
化成処理用バスケット及びバスケット用内張材
【課題】亜鉛メッキの後処理として施す化成処理において被処理材に色ハゲが発生するのを防止でき、またこの化成処理がコスト高になるのを防止できるようにする。
【解決手段】化成処理時に被処理材の搬送に用いる透水性のバスケットにおいて、バスケット内で被処理材と接触し得る領域を、チタン素材を焼くことによって得た耐電食層5により形成した。
【解決手段】化成処理時に被処理材の搬送に用いる透水性のバスケットにおいて、バスケット内で被処理材と接触し得る領域を、チタン素材を焼くことによって得た耐電食層5により形成した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、化成処理用バスケット及びバスケット用内張材に関するものである。
【背景技術】
【0002】
亜鉛メッキ(亜鉛を含んだメッキ全般を含める)の後処理として施す化成処理では、メッキ処理後の被処理材(例えばボルトやナット等)を透水性のバスケットへ入れて、このバスケットごと処理槽へ浸漬させてゆくようにする。化成処理の前処理では被処理材を加熱するためにベーキング処理が必要であるから、上記バスケットは耐薬品性と共に耐熱性に優れたステンレス等によって製作されているのが普通である。
なお、化成処理ではバスケットと被処理材との間での電食が原因で色の乗らないハゲ部発生に至る問題が起こるのを回避するため、バスケットの周壁内面及び底部上面にステンレス製の網を張り、これを200℃以上で焼くことで不導体化させたり、或いはPP等の不導体材料製の網を張ったりして対処していた。本発明者もセラミック材料による耐電食皮膜を設ける技術を提案し、高い評価実績をあげている(特許文献1等参照)。
【特許文献1】特開2004−360049号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、化成処理にはこれまで六価クロムが用いられてきたところ、公害や人体への悪影響等を防止する観点から今後は三価クロムへの移行が推進されている。バスケットの周壁内面及び底部上面にステンレス製の網を張り焼くといったことをしても、六価クロムには電食防止に有効であっても三価クロムでは十分な効果を出すには至らず、色の乗らないハゲ部発生に至ることがあった。
これにより、亜鉛メッキの後処理として施す化成処理(色づけ工程)での歩留まりが低下し、選別作業が必要となるので、コスト高を招来することになっていた。
【0004】
また、バスケットの周壁内面及び底部上面にPP等の不導体材料製の網を張った場合、被処理材と網との接触によって網が比較的簡単に摩耗してしまう問題があった。しかも、PP等ではベーキング処理などで変形が起こるということもあり、これらのために頻繁に(一週間程度の短期間で)網の張り替えが必要で、この点でもコスト高を招来するという問題があった。
本発明は、上記事情に鑑みてなされたものであって、亜鉛メッキの後処理として施す化成処理(色づけ工程)において被処理材に色ハゲが発生するのを防止すると共に、この化成処理がコスト高になるのを防止できるようにした化成処理用バスケットを提供することを目的とする。
【0005】
また本発明は、本発明に係る化成処理用バスケットを簡単に実施することができるバスケット用内張材を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記目的を達成するために、本発明は次の手段を講じた。
即ち、本発明に係る化成処理用バスケットは、化成処理時に被処理材の搬送に用いる透水性のバスケットにおいて、バスケット内面のうち被処理材と接触し得る領域がチタン素材を焼くことによって得た耐電食層により形成されている。
このようにチタン素材を焼くことによって得た耐電食層は不導体となることから、三価クロムを用いた化成処理でもバスケットと被処理材との間で電食が起こることがなく、色ハゲの発生を未然に防止できる。従って、亜鉛メッキの後処理として施す化成処理(色づけ工程)での歩留まりが向上し、選別作業が不要となるため、高コスト化を防止できる。
【0007】
また、耐電食層はチタン製であることから耐摩耗性に優れており、被処理材との接触を原因とした摩耗も殆ど生じず、耐久性が向上する。従ってこの点でも高コスト化を防止できる。
