
化学・医療用部品及び化学・医療用装置
【課題】弾性を有し、薄膜化を可能とする弾性部材で構成される化学・医療用部品、さらに化学・医療用部品を用いた化学・医療用装置を提供する。
【解決手段】化学・医療用部品は、母材1に表面層2を設けた弾性部材であって、母材1は、多孔質フッ素樹脂であり、母材1の表面の細孔内のみに表面側からフッ素化ポリエーテル骨格がシリコーン架橋されているゴムが充填されて表面層2が形成され、表面層2は、外表面を研磨して層厚さが調整されている弾性部材を有するものである。化学・医療用装置は、弾性部材を有する化学・医療用部品を有するものである。
【解決手段】化学・医療用部品は、母材1に表面層2を設けた弾性部材であって、母材1は、多孔質フッ素樹脂であり、母材1の表面の細孔内のみに表面側からフッ素化ポリエーテル骨格がシリコーン架橋されているゴムが充填されて表面層2が形成され、表面層2は、外表面を研磨して層厚さが調整されている弾性部材を有するものである。化学・医療用装置は、弾性部材を有する化学・医療用部品を有するものである。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、化学・医療用部品及び化学・医療用装置に関するものである。
【背景技術】
【0002】
弾性部材は、種々の部品や装置に用いられ、例えば電子写真複写機やレーザービームプ
リンタなど、また化学実験装置、点滴装置、カテーテル装置などに広く用いられる。
【0003】
特に、弾性部材を、電子写真複写機、レーザービームプリンタなどの定着装置にトナー
定着部体として用いる場合には、トナーが接着する表面部材においてPTFE多孔質構造
体からなる表面は孔を形成する陥没部分においてトナーが埋没・付着する問題点があった
。そのために、従来トナー定着部体としての定着ベルトや定着ロールの表面は、ポリテト
ラフルオロエチレン(PTFE)やテトラフルオロエチレン−パーフルオロアルキルビニ
ルエーテル共重合体(PFA)などの無孔質・充実体で形成されていた。また、トナー定
着部体においては、トナーを鮮明な画質を高めて定着するために、表面離型層の下層にエ
ラストマー等で構成される弾性層が形成されていた。
【0004】
また、フッ素樹脂チューブ状物を用いることでトナーの離型性を高めたり、用紙上のトナーへの圧しムラを抑制できるため、印刷画像の画質を高めることができ、かつ耐久性に優れる定着ロールおよび定着ベルトを有する定着装置が提案されている(例えば、特許文献1)。
【0005】
また、最近の複写機、プリンタの消費電力低減化の要求も多大なものとなっており、消
費電力を低減するために、待機時の予熱温度を低く抑えたり、予熱を行わない方法が用い
られ、例えば短時間に使用可能状態まで立ち上げるクイックスタートが要求され、トナー
定着部体の熱容量低減が必要となっている。
【0006】
トナーの定着は電力を加熱源として融着するので弾性層と離型層の層厚みが伝熱抵抗と
なるためにこの層の薄膜化が要求され、この薄膜化により昇温時間の短縮および昇温に必
要な熱エネルギーの低減が可能となる。
【0007】
例えば、離型層はフッ素樹脂フィルムであり、弾性層は多孔質フッ素樹脂フィルムの細
孔内に弾性体が充填されてなり、離型層は最表面層であり、且つ弾性層と接しているもの
で、離型性に優れることで、これらの課題を解決しようとするものが提案されている(例
えば、特許文献2)。
【特許文献1】特開2005−24931号公報
【特許文献2】特開2005−257762号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
このように、PTFE多孔質体はこれまで定着部材へのトナー付着を防ぐためのシリコ
ンオイル供給用部材としては使用されてきているが、PTFE多孔質の細孔部にトナーが
付着するため、トナーと直接接触するトナー定着部体としては使用されていない。
【0009】
また、離型層、弾性層および基層を構成層とするものでは、3層構造とするために基層
の上にフッ素樹種多孔質フィルムをラップしてさらに熱融着して、或は接着剤を介して、
無孔質のフッ素樹脂フィルムをラップしなければならない。このように、フッ素樹脂層形
成の加工工程数の多さ、ラップにより円筒状を形成する際の段差の発生防止対策の加工の
複雑さ、離型層と弾性層を構成するフッ素樹脂の接着の信頼性に乏しい等問題点を多く有
している。
【0010】
この発明は、かかる事情に鑑みてなされたものであり、その目的は、弾性を有し、薄膜
化を可能とする弾性部材を有する化学・医療用部品、さらに化学・医療用部品を用いた化学・医療用装置を提供することにある。
【課題を解決するための手段】
【0011】
前記課題を解決し、かつ目的を達成するために、この発明は、以下のように構成した。
【0012】
請求項1に記載の発明は、母材に表面層を設けた弾性部材であって、
前記母材は、多孔質フッ素樹脂であり、
前記母材の表面の細孔内のみに表面側からフッ素化ポリエーテル骨格がシリコーン架橋されているゴムが充填されて前記表面層が形成され、
前記表面層は、外表面を研磨して層厚さが調整されている弾性部材を有するものであることを特徴とする化学・医療用部品である。
【0013】
請求項2に記載の発明は、前記多孔質フッ素樹脂が、多孔質ポリテトラフルオロエチレンであることを特徴とする請求項1に記載の化学・医療用部品である。
【0014】
請求項3に記載の発明は、請求項1または請求項2に記載の化学・医療用部品を有するものであることを特徴とする化学・医療用装置である。
【発明の効果】
【0015】
前記構成により、この発明は、以下のような効果を有する。
【0016】
請求項1に記載の発明では、弾性部材を有する化学・医療用部品であり、弾性を有して
薄膜化が可能で、耐薬品性を有する。弾性部材は、母材が、多孔質フッ素樹脂であり、母材の表面の細孔内のみに表面側からフッ素化ポリエーテル骨格がシリコーン架橋されているゴムが充填されて表面層が形成されてなる構造で弾性を得ており、表面を改質することで弾性を得たもので、より薄膜化が可能で、しかもゴムの充填は母材の表面から行なうことにより分布が表面から反対側に傾斜的に形成される。また、表面層は、外表面を研磨することで、表面層の厚さを調整し、所定の弾性を得ることができると共に、平面性を向上させることができる。
【0017】
請求項2に記載の発明では、多孔質フッ素樹脂が、多孔質ポリテトラフルオロエチレン
(PTFE)であり、より薄膜化が可能で、しかもゴムの充填は母材の表面から行なうこ
とにより分布が表面から反対側に傾斜的に形成され、或いは全体にほぼ均一に形成される
。
【0018】
請求項3に記載の発明では、化学・医療用部品を有する化学・医療用装置により、弾
性を有して薄膜化が可能で、最先端の治療を可能にする。
【発明を実施するための最良の形態】
【0019】
この発明の弾性部材では、母材に表面層を設けた弾性部材であって、母材は、多孔質か
らなり、表面層は、母材の表面の細孔内にフッ素化ポリエーテル骨格がシリコーン架橋さ
れているゴムが充填されてなるものである。以下、この発明を詳細に説明する。
