
包装装置
【課題】シュート内部における物品の詰まりを低減させるとともに、包装装置を高能力で動作させることができる包装装置を提供する。
【解決手段】包装装置は、シュート21と、移動部材32と、制御部とを備える。シュート21は、通過空間を囲い、第1部分にスリット23が形成されている。通過空間とは、上位装置から供給される包装対象物Cが通過する空間である。第1部分とは、第1空間を囲う部分である。第1空間とは、通過空間に含まれ包装対象物Cが詰まり易い空間である。移動部材32は、スリット23を介して、第1空間に対する進入と、第1空間からの退避とが可能な部材である。制御部は、包装対象物Cが第1空間を通過した後に移動部材32を第1空間に進入させる。
【解決手段】包装装置は、シュート21と、移動部材32と、制御部とを備える。シュート21は、通過空間を囲い、第1部分にスリット23が形成されている。通過空間とは、上位装置から供給される包装対象物Cが通過する空間である。第1部分とは、第1空間を囲う部分である。第1空間とは、通過空間に含まれ包装対象物Cが詰まり易い空間である。移動部材32は、スリット23を介して、第1空間に対する進入と、第1空間からの退避とが可能な部材である。制御部は、包装対象物Cが第1空間を通過した後に移動部材32を第1空間に進入させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装装置に関する。
【背景技術】
【0002】
従来、帯状のフィルムから袋を形成すると共に、当該袋で物品を包装する包装装置が知られている。このような包装装置は、帯状のフィルムを下方に搬送しながら筒状に形成し、筒状のフィルムの下端部をシールする。その後、包装装置は、下端部がシールされた筒状のフィルムに物品を投入し、筒状のフィルムの上端部をシールして袋を形成する。
【0003】
ところで、下端部がシールされた筒状のフィルムに、シュートを介して物品を投入する際、物品がシュート内で詰まってしまう場合がある。そこで、例えば、特許文献1(特開平11−49104公報)では、押し込み部材を備えた包装装置が提案されている。押し込み部材は遥動されることによりシュート上部からシュート内に突入し、シュート内に詰まった物品を強制的に筒状のフィルム内部に落下させる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記包装装置は、押し込み部材を遥動されてシュート内部に突入される構成となっているため、押し込み部材の駆動(往復動)に時間がかかる。その結果、包装装置を高能力で動作させることが困難となる。
【0005】
本発明の課題は、シュート内部における物品の詰まりを抑制するとともに、包装装置を高能力で動作させることが可能な包装装置を提供することである。
【課題を解決するための手段】
【0006】
本発明に係る包装装置は、シュートと、移動部材と、制御部とを備える。シュートは、通過空間を囲い、第1部分にスリットが形成されている。通過空間とは、上位装置から供給される包装対象物が通過する空間である。第1部分とは、第1空間を囲う部分である。第1空間とは、通過空間に含まれ包装対象物が詰まり易い空間である。移動部材は、スリットを介して、第1空間に対する進入と、第1空間からの退避とが可能な部材である。制御部は、包装対象物が第1空間を通過した後に移動部材を第1空間に進入させる。
【0007】
これにより、シュート内部における物品の詰まりを低減させるとともに、包装装置を高能力で動作させることができる。
【0008】
さらに、本発明に係る包装装置は、回転機構を備えることが好ましい。回転機構は、移動部材を回転可能に支持する。また、回転機構は、移動部材を一方向に回転させることにより、第1空間に移動部材を進入させ、さらに、第1空間から移動部材を退避させる。
【0009】
これにより、移動部材による第1空間に対する進入および第1空間からの退出を短時間で実行させることができる。その結果、包装装置の性能が向上する。
【0010】
また、シュートは、筒状部と、漏斗部とを有することが好ましい。筒上部は、上下方向に延びる。漏斗部は、連結部と受入部とを含む。連結部は、筒状部に連結される。受入部は、筒状部より大きな断面積を有し上位装置から供給される包装対象物を受け入れる。また、スリットは、連結部および連結部の近傍である第1部分に形成されることが好ましい。
【0011】
これにより、シュート内部の物品の詰まり易い部分に、移動部材を短時間で移動させることができる。
【0012】
また、制御装置は、第1処理と第2処理とを切り替えて実行することが好ましい。第1処理は、回転機構を駆動させて移動部材を第1空間へ進入または第1空間から退避させる処理である。第2処理は、回転機構を駆動させず移動部材を停止位置で待機させる処理である。
【0013】
これにより、包装対象物が第1空間を通り過ぎた後にタイミング良く移動部材を進入させることができる。
【0014】
また、移動部材は、停止位置で、スリットの開口面積を50%以上塞ぐことが好ましい。
【0015】
これにより、シュートの外側への包装対象物の飛び出しを抑制することができる。
【0016】
また、移動部材は、シュートの周囲に複数設けられることが好ましい。
【0017】
これにより、シュート内部で多方面から包装対象物の詰まりを解消することができる
さらに、移動部材は、スリットを塞ぐ第1面を有する板状部材であることが好ましい。また、回転機構は、板状部材の長手方向中心を基準に移動部材を回転させることが好ましい。
【0018】
これにより、包装装置の性能を向上させることができる。
【0019】
また、板状部材は、第1面を側面とし、さらに、正面および背面を有することが好ましい。正面および背面は、シュートの外形に沿う一辺を有する。
【0020】
これにより、スリットを効果的に塞ぐことができる。
【0021】
また、移動部材は、スリットを塞ぐ側面と、点対象形状を外形とする正面および背面とを有する板状部材であることが好ましい。また、回転機構の回転中心は、板状部材の点対象形状の中心点に設けられ、回転機構は、移動部材を180°回転させることが好ましい。
【0022】
移動部材を半回転させることにより、移動部材を停止姿勢に変更することが可能となるため、移動部材の動作速度を速くし、さらに、包装装置の性能を向上させることができる。
【発明の効果】
【0023】
本発明に係る包装装置は、シュート内部における物品の詰まりを低減させるとともに、包装装置を高能力で動作させることができる。
【図面の簡単な説明】
【0024】
【図1】製袋包装機の外観斜視図である。
【図2】製袋包装機の構成を示す概略斜視図である。
【図3】成形機構および押し込み機構を示す図である。
【図4】押し込み機構の配置を示す平面図である。
【図5】押し込み機構の側面図である。
【図6】停止位置にある回転部材を示す図である。
【図7】モータ停止時の回転部材およびシュート内部を示す平面図である。
【図8】モータ駆動時の回転部材およびシュート内部を示す平面図である。
【図9】制御ブロック図である。
【図10】押し込み機構の制御を説明するための図である。
【図11】押し込み機構の制御を説明するための図である。
【図12】変形例Cに係る押し込み機構の配置を示す平面図である。
【図13】変形例Cに係る回転部材を示す図である。
【発明を実施するための形態】
【0025】
以下、図面を参照しながら、本実施形態に係る製袋包装機(包装装置)10を説明する。なお、以下は本発明の一例であり、本発明の技術的範囲を限定するものではない。
【0026】
(1)全体構成
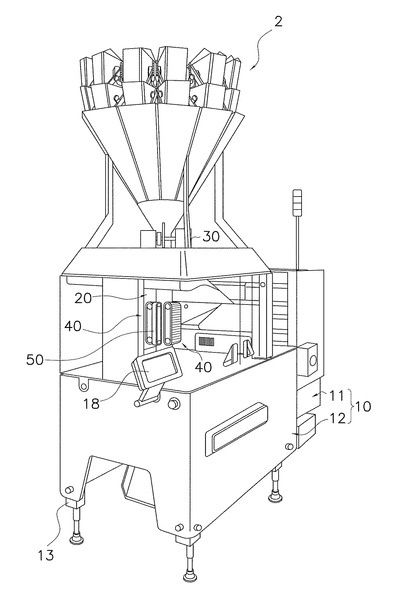
まず、図1を用いて、本発明の一実施形態に係る製袋包装機10の全体構成を説明する。製袋包装機10は、フィルムFから袋Bを形成し、当該袋Bにスナック菓子等の物品Cを袋詰めする装置である(図2参照)。
【0027】
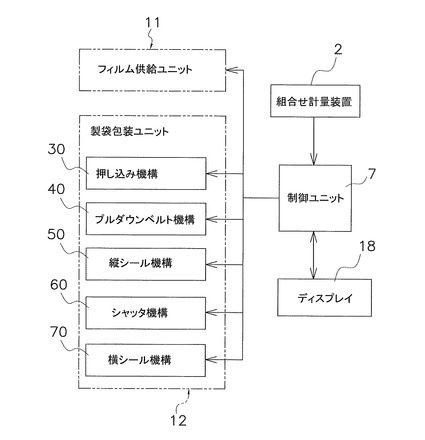
製袋包装機10は、主として、フィルム供給ユニット11と、製袋包装ユニット12とからなる。また、製袋包装機10は、これらの各構成と接続されて各種信号の授受を行う制御ユニット7をさらに備える(図9参照)。
【0028】
フィルム供給ユニット11は、製袋包装ユニット12に袋BとなるフィルムFを供給する。製袋包装ユニット12は、物品Cの袋詰めを行う主要部分である。製袋包装ユニット12で袋詰めされる物品Cは、上方に配置された組合せ計量装置(上位装置に相当)2で計量される。組合せ計量装置2は、所定の重量の物品Cを製袋包装ユニット12に供給する装置である。組合せ計量装置2は、複数のホッパを用いて物品Cの重量を計量する。また、組合せ計量装置2は、各ホッパの計量値の合計が所定の重量になるように、ホッパの組み合わせを判定する。組合せ計量装置2は、判定結果に基づき、所定の重量となる物品Cを収容するホッパから物品Cを順次排出し、製袋包装ユニット12に対し物品Cを供給する。製袋包装ユニット12は、組合せ計量装置2から物品Cが供給されるタイミングに合わせて、物品Cの袋詰めを行う。本実施形態では、供給された物品Cを包装して袋Bを製造する動作を1サイクルとする。また、製袋包装機10は、1分間に150の袋Bを製造するものとする。
【0029】
製袋包装機10は、ディスプレイ18を備える。ディスプレイ18は、タッチパネルで覆われており、ユーザが製袋包装機10に関する各種設定を行うための入力部としても機能する。以下、図1から図11を用いて、製袋包装機10に含まれる各ユニットの構成について詳細に説明する。
【0030】
(2)フィルム供給ユニット
フィルム供給ユニット11は、後述する製袋包装ユニット12の成形機構20に対してシート状のフィルムFを供給するユニットである。図1に示すように、フィルム供給ユニット11は、製袋包装ユニット12に隣接して設けられる。フィルム供給ユニット11にはシート状のフィルムFが巻かれたフィルムロールがセットされている。フィルムFは、当該フィルムロールから繰り出され、後述する成形機構20に供給される。
【0031】
(3)製袋包装ユニット