耐電食層は、バスケット本体の周壁内面に対応させてチタン製の内壁材を張り付けると共に、バスケット本体の底部に対応させて底板材を張り付けることにより形成することができる。この場合、内壁材や底板材は網材とするのが好適である。
一方、本発明に係るバスケット用内張材は、化成処理時に被処理材の搬送に用いる透水性のバスケットに対し、その内面に耐電食層を形成させるためのものであって、バスケットの周壁内面に対応する内壁材及びバスケットの底部上面に対応する底板材を有してカゴ形に形成されており、これら内壁材及び底板材は、チタン素材を焼くことによって不導体化させたものとしてある。
【0008】
このような構成の内張材をバスケット内に設けることで、本発明に係る化成処理用バスケットを簡単に実施することができる。またこのように構成させた本発明に係る化成処理用バスケットであれば、内張材の交換が可能であるから、バスケット本体としての寿命を実質的に長らえさせることができることになる。更に、この内張材を製品として流通させることで、既存のバスケット(従来のバスケット)を利用して本発明に係るバスケットを構成させることも可能になる。
【発明の効果】
【0009】
本発明に係る化成処理用バスケットでは、亜鉛メッキの後処理として施す化成処理(色づけ工程)において被処理材に色ハゲが発生するのを防止でき、またこの化成処理がコスト高になるのを防止できる。また本発明に係るバスケット用内張材であれば、簡単に本発明に係る化成処理用バスケットを実施することができる。
【発明を実施するための最良の形態】
【0010】
以下、本発明の実施の形態を、図面に基づき説明する。
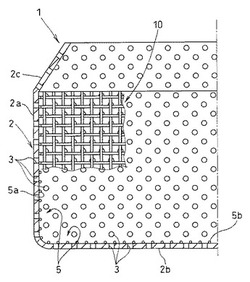
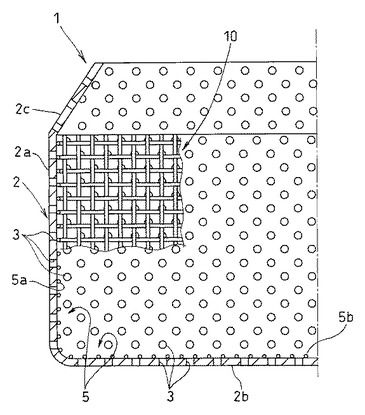
図1及び図2は、本発明に係る化成処理用バスケット1の一実施形態を示している。このバスケット1は、クロメート処理等の化成処理を行うに際して、ボルトやナット等の被処理材を搬送するのに用いるものであって、上方が開口した短円筒形状の容器として形成されたバスケット本体2を有している。このバスケット本体2はステンレス製のパンチングメタルにより形成されており、従ってその周壁2aや底部2bは内外間での透水性を有したものとなっている。
【0011】
バスケット本体2に用いられるパンチングメタルにおいて、各パンチング孔3の孔径や開口率、パンチング孔3の形成領域を周壁2aだけとしたり底部2bだけとしたりの選択等は、このバスケット1に装填する被処理材の大きさ、形状、材質、装填量などに合わせて適宜設定すればよいものである。
図1から明らかなように、バスケット本体2には、周壁2aの内周面全周及び底部2bの上面全部にわたり耐電食層5が設けられている。なお、図例のバスケット本体2は周壁2aの上部に、上部開口ほど径小となる縮径口部2cが設けられたものとしてあるが、この縮径口部2cの内部まで被処理材を装填するといったことはない。従ってこの縮径口部2cの内周面には必ずしも耐電食層5を設ける必要はない。また周壁2aについても、その上周側において化成処理中に被処理材と接触しないことが明確となる領域があれば、この領域へ必ずしも耐電食層5を設ける必要はない。
【0012】
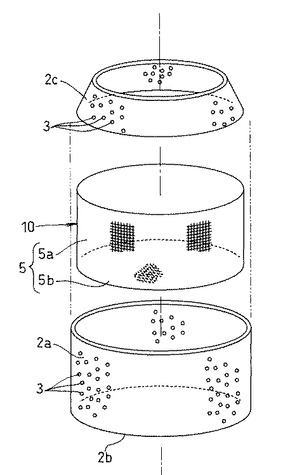
耐電食層5は網材によって形成されたものであり、この網材の形成素材はチタン素材を焼いたものとされている。図2に示すように、耐電食層5はバスケット本体2の周壁2aに対応する内壁材5aと、バスケット本体2の底部2bに対応する底板材5bとを有したもので、これら内壁材5aと底板材5bとは溶接や針金状の結束線による結束により結合されてカゴ形に形成されている。このカゴ形を形成した状態として、本発明に係る内張材10が構成される。
バスケット本体2は周壁2aと底部2bとが一体化され、これに縮径口部2cを溶接により結合することによって形成するのが普通であるが、縮径口部2cを周壁2bに結合する前の段階でこの周壁2b内へ内張材10を嵌め入れ、その後、周壁2bに縮径口部2cを結合するといった手順で、バスケット本体2内へ内張材10を収納させる(即ち、バスケット本体2内に耐電食層5を設ける)とよい。
