
化成処理性および耐型かじり性に優れた鋼板の製造方法
【課題】化成処理性および耐型かじり性に優れた鋼板の製造方法を提供する。
【解決手段】亜鉛イオンおよび硝酸イオンを含有する水溶液中で鋼板を陰極として電解処理し、鋼板表面に亜鉛酸化物および/または亜鉛水酸化物を、金属亜鉛量に換算して70〜500mg/m2かつ鋼板表面の被覆率:60%以上となるように形成する。次いで、リンを含有する水溶液で前記鋼板を水洗する。
【解決手段】亜鉛イオンおよび硝酸イオンを含有する水溶液中で鋼板を陰極として電解処理し、鋼板表面に亜鉛酸化物および/または亜鉛水酸化物を、金属亜鉛量に換算して70〜500mg/m2かつ鋼板表面の被覆率:60%以上となるように形成する。次いで、リンを含有する水溶液で前記鋼板を水洗する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば自動車用材料として好適に用いられる化成処理性および耐型かじり性に優れた鋼板の製造方法に関するものである。
【背景技術】
【0002】
冷延鋼板は自動車、家電、建材などの分野において広く用いられている。特に自動車分野においては、板厚精度や平担度に関する要求から冷延鋼板が用いられている。また、近年、自動車のCO2排出量の低減及び安全性確保の観点から、自動車用鋼板として高強度冷延鋼板の使用が急増している。
【0003】
高強度鋼板は鋼中元素としてSiやMn等を添加した鋼板であり、これらの元素が焼鈍過程において、鋼板表面に、例えば、SiO2やMnSiO4等に代表される酸化物を形成する。ここで、化成処理性に着目すると、このように表面にSiO2が形成された鋼板を塗装前の化成処理に供すると、化成処理結晶が形成されない所謂スケと呼ばれる部分が存在することになる。化成処理結晶が形成されないスケと呼ばれる部位が発生すると、自動車用鋼板として適用した場合はその後の塗装密着性の低下や、耐食性低下を引き起こす可能性があるため好ましくない。そして、このようなスケは表層のSiO2の量に大きく依存することがわかっている。これは、焼鈍過程において形成される酸化物の中でもMnSiO4等のSi・Mn複合酸化物は易溶性であるが、SiO2は弗酸系を除く酸の中では不溶性であるため、化成処理液を構成するリン酸中では溶解せず、化成処理液との反応を阻害するためである。
【0004】
次に耐型かじり性に着目すると、高強度鋼板をプレス成形する際には、成形荷重が増大するのみならず、局部的な高面圧部が生じることにより型かじりと呼ばれる問題が発生する。そして、型かじりは、プレス成型時の鋼板とプレス金型を構成する金属とが高面圧で接触・摺動されることにより局部的な凝着が発生し、凝着物の堆積により擦り傷が発生したり摺動抵抗が増加することで発生すると考えられる。
【0005】
以上のような観点から、化成処理性および耐型かじり性に優れた高強度鋼板の開発が切望されている。
【0006】
これに対し、冷延鋼板の化成処理性および耐型かじり性の両者を改善する技術として、特許文献1には、Ni、Mn、Co、Mo、Cuの1種または2種以上の金属を冷延鋼板表面に不連続に析出させる技術が開示されている。
【0007】
また、特許文献2には、冷延鋼板表面に、下層に0価の亜鉛主体の極薄皮膜、上層に2価の亜鉛とP、B、Siの1種または2種以上からなる第二元素群の酸化物からなる非晶質皮膜を複層形成する技術が開示されている。
【0008】
さらに、特許文献3には、Zn、Ni、Mn、Ti、Co、Mo、Alのうちの1種または2種以上の金属酸化物の粉末を冷延鋼板表面に散布した後に調質圧延を行い、金属換算で1000mg/m2以下の金属層を鋼板表面に形成させる技術が開示されている。
【0009】
しかしながら、特許文献1に記載の方法をSiを含有する冷延鋼板に適用したとしても鋼板表面にはSi酸化物がそのまま残存した状態であるため、化成処理性が依然不良である。また、Mo、Cuなどの元素は化成処理性に悪影響を及ぼし、化成処理時に鋼板から化成処理液への溶出し、化成処理性が劣化するという問題もある。
【0010】
特許文献2では、高強度鋼板のプレス時には成形荷重および局部的な面圧が増加するため、上層に付与した2価の亜鉛とP、B、Siの1種または2種以上からなる第二元素群の酸化物層が破壊した場合は、下層の0価の亜鉛と金型の凝着によりプレス成形性を阻害し、耐型かじり性が劣化する。また、特許文献2では、前記皮膜の鋼板表面分布率が50%以下と記載されている。このように表面被覆率が低い場合、ダブルビード等の難成型部品の場合には被覆していない下地鋼板と金型が接触して凝着を引き起こし、型かじりを引き起こすことが考えられる。
【0011】
特許文献3において、粉末と鋼板とが密着するのは調質圧延による物理的な密着力であると考えられる。すなわち、粉末と鋼板との密着力は非常に低く、プレス時、特に高強度鋼板のように難加工材の場合には鋼板から粉末の脱離が激しく、脱離した粉末が蓄積することによるプレス傷が発生しやすい。また、特許文献3には、金属酸化物を鋼板表面に均一に点在させることで均一な化成皮膜が形成されると記載されている。しかし、点在の定義が記載されていないため不明確ではあるが、一般的に被覆率としては50%以下であると考えられ、被覆率が低い場合、ダブルビード等の難成型部品の場合には被覆していない下地鋼板と金型が接触して凝着を引き起こし、型かじりを引き起こすことが考えられる。
【0012】
そこで、本発明者らは上記の問題点を改善すべく、研究し、特許文献4を出願した。
すなわち、特許文献4は、鋼板表面に亜鉛酸化物及び/または亜鉛水酸化物を、亜鉛イオンを含有する水溶液中で鋼板を陰極として電解処理することにより形成し、皮膜量を金属亜鉛換算で70〜500mg/m2、被覆率を60%以上とすることが化成処理性および耐型かじり性の向上に対して有効であることを見出したものである。
【0013】
しかしながら、近年、自動車製造過程におけるCO2削減や低コスト化の流れの中、化成処理液の低温化が進行しており、特許文献5にて形成される皮膜だけでは良好な化成処理性が得られない事が分かってきた。具体的には化成処理液の低温化により、鋼板のエッチング性が低下し表面の状態がより敏感になるため、上記皮膜を溶解する能力が低下したものと考えられる。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開平3−236491号公報
【特許文献2】特開平10−158858号公報
【特許文献3】特開平3−086302号公報
【特許文献4】特開2008−81808号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明は上記問題を有利に解決するためになされたもので、化成処理性および耐型かじり性に優れた鋼板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0016】
本発明者らは、上記の課題を解決すべく、鋭意研究を重ねた。その結果、鋼板表面に亜鉛酸化物及び/または亜鉛水酸化物を、亜鉛イオンおよび硝酸イオンを含有する水溶液中で鋼板を陰極として電解処理することにより形成すること、形成するにあたっては、金属亜鉛に換算して70〜500mg/m2、被覆率を60%以上とすること、そして電解処理後にリン含有水溶液に鋼板を接触させる処理を行うことが、化成処理液が低温化した場合においても、化成処理性および耐型かじり性の向上に対して有効であることを見出した。
