色で彩色されているので、店舗スタッフの目には、載置面71の一部とは認識されにくい。したがって、図24に示すように、商品VFを載置面71の谷Cの位置においた状態において、店舗スタッは、商品VFの手前側に見えている領域K2のうち、前領域T2については載置面71と認識しにくい。したがって、店舗スタッフにとって、商品VFの手前側に見える領域は、前領域T2を除いた領域(見かけの前領域)K3となる。上記の実施の形態においては、計量包装値付機200の前に立って作業を行う店舗スタッフからみて、見かけの前領域K3が、商品VFの向こう側に見える領域K1と等しくなるような位置に商品VFをおけば、商品VFが載置面71の谷Cの位置におかれることになるように距離dが設定されている。したがって、店舗スタッフは、見かけの前領域K3が、商品VFの向こう側(−Y方向側)に見える領域K1と等しくなるような位置に商品VFをおくことによって、自然に、商品VFを載置面71の谷Cの位置におくことができる。すなわち、店舗スタッフは、違和感なく商品VFを載置面71の谷Cの位置におくことができる。
【0169】
このように、上記の変形例に係る構成によると、前領域T1を見えにくくする構成により、前領域T1が載置面71の一部でないかのような錯覚をおこさせることによって、店舗スタッフに、無理なく載置面71の谷Cの位置に商品VFをおかせることが可能となる。
【0170】
<5.変形例>
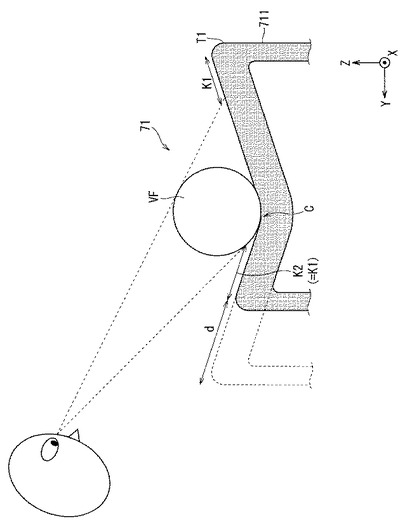
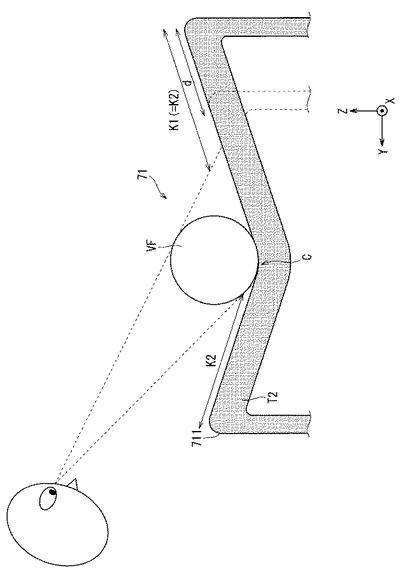
上記の実施の形態においては、谷Cから両端部に向かって緩やかに傾斜する傾斜部を備えるV字形状の部材である載置部材711を、彩色により、谷Cに対して非対称と見えるように構成していた。これを、彩色ではなく構造的に谷Cに対して非対称としてもよい。具体的には、上述した載置部材711において、図25に示すように、前側の傾斜部を長さd(すなわち、前領域T2に相当する部分)だけ切り取ってもよい。あるいは、図26に示すように、後ろ側の傾斜部を長さdだけさらに長くしてもよい。
【0171】
いずれの構成においても、商品VFを載置面71の谷Cの位置においた状態において、計量包装値付機200の前に立って作業を行う店舗スタッフには、商品VFの向こう側(−Y方向側)に見える領域K1と、手前側(+Y方向側)に見える領域K2とが等しくみえるように、各傾斜部の長さが調整されることになる。したがって、店舗スタッフに、無理なく載置面71の谷Cの位置に商品VFをおかせることが可能となる。
【符号の説明】
【0172】
1,7 計量搬送機構
2,8 包装機
90,90a,90b,92 制御部
11 載置部
111,111a,111b,71 載置面
100,100a,100b,200 計量包装値付機
D0 基準データ
D1 商品データ
D2 差分データ
【技術分野】
【0001】
本発明は、被包装物を、緊張保持した状態のフィルムに対して押し当てるとともに、フィルムの周辺部を被包装物の底部側に折りたたんで、被包装物を包装する包装装置に関する。
【背景技術】
【0002】
スーパー等では、野菜や発泡スチロールトレーに入れられた総菜等をストレッチフィルムによって包装する装置が用いられており、所謂「ストレッチ包装装置」として知られている(例えば、特許文献1参照)。
【0003】
一般的なストレッチ包装装置の動作の一例を説明する。店舗スタッフが所定の載置台に被包装物(例えば、総菜が入れられたトレー)を載せると、ストレッチ包装装置は、載せられた被包装物のサイズ(より正確には、被包装物の平面サイズ)を特定し、所定幅のストレッチフィルムを被包装物のサイズに応じた長さに切断する。そして、この切断したストレッチフィルムを、その幅方向の両側端を上下のベルトからなるフィーダで保持しながら、所定の包装位置(包装ステーション)にまで搬送し、ここで緊張保持する。包装ステーションでは、緊張保持されているストレッチフィルムに対して被包装物を押し上げ、被包装物をフィルムに密着させる。この状態で、ストレッチフィルムの周辺部を被包装物の底部側に折り込んで、被包装物を包装する。さらに、被包装物の底面のフィルムにヒートシールを施し、以上で包装が完了する。
【0004】
ストレッチ包装装置において適正に被包装物を包装するためには、被包装物の平面サイズを正確に特定する必要がある。被包装物の平面サイズを特定する方法としては、例えば、載置台に載せられた被包装物を上方からカメラで撮像し、得られた撮像データを画像解析することによってこれを特定するものがあり、現在実用化されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−97309号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来の方法によると、載置台の色と被包装物の色とがはっきりと相違する場合は、撮像データから被包装物が明確に把握できるので、撮像データを画像解析することによって被包装物の平面サイズを正確に特定することができる。
【0007】
しかしながら、従来の方法では、例えば、載置台の色と被包装物の色とが似ている場合、また、被包装物が透明なトレーである場合は、撮像データから被包装物を明確に把握しにくく、被包装物の平面サイズを正確に特定することができないという弱点がある。
【0008】
本発明は上記の点に鑑みてなされたものであり、被包装物の平面サイズを正確に特定することを可能とする技術を提供することを目的とする。
【課題を解決するための手段】
【0009】
請求項1の発明は、上面に、被包装物を載せる載置面が形成された載置台と、前記載置面を上方から撮像する撮像手段と、前記撮像手段が取得した撮像データを画像解析して、前記被包装物のサイズを特定する画像解析手段と、前記載置面に載置された被包装物を受け取って、前記被包装物を、緊張保持した状態のフィルムに対して押し当てるとともに、前記フィルムの周辺部を前記被包装物の底部側に折りたたんで、前記被包装物を包装する包装手段と、を備え、前記載置面に、そこに載せられた前記被包装物の輪郭線の少なくとも一部と交差するような模様が形成されており、前記画像解析手段が、前記被包装物が載置されていない状態の前記載置面の撮像データと、前記被包装物が載置されている状態の前記載置面の撮像データとの差分から、前記模様の非連続部分を特定し、当該非連続部分の位置に基づいて、前記被包装物のサイズを特定する。
【0010】
請求項2の発明は、請求項1に記載の包装装置であって、前記模様が、幾何学的パターンである。
【0011】
請求項3の発明は、請求項2に記載の包装装置であって、前記載置面の形状が長方形であり、前記幾何学的パターンが、前記載置面の周辺に対して非並行な直線の縞模様である。
【0012】
請求項4の発明は、請求項2に記載の包装装置であって、前記幾何学的パターンが、同心円の縞模様である。
【0013】
請求項5の発明は、請求項3または4に記載の包装装置であって、前記縞模様のピッチが、前記包装手段の動作精度に基づいて規定される。
【0014】
請求項6の発明は、請求項1から5のいずれかに記載の包装装置であって、前記模様が、第1色領域と第2色領域とから形成されており、前記載置面に光を照射して、前記第1色領域を第1の色に発色させる第1光源と、前記載置面に光を照射して、前記第2色領域を第2の色に発色させる第2光源と、を備える。
【0015】
請求項7の発明は、請求項1から5のいずれかに記載の包装装置であって、前記載置面に光を照射する光源と、前記光源から照射される光の色を切り換える発光色切換手段と、前記載置面に載置された前記被包装物の色を検出する色検出手段と、を備え、前記発光色切換手段が、前記被包装物の色に応じて前記光源から照射される光の色を切り換える。
【発明の効果】
【0016】
請求項1〜7に記載の発明によると、被包装物を載せる載置面に、そこに載せられた被包装物の輪郭線の少なくとも一部と交差するような模様が形成されている。この構成によると、被包装物が載置されている状態の載置面の撮像データには、模様の非連続部分が出現する。したがって、被包装物の平面サイズを正確に特定することができる。
【0017】
特に、請求項3または4に記載の発明によると、載置面に縞模様が付される。この構成によると、被包装物が縞模様の一方の色と近い色であっても、他方の色領域において模様の非連続部分が明確に出現する。したがって、被包装物の平面サイズを確実に特定することができる。
【0018】
特に、請求項5に記載の発明によると、載置面に付される縞模様のピッチが、包装手段の動作精度に基づいて規定される。載置面に縞模様が付される場合、たとえ、被包装物が縞模様の一方の色と近い色であっても、少なくとも、他方の色領域が現れるピッチ以上の精度で、被包装物のサイズを特定することができる。すなわち、この発明によると、被包装物の平面サイズを、少なくとも包装手段が必要とする動作精度以上の精度で確実に特定することができる。
【0019】
特に、請求項6に記載の発明によると、光源からの光照射によって載置面に模様を形成するので、多様な模様を容易に形成することができる。
【0020】
特に、請求項7に記載の発明によると、被包装物の色に応じて光源から照射される光の色を切り換える。この構成によると、載置面の模様を、被包装物の色とはっきりと異なる色にすることによって、模様の非連続部分をはっきりと出現させることができる。したがって、被包装物の平面サイズを確実に特定することができる。
【図面の簡単な説明】
【0021】
【図1】計量包装値付機の外観を示す斜視図である。
【図2】計量搬送機構の主たる構成を示す側面図である。
【図3】包装機の主たる構成を示す側面図である。
【図4】フィーダの平面図である。
【図5】フィーダの正面図である。
【図6】フィーダの動作を説明するための図である。
【図7】折込機構の構成を示す斜視図である。
【図8】載置面の平面図である。
【図9】商品の平面サイズを特定する処理の流れを示す図である。