製袋包装ユニット12は、フィルム供給ユニット11から送られてくるシート状のフィルムFを筒状に成形しながら物品Cを充填して袋(製品)Bを製造する。製袋包装ユニット12は、図1または図2に示すように、主として、成形機構20と、押し込み機構30と、プルダウンベルト機構40と、縦シール機構50と、シャッタ機構60と、横シール機構70と、これらの機構を支える支持フレーム13とから構成されている。
【0032】
(3−1)成形機構
成形機構20は、上述のフィルム供給ユニット11から送られてきたシート状のフィルムFを筒状に成形する。成形機構20は、図2および図3に示すように、シュート21と、フォーマ22とを有している。
【0033】
(3−1−1)シュート
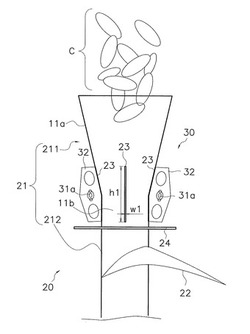
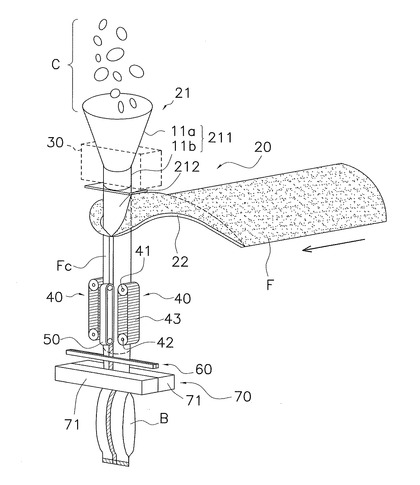
シュート21は、組合せ計量装置2から供給された物品Cを受け入れ、当該物品Cを筒状のフィルムFcの内部に導く通路として機能する。シュート21は、物品Cを通過させるための内部空間を囲う部材である。シュート21は、図示しないブラケットを介して後述するフォーマ22と一体にされている。組合せ計量装置2によって計量された物品Cは、図2に示すように、シュート21の上部の開口から投入された後、シュート21の内部空間を通過して筒状のフィルムFcの内部へ落下する。シュート21は、主として、漏斗部211と、チューブ212とからなる。
【0034】
(a)漏斗部
漏斗部211は、シュート21の上部を構成する。漏斗部211は、上下端に円形の開口を有する。上端の開口は、物品Cの投入口であり、下端の開口は、物品Cの吐き出し口である。漏斗部211は、受入部11aと連結部11bとからなる。漏斗部211には、支持部24が取り付けられている。また、漏斗部211は、スリット23を有する。
【0035】
(a−1)受入部
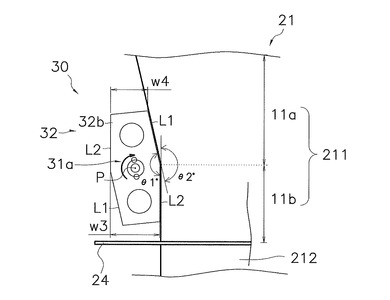
受入部11aは、漏斗部211の上方に位置し、組合せ計量装置2から供給される物品Cを受け入れる部分である。受入部11aは、チューブ212の横断面形状(水平方向の断面形状)よりも大きい横断面形状を有する。言い換えると、受入部11aは、チューブ212の断面積よりも大きな断面積を有する。受入部11aは、上端から下端に向けて段階的に断面積が小さくなるような形状である。言い換えると、受入部11aの断面の径は、高さ方向が低くなるにつれて小さくなっている。本実施形態では、受入部11aの内径は、上方から下方に向けて小さくなる。具体的に、受入部の上端の開口の径は、130mm〜190mmであり、下端の開口の径は、50mm〜110mmである。下端の開口の径は、シュート21の最小の内径である。受入部11aの内部空間は、上端側が最も広く、下方に向けてどんどん狭くなり、下端側が最も狭い。
【0036】
(a−2)連結部
連結部11bは、漏斗部211の下方に位置し、チューブ212に連結される部分である。連結部11bの横断面形状は、チューブ212の横断面形状とほぼ同一である。連結部11bの径は、具体的に、50mm〜110mmである。
【0037】
(a−3)支持部
支持部24は、連結部11bの下部に設けられており、漏斗部211およびチューブ212の境目に取り付けられている。支持部24は、押し込み機構30を支持する。
【0038】
(a−4)スリット
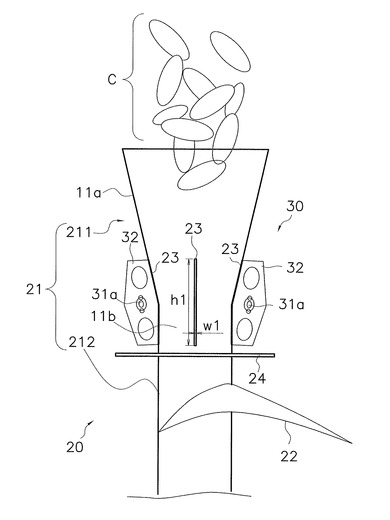
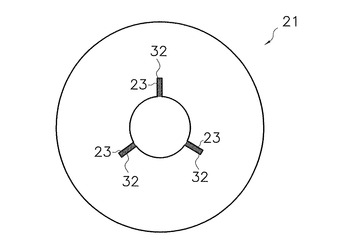
漏斗部211には、図3に示すように、連結部11bおよび連結部11bの近傍に、複数のスリット23が形成されている。連結部11bおよび連結部11bの近傍は、第1空間を囲む部分(第1部分)である。第1空間とは、シュート21の内部空間に含まれる空間であって、物品Cが詰まりやすい空間である。第1部分は、漏斗部211の内壁の傾斜角が変化する部分である。
【0039】
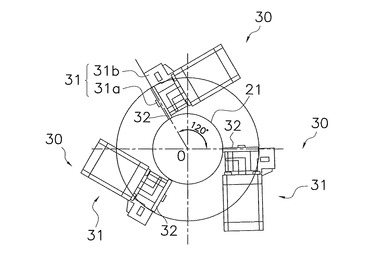
各スリット23は、上下方向に延びる。すなわち、スリット23は、受入部11aの下部から連結部11bに延びて形成されている。複数のスリット23は、漏斗部211の周囲に所定の間隔(均一な間隔)を空けて形成される。具体的に、複数のスリット23は、漏斗部211の内部空間の中心軸を基準として、120°の角度間隔で形成される。漏斗部211に形成されるスリット23の数は、後述の押し込み機構30の数に対応する。すなわち、各スリット23は、360°を押し込み機構30の数で割った、等しい角度間隔で第1部分に形成される。
【0040】
スリット23は、第1空間に対して後述する回転部材32を進入させる(図8および図11参照)。スリット23は、所定の幅w1および所定の高さh1の開口を有する。スリット23の開口の幅w1および高さh1は、回転部材32の側面32aの幅w2および高さh2に基づいて決定される。具体的に、スリット23の開口の幅w1および高さh1は、回転部材32の側面32aの幅w2および高さh2より若干大きい(w1>w2,h1>h2)。本実施形態では、スリット23の開口の幅w1は、2mm〜4mmである。また、スリット23の開口の高さh1は、90mm〜100mmである。
【0041】
(b)チューブ
チューブ212は、シュート21の下部を構成する。チューブ212は、縦方向に延びる筒状の部材であり、上下端に円形の開口を有する。上端の開口は、漏斗部211から送られる物品Cを受け入れる。下端の開口は、物品Cを筒状フィルムFcに排出する。上端および下端の開口の径は、漏斗部211の下端側の開口の径と同じであり、シュート21の最小の径であって、50mm〜110mmである。
【0042】
(3−1−2)フォーマ
フォーマ22は、シュート21を取り囲むように配置されている。フォーマ22の形状は、フィルム供給ユニット11から送られてきたシート状のフィルムFが、フォーマ22とシュート21との隙間を通るときに、筒状に成形されるような形状とされている。
【0043】
(3−2)押し込み機構
押し込み機構30は、シュート21の第1空間での物品Cの詰まりを解消するための装置である。第1空間とは、上述したように、シュート21の内部空間のうち、物品Cが詰まりやすい空間である。
【0044】
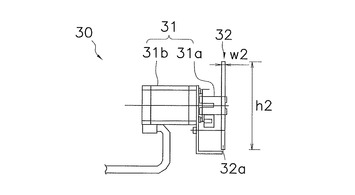
押し込み機構30は、図2および図3に示すように、受入部11aの下部および連結部11bの周囲に配置されている。また、図4に示すように、シュート21の周囲には三つの押し込み機構30が配置されている。各押し込み機構30は、シュート21の周囲に均一の角度間隔で配置されている。具体的には、一の押し込み機構30は、中心軸Oを基準に、他の押し込み機構30に対して、120°の角度間隔で配置される。中心軸Oは、シュート21の内部空間の中心に伸びる軸である。図4および図5に示すように、押し込み機構30は、主として、回転機構31と、回転部材(移動部材)32とからなる。
【0045】
(3−2−1)回転機構
回転機構31は、後述する回転部材32を回転可能に支持する機構である。回転機構31は、回転軸31aおよびモータ31bからなる。回転軸31aは、回転部材32の中心点Pに設けられる(図6参照)。回転軸31aは、モータ31bの駆動により回転される。
【0046】
(3−2−2)回転部材
回転部材32は、回転機構31の駆動により回転することで、シュート21の外側からシュート21の内側に移動する部材である。回転部材32は、板状部材である。板状部材は、第1面(側面)32aと、第2面(正面および背面)32bとで構成されている。
【0047】
第1面32aは、図5に示すように、矩形であり、所定の幅w2および所定の高さh2を有する。具体的に、第1面32aの幅w2は、1.5mm〜2.5mmであり、第1面32aの高さh2は、85mm〜95mmである。
【0048】
第2面32bは、第1面32aに隣接する面である。第2面32bは、図6に示すように、中心点Pを基準に、点対称の形状である。第2面32bは、二本の辺L1と、二本の辺L2とによって構成される。二本の辺L1は、中心点Pを基準に、点対称の位置にある。二本の辺L2もまた、中心点Pを基準に、点対称の位置にある。辺L1は、水平面に対して、受入部11aの外壁(内壁)と同じ傾きを有する。辺L2は、水平面に対して、連結部11bの外壁(内壁)と同じ傾きを有する。すなわち、第2面32bは、シュート21の外形に沿う辺L1,L2を有する。また、辺L1,L2によって得られる角度θ1°は、受入部11aおよび連結部11bの壁面の外角θ2°と同じ角度である。辺L1の長さ寸法は、第1空間の半径の50%以上必要である。好ましくは、辺L1の長さ寸法は、第1空間の半径の60%以上であり、より好ましくは、70%以上である。すなわち、辺L1の長さ寸法は、物品Cの詰まりを確実に解消するために、他の回転部材と衝突しない範囲で長ければ長いほどよい。本実施形態において、辺L1の長さ寸法は、30mm〜50mmである。第2面32bの長手方向中心の幅寸法w3は、長手方向端部の幅寸法w4に比べて大きい。
【0049】
回転部材32は、上述したように、中心点Pに回転軸31aが取り付けられている。回転部材32は、回転軸31aの回転により、中心点Pを基準に、水平軸周りに回転する(図6および図11参照)。回転部材32は、水平軸回りに180°回転することにより、第1空間に進入し、また、第1空間から退避する。すなわち、回転部材32は、回転機構31によって回転され、シュート21の内部に突出する。このとき、第1面32aは、シュート21の内部空間を上から下に向かって移動する。シュート21の内部に物品Cが詰まっている場合、シュート21の内部空間を移動する第1面32aが、詰まった物品Cに接触する(図11参照)。
【0050】