【0017】
本発明は、以上の知見に基づきなされたもので、その要旨は以下のとおりである。
[1]亜鉛イオンおよび硝酸イオンを含有する水溶液中で鋼板を陰極として電解処理し、鋼板表面に亜鉛酸化物および/または亜鉛水酸化物を、金属亜鉛量に換算して70〜500mg/m2かつ鋼板表面の被覆率:60%以上となるように形成し、次いで、リンを含有する水溶液で前記鋼板を接触することを特徴とする化成処理性および耐型かじり性に優れた鋼板の製造方法。
[2]前記[1]において、前記鋼板はSiを0.1質量%以上含有することを特徴とする化成処理性および耐型かじり性に優れた鋼板の製造方法。
[3]前記[1]または[2]において、前記リンを含有する水溶液のリン含有率が5〜5000mass ppmであることを特徴とする化成処理性および耐型かじり性に優れた鋼板の製造方法。
[4]前記[1]〜[3]のいずれかにおいて、前記リンを含有する水溶液のpHが4〜12であることを特徴とする化成処理性および耐型かじり性に優れた鋼板の製造方法。
【発明の効果】
【0018】
本発明によれば、化成処理性および耐型かじり性に優れた鋼板が得られる。特に、化成処理液が低温化した場合においても、良好な化成処理性及び耐型かじり性が得られる。
また、本発明は、冷延鋼板、中でもSiを含有する高強度冷延鋼板に対して効果を奏しており、高強度冷延鋼板の化成処理性および耐型かじり性を両立させる有効な技術として、工業的に極めて価値の高いものである。
【図面の簡単な説明】
【0019】
【図1】動摩擦係数測定装置を示す概略正面図(実施例)
【図2】図1中のビード形状・寸法を示す概略斜視図
【発明を実施するための形態】
【0020】
以下、本発明を詳細に説明する。
本発明で対象とする鋼板は熱延鋼板および冷延鋼板である。中でも自動車分野等で多く用いられる冷延鋼板に対して、本発明は最適である。機械特性等の諸特性を向上させるために鋼中に各種元素を添加した鋼板(例えば、高強度鋼板)は、表面に存在する添加元素の影響により化成処理時のリン酸塩結晶が不均一になることがある。一方で、鋼板に対しては常に均一な化成処理皮膜が要求されている。このような観点から、前記各種元素を添加した鋼板に本発明を適用することは価値があり、本発明により安定した化成処理皮膜が得られることになる。
【0021】
本発明の鋼板の成分は特に問わない。例えば、Si含有量が0.1質量%以上の鋼板が好適に用いられる。これは、鋼中のSi含有量が0.1質量%以上の場合、通常、鋼板表面にSi酸化物が形成し化成処理性を大きく阻害するため、本発明の処理を適用する価値が大きいからである。また、プレス時においても、Si含有量が0.1質量%以上の鋼板の場合、鋼板の強度が高くなるため型かじりが起こりやすいが、本発明の処理を適用することにより型かじりが大幅に抑制される。
特に、Siを0.3質量%以上含有し、Si含有量/Mn含有量≧0.4の鋼板の場合には、従来では化成処理性が著しく劣化してしまう。しかし、本発明を適用することにより化成処理性が著しく良好になるため、Siを0.3質量%以上含有し、Si含有量/Mn含有量≧0.4の鋼板に対しても好適に使用される。
【0022】
本発明では亜鉛イオンおよび硝酸イオンを含有する水溶液中で鋼板を陰極として電解処理し、鋼板表面に亜鉛酸化物および/または亜鉛水酸化物(以下、亜鉛系酸化物と称することもある)を形成させることを特徴とする。陰極電解処理法により形成された亜鉛系酸化物は、1辺が1μm以下の非常に微細な網目状の形態を有しており、鋼板表面にこれら亜鉛系酸化物を形成することで、この網目状の皮膜形態が耐型かじり性向上に寄与する。亜鉛系酸化物が網目状の皮膜形態を有することによる耐型かじり性向上メカニズムについては明確ではないが以下のように考えることが出来る。まず、亜鉛系酸化物は高融点金属であり金型と鋼板の凝着を抑制する為、型かじりが起こりにくくなると同時に、プレス時に付与されるプレス油等の油分を確保することが出来、摺動による油切れでの凝着を著しく抑制することが出来るためと考えられる。
さらに、陰極電解処理は亜鉛系酸化物の形成量を制御する観点からも有効である。
【0023】
本発明では、亜鉛イオンおよび硝酸イオンを含有する水溶液中で鋼板を陰極として電解処理し、鋼板表面に亜鉛系酸化物を形成させる。通常、亜鉛イオンのみを含有する水溶液中で鋼板を陰極として電解処理すると、鋼板表面には金属亜鉛が析出する。そこで、本発明では、亜鉛イオンを含有する水溶液にさらに硝酸イオンを添加することで、鋼板表面に亜鉛系酸化物を形成させることを可能にしている。
水溶液中の亜鉛イオン量は、0.1〜1mol/L、硝酸イオンは硝酸として0.1〜1mol/L、電流密度は1〜30A/dm2、液温は30〜70℃、めっき液の相対流速は0.5〜2.0m/secが最適範囲である。これらの範囲内で電解処理を行うことで、本発明の亜鉛系酸化物が形成されやすくなる。亜鉛イオンや硝酸イオンを添加する化合物に特に限定は無く、亜鉛イオン供給化合物として硫酸亜鉛や塩化亜鉛、硝酸亜鉛などが挙げられ、硝酸イオンの供給化合物として、硝酸ナトリウムや硝酸カリウムなどが挙げられる。
また、鋼板表面に亜鉛系酸化物が形成されたことは、X線光電子分光装置により確認することができる。亜鉛の結合エネルギーの調査により金属亜鉛と酸化亜鉛・水酸化亜鉛は区別することが可能である。具体的には、金属亜鉛の結合エネルギーは494eV付近にピークをもち、酸化亜鉛及び水酸化亜鉛の結合エネルギーはそれぞれ499、500eV付近にピークを持つため、本発明の亜鉛系酸化物は494eV付近にピークが無く、499、500eV付近にのみピークが認められることになり、このピークから、亜鉛系酸化物であることが明らかとなる。さらに、イオンエッチングにより深さ方向(表層から皮膜/下地鋼板界面まで)の分析を実施した場合、本発明では、いずれの深さにおいても亜鉛系酸化物は494eV付近にピークが無く、499、500eV付近にのみピークが認められ、皮膜全体が亜鉛系酸化物となる。
【0024】
さらに、本発明では、鋼板表面に亜鉛系酸化物を形成するにあたって、その量は金属亜鉛換算で70mg/m2〜500mg/m2とする。これは本発明において、最も重要な要件の一つであり、このように、鋼板表面の亜鉛系酸化物の形成量を最適な量に規定することで、亜鉛系酸化物形成による効果が充分に発揮され、化成処理性および耐型かじり性に優れた鋼板を得ることが可能となる。亜鉛系酸化物を形成することによる化成処理性の向上メカニズムについては、明確ではないが、亜鉛系酸化物を鋼板表面に形成することにより化成処理時の核発生を促進するためであると考えられる。また、亜鉛系酸化物を鋼板表面に形成することによって、上述したように、プレス時の金型と鋼板との間に形成した亜鉛系酸化物は高融点であるため凝着を抑制する効果を有する。その結果、耐型かじり性が向上する。
70mg/m2より少ない場合、化成処理時の核発生サイトを十分に供給できないために化成処理性向上効果が小さい。一方、500mg/m2より多い場合、プレス時の金型と鋼板との凝着は抑制するものの、亜鉛系酸化物自体が変形を受けるために、亜鉛系酸化物の脱離量が多くなり、脱離した亜鉛系酸化物が摺動抵抗となる。