【図10】商品の平面サイズを特定する処理を説明するための図である。
【図11】載置面に模様が形成されていない場合を説明するための図である。
【図12】商品と載置面の一部が同じ色の場合を説明するための図である。
【図13】商品が透明である場合を説明するための図である。
【図14】計量搬送機構の側面図である。
【図15】載置面の平面図である。
【図16】計量搬送機構の側面図である。
【図17】商品の色に応じて載置面の色を切り換える処理の流れを示す図である。
【図18】変形例に係る載置面の平面図である。
【図19】変形例に係る計量搬送機構の側面図である。
【図20】計量包装値付機の外観を示す斜視図である。
【図21】計量搬送機構の主たる構成を示す側面図である。
【図22】載置部材の側面図である。
【図23】載置面を真上から見下ろした図である。
【図24】変形例に係る載置部材の構成から得られる効果を説明するための図である。
【図25】載置部材の別の構成例を示す図である。
【図26】載置部材の別の構成例を示す図である。
【図27】従来の問題点を説明するための図である。
【発明を実施するための形態】
【0022】
<A.第1の実施の形態>
<1.計量包装値付機>
<1−1.構成>
この発明の第1の実施の形態に係る計量包装値付機100の全体構成について図1を参照しながら説明する。図1は、計量包装値付機100の外観を示す斜視図である。なお、以下、説明に用いる各図には、計量包装値付機100の前後方向、左右方向及び上下方向をそれぞれX方向、Y方向、Z方向とするXYZ直交座標系が適宜付されている。
【0023】
計量包装値付機100は、被包装物である商品(例えば、発泡スチロールトレーに入れられた総菜等)の重量を計量して所定位置まで搬送する計量搬送機構1と、所定位置まで搬送された商品をストレッチフィルムによって包装する包装機2とを備える。また、商品の価格などが印字されたラベル31を発行するラベル発行装置3を備える。
【0024】
また、計量包装値付機100は、ユーザーインターフェイスとして機能する表示部5および操作部6を備える。表示部5は、例えばタッチパネルにより構成され、操作部としても機能する。操作部6は、例えば複数の操作キーにより構成される。表示部5及び操作部6に対して店舗スタッフから入力された操作情報は、後述する制御部90に入力され、制御部90は、入力された操作情報に応じて計量包装値付機100が備える各構成要素を制御する。
【0025】
また、計量包装値付機100の筐体110内には、ハードディスクなどにより構成される記憶部91と、CPUなどにより構成される制御部90とが格納されている。記憶部91には、動作プログラムなどの情報が記憶されており、制御部90はその動作プログラムに基づいて、計量包装値付機100が備える各構成要素を制御することにより、計量包装値付機100全体の動作を統括的に制御する。
【0026】
<1−2.動作>
計量包装値付機100の動作の概要を説明する。店舗スタッフが、載置部11に商品(例えば、発泡スチロールトレーに入れられた総菜等)を載置すると、計量搬送機構1は、載置された商品の重量を計量するとともに、商品を包装機2に向けて搬送する。計量搬送機構1での計量結果は制御部90に入力される。制御部90は、計量搬送機構1から入力された計量結果を表示部5に表示させる。
【0027】
一方、包装機2は、搬送されてきた商品を包装する。包装機2には、所定幅のストレッチフィルムSFがロール状に巻回された紙管(フィルムロール)がフィルム保持棒(図示省略)により保持されて、フィルム格納部201に格納されている。包装機2は、このストレッチフィルムSFを引き出して商品のサイズに応じた長さに切断し、切断したストレッチフィルムSFを包装エリアPAまで搬送して、ここで緊張保持する。計量搬送機構1から商品が搬送されてくると、包装機2は、当該商品を、リフト部材21によって、ストレッチフィルムSFが緊張保持されている包装エリアPAに向けて持ち上げる。商品は、包装エリアPAに緊張保持されているストレッチフィルムSFに対して突き上げられることによって、ストレッチフィルムSFで覆われることになる。続いて、包装機2は、ストレッチフィルムSFの周縁部を商品の下側に折り込むことによって、商品を包装し、包装後の商品を排出台202に向けて搬送する。
【0028】
一方、包装後の商品が排出台202に向けて搬送されるとき、ラベル発行装置3が、当該商品の重量や、当該商品の価格が印字されたラベル31を発行する。ただし、商品の重量や価格は、制御部90が、計量搬送機構1から入力された計量結果に基づいて予め算出している。店舗スタッフは、排出台202に排出された包装後の商品に発行されたラベル31を貼付し、これを店頭に並べることになる。
【0029】
<2.計量搬送機構1>
<2−1.構成>
計量搬送機構1について、図2を参照しながら説明する。図2は、計量搬送機構1の主たる構成を示す側面図である。なお、図2には、説明のために、包装機2が備えるリフト部材21が示されている。
【0030】
計量搬送機構1は、載置部11と、カメラ12と、重量センサ13と、移送部材14とを主として備える。
【0031】
載置部11は、商品TRを載置するための部材(載置台)であり、支持部材112により支持され、その上面には商品TRを載置する載置面111が形成されている。ただし、ここでは、商品TRは、発泡スチロールトレーに入れられた総菜であるとする。
【0032】
カメラ12は、載置面111の上方に配置され、載置面111を上方から撮像して撮像データを取得する。取得された撮像データは制御部90に送られる。制御部90は、得られた撮像データを画像解析することによって、載置面111に載置された商品TRの平面サイズを算出する。載置面111の構成、および、制御部90が撮像データに基づいて商品TRの平面サイズを算出する態様については、後に具体的に説明する。
【0033】
重量センサ13は、載置面111上に載置された商品TRの重量を計測するセンサである。
【0034】
移送部材14は、載置面111上に載置された商品TRを包装機2のリフト部材21まで移送するための部材である。移送部材14は、載置面111のX方向の長さとほぼ同じ長さの板状部材であり、その底縁が載置面111に沿うように垂直に立てられた状態で、X方向に沿って延在して設けられている。また、移送部材14は、これをY方向に移動させる駆動機構141と接続されている。駆動機構141は、制御部90と電気的に接続されており、制御部90からの指示に応じて移送部材14をY方向に移動させる。
【0035】
<2−2.動作>
計量搬送機構1の動作について説明する。以下の動作は、制御部90が計量搬送機構1の各部を制御することによって行われる。
【0036】
センサ(図示省略)が載置面111に商品TRが載置されたことを検知すると、カメラ12が、商品TRが載置された載置面111を上方から撮像して、載置面111の撮像データを取得する。そして、取得した撮像データを制御部90に送信する。制御部90は、得られた撮像データを画像解析して載置面111に載置された商品TRの平面サイズを算出し、算出結果を記憶部91に格納する。
【0037】
また、重量センサ13は、載置面111に載置された商品TRの重量を計測し、取得した計量結果を制御部90に通知する。制御部90は、得られた計量結果を記憶部91に格納する。
【0038】
続いて、制御部90は、駆動機構141を制御して、商品TRについてリフト部材21と逆側(+Y方向側)におかれている移送部材14を、その底縁を載置面111に沿わせながら−Y方向に移動させる。移送部材14が−Y方向に移動すると、載置面111に載置された商品TRは、移送部材14に押されてリフト部材21まで移動する。これにより、載置面111に載置された商品TRがリフト部材21まで移送されることになる(図2の2点鎖線)。
【0039】
<3.包装機2>
<3−1.構成>
包装機2の構成について、図3を参照しながら説明する。図3は、包装機2の主たる構成を示す側面図である。
【0040】
包装機2は、リフト部材21と、フィーダ22と、左右側把持機構23(図4参照)と、折込機構24と、排出プッシャー25と、ヒータローラー26と、搬送ローラ27とを主として備える。
【0041】
リフト部材21は、リフトヘッド210上に移載された商品TRを包装エリアPAまで移動させるための部材であり、これをZ方向に移動させる駆動機構211と接続されている。駆動機構211は、制御部90と電気的に接続されており、制御部90からの指示に応じてリフト部材21をZ方向に移動させる。
【0042】
フィーダ22は、包装エリアPAの前後に設けられ、フィルム格納部201からフィルム搬送部(図示省略)によって送り出されるストレッチフィルムSFを包装エリアPAに供給するフィルム供給機構として機能するとともに、包装エリアPAに供給したストレッチフィルムSFのY方向の両端部を把持しながら、互いに離れる方向(Y方向)に引っ張ることにより、ストレッチフィルムSFを前後に伸張する前後側把持機構として機能する。フィーダ22の構成および動作については後に具体的に説明する。
【0043】
左右側把持機構23(図4参照)は、包装エリアPAの左右に設けられ、フィーダ22により包装エリアPAに供給されたストレッチフィルムSFのX方向の両端部を把持しながら、互いに離れる方向(X方向)に引っ張ることにより、ストレッチフィルムSFを左右に伸張する。
【0044】
折込機構24は、包装エリアPAの前後左右に設けられ、左右側把持機構23と協働して、包装エリアPAに緊張保持されたストレッチフィルムSFに対して突き上げられた商品TRの下側に、ストレッチフィルムSFの周縁部を折り込むための機構である。なお、折込機構24は、フィーダ22および左右側把持機構23と干渉しないように、フィーダ22および左右側把持機構23の上方に設けられている(図7参照)。折込機構24の構成および動作につては後に具体的に説明する。
【0045】