(母材)
この発明の弾性部材に係る母材は、多孔質であり、多孔質の母材としては、多孔質フッ
素樹脂、パルプ、シリカゲル、セライト、フェルト、発泡ウレタン、スポンジなどが用い
られる。この母材の表面の細孔に、液状のフッ素化ポリエーテル骨格がシリコーン架橋さ
れているゴムを充填する。
【0020】
多孔質フッ素樹脂を構成するフッ素樹脂としては、ポリテトラフルオロエチレン(PT
FE)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PF
A)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)、エチレ
ン−テトラフルオロエチレン共重合体(ETFE)などが挙げられ、PTFEが、例えば
、耐熱性、柔軟性などの点で好適である。
【0021】
多孔質フッ素樹には、カーボン粒子や金属粉などを含有させると、導電性を付与でき、
かつ熱伝導性も向上できる。
【0022】
多孔質フッ素樹脂としては、例えば延伸多孔質PTFEなどが挙げられ、延伸多孔質P
TFEでは、延伸多孔質PTFEフィルム製造時の長手方向または延伸多孔質PTFE製
造時の長手方向に直交する方向の一軸方向のみに延伸すれば、一軸延伸多孔質PTFEが
得られ、延伸多孔質PTFEフィルム製造時の長手方向および延伸多孔質PTFE製造時
の長手方向に直交する方向の二軸方向に延伸すれば二軸延伸多孔質PTFEが得られる。
【0023】
一軸延伸多孔質PTFEでは、折り畳み結晶の空間が空孔となった繊維質構造となって
おり、二軸延伸多孔質PTFEでは、折り畳み結晶の空間が多数存在するクモの巣状の繊
維質構造となっている。
【0024】
多孔質フッ素樹脂の空孔率は、50%〜90%であることが望ましく、空孔率が小さす
ぎると、フッ素化ポリエーテル骨格がシリコーン架橋されているゴムを充填できる空間が
少なくなるため、ゴムの充填が十分にできないことがあり、空孔率が大きすぎると、強度
が不十分となることがある。多孔質フッ素樹脂の最大細孔径は、フッ素化ポリエーテル骨
格がシリコーン架橋されているゴムの充填の容易さなどの特性から、適宜設定すればよい
が、例えば0.01μm〜20μmであることが望ましい。最大細孔径が小さすぎるとゴ
ムの充填が困難であり、最大細孔径が大きすぎると、強度が不十分となることがある。
【0025】
延伸多孔質PTFEの好適な厚みは、延伸多孔質PTFEの空孔率などに応じて変動す
るが、例えば、10μm以上であることが好ましい。なお、各層の厚みは、ダイヤルゲー
ジで測定した平均厚さである。
【0026】
基層に用いる多孔質フッ素樹脂の形態は、弾性部材を製造する際に都合のよい形態であ
ればよく、特に制限されないが、ベルト形状、またはロール形状、チューブ形状、または
シート形状などが挙げられる。
【0027】
基層に用いる多孔質フッ素樹脂の厚みは、例えば10μm以上であることが望まく、厚
みが薄すぎると、強度が小さくなることがある。
(表面層)
この発明の弾性部材に係る表面層は、多孔質フッ素樹脂、パルプ、シリカゲル、セライ
ト、フェルト、発泡ウレタン、スポンジなどの母材の表面の細孔内にフッ素化ポリエーテ
ル骨格がシリコーン架橋されているゴムが充填されてなるものである。このフッ素化ポリ
エーテル骨格がシリコーン架橋されているゴムとして、例えば、信越化学工業株式会社製
の商品名「SIFEL」などが挙げられる。
【0028】
液状のフッ素化ポリエーテル骨格がシリコーン架橋されていないゴムは、未架橋の状態
で液状であり、架橋反応させることで固形状のゴムとなるものである。液状のときに多孔
質フッ素樹脂の細孔内に浸入させ、その後架橋反応させてゴムとする。
【0029】
液状のゴム(未架橋)の粘度は、母材の細孔へ含浸できる程度であればよく、特に限定
されないが、母材として、例えば多孔質フッ素樹脂を用いる場合、多孔質フッ素樹脂の細
孔への浸入のし易さを考慮すると、25℃で1000ポイズ以下であることが望ましい。
粘度が大きすぎると、多孔質フッ素樹脂の細孔内への浸入が困難となるため、例えば希釈
して20〜30%粘度を小さくする。
【0030】
ゴムには、例えばカーボン粒子、金属微粒子、その他の無機粉体などを、表面層に要求
される特性が損なわれない範囲で含有させてもよく、これにより強度の向上、導電性の付
与、熱伝導性の制御などが可能になる。
【0031】
表面層の硬度は、ゴムの硬度により調整でき、例えば、ゴムの硬度としては、デュロメ
ータA硬度で80以下であることが望ましく、ゴムの硬度が大きすぎると、表面層を設け
ることによる効果が十分に確保できないことがある。また、表面層に係るゴムは、引張強
さが0.1MPa以上であることが望ましく、ゴムの引張強さが小さすぎると、表面層の
強度が弱くなるため、弾性部材の耐久性が不十分となることがある。
【0032】
表面層は、外表面を研磨機などで研磨しても良く、研磨することで表面層の厚さを調整
することができると共に、平面性を向上させることができる。表面層の厚みは、好ましく
は10μm〜200μmである。この表面層の厚みは10μm〜200μmの範囲で変化
させることができ、これによって母材の多孔質フッ素樹脂の透過率を、例えば10%〜2
0%の範囲で制御することができる。したがって、弾性部材を、例えばトナー定着部体の
定着ローラとして用いる場合には、表面層の厚みによって母材の多孔質フッ素樹脂に含浸
させたオイルの吐出量を制御することができる。また、弾性部材を、例えば化学・医療用
部品のフィルタとして用いる場合には、表面層の厚みによって母材の多孔質フッ素樹脂を
透過するガスや薬液の流量を制御したり、ガスや薬液の清浄化などが可能になる。表面層
の厚みが薄すぎると、弾性部材の強度が小さくなりすぎることがあり、また表面層の弾性
が不十分となることがある。また、表面層の厚みが厚すぎると、熱容量増大を引き起こし
、消費電力低減が十分でないことがある。この多孔質フッ素樹脂の厚みは、例えば表面層
の厚みから適宜決めることができる。
【0033】
この発明にかかる弾性部材は、母材が、多孔質からなり、表面層は、母材の表面の細孔内にフッ素化ポリエーテル骨格がシリコーン架橋されているゴムが充填されてなる構造で弾性を得て、薄膜化が可能で、しかもゴムの充填は母材の表面から行なうことにより分布が表面から反対側に傾斜的に形成され、或いは全体にほぼ均一に形成される。
【0034】
母材が多孔質フッ素樹脂であり、多孔質フッ素樹脂の表面を改質することで弾性を得た
もので、より薄膜化が可能で、しかもゴムの充填は母材の表面から行なうことにより分布
が表面から反対側に傾斜的に形成され、或いは全体にほぼ均一に形成される。
(弾性部材の製造方法)
弾性部材の製造方法としては、母材の一方の表面の細孔内に、或いは母材の両表面の細
孔内に液状のフッ素化ポリエーテル骨格がシリコーン架橋されているゴムを充填する方法
であれば特に限定されない。
【0035】
母材の多孔質フッ素樹脂の細孔内に、液状のフッ素化ポリエーテル骨格がシリコーン架
橋されているゴムを充填する方法としては、未架橋ゴムを液状の流動可能な状態として細