以上より、化成処理性および耐型かじり性を安定して向上させるための亜鉛系酸化物は70mg/m2〜500mg/m2、好ましくは100〜300mg/m2とする。
なお、上記は蛍光X線を用いてZnの強度を測定し、既知のZn量の強度と比較することにより算出する。
【0025】
また、亜鉛系酸化物の鋼板表面の被覆率は60%以上とする。これも、本発明において重要な要件の一つである。被覆率を60%以上とすることで、化成処理性及び耐型かじり性を向上させることが可能となる。被覆率が60%より小さい場合、鋼板が加工を受けた場合にプレス金型と下地鋼板とが直接接触するため、ミクロな凝着が発生して摩擦係数が増加し、プレス成形性が低下する。
なお、本発明において、亜鉛系酸化物の被覆率とは亜鉛系酸化物が鋼板表面を被覆している面積率を示しており、具体的には被覆率は電子線マイクロアナライザーを用いて100μm四方の亜鉛元素マッピングを行い、測定面積(10000μm2)から亜鉛の存在面積の比率により算出することが出来る。
【0026】
鋼板を陰極として電解処理し鋼板表面に亜鉛系酸化物を形成した後に、リンを含有する水溶液に前記鋼板を接触させる。これもまた重要な要件である。通常の化成処理は、アルカリ脱脂→表面調整→リン酸塩処理の順番で行われる。最初のアルカリ脱脂工程では、鋼板に塗布された防錆油や、自動車ボディ外板のプレス成形時に頻繁に使用されるプレス洗浄油などを除去する必要がある。しかしながら、特に、自動車メーカーの塗装ラインなどで次々と流れてくる何台もの車体に対してアルカリ脱脂をする場合、油が混入したりアルカリ脱脂液の劣化などが考えられるため、鋼板をそのままアルカリ脱脂液に浸漬させても、必ずしも油を除去できるとは限らない。場合によっては十分に脱脂が施されず水はじきが生じた状態で次の表面調整工程にまわされる場合がある。このような水はじき部分では、表面調整液がきちんと付与されず、さらに次のリン酸塩処理工程では、リン酸塩結晶が粗大化したり結晶が形成されない部分が存在するなどリン酸塩処理へ悪影響がある。
【0027】
そこで、本発明では、鋼板に亜鉛系酸化物被膜を形成させた後にリン含有水溶液に接触させる(例えば、浸漬する)こととする。リン含有水溶液に浸漬することで、表面に微量なリンが付着し、これによりアルカリ脱脂液の劣化などを考えた場合でも十分に脱脂が可能となる。このメカニズムについては推定ではあるが、亜鉛系酸化物の一部にはOH基が存在し、OH基が油との親和性を高める為に脱脂が困難になると考えられる。また硫酸を含む電気めっき法により亜鉛系酸化物を付与した場合には硫酸根がZnめっき皮膜中に取り込まれ、この硫酸根が油との親和性を高めるために、脱脂が困難になると考えられる。これらに対して、リンを含有する水溶液を鋼板に接触させると、油とOH基との結合より前にOH基がPと結合する為に油との親和性が低くなり、また亜鉛系酸化物形成時に硫酸根が存在する場合には、表面に存在する硫酸根が洗い流され、さらにPが微量に付着することで油との親和性を低くするため、脱脂性が向上すると考えられる。
【0028】
リンを含有する水溶液としてはリンが含有されていれば特に限定されない。リン酸、縮合リン酸、亜リン酸、次亜リン酸、もしくはこれらの塩から選ばれる少なくとも一種のリン化合物を含むものであれば特に限定されるものではない。具体例を挙げると、オルソリン酸、ピロリン酸、トリメタリン酸、テトラメタリン酸、ヘキサメタリン酸、リン酸二水素アンモニウム、リン酸水素二アンモニウム、リン酸三アンモニウム、リン酸二水素ナトリウム、リン酸水素二ナトリウム、リン酸三ナトリウム、ピロリン酸ナトリウム、リン酸アルミニウム、次亜リン酸アンモニウム、亜リン酸アンモニウム、リン酸三アンモニウム、等が挙げられる。
【0029】
リンを含有する水溶液中のリン含有率は5〜5000mass ppmが好ましい。5mass ppm未満では、鋼板表面にリンを吸着させる効果が十分でない場合がある。また、5000massppmを超えると効果が飽和し、薬液コストや廃液処理コストの増大を招く場合がある。より好ましくは1000ppm以下である。また、処理後、塗油までの時間が長い場合などは、洗浄ムラが目立つことがあるため、リン含有水溶液での洗浄後に、通常の水洗を改めて行うことが望ましい。なお、リン含有率は、リン金属量換算で求めるものとする。
【0030】
リンを含有する水溶液のpHは4〜12が好ましい。4未満であると、亜鉛系酸化物が溶解しやすく、耐型かじり性や化成処理性改善効果が損なわれる場合がある。一方、pHが12を超えた場合も、亜鉛系酸化物の溶解量が増加する為、耐型かじり性や化成処理性改善効果が損なわれる場合がある。なお、pHが上記範囲にない場合は、リン酸、塩酸、硫酸等の酸や、水酸化ナトリウムなどのアルカリをわずかに添加するか、水で希釈することで上記範囲にpHを調製することができる。
【0031】
リンを含有する水溶液の温度は20〜70℃の範囲が好ましい。20℃未満であると短時間でのリン吸着を完了することが困難になる場合がある。一方、70℃を超えるとリン吸着効果が飽和するだけでなく、リンを含有する水溶液が乾燥しやすく外観ムラなどが発生しやすくなる場合がある。また、水洗時間は、1〜10秒の範囲で行うのが好ましい。1秒未満であると、リンの吸着が十分に完了しない場合がある。一方、10秒を超える処理は製造ラインの長大化を招くだけでなく、リンを含有する水溶液による亜鉛酸化物の溶解が発生し、十分な効果を確保できなくなる場合がある。
このようなリンを含有する水溶液による水洗処理の方法には特に制限はない。めっき鋼板を浸漬する方法、スプレーする方法、塗布ロールを介して塗布する方法などがあげられる。中でも鋼板表面にスプレーする方法は、必要な処理液が少量で済むと同時に、液の流動効果との相乗効果で比較的短時間で処理が完了するため、最も望ましい方法である。
【実施例】
【0032】
表1に示す成分を有する鋼板A〜F(板厚はいずれも1.2mm)を用いて、まず、これらの鋼板にトルエンによる溶剤超音波脱脂を行い、鋼板表面の油分を除去した。次いで、表2に示す電解浴組成と電解条件で鋼板を陰極として電解処理を行い、亜鉛系酸化物を鋼板表面に形成させた。なお、比較例の一部として、硝酸イオンを含まない電解浴を用いて電気めっき処理を行い、金属亜鉛を析出させた。
【0033】
以上により得られた鋼板について、X線光電子分光装置を用いて、スパッタエッチングにより深さ分析を行い、電解処理により形成された物が亜鉛系酸化物であるか、金属亜鉛であるかを調査した。硝酸イオンを含まない電解浴を用いて処理を行った比較例では深さ方向全領域において金属亜鉛であることを、上記比較例以外では深さ方向全領域において亜鉛系酸化物であることを確認した。
【0034】
また、亜鉛系酸化物及び金属亜鉛の量を金属亜鉛として蛍光X線を用いて測定した。ここで、事前に金属亜鉛めっきを行い、ICPによるZn量と蛍光X線によるZn強度の検量板を作成して上記亜鉛量を測定した。さらに、亜鉛系酸化物の被覆率を電子線マイクロアナライザーを用いて100μm四方の亜鉛元素マッピングを行い、測定面積から亜鉛の存在面積の比率(被覆率)を算出した。
【0035】
さらに、以下に示す方法により、耐型かじり性および化成処理性を評価した。