排出プッシャー25は、ストレッチフィルムSFの周縁部(具体的には、左右および後ろ側の周縁部)が折り込まれた状態の商品TRを、排出台202に向けて押し出すための部材である。
【0046】
ヒータローラー26は、Y方向に沿って延在する丸棒状部材であり、前側折込部材24dの+Y方向側であって、排出プッシャー25により押し出されてくる商品TRの底面と当接する位置に配置されている。ヒータローラー26は、制御部90によって制御される加熱手段(図示省略)によって加熱される。
【0047】
搬送ローラ27は、Y方向に沿って延在する丸棒状部材であり、ヒータローラー26と排出台202との間であって、排出プッシャー25により押し出されてくる商品TRの底面と当接する位置に配置されている。
【0048】
<3−2.動作>
包装機2の動作について説明する。以下の動作は、制御部90が包装機2の各部を制御することによって行われる。
【0049】
計量搬送機構1から搬送されてきた商品TRが、リフト部材21のリフトヘッド210上に移載されてくると、フィーダ22が、フィルム格納部201からストレッチフィルムSFを引き出して、商品TRのサイズに応じたサイズに切断する。これによって一片のストレッチフィルムSFが取得される。フィーダ22は、得られたストレッチフィルムSFを包装エリアPAに供給するとともに、包装エリアPAにおいてストレッチフィルムSFを前後に伸張保持する。フィーダ22の具体的な動作については、後により具体的に説明する。
【0050】
包装エリアPAに前後に伸張保持されたストレッチフィルムSFが供給されると、左右側把持機構23が、前後に伸長保持されているストレッチフィルムSFをさらに左右に伸張保持する。
【0051】
包装エリアPAにストレッチフィルムSFが緊張保持されると、制御部90は、駆動機構211を制御して、リフト部材21を+Z方向に移動させる。これにより、リフトヘッド210上に載置された商品TRが包装エリアPAまで移送されることになる。商品TRが包装エリアPAに到達すると、制御部90は、駆動機構211を制御して、リフト部材21をさらに+Z方向に移動させる。これにより、リフトヘッド210上に載置された商品TRが、包装エリアPAに緊張保持されているストレッチフィルムSFに対して突き上げられ、商品TRの上部分がストレッチフィルムSFで覆われることになる(図3の2点鎖線参照)。
【0052】
商品TRの上部分がストレッチフィルムSFで覆われると、折込機構24が、ストレッチフィルムSFの左右および後ろ側の周縁部を商品TRの下側に折り込む。
【0053】
折込機構24により、ストレッチフィルムSFの左右および後ろ側の周縁部が折り込まれると、排出プッシャー25が、商品TRを排出台202に向けて押し出す。このとき、前側折込部材24dにより、ストレッチフィルムSFの前側の周縁部が商品TRの下側に折り込まれる。
【0054】
排出プッシャー25により押し出される商品TRは、続いて、ヒータローラー26上に移動する。商品TRの底面には、前後左右から折り込まれたストレッチフィルムSFが重なり合っており、これがヒータローラー26によって熱溶着されることによって、商品TRが密包される。
【0055】
ヒータローラー26により密包された商品TRは、排出プッシャー25によりさらに押し出されて、搬送ローラ27を介して排出台202に排出される。
【0056】
<4.フィーダ22>
<4−1.構成>
フィーダ22の構成について、図3に加えて、図4、図5を参照しながらより具体的に説明する。図4は、フィーダ22の平面図である。図5は、フィーダ22の正面図である。
【0057】
フィーダ22は、前側フィーダ22aと、前側フィーダ22aの後ろ側(−Y方向側)に配置された後側フィーダ22bとから構成される。
【0058】
図4を参照する。前側フィーダ22a、および、後側フィーダ22bのそれぞれは、これをY方向に移動させる駆動機構223と接続されている。駆動機構223は、制御部90と電気的に接続されており、制御部90からの指示に応じて前側フィーダ22aをY方向に移動させる。同様に、駆動機構223は、制御部90と電気的に接続されており、制御部90からの指示に応じて後側フィーダ22bをY方向に移動させる。すなわち、前側フィーダ22aと後側フィーダ22bとは、別個独立にY方向に移動されることになる。
【0059】
前側フィーダ22aが−Y方向に、後側フィーダ22bが+Y方向に、それぞれ移動すると、前側フィーダ22aと後側フィーダ22bとが互いに嵌合する。具体的には、後述する、前側フィーダ22aの3個の上方把持部材221の端部(櫛歯状の端部)と、後側フィーダ22bの3個の上方把持部材221の端部(櫛歯状の端部)とが互いに嵌合するとともに、前側フィーダ22aの下方把持部材222の端部(櫛歯状の端部)と、後側フィーダ22bの下方把持部材222端部(櫛歯状の端部)とが互いに嵌合する(図6(a)参照)。
【0060】
図4および図5を参照しながら各フィーダ22a,22bの構成についてより具体的に説明する。なお、前側フィーダ22aと後側フィーダ22bとは、同様の構成であるので、以下においては、後側フィーダ22bを例にとってその構成を具体的に説明する。
【0061】
後側フィーダ22bは、X方向に沿って並べられた3個の上方把持部材221と、上方把持部材221の下側(−Z方向側)に配置された下方把持部材222とを備える。
【0062】
各部材221,222それぞれの端部(具体的には、前側フィーダ22aに対向する側の端部)には、X方向に沿って並ぶ複数の凸部が形成され、櫛歯形状となっている。
【0063】
また、3個の上方把持部材221のそれぞれは、これをZ方向に移動させる駆動機構2211と接続されている。駆動機構2211は、制御部90と電気的に接続されており、制御部90からの指示に応じて上方把持部材221をZ方向に移動させる。すなわち、各上方把持部材221は、別個独立にZ方向に移動されることになる。
【0064】
上方把持部材221と下方把持部材222との間にストレッチフィルムSFが存在する状態において上方把持部材221を−Z方向に移動させることによって、当該上方把持部材221と下方把持部材222とによってストレッチフィルムSFを把持させることができる。また、この状態において、上方把持部材221を+Z方向に移動させることによって、把持されていたストレッチフィルムSFを開放させることができる。なお、以下において、上方把持部材221が、ストレッチフィルムSFを把持できる程度に下方把持部材222に近接しており、上方把持部材221と下方把持部材222とによりストレッチフィルムSFが把持されている状態を「把持状態」という。また、上方把持部材221が、ストレッチフィルムSFの把持を解放できる程度に下方把持部材222から離間しており、ストレッチフィルムSFが把持されていない状態を「解放状態」という。
【0065】
上述したとおり、3個の上方把持部材221は別個独立にZ方向に移動される。したがって、上方把持部材221と下方把持部材222との間にストレッチフィルムSFが存在する状態において、例えば−X側に配置された上方把持部材221だけを−Z方向に移動させると、当該上方把持部材221と下方把持部材222とによって、ストレッチフィルムSFの+Y側端部のうち−X側の部分だけが把持される。また、例えば中央に配置された上方把持部材221だけを−Z方向に移動させると、ストレッチフィルムSFの+Y側端部のうち中央の部分だけが把持される。また、例えば+X側に配置された上方把持部材221だけを−Z方向に移動させると、ストレッチフィルムSFの+Y側端部のうち+X側の部分だけが把持される。
【0066】
<4−2.動作>
図6を参照しながらフィーダ22の動作について説明する。図6は、フィーダ22の動作を説明するための図である。以下の動作は、制御部90が各部を制御することによって行われる。
【0067】
フィルム格納部201に格納されたロール状のストレッチフィルムSFは、フィルム搬送部(図示省略)により、フィルム格納部201から後側フィーダ22bまで引き出されて、ストレッチフィルムSFの端部が、後側フィーダ22bの3個の上方把持部材221と、下方把持部材222との間にまで搬送される。ただし、このとき、後側フィーダ22bは開放状態とされている(図4に示される状態)。
【0068】
この状態で、前側フィーダ22aが−Y方向に移動される。前側フィーダ22aが、後側フィーダ22bと嵌合する位置まで移動されると(図6(a)に示される状態)、この位置で前側フィーダ22aは把持状態とされる。ただし、このとき、後側フィーダ22bは開放状態のままとされている。
【0069】
続いて、把持状態とされた前側フィーダ22aが+Y方向に移動されるとともに、開放状態とされている後側フィーダ22bが−Y方向に移動され、互いに遠ざかっていく。すると、後側フィーダ22bの櫛歯状の端部から露出するストレッチフィルムSFの端部が前側フィーダ22aにより+Y方向に引っ張られて引き出されていく。前側フィーダ22a、および、後側フィーダ22bは、それぞれ所定の停止位置で停止し、これによって、包装エリアPAにストレッチフィルムSFが供給されることになる。
【0070】
なお、前側フィーダ22a、および、後側フィーダ22bの停止位置は、商品TRの平面サイズ(具体的には、Y方向の長さ)に応じて規定される。すなわち、制御部90は、計量搬送機構1により取得されて記憶部91に記憶されている商品TRの平面サイズに基づいて、前側フィーダ22a、および、後側フィーダ22bの停止位置を決定する。したがって、商品TRが比較的大きい場合には、停止位置における前側フィーダ22aと後側フィーダ22bとの離間距離は比較的大きくなり、商品TRが比較的小さい場合には、当該離間距離は比較的小さくなる。
【0071】