回転部材32は、回転機構31の駆動前、停止位置で待機する。停止位置とは、回転部材32を停止させておく位置である。回転部材32は、停止位置でスリット23の開口を塞ぐ(図6参照)。具体的には、回転部材32は、第1面32aによって、スリット23の開口面積の50%以上を塞ぐ。詳細には、回転部材32が停止位置にある時、第1面32aは、シュート21の内壁の一部を構成する(図7参照)。すなわち、第1面32aは、スリット23の深さ(シュート21の厚み)寸法分、シュート21の外壁からシュート21の内側に移動した位置にある。好ましくは、第1面32aは、シュート21の内壁に沿う位置にある。言い換えると、回転部材32は、回転機構31が駆動しない間、シュート21の内部に突出しない。
【0051】
(3−3)プルダウンベルト機構
プルダウンベルト機構40は、図2に示すように、チューブ212を挟んで左右対称に配置されている。プルダウンベルト機構40は、チューブ212の上下方向に沿って伸びる。プルダウンベルト機構40は、チューブ212に巻きつけられた筒状フィルムFを吸着しながら下方に搬送する。プルダウンベルト機構40は、駆動ローラ41、従動ローラ42、吸着機能を有するベルト43などから構成されている。
【0052】
(3−4)縦シール機構
縦シール機構50もまた、図2に示すように、チューブ212に沿って上下方向に延びる。縦シール機構50は、チューブ212に巻き付けられた筒状フィルムFcの重なり合う部分を、一定の加圧力でチューブ212に押しつけながら加熱して縦にシールする機構である。縦シール機構50は、主として、ヒーターと、ヒーターベルトとを有する。ヒーターベルトは、ヒーターにより加熱され、筒状フィルムFcの重なり合わされた部分に接触する。
【0053】
(3−5)シャッタ機構
シャッタ機構60は、図2に示すように、成形機構20および縦シール機構50の下方であって、後述する横シール機構70の上方に配置されている。シャッタ機構60は、後述する横シール機構70によって形成される被シール箇所への物品Cの噛み込みを抑制する機構であり、一対のシャッタ部材を有する。一対のシャッタ部材は、筒状フィルムFcの前後に配置される。シャッタ機構60は、第1動作と第2動作とを繰り返すことによって、被シール箇所への物品Cの噛み込みを防止する。第1動作は、シャッタ部材が筒状フィルムFcを挟んだ状態で所定距離下降する動作である。第2動作は、シャッタ部材が筒状フィルムFcから遠ざかり、さらに、筒状フィルムFcに接近して筒状フィルムFcを挟む動作である。シャッタ部材は、後述する横シール機構70のシールジョー71,71よりも早く筒状フィルムFcを挟み込み、筒状フィルムFcが横シールされる時に、被シール箇所の上方において被包装物の落下を抑制する。
【0054】
(3−6)横シール機構
横シール機構70は、筒状フィルムFcを、筒状フィルムFcの幅方向(横方向)にシールして、袋Bの上シール部および下シール部を形成する機構である。横シール機構70は、図2に示すように、成形機構20、プルダウンベルト機構40、縦シール機構50、およびシャッタ機構60の下方に配置されている。
【0055】
横シール機構70は、主として、ヒーターを内蔵する一対のシールジョー71,71からなる。一対のシールジョー71,71は、互いに同期を取りながら、チューブ212を軸として近接したり離反したりする。シールジョー71,71は、互いに最も近接する状態において筒状フィルムFcを挟み込む。シールジョー71,71によって挟み込まれた筒状フィルムFcの被シール部は、内蔵されたヒーターによって熱シールされる。これにより、袋Bの上シール部および後続の筒状フィルムFcの下シール部が形成される。なお、一方のシールジョー71には、図示されないカッターが内蔵されており、一回の挟み込み動作により熱シールされた部位の中央がカッターで横方向に切断される。これにより、縦方向に延びる筒状フィルムFcから、袋Bが切り離される。
【0056】
(4)制御ユニット
制御ユニット7は、CPU、ROM、RAMおよびハードディスク等からなり、製袋包装機10の各部を制御するためのプログラムを読み出して実行する。制御ユニット7は、図9に示すように、ディスプレイ18、フィルム供給ユニット11、押し込み機構30、プルダウンベルト機構40、縦シール機構50、シャッタ機構60、および横シール機構70と接続されている。また、制御ユニット7には、組合せ計量装置2によって物品Cが供給されるタイミングに関する情報が送られる。
【0057】
制御ユニット7は、ディスプレイ18で受け付けた各種設定および組合せ計量装置2から送られた情報に基づいて、各ユニットおよび機構に対する制御指令を送信する。各ユニットおよび機構の駆動部は、制御ユニット7から送られた制御指令に基づいて駆動する。また、制御ユニット7は、各ユニットおよび機構から短い時間間隔で各種情報を取得して記憶する。制御ユニット7は、取得した情報に基づいて稼動情報等をディスプレイ18に表示させる。
【0058】
(5)製袋包装機の動作
(5−1)全体の流れ
フィルム供給ユニット11からフィルムFが供給される。フィルムFは、図示しない複数のガイドローラやダンサーローラに掛け渡された状態で製袋包装ユニット12に送られる。フィルムFは、成形機構20を通過して筒状フィルムFcに成形される。その後、縦シール機構50は、筒状フィルムFcの重なり合う部分を熱シールする。筒状フィルムFcは、その後、横シール機構70によって横シールされる。横シールされた箇所は、その後、カッターにより切断され、上流側の筒状フィルムFcから袋Bが切り離される。
【0059】
(5−2)押し込み機構の制御
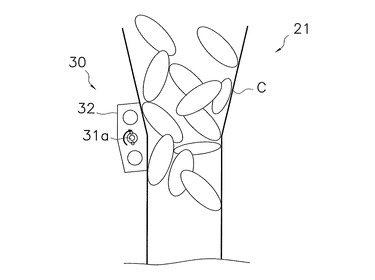
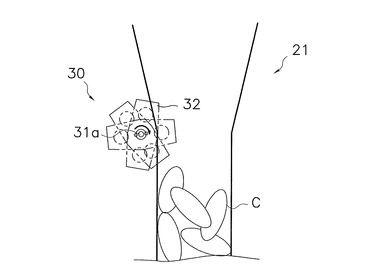
次に、図10および図11を用いて、制御ユニット7による押し込み機構30の制御について説明する。図10は、押し込み機構30が駆動されておらず、回転部材32が停止位置にある場合を示す。図11は、押し込み機構30が駆動され、回転部材32がシュート21に進入し、さらに退避している状態を示す。なお、図10および図11には、一の押し込み機構30に関する回転部材32の動きのみを示すが、他の押し込み機構30,30も同様に駆動されるものとする。制御ユニット7は、回転機構31のモータ31bのON/OFFを切り替えることにより、回転部材32を動作または停止させる。
【0060】
(5−2−1)非駆動時
制御ユニット7は、シュート21の内部に物品Cが落下している間は、モータ31bをOFFに設定する。制御ユニット7がモータ31bをOFFに設定した場合、制御ユニット7は、図10に示すように、回転部材32を停止位置で待機させ、回転部材32の姿勢を維持する(第1処理)。停止位置における回転部材の姿勢は、第2面32bの辺L1,L2が、シュート21の内壁の壁面と一致するような姿勢である。すなわち、第1面32aは、図7に示すように、シュート21の内壁の一部を構成する。このとき、回転部材32は、スリット23の開口面積を、他の姿勢に比べて最も多く塞ぐ。すなわち、押し込み機構30の非駆動時、回転部材32は、スリット23の閉鎖部材として機能する。
【0061】
(5−2−2)駆動時
制御ユニット7は、組合せ計量装置2から物品Cが供給されるタイミングに合わせて、モータ31bをONに設定する。制御ユニット7がモータ31bをONに設定した場合、図11に示すように、回転部材32は、水平軸を基準に回転する。これにより、回転部材32の姿勢は変動する。具体的に、制御ユニット7は、組合せ計量装置2から物品Cが供給された後の所定時間が経過した後、モータ31bを駆動させる。ここで、所定時間とは、組合せ計量装置2から供給された物品Cが、シュート21の第1空間を通過するまでの時間である。制御ユニット7は、物品Cがシュート21の第1空間を通過したタイミングで、回転機構31を駆動させ、回転部材32をシュート21の内部に進入させる。押し込み機構30の駆動時、回転部材32は、物品Cの詰まりを解消させる部材として機能する。
【0062】
制御ユニット7は、組合せ計量装置2から物品Cの集合が供給される毎(1サイクル毎)に、回転部材32を180°回転させる。図11に示すように、回転部材32は、物品Cの一の集合体が第1空間を通過したタイミングで、第1空間に進入し、さらに、第1空間から退避する。回転部材32は、90°回転したときに、シュート21の内部に最も大きく突出する(図8参照)。回転部材32が90°回転したときに、シュート21の内部で突出する回転部材32の長さ寸法は、第1空間の半径の50%以上の長さ寸法である。なお、回転部材32の回転角度が0°から90°までは、回転角度が大きくなるにつれ、シュート21の内部に突出する回転部材32の量が増加する。一方、回転角度が90°から180°までは、回転角度が大きくなるにつれ、シュート21の内部に突出する回転部材32の量は減少する。
【0063】
(6)特徴
(6−1)
上記実施形態に係る製袋包装機10は、シュート21のうち、物品Cが詰まり易い第1空間を囲う部分(第1部分)に、スリット23が形成される。また、物品Cが第1空間を通過した後、回転部材32がスリット23を介して、第1空間に進入する。すなわち、第1空間の近傍に配置された回転部材32を、第1空間に進入させるため、シュート21内部の詰まりを解消させるための制御を短時間で実行することができる。
【0064】
製袋包装機10による袋Bの製造サイクルを向上させるためには、製袋包装機10を構成する各機構の動作速度を上げ、組合せ計量装置2によって物品Cが供給される時間間隔を短くすることが考えられる。しかし、従来提案されてきた製袋包装機では、シュート内部における物品Cの詰まりを解消するために、シュート上部から押し込み部材を突入させる。押し込み部材は、遥動により、シュート上部からシュート内に突入し、シュート内に詰まった物品を強制的に筒状のフィルムの内部に落下させる。しかし、押し込み部材をシュート上部からシュート内部に押し込み部材を突入させる構成の場合、押し込み部材の駆動(往復動)に時間がかかる。すなわち、シュート上部からシュート内部に押し込み部材を突入させる時間と、シュート内部から押し込み部材を抜き出す時間とが必要になる。その結果、製袋包装機を高能力で動作させることが困難となる。言い換えると、一定の時間で多数の袋Bを製造することができない。
【0065】