【0036】
(1)耐型かじり性評価
実プレス時のビード通過部を想定した面圧の高い条件下での耐かじり性を評価するため、図1の摩擦係数測定装置を用いて平板の同一部位繰返し摺動試験を行った。図1に示すように供試材から採取した摩擦係数測定用試料1が試料台2に固定され、試料台2は、水平移動可能なスライドテーブル3の上面に固定されている。スライドテーブル3の下面には、これに接したローラ4を有する上下動可能なスライドテーブル支持台5が設けられ、これを押上げることにより、ビード6による摩擦係数測定用試料1への押付荷重Nを測定するための第1ロードセル7が、スライドテーブル支持台5に取付けられている。上記押付力を作用させた状態でスライドテーブル3を水平方向へ移動させるための摺動抵抗力Fを測定するための第2ロードセル8が、スライドテーブル3の一方の端部に取付けられている。なお、潤滑油としてスギムラ化学社製のプレス用洗浄油プレトンR352Lを試料1の表面に塗布して試験を行った。耐型かじり性試験の押し付け荷重はN:1200kgf、試料の引き抜き速度(スライドテーブル3の水平移動速度):100cm/minとした。
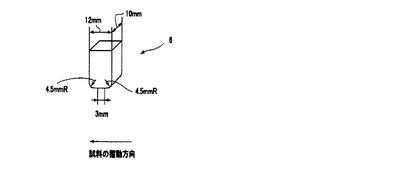
図2は、耐型かじり性評価に使用したビード形状・寸法を示す概略斜視図である。ビード6の下面が試料1の表面に押し付けられた状態で摺動する。図2に示すビード6の形状は幅10mm、試料の摺動方向長さ12mm、摺動方向両端の下部は曲率4.5mmRの曲面で構成され、試料が押し付けられるビード下面は幅10mm、摺動方向長さ3mmの平面を有する。このビードを用いると、プレス成形時のビード通過部での摩擦係数を評価できる。
耐型かじり性評価試験条件は、試験前にスギムラ化学社製のプレス用洗浄油プレトンR352Lを表面に塗布した試料1の同一部位を最大40回の繰り返し摺動試験を実施し、摺動可能回数により耐型かじり性の指標とした。ここで摺動可能回数とは、鋼板と金型との凝着、すなわち型かじりが発生した場合に摩擦係数測定装置が自動的に停止するように設定しており、設定値として摺動抵抗力Fが500kgfを超えた場合に停止するように設定した。
×:摺動可能回数が17回未満(型かじり発生による摩擦係数測定装置の停止)。
○:摺動可能回数が17回〜29回(型かじり発生による摩擦係数測定装置の停止)。
◎:30回の摺動が可能
ここで、摺動回数17回は、現在型かじりが発生せずに使用されている270MPa級の冷延鋼板を400kgfの押し付け荷重にて上記の耐型かじり性評価を行った場合に型かじりが発生する平均回数であり、17回以上摺動が可能な場合には実用上型かじりは発生しないと考えられる為、摺動回数が17回以上を基準とした。
【0037】
(2)化成処理性評価
市販の化成処理薬剤(日本パーカライジング株式会社製 パルボンドPB−L3065システム)を用いて、浴温35℃、時間120秒の条件で化成処理を行い、化成処理後の表面SEM観察を行うことにより化成処理結晶の均一性を評価した。ここで表面SEM観察は300倍の視野にて評価し、その評価面積はおよそ0.1mm2である。化成処理結晶の均一性評価は以下の基準により判定した。
××:ほぼ全面に化成処理結晶が認められない。
×:およそ半面が化成処理結晶が認められない。
△:ミクロなスケが3箇所以上認められる。
○:ミクロなスケが2箇所以下及び/又は粗大化結晶が3箇所以上認められる。
◎:化成処理結晶にスケが無く、粗大化結晶が2箇所以下である。
尚、上記記載のミクロなスケの大きさは200μm2以下とする。さらに粗大化結晶とは、化成処理結晶の長辺が15μm以上のものと規定する。
【0038】
以上より得られた試験結果を条件と併せて表2に示す。
【0039】
【表1】

【0040】
【表2】
【0041】
表2より、試験No.1〜20、24〜28はいずれも鋼板表面に亜鉛系酸化物が形成されており、金属亜鉛の生成は観察されなかった。また、下記事項が明らかとなった。
(1)No.1〜6は通電時間を変更することで亜鉛系酸化物の量を変化させて比較した結果である。No.1、No.2の比較例1、2は亜鉛系酸化物の量が少ないために、化成処理性が不良であることが分かる。また、No.6の比較例3は亜鉛系酸化物の量が多いために耐型かじり性が低下していることが分かる。一方、亜鉛系酸化物の量が好適であるNo.3〜5の本発明例1〜3の場合、耐型かじり性、化成処理性が共に優れていることが分かる。
(2)No.7は、No.4とほぼ同程度の亜鉛系酸化物の量を有しているが、被覆率が低い比較例4である。耐型かじり性及び化成処理性が不良であることが分かる。No.8はNo.7と同じ通電条件下ではあるが通電時間を長くすることで亜鉛系酸化物の量及び被覆率を本発明範囲内とした本発明例4である。耐型かじり性及び化成処理性が良好となっていることが分かる。
(3)No.4およびNo.9〜14はリンを含有する水溶液で水洗処理を行わない場合もしくはリン含有率を変化させた場合の例である。リンを含有する水溶液で水洗処理を行わないNo.9及び10の比較例5、6は化成処理性が不良であることが分かる。一方、No.4及びNo.11〜14の本発明例2、5〜8は好適な条件でリンを含有する水溶液で水洗処理を行っており、化成処理性および耐型かじり性が優れていることが分かる。
(4)No15〜17の本発明例9〜11は、リンを含有する水溶液で水洗処理のpHを変化させた例である。いずれも良好な化成処理性と耐型かじり性が得られていることが分かる。
(5)No.4及びNo.18〜20の本発明例2、12〜14は電解浴へのイオン供給化合物を変化させた例である。いずれの化合物を用いた場合でも良好な耐型かじり性と化成処理性が得られていることが分かる。
(6)No.4及びNo.24〜28の本発明例2、15〜19は鋼板の種類を変化させた例である。いずれも良好な化成処理性と耐型かじり性が得られていることが分かる。
【産業上の利用可能性】
【0042】
本発明によれば、プレス成形時に型かじりを抑制することができ、引き続き行われる化成処理時に良好な化成処理性を示す鋼板を提供でき、自動車車体用途を中心に広範な分野で適用が可能となる。
【符号の説明】
【0043】
1 摩擦係数測定用試料
2 試料台
3 スライドテーブル
4 ローラ
5 スライドテーブル支持台
6 ビード
7 第1ロードセル
8 第2ロードセル
9 レール
N 押付荷重
F 摺動抵抗力
【技術分野】
【0001】
本発明は、例えば自動車用材料として好適に用いられる化成処理性および耐型かじり性に優れた鋼板の製造方法に関するものである。
【背景技術】
【0002】
冷延鋼板は自動車、家電、建材などの分野において広く用いられている。特に自動車分野においては、板厚精度や平担度に関する要求から冷延鋼板が用いられている。また、近年、自動車のCO2排出量の低減及び安全性確保の観点から、自動車用鋼板として高強度冷延鋼板の使用が急増している。
【0003】