ただし、後側フィーダ22bは、その停止位置に到達する前に開放状態から把持状態に切り換えられ、把持状態で停止位置まで−Y方向にさらに移動する。これによって、ストレッチフィルムSFがY方向に伸張されることになる。なお、後側フィーダ22bが把持状態とされると、その内部に設けられた内部カッター224がストレッチフィルムSFの−Y側端部をX軸に沿って切断する。これにより、ロール状のストレッチフィルムSFから商品TRのサイズに応じた一片のストレッチフィルムSFが切り取られることになる。
【0072】
前側フィーダ22a、および、後側フィーダ22bが、それぞれ所定の停止位置で停止し、ストレッチフィルムSFが包装エリアPAに緊張保持されると(図6(b)に示される状態)、続いて、左右側把持機構23が、ストレッチフィルムSFのX方向の両端部を把持しながら互いに離れる方向に移動する。これによって、ストレッチフィルムSFがX方向に伸張されることになる(図6(c)、図7に示される状態)。
【0073】
フィーダ22及び左右側把持機構23が、包装エリアPAにおいてストレッチフィルムSFの両端部を前後左右に引っ張って保持することによって、包装状態において商品TRを覆っているストレッチフィルムSFに皺が生じることが抑制される。また、大きな商品TRを小さなストレッチフィルムSFで包装可能となるため、装置の小型化が実現される。
【0074】
<5.折込機構24>
<5−1.構成>
折込機構24の構成について、図7を参照しながらより具体的に説明する。図7は、主として折込機構24の構成を示す斜視図である。
【0075】
折込機構24は、左右前後に4個の折込部材(右側折込部材24a、左側折込部材24b、後側折込部材24c、および、前側折込部材24d)を備える。
【0076】
前側折込部材24dは、X方向に沿って延在する丸棒状部材であって、包装エリアPAの+Y側端部に配置されている。その他の折込部材24a,24b,24cは、板状部材であって、左側折込部材24bは包装エリアPAの−X側に、右側折込部材24aは+X側の端部に、後側折込部材24cは−Y側の端部に、それぞれ配置されている。
【0077】
左右の折込部材24a,24bのそれぞれは、これをX方向に移動させる駆動機構241a,241bと接続されている。駆動機構241aは、制御部90と電気的に接続されており、制御部90からの指示に応じて右側折込部材24aをX方向に移動させる。同様に、駆動機構241bは、制御部90と電気的に接続されており、制御部90からの指示に応じて左側折込部材24bをX方向に移動させる。すなわち、右側折込部材24aと左側折込部材24bとは、別個独立にX方向に移動されることになる。
【0078】
後側折込部材24cは、これをY方向に移動させる駆動機構241cと接続されている。駆動機構241cは、制御部90と電気的に接続されており、制御部90からの指示に応じて後側折込部材24cをY方向に移動させる。
【0079】
<5−2.動作>
折込機構24の動作について説明する。以下の動作は、制御部90が各部を制御することによって行われる。
【0080】
包装エリアPAにストレッチフィルムSFが緊張保持された状態において、リフト部材21が+Z方向に移動すると、リフトヘッド210上に載置された商品TRが、包装エリアPAに緊張保持されているストレッチフィルムSFに対して突き上げられ、商品TRの上部分がストレッチフィルムSFで覆われる。
【0081】
すると、まず、左右の折込機構24a,24bが+X方向及び−X方向にそれぞれ移動して互いに接近する。すると、左側折込部材24bは、ストレッチフィルムSFの−X側端部の上側面(ただし、フィルムの側端部分は、商品TRに突き上げられることによって傾斜している)に当接しながら商品TRとリフト部材21との間に潜り込み、これによって、ストレッチフィルムSFの−X側端部が商品TRの下側に折り込まれていく。同様に、右側折込部材24aは、ストレッチフィルムSFの+X側端部の上側面に当接しながら商品TRとリフト部材21との間に潜り込み、これによって、ストレッチフィルムSFの+X側端部が商品TRの下側に折り込まれていく。
【0082】
なお、左右の折込機構24a,24bが+X方向及び−X方向にそれぞれ移動される前に、前側フィーダ22a、および、後側フィーダ22bそれぞれが備える3個の上方把持部材221のうち、両端に配置された2個の上方把持部材221が把持状態から開放状態に切り換えられ、ストレッチフィルムSFのY側端部のうちの−X側部分及び+X側部分の把持が解放される。これによって、左右の折込機構24a,24bが移動してストレッチフィルムSFのX方向の端部と当接する際に、ストレッチフィルムSFが破れてしまうのを防ぐことができる。
【0083】
また、左側の左右側把持機構23は、左側折込部材24bがストレッチフィルムSFと当接する位置まで移動した際に、ストレッチフィルムSFの−X側端部を把持した状態のまま、左側折込部材24bよりも遅い速度で+X方向に移動開始し、左側折込部材24bがリフト部材21と接触する直前に、ストレッチフィルムSFの−X側端部を開放する。同様に、右側の左右側把持機構23は、右側折込部材24aがストレッチフィルムSFと当接する位置まで移動した際に、ストレッチフィルムSFの−X側端部を把持した状態のまま、右側折込部材24aよりも遅い速度で−X方向に移動開始し、右側折込部材24aがリフト部材21と接触する直前に、ストレッチフィルムSFの+X側端部を開放する。左右側把持機構23がこのように動作することによって、ストレッチフィルムSFが破れることが回避され、かつ、ストレッチフィルムSFのX方向の張りが弛むことも回避される。
【0084】
ストレッチフィルムSFのX側端部が商品TRの下側に折り込まれると、続いて、後側折込部材24cが+Y方向に移動する。すると、後側折込部材24cは、ストレッチフィルムSFの−Y側端部の上側面に当接しながら商品TRとリフト部材21との間に潜り込み、これによって、ストレッチフィルムSFの−Y側端部が商品TRの下側に折り込まれていく。
【0085】
なお、後側フィーダ22bは、後側折込部材24cがストレッチフィルムSFと当接する位置まで移動した際に、ストレッチフィルムSFの−Y側端部の中央部を把持した状態のまま、後側折込部材24cよりも遅い速度で+Y方向に移動開始し、後側折込部材24cがリフト部材21と接触する直前に、ストレッチフィルムSFの−Y側端部を開放する。後側フィーダ22bがこのように動作することによって、ストレッチフィルムSFが破れることが回避され、かつ、ストレッチフィルムSFのY方向の張りが弛むことも回避される。
【0086】
ストレッチフィルムSFの−Y側端部が商品TRの下側に折り込まれると、続いて、排出プッシャー25(図3参照)が+Y方向に移動する。これによって、リフトヘッド210上の商品TRが+Y方向に押動される。すると、前側折込部材24dは、ストレッチフィルムSFの+Y側端部の上側面に当接しながら商品TRの下側に潜り込み、これによって、ストレッチフィルムSFの+Y側端部が商品TRの下側に折り込まれていく。
【0087】
なお、前側フィーダ22aは、前側折込部材24dがストレッチフィルムSFと当接する位置まで移動されると、ストレッチフィルムSFの−Y側端部を開放する。
【0088】
以上の動作によって、商品TRが包装される。なお、包装された商品TRは、上述したとおり、排出プッシャー25によりさらに押し出され、ヒータローラー26にてその底面を熱溶着された上で、排出台202に排出されることになる。
【0089】
<6.商品TRの平面サイズを特定するための構成>
計量包装値付機100においては、上述したとおり、被包装物である商品TRの平面サイズに応じてストレッチフィルムSFの切断位置が決定される。すなわち、商品TRの平面サイズに応じてストレッチフィルムSFのサイズ(具体的には、長さ方向のサイズ)が決定される。
【0090】
商品TRの平面サイズは、上述したとおり、商品TRが載置された状態の載置面111を上方から撮像した撮像データを、制御部90にて画像解析することによって特定される。商品TRの平面サイズを特定するための構成について、具体的に説明する。
【0091】
<6−1.載置部11>
計量包装値付機100が備える載置部11について、図8を参照しながら説明する。図8は、載置部11に形成された載置面111の平面図である。
【0092】
載置部11に形成された載置面111には、そこに載せられた商品TRの輪郭線の少なくとも一部と交差するような模様が形成されている。具体的には、載置面111の周辺に対して非並行な直線の縞模様の幾何学的パターンが形成されている。
【0093】
なお、載置面111に付される縞模様のピッチは、包装機2の動作精度に基づいて規定される。例えば、包装機2の動作精度が10mmである、より具体的には、包装機2が商品TRのサイズが10mm変わる毎にその動作条件を変更する構成であるとする。このとき、載置面111に形成される縞模様のピッチは、10mm以下(好ましくは、5〜10mm)とする。このようなピッチの縞模様が形成されている場合、10mm以下の精度で商品TRの平面サイズを特定することができる。すなわち、包装機2が必要とする精度で商品TRの平面サイズを特定することができる。
【0094】
<6−2.制御部90>
制御部90が商品TRの平面サイズを特定するために実行する処理の流れを、図9、図10を参照しながら説明する。図9は、当該処理の流れを示す図である。図10は、当該処理を説明するための図である。
【0095】
なお、以下の処理が実行される前提として、記憶部91には、商品TRが載置されていない状態の載置面111の撮像データ(以下「基準データD0」という)が予め記憶されているものとする。すなわち、制御部90は、例えば装置の初期設定時に、カメラ12に、商品TRが載置されていない状態の載置面111を撮像させ、取得された撮像データを、基準データD0として記憶部91に格納している。図10(a)には、基準データD0の一例が示されている。
【0096】
カメラ12が、商品TRが載置されている状態の載置面111の撮像データ(以下「商品データD1」)を取得すると(ステップS1でYES)、制御部90は、当該商品データD1を一旦記憶部91に格納する(ステップS2)。図10(b)には、取得された商品データD1の一例が示されている。