上記実施形態に係る製袋包装機10は、シュート21内部の詰まりを解消させる回転部材32が、スリット23を介して、シュート21内部に進入する。スリット23は、第1空間を囲うシュート21の部分(第1部分)に形成されている。これにより、シュート21の内部における物品Cの詰まりを低減させるとともに、製袋包装機10を高能力で動作させることができる。
【0066】
(6−2)
さらに、上記実施形態に係る製袋包装機10は、回転部材32が回転機構31によって一方向に回転される。回転部材32は、一方向への回転により、第1空間に進入し、さらに、第1空間から退避する。これにより、回転部材32の第1空間に対する進入および第1空間からの退出を短時間で実行させることができる。その結果、製袋包装機10の性能を一層向上させることができる。
【0067】
(6−3)
従来の製袋包装機では、詰まり易い部分に押し込み部材が接触しうるように、長尺の押し込み部材が備えられていた。押し込み部材は、遥動される構成であるため、長尺の押し込み部材を遥動させる構成とするためには、広い設置空間が必要であった。
【0068】
一方、上記実施形態に係る製袋包装機10では、スリット23が、第1部分に形成される。第1部分は、連結部11bおよび連結部11bの近傍であって、上述のように、物品Cが詰まり易い第1空間を囲う部分である。また、製袋包装機10は、回転部材32を回転させて、スリット23から第1空間に進入させる。回転部材32の辺L1の長さ寸法は、第1空間の内径(半径)の寸法に基づく。したがって、押し込み機構30の設置に広い空間を必要としない。さらに、第1空間を囲う部分に形成されたスリット23から回転部材32が進入するため、シュート21内部の物品Cの詰まり易い部分に、回転部材32を短時間で移動させることができる。
【0069】
(6−4)
上記実施形態に係る製袋包装機10は、物品Cが第1空間を通過したタイミングで、回転部材32の姿勢を変動させて物品Cの詰まりを解消する。その他の時間は、回転部材32を停止位置で待機させスリット23を塞ぐ。これにより、スリット23を介して、物品Cがシュート21の外側へ飛び出すことを抑制することができる。
【0070】
(6−5)
また、上記実施形態に係る製袋包装機10は、シュート21の周囲に複数の押し込み機構30が設けられる。すなわち、シュート21の内部には、多方面から複数の回転部材32が突出する。これにより、多方面から突出する回転部材32によって物品Cの詰まりを確実に解消することができる。
【0071】
(6−6)
また、上記実施形態において、回転部材32は、側面(第1面)および正面・背面(第2面)を有する板状部材である。第2面は、水平面に対するシュート21の外壁(内壁)の傾きと同じ傾きの二辺L1,L2によって構成されている。したがって、回転部材32は、停止位置で、シュート21の内部における物品Cの通過を妨げることがない。
【0072】
また、上記実施形態において、回転部材32の辺L1の長さ寸法は、物品Cの詰まりを確実に解消するため、第1空間の半径の50%以上である必要がある。また、辺L1の長さ寸法は、半径に対して長ければ長いほどよい。辺L1の長さ寸法が大きくなると、スリット23の高さh1の寸法も大きくなる。したがって、スリット23を介して物品Cがシュート21の外側に飛び出す可能性が大きくなる。しかし、上記実施形態では、スリットの高さh1の寸法が大きくなった場合であっても、回転部材32が、停止位置で、スリット23の閉鎖部材として機能する。したがって、物品Cの飛び出しを効果的に低減させることができる。
【0073】
(6−7)
また、上記実施形態において、回転部材32は、点対称形状の板状部材である。回転軸31aは、回転部材32の中心点Pに取り付けられ、回転部材32は、中心点Pを基準に水平軸周りに回転する。回転機構31が駆動を開始すると、回転部材32は、即座に第一空間に進入し、詰まり解除動作を実行することができる。したがって、押し込み機構30の駆動開始から詰まり解除までのタイムラグを小さくすることができる。
【0074】
また、回転部材32は、中心点Pを基準に180°回転することで停止位置に戻り、停止位置でスリット23を塞ぐ。これにより、押し込み機構30の一の動作サイクルに必要な時間を短縮することができる。その結果、製袋包装機10の性能を一層向上させることができる。
【0075】
(6−8)
上記実施形態において、制御ユニット7は、物品Cがシュート21の第1空間を通過したタイミングで、回転機構31を駆動させた。これにより、物品Cの詰まりを解消すると共に、組合せ計量装置2から供給された物品Cの集合体のうち、第1空間を遅れて通過する物品Cの落下を促進させることができる。
【0076】
(6−9)
上記実施形態に係る製袋包装機10は、図1に示すように、組合せ計量装置2と共に用いられる。組合せ計量装置2は、上述したように、ホッパによって物品Cを計量し、合計値が所定の重量となるホッパの組合せを判定する。
【0077】
ところで、従来の製袋包装機のように、遥動する押し込み部材を用いてシュート21内部の物品Cの詰まりを解消する場合、押し込み部材の遥動によって製袋包装機は振動する。製袋包装機の振動は、製袋包装機の上方に配置された組合せ計量装置に伝わる。その結果、組合せ計量装置の計量精度に悪影響を与える場合がある。
【0078】
しかし、上記実施形態に係る製袋包装機10は、回転部材32を回転させることにより、物品Cの詰まりを解消する構成としている。したがって、遥動させる構成と比較して、組合せ計量装置2に与える振動を大幅に低減することができる。これにより、組合せ計量装置2の計量精度を維持することができる。
【0079】
(7)変形例
(7−1)変形例A
上記実施形態では、組合せ計量装置2から物品Cの集合体が供給されるたびに、回転部材32を180°回転させていたが、一回の動作で、回転部材32を360°回転させる構成としてもよい。この場合、製袋包装機10の能力は低下するが、シュート21の詰まりを、より確実に解消することができる。
【0080】
(7−2)変形例B
上記実施形態に係る押し込み機構30は、さらに、フォトセンサを有してもよい。フォトセンサは、回転部材32の停止位置のズレを判定する。フォトセンサによって回転部材32の停止位置のズレが判定された場合には、制御ユニット7が回転機構31を駆動させ、回転部材32が停止位置で留まるよう調整する構成としてもよい。これにより、回転機構31によって回転部材32の細かい制御ができない場合であっても、回転部材32の停止位置を適宜調整することができる。
【0081】
(7−3)変形例C
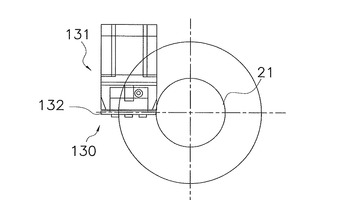
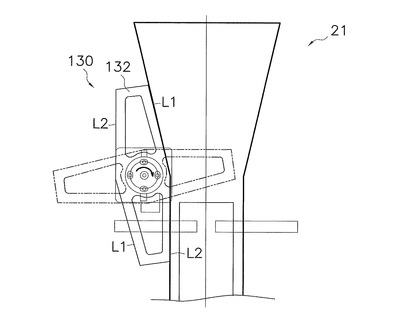
上記実施形態では、シュート21の周囲に三つの押し込み機構30を設置した。ここで、三つの押し込み機構30に代えて、図12に示すように、一つの押し込み機構130を設置してもよい。押し込み機構130は、押し込み機構30と同様に、回転機構131と、回転部材132とを有する。回転機構131および回転部材132の構成は、回転機構31および回転部材32の構成と同様である。但し、回転部材132の辺L1の長さ寸法は、回転部材32の辺L1の長さ寸法よりも長いものとする(図13参照)。例えば、回転部材132の辺L1の長さ寸法は、第1空間の直径の80%以上の長さ寸法であることが好ましい。また、スリット23は、回転部材132の長さ寸法L1およびL2に合わせて形成されるものとする。これにより、一つの押し込み機構130であっても、シュート21の内部における物品Cの詰まりを解消することができる。
【0082】
また、シュート21の周囲に設けられる押し込み機構30の数は、三つに限られるものではない。例えば、二つまたは四つの押し込み機構30が設けられてもよい。また、シュート21の周囲に複数の押し込み機構30を設ける場合、押し込み機構30は、シュート21の周囲に均等な角度間隔で配置されることが好ましい。
【0083】
(7−4)変形例D
上記実施形態では、シュート21の開口が円形であったが、シュートの開口は、矩形であってもよい。具体的には、シュートを構成する漏斗部211およびチューブ212のそれぞれの開口が矩形であってもよい。
【符号の説明】
【0084】
7 制御ユニット
10 製袋包装機(包装装置)
11 フィルム供給ユニット
11a 受入部
11b 連結部
12 製袋包装ユニット
20 成形機構
21 シュート
22 フォーマ
30 押し込み機構
32 回転部材(移動部材)
31 回転機構
40 プルダウンベルト機構
50 縦シール機構
60 シャッタ機構
70 横シール機構
211 漏斗部
212 チューブ(筒状部)
【先行技術文献】
【特許文献】
【0085】
【特許文献1】特開平11−49104公報
【技術分野】
【0001】
本発明は、包装装置に関する。
【背景技術】
【0002】
従来、帯状のフィルムから袋を形成すると共に、当該袋で物品を包装する包装装置が知られている。このような包装装置は、帯状のフィルムを下方に搬送しながら筒状に形成し、筒状のフィルムの下端部をシールする。その後、包装装置は、下端部がシールされた筒状のフィルムに物品を投入し、筒状のフィルムの上端部をシールして袋を形成する。
【0003】
ところで、下端部がシールされた筒状のフィルムに、シュートを介して物品を投入する際、物品がシュート内で詰まってしまう場合がある。そこで、例えば、特許文献1(特開平11−49104公報)では、押し込み部材を備えた包装装置が提案されている。押し込み部材は遥動されることによりシュート上部からシュート内に突入し、シュート内に詰まった物品を強制的に筒状のフィルム内部に落下させる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記包装装置は、押し込み部材を遥動されてシュート内部に突入される構成となっているため、押し込み部材の駆動(往復動)に時間がかかる。その結果、包装装置を高能力で動作させることが困難となる。
【0005】
本発明の課題は、シュート内部における物品の詰まりを抑制するとともに、包装装置を高能力で動作させることが可能な包装装置を提供することである。
