
化学機械研磨用水系分散体および化学機械研磨方法、ならびに化学機械研磨用水系分散体を調製するためのキット
【課題】絶縁層を化学機械研磨する際に、絶縁層の物理的性質を変化させずに、材料剥がれやスクラッチなどの表面欠陥が被研磨面に発生することなく精度の高い被研磨面を得ることができる化学機械研磨用水系分散体および化学機械研磨方法、ならびに前記化学機械研磨用水系分散体を調製するためのキットを提供すること。
【解決手段】化学機械研磨用水系分散体は、(A)砥粒、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)炭素数4以上の脂肪族有機酸、(D)酸化剤、(E)三重結合を有する非イオン性界面活性剤、および(F)分散媒を含有し、前記(A)砥粒が、平均一次粒子径が5〜55nmかつ会合度が1.9〜4.0のコロイダルシリカである。

【解決手段】化学機械研磨用水系分散体は、(A)砥粒、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)炭素数4以上の脂肪族有機酸、(D)酸化剤、(E)三重結合を有する非イオン性界面活性剤、および(F)分散媒を含有し、前記(A)砥粒が、平均一次粒子径が5〜55nmかつ会合度が1.9〜4.0のコロイダルシリカである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、化学機械研磨用水系分散体および化学機械研磨方法、ならびに前記化学機械研磨用水系分散体を調製するためのキットに関する。更に詳しくは、半導体装置の低誘電率絶縁層/高誘電率絶縁層の二層構造の層間絶縁層に形成された銅配線の形成工程に使用可能であり、半導体基板上に設けられた各種の被研磨材料を効果的に化学機械的研磨することができ、かつ、十分に平坦化された精度の高い仕上げ面を得ることができる化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法、ならびに前記化学機械研磨用水系分散体を調製するためのキットに関する。
【背景技術】
【0002】
近年、半導体装置の高密度化に伴い、半導体装置内に形成される配線の微細化が進んでいる。この配線の更なる微細化を達成することができる技術として、ダマシン法と呼ばれる技術が知られている。この方法は、絶縁層中に形成された溝等に配線材料を埋め込んだ後、化学機械研磨を用いて、溝以外に堆積した余分な配線材料を除去することによって、所望の配線を形成するものである。ここで、配線材料として銅または銅合金を用いる場合、銅原子の絶縁体中へのマイグレーションを避けるため、銅または銅合金と絶縁体との界面に、通常、タンタル、窒化タンタル、窒化チタン等を材料とする高強度の高誘電率絶縁層(導電性バリア層)が形成される。
【0003】
銅または銅合金を配線材料として用いる半導体装置の製造においてダマシン法を採用する場合、その化学機械研磨の方法は種々であるが、主として銅または銅合金の除去を行なう第1研磨工程と、主として導電性バリア層を除去する第2研磨工程からなる2段階の化学機械研磨が好ましく行われている。この第2研磨工程は導電性バリア層を除去するだけでなく、導電性バリア層下に存在する層間絶縁層も同時に研磨する場合があり、これにより、十分に平坦化された精度の高い仕上げ面を得ることができる。
【0004】
また、微細配線化がより一層進むにつれて、銅配線幅が非常に狭くなり、低抵抗の銅配線を使用するだけでは十分な電気特性が得られなくなってきており、層間絶縁層として誘電率が低い低誘電率材料(Low−k材料)を用いる配線構造が適用されてきている。なかでも、比誘電率(k)が2.5未満の低誘電率材料を用いることにより、銅配線間の層間絶縁層にかかる電気容量を低減することが可能であり、これにより、銅配線の電気特性を最大限に引き出すことができる。更に、低誘電率材料を用いて層を形成する場合、材料中に空孔を多数作ることができるため、空孔の割合や大きさを調整することにより、層の比誘電率を調整することができる。
【0005】
空孔の割合が多い場合には、層の比誘電率を非常に低くすることができる反面、材料の機械的強度が非常に弱くなる傾向があるため、得られた層が化学機械研磨の際にかかる応力に耐え得る強度を保持できない可能性がある。
【0006】
また、上述の空孔を有する低誘電率絶縁層は空孔の割合が多いため、化学機械研磨によって膜が容易にダメージを受けてしまう。このようなダメージがLow−k膜に発生すると、エッチング,アッシングあるいはウエット洗浄などの製造プロセスを経た後の絶縁層の比誘電率の上昇やリーク電流増大など、低誘電率絶縁層の電気特性が悪化する場合がある。このような電気特性の悪化は半導体装置の信頼性を損ねる結果となり、好ましくない。
【0007】
上述の技術のように、第2研磨工程の際に、比誘電率が高く、硬い二酸化珪素膜を層間絶縁層として使用する場合、被研磨面に表面欠陥が生じることなく、比較的高い精度の平坦化が可能である。
【0008】
しかしながら、機械的強度の弱い低誘電率絶縁層を使用する場合には、(i)化学機械研磨によって、剥がれや、スクラッチと呼ばれる表面欠陥が被研磨面に発生すること、(ii)微細配線構造を有するウエハを研磨する際、被研磨材である低誘電率絶縁層の研磨速度が著しく高くなるため、平坦化された精度の高い仕上げ面を得ることができなくなること、(iii)バリア層と低誘電率絶縁層との密着性がよくないこと等の理由から、低誘電率絶縁層よりも比誘電率が高い、二酸化珪素等からなるキャップ層と呼ばれる絶縁層を低誘電率絶縁層の上層に形成し、(下層)低誘電率絶縁層/(上層)高誘電率絶縁層(低誘電率絶縁層よりも比誘電率が高い絶縁層)という二層構造の層間絶縁層を形成するという手法を用いている。
【0009】
化学機械研磨を行なう際には、上層の高誘電率絶縁層を速やかに研磨除去して、下層の低誘電率絶縁層の研磨速度を極力抑える必要がある。すなわち、高誘電率絶縁層の研磨速度(RR2)および低誘電率絶縁層の研磨速度(RR1)が、RR2>RR1の関係を有することが求められている。
【0010】
低誘電率絶縁層を研磨する際には、研磨速度を抑制するだけでなく、被研磨面の物理的性質(比誘電率、リーク電流値等)も変化させてはならない。微細配線化が進むにつれて、低誘電率絶縁層の比誘電率もより一層小さくする必要があり、それに伴い、材料の空孔径を大きくしなければならない。低誘電率絶縁層の空孔径が大きくなるほど、低誘電率絶縁層は脆くなるだけでなく、化学機械研磨により膜の物理的性質が変化するおそれがあるため、低誘電率絶縁層の物理的性質を変えずに、研磨速度を抑制する技術が必要となる。
【0011】
このように、第2研磨工程はいわゆる仕上げの工程に相当するため、第2研磨工程においては、脆い被研磨面での材料剥がれや表面欠陥の発生を抑制し、かつ、被研磨面の物理的性質を変化させずに研磨速度を抑制することができる化学機械研磨用水系分散体が要求される。
【0012】
第2研磨工程は主として高誘電率絶縁層を除去することが目的であり、研磨プロセス時間の短縮の観点から、被研磨面に対して高い研磨速度を有することが必要となるが、研磨圧力を高くすると、脆い被研磨面に対する材料剥がれや表面欠陥が発生してしまう。また、前記のように、低誘電率絶縁層の上層に硬いキャップ層が形成されている場合には、二酸化珪素膜に対しても高い研磨速度を有する必要がある。そこで、精度の高い被研磨面を得るために、低研磨圧力で高誘電率絶縁層の研磨を行なう必要があり、低研磨圧力下でも高誘電率絶縁層および二酸化珪素膜に対して高い研磨速度を得ることが求められる。
【0013】
具体的な例としては、特許文献1には、酸化珪素からなる研磨砥粒、酸化剤、および炭酸塩を含有するアルカリ性領域の研磨用組成物が開示されている。この研磨液を使用すると、高誘電率絶縁層の研磨速度は十分に得られるが、低誘電率絶縁層の研磨速度を十分に抑制することができず、さらには、上記のようなキャップ層が形成されている場合、二酸化珪素膜に対して十分な研磨速度が得られず、研磨プロセス時間が長くなり、スループットの低下につながる。
【0014】
また、特許文献2には、特定のポリエーテル変性シリコーンおよび種々の添加剤を含有する研磨用組成物が開示されており、この研磨液の使用により、ポリエーテル変性シリコーンの効果により低誘電率絶縁層の研磨速度を十分に抑制することができることが開示されている。しかしながら、この研磨液の被研磨対象膜は、比誘電率が2.8であり誘電率
が高いうえに、機械的強度が高く、かつ、物理的性質が変化しにくい材料からなる。したがって、このような研磨液を用いて、膜中に空孔が存在する構造を有する低誘電率絶縁層(例えば比誘電率が2.4以下の層)を研磨する場合、低誘電率絶縁層に機械的損傷を与えるだけでなく、低誘電率絶縁層の物理的性質を変化させてしまうため、第2研磨工程に用いる研磨液としては適当ではない。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】特開2000−248265号公報
【特許文献2】特開2005−129637号公報
【発明の概要】
【発明が解決しようとする課題】
【0016】
本発明の目的は、上記事情を鑑みなされたものであり、絶縁層を化学機械研磨する際に、絶縁層の物理的性質を変化させずに、材料剥がれやスクラッチなどの表面欠陥が被研磨面に発生することなく精度の高い被研磨面を得ることができる化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法、ならびに前記化学機械研磨用水系分散体を調製するためのキットを提供することである。
【課題を解決するための手段】
【0017】
本発明の第1の態様に係る化学機械研磨用水系分散体は、(A)砥粒、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)前記(B)以外の有機酸、(D)酸化剤、(E)三重結合を有する非イオン性界面活性剤、および(F)分散媒を含有し、前記(A)砥粒は、平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである。
【0018】
上記化学機械研磨用水系分散体において、前記(D)酸化剤が過酸化水素であることができる。
【0019】
上記化学機械研磨用水系分散体において、前記(E)非イオン性界面活性剤が下記一般式(1)で表されることができる。
【化1】
・・・・・(1)
(式中、nおよびmはそれぞれ独立に1以上の整数であり、n+m≦50を満たす。)
【0020】
上記化学機械研磨用水系分散体において、前記(E)非イオン性界面活性剤の配合量に対する前記(B)キノリンカルボン酸および/またはピリジンカルボン酸の配合量の割合(B/E)が0.01〜5であることができる。
【0021】
上記化学機械研磨用水系分散体において、導電性バリア層および第1絶縁層を同一条件において化学機械研磨した場合、前記導電性バリア層の研磨速度(RB)と第1絶縁層の
研磨速度(RIn−1)との研磨速度比(RB/RIn−1)が1.2〜4.0であることができる。
【0022】
上記化学機械研磨用水系分散体において、銅層、導電性バリア層、第1絶縁層、および該第1絶縁層より誘電率が高い第2絶縁層の各々を同一条件において化学機械研磨した場合、前記導電性バリア層の研磨速度(RB)と銅層の研磨速度(RM)との研磨速度比(RB/RM)が1.5以上であり、前記第2絶縁層の研磨速度(RIn−2)と前記銅層の研磨速度(RM)との研磨速度比(RIn−2/RM)が0.9〜2.5であり、かつ、前記第2絶縁層の研磨速度(RIn−2)と前記第1絶縁層の研磨速度(RIn−1)との研磨速度比(RIn−2/RIn−1)が0.5〜5であることができる。
【0023】
上記化学機械研磨用水系分散体において、架橋重合体を含有する非水溶性マトリックス材と、該非水溶性マトリックス材中に分散された水溶性粒子とを含有する研磨パッドを用いて、銅層、導電性バリア層、第1絶縁層、および該第1絶縁層より誘電率が高い第2絶縁層の各々を同一条件において化学機械研磨した場合、前記第1絶縁層の研磨速度(RIn−1)、前記導電性バリア層の研磨速度(RB)、前記銅層の研磨速度(RM)、および前記第2絶縁層の研磨速度(RIn−2)が、RIn−2>RB>RM>RIn−1を満たすことができる。
【0024】
本発明の第2の態様に係る化学機械研磨方法は、
凹部を有する絶縁層上にストッパ層を介して設けられ、かつ、該凹部に埋設された金属層を該ストッパ層が露出するまで化学機械研磨する第1研磨工程と、
上記化学機械研磨用水系分散体を用いて、前記金属層および前記ストッパ層を該絶縁層が露出するまで化学機械研磨する第2研磨工程と、を含む。
【0025】
上記化学機械研磨方法において、前記絶縁層は、第1絶縁層と、該第1絶縁層より誘電率が高い第2絶縁層との積層体を含み、前記第2研磨工程は、前記金属層、前記ストッパ層、および前記第2絶縁層を化学機械研磨する工程であることができる。
【0026】
上記化学機械研磨方法において、前記第1絶縁層の比誘電率が3.5以下であることができる。
【0027】
上記化学機械研磨方法において、前記ストッパ層は導電性バリア層であることができる。
【0028】
本発明の第3の態様に係る化学機械研磨用水系分散体を調製するためのキットは、
液(I)および液(II)を混合して、上記化学機械研磨用水系分散体を調製するためのキットであって、
前記液(I)は、(A)平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである砥粒、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)前記(B)以外の有機酸、(E)三重結合を有する非イオン性界面活性剤、および(F)分散媒を含む水系分散体であり、
前記液(II)は、(D)酸化剤を含む。
【0029】
本発明の第4の態様に係る化学機械研磨用水系分散体を調製するためのキットは、
液(I)および液(II)を混合して、上記化学機械研磨用水系分散体を調製するためのキットであって、
前記液(I)は、(A)平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである砥粒および(F)分散媒を含む水系分散体であり、
前記液(II)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(
C)前記(B)以外の有機酸、(D)酸化剤、および(E)三重結合を有する非イオン性界面活性剤を含む。
【0030】
本発明の第5の態様に係る化学機械研磨用水系分散体を調製するためのキットは、
液(I)、液(II)、および液(III)を混合して、上記化学機械研磨用水系分散体を調製するためのキットであって、
前記液(I)は、(A)平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである砥粒および(F)分散媒を含む水系分散体であり、
前記液(II)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸および(E)三重結合を有する非イオン性界面活性剤を含み、
前記液(III)は、(D)酸化剤を含む。
【0031】
上記第4または第5の態様に係るキットにおいて、
前記液(I)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)前記(B)以外の有機酸、(D)酸化剤、および(E)三重結合を有する非イオン性界面活性剤から選ばれる1種類以上の成分をさらに含むことができる。
【発明の効果】
【0032】
上記化学機械研磨用水系分散体を用いて絶縁層の化学機械研磨を行なうことにより、絶縁層を化学機械研磨する際に、絶縁層の物理的性質を変化させずに、材料剥がれやスクラッチなどの表面欠陥が被研磨面に発生することなく精度の高い被研磨面を得ることができる。
【0033】
例えば、上記化学機械研磨用水系分散体を用いて、機械的強度の弱い絶縁層(例えば、比誘電率が3.5以下の絶縁層)を層間絶縁層として含む半導体基板を化学機械研磨する際に、前記絶縁層の物理的性質を変化させずに、材料剥がれやスクラッチなどの表面欠陥が被研磨面に発生することなく精度の高い被研磨面を得ることができ、かつ、前記絶縁層の研磨速度を十分に抑制することができる。特に、上記化学機械研磨用水系分散体は、上述のダマシン法で二段階研磨処理を行なう場合の第2研磨工程中で研磨材として用いられる場合に有用である。
【0034】
また、例えば、絶縁層上に設けられた導電性バリア層を研磨する場合、ならびに、第1絶縁層上に設けられ、第1絶縁層よりも比誘電率が高い第2絶縁層を研磨する場合、これらの絶縁層の物理的性質を変化させずに、材料剥がれやスクラッチなどの表面欠陥が被研磨面に発生することなく精度の高い被研磨面を得ることができる。
【図面の簡単な説明】
【0035】
【図1】図1(a)〜図1(c)は、本発明の化学機械研磨方法の一具体例を示す概略図である。
【図2】図2(a)〜図2(c)は、本発明の化学機械研磨方法の別の一具体例を示す概略図である。
【図3】図3(a)〜図3(c)は、本発明の化学機械研磨方法の別の一具体例を示す概略図である。
【発明を実施するための形態】
【0036】
以下、図面を参照して、本発明の実施形態について説明する。
【0037】
なお、本発明は、下記の実施形態に限定されるものではなく、本発明の要旨を変更しない範囲において実施される各種の変型例も包含する。
【0038】
1.化学機械研磨用水系分散体
本発明の一実施形態の化学機械研磨用水系分散体は、(A)砥粒、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)前記(B)以外の有機酸、(D)酸化剤、(E)三重結合を有する非イオン性界面活性剤、および(F)分散媒(以下、それぞれ「(A)〜(F)成分」ともいう。)を含有する。
【0039】
以下、本発明の一実施形態の化学機械研磨用分散体に含有される各成分について詳述する。
【0040】
1.1.(A)砥粒
(A)砥粒は、平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである。(A)砥粒の会合度が1.5より小さい場合、(A)砥粒に(E)成分が付着しやすくなる結果、研磨が抑制されるため、絶縁層の研磨速度が遅くなる傾向がある。一方、(A)砥粒の会合度が4.0を超える場合、研磨速度が高くなりすぎてしまい、良好な被研磨面が得られない場合がある。
【0041】
(A)砥粒の平均一次粒子径は、透過型電子顕微鏡観察により(A)砥粒50個の粒子径の平均値を求めることにより算出することができる。
【0042】
また、(A)砥粒の平均二次粒子径は、動的光散乱法、レーザー散乱回折法により測定することができる。これらのうち、レーザー散乱回折法により測定することが簡便であるため好ましい。
【0043】
さらに、(A)砥粒の会合度は、上述の方法により算出された(A)砥粒の平均一次粒子径および平均二次粒子径より、以下の算出式を用いて算出される。
会合度=(平均二次粒子径)/(平均一次粒子径)
【0044】
コロイダルシリカは、例えば予め精製した原料を使用した無機コロイド法等により得ることができる。
【0045】
(A)砥粒は、その不純物金属含有量が好ましくは砥粒に対して10ppm以下であり、より好ましくは5ppm以下であり、更に好ましくは3ppm以下であり、特に1ppm以下であることが好ましい。不純物金属としては、例えば鉄、ニッケル、亜鉛等を挙げることができる。
【0046】
また、(A)砥粒の会合度は、好ましくは1.9〜3.8であり、より好ましくは2.2〜3.5である。
【0047】
さらに、(A)砥粒の平均一次粒子径は、好ましくは10〜45nmであり、より好ましくは15〜40nmであり、更に好ましくは20〜35nmである。また、(A)砥粒の平均二次粒子径は、好ましくは60〜170nmであり、より好ましくは65〜140nmであり、更に好ましくは70〜120nmである。この範囲の会合度、平均一次粒子径、および平均二次粒子径の(A)砥粒を使用することにより、良好な被研磨面と研磨速度とのバランスを図ることができる。(A)砥粒の平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカであることにより、被研磨物(特に導電性バリア層および/または絶縁層)を研磨する際に良好な被研磨面および研磨速度の両方を得ることができる。
【0048】
(A)砥粒の量は、化学機械研磨用水系分散体の総量に対して、0.05〜10質量%であり、好ましくは2〜7質量%である。
【0049】