【0097】
続いて、制御部90は、記憶部91から基準データD0と商品データD1とを読み出して、両データの差分データD2を生成する(ステップS3)。具体的には、基準データD0と商品データD1との対応する画素の値を差分し、得られた値が所定の閾値より大きい場合には当該画素値に「1」を付与し、それ以外の場合には「0」を付与する。これにより、2値の差分データD2が取得されることになる。図10(c)には、図10(a)に例示される基準データD0と、図10(b)に示される商品データD1との差分データD2が示されている。
【0098】
なお、差分データD2は、載置面111を背景として商品TRが撮像されている商品データD1から、背景の載置面111だけが撮像されている基準データD0を差し引くことによって得られるデータであり、そこには、商品TRのみが切り出されて現れている(差分領域B)(いわゆる、背景差分)。いま、背景である載置面111には模様が形成されているので、差分データD2には、当該模様の非連続部分が抽出されて差分領域Bとして現れている、という見方ができる。
【0099】
差分データD2が取得されると、続いて、制御部90は、差分データD2に現れている差分領域Bの位置を特定し、当該位置に基づいて商品TRの平面サイズを特定する(ステップS4)。例えば、差分領域Bの画素集合(すなわち、画素値が「1」の画素集合)の座標分布を特定し、当該座標分布に基づいて商品TRの平面サイズを特定することができる。
【0100】
<7.効果>
上述したとおり、制御部90は、商品TRが載置された状態の載置面111を撮像して得られる商品データD1と基準データD0との差分データD2から商品TRの平面サイズを特定する。ところで、この方法においては、差分データD2に差分領域Bが現れなければ、商品TRの平面サイズを特定することができない。上記の実施の形態においては、載置面111に模様(具体的には、載置面111に載置された商品TRの輪郭線の少なくとも一部と交差するような模様)が形成されている。したがって、商品データD1には、模様の非連続部分が出現し、差分データD2に必ず差分領域Bが出現する。その結果、商品TRの平面サイズを正確に特定することができる。この点について、具体的に説明する。
【0101】
もしも、載置面111に模様が形成されていないとすると、差分データD2には必ず差分領域Bが現れるとは限らない。このような場合が、図11に例示されている。図11には、模様が形成されていない載置面111が用いられた場合の、基準データD0、商品データD1、および、差分データD2をそれぞれ例示する図である。例えば、商品TRと載置面111がたまたま同じ色、あるいは似た色であった場合、また、商品TRが透明であった場合(具体的には、総菜を入れるトレーが透明トレーであった場合)などにおいては、図11に示すように、差分領域Bは全く(もしくは、ほとんど)現れない。したがって、商品TRの平面サイズを正しく特定することができない。
【0102】
これに対し、載置面111に模様が形成されている場合、差分データD2には、たまたま商品TRに載置面111と同じ模様が形成されている場合を除けば、必ず差分領域Bが現れる。
【0103】
例えば、商品TRと載置面111の一部とがたまたま同じ色であった場合でも、図12に示すように、差分データD2には差分領域Bが現れる。すなわち、模様は、少なくとも2色以上にて構成されているため、一方の色が商品TRと同じであっても、他方の色領域の部分において差分領域Bが検出されるのである。
【0104】
また例えば、商品TRが透明であった場合でも、図13に示すように、差分データD2には差分領域Bが現れる。すなわち、模様は、載置面111に載置された商品TRの輪郭線の少なくとも一部と交差するように形成されているところ、商品データD1において、透明な商品TRの輪郭線と模様とが交わる付近で模様が本来の位置からずれた位置に現れ、このずれが、差分データD2において差分領域Bとして検出されるのである。なお、模様が商品TRの輪郭線付近で位置ずれを起こすのは、商品TR(具体的には、透明トレー)が、少なくともその縁において必ず一定の高さを有しているという事情に起因する。すなわち、光は透明トレーの縁を通過する際に屈折するため、商品データD1において、トレーの縁の下の模様は本来ある位置からずれた位置に現れるのである。
【0105】
このように、載置面111に模様が形成されていることによって、商品TRの色がたとえ載置面111の一部と同じ色であっても、また、商品TRが透明であっても、差分領域Bが現れる。したがって、被包装物の平面サイズを正確に特定することができる。
【0106】
<B.第2の実施の形態>
この発明の第2の実施の形態に係る計量包装値付機100aについて説明する。計量包装値付機100aの全体構成および全体の動作は第1の実施の形態に係る計量包装値付機100とほぼ同様であり、相違するのは計量搬送機構が備える載置部の構成だけである。以下においては、第1の実施の形態と相違する点のみについて説明するとともに、第1の実施の形態と同じ構成要素については同じ符号で示すこととする。
【0107】
<1.載置部11a>
計量包装値付機100aの計量搬送機構1aが備える載置部11aについて、図14および図15を参照しながら説明する。図14は、計量搬送機構1aが備える計量搬送機構1aの側面図である。図15は、載置部11aに形成された載置面111aの平面図である。
【0108】
載置部11aは、商品TRを載置するための部材であり、支持部材112aにより支持され、その上面には商品TRを載置する載置面111aが形成されている。
【0109】
載置部11aは、第1光源51と第2光源52とを備える。第1光源51、および、第2光源52は移送部材14に固設され、ここから載置面111aの所定領域に向けて光を照射する。
【0110】
第1光源51は、載置面111aの所定領域(第1色領域M1)に光を照射する。一方、第2光源52は、第1色領域M1とは異なる領域(第2色領域M2)に光を照射する。ただし、ここでは、第1色領域M1と第2色領域M2とは、互いに隣接する帯状領域であって載置面111aの周辺に対して非並行に配置される。
【0111】
第1光源51と第2光源52とを用いて載置面111aの第1色領域M1、第2色領域M2のそれぞれを第1色、第2色に発色させる具体的態様について説明する。第1光源51と載置面111aとの間には、遮光板53が設けられている。この遮光板53には、一定間隔で配列された複数のスリットが形成されている。スリットは第1色領域M1に対応するような位置に形成されており、この遮光板53は、第1光源51から載置面111aの第1色領域M1に向かう光線のみを通過させるようになっている。つまり、第1光源51から照射された光の一部は遮光板53により遮光され、スリット部分を通過した光のみが載置面111aに到達する。これによって、第1色領域M1のみに第1光源51からの照射光が照射されることになる。第2光源52についても同様である。ただし、第2光源52と載置面111aとの間に設けられた遮光板54に形成されたスリットは、第2色領域M2に対応するような位置に形成されており、この遮光板54は、第2光源52から載置面111aの第2色領域M2に向かう光線のみを通過させるようになっている。第1光源51と第2光源52とは、照射光が互いに干渉しないように、例えば積層して配置する。
【0112】
第1光源51と第2光源52とは、互いに異なる色の光を照射する。以下において、第1光源51から照射される光の色(例えば、青色)を「第1色」と、第2光源52から照射される光の色(例えば、黄色)を「第2色」とそれぞれ示す。第1光源51および第2光源52によって、載置面111の第1色領域M1は第1色に、第2色領域M2は第2色に、それぞれ発色する。つまり、載置面111は、第1光源51および第2光源52によって2色に色分けされる。この実施の形態においては、この色分けによって載置面111a上に模様(具体的には、載置面111aの周辺に対して非並行な直線の縞模様の幾何学的パターン)が形成される。
【0113】
<2.平面サイズの特定>
商品TRの平面サイズを特定する処理の流れは、第1の実施の形態と同様である。すなわち、制御部90aは、商品TRが載置された状態の載置面111aを上方から撮像した撮像データを画像解析することによって商品TRの平面サイズを特定する。
【0114】
<3.効果>
上記の実施の形態においては、第1光源51および第2光源52によって載置面111aに模様が形成されているので、被包装物の平面サイズを正確に特定することができる。また、光源51,52からの光照射によって載置面111aに模様を形成するので、多様な模様を容易に形成することができる。
【0115】
<C.第3の実施の形態>
この発明の第3の実施の形態に係る計量包装値付機100bについて説明する。計量包装値付機100bの全体構成および全体の動作は第1の実施の形態に係る計量包装値付機100とほぼ同様であり、相違するのは計量搬送機構が備える載置部の構成だけである。以下においては、第1の実施の形態と相違する点のみについて説明するとともに、第1の実施の形態と同じ構成要素については同じ符号で示すこととする。
【0116】
<1.載置部11b>
計量包装値付機100bが備える載置部11bについて、図16を参照しながら説明する。図16は、計量包装値付機100bが備える計量搬送機構1bの側面図である。
【0117】
載置部11bは、商品TRを載置するための部材であり、支持部材112bにより支持され、その上面には商品TRを載置する載置面111bが形成されている。
【0118】
載置部11bは、色検出部61と、光源62とを備える。
【0119】
色検出部61は、載置面111bに載置された商品TRの色を検出するセンサであり、例えばカラーセンサにより構成される。色検出部61は制御部90bと電気的に接続されており、検出結果を制御部90bに通知する。