【0013】
内張材10(耐電食層5)において、その内壁材5aや底板材5bを形成する網目の大きさや網線の線径などは特に限定されるものではなく、被処理材の大きさ、形状等との関連で、被処理材がバスケット本体2の周壁2aや底部2bに接触することがないように設定すればよい。
内張材10(耐電食層5)を形成する場合に、チタン素材を焼く温度や焼く時間は特に限定されるものではないが、要は焼いた後の放冷でチタンが不導体化すればよいのであって、本発明者の試行錯誤の結果、焼いてゆく過程でチタンの素材肌が白っぽくなるような温度まで焼いたときに不導体化が達成されることが確認されている。
【0014】
このような構成を具備して成る本発明のバスケット1であれば、その内面に耐電食層5が設けられているため、バスケット本体2を形成しているステンレス製パンチングメタルと被処理材とは直接接触することがなく、化成処理時にこれら両者間で電食が起こることは略完全に防止される。そのため、被処理材に対して色ハゲが起こることもなく所望する色づけができる。
なお、経年の使用により耐電食層5に万が一摩耗や破損、不導体性の劣化などが起こった場合には、バスケット本体2につき、周壁2aと縮径口部2cとの結合を外して内張材10を交換し、その後に周壁2aと縮径口部2cとを結合させるということを行うことで、バスケット1としての再生が可能である。すなわち、内張材10を製品として流通させることで、バスケット1の実施が容易且つ低コストで行えるものとなり、また既存のバスケット(従来のバスケット)を利用し、本発明に係るバスケット1として構成させることも可能になるわけである。
【0015】
ところで、本発明は上記実施形態に限定されるものではなく、実施の形態に応じて適宜変更可能である。
例えば、耐電食層5は、網材によって形成することが限定されるものではなく、パンチングメタルなどで形成することも可能である。またバスケット本体2の内面に蒸着や塗装によりチタンの付着層を形成させ、この付着層となったチタンを焼くことで不導体化させることによって形成することもできる。
バスケット本体2自体をチタンにより形成し、これを焼くことで不導体化させるようにしてもよい。
【0016】
本発明に係る内張材10は、バスケット本体2内へ設ける段階(図2参照)で、バスケット本体2内においてカゴ形に組み立てられる構成(即ち、内壁材5aと底板材5bとが別体のまま流通するもの)としてもよい。
内張材10は網材により形成することに限定されるものではなく、パンチングメタル等の透水性のある素材で形成することも可能である。網材とする場合も、その網目形状などは何ら限定されるものではない。
なお、バスケット本体2はその使用素材としてステンレス以外のものを使用可能であり、構造的にはワイヤバスケット構造等にすることができ、形状的には角形やバケツ型等にすることができる。
【図面の簡単な説明】
【0017】
【図1】本発明に係る化成処理用バスケットの一実施形態を示した要部拡大断面図である。
【図2】化成処理用バスケットの製造過程を示した分解斜視図である。
【符号の説明】
【0018】
1 バスケット
2 バスケット本体
2a 周壁
2b 底部
5 耐電食層
5a 内壁材
5b 底板材
10 内張材
【技術分野】
【0001】
本発明は、化成処理用バスケット及びバスケット用内張材に関するものである。
【背景技術】
【0002】
亜鉛メッキ(亜鉛を含んだメッキ全般を含める)の後処理として施す化成処理では、メッキ処理後の被処理材(例えばボルトやナット等)を透水性のバスケットへ入れて、このバスケットごと処理槽へ浸漬させてゆくようにする。化成処理の前処理では被処理材を加熱するためにベーキング処理が必要であるから、上記バスケットは耐薬品性と共に耐熱性に優れたステンレス等によって製作されているのが普通である。
なお、化成処理ではバスケットと被処理材との間での電食が原因で色の乗らないハゲ部発生に至る問題が起こるのを回避するため、バスケットの周壁内面及び底部上面にステンレス製の網を張り、これを200℃以上で焼くことで不導体化させたり、或いはPP等の不導体材料製の網を張ったりして対処していた。本発明者もセラミック材料による耐電食皮膜を設ける技術を提案し、高い評価実績をあげている(特許文献1等参照)。