本実施形態に係る化学機械研磨用水系分散体において、例えば、pHが7〜12(好ましくは7.5〜11)に調整され、平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである(A)砥粒を含むことにより、導電性バリア層の研磨速度を高めることができる。
【0050】
1.2.(B)キノリンカルボン酸および/またはピリジンカルボン酸
(B)キノリンカルボン酸および/またはピリジンカルボン酸(以下、(B)成分ともいう。)として使用するキノリンカルボン酸としては、例えば、無置換のキノリンカルボン酸や、キノリンカルボン酸のカルボキシル基以外の部位において、1個または複数個の水素原子を水酸基、ハロゲン原子等で置換した置換キノリンカルボン酸が挙げられる。
【0051】
ピリジンカルボン酸としては、例えば、無置換のピリジンカルボン酸や、ピリジンカルボン酸のカルボキシル基以外の部位において、1個または複数個の水素原子を水酸基、ハロゲン原子等で置換した置換ピリジンカルボン酸が挙げられる。
【0052】
これらのうち、無置換のキノリンカルボン酸および無置換のピリジンカルボン酸が好ましく、特に2−キノリンカルボン酸(キナルジン酸)および2,3−ピリジンジカルボン酸(キノリン酸)が好ましい。なお、キノリンカルボン酸およびピリジンカルボン酸は、各々、カリウム塩、アンモニウム塩などの塩を配合することによって得られたカルボン酸塩であってもよい。
【0053】
(B)成分の配合量は、本実施形態に係る化学機械研磨用水系分散体の総量に対して、好ましくは0.001〜2質量%であり、さらに好ましくは0.005〜1質量%であり、特に0.01〜0.5質量%である。(B)成分の配合量が0.001質量%未満であると、十分な銅膜研磨速度が得られないおそれがある。一方、(B)成分の配合量が2質量%を超えると、他の成分を所望の配合量で含有することができなくなる。
【0054】
本実施形態に係る化学機械研磨用水系分散体は、例えば、pHが7〜12(好ましくは7.5〜11)に調整され、かつ、(B)成分を含むことにより、金属層(特に銅層)の研磨速度を適切な範囲に制御することができる。
【0055】
1.3.(C)前記(B)以外の有機酸
(C)前記(B)以外の有機酸は、例えば、炭素数4以上の脂肪族有機酸であるのが好ましい。炭素数4以上の脂肪族有機酸としては、例えば、炭素数4以上の脂肪族多価カルボン酸、炭素数4以上のヒドロキシル酸等が好ましい。上記炭素数4以上の脂肪族多価カルボン酸の具体例としては、例えばマレイン酸、コハク酸、フマル酸、グルタル酸、アジピン酸等を挙げることができる。上記炭素数4以上のヒドロキシル酸の具体例としては、例えばクエン酸、リンゴ酸、酒石酸等を挙げることができる。これらのうち、炭素数4〜8の脂肪族有機酸がより好ましく、炭素数4〜6の脂肪族有機酸がさらに好ましく、マレイン酸、クエン酸、リンゴ酸が特に好ましい。
【0056】
(C)前記(B)以外の有機酸の量は、化学機械研磨用水系分散体の総量に対して、好ましくは0.005〜3質量%であり、より好ましくは0.05〜2質量%であり、さらに好ましくは0.1〜1質量%である。
【0057】
1.4.(D)酸化剤
(D)酸化剤としては、例えば過硫酸塩、過酸化水素、無機酸、有機過酸化物、多価金属塩等を挙げることができる。過硫酸塩としては、過硫酸アンモニウム、過硫酸カリウムなどが挙げられる。無機酸としては、硝酸、硫酸などが挙げられる。有機過酸化物として
は、過酢酸、過安息香酸、tert−ブチルハイドロパーオキサイドなどが挙げられる。多価金属塩としては、過マンガン酸化合物、重クロム酸化合物などが挙げられ、具体的には、過マンガン酸化合物としては、過マンガン酸カリウム等が挙げられ、重クロム酸化合物としては、重クロム酸カリウム等が挙げられる。これらのうち、過酸化水素、過硫酸塩および無機酸が好ましく、特に過酸化水素が好ましい。
【0058】
(D)酸化剤の量は、化学機械研磨用水系分散体の総量に対して、好ましくは0.01〜5質量%であり、より好ましくは0.05〜3質量%であり、さらに好ましくは0.05〜1.5質量%である。
【0059】
1.5.(E)三重結合を有する非イオン性界面活性剤
(E)三重結合を有する非イオン性界面活性剤(以下、(E)成分ともいう。)としては、例えば、下記一般式(1)で表される化合物が挙げられる。
【化2】
・・・・・(1)
(式中、nおよびmはそれぞれ独立に1以上の整数であり、n+m≦50を満たす。)
【0060】
上記一般式(1)において、n+m≦40であることが好ましく、n+m≦30であることがさらに好ましい。
【0061】
(E)成分の市販品としては、例えば、サーフィノール440(HLB値=8)、サーフィノール465(2,4,7,9−テトラメチル−5−デシン−4,7−ジオール−ジポリオキシエチレンエーテル,HLB値=13)、サーフィノール485(2,4,7,9−テトラメチル−5−デシン−4,7−ジオール−ジポリオキシエチレンエーテル,HLB値=17)(以上、エアープロダクツジャパン(株)製)が挙げられる。
【0062】
上記の一般式(1)で表される(E)成分の量は、化学機械研磨用水系分散体の総量に対して、好ましくは0.001〜4質量%であり、より好ましくは0.01〜2質量%である。
【0063】
また、本発明の一実施形態の化学機械研磨用水系分散体において、(E)成分の配合量に対する(B)成分の配合量の割合が0.1〜5であるのが好ましい。これにより、絶縁層の物理的性質にダメージを与えることなく、良好に平坦化された精度の高い被研磨面を得ることができる。
【0064】
1.6.(F)分散媒
(F)分散媒としては、例えば、水、水およびアルコールの混合媒体、水および水と相溶性の有機溶媒を含む混合媒体等が挙げられる。これらのうち、水または水およびアルコールの混合媒体を用いることが好ましく、水を用いることが特に好ましい。
【0065】
1.7.その他の成分
本発明の一実施形態の化学機械研磨用水系分散体は、上記の(A)〜(F)成分を必須成分として含有するが、その他必要に応じて、(G)防食剤、(H)pH調整剤を含有することができる。
【0066】
(G)防食剤としては、ベンゾトリアゾールおよびその誘導体を挙げることができる。ここで、ベンゾトリアゾール誘導体とは、ベンゾトリアゾールの有する1個または2個以上の水素原子を例えばカルボキシル基、メチル基、アミノ基、ヒドロキシル基等で置換したものをいう。ベンゾトリアゾール誘導体としては、4−カルボキシルベンゾトリアゾールおよびその塩、7−カルボキシベンゾトリアゾールおよびその塩、ベンゾトリアゾールブチルエステル、1−ヒドロキシメチルベンゾトリアゾールまたは1−ヒドロキシベンソトリアゾール等を挙げることができる。
【0067】
(G)防食剤の量は、化学機械研磨用水系分散体の総量に対して、好ましくは0.005〜0.1質量%であり、より好ましくは0.01〜0.05質量%である。
【0068】
(H)pH調整剤としては、有機塩基、無機塩基または無機酸を挙げることができる。有機塩基としては、テトラメチルアンモニウムヒドロキシド、トリエチルアミン等を挙げることができる。無機塩基としては、アンモニア、水酸化カリウム、水酸化ナトリウム、水酸化カルシウム、水酸化マグネシウム等を挙げることができる。無機酸としては、硝酸、硫酸、塩酸、酢酸等を挙げることができる。
【0069】
本発明の一実施形態の化学機械研磨用水系分散体のpHは7〜12であるが、好ましくは7.5〜11であり、より好ましくは7.5〜10である。この範囲のpHとすることにより、良好な被研磨面と研磨速度とのバランスを図ることができる。
【0070】
(H)pH調整剤の量は、化学機械研磨用水系分散体の総量に対して、好ましくは0.005〜5質量%であり、より好ましくは0.01〜3.5質量%である。
【0071】
1.8.化学機械研磨用水系分散体を調製するためのキット
上記化学機械研磨用水系分散体は、調製後にそのまま研磨用組成物として使用できる状態で供給することができる。あるいは、上記化学機械研磨用水系分散体の各成分を高濃度で含有する研磨用組成物(すなわち濃縮された研磨用組成物)を準備しておき、使用時にこの濃縮された研磨用組成物を希釈して、所望の化学機械研磨用水系分散体を得てもよい。
【0072】
例えば、上記化学機械研磨用水系分散体を複数の液(例えば、2つまたは3つの液)に分けて準備しておき、使用時にこれら複数の液を混合して使用することが可能である。例えば、以下に示す第1〜第3のキットを用いて、複数の液を混合することにより、上記化学機械研磨用水系分散体を調製することができる。
【0073】
1.8.1.第1のキット
第1のキットは、液(I)および液(II)を混合して、上記化学機械研磨用水系分散体を調製するためのキットである。第1のキットにおいて、液(I)は、(A)平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである砥粒、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)前記(B)以外の有機酸、(E)三重結合を有する非イオン性界面活性剤、および(F)分散媒を含む水系分散体であり、液(II)は、(D)酸化剤を含む。
【0074】
第1のキットを構成する液(I)および液(II)を調製する場合、液(I)および液(II)を混合して得られた水系分散体中に、前述した各成分が前述した濃度範囲で含ま
れるように、液(I)および液(II)に含有される各成分の濃度を決定する必要がある。また、液(I)および液(II)は、各々各成分を高濃度で含有していてもよく(すなわち濃縮されたものでもよく)、この場合、使用時に希釈して液(I)および液(II)を得ることが可能である。第1のキットによれば、液(I)と液(II)とを分けておくことで、特に(D)酸化剤の保存安定性を向上させることができる。
【0075】
第1のキットを用いて上記化学機械研磨用水系分散体を調製する場合、液(I)および液(II)が別個に用意・供給され、且つ研磨時に一体となっていればよく、その混合の方法およびタイミングは特に限定されない。
【0076】
例えば、液(I)と液(II)とが別々に研磨装置に供給され、定盤上にて混合されてもよいし、研磨装置に供給する前に混合されてもよいし、研磨装置内でライン混合されてもよいし、あるいは、混合タンクを設けて該混合タンク内で混合されてもよい。また、ライン混合の際に、より均一な水系分散体を得るために、ラインミキサーなどを用いてもよい。
【0077】
1.8.2.第2のキット
第2のキットは、液(I)および液(II)を混合して、上記化学機械研磨用水系分散体を調製するためのキットである。第2のキットにおいて、液(I)は、(A)平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである砥粒および(F)分散媒を含む水系分散体であり、液(II)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)前記(B)以外の有機酸、(D)酸化剤、および(E)三重結合を有する非イオン性界面活性剤を含む。
【0078】
第2のキットを構成する液(I)および液(II)を調製する場合、液(I)および液(II)を混合して得られた水系分散体中に、前述した各成分が前述した濃度範囲で含まれるように、液(I)および液(II)に含有される各成分の濃度を決定する必要がある。また、液(I)および液(II)は、各々各成分を高濃度で含有していてもよく(すなわち濃縮されたものでもよく)、この場合、使用時に希釈して液(I)および液(II)を得ることが可能である。第2のキットによれば、液(I)と液(II)とを分けておくことで、水系分散体の保存安定性を高めることができる。
【0079】
第2のキットを用いて本発明の一実施形態の化学機械研磨用水系分散体を調製する場合、液(I)および液(II)が別個に用意・供給され、且つ研磨時に一体となっていればよく、その混合の方法およびタイミングは特に限定されない。
【0080】
例えば、液(I)と液(II)とが別々に研磨装置に供給され、定盤上にて混合されてもよいし、研磨装置に供給する前に混合されてもよいし、研磨装置内でライン混合されてもよいし、あるいは、混合タンクを設けて該混合タンク内で混合されてもよい。また、ライン混合の際に、より均一な水系分散体を得るために、ラインミキサーなどを用いてもよい。
【0081】
1.8.3.第3のキット
第3のキットは、液(I)、液(II)、および液(III)を混合して、本発明の一実施形態の化学機械研磨用水系分散体を調製するためのキットである。第3のキットにおいて、液(I)は、(A)平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである砥粒および(F)分散媒を含む水系分散体であり、液(II)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸および(E)三重結合を有する非イオン性界面活性剤を含み、液(III)は、(D)酸化剤を含む。
【0082】
第3のキットを構成する液(I)、液(II)、および液(III)を調製する場合、液(I)、液(II)、および液(III)を混合して得られた水系分散体中に、前述した各成分が前述した濃度範囲で含まれるように、液(I)、液(II)、および液(III)に含有される各成分の濃度を決定する必要がある。また、液(I)、液(II)、および液(III)は、各々各成分を高濃度で含有していてもよく(すなわち濃縮されたものでもよく)、この場合、使用時に希釈して、液(I)、液(II)、および液(III)を得ることが可能である。第3のキットによれば、液(I)、液(II)、および液(III)とを分けておくことで、水系分散体の保存安定性を高めることができる。
【0083】
第3のキットを用いて本発明の一実施形態の化学機械研磨用水系分散体を調製する場合、液(I)、液(II)、および液(III)が別個に用意・供給され、且つ研磨時に一体となっていればよく、その混合の方法およびタイミングは特に限定されない。
【0084】
例えば、液(I)、液(II)、および液(III)が別々に研磨装置に供給され、定盤上にて混合されてもよいし、研磨装置に供給する前に混合されてもよいし、研磨装置内でライン混合されてもよいし、あるいは、混合タンクを設けて該混合タンク内で混合されてもよい。また、ライン混合の際に、より均一な水系分散体を得るために、ラインミキサーなどを用いてもよい。
【0085】
なお、第2および第3のキットにおいて、液(I)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)前記(B)以外の有機酸、(D)酸化剤、および(E)三重結合を有する非イオン性界面活性剤から選ばれる1種類以上の成分をさらに含むことができる。
【0086】
1.9.用途
本発明の一実施形態の化学機械研磨用水系分散体は、半導体装置に含まれる絶縁層を化学機械研磨するための研磨材として使用することができる。例えば、本発明の一実施形態の化学機械研磨用水系分散体は、化学機械研磨によって、銅(または銅合金)ダマシン配線を形成する際の研磨材として使用することができる。この場合、化学機械研磨によって銅(または銅合金)ダマシン配線を形成する工程は、主として銅(または銅合金)の除去を行なう第1研磨工程と、主として銅(または銅合金)の下部に形成された導電性バリア層を除去する第2研磨工程からなる。この第2研磨工程は、導電性バリア層を除去するだけでなく、導電性バリア層下に存在する絶縁層も同時に研磨する場合があり、これにより、十分に平坦化された精度の高い仕上げ面を得ることができる。ここで、本発明の一実施形態の化学機械研磨用水系分散体は、第2研磨工程において研磨材として好適に用いることができる。上記化学機械研磨用水系分散体を第2研磨工程で研磨材として用いることにより、より優れた研磨特性、ならびに絶縁層(特に、比誘電率が3.5以下の絶縁層)への低ダメージ性を発揮することができる。
【0087】
上記絶縁層としては、シルセスキオキサン(比誘電率;約2.6〜3.0)、フッ素添加SiO2(比誘電率;約3.3〜3.5)、ポリイミド系樹脂(比誘電率;約2.4〜3.6)、ベンゾシクロブテン(比誘電率;約2.7)、水素含有SOG(比誘電率;約2.5〜3.5)および有機SOG(比誘電率;約2.9)等が挙げられる。これらのうちシルセスキオキサンを主成分とする層間絶縁層としては、膜厚が0.2〜20μmであり、密度が0.3〜1.85g/cm3であって、孔径100nm以下の微細な空孔を有する多孔質の絶縁層等が挙げられる。
【0088】
上記比誘電率が3.5以下の絶縁層は、その弾性率が20GPa以下、好ましくは10GPa以下、より好ましくは5GPa以下である。絶縁層の弾性率は、MTS社製超微小硬度計(Nanoindentator XP)にバーコビッチ型圧子を取り付け、連続剛
性測定法により測定することができる。本発明の一実施形態の化学機械研磨用水系分散体は、このような脆い絶縁層の研磨に好適に用いることができる。
【0089】
なお、上記絶縁層は、後述する第1の絶縁層21として使用することができる(図2(a)〜図2(c)参照)。
【0090】
本発明の一実施形態の化学機械研磨用水系分散体と、架橋重合体を含有する非水溶性マトリックス材と、該非水溶性マトリックス材中に分散された水溶性粒子とを含有する研磨パッドとを用いて、連続剛性測定法により測定された弾性率が20GPa以下である絶縁層を化学機械研磨する場合、被研磨面におけるスクラッチの発生が5個以下に抑えられるため、特に好ましい。
【0091】
スクラッチの有無は目視により観察することができるが、その大きさ、個数等、定量的な測定は、光学顕微鏡、走査型電子顕微鏡等により観察し、撮影した写真などを解析する方法等により行なうことができる。また、被研磨面に発生するスクラッチの全数を計測することができる表面状態を検査する特定の装置を使用することもできる。
【0092】
本実施形態に係る化学機械研磨用水系分散体は、導電性バリア層および絶縁層を同一条件において化学機械研磨した場合、導電性バリア層の研磨速度(RB)と絶縁層の研磨速度(RIn−1)との研磨速度比(RB/RIn−1)が1.2〜4.0であることができる。これにより、例えば後述する図2(b)および図2(c)で示される研磨において、被研磨面の凹凸を最小限に低減することができるために優れた平坦性を得ることができ、かつ、良好な被研磨面および研磨速度を得ることができる。例えば、本実施形態に係る化学機械研磨用水系分散体を用いて、上層配線部および下層配線部を含む多層配線を形成する場合であって、上層配線部が、絶縁層と、該絶縁層に設けられた凹部の表面を覆う導電性バリア層と、導電性バリア層上に設けられ凹部に埋め込まれた導電層とを含む場合、上層配線部の歪みを抑制することができる。
【0093】
また、本実施形態に係る化学機械研磨用水系分散体は、銅層、導電性バリア層、第1絶縁層、および第1絶縁層より誘電率が高い第2絶縁層の各々を同一条件において化学機械研磨した場合、導電性バリア層の研磨速度(RB)と銅層の研磨速度(RM)との研磨速度比(RB/RM)が1.5以上であり、第2絶縁層の研磨速度(RIn−2)と銅層の研磨速度(RM)との研磨速度比(RIn−2/RM)が0.9〜2.5であり、かつ、
第2絶縁層の研磨速度(RIn−2)と第1絶縁層の研磨速度(RIn−1)との研磨速度比(RIn−2/RIn−1)が0.5〜5であることができる。これにより、後述する図2(a)〜図2(c)で示される研磨において、良好な被研磨面および研磨速度を得ることができる。
【0094】
さらに、本実施形態に係る化学機械研磨用水系分散体は、架橋重合体を含有する非水溶性マトリックス材と、該非水溶性マトリックス材中に分散された水溶性粒子とを含有する研磨パッドを用いて、銅層、導電性バリア層、第1絶縁層、および該第1絶縁層より誘電率が高い第2絶縁層の各々を同一条件において化学機械研磨した場合、第1絶縁層の研磨速度(RIn−1)、導電性バリア層の研磨速度(RB)、銅層の研磨速度(RM)、および第2絶縁層の研磨速度(RIn−2)が、RIn−2>RB>RM>RIn−1を満たすことができる。これにより、後述する図2(b)および図2(c)で示される研磨において、第1絶縁層の研磨を極力抑えて、銅層、導電性バリア層、および第2絶縁層を選択的に除去することができ、かつ、良好な被研磨面および研磨速度を得ることができる。
【0095】
2.化学研磨方法
本発明の一実施形態の化学機械研磨方法は、凹部を有する絶縁層上にストッパ層を介し