【0120】
光源62は、移送部材14に固設され、ここから載置面111bの全域に光を照射する。ただし、この実施の形態においては、光源62は、少なくとも2色以上の光を切り換えて照射できる構成となっている。また、光源62は、制御部90bと電気的に接続されており、制御部90bからの指示に応じて照射光が切り換えられるものとする。すなわち、制御部90bは、光源62からの照射光を切り換える切換部として機能する。光源62からの照射光を受ける載置面111bは光源62からの照射光の色に発色することになる。
【0121】
なお、光源62を用いて載置面111bを光源62の照射する光の色に発色させる態様は上記のものに限らない。例えば、載置面111bを導光板により構成し(あるいは、載置面111bを透明の載置面カバーと導光板との積層構造により構成し)、光源62からの照射光を導光板によって載置面111bの全域に導く構成としてもよい。この場合、光源62からの照射光が導かれる載置面111bは光源62の照射する光の色に発光することになる。また例えば、載置面111bの全域に光源62を埋設する構成としてもよい。この場合も、載置面111bの全域に埋設された光源62が発光することによって載置面111bが光源62の照射する光の色に発光することになる。
【0122】
<2.照射光の切り換え>
制御部90bは、載置面111bに載置される商品TRの色に応じて載置面111bの色を切り換える。制御部90bが行う処理の流れを、図17を参照しながら説明する。図17は、当該処理の流れを示す図である。
【0123】
制御部90bは、載置面111bに商品TRが載置されたことをセンサ(図示省略)により検出すると(ステップS11でYES)、色検出部61に、載置面111bに載置された商品TRの色を検出させ、検出結果を取得する(ステップS12)。
【0124】
続いて、制御部90bは、ステップS11で取得された検出結果に基づいて、載置面111bに載置された商品TRの色が、現時点の載置面111bの色(すなわち、現時点で光源62から照射されている光の色)と一致するとみなせるか否かを判断する(ステップS13)。制御部90bは、例えば、両者の色差が所定値以下の場合、両者が一致するとみなす。
【0125】
載置面111bに載置された商品TRの色と、現時点の載置面111bの色とが一致しないとみなされた場合(ステップS13でNO)、制御部90bは光源62からの照射光を切り換えることなく処理を終了する。
【0126】
一方、載置面111bに載置された商品TRの色と、現時点の載置面111bの色とが一致するとみなされた場合(ステップS13でYES)、制御部90bは光源62からの照射光を切り換える(ステップS14)。具体的には、光源62から照射可能な光のうち、載置面111bに載置された商品TRの色と最も大きく相違する色(具体的には、最も色差が大きい色)の光を照射光として選択し、当該色の光を光源62から照射させる。
【0127】
ステップS14の指示に応じて、光源62の発光色が切り換えられると、載置面111bの色が切り替わり、載置面111bの色と、そこに載置された商品TRの色とが大きく相違することになる。
【0128】
<3.平面サイズの特定>
商品TRの平面サイズを特定する処理の流れは、第1の実施の形態と同様である。すなわち、制御部90bは、商品TRが載置された状態の載置面111bを上方から撮像した撮像データを画像解析することによって商品TRの平面サイズを特定する。
【0129】
<4.効果>
上述したとおり、制御部90bは、商品TRが載置された状態の載置面111bを撮像して得られる商品データD1と基準データD0との差分データD2から商品TRの平面サイズを特定する。この方法においては、上述したとおり、商品TRと載置面111bがたまたま同じ色、あるいは似た色であった場合においては、差分データD2に差分領域Bは全く(もしくは、ほとんど)現れず、商品TRの平面サイズを正しく特定することができない(図11参照)。上記の実施の形態においては、載置面111bの色が、そこに載置される商品TRの色に応じて切り換えられる。具体的には、商品TRと載置面111bとが同じ色とみなされた場合は、載置面111bの色が商品TRと異なる色に切り換えられる。これによって、差分データD2に差分領域Bを出現させることが可能となり、その結果、被包装物の平面サイズを正確に特定することができる。
【0130】
<D.変形例>
<1.第1の変形例>
上記の第1の実施の形態および第2の実施の形態においては、載置面111,111aには、幾何学的パターンの模様(具体的には、載置面111,111aの周辺に対して非並行な直線の縞模様の幾何学的パターン)が形成されているとしたが、載置面111,111aに形成される模様はその他の幾何学的パターンであってもよい。例えば、図18に示すような、同心円の縞模様の幾何学的パターンが形成されていてもよい。また例えば、波線状の縞模様の幾何学的パターンが形成されていてもよい。また例えば、各種の形状・図案(例えば、店舗のロゴマーク)が規則的に連続して現れる幾何学パターンが形成されていてもよい。ただし、本明細書における「幾何学的パターン」とは、各種の形状や図案などが法則的に、あるいは規則的に配置されたパターンを意味する。
【0131】
また、載置面111,511に付される模様は、幾何学的パターンでなくてもよい。例えば、規則性のないイメージ画像(写真や絵画など)が模様として形成されてもよい。
【0132】
<2.第2の変形例>
上記の第2の実施の形態においては、第1光源51と第2光源52とを用いて載置面111aの第1色領域M1、第2色領域M2のそれぞれを第1色、第2色に発色させている。ここで、第1光源51と第2光源52とを用いて載置面111aの第1色領域M1、第2色領域M2のそれぞれを第1色、第2色に発色させる態様は、上記に説明した遮光板を用いた態様に限らない。
【0133】
例えば、図19に示すように、載置面111aの下方に、複数個の導光板53を所定のパターンで敷き詰めることによって載置面111aの各領域を各色に発光させる構成としてもよい。載置面111aの周辺に対して非並行な直線の縞模様の幾何学的パターンを形成する場合、例えば、棒状の導光板53を互いに隣接させて、載置面111aの周辺に対して非並行に敷き詰める。そして、第1色領域M1に相当する位置に敷かれた導光板53に第1光源51からの照射光を導き、第2色領域M2に相当する位置に敷かれた導光板53に第2光源52からの照射光を導く。この場合、第1光源51からの照射光が導かれる導光板53は第1色に発光し、第2光源52からの照射光が導かれる導光板53は第2色に発光する。すなわち、第1色領域M1、第2色領域M2のそれぞれが第1色、第2色に発色する。これによって、載置面111aが色分けされ、載置面111aの周辺に対して非並行な直線の縞模様の幾何学的パターンが形成される。
【0134】
また、例えば、各光源51,52を指向性の高い光源(例えば、レーザ)により構成し、それぞれによって第1色領域M1および第2色領域M2に直接に光を照射させる構成としてもよい。
【0135】
また例えば、載置面111aの第1色領域M1の全域に第1光源51を埋設するとともに、第2色領域M2の全域に第2光源52を埋設する構成としてもよい。この場合も、第1色領域M1に埋設された第1光源51が発光することによって第1色領域M1が第1色に発光し、第2色領域M2に埋設された第2光源52が発光することによって第2色領域M2が第2色に発光することになる。
【0136】
<3.第3の変形例>
上記の第2の実施の形態においては、載置面111aの第1色領域M1に光を照射する第1光源51と、第2色領域M2に光を照射する第2光源52とを備える構成とし、各光源51,52により載置面111a上を2色に色分けし、これにより載置面111aに模様を形成していた。この構成において、第1色領域M1、第2色領域M2のうちの少なくとも一方の領域について、当該領域の色を、そこに載置される商品TRの色に応じて切り換え可能な構成としてもよい。
【0137】
<3−1.構成>
この構成を実現するためには、第2の実施の形態に係る計量包装値付機100aの計量搬送機構1aにおいて、さらに、載置面111aに載置された商品TRの色を検出する色検出部を設けるとともに、各光源51,52のうちの少なくとも一方を、制御部90aからの指示に応じて、少なくとも2色以上を切り換えて照射できる構成とすればよい(色検出部、および、照射光を切り換える具体的な構成については、第2実施の形態に係る色検出部61および光源62を参照)。
【0138】
この構成によると、載置面111aに2種類以上の模様を形成させることができる。いま、例えば、第1光源51が青色の光を照射するものとし、第2光源52が、制御部90からの指示に応じて赤色、あるいは、黄色の光を切り換えて照射できるとする。すると、第1光源51が第1色領域M1に青色の光を照射し、第2光源513bが第2色領域M2に赤色の光を照射すると、載置面111aに青色と赤色の縞模様が形成される(第1の模様)。ここから、第2光源52からの照射光が赤色の光から黄色の光に切り換えられると、第1光源51が第1色領域M1に青色の光を照射し、第2光源513bが第2色領域M2に黄色の光を照射することとなり、載置面111aに青色と黄色の縞模様が形成される(第2の模様)。
【0139】
<3−2.照射光の切り換え>
この変形例においては、制御部90aは、載置面111aに載置される商品TRの模様に応じて載置面111aに形成する模様を切り換える。
【0140】
すなわち、制御部90aは、載置面111aに商品TRが載置されたことをセンサ(図示省略)により検出すると、色検出部に、載置面111aに載置された商品TRの構成色を検出させ、検出結果を取得する。
【0141】
そして、当該取得された検出結果に基づいて、載置面111aに載置された商品TRの構成色の組み合わせが、現時点の載置面111aの模様の構成色の組み合わせと一致するとみなせるか否かを判断する。