【特許文献1】特開2004−360049号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、化成処理にはこれまで六価クロムが用いられてきたところ、公害や人体への悪影響等を防止する観点から今後は三価クロムへの移行が推進されている。バスケットの周壁内面及び底部上面にステンレス製の網を張り焼くといったことをしても、六価クロムには電食防止に有効であっても三価クロムでは十分な効果を出すには至らず、色の乗らないハゲ部発生に至ることがあった。
これにより、亜鉛メッキの後処理として施す化成処理(色づけ工程)での歩留まりが低下し、選別作業が必要となるので、コスト高を招来することになっていた。
【0004】
また、バスケットの周壁内面及び底部上面にPP等の不導体材料製の網を張った場合、被処理材と網との接触によって網が比較的簡単に摩耗してしまう問題があった。しかも、PP等ではベーキング処理などで変形が起こるということもあり、これらのために頻繁に(一週間程度の短期間で)網の張り替えが必要で、この点でもコスト高を招来するという問題があった。
本発明は、上記事情に鑑みてなされたものであって、亜鉛メッキの後処理として施す化成処理(色づけ工程)において被処理材に色ハゲが発生するのを防止すると共に、この化成処理がコスト高になるのを防止できるようにした化成処理用バスケットを提供することを目的とする。
【0005】
また本発明は、本発明に係る化成処理用バスケットを簡単に実施することができるバスケット用内張材を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記目的を達成するために、本発明は次の手段を講じた。
即ち、本発明に係る化成処理用バスケットは、化成処理時に被処理材の搬送に用いる透水性のバスケットにおいて、バスケット内面のうち被処理材と接触し得る領域がチタン素材を焼くことによって得た耐電食層により形成されている。
このようにチタン素材を焼くことによって得た耐電食層は不導体となることから、三価クロムを用いた化成処理でもバスケットと被処理材との間で電食が起こることがなく、色ハゲの発生を未然に防止できる。従って、亜鉛メッキの後処理として施す化成処理(色づけ工程)での歩留まりが向上し、選別作業が不要となるため、高コスト化を防止できる。
【0007】
また、耐電食層はチタン製であることから耐摩耗性に優れており、被処理材との接触を原因とした摩耗も殆ど生じず、耐久性が向上する。従ってこの点でも高コスト化を防止できる。
耐電食層は、バスケット本体の周壁内面に対応させてチタン製の内壁材を張り付けると共に、バスケット本体の底部に対応させて底板材を張り付けることにより形成することができる。この場合、内壁材や底板材は網材とするのが好適である。
一方、本発明に係るバスケット用内張材は、化成処理時に被処理材の搬送に用いる透水性のバスケットに対し、その内面に耐電食層を形成させるためのものであって、バスケットの周壁内面に対応する内壁材及びバスケットの底部上面に対応する底板材を有してカゴ形に形成されており、これら内壁材及び底板材は、チタン素材を焼くことによって不導体化させたものとしてある。
【0008】
このような構成の内張材をバスケット内に設けることで、本発明に係る化成処理用バスケットを簡単に実施することができる。またこのように構成させた本発明に係る化成処理用バスケットであれば、内張材の交換が可能であるから、バスケット本体としての寿命を実質的に長らえさせることができることになる。更に、この内張材を製品として流通させることで、既存のバスケット(従来のバスケット)を利用して本発明に係るバスケットを構成させることも可能になる。
【発明の効果】
【0009】
本発明に係る化成処理用バスケットでは、亜鉛メッキの後処理として施す化成処理(色づけ工程)において被処理材に色ハゲが発生するのを防止でき、またこの化成処理がコスト高になるのを防止できる。また本発明に係るバスケット用内張材であれば、簡単に本発明に係る化成処理用バスケットを実施することができる。
【発明を実施するための最良の形態】
【0010】
以下、本発明の実施の形態を、図面に基づき説明する。