て設けられ、かつ、該凹部に埋設された金属層を該ストッパ層が露出するまで化学機械研磨する第1研磨工程と、本発明の一実施形態の化学機械研磨用水系分散体を用いて、前記金属層および前記ストッパ層を該絶縁層が露出するまで化学機械研磨する第2研磨工程と、を含む。以下、本発明の一実施形態の化学機械研磨方法の具体例について、図1〜図3を参照して説明するが、本発明の一実施形態の化学機械研磨方法はこれらに限定されない。
【0096】
2.1.第1の具体例
図1(a)〜図1(c)は、本発明の一実施形態の化学機械研磨方法の一具体例(第1の具体例)を模式的に示す断面図である。
【0097】
図1(a)は、第1の具体例の化学機械研磨方法の研磨対象体1aを示す。図1(a)に示すように、研磨対象体1aは、基板11と、基板11上に設けられた、凹部20を含む絶縁層12と、絶縁層12上にストッパ層13を介して設けられた金属層14とを含む。また、金属層14は凹部20に埋設されている。ここで、基板11は例えばシリコン基板であり、絶縁層12は無機材料または有機材料のいずれであってもよく、ストッパ層13は研磨材に対して金属層14とエッチングレートが異なる層であり、金属層14は一般に配線として使用可能な金属材料からなる。絶縁層12は例えば、PETEOS膜や、比誘電率が3.5以下の絶縁層等からなることができ、好ましくは比誘電率が3.5以下の絶縁層であり、より好ましくは3.0以下の絶縁層である。また、ストッパ層13は例えば、導電性バリア層からなることが好ましい。さらに、金属層14は配線として一般に用いられる金属(例えば、アルミニウム、銅、金などの金属、あるいは前記金属の合金)からなることができ、銅または銅合金であることが好ましい。
【0098】
ストッパ層13が導電性バリア層からなる場合、例えば、金属、金属合金、金属窒化物(例えば、Ti,TiN,Ta,TaN,TaNb)からなることができる。ここで、ストッパ層13の材質は、Taおよび/またはTaNであることが特に好ましい。ストッパ層13は2層構造を有していてもよい。
【0099】
まず、第1研磨工程において、金属層14のうち、凹部20に埋没された部分の以外をストッパ層13が露出するまで化学機械研磨する(図1(b)参照)。ここで、研磨材としては、上述の化学機械研磨用水系分散体を用いてもよいし、あるいは、後述する第1研磨用水系分散体を用いてもよい。
【0100】
次いで、第2研磨工程において、上述の本発明の一実施形態の化学機械研磨用水系分散体を用いて、残存した金属層14およびストッパ層13を絶縁層12が露出するまで化学機械研磨する(図1(c)参照)。これにより、ストッパ層13のうち凹部20の底部および内壁面以外に位置する部分が除去される。以上により、図1(c)に示す配線構造体1が得られる。
【0101】
本具体例によれば、第2研磨工程において、上述の化学機械研磨用水系分散体を用いて絶縁層12を化学機械研磨することにより、絶縁層12の物理的性質が変化せず、材料剥がれやスクラッチなどの表面欠陥が被研磨面に発生することなく精度の高い被研磨面を得ることができる。特に、絶縁層12が、比誘電率が3.5以下の絶縁層からなる場合、絶縁層12の物理的性質が変化することなく、被研磨面における前記表面欠陥の発生を防止することができる点で極めて有用である。
【0102】
2.2.第2の具体例
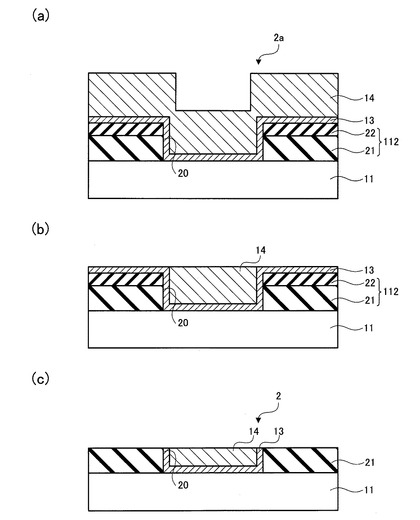
図2(a)〜図2(c)は、本発明の一実施形態の化学機械研磨方法の別の一具体例(第2の具体例)を模式的に示す断面図である。
【0103】
図2(a)は、第2の具体例の化学機械研磨方法の研磨対象体2aを示す。図2(a)において、絶縁層112が第1絶縁層21と、第1絶縁層21よりも誘電率が高い第2絶縁層22との積層体を含む点以外は、図1(a)に示す構造と同様の構造を有し、図1(a)に示す構成要素と同じ構成要素は同じ記号が付されている。ここで、第2絶縁層22はキャップ層としての機能を有する。
【0104】
第2絶縁層22は、例えば酸化シリコン膜、酸化シリコンに少量のホウ素およびリンを添加したホウ素リンシリケート膜(BPSG膜)、酸化シリコンにフッ素をドープしたFSG(Fluorine−doped silicate glass)と呼ばれる酸化シリコン系絶縁層であってもよい。酸化シリコン系絶縁層としては、例えば熱酸化膜、PETEOS(Plasma Enhanced−TEOS膜)、HDP膜(High Density Plasma Enhanced−TEOS膜)、熱CVD法により得られる酸化シリコン膜などを挙げることができる。すなわち、第2の絶縁層22は、酸化シリコンなどからなる、比較的親水性を有する表面を有することが好ましい。
【0105】
第1絶縁層21は例えば、トリエトキシシランを原料とするHSQ膜(Hydrogen Silsesquioxane膜)、テトラエトキシシランと少量のメチルトリメトキシシランを原料とするMSQ膜(Methyl Silsesquioxane膜)、その他のシラン化合物を原料とする膜からなる。また、第1絶縁層21は、適当な有機ポリマー粒子などを原料に混合して用いることにより、当該ポリマーが加熱工程で焼失して空孔が形成され、一層の低誘電率化が図られた膜であってもよい。あるいは、第1絶縁層21は、ポリアリーレン系ポリマー、ポリアリレンエーテル系ポリマー、ポリイミド系ポリマー、ベンゾシクロブテンポリマーなどの有機ポリマーであってもよい。第1絶縁層21は、好ましくは比誘電率が3.5以下の絶縁層であり、より好ましくは3.0以下の絶縁層である。すなわち、第1の絶縁層21は、比誘電率を下げるために、アルキル基(メチル基など)の疎水性の官能基を主鎖に含む層であってもよい。
【0106】
まず、第1研磨工程において、金属層14のうち凹部20に埋没された部分の以外を、ストッパ層13が露出するまで化学機械研磨する(図2(b)参照)。ここで、研磨材としては、本発明の一実施形態の化学機械研磨用水系分散体を用いてもよいし、あるいは、後述する第1研磨用水系分散体を用いてもよい。
【0107】
次いで、第2研磨工程において、上述の本発明の一実施形態の化学機械研磨用水系分散体(第2研磨用水系分散体)を用いて、残存した金属層14、ストッパ層13、および第2絶縁層22を第1絶縁層21が露出するまで化学機械研磨する(図2(c)参照)。これにより、ストッパ層13のうち凹部20の底部および内壁面以外に位置する部分が除去される。以上により、図2(c)に示す配線構造体2が得られる。
【0108】
本具体例によれば、上述の第1の具体例と同様の作用効果を有する。加えて、本具体例によれば、第2研磨工程において、化学機械研磨により第2絶縁層22が選択的に除去されるため、化学機械研磨によって第1絶縁層21に加わるダメージを少なくすることができる。
【0109】
例えば、第1の絶縁層21が疎水性の官能基を主鎖に含む層であり、第1の絶縁層22が比較的親水性に富む酸化シリコンからなる表面を有する場合、第2研磨用水系分散体を用いて第1の絶縁層21の研磨を行なうことにより、第2研磨用水系分散体に含まれる(E)界面活性剤が上記一般式(1)で表される界面活性剤であるため、(E)界面活性剤の疎水性部分が第1の絶縁層21の疎水性表面と高い親和性を有する。このため、(E)界面活性剤が第1の絶縁層21の表面に吸着して該表面を保護する。これにより、(A)
砥粒による直接的な研磨を抑制して、研磨速度の上昇を抑制することができる。
【0110】
2.3.第3の具体例
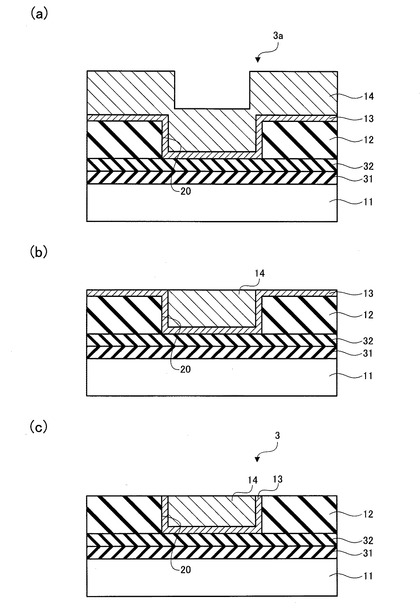
図3(a)〜図3(c)は、本発明の一実施形態の化学機械研磨方法の別の一具体例(第3の具体例)を模式的に示す図である。
【0111】
図3(a)は、第3の具体例の化学機械研磨方法の研磨対象体3aを示す。図3(a)において、絶縁層12の下部に第3の絶縁層31および第4の絶縁層32が設けられている点以外は、図1(a)に示す構造と同様の構造を有し、図1(a)に示す構成要素と同じ構成要素は同じ記号が付されている。ここで、第3の絶縁層31は例えばシリコン酸化物等からなり、第4の絶縁層32は例えばシリコン窒化物等からなる。
【0112】
本具体例の化学機械研磨方法は、第1の具体例の化学研磨方法と同様である。また、本具体例によれば、上述の第1の具体例と同様の作用効果を有する。
【0113】
2.4.研磨装置および研磨条件
本発明の一実施形態の化学機械研磨方法において、第1研磨工程および第2研磨工程での研磨は、市販の化学機械研磨装置(例えば、LGP510、LGP552(以上、ラップマスターSFT(株)製)、EPO−112、EPO−222(以上、(株)荏原製作所製)、Mirra(アプライドマテリアルズ社製)、AVANTI−472(アイペック社製)等)を用いて、公知の研磨条件で行なうことができる。
【0114】
好ましい研磨条件としては、使用する化学機械研磨装置により適宜に設定されるべきであるが、例えば化学機械研磨装置としてEPO−112を使用する場合、第1研磨工程および第2研磨工程共に例えば下記の条件とすることができる。
定盤回転数:好ましくは30〜130rpm、より好ましくは40〜130rpm
ヘッド回転数:好ましくは30〜130rpm、より好ましくは40〜130rpm
定盤回転数/ヘッド回転数比:好ましくは0.5〜2、より好ましくは0.7〜1.5
研磨圧力:好ましくは0.5〜2.5psi、より好ましくは1.0〜2.0psi
化学機械研磨用水系分散体供給速度:好ましくは50〜300ml/分、より好ましくは100〜200ml/分
【0115】
2.5.第1研磨用水系分散体
上記第1〜第3の具体例において、第1研磨工程で使用することができる第1研磨用水系分散体は、金属層14およびストッパ層13の各々を同一条件において化学機械研磨した場合に、金属層14の研磨速度(RM)とストッパ層13の研磨速度(RS)との研磨速度比(RM/RS)が50以上の研磨特性を有する化学機械研磨用水系分散体であることができる。ここで、研磨速度比(RM/RS)が50未満であると、第1研磨工程が終了した後、金属層14を除去すべき部分に金属が過剰に残存してしまい、第2研磨工程に多くの時間を要することとなり、また、多量な加工液が必要となるおそれがある。
【0116】
上記第1研磨用水系分散体の研磨速度比(RM/RS)は、好ましくは60以上であり、更に好ましくは70以上である。
【0117】
このような第1研磨用水系分散体は、研磨速度比(RM/RS)が上記範囲であれば、その組成は特に限定されるものではないが、例えば、水系媒体中に、(A)砥粒、(C)前記(B)以外の有機酸、(D)酸化剤、(F)分散媒、ならびにアンモニアおよびアンモニウムイオンからなる群から選択される少なくとも1種のアンモニア成分を含有することが好ましい。
【0118】
第1研磨用水系分散体に用いられる(F)分散媒としては、例えば、上記本実施形態の化学機械研磨用水系分散体(第2研磨用水系分散体)において(F)分散媒として例示したものが挙げられ、これらのうち、水のみを分散媒として用いることが好ましい。
【0119】
第1研磨用水系分散体に用いられる(A)砥粒としては、無機粒子が挙げられる。
【0120】
上記無機粒子としては、例えばシリカ、アルミナ、チタニア、ジルコニア、セリア等の粒子を挙げることができ、より好ましくはシリカ、セリア粒子であり、更に好ましくはシリカである。シリカとしては、ヒュームド法シリカ、ゾルゲル法により合成されたシリカ、コロイダルシリカ等を挙げることができる。ヒュームド法シリカは、気相中で塩化ケイ素等を酸素および水と反応させることにより得ることができる。ゾルゲル法により合成されたシリカは、アルコキシケイ素化合物を原料として、加水分解反応および/または縮合反応により得ることができる。コロイダルシリカは、例えば予め精製した原料を使用した無機コロイド法等により得ることができる。
【0121】
第1研磨用水系分散体に用いられる(C)前記(B)以外の有機酸としては、例えば、第2研磨用水系分散体中で成分(C)を構成する有機酸が挙げられ、これらのうち、より大きな研磨速度比(RM/RS)が得られるという点で、クエン酸、リンゴ酸が好ましく用いられる。
【0122】
また、第1研磨用水系分散体は、(G)防食剤、グリシン、アラニンをさらに含むことができる。第1研磨用水系分散体に用いられる(G)防食剤としては、例えば、第2研磨用水系分散体中で(G)防食剤として例示したものを使用することができ、例えばカルボキシベンゾトリアゾールが挙げられる。
【0123】
第1研磨用水系分散体が(G)防食剤を含む場合、その配合量は、第1研磨用水系分散体の総量に対して、5質量%以下であることが好ましく、0.001〜5質量%であることがより好ましく、0.005〜1質量%であることが更に好ましく、特に0.01〜0.5質量%であることが好ましい。
【0124】
第1研磨用水系分散体に用いられる(D)酸化剤としては、例えば、第2研磨用水系分散体中で(D)酸化剤として例示したものが挙げられ、これらから選択される少なくとも1種の酸化剤を用いることができる。これらのうち、過酸化水素または過硫酸塩が好ましく、特に過硫酸アンモニウムが好ましく用いられる。
【0125】
第1研磨用水系分散体に含まれるアンモニア成分は、アンモニアとして存在していてもよく、アンモニウムイオンとして存在していてもよく、また両者が混在していてもよい。アンモニウムイオンは、遊離した状態で存在していてもよく、酸のアンモニウム塩として存在していてもよく、また両者が混在し、それらの平衡状態として存在していてもよい。このようなアンモニアおよびアンモニウムイオンは、アンモニア水を独立して第1研磨用水系分散体に添加して生成させてもよいが、上述した有機酸のアンモニウム塩または酸化剤として添加した過硫酸アンモニウムなどの無機酸のアンモニウム塩から生成させてもよく、あるいは後述するアニオン性界面活性剤のカウンターカチオンとして添加してもよい。
【0126】
第1研磨用水系分散体は、(A)砥粒、(C)前記(B)以外の有機酸、(D)酸化剤、ならびにアンモニアおよびアンモニウムイオンからなる群から選択される少なくとも1種のアンモニア成分が、各々下記の割合で含有していることが好ましい。
【0127】
(A)砥粒の配合量は、第1研磨用水系分散体の総量に対して、通常0.001〜3質
量%であり、好ましくは0.01〜3質量%であり、より好ましくは0.01〜2.5質量%であり、更に0.01〜2質量%が好ましい。
【0128】
(C)前記(B)以外の有機酸の配合量は、第1研磨用水系分散体の総量に対して、通常0.01〜10質量%であり、好ましくは0.1〜5質量%である。
【0129】
(D)酸化剤の配合量は、第1研磨用水系分散体の総量に対して、通常0.01〜10質量%であり、好ましくは0.02〜5質量%である。
【0130】
アンモニア成分の配合量は、第1研磨用水系分散体1リットルに対して、通常0.005〜20molであり、好ましくは0.01〜15molであり、更に好ましくは0.03〜10molであり、特に0.05〜10molが好ましい。
【0131】
第1研磨用水系分散体は、必要に応じて、さらに、界面活性剤、消泡剤などの添加物を含んでいてもよい。
【0132】
界面活性剤としては、カチオン性界面活性剤、アニオン性界面活性剤、両性界面活性剤、非イオン性界面活性剤、水溶性ポリマー等が挙げられ、特にアニオン性界面活性剤、非イオン性界面活性剤または水溶性ポリマーが好ましく用いられる。
【0133】
アニオン系界面活性剤としては、カルボン酸塩、スルホン酸塩、硫酸エステル塩、リン酸エステル塩などを挙げることができる。カルボン酸塩としては、例えば、脂肪酸石鹸、アルキルエーテルカルボン酸塩などを挙げることができ、スルホン酸塩としては、例えば、アルキルベンゼンスルホン酸塩、アルキルナフタレンスルホン酸塩、α−オレフィンスルホン酸塩などを挙げることができ、硫酸エステル塩としては、例えば、高級アルコール硫酸エステル塩、アルキルエーテル硫酸塩、ポリオキシエチレンアルキルフェニルエーテル硫酸塩などを挙げることができ、リン酸エステル塩としては、例えば、アルキルリン酸エステル塩などを挙げることができる。これらのうち、スルホン酸塩が好ましく、アルキルベンゼンスルホン酸塩が更に好ましく、ドデシルベンゼンスルホン酸カリウムが特に好ましく用いられる。
【0134】
非イオン性界面活性剤としては、例えば、ポリエチレングリコール型界面活性剤、アセチレングリコール、アセチレングリコールのエチレンオキサイド付加物、アセチレンアルコール等の非イオン性界面活性剤を挙げることができる。
【0135】
水溶性ポリマーとしては、例えば、アニオン性ポリマー、カチオン性ポリマー、両性ポリマー、ノニオン性ポリマー等を挙げることができる。アニオン性ポリマーとしては、例えば、ポリアクリル酸およびその塩、ポリメタクリル酸およびその塩、ポリビニルアルコールなどを挙げることができ、カチオン性ポリマーとしては、例えば、ポリエチレンイミン、ポリビニルピロリドンなどを挙げることができ、両性ポリマーとしては、例えば、ポリアクリルアミドなどを挙げることができ、ノニオン性ポリマーとしては、例えば、ポリエチレンオキシド、ポリプロピレンオキシド等を挙げることができる。
【0136】
界面活性剤の配合量は、第1研磨用水系分散体の総量に対して、20質量%以下であることが好ましく、0.001〜20質量%であることがさらに好ましく、0.01〜10質量%であることがより好ましく、特に好ましくは0.05〜5質量%である。
【0137】
第1研磨用水系分散体のpHは、酸性領域、中性近辺の領域(弱酸性領域から弱アルカリ性領域)およびアルカリ性領域のいずれの値に設定してもよい。酸性領域のpHは2〜4が好ましく、中性近辺の領域のpHは6〜8が好ましく、アルカリ性領域のpHは8〜
12が好ましい。これらのうち、中性付近からアルカリ性領域のpH、すなわち、6〜12が好ましい。
【0138】
本発明では、第1研磨工程と第2研磨工程とを、同一の研磨装置を用い、研磨対象体を装着したまま、供給する研磨用水系分散体を順次切り替えることにより連続的に行ってもよく、また、同一の研磨装置を用い、第1研磨工程の終了後に研磨対象体をいったん取り出し、供給する研磨用水系分散体を切り替えた後に取り出した研磨対象体を改めて装着して第2研磨工程を実施してもよい。
【0139】
また、第1研磨工程と第2研磨工程とを別個の研磨装置を用いて実施してもよい。更に、複数の研磨パッドを備える研磨装置を使用する場合には、第1研磨工程と第2研磨工程とを異なる種類の研磨パッドを用いて研磨してもよいし、第1研磨工程と第2研磨工程とで同種の研磨パッドを用いてもよい。
【0140】
本実施形態の化学機械研磨用水系分散体は、例えば、架橋重合体を含有する非水溶性マトリックス材と、該非水溶性マトリックス材中に分散された水溶性粒子とを含有する研磨パッドを用いて被研磨物を研磨する場合、より良好な被研磨面および研磨速度の両方を得ることができ、特に、導電性バリア層や絶縁層を研磨する際に、極めて良好な研磨速度を得ることができる。この場合、ヘタリ及び過度の磨耗を防止可能であり、研磨性能を安定的に維持可能である点で、架橋された1,2−ポリブタジエン等の架橋ゴムを非水溶性マトリックス材として用い、β-シクロデキストリンを水溶性粒子として用いた研磨パッドが好ましい。このような研磨パッドとしては例えば、JSR(株)製、品番「FP8000」が挙げられる。
【0141】
3.実施例
以下、本発明を実施例により説明するが、本発明はこの実施例により何ら限定されるものではない。なお、本実施例においては、粒子の平均一次粒子径および平均二次粒子径をレーザー回折法により測定した(測定装置:堀場製作所製 動的光散乱式粒径分布測定装置、品番「HORIBA LB550」)。
【0142】
3.1.無機粒子を含む水分散体の調製
3.1.1.ヒュームドシリカ粒子を含む水分散体の調製
イオン交換水6kg中に、ヒュームド法シリカ(日本アエロジル(株)製、商品名「アエロジル#90」 6kgを、遊星式混練機(商品名 TKハビスディスパーミックス、HDM−3D−20型、特殊機化工業(株)社製)を用い、ひねりブレードを主回転軸10rpmおよび副回転軸30rpmで回転させ混練りしながら30分間かけて連続的に添加した。更に、ひねりブレードの副回転軸30rpmで回転させる混練り操作と、直径80mmのコーレス型高速回転翼の副回転軸を2000rpmで回転させる処理と、主回転軸を10rpmで回転させる処理とを1時間継続した。
【0143】
その後、20質量%の水酸化カリウム水溶液を0.45kg添加して得られた水分散体を、イオン交換水で希釈して、シリカ含有量が30質量%の水分散体を得た。この水分散体をポアサイズ5μmのデプスカートリッジフィルターでろ過し、ヒュームドシリカ粒子H1を含有する水分散体R3を得た。