高強度鋼板は鋼中元素としてSiやMn等を添加した鋼板であり、これらの元素が焼鈍過程において、鋼板表面に、例えば、SiO2やMnSiO4等に代表される酸化物を形成する。ここで、化成処理性に着目すると、このように表面にSiO2が形成された鋼板を塗装前の化成処理に供すると、化成処理結晶が形成されない所謂スケと呼ばれる部分が存在することになる。化成処理結晶が形成されないスケと呼ばれる部位が発生すると、自動車用鋼板として適用した場合はその後の塗装密着性の低下や、耐食性低下を引き起こす可能性があるため好ましくない。そして、このようなスケは表層のSiO2の量に大きく依存することがわかっている。これは、焼鈍過程において形成される酸化物の中でもMnSiO4等のSi・Mn複合酸化物は易溶性であるが、SiO2は弗酸系を除く酸の中では不溶性であるため、化成処理液を構成するリン酸中では溶解せず、化成処理液との反応を阻害するためである。
【0004】
次に耐型かじり性に着目すると、高強度鋼板をプレス成形する際には、成形荷重が増大するのみならず、局部的な高面圧部が生じることにより型かじりと呼ばれる問題が発生する。そして、型かじりは、プレス成型時の鋼板とプレス金型を構成する金属とが高面圧で接触・摺動されることにより局部的な凝着が発生し、凝着物の堆積により擦り傷が発生したり摺動抵抗が増加することで発生すると考えられる。
【0005】
以上のような観点から、化成処理性および耐型かじり性に優れた高強度鋼板の開発が切望されている。
【0006】
これに対し、冷延鋼板の化成処理性および耐型かじり性の両者を改善する技術として、特許文献1には、Ni、Mn、Co、Mo、Cuの1種または2種以上の金属を冷延鋼板表面に不連続に析出させる技術が開示されている。
【0007】
また、特許文献2には、冷延鋼板表面に、下層に0価の亜鉛主体の極薄皮膜、上層に2価の亜鉛とP、B、Siの1種または2種以上からなる第二元素群の酸化物からなる非晶質皮膜を複層形成する技術が開示されている。
【0008】
さらに、特許文献3には、Zn、Ni、Mn、Ti、Co、Mo、Alのうちの1種または2種以上の金属酸化物の粉末を冷延鋼板表面に散布した後に調質圧延を行い、金属換算で1000mg/m2以下の金属層を鋼板表面に形成させる技術が開示されている。
【0009】
しかしながら、特許文献1に記載の方法をSiを含有する冷延鋼板に適用したとしても鋼板表面にはSi酸化物がそのまま残存した状態であるため、化成処理性が依然不良である。また、Mo、Cuなどの元素は化成処理性に悪影響を及ぼし、化成処理時に鋼板から化成処理液への溶出し、化成処理性が劣化するという問題もある。
【0010】
特許文献2では、高強度鋼板のプレス時には成形荷重および局部的な面圧が増加するため、上層に付与した2価の亜鉛とP、B、Siの1種または2種以上からなる第二元素群の酸化物層が破壊した場合は、下層の0価の亜鉛と金型の凝着によりプレス成形性を阻害し、耐型かじり性が劣化する。また、特許文献2では、前記皮膜の鋼板表面分布率が50%以下と記載されている。このように表面被覆率が低い場合、ダブルビード等の難成型部品の場合には被覆していない下地鋼板と金型が接触して凝着を引き起こし、型かじりを引き起こすことが考えられる。
【0011】
特許文献3において、粉末と鋼板とが密着するのは調質圧延による物理的な密着力であると考えられる。すなわち、粉末と鋼板との密着力は非常に低く、プレス時、特に高強度鋼板のように難加工材の場合には鋼板から粉末の脱離が激しく、脱離した粉末が蓄積することによるプレス傷が発生しやすい。また、特許文献3には、金属酸化物を鋼板表面に均一に点在させることで均一な化成皮膜が形成されると記載されている。しかし、点在の定義が記載されていないため不明確ではあるが、一般的に被覆率としては50%以下であると考えられ、被覆率が低い場合、ダブルビード等の難成型部品の場合には被覆していない下地鋼板と金型が接触して凝着を引き起こし、型かじりを引き起こすことが考えられる。
【0012】
そこで、本発明者らは上記の問題点を改善すべく、研究し、特許文献4を出願した。
すなわち、特許文献4は、鋼板表面に亜鉛酸化物及び/または亜鉛水酸化物を、亜鉛イオンを含有する水溶液中で鋼板を陰極として電解処理することにより形成し、皮膜量を金属亜鉛換算で70〜500mg/m2、被覆率を60%以上とすることが化成処理性および耐型かじり性の向上に対して有効であることを見出したものである。
【0013】
しかしながら、近年、自動車製造過程におけるCO2削減や低コスト化の流れの中、化成処理液の低温化が進行しており、特許文献5にて形成される皮膜だけでは良好な化成処理性が得られない事が分かってきた。具体的には化成処理液の低温化により、鋼板のエッチング性が低下し表面の状態がより敏感になるため、上記皮膜を溶解する能力が低下したものと考えられる。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開平3−236491号公報
【特許文献2】特開平10−158858号公報
【特許文献3】特開平3−086302号公報
【特許文献4】特開2008−81808号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明は上記問題を有利に解決するためになされたもので、化成処理性および耐型かじり性に優れた鋼板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0016】
本発明者らは、上記の課題を解決すべく、鋭意研究を重ねた。その結果、鋼板表面に亜鉛酸化物及び/または亜鉛水酸化物を、亜鉛イオンおよび硝酸イオンを含有する水溶液中で鋼板を陰極として電解処理することにより形成すること、形成するにあたっては、金属亜鉛に換算して70〜500mg/m2、被覆率を60%以上とすること、そして電解処理後にリン含有水溶液に鋼板を接触させる処理を行うことが、化成処理液が低温化した場合においても、化成処理性および耐型かじり性の向上に対して有効であることを見出した。
【0017】
本発明は、以上の知見に基づきなされたもので、その要旨は以下のとおりである。
[1]亜鉛イオンおよび硝酸イオンを含有する水溶液中で鋼板を陰極として電解処理し、鋼板表面に亜鉛酸化物および/または亜鉛水酸化物を、金属亜鉛量に換算して70〜500mg/m2かつ鋼板表面の被覆率:60%以上となるように形成し、次いで、リンを含有する水溶液で前記鋼板を接触することを特徴とする化成処理性および耐型かじり性に優れた鋼板の製造方法。
[2]前記[1]において、前記鋼板はSiを0.1質量%以上含有することを特徴とする化成処理性および耐型かじり性に優れた鋼板の製造方法。
[3]前記[1]または[2]において、前記リンを含有する水溶液のリン含有率が5〜5000mass ppmであることを特徴とする化成処理性および耐型かじり性に優れた鋼板の製造方法。
[4]前記[1]〜[3]のいずれかにおいて、前記リンを含有する水溶液のpHが4〜12であることを特徴とする化成処理性および耐型かじり性に優れた鋼板の製造方法。
【発明の効果】
【0018】
本発明によれば、化成処理性および耐型かじり性に優れた鋼板が得られる。特に、化成処理液が低温化した場合においても、良好な化成処理性及び耐型かじり性が得られる。
また、本発明は、冷延鋼板、中でもSiを含有する高強度冷延鋼板に対して効果を奏しており、高強度冷延鋼板の化成処理性および耐型かじり性を両立させる有効な技術として、工業的に極めて価値の高いものである。
【図面の簡単な説明】