孔内に含浸させるなどして充填し、その後架橋させる。未架橋ゴムを液状の流動可能な状
態とするには、溶媒に溶解または分散させ希釈化する。
【0036】
液状の未架橋ゴムを多孔質フッ素樹脂の細孔内に充填する方法としては、例えば、液状
の未架橋ゴムを満たした浴中に多孔質フッ素樹脂を浸漬する方法、液状の未架橋ゴムを多
孔質フッ素樹脂に転写法、遠心分離法、リング塗工などで塗布する方法、注型内にセット
した多孔質フッ素樹脂に液状の未架橋ゴムを注入して含浸する方法などがある。ゴムを架
橋させて表面層とした後、この表面層の外表面を研磨機などで研磨し、表面層の厚さを調
整すると共に、平面性を向上させることが望ましい。
(弾性部材の用途)
この発明の弾性部材の主要な用途としては、母材が筒状である場合には、例えばトナー
定着部体が挙げられ、弾性部材をそのまま、従来の定着ロールや定着ベルトなどのトナー
定着部体と同様に使用できる。また、例えば、多少の粘着性を有する製品または中間品を
搬送するベルトコンベア用のベルトなどにも好適である。また、母材が、チューブ形状、
またはシート形状である場合、例えば、化学・医療用部品が挙げられ、弾性部材をそのま
ま、従来の化学・医療用チューブ、シートなどの化学・医療用部品と同様に使用できる。
(実施例)
以下、実施例に基づいてこの発明を詳細に述べる。ただし、この実施例はこの発明を制
限するものではない。
【0037】
[トナー定着部体]
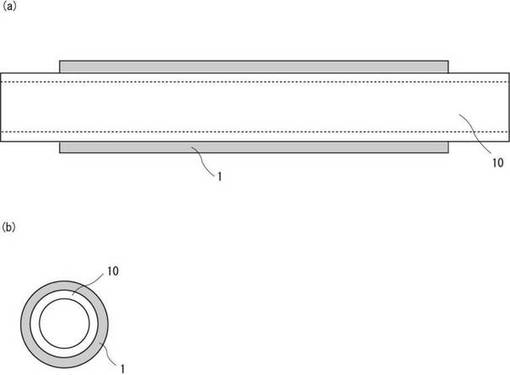
図1(a),(b)に示すように、筒状の母材1である多孔質フッ素樹脂の内側にアル
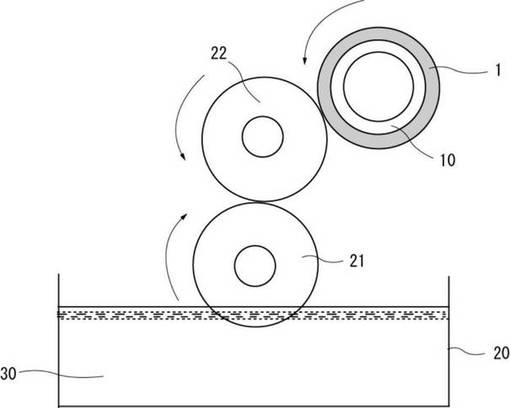
ミニウム製パイプ10を入れる。そして、図2に示すように、塗布タンク20に貯留した
液状のフッ素化ポリエーテル骨格がシリコーン架橋されていないゴム30(信越化学工業
株式会社製の商品名「SIFEL」)を一次転写ローラ21、二次転写ローラ22の回転
で母材1の多孔質フッ素樹脂フィルムの外側に塗布する。
【0038】
信越化学工業株式会社製の商品名「SIFEL」は、一液型のSIFEL3155を用
いた。この一液型のSIFEL3155の物性は以下の通りである。
【0039】
一般特性 硬度 55
硬化前物性 外観 乳白色液状、粘度23℃ 40Pa・s
硬化後物性
比重23℃ 1.87
硬度 55
引張強さ 7.8MPa
伸び% 250
引裂強さ 9.8KN/m
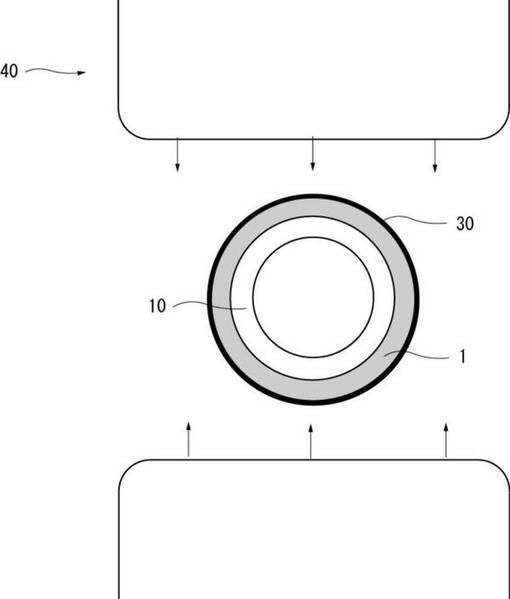
このようにして、母材1の多孔質フッ素樹脂の外側の細孔に表面側から、液状のフッ素
化ポリエーテル骨格がシリコーン架橋されていないゴム30を充填し、その後、図3に示
すように、乾燥機40によって80℃、10分の条件で加熱して熱を与えることによって
、多孔質フッ素樹脂1が収縮してアルミニウム製パイプ10に固定されると共に、シリコ
ーン架橋されていないゴム30を架橋させてトナー定着部体を作成した。
【0040】
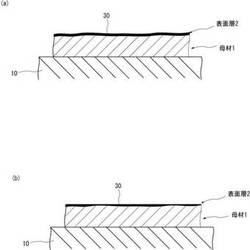
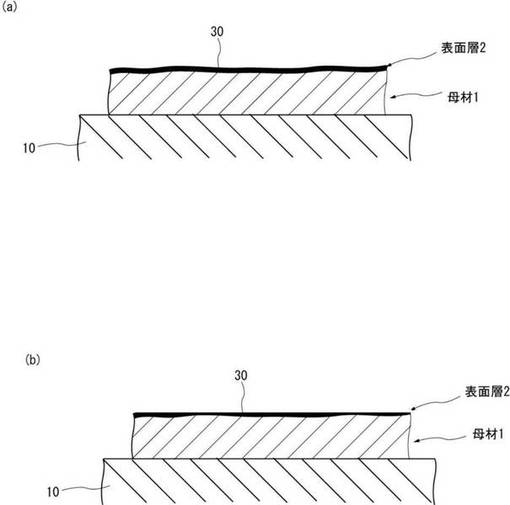
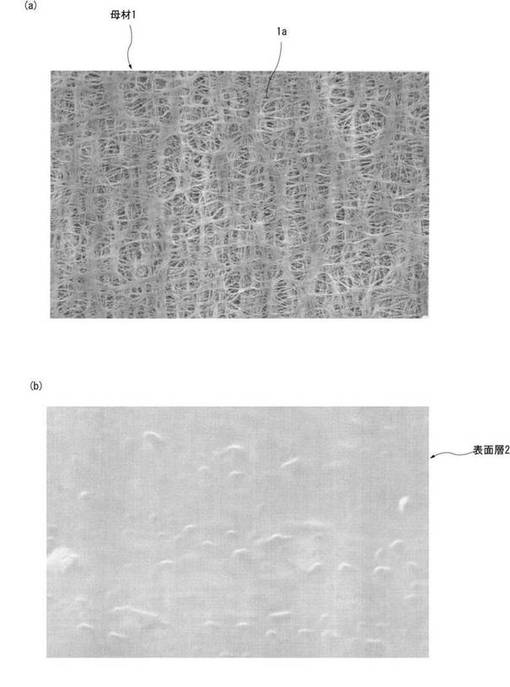
図4はトナー定着部体の一部を拡大した断面図、図5(a)は多孔質フッ素樹脂の表面
の2000倍の拡大図、図5(b)は表面層の表面の2000倍の拡大図である。図4に
示すように、母材1の多孔質フッ素樹脂の表面の細孔に、液状のフッ素化ポリエーテル骨
格がシリコーン架橋されているゴム30を充填し、その後ゴム30を架橋させることで、
表面層2と、母材1とからなる弾性部材を得ることができた。
【0041】
このように、母材1の表面層2は、母材1の多孔質フッ素樹脂の表面の細孔内にフッ素
化ポリエーテル骨格がシリコーン架橋されているゴム30が充填されてなるものであり、
図5(a)に示す母材1の多孔質フッ素樹脂の表面が、図5(b)に示すように表面改質
されて細孔1aがなくなった離型性に優れる表面層2を得ることができた。表面層2は、
外表面が研磨され、表面層2の厚さを調整することができると共に、平面性を向上させる
ことができ、図4(a)は外表面を研磨する前の状態を示し、図4(b)は外表面を研磨
した後の状態を示している。
【0042】
このトナー定着部体は、母材1の多孔質フッ素樹脂の表面が、フッ素化ポリエーテル骨
格がシリコーン架橋されているゴム30によって改質された表面層2であり、極めて薄く
することができ、薄膜化が可能である。しかも、母材1と、表面層2がフッ素樹脂であり
、機械的強度の脆さが補えることにより両者の組み合わせがもっとも好ましい形態のトナ
ー定着部体が提供される。
[定着装置]
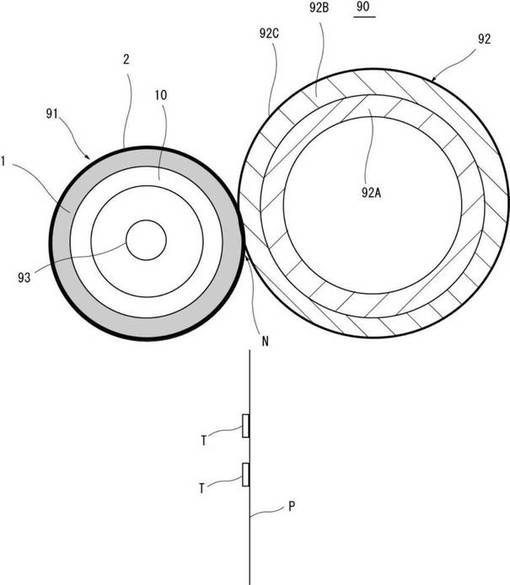
図6は定着装置の概略構成図である。定着装置90は、互いに圧接回転する1対の定着
ローラ91および加圧ローラ92と、定着ローラ91を加熱するためのヒータ93とを有
している。
【0043】
この定着装置90は、定着ローラ91および加圧ローラ92の圧接により形成されるニ
ップ部Nに対し、未定着状態のトナー像T(未定着像)を担持する記録媒体Pがニップ部
Nへ搬送され、記録媒体Pを加熱および加圧することにより、トナー像Tを記録媒体Pに
定着させる。ニップ部Nに搬送される記録媒体Pは定着ローラ91側にトナー像Tを担持
している。
【0044】
定着ローラ91は、トナー定着部体であり、円筒状をなし、その軸線まわりに回転可能
となっている。また、定着ローラ91は、円筒状をなす弾性部材を有している。このよう
な定着ローラ91を用いると、弾性部材の弾性と剥離性とにより、さらに薄膜化により、
低熱容量化(すなわち、消費電力の低減)、優れた定着性を発揮することができる。
【0045】
加圧ローラ92は、円筒状をなし、その軸線まわりに回転可能となっているとともに、
定着ローラ91に圧接している。また、加圧ローラ92は、金属製の芯金92Aと、芯金
92Aの外周面を覆う弾性層92Bと、弾性層92Bの外周面を覆う離型層92Cとを有
している。
【0046】
定着装置に用いる定着ロールでは、母材として特公平5−33650号(多孔質熱収縮
性テトラフルオロエチレン重合体管およびその製造方法」に記載される径方向熱収縮性を
有するPTFE多孔質チューブを用いた。
【比較例】
【0047】
径方向熱収縮性を有するPTFE多孔質チューブを用いて定着ロールを作製してカラー
トナーの定着性を試みたがトナーが多孔質の細孔に付着した。
【実施例1】
【0048】
径方向熱収縮性を有するPTFE多孔質チューブの表面から信越化学工業株式会社製の
商品名「SIFEL」を含浸して定着ロールを作製したがA4コピー紙1万枚使用後に表
面層の信越化学工業株式会社製の商品名「SIFEL」の磨耗が見られた(観測手段は定
着ロールの重量減少で判った)がトナーの付着は見られなかった。
【実施例2】
【0049】
実施例1の表面を研磨して行なって定着ロールを作製したがA4コピー紙1万枚使用後