【0144】
3.1.2.コロイダルシリカ粒子を含む水分散体の調製
3.1.2a.コロイダルシリカ粒子C1を含む水分散体の調製
コロイダルシリカ粒子C1(扶桑化学工業(株)社製、型名「コロイダルシリカPL−3H」)を使用して、コロイダルシリカ粒子C1を25質量%含む水分散体S1を調製した。
【0145】
この水分散体S1に含まれるコロイダルシリカ粒子C1の平均一次粒子径は32nmであり、平均二次粒子径は83nmであり、平均会合度は2.6であった。
【0146】
3.1.2b.コロイダルシリカ粒子C2及至C11をそれぞれ含む水分散体S2〜S9、R1、R2の調製
下記の方法により、表1に示すコロイダルシリカ粒子C2及至C11を含む水分散体S2〜S9、R1、R2をそれぞれ調製し、それぞれ実施例2〜9および比較例1、2で用いた。
【0147】
3容量のテトラエトキシシランと1容量のエタノールとを混合して原料溶液を得た。反応槽にあらかじめエタノール、水、およびアンモニアを混合した反応溶媒を仕込んだ。反応溶媒中の水の濃度は15重量%で一定とし、アンモニア濃度はそれぞれ表1に示す値とした。なお、エタノールの濃度は、水およびアンモニアを除いた残余の値である。反応溶媒の温度を20℃に維持するように冷却しながら、反応溶媒9容量当たり1容量の原料溶液を下表に示す滴下速度で反応槽に滴下して、コロイダルシリカC2〜C11のアルコール分散体を得た。
【0148】
次いで、ロータリーエバポレータを用い、得られたアルコール分散体の温度を80℃に維持しながらイオン交換水を添加しつつアルコールを除去する操作を数回繰り返した。この操作により、コロイダルシリカ粒子C2及至C11を25質量%含む水分散体S2〜S9、R1、R2をそれぞれ調製した。
【0149】
【表1】
【0150】
3.2.第1研磨用水系分散体の調製とその研磨性能の評価
3.2.1.第1研磨用水系分散体の調製
ヒュームドシリカ粒子(日本アエロジル(株)製、商品名「アエロジル#90」、平均一次粒子径20nm)2kgをイオン交換水6.7kg中に超音波分散機を用いて分散させた。これを孔径5μmのフィルターで濾過することにより、ヒュームドシリカ粒子を23質量%含有する水分散体を得た。この水分散体中に含まれるヒュームドシリカ粒子の平均二次粒子径は220nmであった。
【0151】
シリカに換算して1質量%に相当する量のヒュームドシリカ粒子を含む水分散体をポリエチレン製の瓶に入れ、これに、キナルジン酸を0.5質量%、2,4,7,9−テトラ
メチル−5−デシン−4,7−ジオール−ジポリオキシエチレンエーテル(エアープロダクツジャパン(株)製、商品名「サーフィノール465」)を0.05質量%、過酸化水素に換算して0.1質量%に相当する量の30質量%過酸化水素水を順次入れ、15分間攪拌した。その後、1規定の水酸化カリウム水溶液によりpHを9.5に調製した後、孔径5μmのフィルターで濾過することにより、第1研磨用水系分散体を得た。
【0152】
3.2.2.第1研磨用水系分散体の研磨性能の評価
化学機械研磨装置(アプライドマテリアルズ社製、型式「Mirra」)に、発泡ポリウレタン製研磨パッド(ニッタ・ハース(株)製、品番「IC1000」)を装着し、上記化学機械研磨用水系分散体を供給しながら、下記の各種研磨速度測定用基板に対して下記研磨条件にて1分間化学機械研磨処理を行ない、下記の手法によって、研磨速度を算出した。
【0153】
I.研磨速度測定用基板
・膜厚15000Åの銅膜(本発明の金属層に相当)が積層された8インチ熱酸化膜付きシリコン基板(atdf社製、「15000Å 銅膜付きウエハ」)
・膜厚3000Åの窒化タンタル膜(本発明のストッパ層(導電性バリア層)に相当)が積層された8インチ熱酸化膜付きシリコン基板(ウェハーネット社製、「3000Å 窒化タンタル膜付きウエハ」)
・膜厚10000ÅのBD膜(本発明の第1絶縁層に相当)が積層された8インチシリコン基板(atdf社製、「10000Å BD膜付きウエハ」)
・膜厚10000ÅのPETEOS膜(本発明の第2絶縁層に相当)が積層された8インチシリコン基板(atdf社製、「10000Å TEOS膜付きウエハ」)
【0154】
II.研磨条件
・ヘッド回転数:130rpm
・プラテン回転数:130rpm
・ヘッド荷重:1.5psi
・化学機械研磨用水系分散体の供給速度:200ml/分
【0155】
III.研磨速度算出方法
銅膜および窒化タンタル膜については、電気伝導式膜厚測定器(ケーエルエー・テンコール(株)製、形式「オムニマップRS75」)を用いて、研磨処理後の膜厚を測定し、化学機械研磨により減少した膜厚および研磨時間から研磨速度を算出した。
【0156】
PETEOS膜については、光干渉式膜厚測定器(ナノメトリクス・ジャパン(株)社製、型式「Nanospec6100」)を用いて、研磨処理後の膜厚を測定し、化学機械研磨により減少した膜厚および研磨時間から研磨速度を算出した。
【0157】
IV.研磨速度
・金属層(銅)の研磨速度(RM):5500Å/分
・導電性バリア層(窒化タンタル層)の研磨速度(RB):30Å/分
・絶縁層(PETEOS膜)の研磨速度(RIn):40Å/分
【0158】
3.3.実施例1
3.3.1.第2研磨用水系分散体(本発明の化学機械研磨用水系分散体)の調製
シリカに換算して4質量%に相当する量の上記「3.1.2a.コロイダルシリカ粒子を含む水分散体の調製」で調製したコロイダルシリカ粒子C1を含む水分散体をポリエチレン製の瓶に入れ、これに(E)非イオン性界面活性剤(2,4,7,9−テトラメチル−5−デシン−4,7−ジオール−ジポリオキシエチレンエーテル(n+m=10)(エ
アープロダクツジャパン(株)製、商品名「サーフィノール465」))、(B)ピリジンカルボン酸(2,3−ピリジンカルボン酸)、(C)前記(B)以外の有機酸(マレイン酸)、(D)酸化剤(過酸化水素に換算して0.3質量%に相当する量の30質量%過酸化水素水)を順次に入れ、15分間攪拌した。その後、(H)pH調整剤(水酸化カリウム)0.98質量%を加え、水系分散体のpHが9.0になるよう調整した。次いで、全構成成分の合計量が100質量%となるようにイオン交換水を加えた後、孔径5μmのフィルターで濾過することにより、第2研磨用水系分散体S1を得た。第2研磨用水系分散体S1中の各成分の配合量を表2に示す。
【0159】
3.3.2.第2研磨用水系分散体の研磨性能の評価
化学機械研磨装置(アプライドマテリアルズ社製、型式「Mirra」)に、架橋された非水溶性マトリックス(1,2−ポリブタジエン)に水溶性粒子(β-シクロデキストリン)を分散させた研磨パッド(JSR(株)製、品番「FP8000」)を装着し、上記化学機械研磨用水系分散体を供給しながら、下記の各種研磨速度測定用基板に対して下記研磨条件にて1分間化学機械研磨処理を行ない、下記の手法によって、研磨速度を算出した。
【0160】
I.研磨速度測定用基板
・膜厚15000Åの銅膜(本発明の金属層に相当)が積層された8インチ熱酸化膜付きシリコン基板
・膜厚2000Åの窒化タンタル膜(本発明のストッパ層(導電性バリア層)に相当)が積層された8インチ熱酸化膜付きシリコン基板
・膜厚10000ÅのPETEOS膜(本発明の第2絶縁層に相当)が積層された8インチシリコン基板
・アプライド マテリアルズ ジャパン株式会社が開発したブラックダイアモンドプロセスによって、膜厚4000Åの第1絶縁層(BD膜)(比誘電率k=2.8)が積層された8インチシリコン基板
・JSR株式会社が開発したMSQタイプの膜厚5000Åの第1絶縁層(LKD膜)(比誘電率k=2.3)が積層された8インチシリコン基板
【0161】
II.研磨条件
・ヘッド回転数:130rpm
・プラテン回転数:130rpm
・ヘッド荷重:1.5psi
・化学機械研磨用水系分散体の供給速度:200ml/分
【0162】
III.研磨速度算出方法
銅膜および窒化タンタル膜については、電気伝導式膜厚測定器(ケーエルエー・テンコール(株)製、形式「オムニマップRS75」)を用いて、研磨処理後の膜厚を測定し、化学機械研磨により減少した膜厚および研磨時間から研磨速度を算出した。
【0163】
PETEOS膜、BD膜およびLKD膜については、光干渉式膜厚測定器(ナノメトリクス・ジャパン(株)社製、型式「Nanospec6100」)を用いて、研磨処理後の膜厚を測定し、化学機械研磨により減少した膜厚および研磨時間から研磨速度を算出した。
【0164】
IV.研磨速度
・金属層(銅)の研磨速度(RM):250Å/分
・導電性バリア層(ストッパ層(窒化タンタル層))の研磨速度(RB):800Å/分
・第2絶縁層(PETEOS膜)の研磨速度(RIn−2):380Å/分
・第1絶縁層(BD膜)の研磨速度(RIn−1−1):170Å/分
・第1絶縁層(LKD膜)の研磨速度(RIn−1−2):190Å/分
【0165】
V.第1絶縁層のスクラッチ数の評価方法
研磨後の第1絶縁層の外周部における剥がれの有無を目視および光学顕微鏡にて観察した。また、パターンなしウエハ欠陥検査装置(ケーエルエー・テンコール社製、形式「KLA2351」)を用いて、被研磨面全面あたりの欠陥数を計測し、スクラッチの数をカウントした。その結果を「第1絶縁層のスクラッチ数」として表2に示す。なお、ウエハ欠陥検査装置が欠陥としてカウントしたもののうち、スクラッチでないものとは、例えば付着したゴミ、ウエハ製造時に発生したシミ等を挙げることができる。
【0166】
上記「V.第1絶縁層のスクラッチ数の評価方法」において、欠陥検査装置の検査パラメータを以下に示す。
・検査視野:明視野
・検査波長:可視光
・ピクセルサイズ:0.39
・しきい値(欠陥検出感度):50
【0167】
VI.ディッシングおよびスクラッチの評価
(i)銅配線が形成された被研磨用基板の作製
シリコンからなる基板表面に、深さ1μmの複数の溝から構成されるパターンを有する絶縁層(PETEOS膜(厚さ500Å)とBD膜(厚さ4500Å)の複合膜)を5000Å積層した。次いで、絶縁層の表面に厚さ250Åの導電性バリア層(TaN膜)を形成し、その後、TaN膜で覆われた溝内にスパッタリングおよびめっきにより、厚さ1.1μmの金属層(Cu層)を堆積した。
【0168】
(ii)第1研磨工程後の評価
上記(i)で作製したウエハにつき、「3.2.1.第1研磨用水系分散体の調製」で調製した第1研磨用水系分散体を用いて、研磨速度5500Åで2.25分間研磨した。
【0169】
第1研磨工程終了後に、被研磨面のうち幅100μm配線のディッシングを触針式段差計(ケーエルエー・テンコール(株)製、形式「HRP240」)を使用して評価したところ、400Åであった。
【0170】
なお、ここで「ディッシング」とは、ウエハの上面(絶縁層または導電性バリア層により形成される平面)と、配線部分の最低部位との距離(高低差)である。
【0171】
(iii)第2研磨工程後の評価
上記(ii)で作製したウエハにつき、実施例1〜9ならびに比較例1〜3の水系分散体を用いて、下記式により算出した時間で研磨した。
研磨時間(分)={(バリア層の厚さ(Å))÷(上記「3.3.2.第2研磨用水系分散体の研磨性能の評価」で算出したバリア層(窒化タンタル)の研磨速度)+(第1絶縁層の厚さ(500Å))÷(上記「3.3.2.第2研磨用水系分散体の研磨性能の評価」で算出した第1絶縁層(PETEOS))の研磨速度}+(第2絶縁層の厚さ(200Å))÷(上記「3.3.2.第2研磨用水系分散体の研磨性能の評価」で算出した第2絶縁層(BD)の研磨速度)}
【0172】
被研磨面について、100μm配線のディッシングを触針式段差計(ケーエルエー・テンコール(株)製、形式「HRP240」)を使用して評価した。この結果を表2に示す
。
【0173】
なお、ここで「ディッシング」とは、ウエハの上面(絶縁層または導電性バリア層により形成される平面)と、配線部分の最低部位との距離(高低差)である。
【0174】
また、パターンのないフィールド領域(120μm×120μmより広いフィールド領域の絶縁膜研磨量を、光干渉式膜厚測定器(ナノメトリクス・ジャパン(株)社製、型式「Nanospec6100」)を用いて、研磨処理後の膜厚を測定し、初期膜厚5000Åから減少した膜厚量として算出したところ、実施例1〜5ならびに比較例1および2の水系分散体いずれの場合も750〜900Åであった。
【0175】
さらに、光学顕微鏡を用いて、暗視野にて、銅配線部分について、領域120μm×120μmを単位領域としてランダムに200箇所観察し、スクラッチが発生している単位領域の数を、「銅配線のスクラッチ数」として測定した。その結果を表2に示す。
【0176】
VII.第1の絶縁層の弾性率
MTS社製超微小硬度計(Nanoindentator XP)にバーコビッチ型圧子を取り付け、連続剛性測定法により第1の絶縁層の弾性率を測定した。その結果を以下に示す。
・第1の絶縁層(BD膜)の弾性率:4.5GPa
・第1の絶縁層(LKD膜)の弾性率:3.0GPa
【0177】
3.4.実施例2及至9および比較例1〜3
実施例1において、化学機械研磨用水系分散体の各成分の種類および添加量、水系分散体のpH、ならびに使用する研磨パッドを表2の通りとした他は、実施例1と同様にして研磨を行なった。なお、実施例5〜7で使用した研磨パッドは、硬質発泡ポリウレタン製研磨パッド(ニッタ・ハース(株)製、品番「IC1000」であり、実施例8および9で使用した研磨パッドは、ポリウレタン製研磨パッド(ニッタ・ハース(株)製、品番「Politex」)である。
【0178】
すなわち、化学機械研磨用水系分散体として、S1の代わりに上記で合成した各水系分散体S2及至S9並びにR1及至R3を使用した他は、実施例1と同様にして評価を行なった。その評価結果を表2に示す。
【0179】
【表2】
【0180】
表2によると、実施例1〜9の化学機械研磨用水系分散体を用いることにより、半導体基板に形成された絶縁層を化学機械研磨する際に、被研磨面におけるスクラッチおよびディッシングの発生を大幅に抑制することができ、かつ、前記絶縁層の比誘電率を大きく変化させることなく、前記絶縁層が過度に研磨されることなく、十分に平坦化されて精度の高い被研磨面が得られたことがわかった。
【0181】
これに対して、比較例1〜3の化学機械研磨用水系分散体を用いた場合、研磨後のディッシングの発生が大きかった。
【符号の説明】
【0182】
1,2,3 配線構造体
1a,2a,3a 研磨対象体
11 基板(例えば、シリコン)
12 絶縁層(例えば、PETEOS膜、あるいは、比誘電率が3.5以下の絶縁層)
13 ストッパ層(例えば、バリア層)
14 金属層
20 凹部
21 第1絶縁層(例えば、比誘電率が3.5以下の絶縁層)
22 第2絶縁層
31 第3の絶縁層(例えば、シリコン酸化物)
32 第4の絶縁層(例えば、シリコン窒化物)
112 絶縁層
【技術分野】
【0001】
本発明は、化学機械研磨用水系分散体および化学機械研磨方法、ならびに前記化学機械研磨用水系分散体を調製するためのキットに関する。更に詳しくは、半導体装置の低誘電率絶縁層/高誘電率絶縁層の二層構造の層間絶縁層に形成された銅配線の形成工程に使用可能であり、半導体基板上に設けられた各種の被研磨材料を効果的に化学機械的研磨することができ、かつ、十分に平坦化された精度の高い仕上げ面を得ることができる化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法、ならびに前記化学機械研磨用水系分散体を調製するためのキットに関する。
【背景技術】
【0002】
近年、半導体装置の高密度化に伴い、半導体装置内に形成される配線の微細化が進んでいる。この配線の更なる微細化を達成することができる技術として、ダマシン法と呼ばれる技術が知られている。この方法は、絶縁層中に形成された溝等に配線材料を埋め込んだ後、化学機械研磨を用いて、溝以外に堆積した余分な配線材料を除去することによって、所望の配線を形成するものである。ここで、配線材料として銅または銅合金を用いる場合、銅原子の絶縁体中へのマイグレーションを避けるため、銅または銅合金と絶縁体との界面に、通常、タンタル、窒化タンタル、窒化チタン等を材料とする高強度の高誘電率絶縁層(導電性バリア層)が形成される。
【0003】
銅または銅合金を配線材料として用いる半導体装置の製造においてダマシン法を採用する場合、その化学機械研磨の方法は種々であるが、主として銅または銅合金の除去を行なう第1研磨工程と、主として導電性バリア層を除去する第2研磨工程からなる2段階の化学機械研磨が好ましく行われている。この第2研磨工程は導電性バリア層を除去するだけでなく、導電性バリア層下に存在する層間絶縁層も同時に研磨する場合があり、これにより、十分に平坦化された精度の高い仕上げ面を得ることができる。
【0004】
また、微細配線化がより一層進むにつれて、銅配線幅が非常に狭くなり、低抵抗の銅配線を使用するだけでは十分な電気特性が得られなくなってきており、層間絶縁層として誘電率が低い低誘電率材料(Low−k材料)を用いる配線構造が適用されてきている。なかでも、比誘電率(k)が2.5未満の低誘電率材料を用いることにより、銅配線間の層間絶縁層にかかる電気容量を低減することが可能であり、これにより、銅配線の電気特性を最大限に引き出すことができる。更に、低誘電率材料を用いて層を形成する場合、材料中に空孔を多数作ることができるため、空孔の割合や大きさを調整することにより、層の比誘電率を調整することができる。
【0005】
空孔の割合が多い場合には、層の比誘電率を非常に低くすることができる反面、材料の機械的強度が非常に弱くなる傾向があるため、得られた層が化学機械研磨の際にかかる応力に耐え得る強度を保持できない可能性がある。
【0006】
また、上述の空孔を有する低誘電率絶縁層は空孔の割合が多いため、化学機械研磨によって膜が容易にダメージを受けてしまう。このようなダメージがLow−k膜に発生すると、エッチング,アッシングあるいはウエット洗浄などの製造プロセスを経た後の絶縁層の比誘電率の上昇やリーク電流増大など、低誘電率絶縁層の電気特性が悪化する場合がある。このような電気特性の悪化は半導体装置の信頼性を損ねる結果となり、好ましくない。
【0007】
上述の技術のように、第2研磨工程の際に、比誘電率が高く、硬い二酸化珪素膜を層間絶縁層として使用する場合、被研磨面に表面欠陥が生じることなく、比較的高い精度の平坦化が可能である。
【0008】
しかしながら、機械的強度の弱い低誘電率絶縁層を使用する場合には、(i)化学機械研磨によって、剥がれや、スクラッチと呼ばれる表面欠陥が被研磨面に発生すること、(ii)微細配線構造を有するウエハを研磨する際、被研磨材である低誘電率絶縁層の研磨速度が著しく高くなるため、平坦化された精度の高い仕上げ面を得ることができなくなること、(iii)バリア層と低誘電率絶縁層との密着性がよくないこと等の理由から、低誘電率絶縁層よりも比誘電率が高い、二酸化珪素等からなるキャップ層と呼ばれる絶縁層を低誘電率絶縁層の上層に形成し、(下層)低誘電率絶縁層/(上層)高誘電率絶縁層(低誘電率絶縁層よりも比誘電率が高い絶縁層)という二層構造の層間絶縁層を形成するという手法を用いている。
【0009】
化学機械研磨を行なう際には、上層の高誘電率絶縁層を速やかに研磨除去して、下層の低誘電率絶縁層の研磨速度を極力抑える必要がある。すなわち、高誘電率絶縁層の研磨速度(RR2)および低誘電率絶縁層の研磨速度(RR1)が、RR2>RR1の関係を有することが求められている。
【0010】
低誘電率絶縁層を研磨する際には、研磨速度を抑制するだけでなく、被研磨面の物理的性質(比誘電率、リーク電流値等)も変化させてはならない。微細配線化が進むにつれて、低誘電率絶縁層の比誘電率もより一層小さくする必要があり、それに伴い、材料の空孔径を大きくしなければならない。低誘電率絶縁層の空孔径が大きくなるほど、低誘電率絶縁層は脆くなるだけでなく、化学機械研磨により膜の物理的性質が変化するおそれがあるため、低誘電率絶縁層の物理的性質を変えずに、研磨速度を抑制する技術が必要となる。
【0011】
このように、第2研磨工程はいわゆる仕上げの工程に相当するため、第2研磨工程においては、脆い被研磨面での材料剥がれや表面欠陥の発生を抑制し、かつ、被研磨面の物理的性質を変化させずに研磨速度を抑制することができる化学機械研磨用水系分散体が要求される。
【0012】