【課題を解決するための手段】
【0006】
本発明に係る包装装置は、シュートと、移動部材と、制御部とを備える。シュートは、通過空間を囲い、第1部分にスリットが形成されている。通過空間とは、上位装置から供給される包装対象物が通過する空間である。第1部分とは、第1空間を囲う部分である。第1空間とは、通過空間に含まれ包装対象物が詰まり易い空間である。移動部材は、スリットを介して、第1空間に対する進入と、第1空間からの退避とが可能な部材である。制御部は、包装対象物が第1空間を通過した後に移動部材を第1空間に進入させる。
【0007】
これにより、シュート内部における物品の詰まりを低減させるとともに、包装装置を高能力で動作させることができる。
【0008】
さらに、本発明に係る包装装置は、回転機構を備えることが好ましい。回転機構は、移動部材を回転可能に支持する。また、回転機構は、移動部材を一方向に回転させることにより、第1空間に移動部材を進入させ、さらに、第1空間から移動部材を退避させる。
【0009】
これにより、移動部材による第1空間に対する進入および第1空間からの退出を短時間で実行させることができる。その結果、包装装置の性能が向上する。
【0010】
また、シュートは、筒状部と、漏斗部とを有することが好ましい。筒上部は、上下方向に延びる。漏斗部は、連結部と受入部とを含む。連結部は、筒状部に連結される。受入部は、筒状部より大きな断面積を有し上位装置から供給される包装対象物を受け入れる。また、スリットは、連結部および連結部の近傍である第1部分に形成されることが好ましい。
【0011】
これにより、シュート内部の物品の詰まり易い部分に、移動部材を短時間で移動させることができる。
【0012】
また、制御装置は、第1処理と第2処理とを切り替えて実行することが好ましい。第1処理は、回転機構を駆動させて移動部材を第1空間へ進入または第1空間から退避させる処理である。第2処理は、回転機構を駆動させず移動部材を停止位置で待機させる処理である。
【0013】
これにより、包装対象物が第1空間を通り過ぎた後にタイミング良く移動部材を進入させることができる。
【0014】
また、移動部材は、停止位置で、スリットの開口面積を50%以上塞ぐことが好ましい。
【0015】
これにより、シュートの外側への包装対象物の飛び出しを抑制することができる。
【0016】
また、移動部材は、シュートの周囲に複数設けられることが好ましい。
【0017】
これにより、シュート内部で多方面から包装対象物の詰まりを解消することができる
さらに、移動部材は、スリットを塞ぐ第1面を有する板状部材であることが好ましい。また、回転機構は、板状部材の長手方向中心を基準に移動部材を回転させることが好ましい。
【0018】
これにより、包装装置の性能を向上させることができる。
【0019】
また、板状部材は、第1面を側面とし、さらに、正面および背面を有することが好ましい。正面および背面は、シュートの外形に沿う一辺を有する。
【0020】
これにより、スリットを効果的に塞ぐことができる。
【0021】
また、移動部材は、スリットを塞ぐ側面と、点対象形状を外形とする正面および背面とを有する板状部材であることが好ましい。また、回転機構の回転中心は、板状部材の点対象形状の中心点に設けられ、回転機構は、移動部材を180°回転させることが好ましい。
【0022】
移動部材を半回転させることにより、移動部材を停止姿勢に変更することが可能となるため、移動部材の動作速度を速くし、さらに、包装装置の性能を向上させることができる。
【発明の効果】
【0023】
本発明に係る包装装置は、シュート内部における物品の詰まりを低減させるとともに、包装装置を高能力で動作させることができる。
【図面の簡単な説明】
【0024】
【図1】製袋包装機の外観斜視図である。
【図2】製袋包装機の構成を示す概略斜視図である。
【図3】成形機構および押し込み機構を示す図である。
【図4】押し込み機構の配置を示す平面図である。
【図5】押し込み機構の側面図である。
【図6】停止位置にある回転部材を示す図である。
【図7】モータ停止時の回転部材およびシュート内部を示す平面図である。
【図8】モータ駆動時の回転部材およびシュート内部を示す平面図である。
【図9】制御ブロック図である。
【図10】押し込み機構の制御を説明するための図である。
【図11】押し込み機構の制御を説明するための図である。
【図12】変形例Cに係る押し込み機構の配置を示す平面図である。
【図13】変形例Cに係る回転部材を示す図である。
【発明を実施するための形態】
【0025】
以下、図面を参照しながら、本実施形態に係る製袋包装機(包装装置)10を説明する。なお、以下は本発明の一例であり、本発明の技術的範囲を限定するものではない。
【0026】
(1)全体構成
まず、図1を用いて、本発明の一実施形態に係る製袋包装機10の全体構成を説明する。製袋包装機10は、フィルムFから袋Bを形成し、当該袋Bにスナック菓子等の物品Cを袋詰めする装置である(図2参照)。
【0027】
製袋包装機10は、主として、フィルム供給ユニット11と、製袋包装ユニット12とからなる。また、製袋包装機10は、これらの各構成と接続されて各種信号の授受を行う制御ユニット7をさらに備える(図9参照)。
【0028】
フィルム供給ユニット11は、製袋包装ユニット12に袋BとなるフィルムFを供給する。製袋包装ユニット12は、物品Cの袋詰めを行う主要部分である。製袋包装ユニット12で袋詰めされる物品Cは、上方に配置された組合せ計量装置(上位装置に相当)2で計量される。組合せ計量装置2は、所定の重量の物品Cを製袋包装ユニット12に供給する装置である。組合せ計量装置2は、複数のホッパを用いて物品Cの重量を計量する。また、組合せ計量装置2は、各ホッパの計量値の合計が所定の重量になるように、ホッパの組み合わせを判定する。組合せ計量装置2は、判定結果に基づき、所定の重量となる物品Cを収容するホッパから物品Cを順次排出し、製袋包装ユニット12に対し物品Cを供給する。製袋包装ユニット12は、組合せ計量装置2から物品Cが供給されるタイミングに合わせて、物品Cの袋詰めを行う。本実施形態では、供給された物品Cを包装して袋Bを製造する動作を1サイクルとする。また、製袋包装機10は、1分間に150の袋Bを製造するものとする。
【0029】
製袋包装機10は、ディスプレイ18を備える。ディスプレイ18は、タッチパネルで覆われており、ユーザが製袋包装機10に関する各種設定を行うための入力部としても機能する。以下、図1から図11を用いて、製袋包装機10に含まれる各ユニットの構成について詳細に説明する。
【0030】
(2)フィルム供給ユニット
フィルム供給ユニット11は、後述する製袋包装ユニット12の成形機構20に対してシート状のフィルムFを供給するユニットである。図1に示すように、フィルム供給ユニット11は、製袋包装ユニット12に隣接して設けられる。フィルム供給ユニット11にはシート状のフィルムFが巻かれたフィルムロールがセットされている。フィルムFは、当該フィルムロールから繰り出され、後述する成形機構20に供給される。
【0031】
(3)製袋包装ユニット
製袋包装ユニット12は、フィルム供給ユニット11から送られてくるシート状のフィルムFを筒状に成形しながら物品Cを充填して袋(製品)Bを製造する。製袋包装ユニット12は、図1または図2に示すように、主として、成形機構20と、押し込み機構30と、プルダウンベルト機構40と、縦シール機構50と、シャッタ機構60と、横シール機構70と、これらの機構を支える支持フレーム13とから構成されている。
【0032】
(3−1)成形機構
成形機構20は、上述のフィルム供給ユニット11から送られてきたシート状のフィルムFを筒状に成形する。成形機構20は、図2および図3に示すように、シュート21と、フォーマ22とを有している。
【0033】
(3−1−1)シュート
シュート21は、組合せ計量装置2から供給された物品Cを受け入れ、当該物品Cを筒状のフィルムFcの内部に導く通路として機能する。シュート21は、物品Cを通過させるための内部空間を囲う部材である。シュート21は、図示しないブラケットを介して後述するフォーマ22と一体にされている。組合せ計量装置2によって計量された物品Cは、図2に示すように、シュート21の上部の開口から投入された後、シュート21の内部空間を通過して筒状のフィルムFcの内部へ落下する。シュート21は、主として、漏斗部211と、チューブ212とからなる。
【0034】
(a)漏斗部
漏斗部211は、シュート21の上部を構成する。漏斗部211は、上下端に円形の開口を有する。上端の開口は、物品Cの投入口であり、下端の開口は、物品Cの吐き出し口である。漏斗部211は、受入部11aと連結部11bとからなる。漏斗部211には、支持部24が取り付けられている。また、漏斗部211は、スリット23を有する。
【0035】
(a−1)受入部
受入部11aは、漏斗部211の上方に位置し、組合せ計量装置2から供給される物品Cを受け入れる部分である。受入部11aは、チューブ212の横断面形状(水平方向の断面形状)よりも大きい横断面形状を有する。言い換えると、受入部11aは、チューブ212の断面積よりも大きな断面積を有する。受入部11aは、上端から下端に向けて段階的に断面積が小さくなるような形状である。言い換えると、受入部11aの断面の径は、高さ方向が低くなるにつれて小さくなっている。本実施形態では、受入部11aの内径は、上方から下方に向けて小さくなる。具体的に、受入部の上端の開口の径は、130mm〜190mmであり、下端の開口の径は、50mm〜110mmである。下端の開口の径は、シュート21の最小の内径である。受入部11aの内部空間は、上端側が最も広く、下方に向けてどんどん狭くなり、下端側が最も狭い。
【0036】
(a−2)連結部
連結部11bは、漏斗部211の下方に位置し、チューブ212に連結される部分である。連結部11bの横断面形状は、チューブ212の横断面形状とほぼ同一である。連結部11bの径は、具体的に、50mm〜110mmである。
【0037】
(a−3)支持部