【0019】
【図1】動摩擦係数測定装置を示す概略正面図(実施例)
【図2】図1中のビード形状・寸法を示す概略斜視図
【発明を実施するための形態】
【0020】
以下、本発明を詳細に説明する。
本発明で対象とする鋼板は熱延鋼板および冷延鋼板である。中でも自動車分野等で多く用いられる冷延鋼板に対して、本発明は最適である。機械特性等の諸特性を向上させるために鋼中に各種元素を添加した鋼板(例えば、高強度鋼板)は、表面に存在する添加元素の影響により化成処理時のリン酸塩結晶が不均一になることがある。一方で、鋼板に対しては常に均一な化成処理皮膜が要求されている。このような観点から、前記各種元素を添加した鋼板に本発明を適用することは価値があり、本発明により安定した化成処理皮膜が得られることになる。
【0021】
本発明の鋼板の成分は特に問わない。例えば、Si含有量が0.1質量%以上の鋼板が好適に用いられる。これは、鋼中のSi含有量が0.1質量%以上の場合、通常、鋼板表面にSi酸化物が形成し化成処理性を大きく阻害するため、本発明の処理を適用する価値が大きいからである。また、プレス時においても、Si含有量が0.1質量%以上の鋼板の場合、鋼板の強度が高くなるため型かじりが起こりやすいが、本発明の処理を適用することにより型かじりが大幅に抑制される。
特に、Siを0.3質量%以上含有し、Si含有量/Mn含有量≧0.4の鋼板の場合には、従来では化成処理性が著しく劣化してしまう。しかし、本発明を適用することにより化成処理性が著しく良好になるため、Siを0.3質量%以上含有し、Si含有量/Mn含有量≧0.4の鋼板に対しても好適に使用される。
【0022】
本発明では亜鉛イオンおよび硝酸イオンを含有する水溶液中で鋼板を陰極として電解処理し、鋼板表面に亜鉛酸化物および/または亜鉛水酸化物(以下、亜鉛系酸化物と称することもある)を形成させることを特徴とする。陰極電解処理法により形成された亜鉛系酸化物は、1辺が1μm以下の非常に微細な網目状の形態を有しており、鋼板表面にこれら亜鉛系酸化物を形成することで、この網目状の皮膜形態が耐型かじり性向上に寄与する。亜鉛系酸化物が網目状の皮膜形態を有することによる耐型かじり性向上メカニズムについては明確ではないが以下のように考えることが出来る。まず、亜鉛系酸化物は高融点金属であり金型と鋼板の凝着を抑制する為、型かじりが起こりにくくなると同時に、プレス時に付与されるプレス油等の油分を確保することが出来、摺動による油切れでの凝着を著しく抑制することが出来るためと考えられる。
さらに、陰極電解処理は亜鉛系酸化物の形成量を制御する観点からも有効である。
【0023】
本発明では、亜鉛イオンおよび硝酸イオンを含有する水溶液中で鋼板を陰極として電解処理し、鋼板表面に亜鉛系酸化物を形成させる。通常、亜鉛イオンのみを含有する水溶液中で鋼板を陰極として電解処理すると、鋼板表面には金属亜鉛が析出する。そこで、本発明では、亜鉛イオンを含有する水溶液にさらに硝酸イオンを添加することで、鋼板表面に亜鉛系酸化物を形成させることを可能にしている。
水溶液中の亜鉛イオン量は、0.1〜1mol/L、硝酸イオンは硝酸として0.1〜1mol/L、電流密度は1〜30A/dm2、液温は30〜70℃、めっき液の相対流速は0.5〜2.0m/secが最適範囲である。これらの範囲内で電解処理を行うことで、本発明の亜鉛系酸化物が形成されやすくなる。亜鉛イオンや硝酸イオンを添加する化合物に特に限定は無く、亜鉛イオン供給化合物として硫酸亜鉛や塩化亜鉛、硝酸亜鉛などが挙げられ、硝酸イオンの供給化合物として、硝酸ナトリウムや硝酸カリウムなどが挙げられる。
また、鋼板表面に亜鉛系酸化物が形成されたことは、X線光電子分光装置により確認することができる。亜鉛の結合エネルギーの調査により金属亜鉛と酸化亜鉛・水酸化亜鉛は区別することが可能である。具体的には、金属亜鉛の結合エネルギーは494eV付近にピークをもち、酸化亜鉛及び水酸化亜鉛の結合エネルギーはそれぞれ499、500eV付近にピークを持つため、本発明の亜鉛系酸化物は494eV付近にピークが無く、499、500eV付近にのみピークが認められることになり、このピークから、亜鉛系酸化物であることが明らかとなる。さらに、イオンエッチングにより深さ方向(表層から皮膜/下地鋼板界面まで)の分析を実施した場合、本発明では、いずれの深さにおいても亜鉛系酸化物は494eV付近にピークが無く、499、500eV付近にのみピークが認められ、皮膜全体が亜鉛系酸化物となる。
【0024】
さらに、本発明では、鋼板表面に亜鉛系酸化物を形成するにあたって、その量は金属亜鉛換算で70mg/m2〜500mg/m2とする。これは本発明において、最も重要な要件の一つであり、このように、鋼板表面の亜鉛系酸化物の形成量を最適な量に規定することで、亜鉛系酸化物形成による効果が充分に発揮され、化成処理性および耐型かじり性に優れた鋼板を得ることが可能となる。亜鉛系酸化物を形成することによる化成処理性の向上メカニズムについては、明確ではないが、亜鉛系酸化物を鋼板表面に形成することにより化成処理時の核発生を促進するためであると考えられる。また、亜鉛系酸化物を鋼板表面に形成することによって、上述したように、プレス時の金型と鋼板との間に形成した亜鉛系酸化物は高融点であるため凝着を抑制する効果を有する。その結果、耐型かじり性が向上する。
70mg/m2より少ない場合、化成処理時の核発生サイトを十分に供給できないために化成処理性向上効果が小さい。一方、500mg/m2より多い場合、プレス時の金型と鋼板との凝着は抑制するものの、亜鉛系酸化物自体が変形を受けるために、亜鉛系酸化物の脱離量が多くなり、脱離した亜鉛系酸化物が摺動抵抗となる。
以上より、化成処理性および耐型かじり性を安定して向上させるための亜鉛系酸化物は70mg/m2〜500mg/m2、好ましくは100〜300mg/m2とする。
なお、上記は蛍光X線を用いてZnの強度を測定し、既知のZn量の強度と比較することにより算出する。
【0025】
また、亜鉛系酸化物の鋼板表面の被覆率は60%以上とする。これも、本発明において重要な要件の一つである。被覆率を60%以上とすることで、化成処理性及び耐型かじり性を向上させることが可能となる。被覆率が60%より小さい場合、鋼板が加工を受けた場合にプレス金型と下地鋼板とが直接接触するため、ミクロな凝着が発生して摩擦係数が増加し、プレス成形性が低下する。
なお、本発明において、亜鉛系酸化物の被覆率とは亜鉛系酸化物が鋼板表面を被覆している面積率を示しており、具体的には被覆率は電子線マイクロアナライザーを用いて100μm四方の亜鉛元素マッピングを行い、測定面積(10000μm2)から亜鉛の存在面積の比率により算出することが出来る。
【0026】
鋼板を陰極として電解処理し鋼板表面に亜鉛系酸化物を形成した後に、リンを含有する水溶液に前記鋼板を接触させる。これもまた重要な要件である。通常の化成処理は、アルカリ脱脂→表面調整→リン酸塩処理の順番で行われる。最初のアルカリ脱脂工程では、鋼板に塗布された防錆油や、自動車ボディ外板のプレス成形時に頻繁に使用されるプレス洗浄油などを除去する必要がある。しかしながら、特に、自動車メーカーの塗装ラインなどで次々と流れてくる何台もの車体に対してアルカリ脱脂をする場合、油が混入したりアルカリ脱脂液の劣化などが考えられるため、鋼板をそのままアルカリ脱脂液に浸漬させても、必ずしも油を除去できるとは限らない。場合によっては十分に脱脂が施されず水はじきが生じた状態で次の表面調整工程にまわされる場合がある。このような水はじき部分では、表面調整液がきちんと付与されず、さらに次のリン酸塩処理工程では、リン酸塩結晶が粗大化したり結晶が形成されない部分が存在するなどリン酸塩処理へ悪影響がある。