第2研磨工程は主として高誘電率絶縁層を除去することが目的であり、研磨プロセス時間の短縮の観点から、被研磨面に対して高い研磨速度を有することが必要となるが、研磨圧力を高くすると、脆い被研磨面に対する材料剥がれや表面欠陥が発生してしまう。また、前記のように、低誘電率絶縁層の上層に硬いキャップ層が形成されている場合には、二酸化珪素膜に対しても高い研磨速度を有する必要がある。そこで、精度の高い被研磨面を得るために、低研磨圧力で高誘電率絶縁層の研磨を行なう必要があり、低研磨圧力下でも高誘電率絶縁層および二酸化珪素膜に対して高い研磨速度を得ることが求められる。
【0013】
具体的な例としては、特許文献1には、酸化珪素からなる研磨砥粒、酸化剤、および炭酸塩を含有するアルカリ性領域の研磨用組成物が開示されている。この研磨液を使用すると、高誘電率絶縁層の研磨速度は十分に得られるが、低誘電率絶縁層の研磨速度を十分に抑制することができず、さらには、上記のようなキャップ層が形成されている場合、二酸化珪素膜に対して十分な研磨速度が得られず、研磨プロセス時間が長くなり、スループットの低下につながる。
【0014】
また、特許文献2には、特定のポリエーテル変性シリコーンおよび種々の添加剤を含有する研磨用組成物が開示されており、この研磨液の使用により、ポリエーテル変性シリコーンの効果により低誘電率絶縁層の研磨速度を十分に抑制することができることが開示されている。しかしながら、この研磨液の被研磨対象膜は、比誘電率が2.8であり誘電率
が高いうえに、機械的強度が高く、かつ、物理的性質が変化しにくい材料からなる。したがって、このような研磨液を用いて、膜中に空孔が存在する構造を有する低誘電率絶縁層(例えば比誘電率が2.4以下の層)を研磨する場合、低誘電率絶縁層に機械的損傷を与えるだけでなく、低誘電率絶縁層の物理的性質を変化させてしまうため、第2研磨工程に用いる研磨液としては適当ではない。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】特開2000−248265号公報
【特許文献2】特開2005−129637号公報
【発明の概要】
【発明が解決しようとする課題】
【0016】
本発明の目的は、上記事情を鑑みなされたものであり、絶縁層を化学機械研磨する際に、絶縁層の物理的性質を変化させずに、材料剥がれやスクラッチなどの表面欠陥が被研磨面に発生することなく精度の高い被研磨面を得ることができる化学機械研磨用水系分散体およびそれを用いた化学機械研磨方法、ならびに前記化学機械研磨用水系分散体を調製するためのキットを提供することである。
【課題を解決するための手段】
【0017】
本発明の第1の態様に係る化学機械研磨用水系分散体は、(A)砥粒、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)前記(B)以外の有機酸、(D)酸化剤、(E)三重結合を有する非イオン性界面活性剤、および(F)分散媒を含有し、前記(A)砥粒は、平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである。
【0018】
上記化学機械研磨用水系分散体において、前記(D)酸化剤が過酸化水素であることができる。
【0019】
上記化学機械研磨用水系分散体において、前記(E)非イオン性界面活性剤が下記一般式(1)で表されることができる。
【化1】
・・・・・(1)
(式中、nおよびmはそれぞれ独立に1以上の整数であり、n+m≦50を満たす。)
【0020】
上記化学機械研磨用水系分散体において、前記(E)非イオン性界面活性剤の配合量に対する前記(B)キノリンカルボン酸および/またはピリジンカルボン酸の配合量の割合(B/E)が0.01〜5であることができる。
【0021】
上記化学機械研磨用水系分散体において、導電性バリア層および第1絶縁層を同一条件において化学機械研磨した場合、前記導電性バリア層の研磨速度(RB)と第1絶縁層の
研磨速度(RIn−1)との研磨速度比(RB/RIn−1)が1.2〜4.0であることができる。
【0022】
上記化学機械研磨用水系分散体において、銅層、導電性バリア層、第1絶縁層、および該第1絶縁層より誘電率が高い第2絶縁層の各々を同一条件において化学機械研磨した場合、前記導電性バリア層の研磨速度(RB)と銅層の研磨速度(RM)との研磨速度比(RB/RM)が1.5以上であり、前記第2絶縁層の研磨速度(RIn−2)と前記銅層の研磨速度(RM)との研磨速度比(RIn−2/RM)が0.9〜2.5であり、かつ、前記第2絶縁層の研磨速度(RIn−2)と前記第1絶縁層の研磨速度(RIn−1)との研磨速度比(RIn−2/RIn−1)が0.5〜5であることができる。
【0023】
上記化学機械研磨用水系分散体において、架橋重合体を含有する非水溶性マトリックス材と、該非水溶性マトリックス材中に分散された水溶性粒子とを含有する研磨パッドを用いて、銅層、導電性バリア層、第1絶縁層、および該第1絶縁層より誘電率が高い第2絶縁層の各々を同一条件において化学機械研磨した場合、前記第1絶縁層の研磨速度(RIn−1)、前記導電性バリア層の研磨速度(RB)、前記銅層の研磨速度(RM)、および前記第2絶縁層の研磨速度(RIn−2)が、RIn−2>RB>RM>RIn−1を満たすことができる。
【0024】
本発明の第2の態様に係る化学機械研磨方法は、
凹部を有する絶縁層上にストッパ層を介して設けられ、かつ、該凹部に埋設された金属層を該ストッパ層が露出するまで化学機械研磨する第1研磨工程と、
上記化学機械研磨用水系分散体を用いて、前記金属層および前記ストッパ層を該絶縁層が露出するまで化学機械研磨する第2研磨工程と、を含む。
【0025】
上記化学機械研磨方法において、前記絶縁層は、第1絶縁層と、該第1絶縁層より誘電率が高い第2絶縁層との積層体を含み、前記第2研磨工程は、前記金属層、前記ストッパ層、および前記第2絶縁層を化学機械研磨する工程であることができる。
【0026】
上記化学機械研磨方法において、前記第1絶縁層の比誘電率が3.5以下であることができる。
【0027】
上記化学機械研磨方法において、前記ストッパ層は導電性バリア層であることができる。
【0028】
本発明の第3の態様に係る化学機械研磨用水系分散体を調製するためのキットは、
液(I)および液(II)を混合して、上記化学機械研磨用水系分散体を調製するためのキットであって、
前記液(I)は、(A)平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである砥粒、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)前記(B)以外の有機酸、(E)三重結合を有する非イオン性界面活性剤、および(F)分散媒を含む水系分散体であり、
前記液(II)は、(D)酸化剤を含む。
【0029】
本発明の第4の態様に係る化学機械研磨用水系分散体を調製するためのキットは、
液(I)および液(II)を混合して、上記化学機械研磨用水系分散体を調製するためのキットであって、
前記液(I)は、(A)平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである砥粒および(F)分散媒を含む水系分散体であり、
前記液(II)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(
C)前記(B)以外の有機酸、(D)酸化剤、および(E)三重結合を有する非イオン性界面活性剤を含む。
【0030】
本発明の第5の態様に係る化学機械研磨用水系分散体を調製するためのキットは、
液(I)、液(II)、および液(III)を混合して、上記化学機械研磨用水系分散体を調製するためのキットであって、
前記液(I)は、(A)平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである砥粒および(F)分散媒を含む水系分散体であり、
前記液(II)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸および(E)三重結合を有する非イオン性界面活性剤を含み、
前記液(III)は、(D)酸化剤を含む。
【0031】
上記第4または第5の態様に係るキットにおいて、
前記液(I)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)前記(B)以外の有機酸、(D)酸化剤、および(E)三重結合を有する非イオン性界面活性剤から選ばれる1種類以上の成分をさらに含むことができる。
【発明の効果】
【0032】
上記化学機械研磨用水系分散体を用いて絶縁層の化学機械研磨を行なうことにより、絶縁層を化学機械研磨する際に、絶縁層の物理的性質を変化させずに、材料剥がれやスクラッチなどの表面欠陥が被研磨面に発生することなく精度の高い被研磨面を得ることができる。
【0033】
例えば、上記化学機械研磨用水系分散体を用いて、機械的強度の弱い絶縁層(例えば、比誘電率が3.5以下の絶縁層)を層間絶縁層として含む半導体基板を化学機械研磨する際に、前記絶縁層の物理的性質を変化させずに、材料剥がれやスクラッチなどの表面欠陥が被研磨面に発生することなく精度の高い被研磨面を得ることができ、かつ、前記絶縁層の研磨速度を十分に抑制することができる。特に、上記化学機械研磨用水系分散体は、上述のダマシン法で二段階研磨処理を行なう場合の第2研磨工程中で研磨材として用いられる場合に有用である。
【0034】
また、例えば、絶縁層上に設けられた導電性バリア層を研磨する場合、ならびに、第1絶縁層上に設けられ、第1絶縁層よりも比誘電率が高い第2絶縁層を研磨する場合、これらの絶縁層の物理的性質を変化させずに、材料剥がれやスクラッチなどの表面欠陥が被研磨面に発生することなく精度の高い被研磨面を得ることができる。
【図面の簡単な説明】
【0035】
【図1】図1(a)〜図1(c)は、本発明の化学機械研磨方法の一具体例を示す概略図である。
【図2】図2(a)〜図2(c)は、本発明の化学機械研磨方法の別の一具体例を示す概略図である。
【図3】図3(a)〜図3(c)は、本発明の化学機械研磨方法の別の一具体例を示す概略図である。
【発明を実施するための形態】
【0036】
以下、図面を参照して、本発明の実施形態について説明する。
【0037】
なお、本発明は、下記の実施形態に限定されるものではなく、本発明の要旨を変更しない範囲において実施される各種の変型例も包含する。
【0038】
1.化学機械研磨用水系分散体
本発明の一実施形態の化学機械研磨用水系分散体は、(A)砥粒、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)前記(B)以外の有機酸、(D)酸化剤、(E)三重結合を有する非イオン性界面活性剤、および(F)分散媒(以下、それぞれ「(A)〜(F)成分」ともいう。)を含有する。
【0039】
以下、本発明の一実施形態の化学機械研磨用分散体に含有される各成分について詳述する。
【0040】
1.1.(A)砥粒
(A)砥粒は、平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである。(A)砥粒の会合度が1.5より小さい場合、(A)砥粒に(E)成分が付着しやすくなる結果、研磨が抑制されるため、絶縁層の研磨速度が遅くなる傾向がある。一方、(A)砥粒の会合度が4.0を超える場合、研磨速度が高くなりすぎてしまい、良好な被研磨面が得られない場合がある。
【0041】
(A)砥粒の平均一次粒子径は、透過型電子顕微鏡観察により(A)砥粒50個の粒子径の平均値を求めることにより算出することができる。
【0042】
また、(A)砥粒の平均二次粒子径は、動的光散乱法、レーザー散乱回折法により測定することができる。これらのうち、レーザー散乱回折法により測定することが簡便であるため好ましい。
【0043】
さらに、(A)砥粒の会合度は、上述の方法により算出された(A)砥粒の平均一次粒子径および平均二次粒子径より、以下の算出式を用いて算出される。
会合度=(平均二次粒子径)/(平均一次粒子径)
【0044】
コロイダルシリカは、例えば予め精製した原料を使用した無機コロイド法等により得ることができる。
【0045】
(A)砥粒は、その不純物金属含有量が好ましくは砥粒に対して10ppm以下であり、より好ましくは5ppm以下であり、更に好ましくは3ppm以下であり、特に1ppm以下であることが好ましい。不純物金属としては、例えば鉄、ニッケル、亜鉛等を挙げることができる。
【0046】
また、(A)砥粒の会合度は、好ましくは1.9〜3.8であり、より好ましくは2.2〜3.5である。
【0047】
さらに、(A)砥粒の平均一次粒子径は、好ましくは10〜45nmであり、より好ましくは15〜40nmであり、更に好ましくは20〜35nmである。また、(A)砥粒の平均二次粒子径は、好ましくは60〜170nmであり、より好ましくは65〜140nmであり、更に好ましくは70〜120nmである。この範囲の会合度、平均一次粒子径、および平均二次粒子径の(A)砥粒を使用することにより、良好な被研磨面と研磨速度とのバランスを図ることができる。(A)砥粒の平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカであることにより、被研磨物(特に導電性バリア層および/または絶縁層)を研磨する際に良好な被研磨面および研磨速度の両方を得ることができる。
【0048】
(A)砥粒の量は、化学機械研磨用水系分散体の総量に対して、0.05〜10質量%であり、好ましくは2〜7質量%である。
【0049】
本実施形態に係る化学機械研磨用水系分散体において、例えば、pHが7〜12(好ましくは7.5〜11)に調整され、平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである(A)砥粒を含むことにより、導電性バリア層の研磨速度を高めることができる。
【0050】
1.2.(B)キノリンカルボン酸および/またはピリジンカルボン酸
(B)キノリンカルボン酸および/またはピリジンカルボン酸(以下、(B)成分ともいう。)として使用するキノリンカルボン酸としては、例えば、無置換のキノリンカルボン酸や、キノリンカルボン酸のカルボキシル基以外の部位において、1個または複数個の水素原子を水酸基、ハロゲン原子等で置換した置換キノリンカルボン酸が挙げられる。
【0051】
ピリジンカルボン酸としては、例えば、無置換のピリジンカルボン酸や、ピリジンカルボン酸のカルボキシル基以外の部位において、1個または複数個の水素原子を水酸基、ハロゲン原子等で置換した置換ピリジンカルボン酸が挙げられる。
【0052】
これらのうち、無置換のキノリンカルボン酸および無置換のピリジンカルボン酸が好ましく、特に2−キノリンカルボン酸(キナルジン酸)および2,3−ピリジンジカルボン酸(キノリン酸)が好ましい。なお、キノリンカルボン酸およびピリジンカルボン酸は、各々、カリウム塩、アンモニウム塩などの塩を配合することによって得られたカルボン酸塩であってもよい。
【0053】
(B)成分の配合量は、本実施形態に係る化学機械研磨用水系分散体の総量に対して、好ましくは0.001〜2質量%であり、さらに好ましくは0.005〜1質量%であり、特に0.01〜0.5質量%である。(B)成分の配合量が0.001質量%未満であると、十分な銅膜研磨速度が得られないおそれがある。一方、(B)成分の配合量が2質量%を超えると、他の成分を所望の配合量で含有することができなくなる。
【0054】
本実施形態に係る化学機械研磨用水系分散体は、例えば、pHが7〜12(好ましくは7.5〜11)に調整され、かつ、(B)成分を含むことにより、金属層(特に銅層)の研磨速度を適切な範囲に制御することができる。
【0055】
1.3.(C)前記(B)以外の有機酸
(C)前記(B)以外の有機酸は、例えば、炭素数4以上の脂肪族有機酸であるのが好ましい。炭素数4以上の脂肪族有機酸としては、例えば、炭素数4以上の脂肪族多価カルボン酸、炭素数4以上のヒドロキシル酸等が好ましい。上記炭素数4以上の脂肪族多価カルボン酸の具体例としては、例えばマレイン酸、コハク酸、フマル酸、グルタル酸、アジピン酸等を挙げることができる。上記炭素数4以上のヒドロキシル酸の具体例としては、例えばクエン酸、リンゴ酸、酒石酸等を挙げることができる。これらのうち、炭素数4〜8の脂肪族有機酸がより好ましく、炭素数4〜6の脂肪族有機酸がさらに好ましく、マレイン酸、クエン酸、リンゴ酸が特に好ましい。
【0056】
(C)前記(B)以外の有機酸の量は、化学機械研磨用水系分散体の総量に対して、好ましくは0.005〜3質量%であり、より好ましくは0.05〜2質量%であり、さらに好ましくは0.1〜1質量%である。
【0057】
1.4.(D)酸化剤
(D)酸化剤としては、例えば過硫酸塩、過酸化水素、無機酸、有機過酸化物、多価金属塩等を挙げることができる。過硫酸塩としては、過硫酸アンモニウム、過硫酸カリウムなどが挙げられる。無機酸としては、硝酸、硫酸などが挙げられる。有機過酸化物として
は、過酢酸、過安息香酸、tert−ブチルハイドロパーオキサイドなどが挙げられる。多価金属塩としては、過マンガン酸化合物、重クロム酸化合物などが挙げられ、具体的には、過マンガン酸化合物としては、過マンガン酸カリウム等が挙げられ、重クロム酸化合物としては、重クロム酸カリウム等が挙げられる。これらのうち、過酸化水素、過硫酸塩および無機酸が好ましく、特に過酸化水素が好ましい。
【0058】
(D)酸化剤の量は、化学機械研磨用水系分散体の総量に対して、好ましくは0.01〜5質量%であり、より好ましくは0.05〜3質量%であり、さらに好ましくは0.05〜1.5質量%である。
【0059】
1.5.(E)三重結合を有する非イオン性界面活性剤
(E)三重結合を有する非イオン性界面活性剤(以下、(E)成分ともいう。)としては、例えば、下記一般式(1)で表される化合物が挙げられる。
【化2】
・・・・・(1)
(式中、nおよびmはそれぞれ独立に1以上の整数であり、n+m≦50を満たす。)
【0060】
上記一般式(1)において、n+m≦40であることが好ましく、n+m≦30であることがさらに好ましい。
【0061】
(E)成分の市販品としては、例えば、サーフィノール440(HLB値=8)、サーフィノール465(2,4,7,9−テトラメチル−5−デシン−4,7−ジオール−ジポリオキシエチレンエーテル,HLB値=13)、サーフィノール485(2,4,7,9−テトラメチル−5−デシン−4,7−ジオール−ジポリオキシエチレンエーテル,HLB値=17)(以上、エアープロダクツジャパン(株)製)が挙げられる。
【0062】
上記の一般式(1)で表される(E)成分の量は、化学機械研磨用水系分散体の総量に対して、好ましくは0.001〜4質量%であり、より好ましくは0.01〜2質量%である。
【0063】
また、本発明の一実施形態の化学機械研磨用水系分散体において、(E)成分の配合量に対する(B)成分の配合量の割合が0.1〜5であるのが好ましい。これにより、絶縁層の物理的性質にダメージを与えることなく、良好に平坦化された精度の高い被研磨面を得ることができる。
【0064】
1.6.(F)分散媒
(F)分散媒としては、例えば、水、水およびアルコールの混合媒体、水および水と相溶性の有機溶媒を含む混合媒体等が挙げられる。これらのうち、水または水およびアルコールの混合媒体を用いることが好ましく、水を用いることが特に好ましい。
【0065】
1.7.その他の成分
本発明の一実施形態の化学機械研磨用水系分散体は、上記の(A)〜(F)成分を必須成分として含有するが、その他必要に応じて、(G)防食剤、(H)pH調整剤を含有することができる。
【0066】
(G)防食剤としては、ベンゾトリアゾールおよびその誘導体を挙げることができる。ここで、ベンゾトリアゾール誘導体とは、ベンゾトリアゾールの有する1個または2個以上の水素原子を例えばカルボキシル基、メチル基、アミノ基、ヒドロキシル基等で置換したものをいう。ベンゾトリアゾール誘導体としては、4−カルボキシルベンゾトリアゾールおよびその塩、7−カルボキシベンゾトリアゾールおよびその塩、ベンゾトリアゾールブチルエステル、1−ヒドロキシメチルベンゾトリアゾールまたは1−ヒドロキシベンソトリアゾール等を挙げることができる。
【0067】
(G)防食剤の量は、化学機械研磨用水系分散体の総量に対して、好ましくは0.005〜0.1質量%であり、より好ましくは0.01〜0.05質量%である。
【0068】
(H)pH調整剤としては、有機塩基、無機塩基または無機酸を挙げることができる。有機塩基としては、テトラメチルアンモニウムヒドロキシド、トリエチルアミン等を挙げることができる。無機塩基としては、アンモニア、水酸化カリウム、水酸化ナトリウム、水酸化カルシウム、水酸化マグネシウム等を挙げることができる。無機酸としては、硝酸、硫酸、塩酸、酢酸等を挙げることができる。