支持部24は、連結部11bの下部に設けられており、漏斗部211およびチューブ212の境目に取り付けられている。支持部24は、押し込み機構30を支持する。
【0038】
(a−4)スリット
漏斗部211には、図3に示すように、連結部11bおよび連結部11bの近傍に、複数のスリット23が形成されている。連結部11bおよび連結部11bの近傍は、第1空間を囲む部分(第1部分)である。第1空間とは、シュート21の内部空間に含まれる空間であって、物品Cが詰まりやすい空間である。第1部分は、漏斗部211の内壁の傾斜角が変化する部分である。
【0039】
各スリット23は、上下方向に延びる。すなわち、スリット23は、受入部11aの下部から連結部11bに延びて形成されている。複数のスリット23は、漏斗部211の周囲に所定の間隔(均一な間隔)を空けて形成される。具体的に、複数のスリット23は、漏斗部211の内部空間の中心軸を基準として、120°の角度間隔で形成される。漏斗部211に形成されるスリット23の数は、後述の押し込み機構30の数に対応する。すなわち、各スリット23は、360°を押し込み機構30の数で割った、等しい角度間隔で第1部分に形成される。
【0040】
スリット23は、第1空間に対して後述する回転部材32を進入させる(図8および図11参照)。スリット23は、所定の幅w1および所定の高さh1の開口を有する。スリット23の開口の幅w1および高さh1は、回転部材32の側面32aの幅w2および高さh2に基づいて決定される。具体的に、スリット23の開口の幅w1および高さh1は、回転部材32の側面32aの幅w2および高さh2より若干大きい(w1>w2,h1>h2)。本実施形態では、スリット23の開口の幅w1は、2mm〜4mmである。また、スリット23の開口の高さh1は、90mm〜100mmである。
【0041】
(b)チューブ
チューブ212は、シュート21の下部を構成する。チューブ212は、縦方向に延びる筒状の部材であり、上下端に円形の開口を有する。上端の開口は、漏斗部211から送られる物品Cを受け入れる。下端の開口は、物品Cを筒状フィルムFcに排出する。上端および下端の開口の径は、漏斗部211の下端側の開口の径と同じであり、シュート21の最小の径であって、50mm〜110mmである。
【0042】
(3−1−2)フォーマ
フォーマ22は、シュート21を取り囲むように配置されている。フォーマ22の形状は、フィルム供給ユニット11から送られてきたシート状のフィルムFが、フォーマ22とシュート21との隙間を通るときに、筒状に成形されるような形状とされている。
【0043】
(3−2)押し込み機構
押し込み機構30は、シュート21の第1空間での物品Cの詰まりを解消するための装置である。第1空間とは、上述したように、シュート21の内部空間のうち、物品Cが詰まりやすい空間である。
【0044】
押し込み機構30は、図2および図3に示すように、受入部11aの下部および連結部11bの周囲に配置されている。また、図4に示すように、シュート21の周囲には三つの押し込み機構30が配置されている。各押し込み機構30は、シュート21の周囲に均一の角度間隔で配置されている。具体的には、一の押し込み機構30は、中心軸Oを基準に、他の押し込み機構30に対して、120°の角度間隔で配置される。中心軸Oは、シュート21の内部空間の中心に伸びる軸である。図4および図5に示すように、押し込み機構30は、主として、回転機構31と、回転部材(移動部材)32とからなる。
【0045】
(3−2−1)回転機構
回転機構31は、後述する回転部材32を回転可能に支持する機構である。回転機構31は、回転軸31aおよびモータ31bからなる。回転軸31aは、回転部材32の中心点Pに設けられる(図6参照)。回転軸31aは、モータ31bの駆動により回転される。
【0046】
(3−2−2)回転部材
回転部材32は、回転機構31の駆動により回転することで、シュート21の外側からシュート21の内側に移動する部材である。回転部材32は、板状部材である。板状部材は、第1面(側面)32aと、第2面(正面および背面)32bとで構成されている。
【0047】
第1面32aは、図5に示すように、矩形であり、所定の幅w2および所定の高さh2を有する。具体的に、第1面32aの幅w2は、1.5mm〜2.5mmであり、第1面32aの高さh2は、85mm〜95mmである。
【0048】
第2面32bは、第1面32aに隣接する面である。第2面32bは、図6に示すように、中心点Pを基準に、点対称の形状である。第2面32bは、二本の辺L1と、二本の辺L2とによって構成される。二本の辺L1は、中心点Pを基準に、点対称の位置にある。二本の辺L2もまた、中心点Pを基準に、点対称の位置にある。辺L1は、水平面に対して、受入部11aの外壁(内壁)と同じ傾きを有する。辺L2は、水平面に対して、連結部11bの外壁(内壁)と同じ傾きを有する。すなわち、第2面32bは、シュート21の外形に沿う辺L1,L2を有する。また、辺L1,L2によって得られる角度θ1°は、受入部11aおよび連結部11bの壁面の外角θ2°と同じ角度である。辺L1の長さ寸法は、第1空間の半径の50%以上必要である。好ましくは、辺L1の長さ寸法は、第1空間の半径の60%以上であり、より好ましくは、70%以上である。すなわち、辺L1の長さ寸法は、物品Cの詰まりを確実に解消するために、他の回転部材と衝突しない範囲で長ければ長いほどよい。本実施形態において、辺L1の長さ寸法は、30mm〜50mmである。第2面32bの長手方向中心の幅寸法w3は、長手方向端部の幅寸法w4に比べて大きい。
【0049】
回転部材32は、上述したように、中心点Pに回転軸31aが取り付けられている。回転部材32は、回転軸31aの回転により、中心点Pを基準に、水平軸周りに回転する(図6および図11参照)。回転部材32は、水平軸回りに180°回転することにより、第1空間に進入し、また、第1空間から退避する。すなわち、回転部材32は、回転機構31によって回転され、シュート21の内部に突出する。このとき、第1面32aは、シュート21の内部空間を上から下に向かって移動する。シュート21の内部に物品Cが詰まっている場合、シュート21の内部空間を移動する第1面32aが、詰まった物品Cに接触する(図11参照)。
【0050】
回転部材32は、回転機構31の駆動前、停止位置で待機する。停止位置とは、回転部材32を停止させておく位置である。回転部材32は、停止位置でスリット23の開口を塞ぐ(図6参照)。具体的には、回転部材32は、第1面32aによって、スリット23の開口面積の50%以上を塞ぐ。詳細には、回転部材32が停止位置にある時、第1面32aは、シュート21の内壁の一部を構成する(図7参照)。すなわち、第1面32aは、スリット23の深さ(シュート21の厚み)寸法分、シュート21の外壁からシュート21の内側に移動した位置にある。好ましくは、第1面32aは、シュート21の内壁に沿う位置にある。言い換えると、回転部材32は、回転機構31が駆動しない間、シュート21の内部に突出しない。
【0051】
(3−3)プルダウンベルト機構
プルダウンベルト機構40は、図2に示すように、チューブ212を挟んで左右対称に配置されている。プルダウンベルト機構40は、チューブ212の上下方向に沿って伸びる。プルダウンベルト機構40は、チューブ212に巻きつけられた筒状フィルムFを吸着しながら下方に搬送する。プルダウンベルト機構40は、駆動ローラ41、従動ローラ42、吸着機能を有するベルト43などから構成されている。
【0052】
(3−4)縦シール機構
縦シール機構50もまた、図2に示すように、チューブ212に沿って上下方向に延びる。縦シール機構50は、チューブ212に巻き付けられた筒状フィルムFcの重なり合う部分を、一定の加圧力でチューブ212に押しつけながら加熱して縦にシールする機構である。縦シール機構50は、主として、ヒーターと、ヒーターベルトとを有する。ヒーターベルトは、ヒーターにより加熱され、筒状フィルムFcの重なり合わされた部分に接触する。
【0053】
(3−5)シャッタ機構
シャッタ機構60は、図2に示すように、成形機構20および縦シール機構50の下方であって、後述する横シール機構70の上方に配置されている。シャッタ機構60は、後述する横シール機構70によって形成される被シール箇所への物品Cの噛み込みを抑制する機構であり、一対のシャッタ部材を有する。一対のシャッタ部材は、筒状フィルムFcの前後に配置される。シャッタ機構60は、第1動作と第2動作とを繰り返すことによって、被シール箇所への物品Cの噛み込みを防止する。第1動作は、シャッタ部材が筒状フィルムFcを挟んだ状態で所定距離下降する動作である。第2動作は、シャッタ部材が筒状フィルムFcから遠ざかり、さらに、筒状フィルムFcに接近して筒状フィルムFcを挟む動作である。シャッタ部材は、後述する横シール機構70のシールジョー71,71よりも早く筒状フィルムFcを挟み込み、筒状フィルムFcが横シールされる時に、被シール箇所の上方において被包装物の落下を抑制する。
【0054】
(3−6)横シール機構
横シール機構70は、筒状フィルムFcを、筒状フィルムFcの幅方向(横方向)にシールして、袋Bの上シール部および下シール部を形成する機構である。横シール機構70は、図2に示すように、成形機構20、プルダウンベルト機構40、縦シール機構50、およびシャッタ機構60の下方に配置されている。
【0055】
横シール機構70は、主として、ヒーターを内蔵する一対のシールジョー71,71からなる。一対のシールジョー71,71は、互いに同期を取りながら、チューブ212を軸として近接したり離反したりする。シールジョー71,71は、互いに最も近接する状態において筒状フィルムFcを挟み込む。シールジョー71,71によって挟み込まれた筒状フィルムFcの被シール部は、内蔵されたヒーターによって熱シールされる。これにより、袋Bの上シール部および後続の筒状フィルムFcの下シール部が形成される。なお、一方のシールジョー71には、図示されないカッターが内蔵されており、一回の挟み込み動作により熱シールされた部位の中央がカッターで横方向に切断される。これにより、縦方向に延びる筒状フィルムFcから、袋Bが切り離される。
