
化粧シート
【課題】耐磨耗性、耐傷性、耐候性、耐薬品性等を有しつつ、従来のポリプロピレン化粧シートより優れた柔軟性を有し、折り曲げ加工時に白化や割れが生じにくく、かつ意匠性の優れた化粧シートを、結晶化度の低いポリプロピレン樹脂を使用する事なく提供すること。
【解決手段】透明ポリプロピレン系樹脂層が、アイソタクチックペンタッド分率が10〜90%の範囲内にあるホモポリプロピレン成分60〜99重量部とポリブテン成分40〜1重量部からなる混合樹脂からなり、沸騰ヘプタン可溶残分率として規定されるアイソタクチック指数が、1〜90%の範囲内にある事を特徴とする
【解決手段】透明ポリプロピレン系樹脂層が、アイソタクチックペンタッド分率が10〜90%の範囲内にあるホモポリプロピレン成分60〜99重量部とポリブテン成分40〜1重量部からなる混合樹脂からなり、沸騰ヘプタン可溶残分率として規定されるアイソタクチック指数が、1〜90%の範囲内にある事を特徴とする
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主に建築物の玄関ドアやカーテンレール等の表面装飾等に用いられる、熱可塑性樹脂を主原料とする化粧シートのうち、特にポリプロピレン系材料を主成分とする化粧シートに関するものである。
【背景技術】
【0002】
従来、主に建築物の玄関ドアや鋼板材料系エクステリア部材の表面装飾には、鋼板部材に直接装飾模様を塗装する方法や、ポリ塩化ビニル系シートに印刷及び凹凸のエンボス加工を付与した化粧シートを鋼板部材に接着剤を介して貼り合わせる方法などが用いられてきたが、塗装による装飾模様の付与では凹凸感のある意匠が表現しづらく、またポリ塩化ビニル系化粧シートを用いた装飾模様の付与も、近年の環境への意識の高まりから敬遠されがちである。
【0003】
一方、近年の化粧シートの分野では、ポリ塩化ビニル系化粧シートと同等の意匠性を保持しつつ、かつ環境への負荷も少ないポリプロピレンやアクリル樹脂等を主材料とした化粧シートが注目されており、特にポリプロピレン樹脂を主材料とした化粧シートは、原材料費を含めた製造コストが、アクリル樹脂を使用した場合と比べて安価になる傾向にあり、また傷付き性や耐熱性、耐薬品性などの性能が高い事から注目か高まっている。
【0004】
しかしながら、特に化粧シートを金属板に貼り合わせて用いる場合の折り曲げ加工は、通常プレス成形により行われる為、木質基材に貼り合わせて使用した化粧板の様にV溝加工を施してから折り曲げ加工を行う場合と比べて、折り曲げ加工時に化粧シートにかかる延伸負荷が大きく、特にポリプロピレンやアクリル等の樹脂を使用した化粧シートでは、曲げ加工時に局所的に大きく引き伸ばされてしまう為、曲げ加工時に白化や割れを起こしやすいという欠点がある。
【0005】
特に、隠蔽模様層の保護と耐磨耗性、耐傷性・耐候性・耐薬品性などの向上、及び意匠性の向上を目的として、模様を施した基材シートの、隠蔽模様層側に透明樹脂を積層してなるような層構成においては、該透明樹脂にポリプロピレンやアクリル樹脂を用いると、その剛性の高さから、白化や割れが起きやすい。
【0006】
特にポリプロピレン系の化粧シートにおいては、再表層に表面保護層を設ける事が一般的に行なわれるが、この場合も、局所的な樹脂の伸びに表面保護層が追従しきれずに、白化や割れが発生しやすい。
【0007】
ポリプロピレン樹脂層にランダムタイプのポリプロピレンを用いたり、エチレン系、プロピレン系、スチレン系、ブタジエン系、等の材料を単体及び共重合したりするなどしてなるエラストマー成分を添加するなどの施策により、ある程度の白化及び割れの抑制効果が期待できるが、より折り曲げ負荷の大きいものについては、その限りではない。
【0008】
これらの問題を回避する為に、我々はこれまでに鋭意研究開発を行なっており、例えば特許文献1のように、ペンタッド分率の低いホモポリプロピレン樹脂を使用する事で、ポリプロピレン樹脂層及び表面保護層の割れや白化の抑制に効果がある事を見出している。
【0009】
しかしながら、ホモポリプロピレン樹脂の結晶化度とペンタッド分率との間には、ほぼ相関関係があり、ペンタッド分率の低いポリプロピレン樹脂は、結晶化度が低くなってしまう。ポリプロピレン樹脂のガラス転移点は一般的には0℃以下である為、20℃を超えるような室温以上の温度環境下では、非結晶部分の移動度が高くなり、その結果紫外線吸収剤や光安定剤などの添加剤が析出しやすく、耐候性能の面で通常のポリプロピレン樹脂と比べて劣る場合があった。また低分子量成分の析出などにより、経時での表面のべたつきや白濁なども起きやすかった。