【0069】
本発明の一実施形態の化学機械研磨用水系分散体のpHは7〜12であるが、好ましくは7.5〜11であり、より好ましくは7.5〜10である。この範囲のpHとすることにより、良好な被研磨面と研磨速度とのバランスを図ることができる。
【0070】
(H)pH調整剤の量は、化学機械研磨用水系分散体の総量に対して、好ましくは0.005〜5質量%であり、より好ましくは0.01〜3.5質量%である。
【0071】
1.8.化学機械研磨用水系分散体を調製するためのキット
上記化学機械研磨用水系分散体は、調製後にそのまま研磨用組成物として使用できる状態で供給することができる。あるいは、上記化学機械研磨用水系分散体の各成分を高濃度で含有する研磨用組成物(すなわち濃縮された研磨用組成物)を準備しておき、使用時にこの濃縮された研磨用組成物を希釈して、所望の化学機械研磨用水系分散体を得てもよい。
【0072】
例えば、上記化学機械研磨用水系分散体を複数の液(例えば、2つまたは3つの液)に分けて準備しておき、使用時にこれら複数の液を混合して使用することが可能である。例えば、以下に示す第1〜第3のキットを用いて、複数の液を混合することにより、上記化学機械研磨用水系分散体を調製することができる。
【0073】
1.8.1.第1のキット
第1のキットは、液(I)および液(II)を混合して、上記化学機械研磨用水系分散体を調製するためのキットである。第1のキットにおいて、液(I)は、(A)平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである砥粒、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)前記(B)以外の有機酸、(E)三重結合を有する非イオン性界面活性剤、および(F)分散媒を含む水系分散体であり、液(II)は、(D)酸化剤を含む。
【0074】
第1のキットを構成する液(I)および液(II)を調製する場合、液(I)および液(II)を混合して得られた水系分散体中に、前述した各成分が前述した濃度範囲で含ま
れるように、液(I)および液(II)に含有される各成分の濃度を決定する必要がある。また、液(I)および液(II)は、各々各成分を高濃度で含有していてもよく(すなわち濃縮されたものでもよく)、この場合、使用時に希釈して液(I)および液(II)を得ることが可能である。第1のキットによれば、液(I)と液(II)とを分けておくことで、特に(D)酸化剤の保存安定性を向上させることができる。
【0075】
第1のキットを用いて上記化学機械研磨用水系分散体を調製する場合、液(I)および液(II)が別個に用意・供給され、且つ研磨時に一体となっていればよく、その混合の方法およびタイミングは特に限定されない。
【0076】
例えば、液(I)と液(II)とが別々に研磨装置に供給され、定盤上にて混合されてもよいし、研磨装置に供給する前に混合されてもよいし、研磨装置内でライン混合されてもよいし、あるいは、混合タンクを設けて該混合タンク内で混合されてもよい。また、ライン混合の際に、より均一な水系分散体を得るために、ラインミキサーなどを用いてもよい。
【0077】
1.8.2.第2のキット
第2のキットは、液(I)および液(II)を混合して、上記化学機械研磨用水系分散体を調製するためのキットである。第2のキットにおいて、液(I)は、(A)平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである砥粒および(F)分散媒を含む水系分散体であり、液(II)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)前記(B)以外の有機酸、(D)酸化剤、および(E)三重結合を有する非イオン性界面活性剤を含む。
【0078】
第2のキットを構成する液(I)および液(II)を調製する場合、液(I)および液(II)を混合して得られた水系分散体中に、前述した各成分が前述した濃度範囲で含まれるように、液(I)および液(II)に含有される各成分の濃度を決定する必要がある。また、液(I)および液(II)は、各々各成分を高濃度で含有していてもよく(すなわち濃縮されたものでもよく)、この場合、使用時に希釈して液(I)および液(II)を得ることが可能である。第2のキットによれば、液(I)と液(II)とを分けておくことで、水系分散体の保存安定性を高めることができる。
【0079】
第2のキットを用いて本発明の一実施形態の化学機械研磨用水系分散体を調製する場合、液(I)および液(II)が別個に用意・供給され、且つ研磨時に一体となっていればよく、その混合の方法およびタイミングは特に限定されない。
【0080】
例えば、液(I)と液(II)とが別々に研磨装置に供給され、定盤上にて混合されてもよいし、研磨装置に供給する前に混合されてもよいし、研磨装置内でライン混合されてもよいし、あるいは、混合タンクを設けて該混合タンク内で混合されてもよい。また、ライン混合の際に、より均一な水系分散体を得るために、ラインミキサーなどを用いてもよい。
【0081】
1.8.3.第3のキット
第3のキットは、液(I)、液(II)、および液(III)を混合して、本発明の一実施形態の化学機械研磨用水系分散体を調製するためのキットである。第3のキットにおいて、液(I)は、(A)平均一次粒子径が5〜55nmでかつ会合度が1.5〜4.0のコロイダルシリカである砥粒および(F)分散媒を含む水系分散体であり、液(II)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸および(E)三重結合を有する非イオン性界面活性剤を含み、液(III)は、(D)酸化剤を含む。
【0082】
第3のキットを構成する液(I)、液(II)、および液(III)を調製する場合、液(I)、液(II)、および液(III)を混合して得られた水系分散体中に、前述した各成分が前述した濃度範囲で含まれるように、液(I)、液(II)、および液(III)に含有される各成分の濃度を決定する必要がある。また、液(I)、液(II)、および液(III)は、各々各成分を高濃度で含有していてもよく(すなわち濃縮されたものでもよく)、この場合、使用時に希釈して、液(I)、液(II)、および液(III)を得ることが可能である。第3のキットによれば、液(I)、液(II)、および液(III)とを分けておくことで、水系分散体の保存安定性を高めることができる。
【0083】
第3のキットを用いて本発明の一実施形態の化学機械研磨用水系分散体を調製する場合、液(I)、液(II)、および液(III)が別個に用意・供給され、且つ研磨時に一体となっていればよく、その混合の方法およびタイミングは特に限定されない。
【0084】
例えば、液(I)、液(II)、および液(III)が別々に研磨装置に供給され、定盤上にて混合されてもよいし、研磨装置に供給する前に混合されてもよいし、研磨装置内でライン混合されてもよいし、あるいは、混合タンクを設けて該混合タンク内で混合されてもよい。また、ライン混合の際に、より均一な水系分散体を得るために、ラインミキサーなどを用いてもよい。
【0085】
なお、第2および第3のキットにおいて、液(I)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)前記(B)以外の有機酸、(D)酸化剤、および(E)三重結合を有する非イオン性界面活性剤から選ばれる1種類以上の成分をさらに含むことができる。
【0086】
1.9.用途
本発明の一実施形態の化学機械研磨用水系分散体は、半導体装置に含まれる絶縁層を化学機械研磨するための研磨材として使用することができる。例えば、本発明の一実施形態の化学機械研磨用水系分散体は、化学機械研磨によって、銅(または銅合金)ダマシン配線を形成する際の研磨材として使用することができる。この場合、化学機械研磨によって銅(または銅合金)ダマシン配線を形成する工程は、主として銅(または銅合金)の除去を行なう第1研磨工程と、主として銅(または銅合金)の下部に形成された導電性バリア層を除去する第2研磨工程からなる。この第2研磨工程は、導電性バリア層を除去するだけでなく、導電性バリア層下に存在する絶縁層も同時に研磨する場合があり、これにより、十分に平坦化された精度の高い仕上げ面を得ることができる。ここで、本発明の一実施形態の化学機械研磨用水系分散体は、第2研磨工程において研磨材として好適に用いることができる。上記化学機械研磨用水系分散体を第2研磨工程で研磨材として用いることにより、より優れた研磨特性、ならびに絶縁層(特に、比誘電率が3.5以下の絶縁層)への低ダメージ性を発揮することができる。
【0087】
上記絶縁層としては、シルセスキオキサン(比誘電率;約2.6〜3.0)、フッ素添加SiO2(比誘電率;約3.3〜3.5)、ポリイミド系樹脂(比誘電率;約2.4〜3.6)、ベンゾシクロブテン(比誘電率;約2.7)、水素含有SOG(比誘電率;約2.5〜3.5)および有機SOG(比誘電率;約2.9)等が挙げられる。これらのうちシルセスキオキサンを主成分とする層間絶縁層としては、膜厚が0.2〜20μmであり、密度が0.3〜1.85g/cm3であって、孔径100nm以下の微細な空孔を有する多孔質の絶縁層等が挙げられる。
【0088】
上記比誘電率が3.5以下の絶縁層は、その弾性率が20GPa以下、好ましくは10GPa以下、より好ましくは5GPa以下である。絶縁層の弾性率は、MTS社製超微小硬度計(Nanoindentator XP)にバーコビッチ型圧子を取り付け、連続剛
性測定法により測定することができる。本発明の一実施形態の化学機械研磨用水系分散体は、このような脆い絶縁層の研磨に好適に用いることができる。
【0089】
なお、上記絶縁層は、後述する第1の絶縁層21として使用することができる(図2(a)〜図2(c)参照)。
【0090】
本発明の一実施形態の化学機械研磨用水系分散体と、架橋重合体を含有する非水溶性マトリックス材と、該非水溶性マトリックス材中に分散された水溶性粒子とを含有する研磨パッドとを用いて、連続剛性測定法により測定された弾性率が20GPa以下である絶縁層を化学機械研磨する場合、被研磨面におけるスクラッチの発生が5個以下に抑えられるため、特に好ましい。
【0091】
スクラッチの有無は目視により観察することができるが、その大きさ、個数等、定量的な測定は、光学顕微鏡、走査型電子顕微鏡等により観察し、撮影した写真などを解析する方法等により行なうことができる。また、被研磨面に発生するスクラッチの全数を計測することができる表面状態を検査する特定の装置を使用することもできる。
【0092】
本実施形態に係る化学機械研磨用水系分散体は、導電性バリア層および絶縁層を同一条件において化学機械研磨した場合、導電性バリア層の研磨速度(RB)と絶縁層の研磨速度(RIn−1)との研磨速度比(RB/RIn−1)が1.2〜4.0であることができる。これにより、例えば後述する図2(b)および図2(c)で示される研磨において、被研磨面の凹凸を最小限に低減することができるために優れた平坦性を得ることができ、かつ、良好な被研磨面および研磨速度を得ることができる。例えば、本実施形態に係る化学機械研磨用水系分散体を用いて、上層配線部および下層配線部を含む多層配線を形成する場合であって、上層配線部が、絶縁層と、該絶縁層に設けられた凹部の表面を覆う導電性バリア層と、導電性バリア層上に設けられ凹部に埋め込まれた導電層とを含む場合、上層配線部の歪みを抑制することができる。
【0093】
また、本実施形態に係る化学機械研磨用水系分散体は、銅層、導電性バリア層、第1絶縁層、および第1絶縁層より誘電率が高い第2絶縁層の各々を同一条件において化学機械研磨した場合、導電性バリア層の研磨速度(RB)と銅層の研磨速度(RM)との研磨速度比(RB/RM)が1.5以上であり、第2絶縁層の研磨速度(RIn−2)と銅層の研磨速度(RM)との研磨速度比(RIn−2/RM)が0.9〜2.5であり、かつ、
第2絶縁層の研磨速度(RIn−2)と第1絶縁層の研磨速度(RIn−1)との研磨速度比(RIn−2/RIn−1)が0.5〜5であることができる。これにより、後述する図2(a)〜図2(c)で示される研磨において、良好な被研磨面および研磨速度を得ることができる。
【0094】
さらに、本実施形態に係る化学機械研磨用水系分散体は、架橋重合体を含有する非水溶性マトリックス材と、該非水溶性マトリックス材中に分散された水溶性粒子とを含有する研磨パッドを用いて、銅層、導電性バリア層、第1絶縁層、および該第1絶縁層より誘電率が高い第2絶縁層の各々を同一条件において化学機械研磨した場合、第1絶縁層の研磨速度(RIn−1)、導電性バリア層の研磨速度(RB)、銅層の研磨速度(RM)、および第2絶縁層の研磨速度(RIn−2)が、RIn−2>RB>RM>RIn−1を満たすことができる。これにより、後述する図2(b)および図2(c)で示される研磨において、第1絶縁層の研磨を極力抑えて、銅層、導電性バリア層、および第2絶縁層を選択的に除去することができ、かつ、良好な被研磨面および研磨速度を得ることができる。
【0095】
2.化学研磨方法
本発明の一実施形態の化学機械研磨方法は、凹部を有する絶縁層上にストッパ層を介し
て設けられ、かつ、該凹部に埋設された金属層を該ストッパ層が露出するまで化学機械研磨する第1研磨工程と、本発明の一実施形態の化学機械研磨用水系分散体を用いて、前記金属層および前記ストッパ層を該絶縁層が露出するまで化学機械研磨する第2研磨工程と、を含む。以下、本発明の一実施形態の化学機械研磨方法の具体例について、図1〜図3を参照して説明するが、本発明の一実施形態の化学機械研磨方法はこれらに限定されない。
【0096】
2.1.第1の具体例
図1(a)〜図1(c)は、本発明の一実施形態の化学機械研磨方法の一具体例(第1の具体例)を模式的に示す断面図である。
【0097】
図1(a)は、第1の具体例の化学機械研磨方法の研磨対象体1aを示す。図1(a)に示すように、研磨対象体1aは、基板11と、基板11上に設けられた、凹部20を含む絶縁層12と、絶縁層12上にストッパ層13を介して設けられた金属層14とを含む。また、金属層14は凹部20に埋設されている。ここで、基板11は例えばシリコン基板であり、絶縁層12は無機材料または有機材料のいずれであってもよく、ストッパ層13は研磨材に対して金属層14とエッチングレートが異なる層であり、金属層14は一般に配線として使用可能な金属材料からなる。絶縁層12は例えば、PETEOS膜や、比誘電率が3.5以下の絶縁層等からなることができ、好ましくは比誘電率が3.5以下の絶縁層であり、より好ましくは3.0以下の絶縁層である。また、ストッパ層13は例えば、導電性バリア層からなることが好ましい。さらに、金属層14は配線として一般に用いられる金属(例えば、アルミニウム、銅、金などの金属、あるいは前記金属の合金)からなることができ、銅または銅合金であることが好ましい。
【0098】
ストッパ層13が導電性バリア層からなる場合、例えば、金属、金属合金、金属窒化物(例えば、Ti,TiN,Ta,TaN,TaNb)からなることができる。ここで、ストッパ層13の材質は、Taおよび/またはTaNであることが特に好ましい。ストッパ層13は2層構造を有していてもよい。
【0099】
まず、第1研磨工程において、金属層14のうち、凹部20に埋没された部分の以外をストッパ層13が露出するまで化学機械研磨する(図1(b)参照)。ここで、研磨材としては、上述の化学機械研磨用水系分散体を用いてもよいし、あるいは、後述する第1研磨用水系分散体を用いてもよい。
【0100】
次いで、第2研磨工程において、上述の本発明の一実施形態の化学機械研磨用水系分散体を用いて、残存した金属層14およびストッパ層13を絶縁層12が露出するまで化学機械研磨する(図1(c)参照)。これにより、ストッパ層13のうち凹部20の底部および内壁面以外に位置する部分が除去される。以上により、図1(c)に示す配線構造体1が得られる。
【0101】
本具体例によれば、第2研磨工程において、上述の化学機械研磨用水系分散体を用いて絶縁層12を化学機械研磨することにより、絶縁層12の物理的性質が変化せず、材料剥がれやスクラッチなどの表面欠陥が被研磨面に発生することなく精度の高い被研磨面を得ることができる。特に、絶縁層12が、比誘電率が3.5以下の絶縁層からなる場合、絶縁層12の物理的性質が変化することなく、被研磨面における前記表面欠陥の発生を防止することができる点で極めて有用である。
【0102】
2.2.第2の具体例
図2(a)〜図2(c)は、本発明の一実施形態の化学機械研磨方法の別の一具体例(第2の具体例)を模式的に示す断面図である。
【0103】
図2(a)は、第2の具体例の化学機械研磨方法の研磨対象体2aを示す。図2(a)において、絶縁層112が第1絶縁層21と、第1絶縁層21よりも誘電率が高い第2絶縁層22との積層体を含む点以外は、図1(a)に示す構造と同様の構造を有し、図1(a)に示す構成要素と同じ構成要素は同じ記号が付されている。ここで、第2絶縁層22はキャップ層としての機能を有する。
【0104】
第2絶縁層22は、例えば酸化シリコン膜、酸化シリコンに少量のホウ素およびリンを添加したホウ素リンシリケート膜(BPSG膜)、酸化シリコンにフッ素をドープしたFSG(Fluorine−doped silicate glass)と呼ばれる酸化シリコン系絶縁層であってもよい。酸化シリコン系絶縁層としては、例えば熱酸化膜、PETEOS(Plasma Enhanced−TEOS膜)、HDP膜(High Density Plasma Enhanced−TEOS膜)、熱CVD法により得られる酸化シリコン膜などを挙げることができる。すなわち、第2の絶縁層22は、酸化シリコンなどからなる、比較的親水性を有する表面を有することが好ましい。
【0105】
第1絶縁層21は例えば、トリエトキシシランを原料とするHSQ膜(Hydrogen Silsesquioxane膜)、テトラエトキシシランと少量のメチルトリメトキシシランを原料とするMSQ膜(Methyl Silsesquioxane膜)、その他のシラン化合物を原料とする膜からなる。また、第1絶縁層21は、適当な有機ポリマー粒子などを原料に混合して用いることにより、当該ポリマーが加熱工程で焼失して空孔が形成され、一層の低誘電率化が図られた膜であってもよい。あるいは、第1絶縁層21は、ポリアリーレン系ポリマー、ポリアリレンエーテル系ポリマー、ポリイミド系ポリマー、ベンゾシクロブテンポリマーなどの有機ポリマーであってもよい。第1絶縁層21は、好ましくは比誘電率が3.5以下の絶縁層であり、より好ましくは3.0以下の絶縁層である。すなわち、第1の絶縁層21は、比誘電率を下げるために、アルキル基(メチル基など)の疎水性の官能基を主鎖に含む層であってもよい。
【0106】
まず、第1研磨工程において、金属層14のうち凹部20に埋没された部分の以外を、ストッパ層13が露出するまで化学機械研磨する(図2(b)参照)。ここで、研磨材としては、本発明の一実施形態の化学機械研磨用水系分散体を用いてもよいし、あるいは、後述する第1研磨用水系分散体を用いてもよい。
【0107】
次いで、第2研磨工程において、上述の本発明の一実施形態の化学機械研磨用水系分散体(第2研磨用水系分散体)を用いて、残存した金属層14、ストッパ層13、および第2絶縁層22を第1絶縁層21が露出するまで化学機械研磨する(図2(c)参照)。これにより、ストッパ層13のうち凹部20の底部および内壁面以外に位置する部分が除去される。以上により、図2(c)に示す配線構造体2が得られる。
【0108】
本具体例によれば、上述の第1の具体例と同様の作用効果を有する。加えて、本具体例によれば、第2研磨工程において、化学機械研磨により第2絶縁層22が選択的に除去されるため、化学機械研磨によって第1絶縁層21に加わるダメージを少なくすることができる。
【0109】
例えば、第1の絶縁層21が疎水性の官能基を主鎖に含む層であり、第1の絶縁層22が比較的親水性に富む酸化シリコンからなる表面を有する場合、第2研磨用水系分散体を用いて第1の絶縁層21の研磨を行なうことにより、第2研磨用水系分散体に含まれる(E)界面活性剤が上記一般式(1)で表される界面活性剤であるため、(E)界面活性剤の疎水性部分が第1の絶縁層21の疎水性表面と高い親和性を有する。このため、(E)界面活性剤が第1の絶縁層21の表面に吸着して該表面を保護する。これにより、(A)
砥粒による直接的な研磨を抑制して、研磨速度の上昇を抑制することができる。