の結果トナーの付着も無く磨耗も観測されなかった。この理由は、径方向熱収縮性を有す
るPTFE多孔質チューブの表面の細孔に信越化学工業株式会社製の商品名「SIFEL
」が埋設した状態によるものと考えられる。
【0050】
径方向熱収縮性を有するPTFE多孔質チューブの細孔に進入してゴム体を構成する材
料には架橋型のシリコンエラストマー、ウレタンエラストマー等があり、これらの未架橋
状態は液状であり、これを溶剤で希釈して含浸を行なうことによって弾性層は形成できる
。しかし、定着ロールの要求機能は、トナーの離型性とトナー定着のための耐熱性にある
。すなわち、加熱温度は連続使用温度200℃が要求され、さらにプリンタの立ち上げ時
の昇温時間(昇温速度)をさらに早め、プリント速度(時間当たりのプリント枚数)を増
大させるためには200℃を超える耐熱性が求められ、架橋型のシリコンエラストマー、
ウレタンエラストマー等では、耐熱性、さらにトナー離型性、耐摩耗性に劣るなどの課題
が指摘されている。
【0051】
フッ素化ポリエーテル骨格がシリコーン架橋されているゴムとして、信越化学工業株式
会社製の商品名「SIFEL」は、その分子構造の表面がフッ素原子で覆われているため
にPTFEと同様に離型性に優れ、耐熱性に優れ、PTFEの細孔に位置することにより
機械的強度の脆さが補えることにより両者の組み合わせがもっとも好ましい形態の定着ロ
ールが提供された。
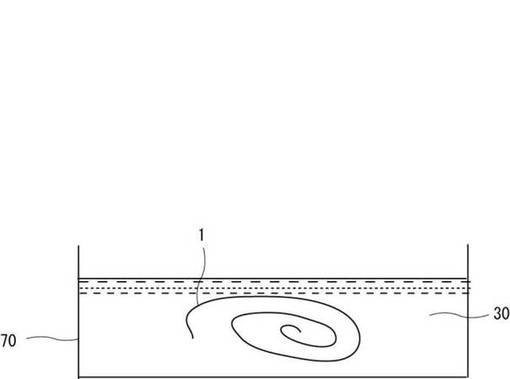
[化学・医療用部品]
化学・医療用部品として、チューブ形状である弾性部材は、図7に示すように、母材1
を構成するチューブ形状の多孔質フッ素樹脂を、塗布タンク70に貯留した液状のフッ素
化ポリエーテル骨格がシリコーン架橋されていないゴム30(信越化学工業株式会社製の
商品名「SIFEL」)に入れ、多孔質フッ素樹脂フィルム1の全体にゴム30を塗布す
る。信越化学工業株式会社製の商品名「SIFEL」は、一液型SIFEL600シリー
ズを用いた。
【0052】
このようにして、多孔質フッ素樹脂の全体の細孔に表面側から、液状のフッ素化ポリエ
ーテル骨格がシリコーン架橋されていないゴム30を充填し、その後、図3に示すように
、乾燥機40によって加熱して熱を与えることによって、シリコーン架橋されていないゴ
ム30を架橋させて化学・医療用部品を作成した。
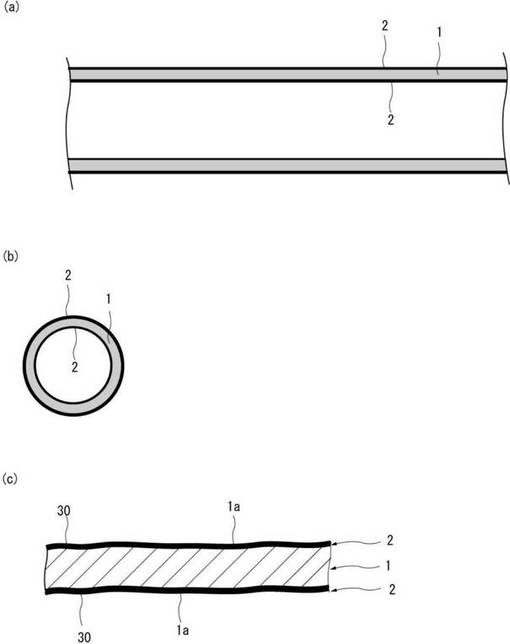
【0053】
図8(a)は化学・医療用部品の軸方向の一部の断面図、図8(b)は化学・医療用部
品の断面図、図8(c)は軸方向の一部の拡大断面図である。図8に示すように、母材1
を構成するチューブ形状の多孔質フッ素樹脂の内側と外側の両表面の細孔に、液状のフッ
素化ポリエーテル骨格がシリコーン架橋されているゴム30を充填し、その後ゴム30を
架橋させることで、母材1の両側に表面層2を有する層構造の化学・医療用部品を得るこ
とができた。化学・医療用部品としては、例えば液送チューブなどに用いることができる
。
【0054】
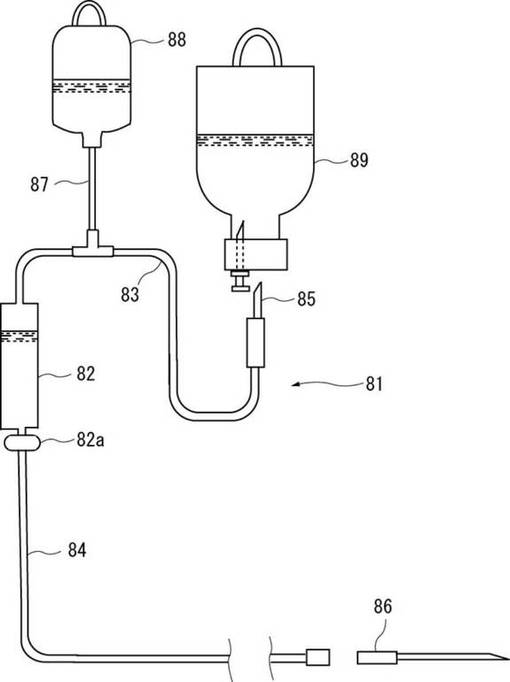
[化学・医療用装置]
化学・医療用部品を有する化学・医療用装置として、例えば点滴セットを図9に示す。
点滴セット81はドリップチャンバー82と、ドリップチャンバー82の上流と下流にそ
れぞれ輸液チューブ83,84を接続することにより構成される。ドリップチャンバー8
2は点滴速度観測部と液溜めの役割を一括して果たすことができる。輸液チューブ83の
先端には瓶針85が装着され、輸液チューブ84の先端には刺入針86が直接装着される
。ドリップチャンバー82と輸液チューブ84にはあらかじめ生理食塩液、ブドウ糖等の
溶解液が充填される。輸液チューブ83の途中に連結チューブ87を介して生理食塩液、
ブドウ糖等の溶解液を封入したバッグ88を装着したものである。
【0055】
次に点滴セット1の使用方法の一例について図9を参照しながら説明する。瓶針85を
薬液瓶89に刺し、刺入針86を輸液チューブ84の先端に取り付ける。続いて、バッグ
88中の溶解液を輸液チューブ83、瓶針85、ドリップチャンバー82内に充填する。
瓶針85を薬液瓶89に連結し、薬液瓶89中の薬液を輸液チューブ83内で溶解しなが
らドリップチャンバー82内に導入する。
【0056】
次にクランプ82aを開くと溶解液は自然に落下し、輸液チューブ84、及び刺入針8
6は溶解液で満たされる。薬液は、ドリップチャンバー82内に満たされ薬液中の気泡は
ドリップチャンバー82の上部に収集されるための気泡が輸液チューブ83中に混入する
おそれはない。薬液はドリップチャンバー82内及び輸液チューブ84内で溶解されなが
ら、刺入針86を経て患者に輸液される。薬液の点滴速度はクランプ82aで調節できる
。この輸液チューブ83,84及び連結チューブ87は、図7及び図8で作成したチュー
ブ形状の化学・医療用部品を用いた。また、図7及び図8で作成したチューブ形状の化学
・医療用部品は、化学実験装置の液送チューブとして用いることができる。
【産業上の利用可能性】
【0057】
この発明は、弾性を有し、薄膜化を可能とする弾性部材で構成される化学・医療用部品、さらに化学・医療用部品を用いた化学・医療用装置に適用可能である。
【図面の簡単な説明】
【0058】
【図1】母材を構成するロール形状の多孔質フッ素樹脂フィルムの内側にアルミニウ ム製パイプを入れた状態を示す模式図である。
【図2】塗布タンクに貯留した液状のフッ素化ポリエーテル骨格がシリコーン架橋さ れていないゴムを多孔質フッ素樹脂の外側に塗布する状態を示す図である。
【図3】シリコーン架橋されていないゴムを架橋させる状態を示す図である。
【図4】トナー定着部体の一部を拡大した断面図である。
【図5】多孔質フッ素樹脂の表面と、表面層の表面の構造を示す模式図である。
【図6】定着装置の概略構成図である。
【図7】塗布タンクに貯留した液状のフッ素化ポリエーテル骨格がシリコーン架橋さ れていないゴムを多孔質フッ素樹脂の外側に塗布する状態を示す図である。
【図8】化学・医療用部品の層構造を示す模式図である。
【図9】点滴セットを示す図である。
【符号の説明】
【0059】
1 母材
1a 多孔質フッ素樹脂の表面の細孔
2 表面層
10 アルミニウム製パイプ
20 塗布タンク
21 一次転写ローラ
22 二次転写ローラ
30 液状のフッ素化ポリエーテル骨格がシリコーン架橋されていないゴム 40 乾
燥機
70 塗布タンク
81 点滴セット
83,84 輸液チューブ
87 連結チューブ
90 定着装置
91 定着ローラ
92 加圧ローラ
93 ヒータ
【技術分野】
【0001】
この発明は、化学・医療用部品及び化学・医療用装置に関するものである。
【背景技術】
【0002】
弾性部材は、種々の部品や装置に用いられ、例えば電子写真複写機やレーザービームプ
リンタなど、また化学実験装置、点滴装置、カテーテル装置などに広く用いられる。
【0003】
特に、弾性部材を、電子写真複写機、レーザービームプリンタなどの定着装置にトナー