【0027】
そこで、本発明では、鋼板に亜鉛系酸化物被膜を形成させた後にリン含有水溶液に接触させる(例えば、浸漬する)こととする。リン含有水溶液に浸漬することで、表面に微量なリンが付着し、これによりアルカリ脱脂液の劣化などを考えた場合でも十分に脱脂が可能となる。このメカニズムについては推定ではあるが、亜鉛系酸化物の一部にはOH基が存在し、OH基が油との親和性を高める為に脱脂が困難になると考えられる。また硫酸を含む電気めっき法により亜鉛系酸化物を付与した場合には硫酸根がZnめっき皮膜中に取り込まれ、この硫酸根が油との親和性を高めるために、脱脂が困難になると考えられる。これらに対して、リンを含有する水溶液を鋼板に接触させると、油とOH基との結合より前にOH基がPと結合する為に油との親和性が低くなり、また亜鉛系酸化物形成時に硫酸根が存在する場合には、表面に存在する硫酸根が洗い流され、さらにPが微量に付着することで油との親和性を低くするため、脱脂性が向上すると考えられる。
【0028】
リンを含有する水溶液としてはリンが含有されていれば特に限定されない。リン酸、縮合リン酸、亜リン酸、次亜リン酸、もしくはこれらの塩から選ばれる少なくとも一種のリン化合物を含むものであれば特に限定されるものではない。具体例を挙げると、オルソリン酸、ピロリン酸、トリメタリン酸、テトラメタリン酸、ヘキサメタリン酸、リン酸二水素アンモニウム、リン酸水素二アンモニウム、リン酸三アンモニウム、リン酸二水素ナトリウム、リン酸水素二ナトリウム、リン酸三ナトリウム、ピロリン酸ナトリウム、リン酸アルミニウム、次亜リン酸アンモニウム、亜リン酸アンモニウム、リン酸三アンモニウム、等が挙げられる。
【0029】
リンを含有する水溶液中のリン含有率は5〜5000mass ppmが好ましい。5mass ppm未満では、鋼板表面にリンを吸着させる効果が十分でない場合がある。また、5000massppmを超えると効果が飽和し、薬液コストや廃液処理コストの増大を招く場合がある。より好ましくは1000ppm以下である。また、処理後、塗油までの時間が長い場合などは、洗浄ムラが目立つことがあるため、リン含有水溶液での洗浄後に、通常の水洗を改めて行うことが望ましい。なお、リン含有率は、リン金属量換算で求めるものとする。
【0030】
リンを含有する水溶液のpHは4〜12が好ましい。4未満であると、亜鉛系酸化物が溶解しやすく、耐型かじり性や化成処理性改善効果が損なわれる場合がある。一方、pHが12を超えた場合も、亜鉛系酸化物の溶解量が増加する為、耐型かじり性や化成処理性改善効果が損なわれる場合がある。なお、pHが上記範囲にない場合は、リン酸、塩酸、硫酸等の酸や、水酸化ナトリウムなどのアルカリをわずかに添加するか、水で希釈することで上記範囲にpHを調製することができる。
【0031】
リンを含有する水溶液の温度は20〜70℃の範囲が好ましい。20℃未満であると短時間でのリン吸着を完了することが困難になる場合がある。一方、70℃を超えるとリン吸着効果が飽和するだけでなく、リンを含有する水溶液が乾燥しやすく外観ムラなどが発生しやすくなる場合がある。また、水洗時間は、1〜10秒の範囲で行うのが好ましい。1秒未満であると、リンの吸着が十分に完了しない場合がある。一方、10秒を超える処理は製造ラインの長大化を招くだけでなく、リンを含有する水溶液による亜鉛酸化物の溶解が発生し、十分な効果を確保できなくなる場合がある。
このようなリンを含有する水溶液による水洗処理の方法には特に制限はない。めっき鋼板を浸漬する方法、スプレーする方法、塗布ロールを介して塗布する方法などがあげられる。中でも鋼板表面にスプレーする方法は、必要な処理液が少量で済むと同時に、液の流動効果との相乗効果で比較的短時間で処理が完了するため、最も望ましい方法である。
【実施例】
【0032】
表1に示す成分を有する鋼板A〜F(板厚はいずれも1.2mm)を用いて、まず、これらの鋼板にトルエンによる溶剤超音波脱脂を行い、鋼板表面の油分を除去した。次いで、表2に示す電解浴組成と電解条件で鋼板を陰極として電解処理を行い、亜鉛系酸化物を鋼板表面に形成させた。なお、比較例の一部として、硝酸イオンを含まない電解浴を用いて電気めっき処理を行い、金属亜鉛を析出させた。
【0033】
以上により得られた鋼板について、X線光電子分光装置を用いて、スパッタエッチングにより深さ分析を行い、電解処理により形成された物が亜鉛系酸化物であるか、金属亜鉛であるかを調査した。硝酸イオンを含まない電解浴を用いて処理を行った比較例では深さ方向全領域において金属亜鉛であることを、上記比較例以外では深さ方向全領域において亜鉛系酸化物であることを確認した。
【0034】
また、亜鉛系酸化物及び金属亜鉛の量を金属亜鉛として蛍光X線を用いて測定した。ここで、事前に金属亜鉛めっきを行い、ICPによるZn量と蛍光X線によるZn強度の検量板を作成して上記亜鉛量を測定した。さらに、亜鉛系酸化物の被覆率を電子線マイクロアナライザーを用いて100μm四方の亜鉛元素マッピングを行い、測定面積から亜鉛の存在面積の比率(被覆率)を算出した。
【0035】
さらに、以下に示す方法により、耐型かじり性および化成処理性を評価した。
【0036】
(1)耐型かじり性評価
実プレス時のビード通過部を想定した面圧の高い条件下での耐かじり性を評価するため、図1の摩擦係数測定装置を用いて平板の同一部位繰返し摺動試験を行った。図1に示すように供試材から採取した摩擦係数測定用試料1が試料台2に固定され、試料台2は、水平移動可能なスライドテーブル3の上面に固定されている。スライドテーブル3の下面には、これに接したローラ4を有する上下動可能なスライドテーブル支持台5が設けられ、これを押上げることにより、ビード6による摩擦係数測定用試料1への押付荷重Nを測定するための第1ロードセル7が、スライドテーブル支持台5に取付けられている。上記押付力を作用させた状態でスライドテーブル3を水平方向へ移動させるための摺動抵抗力Fを測定するための第2ロードセル8が、スライドテーブル3の一方の端部に取付けられている。なお、潤滑油としてスギムラ化学社製のプレス用洗浄油プレトンR352Lを試料1の表面に塗布して試験を行った。耐型かじり性試験の押し付け荷重はN:1200kgf、試料の引き抜き速度(スライドテーブル3の水平移動速度):100cm/minとした。
図2は、耐型かじり性評価に使用したビード形状・寸法を示す概略斜視図である。ビード6の下面が試料1の表面に押し付けられた状態で摺動する。図2に示すビード6の形状は幅10mm、試料の摺動方向長さ12mm、摺動方向両端の下部は曲率4.5mmRの曲面で構成され、試料が押し付けられるビード下面は幅10mm、摺動方向長さ3mmの平面を有する。このビードを用いると、プレス成形時のビード通過部での摩擦係数を評価できる。