【0110】
2.3.第3の具体例
図3(a)〜図3(c)は、本発明の一実施形態の化学機械研磨方法の別の一具体例(第3の具体例)を模式的に示す図である。
【0111】
図3(a)は、第3の具体例の化学機械研磨方法の研磨対象体3aを示す。図3(a)において、絶縁層12の下部に第3の絶縁層31および第4の絶縁層32が設けられている点以外は、図1(a)に示す構造と同様の構造を有し、図1(a)に示す構成要素と同じ構成要素は同じ記号が付されている。ここで、第3の絶縁層31は例えばシリコン酸化物等からなり、第4の絶縁層32は例えばシリコン窒化物等からなる。
【0112】
本具体例の化学機械研磨方法は、第1の具体例の化学研磨方法と同様である。また、本具体例によれば、上述の第1の具体例と同様の作用効果を有する。
【0113】
2.4.研磨装置および研磨条件
本発明の一実施形態の化学機械研磨方法において、第1研磨工程および第2研磨工程での研磨は、市販の化学機械研磨装置(例えば、LGP510、LGP552(以上、ラップマスターSFT(株)製)、EPO−112、EPO−222(以上、(株)荏原製作所製)、Mirra(アプライドマテリアルズ社製)、AVANTI−472(アイペック社製)等)を用いて、公知の研磨条件で行なうことができる。
【0114】
好ましい研磨条件としては、使用する化学機械研磨装置により適宜に設定されるべきであるが、例えば化学機械研磨装置としてEPO−112を使用する場合、第1研磨工程および第2研磨工程共に例えば下記の条件とすることができる。
定盤回転数:好ましくは30〜130rpm、より好ましくは40〜130rpm
ヘッド回転数:好ましくは30〜130rpm、より好ましくは40〜130rpm
定盤回転数/ヘッド回転数比:好ましくは0.5〜2、より好ましくは0.7〜1.5
研磨圧力:好ましくは0.5〜2.5psi、より好ましくは1.0〜2.0psi
化学機械研磨用水系分散体供給速度:好ましくは50〜300ml/分、より好ましくは100〜200ml/分
【0115】
2.5.第1研磨用水系分散体
上記第1〜第3の具体例において、第1研磨工程で使用することができる第1研磨用水系分散体は、金属層14およびストッパ層13の各々を同一条件において化学機械研磨した場合に、金属層14の研磨速度(RM)とストッパ層13の研磨速度(RS)との研磨速度比(RM/RS)が50以上の研磨特性を有する化学機械研磨用水系分散体であることができる。ここで、研磨速度比(RM/RS)が50未満であると、第1研磨工程が終了した後、金属層14を除去すべき部分に金属が過剰に残存してしまい、第2研磨工程に多くの時間を要することとなり、また、多量な加工液が必要となるおそれがある。
【0116】
上記第1研磨用水系分散体の研磨速度比(RM/RS)は、好ましくは60以上であり、更に好ましくは70以上である。
【0117】
このような第1研磨用水系分散体は、研磨速度比(RM/RS)が上記範囲であれば、その組成は特に限定されるものではないが、例えば、水系媒体中に、(A)砥粒、(C)前記(B)以外の有機酸、(D)酸化剤、(F)分散媒、ならびにアンモニアおよびアンモニウムイオンからなる群から選択される少なくとも1種のアンモニア成分を含有することが好ましい。
【0118】
第1研磨用水系分散体に用いられる(F)分散媒としては、例えば、上記本実施形態の化学機械研磨用水系分散体(第2研磨用水系分散体)において(F)分散媒として例示したものが挙げられ、これらのうち、水のみを分散媒として用いることが好ましい。
【0119】
第1研磨用水系分散体に用いられる(A)砥粒としては、無機粒子が挙げられる。
【0120】
上記無機粒子としては、例えばシリカ、アルミナ、チタニア、ジルコニア、セリア等の粒子を挙げることができ、より好ましくはシリカ、セリア粒子であり、更に好ましくはシリカである。シリカとしては、ヒュームド法シリカ、ゾルゲル法により合成されたシリカ、コロイダルシリカ等を挙げることができる。ヒュームド法シリカは、気相中で塩化ケイ素等を酸素および水と反応させることにより得ることができる。ゾルゲル法により合成されたシリカは、アルコキシケイ素化合物を原料として、加水分解反応および/または縮合反応により得ることができる。コロイダルシリカは、例えば予め精製した原料を使用した無機コロイド法等により得ることができる。
【0121】
第1研磨用水系分散体に用いられる(C)前記(B)以外の有機酸としては、例えば、第2研磨用水系分散体中で成分(C)を構成する有機酸が挙げられ、これらのうち、より大きな研磨速度比(RM/RS)が得られるという点で、クエン酸、リンゴ酸が好ましく用いられる。
【0122】
また、第1研磨用水系分散体は、(G)防食剤、グリシン、アラニンをさらに含むことができる。第1研磨用水系分散体に用いられる(G)防食剤としては、例えば、第2研磨用水系分散体中で(G)防食剤として例示したものを使用することができ、例えばカルボキシベンゾトリアゾールが挙げられる。
【0123】
第1研磨用水系分散体が(G)防食剤を含む場合、その配合量は、第1研磨用水系分散体の総量に対して、5質量%以下であることが好ましく、0.001〜5質量%であることがより好ましく、0.005〜1質量%であることが更に好ましく、特に0.01〜0.5質量%であることが好ましい。
【0124】
第1研磨用水系分散体に用いられる(D)酸化剤としては、例えば、第2研磨用水系分散体中で(D)酸化剤として例示したものが挙げられ、これらから選択される少なくとも1種の酸化剤を用いることができる。これらのうち、過酸化水素または過硫酸塩が好ましく、特に過硫酸アンモニウムが好ましく用いられる。
【0125】
第1研磨用水系分散体に含まれるアンモニア成分は、アンモニアとして存在していてもよく、アンモニウムイオンとして存在していてもよく、また両者が混在していてもよい。アンモニウムイオンは、遊離した状態で存在していてもよく、酸のアンモニウム塩として存在していてもよく、また両者が混在し、それらの平衡状態として存在していてもよい。このようなアンモニアおよびアンモニウムイオンは、アンモニア水を独立して第1研磨用水系分散体に添加して生成させてもよいが、上述した有機酸のアンモニウム塩または酸化剤として添加した過硫酸アンモニウムなどの無機酸のアンモニウム塩から生成させてもよく、あるいは後述するアニオン性界面活性剤のカウンターカチオンとして添加してもよい。
【0126】
第1研磨用水系分散体は、(A)砥粒、(C)前記(B)以外の有機酸、(D)酸化剤、ならびにアンモニアおよびアンモニウムイオンからなる群から選択される少なくとも1種のアンモニア成分が、各々下記の割合で含有していることが好ましい。
【0127】
(A)砥粒の配合量は、第1研磨用水系分散体の総量に対して、通常0.001〜3質
量%であり、好ましくは0.01〜3質量%であり、より好ましくは0.01〜2.5質量%であり、更に0.01〜2質量%が好ましい。
【0128】
(C)前記(B)以外の有機酸の配合量は、第1研磨用水系分散体の総量に対して、通常0.01〜10質量%であり、好ましくは0.1〜5質量%である。
【0129】
(D)酸化剤の配合量は、第1研磨用水系分散体の総量に対して、通常0.01〜10質量%であり、好ましくは0.02〜5質量%である。
【0130】
アンモニア成分の配合量は、第1研磨用水系分散体1リットルに対して、通常0.005〜20molであり、好ましくは0.01〜15molであり、更に好ましくは0.03〜10molであり、特に0.05〜10molが好ましい。
【0131】
第1研磨用水系分散体は、必要に応じて、さらに、界面活性剤、消泡剤などの添加物を含んでいてもよい。
【0132】
界面活性剤としては、カチオン性界面活性剤、アニオン性界面活性剤、両性界面活性剤、非イオン性界面活性剤、水溶性ポリマー等が挙げられ、特にアニオン性界面活性剤、非イオン性界面活性剤または水溶性ポリマーが好ましく用いられる。
【0133】
アニオン系界面活性剤としては、カルボン酸塩、スルホン酸塩、硫酸エステル塩、リン酸エステル塩などを挙げることができる。カルボン酸塩としては、例えば、脂肪酸石鹸、アルキルエーテルカルボン酸塩などを挙げることができ、スルホン酸塩としては、例えば、アルキルベンゼンスルホン酸塩、アルキルナフタレンスルホン酸塩、α−オレフィンスルホン酸塩などを挙げることができ、硫酸エステル塩としては、例えば、高級アルコール硫酸エステル塩、アルキルエーテル硫酸塩、ポリオキシエチレンアルキルフェニルエーテル硫酸塩などを挙げることができ、リン酸エステル塩としては、例えば、アルキルリン酸エステル塩などを挙げることができる。これらのうち、スルホン酸塩が好ましく、アルキルベンゼンスルホン酸塩が更に好ましく、ドデシルベンゼンスルホン酸カリウムが特に好ましく用いられる。
【0134】
非イオン性界面活性剤としては、例えば、ポリエチレングリコール型界面活性剤、アセチレングリコール、アセチレングリコールのエチレンオキサイド付加物、アセチレンアルコール等の非イオン性界面活性剤を挙げることができる。
【0135】
水溶性ポリマーとしては、例えば、アニオン性ポリマー、カチオン性ポリマー、両性ポリマー、ノニオン性ポリマー等を挙げることができる。アニオン性ポリマーとしては、例えば、ポリアクリル酸およびその塩、ポリメタクリル酸およびその塩、ポリビニルアルコールなどを挙げることができ、カチオン性ポリマーとしては、例えば、ポリエチレンイミン、ポリビニルピロリドンなどを挙げることができ、両性ポリマーとしては、例えば、ポリアクリルアミドなどを挙げることができ、ノニオン性ポリマーとしては、例えば、ポリエチレンオキシド、ポリプロピレンオキシド等を挙げることができる。
【0136】
界面活性剤の配合量は、第1研磨用水系分散体の総量に対して、20質量%以下であることが好ましく、0.001〜20質量%であることがさらに好ましく、0.01〜10質量%であることがより好ましく、特に好ましくは0.05〜5質量%である。
【0137】
第1研磨用水系分散体のpHは、酸性領域、中性近辺の領域(弱酸性領域から弱アルカリ性領域)およびアルカリ性領域のいずれの値に設定してもよい。酸性領域のpHは2〜4が好ましく、中性近辺の領域のpHは6〜8が好ましく、アルカリ性領域のpHは8〜
12が好ましい。これらのうち、中性付近からアルカリ性領域のpH、すなわち、6〜12が好ましい。
【0138】
本発明では、第1研磨工程と第2研磨工程とを、同一の研磨装置を用い、研磨対象体を装着したまま、供給する研磨用水系分散体を順次切り替えることにより連続的に行ってもよく、また、同一の研磨装置を用い、第1研磨工程の終了後に研磨対象体をいったん取り出し、供給する研磨用水系分散体を切り替えた後に取り出した研磨対象体を改めて装着して第2研磨工程を実施してもよい。
【0139】
また、第1研磨工程と第2研磨工程とを別個の研磨装置を用いて実施してもよい。更に、複数の研磨パッドを備える研磨装置を使用する場合には、第1研磨工程と第2研磨工程とを異なる種類の研磨パッドを用いて研磨してもよいし、第1研磨工程と第2研磨工程とで同種の研磨パッドを用いてもよい。
【0140】
本実施形態の化学機械研磨用水系分散体は、例えば、架橋重合体を含有する非水溶性マトリックス材と、該非水溶性マトリックス材中に分散された水溶性粒子とを含有する研磨パッドを用いて被研磨物を研磨する場合、より良好な被研磨面および研磨速度の両方を得ることができ、特に、導電性バリア層や絶縁層を研磨する際に、極めて良好な研磨速度を得ることができる。この場合、ヘタリ及び過度の磨耗を防止可能であり、研磨性能を安定的に維持可能である点で、架橋された1,2−ポリブタジエン等の架橋ゴムを非水溶性マトリックス材として用い、β-シクロデキストリンを水溶性粒子として用いた研磨パッドが好ましい。このような研磨パッドとしては例えば、JSR(株)製、品番「FP8000」が挙げられる。
【0141】
3.実施例
以下、本発明を実施例により説明するが、本発明はこの実施例により何ら限定されるものではない。なお、本実施例においては、粒子の平均一次粒子径および平均二次粒子径をレーザー回折法により測定した(測定装置:堀場製作所製 動的光散乱式粒径分布測定装置、品番「HORIBA LB550」)。
【0142】
3.1.無機粒子を含む水分散体の調製
3.1.1.ヒュームドシリカ粒子を含む水分散体の調製
イオン交換水6kg中に、ヒュームド法シリカ(日本アエロジル(株)製、商品名「アエロジル#90」 6kgを、遊星式混練機(商品名 TKハビスディスパーミックス、HDM−3D−20型、特殊機化工業(株)社製)を用い、ひねりブレードを主回転軸10rpmおよび副回転軸30rpmで回転させ混練りしながら30分間かけて連続的に添加した。更に、ひねりブレードの副回転軸30rpmで回転させる混練り操作と、直径80mmのコーレス型高速回転翼の副回転軸を2000rpmで回転させる処理と、主回転軸を10rpmで回転させる処理とを1時間継続した。
【0143】
その後、20質量%の水酸化カリウム水溶液を0.45kg添加して得られた水分散体を、イオン交換水で希釈して、シリカ含有量が30質量%の水分散体を得た。この水分散体をポアサイズ5μmのデプスカートリッジフィルターでろ過し、ヒュームドシリカ粒子H1を含有する水分散体R3を得た。
【0144】
3.1.2.コロイダルシリカ粒子を含む水分散体の調製
3.1.2a.コロイダルシリカ粒子C1を含む水分散体の調製
コロイダルシリカ粒子C1(扶桑化学工業(株)社製、型名「コロイダルシリカPL−3H」)を使用して、コロイダルシリカ粒子C1を25質量%含む水分散体S1を調製した。
【0145】
この水分散体S1に含まれるコロイダルシリカ粒子C1の平均一次粒子径は32nmであり、平均二次粒子径は83nmであり、平均会合度は2.6であった。
【0146】
3.1.2b.コロイダルシリカ粒子C2及至C11をそれぞれ含む水分散体S2〜S9、R1、R2の調製
下記の方法により、表1に示すコロイダルシリカ粒子C2及至C11を含む水分散体S2〜S9、R1、R2をそれぞれ調製し、それぞれ実施例2〜9および比較例1、2で用いた。
【0147】
3容量のテトラエトキシシランと1容量のエタノールとを混合して原料溶液を得た。反応槽にあらかじめエタノール、水、およびアンモニアを混合した反応溶媒を仕込んだ。反応溶媒中の水の濃度は15重量%で一定とし、アンモニア濃度はそれぞれ表1に示す値とした。なお、エタノールの濃度は、水およびアンモニアを除いた残余の値である。反応溶媒の温度を20℃に維持するように冷却しながら、反応溶媒9容量当たり1容量の原料溶液を下表に示す滴下速度で反応槽に滴下して、コロイダルシリカC2〜C11のアルコール分散体を得た。
【0148】
次いで、ロータリーエバポレータを用い、得られたアルコール分散体の温度を80℃に維持しながらイオン交換水を添加しつつアルコールを除去する操作を数回繰り返した。この操作により、コロイダルシリカ粒子C2及至C11を25質量%含む水分散体S2〜S9、R1、R2をそれぞれ調製した。
【0149】
【表1】
【0150】
3.2.第1研磨用水系分散体の調製とその研磨性能の評価
3.2.1.第1研磨用水系分散体の調製
ヒュームドシリカ粒子(日本アエロジル(株)製、商品名「アエロジル#90」、平均一次粒子径20nm)2kgをイオン交換水6.7kg中に超音波分散機を用いて分散させた。これを孔径5μmのフィルターで濾過することにより、ヒュームドシリカ粒子を23質量%含有する水分散体を得た。この水分散体中に含まれるヒュームドシリカ粒子の平均二次粒子径は220nmであった。
【0151】
シリカに換算して1質量%に相当する量のヒュームドシリカ粒子を含む水分散体をポリエチレン製の瓶に入れ、これに、キナルジン酸を0.5質量%、2,4,7,9−テトラ
メチル−5−デシン−4,7−ジオール−ジポリオキシエチレンエーテル(エアープロダクツジャパン(株)製、商品名「サーフィノール465」)を0.05質量%、過酸化水素に換算して0.1質量%に相当する量の30質量%過酸化水素水を順次入れ、15分間攪拌した。その後、1規定の水酸化カリウム水溶液によりpHを9.5に調製した後、孔径5μmのフィルターで濾過することにより、第1研磨用水系分散体を得た。
【0152】
3.2.2.第1研磨用水系分散体の研磨性能の評価
化学機械研磨装置(アプライドマテリアルズ社製、型式「Mirra」)に、発泡ポリウレタン製研磨パッド(ニッタ・ハース(株)製、品番「IC1000」)を装着し、上記化学機械研磨用水系分散体を供給しながら、下記の各種研磨速度測定用基板に対して下記研磨条件にて1分間化学機械研磨処理を行ない、下記の手法によって、研磨速度を算出した。
【0153】
I.研磨速度測定用基板
・膜厚15000Åの銅膜(本発明の金属層に相当)が積層された8インチ熱酸化膜付きシリコン基板(atdf社製、「15000Å 銅膜付きウエハ」)
・膜厚3000Åの窒化タンタル膜(本発明のストッパ層(導電性バリア層)に相当)が積層された8インチ熱酸化膜付きシリコン基板(ウェハーネット社製、「3000Å 窒化タンタル膜付きウエハ」)
・膜厚10000ÅのBD膜(本発明の第1絶縁層に相当)が積層された8インチシリコン基板(atdf社製、「10000Å BD膜付きウエハ」)
・膜厚10000ÅのPETEOS膜(本発明の第2絶縁層に相当)が積層された8インチシリコン基板(atdf社製、「10000Å TEOS膜付きウエハ」)
【0154】
II.研磨条件
・ヘッド回転数:130rpm
・プラテン回転数:130rpm
・ヘッド荷重:1.5psi
・化学機械研磨用水系分散体の供給速度:200ml/分
【0155】
III.研磨速度算出方法
銅膜および窒化タンタル膜については、電気伝導式膜厚測定器(ケーエルエー・テンコール(株)製、形式「オムニマップRS75」)を用いて、研磨処理後の膜厚を測定し、化学機械研磨により減少した膜厚および研磨時間から研磨速度を算出した。
【0156】
PETEOS膜については、光干渉式膜厚測定器(ナノメトリクス・ジャパン(株)社製、型式「Nanospec6100」)を用いて、研磨処理後の膜厚を測定し、化学機械研磨により減少した膜厚および研磨時間から研磨速度を算出した。
【0157】
IV.研磨速度
・金属層(銅)の研磨速度(RM):5500Å/分
・導電性バリア層(窒化タンタル層)の研磨速度(RB):30Å/分
・絶縁層(PETEOS膜)の研磨速度(RIn):40Å/分
【0158】
3.3.実施例1
3.3.1.第2研磨用水系分散体(本発明の化学機械研磨用水系分散体)の調製
シリカに換算して4質量%に相当する量の上記「3.1.2a.コロイダルシリカ粒子を含む水分散体の調製」で調製したコロイダルシリカ粒子C1を含む水分散体をポリエチレン製の瓶に入れ、これに(E)非イオン性界面活性剤(2,4,7,9−テトラメチル−5−デシン−4,7−ジオール−ジポリオキシエチレンエーテル(n+m=10)(エ
アープロダクツジャパン(株)製、商品名「サーフィノール465」))、(B)ピリジンカルボン酸(2,3−ピリジンカルボン酸)、(C)前記(B)以外の有機酸(マレイン酸)、(D)酸化剤(過酸化水素に換算して0.3質量%に相当する量の30質量%過酸化水素水)を順次に入れ、15分間攪拌した。その後、(H)pH調整剤(水酸化カリウム)0.98質量%を加え、水系分散体のpHが9.0になるよう調整した。次いで、全構成成分の合計量が100質量%となるようにイオン交換水を加えた後、孔径5μmのフィルターで濾過することにより、第2研磨用水系分散体S1を得た。第2研磨用水系分散体S1中の各成分の配合量を表2に示す。
【0159】
3.3.2.第2研磨用水系分散体の研磨性能の評価
化学機械研磨装置(アプライドマテリアルズ社製、型式「Mirra」)に、架橋された非水溶性マトリックス(1,2−ポリブタジエン)に水溶性粒子(β-シクロデキストリン)を分散させた研磨パッド(JSR(株)製、品番「FP8000」)を装着し、上記化学機械研磨用水系分散体を供給しながら、下記の各種研磨速度測定用基板に対して下記研磨条件にて1分間化学機械研磨処理を行ない、下記の手法によって、研磨速度を算出した。
【0160】
I.研磨速度測定用基板
・膜厚15000Åの銅膜(本発明の金属層に相当)が積層された8インチ熱酸化膜付きシリコン基板
・膜厚2000Åの窒化タンタル膜(本発明のストッパ層(導電性バリア層)に相当)が積層された8インチ熱酸化膜付きシリコン基板
・膜厚10000ÅのPETEOS膜(本発明の第2絶縁層に相当)が積層された8インチシリコン基板
・アプライド マテリアルズ ジャパン株式会社が開発したブラックダイアモンドプロセスによって、膜厚4000Åの第1絶縁層(BD膜)(比誘電率k=2.8)が積層された8インチシリコン基板