【0142】
例えば、載置面111aに、青色と赤色の縞模様(第1の模様)が形成されている場合において、商品TRの構成色として、白色のみが検出された場合、両者は一致しないとみなされる。また、商品TRの構成色として白色と赤色とが検出された場合も、両者は一致しないとみなされることになる。一方、商品TRの構成色として、青色と赤色とが検出された場合、両者は一致するとみなされることになる。
【0143】
両者が一致するとみなされた場合、制御部90aは第2光源52からの照射光を切り換える。これによって、載置面111aに形成される模様が第1の模様から第2の模様(青色と黄色の縞模様)に切り換えられることになる。したがって、載置面111bに形成された模様と、そこに載置された商品TRの模様とが確実に相違することになる。
【0144】
<3−3.平面サイズの特定>
商品TRの平面サイズを特定する処理の流れは、第1の実施の形態と同様である。すなわち、制御部90aは、商品TRが載置された状態の載置面111bを上方から撮像した撮像データを画像解析することによって商品TRの平面サイズを特定する。
【0145】
この変形例によると、載置面111aに形成される模様が、そこに載置される商品TRの構成色に応じて切り換えられる。具体的には、商品TRの構成色と載置面111aの模様の構成色とが同じ組み合わせとみなされた場合は、模様の構成色が商品TRと異なる色に切り換えられる。模様を、商品TRの色とはっきりと異なる色にすることによって、模様の非連続部分をはっきりと出現させる、すなわち、差分データD2に確実に差分領域Bを出現させることが可能となり、その結果、被包装物の平面サイズを正確に特定することができる。特に、この変形例によると、たまたま商品TRに載置面111aと同じ模様が形成されている場合であっても、模様を切り換える(具体的には、模様の構成色を切り換える)ことによって、必ず差分領域Bを出現させることができる。
【0146】
<E.その他の変形例>
上記の各実施の形態に係る計量包装値付機100,100a,100bは、発泡スチロールトレーに入れられた総菜等のように、底部が平面の商品を包装する場合に特に適している。以下においては、底部が平面とは限らない商品(例えば、青果)を包装する場合に特に適している計量包装値付機(以下、「計量包装値付機200」と示す)について説明する。なお、以下においては、第1の実施の形態に係る計量包装値付機100と相違する点のみを説明するとともに、第1の実施の形態と同じ構成要素については同じ符号で示すこととする。
【0147】
<1.構成>
計量包装値付機200の全体構成について、図20、および、図21を参照しながら説明する。図20は、計量包装値付機200の外観を示す斜視図である。図21は、計量包装値付機200が備える計量搬送機構7の側面図である。
【0148】
計量包装値付機200は、被包装物である商品の重量を計量して所定位置まで搬送する計量搬送機構7と、所定位置まで搬送された商品をストレッチフィルムによって包装する包装機8とを備える。
【0149】
計量搬送機構7は、複数個の載置部材711と、重量センサ72と、移送部73とを主として備える。重量センサ72の構成は、第1の実施の形態に係る重量センサ13と同様である。
【0150】
載置部材711は、商品VF(ここでは、商品VFは、カボチャやナスなどの青果であるとする)を載置するための部材であり、中央部が最低部となり両端部に向かって緩やかに傾斜するV字形状の部材である。ここでは、複数個の載置部材711が一定間隔をおきながらX方向に沿って配列されることにより、中央部(Y方向についての中央部)が最低部となり前後の両端部に向かって緩やかに傾斜する断面V字形状の載置面71が構成される。載置面71がこのような形状とされることにより、商品VFがカボチャやスイカなどの転がりやすい形状であっても、これが載置面71から転がり落ちることが防止される。載置部材711については、後にさらに具体的に説明する。
【0151】
移送部73は、載置面71上に載置された商品VFを包装機8のリフト部材81まで移送するための部材であり、X方向に沿って一定間隔をおきながら互いに連結された複数個の移送部材731により構成される。
【0152】
移送部材731は、中央部が最低部となり両端部に向かって緩やかに傾斜するV字形状の部材である。このような形状の移送部材731から構成されることにより、移送部73の上面には、中央部(Y方向についての中央部)が最低部となり前後の両端部に向かって緩やかに傾斜する断面V字形状の支持面が構成される。後述するように、移送部73は、載置面71に載置された商品VFをすくい上げて支持面上に移載してリフト部材81まで移送するところ、支持面がこのような形状とされることにより、商品VFが転がりやすい形状であっても、移送中にこれが支持面から転がり落ちることが防止される。
【0153】
また、移送部73は、これをZ方向およびY方向に移動させる駆動機構732と接続されている。駆動機構732は、計量包装値付機200が備える制御部92と電気的に接続されており、制御部92からの指示に応じて移送部73をZ方向もしくはY方向に移動させる。
【0154】
包装機8の構成は、第1の実施の形態に係る包装機2とほぼ同様である。第1の実施の形態に係る包装機2と相違する点は、リフト部材81の備えるリフトヘッドの構成である。すなわち、この変形例に係るリフト部材81のリフトヘッドは、中央部が最低部となり前後の両端部に向かって緩やかに傾斜するV字形状の部材(ヘッド部材)811が複数個、一定間隔をおきながらX方向に沿って配列された構成となっている(図20参照)。ヘッド部材811が、V字形状とされることにより、リフトヘッドの上面には、中央部(Y方向についての中央部)が最低部となり両端部に向かって緩やかに傾斜する断面V字形状のリフト面が構成される。このような形状のリフト面が構成されることにより、商品VFが転がりやすい形状であっても、これがリフト面から転がり落ちることが防止される。
【0155】
<2.動作>
計量搬送機構7の動作について説明する。以下の動作は、制御部92が計量搬送機構7の各部を制御することによって行われる。
【0156】
センサ(図示省略)が載置面71に商品VFが載置されたことを検知すると、重量センサ13は、載置面71に載置された商品VFの重量を計測し、取得した計量結果を制御部92に通知する。制御部92は、得られた計量結果を記憶部93に格納する。
【0157】
続いて、制御部92は、駆動機構732を制御して、載置面71の下方におかれている移送部73を+Z方向に移動させて、載置面71上に載置されている商品VFをすくい上げる。ただし、移送部73を構成する複数個の移送部材731と、複数個の載置部材711とは平面視において互い違いになるように配置されているため、移送部73が載置面71と干渉することはない。
【0158】
載置面71上に載置されていた商品VFが移送部73上に移載されると、制御部92は、引き続き駆動機構732を制御して、移送部73を−Y方向に移動させ、これをリフト部材81の上方まで移動させる。移送部73がリフト部材81の上方に到達すると、制御部92は、リフト部材81を+Z方向に移動させて、移送部73上に載置されている商品VFをリフト部材81のリフト面上に移載する。ただし、移送部73を構成する複数個の移送部材731と、複数個のヘッド部材811とは平面視において互い違いになるように配置されているため、移送部73がリフト面と干渉することはない。以上の制御により、載置面71に載置されていた商品VFがリフト部材81まで移送されることになる。
【0159】
<3.載置部11>
<3−1.従来の問題>
計量包装値付機200においては、店舗スタッフが載置面71に商品VFをおくと、計量搬送機構7が、載置された商品VFを包装機8の包装エリアPAに向けて搬送し、包装機8が、包装エリアPAにおいて商品VFを包装する構成となっている。ここで、店舗スタッフが、断面V字形状に構成されている載置面71の谷の位置に商品VFを正しくおいた場合、包装エリアPAにて緊張保持されているストレッチフィルムSFの中央付近の下方に商品VFが搬送されていき、商品VFは適切に包装される。一方、店舗スタッフが、載置面71の谷からずれた位置に商品VFをおいてしまった場合、包装エリアPAにて緊張保持されているストレッチフィルムSFの中央付近の下方からずれた位置に商品VFが搬送されてしまう。このずれが大きくなってしまうと、商品VFが適正に包装されないおそれがある。また、載置面71上で商品VFが転がってしまい、安定した搬送動作が実現できない可能性も高い。
【0160】
このように、適正な包装動作のためには、店舗スタッフが、載置面71の谷の位置に商品VFを正しくおくことが求められる。
【0161】
ところで、店舗スタッフは、通常、計量包装値付機200の前に立って作業を行う。スペース効率を鑑みた計量包装値付機200の設計上、載置面71は、計量包装値付機200の内部に奥まった位置に配置されている(図20参照)。したがって、店舗スタッフは、載置面71を、斜め下方に見下ろす形で作業を行うことになる。
【0162】
商品VFを載置面71の谷Cの位置においた場合、載置面71を斜め下方に見下ろす形で作業を行う店舗スタッフの目には、図27(a)に示すように、商品VFの向こう側(−Y方向側)に見える領域K1が、手前側(+Y方向側)に見える領域K2よりも小さく見える。人間の心理として、物の向こう側に見える領域と、手前側に見える領域とが等しくなったときにその物が中央におかれていると感じるので、店舗スタッフはこのような状態に違和感をもつ。このため、図27(b)に示すように、商品VFの向こう側(−Y方向側)に見える領域K1と、手前側(+Y方向側)に見える領域K2とが等しくなるような位置、すなわち、谷Cよりも手前側(+Y方向側)に、商品VFをおいてしまいがちになる。
【0163】