耐型かじり性評価試験条件は、試験前にスギムラ化学社製のプレス用洗浄油プレトンR352Lを表面に塗布した試料1の同一部位を最大40回の繰り返し摺動試験を実施し、摺動可能回数により耐型かじり性の指標とした。ここで摺動可能回数とは、鋼板と金型との凝着、すなわち型かじりが発生した場合に摩擦係数測定装置が自動的に停止するように設定しており、設定値として摺動抵抗力Fが500kgfを超えた場合に停止するように設定した。
×:摺動可能回数が17回未満(型かじり発生による摩擦係数測定装置の停止)。
○:摺動可能回数が17回〜29回(型かじり発生による摩擦係数測定装置の停止)。
◎:30回の摺動が可能
ここで、摺動回数17回は、現在型かじりが発生せずに使用されている270MPa級の冷延鋼板を400kgfの押し付け荷重にて上記の耐型かじり性評価を行った場合に型かじりが発生する平均回数であり、17回以上摺動が可能な場合には実用上型かじりは発生しないと考えられる為、摺動回数が17回以上を基準とした。
【0037】
(2)化成処理性評価
市販の化成処理薬剤(日本パーカライジング株式会社製 パルボンドPB−L3065システム)を用いて、浴温35℃、時間120秒の条件で化成処理を行い、化成処理後の表面SEM観察を行うことにより化成処理結晶の均一性を評価した。ここで表面SEM観察は300倍の視野にて評価し、その評価面積はおよそ0.1mm2である。化成処理結晶の均一性評価は以下の基準により判定した。
××:ほぼ全面に化成処理結晶が認められない。
×:およそ半面が化成処理結晶が認められない。
△:ミクロなスケが3箇所以上認められる。
○:ミクロなスケが2箇所以下及び/又は粗大化結晶が3箇所以上認められる。
◎:化成処理結晶にスケが無く、粗大化結晶が2箇所以下である。
尚、上記記載のミクロなスケの大きさは200μm2以下とする。さらに粗大化結晶とは、化成処理結晶の長辺が15μm以上のものと規定する。
【0038】
以上より得られた試験結果を条件と併せて表2に示す。
【0039】
【表1】
【0040】
【表2】
【0041】
表2より、試験No.1〜20、24〜28はいずれも鋼板表面に亜鉛系酸化物が形成されており、金属亜鉛の生成は観察されなかった。また、下記事項が明らかとなった。
(1)No.1〜6は通電時間を変更することで亜鉛系酸化物の量を変化させて比較した結果である。No.1、No.2の比較例1、2は亜鉛系酸化物の量が少ないために、化成処理性が不良であることが分かる。また、No.6の比較例3は亜鉛系酸化物の量が多いために耐型かじり性が低下していることが分かる。一方、亜鉛系酸化物の量が好適であるNo.3〜5の本発明例1〜3の場合、耐型かじり性、化成処理性が共に優れていることが分かる。
(2)No.7は、No.4とほぼ同程度の亜鉛系酸化物の量を有しているが、被覆率が低い比較例4である。耐型かじり性及び化成処理性が不良であることが分かる。No.8はNo.7と同じ通電条件下ではあるが通電時間を長くすることで亜鉛系酸化物の量及び被覆率を本発明範囲内とした本発明例4である。耐型かじり性及び化成処理性が良好となっていることが分かる。
(3)No.4およびNo.9〜14はリンを含有する水溶液で水洗処理を行わない場合もしくはリン含有率を変化させた場合の例である。リンを含有する水溶液で水洗処理を行わないNo.9及び10の比較例5、6は化成処理性が不良であることが分かる。一方、No.4及びNo.11〜14の本発明例2、5〜8は好適な条件でリンを含有する水溶液で水洗処理を行っており、化成処理性および耐型かじり性が優れていることが分かる。
(4)No15〜17の本発明例9〜11は、リンを含有する水溶液で水洗処理のpHを変化させた例である。いずれも良好な化成処理性と耐型かじり性が得られていることが分かる。
(5)No.4及びNo.18〜20の本発明例2、12〜14は電解浴へのイオン供給化合物を変化させた例である。いずれの化合物を用いた場合でも良好な耐型かじり性と化成処理性が得られていることが分かる。
(6)No.4及びNo.24〜28の本発明例2、15〜19は鋼板の種類を変化させた例である。いずれも良好な化成処理性と耐型かじり性が得られていることが分かる。
【産業上の利用可能性】
【0042】
本発明によれば、プレス成形時に型かじりを抑制することができ、引き続き行われる化成処理時に良好な化成処理性を示す鋼板を提供でき、自動車車体用途を中心に広範な分野で適用が可能となる。
【符号の説明】
【0043】
1 摩擦係数測定用試料
2 試料台
3 スライドテーブル
4 ローラ
5 スライドテーブル支持台
6 ビード
7 第1ロードセル
8 第2ロードセル
9 レール
N 押付荷重
F 摺動抵抗力
【特許請求の範囲】
【請求項1】
亜鉛イオンおよび硝酸イオンを含有する水溶液中で鋼板を陰極として電解処理し、鋼板表面に亜鉛酸化物および/または亜鉛水酸化物を、金属亜鉛量に換算して70〜500mg/m2かつ鋼板表面の被覆率:60%以上となるように形成し、
次いで、リンを含有する水溶液に前記鋼板を接触させることを特徴とする化成処理性および耐型かじり性に優れた鋼板の製造方法。
【請求項2】
前記鋼板はSiを0.1質量%以上含有することを特徴とする請求項1に記載の化成処理性および耐型かじり性に優れた鋼板の製造方法。
【請求項3】
前記リンを含有する水溶液のリン含有率が5〜5000mass ppmであることを特徴とする請求項1または2に記載の化成処理性および耐型かじり性に優れた鋼板の製造方法。
【請求項4】
前記リンを含有する水溶液のpHが4〜12であることを特徴とする請求項1〜3のいずれか一項に記載の化成処理性および耐型かじり性に優れた鋼板の製造方法。
【請求項1】
亜鉛イオンおよび硝酸イオンを含有する水溶液中で鋼板を陰極として電解処理し、鋼板表面に亜鉛酸化物および/または亜鉛水酸化物を、金属亜鉛量に換算して70〜500mg/m2かつ鋼板表面の被覆率:60%以上となるように形成し、
次いで、リンを含有する水溶液に前記鋼板を接触させることを特徴とする化成処理性および耐型かじり性に優れた鋼板の製造方法。
【請求項2】
前記鋼板はSiを0.1質量%以上含有することを特徴とする請求項1に記載の化成処理性および耐型かじり性に優れた鋼板の製造方法。
【請求項3】
前記リンを含有する水溶液のリン含有率が5〜5000mass ppmであることを特徴とする請求項1または2に記載の化成処理性および耐型かじり性に優れた鋼板の製造方法。
【請求項4】
前記リンを含有する水溶液のpHが4〜12であることを特徴とする請求項1〜3のいずれか一項に記載の化成処理性および耐型かじり性に優れた鋼板の製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2013−7093(P2013−7093A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−140030(P2011−140030)
【出願日】平成23年6月24日(2011.6.24)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月24日(2011.6.24)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]