定着部体として用いる場合には、トナーが接着する表面部材においてPTFE多孔質構造
体からなる表面は孔を形成する陥没部分においてトナーが埋没・付着する問題点があった
。そのために、従来トナー定着部体としての定着ベルトや定着ロールの表面は、ポリテト
ラフルオロエチレン(PTFE)やテトラフルオロエチレン−パーフルオロアルキルビニ
ルエーテル共重合体(PFA)などの無孔質・充実体で形成されていた。また、トナー定
着部体においては、トナーを鮮明な画質を高めて定着するために、表面離型層の下層にエ
ラストマー等で構成される弾性層が形成されていた。
【0004】
また、フッ素樹脂チューブ状物を用いることでトナーの離型性を高めたり、用紙上のトナーへの圧しムラを抑制できるため、印刷画像の画質を高めることができ、かつ耐久性に優れる定着ロールおよび定着ベルトを有する定着装置が提案されている(例えば、特許文献1)。
【0005】
また、最近の複写機、プリンタの消費電力低減化の要求も多大なものとなっており、消
費電力を低減するために、待機時の予熱温度を低く抑えたり、予熱を行わない方法が用い
られ、例えば短時間に使用可能状態まで立ち上げるクイックスタートが要求され、トナー
定着部体の熱容量低減が必要となっている。
【0006】
トナーの定着は電力を加熱源として融着するので弾性層と離型層の層厚みが伝熱抵抗と
なるためにこの層の薄膜化が要求され、この薄膜化により昇温時間の短縮および昇温に必
要な熱エネルギーの低減が可能となる。
【0007】
例えば、離型層はフッ素樹脂フィルムであり、弾性層は多孔質フッ素樹脂フィルムの細
孔内に弾性体が充填されてなり、離型層は最表面層であり、且つ弾性層と接しているもの
で、離型性に優れることで、これらの課題を解決しようとするものが提案されている(例
えば、特許文献2)。
【特許文献1】特開2005−24931号公報
【特許文献2】特開2005−257762号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
このように、PTFE多孔質体はこれまで定着部材へのトナー付着を防ぐためのシリコ
ンオイル供給用部材としては使用されてきているが、PTFE多孔質の細孔部にトナーが
付着するため、トナーと直接接触するトナー定着部体としては使用されていない。
【0009】
また、離型層、弾性層および基層を構成層とするものでは、3層構造とするために基層
の上にフッ素樹種多孔質フィルムをラップしてさらに熱融着して、或は接着剤を介して、
無孔質のフッ素樹脂フィルムをラップしなければならない。このように、フッ素樹脂層形
成の加工工程数の多さ、ラップにより円筒状を形成する際の段差の発生防止対策の加工の
複雑さ、離型層と弾性層を構成するフッ素樹脂の接着の信頼性に乏しい等問題点を多く有
している。
【0010】
この発明は、かかる事情に鑑みてなされたものであり、その目的は、弾性を有し、薄膜
化を可能とする弾性部材を有する化学・医療用部品、さらに化学・医療用部品を用いた化学・医療用装置を提供することにある。
【課題を解決するための手段】
【0011】
前記課題を解決し、かつ目的を達成するために、この発明は、以下のように構成した。
【0012】
請求項1に記載の発明は、母材に表面層を設けた弾性部材であって、
前記母材は、多孔質フッ素樹脂であり、
前記母材の表面の細孔内のみに表面側からフッ素化ポリエーテル骨格がシリコーン架橋されているゴムが充填されて前記表面層が形成され、
前記表面層は、外表面を研磨して層厚さが調整されている弾性部材を有するものであることを特徴とする化学・医療用部品である。
【0013】
請求項2に記載の発明は、前記多孔質フッ素樹脂が、多孔質ポリテトラフルオロエチレンであることを特徴とする請求項1に記載の化学・医療用部品である。
【0014】
請求項3に記載の発明は、請求項1または請求項2に記載の化学・医療用部品を有するものであることを特徴とする化学・医療用装置である。
【発明の効果】
【0015】
前記構成により、この発明は、以下のような効果を有する。
【0016】
請求項1に記載の発明では、弾性部材を有する化学・医療用部品であり、弾性を有して
薄膜化が可能で、耐薬品性を有する。弾性部材は、母材が、多孔質フッ素樹脂であり、母材の表面の細孔内のみに表面側からフッ素化ポリエーテル骨格がシリコーン架橋されているゴムが充填されて表面層が形成されてなる構造で弾性を得ており、表面を改質することで弾性を得たもので、より薄膜化が可能で、しかもゴムの充填は母材の表面から行なうことにより分布が表面から反対側に傾斜的に形成される。また、表面層は、外表面を研磨することで、表面層の厚さを調整し、所定の弾性を得ることができると共に、平面性を向上させることができる。
【0017】
請求項2に記載の発明では、多孔質フッ素樹脂が、多孔質ポリテトラフルオロエチレン
(PTFE)であり、より薄膜化が可能で、しかもゴムの充填は母材の表面から行なうこ
とにより分布が表面から反対側に傾斜的に形成され、或いは全体にほぼ均一に形成される
。
【0018】
請求項3に記載の発明では、化学・医療用部品を有する化学・医療用装置により、弾
性を有して薄膜化が可能で、最先端の治療を可能にする。
【発明を実施するための最良の形態】
【0019】
この発明の弾性部材では、母材に表面層を設けた弾性部材であって、母材は、多孔質か
らなり、表面層は、母材の表面の細孔内にフッ素化ポリエーテル骨格がシリコーン架橋さ
れているゴムが充填されてなるものである。以下、この発明を詳細に説明する。
(母材)
この発明の弾性部材に係る母材は、多孔質であり、多孔質の母材としては、多孔質フッ
素樹脂、パルプ、シリカゲル、セライト、フェルト、発泡ウレタン、スポンジなどが用い
られる。この母材の表面の細孔に、液状のフッ素化ポリエーテル骨格がシリコーン架橋さ
れているゴムを充填する。
【0020】
多孔質フッ素樹脂を構成するフッ素樹脂としては、ポリテトラフルオロエチレン(PT
FE)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PF
A)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)、エチレ
ン−テトラフルオロエチレン共重合体(ETFE)などが挙げられ、PTFEが、例えば
、耐熱性、柔軟性などの点で好適である。
【0021】
多孔質フッ素樹には、カーボン粒子や金属粉などを含有させると、導電性を付与でき、
かつ熱伝導性も向上できる。
【0022】
多孔質フッ素樹脂としては、例えば延伸多孔質PTFEなどが挙げられ、延伸多孔質P
TFEでは、延伸多孔質PTFEフィルム製造時の長手方向または延伸多孔質PTFE製
造時の長手方向に直交する方向の一軸方向のみに延伸すれば、一軸延伸多孔質PTFEが
得られ、延伸多孔質PTFEフィルム製造時の長手方向および延伸多孔質PTFE製造時
の長手方向に直交する方向の二軸方向に延伸すれば二軸延伸多孔質PTFEが得られる。
【0023】
一軸延伸多孔質PTFEでは、折り畳み結晶の空間が空孔となった繊維質構造となって