図1及び図2は、本発明に係る化成処理用バスケット1の一実施形態を示している。このバスケット1は、クロメート処理等の化成処理を行うに際して、ボルトやナット等の被処理材を搬送するのに用いるものであって、上方が開口した短円筒形状の容器として形成されたバスケット本体2を有している。このバスケット本体2はステンレス製のパンチングメタルにより形成されており、従ってその周壁2aや底部2bは内外間での透水性を有したものとなっている。
【0011】
バスケット本体2に用いられるパンチングメタルにおいて、各パンチング孔3の孔径や開口率、パンチング孔3の形成領域を周壁2aだけとしたり底部2bだけとしたりの選択等は、このバスケット1に装填する被処理材の大きさ、形状、材質、装填量などに合わせて適宜設定すればよいものである。
図1から明らかなように、バスケット本体2には、周壁2aの内周面全周及び底部2bの上面全部にわたり耐電食層5が設けられている。なお、図例のバスケット本体2は周壁2aの上部に、上部開口ほど径小となる縮径口部2cが設けられたものとしてあるが、この縮径口部2cの内部まで被処理材を装填するといったことはない。従ってこの縮径口部2cの内周面には必ずしも耐電食層5を設ける必要はない。また周壁2aについても、その上周側において化成処理中に被処理材と接触しないことが明確となる領域があれば、この領域へ必ずしも耐電食層5を設ける必要はない。
【0012】
耐電食層5は網材によって形成されたものであり、この網材の形成素材はチタン素材を焼いたものとされている。図2に示すように、耐電食層5はバスケット本体2の周壁2aに対応する内壁材5aと、バスケット本体2の底部2bに対応する底板材5bとを有したもので、これら内壁材5aと底板材5bとは溶接や針金状の結束線による結束により結合されてカゴ形に形成されている。このカゴ形を形成した状態として、本発明に係る内張材10が構成される。
バスケット本体2は周壁2aと底部2bとが一体化され、これに縮径口部2cを溶接により結合することによって形成するのが普通であるが、縮径口部2cを周壁2bに結合する前の段階でこの周壁2b内へ内張材10を嵌め入れ、その後、周壁2bに縮径口部2cを結合するといった手順で、バスケット本体2内へ内張材10を収納させる(即ち、バスケット本体2内に耐電食層5を設ける)とよい。
【0013】
内張材10(耐電食層5)において、その内壁材5aや底板材5bを形成する網目の大きさや網線の線径などは特に限定されるものではなく、被処理材の大きさ、形状等との関連で、被処理材がバスケット本体2の周壁2aや底部2bに接触することがないように設定すればよい。
内張材10(耐電食層5)を形成する場合に、チタン素材を焼く温度や焼く時間は特に限定されるものではないが、要は焼いた後の放冷でチタンが不導体化すればよいのであって、本発明者の試行錯誤の結果、焼いてゆく過程でチタンの素材肌が白っぽくなるような温度まで焼いたときに不導体化が達成されることが確認されている。
【0014】
このような構成を具備して成る本発明のバスケット1であれば、その内面に耐電食層5が設けられているため、バスケット本体2を形成しているステンレス製パンチングメタルと被処理材とは直接接触することがなく、化成処理時にこれら両者間で電食が起こることは略完全に防止される。そのため、被処理材に対して色ハゲが起こることもなく所望する色づけができる。
なお、経年の使用により耐電食層5に万が一摩耗や破損、不導体性の劣化などが起こった場合には、バスケット本体2につき、周壁2aと縮径口部2cとの結合を外して内張材10を交換し、その後に周壁2aと縮径口部2cとを結合させるということを行うことで、バスケット1としての再生が可能である。すなわち、内張材10を製品として流通させることで、バスケット1の実施が容易且つ低コストで行えるものとなり、また既存のバスケット(従来のバスケット)を利用し、本発明に係るバスケット1として構成させることも可能になるわけである。
【0015】
ところで、本発明は上記実施形態に限定されるものではなく、実施の形態に応じて適宜変更可能である。
例えば、耐電食層5は、網材によって形成することが限定されるものではなく、パンチングメタルなどで形成することも可能である。またバスケット本体2の内面に蒸着や塗装によりチタンの付着層を形成させ、この付着層となったチタンを焼くことで不導体化させることによって形成することもできる。