・JSR株式会社が開発したMSQタイプの膜厚5000Åの第1絶縁層(LKD膜)(比誘電率k=2.3)が積層された8インチシリコン基板
【0161】
II.研磨条件
・ヘッド回転数:130rpm
・プラテン回転数:130rpm
・ヘッド荷重:1.5psi
・化学機械研磨用水系分散体の供給速度:200ml/分
【0162】
III.研磨速度算出方法
銅膜および窒化タンタル膜については、電気伝導式膜厚測定器(ケーエルエー・テンコール(株)製、形式「オムニマップRS75」)を用いて、研磨処理後の膜厚を測定し、化学機械研磨により減少した膜厚および研磨時間から研磨速度を算出した。
【0163】
PETEOS膜、BD膜およびLKD膜については、光干渉式膜厚測定器(ナノメトリクス・ジャパン(株)社製、型式「Nanospec6100」)を用いて、研磨処理後の膜厚を測定し、化学機械研磨により減少した膜厚および研磨時間から研磨速度を算出した。
【0164】
IV.研磨速度
・金属層(銅)の研磨速度(RM):250Å/分
・導電性バリア層(ストッパ層(窒化タンタル層))の研磨速度(RB):800Å/分
・第2絶縁層(PETEOS膜)の研磨速度(RIn−2):380Å/分
・第1絶縁層(BD膜)の研磨速度(RIn−1−1):170Å/分
・第1絶縁層(LKD膜)の研磨速度(RIn−1−2):190Å/分
【0165】
V.第1絶縁層のスクラッチ数の評価方法
研磨後の第1絶縁層の外周部における剥がれの有無を目視および光学顕微鏡にて観察した。また、パターンなしウエハ欠陥検査装置(ケーエルエー・テンコール社製、形式「KLA2351」)を用いて、被研磨面全面あたりの欠陥数を計測し、スクラッチの数をカウントした。その結果を「第1絶縁層のスクラッチ数」として表2に示す。なお、ウエハ欠陥検査装置が欠陥としてカウントしたもののうち、スクラッチでないものとは、例えば付着したゴミ、ウエハ製造時に発生したシミ等を挙げることができる。
【0166】
上記「V.第1絶縁層のスクラッチ数の評価方法」において、欠陥検査装置の検査パラメータを以下に示す。
・検査視野:明視野
・検査波長:可視光
・ピクセルサイズ:0.39
・しきい値(欠陥検出感度):50
【0167】
VI.ディッシングおよびスクラッチの評価
(i)銅配線が形成された被研磨用基板の作製
シリコンからなる基板表面に、深さ1μmの複数の溝から構成されるパターンを有する絶縁層(PETEOS膜(厚さ500Å)とBD膜(厚さ4500Å)の複合膜)を5000Å積層した。次いで、絶縁層の表面に厚さ250Åの導電性バリア層(TaN膜)を形成し、その後、TaN膜で覆われた溝内にスパッタリングおよびめっきにより、厚さ1.1μmの金属層(Cu層)を堆積した。
【0168】
(ii)第1研磨工程後の評価
上記(i)で作製したウエハにつき、「3.2.1.第1研磨用水系分散体の調製」で調製した第1研磨用水系分散体を用いて、研磨速度5500Åで2.25分間研磨した。
【0169】
第1研磨工程終了後に、被研磨面のうち幅100μm配線のディッシングを触針式段差計(ケーエルエー・テンコール(株)製、形式「HRP240」)を使用して評価したところ、400Åであった。
【0170】
なお、ここで「ディッシング」とは、ウエハの上面(絶縁層または導電性バリア層により形成される平面)と、配線部分の最低部位との距離(高低差)である。
【0171】
(iii)第2研磨工程後の評価
上記(ii)で作製したウエハにつき、実施例1〜9ならびに比較例1〜3の水系分散体を用いて、下記式により算出した時間で研磨した。
研磨時間(分)={(バリア層の厚さ(Å))÷(上記「3.3.2.第2研磨用水系分散体の研磨性能の評価」で算出したバリア層(窒化タンタル)の研磨速度)+(第1絶縁層の厚さ(500Å))÷(上記「3.3.2.第2研磨用水系分散体の研磨性能の評価」で算出した第1絶縁層(PETEOS))の研磨速度}+(第2絶縁層の厚さ(200Å))÷(上記「3.3.2.第2研磨用水系分散体の研磨性能の評価」で算出した第2絶縁層(BD)の研磨速度)}
【0172】
被研磨面について、100μm配線のディッシングを触針式段差計(ケーエルエー・テンコール(株)製、形式「HRP240」)を使用して評価した。この結果を表2に示す
。
【0173】
なお、ここで「ディッシング」とは、ウエハの上面(絶縁層または導電性バリア層により形成される平面)と、配線部分の最低部位との距離(高低差)である。
【0174】
また、パターンのないフィールド領域(120μm×120μmより広いフィールド領域の絶縁膜研磨量を、光干渉式膜厚測定器(ナノメトリクス・ジャパン(株)社製、型式「Nanospec6100」)を用いて、研磨処理後の膜厚を測定し、初期膜厚5000Åから減少した膜厚量として算出したところ、実施例1〜5ならびに比較例1および2の水系分散体いずれの場合も750〜900Åであった。
【0175】
さらに、光学顕微鏡を用いて、暗視野にて、銅配線部分について、領域120μm×120μmを単位領域としてランダムに200箇所観察し、スクラッチが発生している単位領域の数を、「銅配線のスクラッチ数」として測定した。その結果を表2に示す。
【0176】
VII.第1の絶縁層の弾性率
MTS社製超微小硬度計(Nanoindentator XP)にバーコビッチ型圧子を取り付け、連続剛性測定法により第1の絶縁層の弾性率を測定した。その結果を以下に示す。
・第1の絶縁層(BD膜)の弾性率:4.5GPa
・第1の絶縁層(LKD膜)の弾性率:3.0GPa
【0177】
3.4.実施例2及至9および比較例1〜3
実施例1において、化学機械研磨用水系分散体の各成分の種類および添加量、水系分散体のpH、ならびに使用する研磨パッドを表2の通りとした他は、実施例1と同様にして研磨を行なった。なお、実施例5〜7で使用した研磨パッドは、硬質発泡ポリウレタン製研磨パッド(ニッタ・ハース(株)製、品番「IC1000」であり、実施例8および9で使用した研磨パッドは、ポリウレタン製研磨パッド(ニッタ・ハース(株)製、品番「Politex」)である。
【0178】
すなわち、化学機械研磨用水系分散体として、S1の代わりに上記で合成した各水系分散体S2及至S9並びにR1及至R3を使用した他は、実施例1と同様にして評価を行なった。その評価結果を表2に示す。
【0179】
【表2】
【0180】
表2によると、実施例1〜9の化学機械研磨用水系分散体を用いることにより、半導体基板に形成された絶縁層を化学機械研磨する際に、被研磨面におけるスクラッチおよびディッシングの発生を大幅に抑制することができ、かつ、前記絶縁層の比誘電率を大きく変化させることなく、前記絶縁層が過度に研磨されることなく、十分に平坦化されて精度の高い被研磨面が得られたことがわかった。
【0181】
これに対して、比較例1〜3の化学機械研磨用水系分散体を用いた場合、研磨後のディッシングの発生が大きかった。
【符号の説明】
【0182】
1,2,3 配線構造体
1a,2a,3a 研磨対象体
11 基板(例えば、シリコン)
12 絶縁層(例えば、PETEOS膜、あるいは、比誘電率が3.5以下の絶縁層)
13 ストッパ層(例えば、バリア層)
14 金属層
20 凹部
21 第1絶縁層(例えば、比誘電率が3.5以下の絶縁層)
22 第2絶縁層
31 第3の絶縁層(例えば、シリコン酸化物)
32 第4の絶縁層(例えば、シリコン窒化物)
112 絶縁層
【特許請求の範囲】
【請求項1】
半導体装置に含まれる絶縁層を研磨するための化学機械研磨用水系分散体であって、
(A)砥粒、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)炭素数4以上の脂肪族有機酸、(D)酸化剤、(E)三重結合を有する非イオン性界面活性剤、および(F)分散媒を含有し、
前記(A)砥粒が、平均一次粒子径が5〜55nmかつ会合度が1.9〜4.0のコロイダルシリカである、化学機械研磨用水系分散体。
【請求項2】
前記(D)酸化剤が過酸化水素である、請求項1に記載の化学機械研磨用水系分散体。
【請求項3】
前記(E)非イオン性界面活性剤が下記一般式(1)で表される化合物である、請求項1または請求項2に記載の化学機械研磨用水系分散体。
【化3】
・・・・・(1)
(式中、nおよびmはそれぞれ独立に1以上の整数であり、n+m≦50を満たす。)
【請求項4】
前記(E)非イオン性界面活性剤の配合量に対する前記(B)キノリンカルボン酸および/またはピリジンカルボン酸の配合量の割合(B/E)が0.01〜5である、請求項1ないし請求項3のいずれか一項に記載の化学機械研磨用水系分散体。
【請求項5】
導電性バリア層および絶縁層を同一条件において化学機械研磨した場合、前記導電性バリア層の研磨速度(RB)と絶縁層の研磨速度(RIn−1)との研磨速度比(RB/RIn−1)が1.2〜4.0である、請求項1ないし請求項4のいずれか一項に記載の化学機械研磨用水系分散体。
【請求項6】
銅層、導電性バリア層、第1絶縁層、および該第1絶縁層より誘電率が高い第2絶縁層の各々を同一条件において化学機械研磨した場合、前記導電性バリア層の研磨速度(RB)と銅層の研磨速度(RM)との研磨速度比(RB/RM)が1.5以上であり、前記第2絶縁層の研磨速度(RIn−2)と前記銅層の研磨速度(RM)との研磨速度比(RIn−2/RM)が0.9〜2.5であり、かつ、前記第2絶縁層の研磨速度(RIn−2)と前記第1絶縁層の研磨速度(RIn−1)との研磨速度比(RIn−2/RIn−1)が0.5〜5である、請求項1ないし請求項5のいずれか一項に化学機械研磨用水系分散体。
【請求項7】
架橋重合体を含有する非水溶性マトリックス材と、該非水溶性マトリックス材中に分散された水溶性粒子とを含有する研磨パッドを用いて、銅層、導電性バリア層、第1絶縁層、および該第1絶縁層より誘電率が高い第2絶縁層の各々を同一条件において化学機械研磨した場合、前記第1絶縁層の研磨速度(RIn−1)、前記導電性バリア層の研磨速度(RB)、前記銅層の研磨速度(RM)、および前記第2絶縁層の研磨速度(RIn−2)が、RIn−2>RB>RM>RIn−1を満たす、請求項1ないし請求項6のいずれ
か一項に記載の化学機械研磨用水系分散体。
【請求項8】
凹部を有する絶縁層上にストッパ層を介して設けられ、かつ、該凹部に埋設された金属層を該ストッパ層が露出するまで化学機械研磨する第1研磨工程と、
請求項1ないし請求項7のいずれか一項に記載の化学機械研磨用水系分散体を用いて、前記金属層および前記ストッパ層を該絶縁層が露出するまで化学機械研磨する第2研磨工程と、
を含む、化学機械研磨方法。
【請求項9】
前記絶縁層が、第1絶縁層と、該第1絶縁層より誘電率が高い第2絶縁層との積層体を含み、
前記第2研磨工程が、前記金属層、前記ストッパ層、および前記第2絶縁層を化学機械研磨する工程である、請求項8に記載の化学機械研磨方法。
【請求項10】
前記第1絶縁層の比誘電率が3.5以下である、請求項9に記載の化学機械研磨方法。
【請求項11】
前記ストッパ層が導電性バリア層である、請求項8ないし請求項10のいずれか一項に記載の化学機械研磨方法。
【請求項12】
液(I)および液(II)を混合して、請求項1ないし請求項7のいずれか一項に記載の化学機械研磨用水系分散体を調製するためのキットであって、
前記液(I)は、(A)平均一次粒子径が5〜55nmかつ会合度が1.9〜4.0のコロイダルシリカである砥粒、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)炭素数4以上の脂肪族有機酸、(E)三重結合を有する非イオン性界面活性剤、および(F)分散媒を含む水系分散体であり、
前記液(II)は、(D)酸化剤を含む、化学機械研磨用水系分散体を調製するためのキット。
【請求項13】
液(I)および液(II)を混合して、請求項1ないし請求項7のいずれか一項に記載の化学機械研磨用水系分散体を調製するためのキットであって、
前記液(I)は、(A)平均一次粒子径が5〜55nmかつ会合度が1.9〜4.0のコロイダルシリカである砥粒および(F)分散媒を含む水系分散体であり、
前記液(II)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)炭素数4以上の脂肪族有機酸、(D)酸化剤、および(E)三重結合を有する非イオン性界面活性剤を含む、化学機械研磨用水系分散体を調製するためのキット。
【請求項14】
液(I)、液(II)、および液(III)を混合して、請求項1ないし請求項7のいずれか一項に記載の化学機械研磨用水系分散体を調製するためのキットであって、
前記液(I)は、(A)平均一次粒子径が5〜55nmかつ会合度が1.9〜4.0のコロイダルシリカである砥粒および(F)分散媒を含む水系分散体であり、
前記液(II)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸および(E)三重結合を有する非イオン性界面活性剤を含み、
前記液(III)は、(D)酸化剤を含む、化学機械研磨用水系分散体を調製するためのキット。
【請求項15】
前記液(I)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)炭素数4以上の脂肪族有機酸、(D)酸化剤、および(E)三重結合を有する非イオン性界面活性剤から選ばれる1種類以上の成分をさらに含む、請求項13または請求項14に記載の化学機械研磨用水系分散体を調製するためのキット。
【請求項1】
半導体装置に含まれる絶縁層を研磨するための化学機械研磨用水系分散体であって、
(A)砥粒、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)炭素数4以上の脂肪族有機酸、(D)酸化剤、(E)三重結合を有する非イオン性界面活性剤、および(F)分散媒を含有し、
前記(A)砥粒が、平均一次粒子径が5〜55nmかつ会合度が1.9〜4.0のコロイダルシリカである、化学機械研磨用水系分散体。
【請求項2】
前記(D)酸化剤が過酸化水素である、請求項1に記載の化学機械研磨用水系分散体。
【請求項3】
前記(E)非イオン性界面活性剤が下記一般式(1)で表される化合物である、請求項1または請求項2に記載の化学機械研磨用水系分散体。
【化3】
・・・・・(1)
(式中、nおよびmはそれぞれ独立に1以上の整数であり、n+m≦50を満たす。)
【請求項4】
前記(E)非イオン性界面活性剤の配合量に対する前記(B)キノリンカルボン酸および/またはピリジンカルボン酸の配合量の割合(B/E)が0.01〜5である、請求項1ないし請求項3のいずれか一項に記載の化学機械研磨用水系分散体。
【請求項5】
導電性バリア層および絶縁層を同一条件において化学機械研磨した場合、前記導電性バリア層の研磨速度(RB)と絶縁層の研磨速度(RIn−1)との研磨速度比(RB/RIn−1)が1.2〜4.0である、請求項1ないし請求項4のいずれか一項に記載の化学機械研磨用水系分散体。
【請求項6】
銅層、導電性バリア層、第1絶縁層、および該第1絶縁層より誘電率が高い第2絶縁層の各々を同一条件において化学機械研磨した場合、前記導電性バリア層の研磨速度(RB)と銅層の研磨速度(RM)との研磨速度比(RB/RM)が1.5以上であり、前記第2絶縁層の研磨速度(RIn−2)と前記銅層の研磨速度(RM)との研磨速度比(RIn−2/RM)が0.9〜2.5であり、かつ、前記第2絶縁層の研磨速度(RIn−2)と前記第1絶縁層の研磨速度(RIn−1)との研磨速度比(RIn−2/RIn−1)が0.5〜5である、請求項1ないし請求項5のいずれか一項に化学機械研磨用水系分散体。
【請求項7】
架橋重合体を含有する非水溶性マトリックス材と、該非水溶性マトリックス材中に分散された水溶性粒子とを含有する研磨パッドを用いて、銅層、導電性バリア層、第1絶縁層、および該第1絶縁層より誘電率が高い第2絶縁層の各々を同一条件において化学機械研磨した場合、前記第1絶縁層の研磨速度(RIn−1)、前記導電性バリア層の研磨速度(RB)、前記銅層の研磨速度(RM)、および前記第2絶縁層の研磨速度(RIn−2)が、RIn−2>RB>RM>RIn−1を満たす、請求項1ないし請求項6のいずれ
か一項に記載の化学機械研磨用水系分散体。
【請求項8】
凹部を有する絶縁層上にストッパ層を介して設けられ、かつ、該凹部に埋設された金属層を該ストッパ層が露出するまで化学機械研磨する第1研磨工程と、
請求項1ないし請求項7のいずれか一項に記載の化学機械研磨用水系分散体を用いて、前記金属層および前記ストッパ層を該絶縁層が露出するまで化学機械研磨する第2研磨工程と、
を含む、化学機械研磨方法。
【請求項9】
前記絶縁層が、第1絶縁層と、該第1絶縁層より誘電率が高い第2絶縁層との積層体を含み、
前記第2研磨工程が、前記金属層、前記ストッパ層、および前記第2絶縁層を化学機械研磨する工程である、請求項8に記載の化学機械研磨方法。
【請求項10】
前記第1絶縁層の比誘電率が3.5以下である、請求項9に記載の化学機械研磨方法。
【請求項11】
前記ストッパ層が導電性バリア層である、請求項8ないし請求項10のいずれか一項に記載の化学機械研磨方法。
【請求項12】
液(I)および液(II)を混合して、請求項1ないし請求項7のいずれか一項に記載の化学機械研磨用水系分散体を調製するためのキットであって、
前記液(I)は、(A)平均一次粒子径が5〜55nmかつ会合度が1.9〜4.0のコロイダルシリカである砥粒、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)炭素数4以上の脂肪族有機酸、(E)三重結合を有する非イオン性界面活性剤、および(F)分散媒を含む水系分散体であり、
前記液(II)は、(D)酸化剤を含む、化学機械研磨用水系分散体を調製するためのキット。
【請求項13】
液(I)および液(II)を混合して、請求項1ないし請求項7のいずれか一項に記載の化学機械研磨用水系分散体を調製するためのキットであって、
前記液(I)は、(A)平均一次粒子径が5〜55nmかつ会合度が1.9〜4.0のコロイダルシリカである砥粒および(F)分散媒を含む水系分散体であり、
前記液(II)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)炭素数4以上の脂肪族有機酸、(D)酸化剤、および(E)三重結合を有する非イオン性界面活性剤を含む、化学機械研磨用水系分散体を調製するためのキット。
【請求項14】
液(I)、液(II)、および液(III)を混合して、請求項1ないし請求項7のいずれか一項に記載の化学機械研磨用水系分散体を調製するためのキットであって、
前記液(I)は、(A)平均一次粒子径が5〜55nmかつ会合度が1.9〜4.0のコロイダルシリカである砥粒および(F)分散媒を含む水系分散体であり、
前記液(II)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸および(E)三重結合を有する非イオン性界面活性剤を含み、
前記液(III)は、(D)酸化剤を含む、化学機械研磨用水系分散体を調製するためのキット。
【請求項15】
前記液(I)は、(B)キノリンカルボン酸および/またはピリジンカルボン酸、(C)炭素数4以上の脂肪族有機酸、(D)酸化剤、および(E)三重結合を有する非イオン性界面活性剤から選ばれる1種類以上の成分をさらに含む、請求項13または請求項14に記載の化学機械研磨用水系分散体を調製するためのキット。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−65858(P2013−65858A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2012−232625(P2012−232625)
【出願日】平成24年10月22日(2012.10.22)
【分割の表示】特願2006−309157(P2006−309157)の分割
【原出願日】平成18年11月15日(2006.11.15)
【出願人】(000004178)JSR株式会社 (3,320)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成24年10月22日(2012.10.22)
【分割の表示】特願2006−309157(P2006−309157)の分割
【原出願日】平成18年11月15日(2006.11.15)
【出願人】(000004178)JSR株式会社 (3,320)
【Fターム(参考)】
[ Back to top ]