おり、二軸延伸多孔質PTFEでは、折り畳み結晶の空間が多数存在するクモの巣状の繊
維質構造となっている。
【0024】
多孔質フッ素樹脂の空孔率は、50%〜90%であることが望ましく、空孔率が小さす
ぎると、フッ素化ポリエーテル骨格がシリコーン架橋されているゴムを充填できる空間が
少なくなるため、ゴムの充填が十分にできないことがあり、空孔率が大きすぎると、強度
が不十分となることがある。多孔質フッ素樹脂の最大細孔径は、フッ素化ポリエーテル骨
格がシリコーン架橋されているゴムの充填の容易さなどの特性から、適宜設定すればよい
が、例えば0.01μm〜20μmであることが望ましい。最大細孔径が小さすぎるとゴ
ムの充填が困難であり、最大細孔径が大きすぎると、強度が不十分となることがある。
【0025】
延伸多孔質PTFEの好適な厚みは、延伸多孔質PTFEの空孔率などに応じて変動す
るが、例えば、10μm以上であることが好ましい。なお、各層の厚みは、ダイヤルゲー
ジで測定した平均厚さである。
【0026】
基層に用いる多孔質フッ素樹脂の形態は、弾性部材を製造する際に都合のよい形態であ
ればよく、特に制限されないが、ベルト形状、またはロール形状、チューブ形状、または
シート形状などが挙げられる。
【0027】
基層に用いる多孔質フッ素樹脂の厚みは、例えば10μm以上であることが望まく、厚
みが薄すぎると、強度が小さくなることがある。
(表面層)
この発明の弾性部材に係る表面層は、多孔質フッ素樹脂、パルプ、シリカゲル、セライ
ト、フェルト、発泡ウレタン、スポンジなどの母材の表面の細孔内にフッ素化ポリエーテ
ル骨格がシリコーン架橋されているゴムが充填されてなるものである。このフッ素化ポリ
エーテル骨格がシリコーン架橋されているゴムとして、例えば、信越化学工業株式会社製
の商品名「SIFEL」などが挙げられる。
【0028】
液状のフッ素化ポリエーテル骨格がシリコーン架橋されていないゴムは、未架橋の状態
で液状であり、架橋反応させることで固形状のゴムとなるものである。液状のときに多孔
質フッ素樹脂の細孔内に浸入させ、その後架橋反応させてゴムとする。
【0029】
液状のゴム(未架橋)の粘度は、母材の細孔へ含浸できる程度であればよく、特に限定
されないが、母材として、例えば多孔質フッ素樹脂を用いる場合、多孔質フッ素樹脂の細
孔への浸入のし易さを考慮すると、25℃で1000ポイズ以下であることが望ましい。
粘度が大きすぎると、多孔質フッ素樹脂の細孔内への浸入が困難となるため、例えば希釈
して20〜30%粘度を小さくする。
【0030】
ゴムには、例えばカーボン粒子、金属微粒子、その他の無機粉体などを、表面層に要求
される特性が損なわれない範囲で含有させてもよく、これにより強度の向上、導電性の付
与、熱伝導性の制御などが可能になる。
【0031】
表面層の硬度は、ゴムの硬度により調整でき、例えば、ゴムの硬度としては、デュロメ
ータA硬度で80以下であることが望ましく、ゴムの硬度が大きすぎると、表面層を設け
ることによる効果が十分に確保できないことがある。また、表面層に係るゴムは、引張強
さが0.1MPa以上であることが望ましく、ゴムの引張強さが小さすぎると、表面層の
強度が弱くなるため、弾性部材の耐久性が不十分となることがある。
【0032】
表面層は、外表面を研磨機などで研磨しても良く、研磨することで表面層の厚さを調整
することができると共に、平面性を向上させることができる。表面層の厚みは、好ましく
は10μm〜200μmである。この表面層の厚みは10μm〜200μmの範囲で変化
させることができ、これによって母材の多孔質フッ素樹脂の透過率を、例えば10%〜2
0%の範囲で制御することができる。したがって、弾性部材を、例えばトナー定着部体の
定着ローラとして用いる場合には、表面層の厚みによって母材の多孔質フッ素樹脂に含浸
させたオイルの吐出量を制御することができる。また、弾性部材を、例えば化学・医療用
部品のフィルタとして用いる場合には、表面層の厚みによって母材の多孔質フッ素樹脂を
透過するガスや薬液の流量を制御したり、ガスや薬液の清浄化などが可能になる。表面層
の厚みが薄すぎると、弾性部材の強度が小さくなりすぎることがあり、また表面層の弾性
が不十分となることがある。また、表面層の厚みが厚すぎると、熱容量増大を引き起こし
、消費電力低減が十分でないことがある。この多孔質フッ素樹脂の厚みは、例えば表面層
の厚みから適宜決めることができる。
【0033】
この発明にかかる弾性部材は、母材が、多孔質からなり、表面層は、母材の表面の細孔内にフッ素化ポリエーテル骨格がシリコーン架橋されているゴムが充填されてなる構造で弾性を得て、薄膜化が可能で、しかもゴムの充填は母材の表面から行なうことにより分布が表面から反対側に傾斜的に形成され、或いは全体にほぼ均一に形成される。
【0034】
母材が多孔質フッ素樹脂であり、多孔質フッ素樹脂の表面を改質することで弾性を得た
もので、より薄膜化が可能で、しかもゴムの充填は母材の表面から行なうことにより分布
が表面から反対側に傾斜的に形成され、或いは全体にほぼ均一に形成される。
(弾性部材の製造方法)
弾性部材の製造方法としては、母材の一方の表面の細孔内に、或いは母材の両表面の細
孔内に液状のフッ素化ポリエーテル骨格がシリコーン架橋されているゴムを充填する方法
であれば特に限定されない。
【0035】
母材の多孔質フッ素樹脂の細孔内に、液状のフッ素化ポリエーテル骨格がシリコーン架
橋されているゴムを充填する方法としては、未架橋ゴムを液状の流動可能な状態として細
孔内に含浸させるなどして充填し、その後架橋させる。未架橋ゴムを液状の流動可能な状
態とするには、溶媒に溶解または分散させ希釈化する。
【0036】
液状の未架橋ゴムを多孔質フッ素樹脂の細孔内に充填する方法としては、例えば、液状
の未架橋ゴムを満たした浴中に多孔質フッ素樹脂を浸漬する方法、液状の未架橋ゴムを多
孔質フッ素樹脂に転写法、遠心分離法、リング塗工などで塗布する方法、注型内にセット
した多孔質フッ素樹脂に液状の未架橋ゴムを注入して含浸する方法などがある。ゴムを架
橋させて表面層とした後、この表面層の外表面を研磨機などで研磨し、表面層の厚さを調
整すると共に、平面性を向上させることが望ましい。
(弾性部材の用途)
この発明の弾性部材の主要な用途としては、母材が筒状である場合には、例えばトナー
定着部体が挙げられ、弾性部材をそのまま、従来の定着ロールや定着ベルトなどのトナー
定着部体と同様に使用できる。また、例えば、多少の粘着性を有する製品または中間品を
搬送するベルトコンベア用のベルトなどにも好適である。また、母材が、チューブ形状、
またはシート形状である場合、例えば、化学・医療用部品が挙げられ、弾性部材をそのま
ま、従来の化学・医療用チューブ、シートなどの化学・医療用部品と同様に使用できる。
(実施例)
以下、実施例に基づいてこの発明を詳細に述べる。ただし、この実施例はこの発明を制
限するものではない。
【0037】
[トナー定着部体]
図1(a),(b)に示すように、筒状の母材1である多孔質フッ素樹脂の内側にアル
ミニウム製パイプ10を入れる。そして、図2に示すように、塗布タンク20に貯留した