【0056】
(4)制御ユニット
制御ユニット7は、CPU、ROM、RAMおよびハードディスク等からなり、製袋包装機10の各部を制御するためのプログラムを読み出して実行する。制御ユニット7は、図9に示すように、ディスプレイ18、フィルム供給ユニット11、押し込み機構30、プルダウンベルト機構40、縦シール機構50、シャッタ機構60、および横シール機構70と接続されている。また、制御ユニット7には、組合せ計量装置2によって物品Cが供給されるタイミングに関する情報が送られる。
【0057】
制御ユニット7は、ディスプレイ18で受け付けた各種設定および組合せ計量装置2から送られた情報に基づいて、各ユニットおよび機構に対する制御指令を送信する。各ユニットおよび機構の駆動部は、制御ユニット7から送られた制御指令に基づいて駆動する。また、制御ユニット7は、各ユニットおよび機構から短い時間間隔で各種情報を取得して記憶する。制御ユニット7は、取得した情報に基づいて稼動情報等をディスプレイ18に表示させる。
【0058】
(5)製袋包装機の動作
(5−1)全体の流れ
フィルム供給ユニット11からフィルムFが供給される。フィルムFは、図示しない複数のガイドローラやダンサーローラに掛け渡された状態で製袋包装ユニット12に送られる。フィルムFは、成形機構20を通過して筒状フィルムFcに成形される。その後、縦シール機構50は、筒状フィルムFcの重なり合う部分を熱シールする。筒状フィルムFcは、その後、横シール機構70によって横シールされる。横シールされた箇所は、その後、カッターにより切断され、上流側の筒状フィルムFcから袋Bが切り離される。
【0059】
(5−2)押し込み機構の制御
次に、図10および図11を用いて、制御ユニット7による押し込み機構30の制御について説明する。図10は、押し込み機構30が駆動されておらず、回転部材32が停止位置にある場合を示す。図11は、押し込み機構30が駆動され、回転部材32がシュート21に進入し、さらに退避している状態を示す。なお、図10および図11には、一の押し込み機構30に関する回転部材32の動きのみを示すが、他の押し込み機構30,30も同様に駆動されるものとする。制御ユニット7は、回転機構31のモータ31bのON/OFFを切り替えることにより、回転部材32を動作または停止させる。
【0060】
(5−2−1)非駆動時
制御ユニット7は、シュート21の内部に物品Cが落下している間は、モータ31bをOFFに設定する。制御ユニット7がモータ31bをOFFに設定した場合、制御ユニット7は、図10に示すように、回転部材32を停止位置で待機させ、回転部材32の姿勢を維持する(第1処理)。停止位置における回転部材の姿勢は、第2面32bの辺L1,L2が、シュート21の内壁の壁面と一致するような姿勢である。すなわち、第1面32aは、図7に示すように、シュート21の内壁の一部を構成する。このとき、回転部材32は、スリット23の開口面積を、他の姿勢に比べて最も多く塞ぐ。すなわち、押し込み機構30の非駆動時、回転部材32は、スリット23の閉鎖部材として機能する。
【0061】
(5−2−2)駆動時
制御ユニット7は、組合せ計量装置2から物品Cが供給されるタイミングに合わせて、モータ31bをONに設定する。制御ユニット7がモータ31bをONに設定した場合、図11に示すように、回転部材32は、水平軸を基準に回転する。これにより、回転部材32の姿勢は変動する。具体的に、制御ユニット7は、組合せ計量装置2から物品Cが供給された後の所定時間が経過した後、モータ31bを駆動させる。ここで、所定時間とは、組合せ計量装置2から供給された物品Cが、シュート21の第1空間を通過するまでの時間である。制御ユニット7は、物品Cがシュート21の第1空間を通過したタイミングで、回転機構31を駆動させ、回転部材32をシュート21の内部に進入させる。押し込み機構30の駆動時、回転部材32は、物品Cの詰まりを解消させる部材として機能する。
【0062】
制御ユニット7は、組合せ計量装置2から物品Cの集合が供給される毎(1サイクル毎)に、回転部材32を180°回転させる。図11に示すように、回転部材32は、物品Cの一の集合体が第1空間を通過したタイミングで、第1空間に進入し、さらに、第1空間から退避する。回転部材32は、90°回転したときに、シュート21の内部に最も大きく突出する(図8参照)。回転部材32が90°回転したときに、シュート21の内部で突出する回転部材32の長さ寸法は、第1空間の半径の50%以上の長さ寸法である。なお、回転部材32の回転角度が0°から90°までは、回転角度が大きくなるにつれ、シュート21の内部に突出する回転部材32の量が増加する。一方、回転角度が90°から180°までは、回転角度が大きくなるにつれ、シュート21の内部に突出する回転部材32の量は減少する。
【0063】
(6)特徴
(6−1)
上記実施形態に係る製袋包装機10は、シュート21のうち、物品Cが詰まり易い第1空間を囲う部分(第1部分)に、スリット23が形成される。また、物品Cが第1空間を通過した後、回転部材32がスリット23を介して、第1空間に進入する。すなわち、第1空間の近傍に配置された回転部材32を、第1空間に進入させるため、シュート21内部の詰まりを解消させるための制御を短時間で実行することができる。
【0064】
製袋包装機10による袋Bの製造サイクルを向上させるためには、製袋包装機10を構成する各機構の動作速度を上げ、組合せ計量装置2によって物品Cが供給される時間間隔を短くすることが考えられる。しかし、従来提案されてきた製袋包装機では、シュート内部における物品Cの詰まりを解消するために、シュート上部から押し込み部材を突入させる。押し込み部材は、遥動により、シュート上部からシュート内に突入し、シュート内に詰まった物品を強制的に筒状のフィルムの内部に落下させる。しかし、押し込み部材をシュート上部からシュート内部に押し込み部材を突入させる構成の場合、押し込み部材の駆動(往復動)に時間がかかる。すなわち、シュート上部からシュート内部に押し込み部材を突入させる時間と、シュート内部から押し込み部材を抜き出す時間とが必要になる。その結果、製袋包装機を高能力で動作させることが困難となる。言い換えると、一定の時間で多数の袋Bを製造することができない。
【0065】
上記実施形態に係る製袋包装機10は、シュート21内部の詰まりを解消させる回転部材32が、スリット23を介して、シュート21内部に進入する。スリット23は、第1空間を囲うシュート21の部分(第1部分)に形成されている。これにより、シュート21の内部における物品Cの詰まりを低減させるとともに、製袋包装機10を高能力で動作させることができる。
【0066】
(6−2)
さらに、上記実施形態に係る製袋包装機10は、回転部材32が回転機構31によって一方向に回転される。回転部材32は、一方向への回転により、第1空間に進入し、さらに、第1空間から退避する。これにより、回転部材32の第1空間に対する進入および第1空間からの退出を短時間で実行させることができる。その結果、製袋包装機10の性能を一層向上させることができる。
【0067】
(6−3)
従来の製袋包装機では、詰まり易い部分に押し込み部材が接触しうるように、長尺の押し込み部材が備えられていた。押し込み部材は、遥動される構成であるため、長尺の押し込み部材を遥動させる構成とするためには、広い設置空間が必要であった。
【0068】
一方、上記実施形態に係る製袋包装機10では、スリット23が、第1部分に形成される。第1部分は、連結部11bおよび連結部11bの近傍であって、上述のように、物品Cが詰まり易い第1空間を囲う部分である。また、製袋包装機10は、回転部材32を回転させて、スリット23から第1空間に進入させる。回転部材32の辺L1の長さ寸法は、第1空間の内径(半径)の寸法に基づく。したがって、押し込み機構30の設置に広い空間を必要としない。さらに、第1空間を囲う部分に形成されたスリット23から回転部材32が進入するため、シュート21内部の物品Cの詰まり易い部分に、回転部材32を短時間で移動させることができる。
【0069】
(6−4)
上記実施形態に係る製袋包装機10は、物品Cが第1空間を通過したタイミングで、回転部材32の姿勢を変動させて物品Cの詰まりを解消する。その他の時間は、回転部材32を停止位置で待機させスリット23を塞ぐ。これにより、スリット23を介して、物品Cがシュート21の外側へ飛び出すことを抑制することができる。
【0070】
(6−5)
また、上記実施形態に係る製袋包装機10は、シュート21の周囲に複数の押し込み機構30が設けられる。すなわち、シュート21の内部には、多方面から複数の回転部材32が突出する。これにより、多方面から突出する回転部材32によって物品Cの詰まりを確実に解消することができる。
【0071】
(6−6)
また、上記実施形態において、回転部材32は、側面(第1面)および正面・背面(第2面)を有する板状部材である。第2面は、水平面に対するシュート21の外壁(内壁)の傾きと同じ傾きの二辺L1,L2によって構成されている。したがって、回転部材32は、停止位置で、シュート21の内部における物品Cの通過を妨げることがない。
【0072】
また、上記実施形態において、回転部材32の辺L1の長さ寸法は、物品Cの詰まりを確実に解消するため、第1空間の半径の50%以上である必要がある。また、辺L1の長さ寸法は、半径に対して長ければ長いほどよい。辺L1の長さ寸法が大きくなると、スリット23の高さh1の寸法も大きくなる。したがって、スリット23を介して物品Cがシュート21の外側に飛び出す可能性が大きくなる。しかし、上記実施形態では、スリットの高さh1の寸法が大きくなった場合であっても、回転部材32が、停止位置で、スリット23の閉鎖部材として機能する。したがって、物品Cの飛び出しを効果的に低減させることができる。
【0073】
(6−7)