この変形例に係る発明は、店舗スタッフに、無理なく載置面71の中央に商品VFをおかせることを可能とする技術を提供することを目的としている。以下、この変形例の構成について、具体的に説明する。
【0164】
<3−2.載置面71の構成>
計量包装値付機200の計量搬送機構7が備える載置部材711について、図22を参照しながら説明する。図22は、載置部材711の側面図である。
【0165】
載置部材711は、上述したとおり、中央が谷Cとなり両端部に向かって緩やかに傾斜する傾斜部を備えるV字形状の部材である。載置部材711は、谷Cに対して前後非対称に彩色されている。すなわち、載置部材711には、その前方端部から谷Cに向けて距離dの位置に彩色境界線Tが規定され、彩色境界線Tより後方の領域(主領域)T1は第1色に彩色され、彩色境界線Tより前方の領域(前領域)T2は、第1色とは別の第2色に彩色される。
【0166】
第1色は、載置面71の基調色となる。したがって、店舗スタッフに、そこに載置面71があることが容易に認識されるように、第1色は比較的目立つ色であることが好ましい。また、載置面71は、そこに載置される商品VFと明確に区別可能な色に彩色されていることが好まく、商品VFが青果の場合、青色の青果は数少ないという事情から、載置面71は例えば青色に彩色されることが好ましい。そこで、この実施の形態においては、第1色は青色とする。
【0167】
一方、第2色は、そこが載置面71の一部でないように店舗スタッフに認識されるような目立たない色であることが好ましい。したがって、黒やグレー、もしくは、背景色(もしくは、背景色と似た色)を第2色とすることが好ましい。ただし、背景色とは、載置面71に商品VFを載置する作業を行う店舗スタッフの目から見て、載置面71の背景に見える色である。この実施の形態においては、第1色は背景色とする。
【0168】
<4.効果>
この変形例に係る計量搬送機構7においては、上述したとおり、第1色と第2色に色分けして彩色された載置部材711が複数個、X方向に沿って配列されることによって載置面71が形成される。図23には、載置面71を真上から見下ろした図が模式的に示されている。載置面71の前領域T2は背景色で彩色されているので、店舗スタッフの目には、載置面71の一部とは認識されにくい。したがって、図24に示すように、商品VFを載置面71の谷Cの位置においた状態において、店舗スタッは、商品VFの手前側に見えている領域K2のうち、前領域T2については載置面71と認識しにくい。したがって、店舗スタッフにとって、商品VFの手前側に見える領域は、前領域T2を除いた領域(見かけの前領域)K3となる。上記の実施の形態においては、計量包装値付機200の前に立って作業を行う店舗スタッフからみて、見かけの前領域K3が、商品VFの向こう側に見える領域K1と等しくなるような位置に商品VFをおけば、商品VFが載置面71の谷Cの位置におかれることになるように距離dが設定されている。したがって、店舗スタッフは、見かけの前領域K3が、商品VFの向こう側(−Y方向側)に見える領域K1と等しくなるような位置に商品VFをおくことによって、自然に、商品VFを載置面71の谷Cの位置におくことができる。すなわち、店舗スタッフは、違和感なく商品VFを載置面71の谷Cの位置におくことができる。
【0169】
このように、上記の変形例に係る構成によると、前領域T1を見えにくくする構成により、前領域T1が載置面71の一部でないかのような錯覚をおこさせることによって、店舗スタッフに、無理なく載置面71の谷Cの位置に商品VFをおかせることが可能となる。
【0170】
<5.変形例>
上記の実施の形態においては、谷Cから両端部に向かって緩やかに傾斜する傾斜部を備えるV字形状の部材である載置部材711を、彩色により、谷Cに対して非対称と見えるように構成していた。これを、彩色ではなく構造的に谷Cに対して非対称としてもよい。具体的には、上述した載置部材711において、図25に示すように、前側の傾斜部を長さd(すなわち、前領域T2に相当する部分)だけ切り取ってもよい。あるいは、図26に示すように、後ろ側の傾斜部を長さdだけさらに長くしてもよい。
【0171】
いずれの構成においても、商品VFを載置面71の谷Cの位置においた状態において、計量包装値付機200の前に立って作業を行う店舗スタッフには、商品VFの向こう側(−Y方向側)に見える領域K1と、手前側(+Y方向側)に見える領域K2とが等しくみえるように、各傾斜部の長さが調整されることになる。したがって、店舗スタッフに、無理なく載置面71の谷Cの位置に商品VFをおかせることが可能となる。
【符号の説明】
【0172】
1,7 計量搬送機構
2,8 包装機
90,90a,90b,92 制御部
11 載置部
111,111a,111b,71 載置面
100,100a,100b,200 計量包装値付機
D0 基準データ
D1 商品データ
D2 差分データ
【特許請求の範囲】
【請求項1】
上面に、被包装物を載せる載置面が形成された載置台と、
前記載置面を上方から撮像する撮像手段と、
前記撮像手段が取得した撮像データを画像解析して、前記被包装物のサイズを特定する画像解析手段と、
前記載置面に載置された被包装物を受け取って、前記被包装物を、緊張保持した状態のフィルムに対して押し当てるとともに、前記フィルムの周辺部を前記被包装物の底部側に折りたたんで、前記被包装物を包装する包装手段と、
を備え、
前記載置面に、そこに載せられた前記被包装物の輪郭線の少なくとも一部と交差するような模様が形成されており、
前記画像解析手段が、前記被包装物が載置されていない状態の前記載置面の撮像データと、前記被包装物が載置されている状態の前記載置面の撮像データとの差分から、前記模様の非連続部分を特定し、当該非連続部分の位置に基づいて、前記被包装物のサイズを特定する包装装置。
【請求項2】
請求項1に記載の包装装置であって、
前記模様が、幾何学的パターンである包装装置。
【請求項3】
請求項2に記載の包装装置であって、
前記載置面の形状が長方形であり、
前記幾何学的パターンが、前記載置面の周辺に対して非並行な直線の縞模様である包装装置。
【請求項4】
請求項2に記載の包装装置であって、
前記幾何学的パターンが、同心円の縞模様である包装装置。
【請求項5】
請求項3または4に記載の包装装置であって、
前記縞模様のピッチが、前記包装手段の動作精度に基づいて規定される包装装置。
【請求項6】
請求項1から5のいずれかに記載の包装装置であって、
前記模様が、第1色領域と第2色領域とから形成されており、
前記載置面に光を照射して、前記第1色領域を第1の色に発色させる第1光源と、
前記載置面に光を照射して、前記第2色領域を第2の色に発色させる第2光源と、
を備える包装装置。
【請求項7】
請求項1から5のいずれかに記載の包装装置であって、
前記載置面に光を照射する光源と、
前記光源から照射される光の色を切り換える発光色切換手段と、
前記載置面に載置された前記被包装物の色を検出する色検出手段と、
を備え、
前記発光色切換手段が、前記被包装物の色に応じて前記光源から照射される光の色を切り換える包装装置。
【請求項1】
上面に、被包装物を載せる載置面が形成された載置台と、
前記載置面を上方から撮像する撮像手段と、
前記撮像手段が取得した撮像データを画像解析して、前記被包装物のサイズを特定する画像解析手段と、
前記載置面に載置された被包装物を受け取って、前記被包装物を、緊張保持した状態のフィルムに対して押し当てるとともに、前記フィルムの周辺部を前記被包装物の底部側に折りたたんで、前記被包装物を包装する包装手段と、
を備え、
前記載置面に、そこに載せられた前記被包装物の輪郭線の少なくとも一部と交差するような模様が形成されており、
前記画像解析手段が、前記被包装物が載置されていない状態の前記載置面の撮像データと、前記被包装物が載置されている状態の前記載置面の撮像データとの差分から、前記模様の非連続部分を特定し、当該非連続部分の位置に基づいて、前記被包装物のサイズを特定する包装装置。
【請求項2】
請求項1に記載の包装装置であって、
前記模様が、幾何学的パターンである包装装置。
【請求項3】
請求項2に記載の包装装置であって、
前記載置面の形状が長方形であり、
前記幾何学的パターンが、前記載置面の周辺に対して非並行な直線の縞模様である包装装置。
【請求項4】
請求項2に記載の包装装置であって、
前記幾何学的パターンが、同心円の縞模様である包装装置。
【請求項5】
請求項3または4に記載の包装装置であって、
前記縞模様のピッチが、前記包装手段の動作精度に基づいて規定される包装装置。
【請求項6】
請求項1から5のいずれかに記載の包装装置であって、
前記模様が、第1色領域と第2色領域とから形成されており、
前記載置面に光を照射して、前記第1色領域を第1の色に発色させる第1光源と、
前記載置面に光を照射して、前記第2色領域を第2の色に発色させる第2光源と、
を備える包装装置。
【請求項7】
請求項1から5のいずれかに記載の包装装置であって、
前記載置面に光を照射する光源と、
前記光源から照射される光の色を切り換える発光色切換手段と、
前記載置面に載置された前記被包装物の色を検出する色検出手段と、
を備え、
前記発光色切換手段が、前記被包装物の色に応じて前記光源から照射される光の色を切り換える包装装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【公開番号】特開2011−184091(P2011−184091A)
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願番号】特願2010−54282(P2010−54282)
【出願日】平成22年3月11日(2010.3.11)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願日】平成22年3月11日(2010.3.11)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]