液状のフッ素化ポリエーテル骨格がシリコーン架橋されていないゴム30(信越化学工業
株式会社製の商品名「SIFEL」)を一次転写ローラ21、二次転写ローラ22の回転
で母材1の多孔質フッ素樹脂フィルムの外側に塗布する。
【0038】
信越化学工業株式会社製の商品名「SIFEL」は、一液型のSIFEL3155を用
いた。この一液型のSIFEL3155の物性は以下の通りである。
【0039】
一般特性 硬度 55
硬化前物性 外観 乳白色液状、粘度23℃ 40Pa・s
硬化後物性
比重23℃ 1.87
硬度 55
引張強さ 7.8MPa
伸び% 250
引裂強さ 9.8KN/m
このようにして、母材1の多孔質フッ素樹脂の外側の細孔に表面側から、液状のフッ素
化ポリエーテル骨格がシリコーン架橋されていないゴム30を充填し、その後、図3に示
すように、乾燥機40によって80℃、10分の条件で加熱して熱を与えることによって
、多孔質フッ素樹脂1が収縮してアルミニウム製パイプ10に固定されると共に、シリコ
ーン架橋されていないゴム30を架橋させてトナー定着部体を作成した。
【0040】
図4はトナー定着部体の一部を拡大した断面図、図5(a)は多孔質フッ素樹脂の表面
の2000倍の拡大図、図5(b)は表面層の表面の2000倍の拡大図である。図4に
示すように、母材1の多孔質フッ素樹脂の表面の細孔に、液状のフッ素化ポリエーテル骨
格がシリコーン架橋されているゴム30を充填し、その後ゴム30を架橋させることで、
表面層2と、母材1とからなる弾性部材を得ることができた。
【0041】
このように、母材1の表面層2は、母材1の多孔質フッ素樹脂の表面の細孔内にフッ素
化ポリエーテル骨格がシリコーン架橋されているゴム30が充填されてなるものであり、
図5(a)に示す母材1の多孔質フッ素樹脂の表面が、図5(b)に示すように表面改質
されて細孔1aがなくなった離型性に優れる表面層2を得ることができた。表面層2は、
外表面が研磨され、表面層2の厚さを調整することができると共に、平面性を向上させる
ことができ、図4(a)は外表面を研磨する前の状態を示し、図4(b)は外表面を研磨
した後の状態を示している。
【0042】
このトナー定着部体は、母材1の多孔質フッ素樹脂の表面が、フッ素化ポリエーテル骨
格がシリコーン架橋されているゴム30によって改質された表面層2であり、極めて薄く
することができ、薄膜化が可能である。しかも、母材1と、表面層2がフッ素樹脂であり
、機械的強度の脆さが補えることにより両者の組み合わせがもっとも好ましい形態のトナ
ー定着部体が提供される。
[定着装置]
図6は定着装置の概略構成図である。定着装置90は、互いに圧接回転する1対の定着
ローラ91および加圧ローラ92と、定着ローラ91を加熱するためのヒータ93とを有
している。
【0043】
この定着装置90は、定着ローラ91および加圧ローラ92の圧接により形成されるニ
ップ部Nに対し、未定着状態のトナー像T(未定着像)を担持する記録媒体Pがニップ部
Nへ搬送され、記録媒体Pを加熱および加圧することにより、トナー像Tを記録媒体Pに
定着させる。ニップ部Nに搬送される記録媒体Pは定着ローラ91側にトナー像Tを担持
している。
【0044】
定着ローラ91は、トナー定着部体であり、円筒状をなし、その軸線まわりに回転可能
となっている。また、定着ローラ91は、円筒状をなす弾性部材を有している。このよう
な定着ローラ91を用いると、弾性部材の弾性と剥離性とにより、さらに薄膜化により、
低熱容量化(すなわち、消費電力の低減)、優れた定着性を発揮することができる。
【0045】
加圧ローラ92は、円筒状をなし、その軸線まわりに回転可能となっているとともに、
定着ローラ91に圧接している。また、加圧ローラ92は、金属製の芯金92Aと、芯金
92Aの外周面を覆う弾性層92Bと、弾性層92Bの外周面を覆う離型層92Cとを有
している。
【0046】
定着装置に用いる定着ロールでは、母材として特公平5−33650号(多孔質熱収縮
性テトラフルオロエチレン重合体管およびその製造方法」に記載される径方向熱収縮性を
有するPTFE多孔質チューブを用いた。
【比較例】
【0047】
径方向熱収縮性を有するPTFE多孔質チューブを用いて定着ロールを作製してカラー
トナーの定着性を試みたがトナーが多孔質の細孔に付着した。
【実施例1】
【0048】
径方向熱収縮性を有するPTFE多孔質チューブの表面から信越化学工業株式会社製の
商品名「SIFEL」を含浸して定着ロールを作製したがA4コピー紙1万枚使用後に表
面層の信越化学工業株式会社製の商品名「SIFEL」の磨耗が見られた(観測手段は定
着ロールの重量減少で判った)がトナーの付着は見られなかった。
【実施例2】
【0049】
実施例1の表面を研磨して行なって定着ロールを作製したがA4コピー紙1万枚使用後
の結果トナーの付着も無く磨耗も観測されなかった。この理由は、径方向熱収縮性を有す
るPTFE多孔質チューブの表面の細孔に信越化学工業株式会社製の商品名「SIFEL
」が埋設した状態によるものと考えられる。
【0050】
径方向熱収縮性を有するPTFE多孔質チューブの細孔に進入してゴム体を構成する材
料には架橋型のシリコンエラストマー、ウレタンエラストマー等があり、これらの未架橋
状態は液状であり、これを溶剤で希釈して含浸を行なうことによって弾性層は形成できる
。しかし、定着ロールの要求機能は、トナーの離型性とトナー定着のための耐熱性にある
。すなわち、加熱温度は連続使用温度200℃が要求され、さらにプリンタの立ち上げ時
の昇温時間(昇温速度)をさらに早め、プリント速度(時間当たりのプリント枚数)を増
大させるためには200℃を超える耐熱性が求められ、架橋型のシリコンエラストマー、
ウレタンエラストマー等では、耐熱性、さらにトナー離型性、耐摩耗性に劣るなどの課題
が指摘されている。
【0051】
フッ素化ポリエーテル骨格がシリコーン架橋されているゴムとして、信越化学工業株式
会社製の商品名「SIFEL」は、その分子構造の表面がフッ素原子で覆われているため
にPTFEと同様に離型性に優れ、耐熱性に優れ、PTFEの細孔に位置することにより
機械的強度の脆さが補えることにより両者の組み合わせがもっとも好ましい形態の定着ロ
ールが提供された。
[化学・医療用部品]
化学・医療用部品として、チューブ形状である弾性部材は、図7に示すように、母材1
を構成するチューブ形状の多孔質フッ素樹脂を、塗布タンク70に貯留した液状のフッ素
化ポリエーテル骨格がシリコーン架橋されていないゴム30(信越化学工業株式会社製の
商品名「SIFEL」)に入れ、多孔質フッ素樹脂フィルム1の全体にゴム30を塗布す
る。信越化学工業株式会社製の商品名「SIFEL」は、一液型SIFEL600シリー
ズを用いた。
【0052】
このようにして、多孔質フッ素樹脂の全体の細孔に表面側から、液状のフッ素化ポリエ
ーテル骨格がシリコーン架橋されていないゴム30を充填し、その後、図3に示すように
、乾燥機40によって加熱して熱を与えることによって、シリコーン架橋されていないゴ