また、上記実施形態において、回転部材32は、点対称形状の板状部材である。回転軸31aは、回転部材32の中心点Pに取り付けられ、回転部材32は、中心点Pを基準に水平軸周りに回転する。回転機構31が駆動を開始すると、回転部材32は、即座に第一空間に進入し、詰まり解除動作を実行することができる。したがって、押し込み機構30の駆動開始から詰まり解除までのタイムラグを小さくすることができる。
【0074】
また、回転部材32は、中心点Pを基準に180°回転することで停止位置に戻り、停止位置でスリット23を塞ぐ。これにより、押し込み機構30の一の動作サイクルに必要な時間を短縮することができる。その結果、製袋包装機10の性能を一層向上させることができる。
【0075】
(6−8)
上記実施形態において、制御ユニット7は、物品Cがシュート21の第1空間を通過したタイミングで、回転機構31を駆動させた。これにより、物品Cの詰まりを解消すると共に、組合せ計量装置2から供給された物品Cの集合体のうち、第1空間を遅れて通過する物品Cの落下を促進させることができる。
【0076】
(6−9)
上記実施形態に係る製袋包装機10は、図1に示すように、組合せ計量装置2と共に用いられる。組合せ計量装置2は、上述したように、ホッパによって物品Cを計量し、合計値が所定の重量となるホッパの組合せを判定する。
【0077】
ところで、従来の製袋包装機のように、遥動する押し込み部材を用いてシュート21内部の物品Cの詰まりを解消する場合、押し込み部材の遥動によって製袋包装機は振動する。製袋包装機の振動は、製袋包装機の上方に配置された組合せ計量装置に伝わる。その結果、組合せ計量装置の計量精度に悪影響を与える場合がある。
【0078】
しかし、上記実施形態に係る製袋包装機10は、回転部材32を回転させることにより、物品Cの詰まりを解消する構成としている。したがって、遥動させる構成と比較して、組合せ計量装置2に与える振動を大幅に低減することができる。これにより、組合せ計量装置2の計量精度を維持することができる。
【0079】
(7)変形例
(7−1)変形例A
上記実施形態では、組合せ計量装置2から物品Cの集合体が供給されるたびに、回転部材32を180°回転させていたが、一回の動作で、回転部材32を360°回転させる構成としてもよい。この場合、製袋包装機10の能力は低下するが、シュート21の詰まりを、より確実に解消することができる。
【0080】
(7−2)変形例B
上記実施形態に係る押し込み機構30は、さらに、フォトセンサを有してもよい。フォトセンサは、回転部材32の停止位置のズレを判定する。フォトセンサによって回転部材32の停止位置のズレが判定された場合には、制御ユニット7が回転機構31を駆動させ、回転部材32が停止位置で留まるよう調整する構成としてもよい。これにより、回転機構31によって回転部材32の細かい制御ができない場合であっても、回転部材32の停止位置を適宜調整することができる。
【0081】
(7−3)変形例C
上記実施形態では、シュート21の周囲に三つの押し込み機構30を設置した。ここで、三つの押し込み機構30に代えて、図12に示すように、一つの押し込み機構130を設置してもよい。押し込み機構130は、押し込み機構30と同様に、回転機構131と、回転部材132とを有する。回転機構131および回転部材132の構成は、回転機構31および回転部材32の構成と同様である。但し、回転部材132の辺L1の長さ寸法は、回転部材32の辺L1の長さ寸法よりも長いものとする(図13参照)。例えば、回転部材132の辺L1の長さ寸法は、第1空間の直径の80%以上の長さ寸法であることが好ましい。また、スリット23は、回転部材132の長さ寸法L1およびL2に合わせて形成されるものとする。これにより、一つの押し込み機構130であっても、シュート21の内部における物品Cの詰まりを解消することができる。
【0082】
また、シュート21の周囲に設けられる押し込み機構30の数は、三つに限られるものではない。例えば、二つまたは四つの押し込み機構30が設けられてもよい。また、シュート21の周囲に複数の押し込み機構30を設ける場合、押し込み機構30は、シュート21の周囲に均等な角度間隔で配置されることが好ましい。
【0083】
(7−4)変形例D
上記実施形態では、シュート21の開口が円形であったが、シュートの開口は、矩形であってもよい。具体的には、シュートを構成する漏斗部211およびチューブ212のそれぞれの開口が矩形であってもよい。
【符号の説明】
【0084】
7 制御ユニット
10 製袋包装機(包装装置)
11 フィルム供給ユニット
11a 受入部
11b 連結部
12 製袋包装ユニット
20 成形機構
21 シュート
22 フォーマ
30 押し込み機構
32 回転部材(移動部材)
31 回転機構
40 プルダウンベルト機構
50 縦シール機構
60 シャッタ機構
70 横シール機構
211 漏斗部
212 チューブ(筒状部)
【先行技術文献】
【特許文献】
【0085】
【特許文献1】特開平11−49104公報
【特許請求の範囲】
【請求項1】
上位装置から供給される包装対象物が通過する通過空間を囲うシュートであって、前記通過空間に含まれ前記包装対象物が詰まり易い第1空間を囲う第1部分にスリットが形成されているシュートと、
前記スリットを介して、前記第1空間に対する進入と、前記第1空間からの退避とが可能な移動部材と、
前記包装対象物が前記第1空間を通過した後に前記移動部材を第1空間に進入させる制御部と、
を備えた包装装置。
【請求項2】
前記移動部材を回転可能に支持する回転機構をさらに備え、
前記回転機構は、前記移動部材を一方向に回転させることにより、前記第1空間に前記移動部材を進入させ、さらに、前記第1空間から前記移動部材を退避させる、
請求項1に記載の包装装置。
【請求項3】
前記シュートは、
上下方向に延びる筒状部と、
前記筒状部に連結される連結部と、前記筒状部より大きな断面積を有し前記上位装置から供給される前記包装対象物を受け入れる受入部と、を含む漏斗部と、
を有し、
前記スリットは、前記連結部および前記連結部の近傍である前記第1部分に形成される、
請求項1または2に記載の包装装置。
【請求項4】
前記制御装置は、前記回転機構を駆動させて前記移動部材を前記第1空間へ進入または前記第1空間から退避させる第1処理と、前記回転機構を駆動させず前記移動部材を停止位置で待機させる第2処理とを切り替えて実行する
請求項2または3に記載の包装装置。
【請求項5】
前記移動部材は、前記停止位置で、前記スリットの開口面積を50%以上塞ぐ、
請求項4に記載の包装装置。
【請求項6】
前記移動部材は、前記シュートの周囲に複数設けられる、
請求項1から5のいずれかに記載の包装装置。
【請求項7】
前記移動部材は、前記スリットを塞ぐ第1面を有する板状部材であり、
前記回転機構は、前記板状部材の長手方向中心を基準に前記移動部材を回転させる、
請求項2から6のいずれかに記載の包装装置。
【請求項8】
前記板状部材は、前記第1面を側面とし、
前記シュートの外形に沿う一辺を有する正面および背面をさらに有する、
請求項7に記載の包装装置。
【請求項9】
前記移動部材は、前記スリットを塞ぐ前記側面と、点対象形状を外形とする前記正面および前記背面とを有する前記板状部材であり、
前記回転機構の回転中心は、前記板状部材の前記点対象形状の中心点に設けられ、
前記回転機構は、前記移動部材を180°回転させる、
請求項7または8に記載の包装装置。
【請求項1】
上位装置から供給される包装対象物が通過する通過空間を囲うシュートであって、前記通過空間に含まれ前記包装対象物が詰まり易い第1空間を囲う第1部分にスリットが形成されているシュートと、
前記スリットを介して、前記第1空間に対する進入と、前記第1空間からの退避とが可能な移動部材と、
前記包装対象物が前記第1空間を通過した後に前記移動部材を第1空間に進入させる制御部と、
を備えた包装装置。
【請求項2】
前記移動部材を回転可能に支持する回転機構をさらに備え、
前記回転機構は、前記移動部材を一方向に回転させることにより、前記第1空間に前記移動部材を進入させ、さらに、前記第1空間から前記移動部材を退避させる、
請求項1に記載の包装装置。
【請求項3】
前記シュートは、
上下方向に延びる筒状部と、
前記筒状部に連結される連結部と、前記筒状部より大きな断面積を有し前記上位装置から供給される前記包装対象物を受け入れる受入部と、を含む漏斗部と、
を有し、
前記スリットは、前記連結部および前記連結部の近傍である前記第1部分に形成される、
請求項1または2に記載の包装装置。
【請求項4】
前記制御装置は、前記回転機構を駆動させて前記移動部材を前記第1空間へ進入または前記第1空間から退避させる第1処理と、前記回転機構を駆動させず前記移動部材を停止位置で待機させる第2処理とを切り替えて実行する
請求項2または3に記載の包装装置。
【請求項5】
前記移動部材は、前記停止位置で、前記スリットの開口面積を50%以上塞ぐ、
請求項4に記載の包装装置。
【請求項6】
前記移動部材は、前記シュートの周囲に複数設けられる、
請求項1から5のいずれかに記載の包装装置。
【請求項7】
前記移動部材は、前記スリットを塞ぐ第1面を有する板状部材であり、
前記回転機構は、前記板状部材の長手方向中心を基準に前記移動部材を回転させる、
請求項2から6のいずれかに記載の包装装置。
【請求項8】
前記板状部材は、前記第1面を側面とし、
前記シュートの外形に沿う一辺を有する正面および背面をさらに有する、
請求項7に記載の包装装置。
【請求項9】
前記移動部材は、前記スリットを塞ぐ前記側面と、点対象形状を外形とする前記正面および前記背面とを有する前記板状部材であり、
前記回転機構の回転中心は、前記板状部材の前記点対象形状の中心点に設けられ、
前記回転機構は、前記移動部材を180°回転させる、
請求項7または8に記載の包装装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2013−103753(P2013−103753A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−249808(P2011−249808)
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]