バスケット本体2自体をチタンにより形成し、これを焼くことで不導体化させるようにしてもよい。
【0016】
本発明に係る内張材10は、バスケット本体2内へ設ける段階(図2参照)で、バスケット本体2内においてカゴ形に組み立てられる構成(即ち、内壁材5aと底板材5bとが別体のまま流通するもの)としてもよい。
内張材10は網材により形成することに限定されるものではなく、パンチングメタル等の透水性のある素材で形成することも可能である。網材とする場合も、その網目形状などは何ら限定されるものではない。
なお、バスケット本体2はその使用素材としてステンレス以外のものを使用可能であり、構造的にはワイヤバスケット構造等にすることができ、形状的には角形やバケツ型等にすることができる。
【図面の簡単な説明】
【0017】
【図1】本発明に係る化成処理用バスケットの一実施形態を示した要部拡大断面図である。
【図2】化成処理用バスケットの製造過程を示した分解斜視図である。
【符号の説明】
【0018】
1 バスケット
2 バスケット本体
2a 周壁
2b 底部
5 耐電食層
5a 内壁材
5b 底板材
10 内張材
【特許請求の範囲】
【請求項1】
化成処理時に被処理材の搬送に用いる透水性のバスケットにおいて、バスケット内面のうち被処理材と接触し得る領域がチタン素材を焼くことによって得た耐電食層(5)により形成されていることを特徴とする化成処理用バスケット。
【請求項2】
前記耐電食層(5)は、バスケット本体(2)の周壁(2a)内面に対応させてチタン製の内壁材(5a)を張り付けると共にバスケット本体(2)の底部(2b)に対応させて底板材(5b)を張り付けることにより形成されていることを特徴とする請求項1記載の化成処理用バスケット。
【請求項3】
前記耐電食層(5)に用いる内壁材(5a)及び底板材(5b)は網材であることを特徴とする請求項2記載の化成処理用バスケット。
【請求項4】
化成処理時に被処理材の搬送に用いる透水性のバスケットに対しその内面に耐電食層(5)を形成させる内張材であって、バスケットの周壁内面に対応する内壁材(5a)及びバスケットの底部上面に対応する底板材(5b)を有してカゴ形に形成されており、これら内壁材(5a)及び底板材(5b)がチタン素材を焼くことによって不導体化させてあることを特徴とするバスケット用内張材。
【請求項1】
化成処理時に被処理材の搬送に用いる透水性のバスケットにおいて、バスケット内面のうち被処理材と接触し得る領域がチタン素材を焼くことによって得た耐電食層(5)により形成されていることを特徴とする化成処理用バスケット。
【請求項2】
前記耐電食層(5)は、バスケット本体(2)の周壁(2a)内面に対応させてチタン製の内壁材(5a)を張り付けると共にバスケット本体(2)の底部(2b)に対応させて底板材(5b)を張り付けることにより形成されていることを特徴とする請求項1記載の化成処理用バスケット。
【請求項3】
前記耐電食層(5)に用いる内壁材(5a)及び底板材(5b)は網材であることを特徴とする請求項2記載の化成処理用バスケット。
【請求項4】
化成処理時に被処理材の搬送に用いる透水性のバスケットに対しその内面に耐電食層(5)を形成させる内張材であって、バスケットの周壁内面に対応する内壁材(5a)及びバスケットの底部上面に対応する底板材(5b)を有してカゴ形に形成されており、これら内壁材(5a)及び底板材(5b)がチタン素材を焼くことによって不導体化させてあることを特徴とするバスケット用内張材。
【図1】


【図2】
【図2】
【公開番号】特開2007−297669(P2007−297669A)
【公開日】平成19年11月15日(2007.11.15)
【国際特許分類】
【出願番号】特願2006−125878(P2006−125878)
【出願日】平成18年4月28日(2006.4.28)
【出願人】(592190486)木田精工株式会社 (26)
【Fターム(参考)】
【公開日】平成19年11月15日(2007.11.15)
【国際特許分類】
【出願日】平成18年4月28日(2006.4.28)
【出願人】(592190486)木田精工株式会社 (26)
【Fターム(参考)】
[ Back to top ]