ム30を架橋させて化学・医療用部品を作成した。
【0053】
図8(a)は化学・医療用部品の軸方向の一部の断面図、図8(b)は化学・医療用部
品の断面図、図8(c)は軸方向の一部の拡大断面図である。図8に示すように、母材1
を構成するチューブ形状の多孔質フッ素樹脂の内側と外側の両表面の細孔に、液状のフッ
素化ポリエーテル骨格がシリコーン架橋されているゴム30を充填し、その後ゴム30を
架橋させることで、母材1の両側に表面層2を有する層構造の化学・医療用部品を得るこ
とができた。化学・医療用部品としては、例えば液送チューブなどに用いることができる
。
【0054】
[化学・医療用装置]
化学・医療用部品を有する化学・医療用装置として、例えば点滴セットを図9に示す。
点滴セット81はドリップチャンバー82と、ドリップチャンバー82の上流と下流にそ
れぞれ輸液チューブ83,84を接続することにより構成される。ドリップチャンバー8
2は点滴速度観測部と液溜めの役割を一括して果たすことができる。輸液チューブ83の
先端には瓶針85が装着され、輸液チューブ84の先端には刺入針86が直接装着される
。ドリップチャンバー82と輸液チューブ84にはあらかじめ生理食塩液、ブドウ糖等の
溶解液が充填される。輸液チューブ83の途中に連結チューブ87を介して生理食塩液、
ブドウ糖等の溶解液を封入したバッグ88を装着したものである。
【0055】
次に点滴セット1の使用方法の一例について図9を参照しながら説明する。瓶針85を
薬液瓶89に刺し、刺入針86を輸液チューブ84の先端に取り付ける。続いて、バッグ
88中の溶解液を輸液チューブ83、瓶針85、ドリップチャンバー82内に充填する。
瓶針85を薬液瓶89に連結し、薬液瓶89中の薬液を輸液チューブ83内で溶解しなが
らドリップチャンバー82内に導入する。
【0056】
次にクランプ82aを開くと溶解液は自然に落下し、輸液チューブ84、及び刺入針8
6は溶解液で満たされる。薬液は、ドリップチャンバー82内に満たされ薬液中の気泡は
ドリップチャンバー82の上部に収集されるための気泡が輸液チューブ83中に混入する
おそれはない。薬液はドリップチャンバー82内及び輸液チューブ84内で溶解されなが
ら、刺入針86を経て患者に輸液される。薬液の点滴速度はクランプ82aで調節できる
。この輸液チューブ83,84及び連結チューブ87は、図7及び図8で作成したチュー
ブ形状の化学・医療用部品を用いた。また、図7及び図8で作成したチューブ形状の化学
・医療用部品は、化学実験装置の液送チューブとして用いることができる。
【産業上の利用可能性】
【0057】
この発明は、弾性を有し、薄膜化を可能とする弾性部材で構成される化学・医療用部品、さらに化学・医療用部品を用いた化学・医療用装置に適用可能である。
【図面の簡単な説明】
【0058】
【図1】母材を構成するロール形状の多孔質フッ素樹脂フィルムの内側にアルミニウ ム製パイプを入れた状態を示す模式図である。
【図2】塗布タンクに貯留した液状のフッ素化ポリエーテル骨格がシリコーン架橋さ れていないゴムを多孔質フッ素樹脂の外側に塗布する状態を示す図である。
【図3】シリコーン架橋されていないゴムを架橋させる状態を示す図である。
【図4】トナー定着部体の一部を拡大した断面図である。
【図5】多孔質フッ素樹脂の表面と、表面層の表面の構造を示す模式図である。
【図6】定着装置の概略構成図である。
【図7】塗布タンクに貯留した液状のフッ素化ポリエーテル骨格がシリコーン架橋さ れていないゴムを多孔質フッ素樹脂の外側に塗布する状態を示す図である。
【図8】化学・医療用部品の層構造を示す模式図である。
【図9】点滴セットを示す図である。
【符号の説明】
【0059】
1 母材
1a 多孔質フッ素樹脂の表面の細孔
2 表面層
10 アルミニウム製パイプ
20 塗布タンク
21 一次転写ローラ
22 二次転写ローラ
30 液状のフッ素化ポリエーテル骨格がシリコーン架橋されていないゴム 40 乾
燥機
70 塗布タンク
81 点滴セット
83,84 輸液チューブ
87 連結チューブ
90 定着装置
91 定着ローラ
92 加圧ローラ
93 ヒータ
【特許請求の範囲】
【請求項1】
母材に表面層を設けた弾性部材であって、
前記母材は、多孔質フッ素樹脂であり、
前記母材の表面の細孔内のみに表面側からフッ素化ポリエーテル骨格がシリコーン架橋されているゴムが充填されて前記表面層が形成され、
前記表面層は、外表面を研磨して層厚さが調整されている弾性部材を有するものであることを特徴とする化学・医療用部品。
【請求項2】
前記多孔質フッ素樹脂が、多孔質ポリテトラフルオロエチレンであることを特徴とする請求項1に記載の化学・医療用部品。
【請求項3】
請求項1または請求項2に記載の化学・医療用部品を有するものであることを特徴とする化学・医療用装置。
【請求項1】
母材に表面層を設けた弾性部材であって、
前記母材は、多孔質フッ素樹脂であり、
前記母材の表面の細孔内のみに表面側からフッ素化ポリエーテル骨格がシリコーン架橋されているゴムが充填されて前記表面層が形成され、
前記表面層は、外表面を研磨して層厚さが調整されている弾性部材を有するものであることを特徴とする化学・医療用部品。
【請求項2】
前記多孔質フッ素樹脂が、多孔質ポリテトラフルオロエチレンであることを特徴とする請求項1に記載の化学・医療用部品。
【請求項3】
請求項1または請求項2に記載の化学・医療用部品を有するものであることを特徴とする化学・医療用装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2009−119243(P2009−119243A)
【公開日】平成21年6月4日(2009.6.4)
【国際特許分類】
【出願番号】特願2008−199597(P2008−199597)
【出願日】平成20年8月1日(2008.8.1)
【分割の表示】特願2007−297064(P2007−297064)の分割
【原出願日】平成19年11月15日(2007.11.15)
【特許番号】特許第4253727号(P4253727)
【特許公報発行日】平成21年4月15日(2009.4.15)
【出願人】(596086262)株式会社立花商店 (8)
【出願人】(504044425)フジエンタープライズ株式会社 (2)
【出願人】(507226019)MC山三ポリマーズ株式会社 (6)
【Fターム(参考)】
【公開日】平成21年6月4日(2009.6.4)
【国際特許分類】
【出願日】平成20年8月1日(2008.8.1)
【分割の表示】特願2007−297064(P2007−297064)の分割
【原出願日】平成19年11月15日(2007.11.15)
【特許番号】特許第4253727号(P4253727)
【特許公報発行日】平成21年4月15日(2009.4.15)
【出願人】(596086262)株式会社立花商店 (8)
【出願人】(504044425)フジエンタープライズ株式会社 (2)
【出願人】(507226019)MC山三ポリマーズ株式会社 (6)
【Fターム(参考)】
[ Back to top ]