【特許文献1】特開2006−88349
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、係る従来技術の欠点に鑑みてなされたもので、その課題とするところは、耐磨耗性、耐傷性、耐候性、耐薬品性等を有しつつ、従来のポリプロピレン化粧シートより優れた柔軟性を有し、折り曲げ加工時に白化や割れが生じにくく、かつ意匠性の優れた化粧シートを、結晶化度の低いポリプロピレン樹脂を使用する事なく提供することにある。
【課題を解決するための手段】
【0011】
本発明はこの課題を解決したものでありすなわちその請求項1に記載の発明は、少なくとも非塩化ビニル系の材料からなる基材シート、隠蔽模様層、単層または複層の透明ポリプロピレン系樹脂層、表面保護層がこの順に積層されてなる化粧シートにおいて、前記透明ポリプロピレン系樹脂層のうちの少なくとも1層に用いる樹脂が、ポリプロピレン成分60〜99重量部とポリブテン成分40〜1重量部からなる混合樹脂からなり、かつ前記混合樹脂の沸騰ヘプタン可溶残分率として規定されるアイソタクチック指数が、1〜90%の範囲内にあり、かつ前記ポリプロピレン系樹脂層のポリプロピレン成分が、アイソタクチックペンタッド分率が10〜90%の範囲内にあるホモポリプロピレンである事を特徴とする化粧シートである。
【0012】
またその請求項2に記載の発明は、前記化粧シートの総厚が、50〜200μmの範囲にある事を特徴とする、請求項1記載の化粧シートである。
【発明の効果】
【0013】
請求項1記載の発明により、ポリプロピレンにポリブテンを混合することで平均分子量が増し、折り曲げ加工などの延伸歪みに対して強靭性が増して樹脂層全体での伸びとなる為にネッキングが起き難くなり、局所的に大きく延伸される事を抑制する事ができる。その結果、鋼板貼り合わせ後の折り曲げ加工において、白化や割れを抑制する事が可能になる。またアイソタクチック指数を限定することで結晶化度を低く抑える事が可能になり、透明ポリプロピレン樹脂層の柔軟性が増すことで、機械的な負荷に対してネッキングが起き難くなり、局所的に大きく延伸される事を抑制できる。その結果、鋼板貼りあわせ後の折り曲げ加工において、白化や割れを抑制すること可能となる。また、ホモポリプロピレン樹脂を用いペンタッド分率を限定することで、熱履歴に対する耐性の高い化粧シートを得る事ができる。
【0014】
請求項2記載の発明により、折り曲げ加工時の最表層部での伸びの割合を低く抑える事ができるのと同時に、化粧シート層全体の柔軟性を付与する事が可能になる為、延伸歪みにより局所的に大きな伸びが発生する事を抑制する効果が得られる。
【発明を実施するための最良の形態】
【0015】
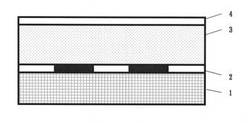
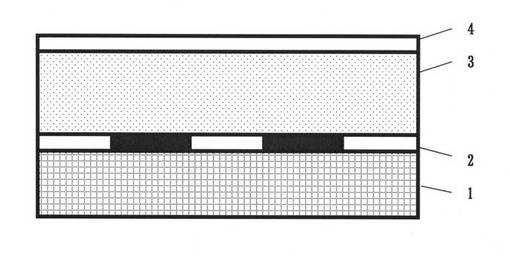
以下、本発明を図面に基づき詳細に説明する。図1に本発明の化粧シートの一実施例の断面の形状を示すが、本発明の請求の範囲内であれば、必ずしもこの内容に限定されるものではない。非塩化ビニル系の材料から成る基材シート1上に、隠蔽模様層2、透明ポリプロピレン系樹脂層3、表面保護層4を積層してなる。
きる。
【0016】
本発明における基材シート1は化粧シートの基材として用いられる。材料としては、ポリ塩化ビニル以外の材料であれば、化粧シートの用途や価格、使い勝手等を勘案して任意に選んでかまわないが、ポリプロピレンやポリエチレン等のポリオレフィン系樹脂が広く一般に用いられている。上記以外では、例えばエチレン酢酸ビニル共重合体、エチレンビニルアルコール共重合体、ポリスチレン、ABS、ポリメタクリル酸メチル、ポリアクリル酸メチル、ポリアクリル酸ブチル、ポリ酢酸ビニル、ポリビニルアルコール、ポリビニルブチラール、ポリビニルアセタール、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリカーボネート、ポリウレタン、ポリアミド、ナイロン6、ナイロン66、ポリ乳酸、紙、等を用いる場合がある。また必要に応じて、これらの材料を組み合わせて多層にして使用しても良い。
【0017】
隠蔽模様層2は化粧シートに木目柄、石目柄、砂地柄、抽象柄など意匠性を付与するため、あるいはベタ着色で基材シートを隠蔽するために設けられる。隠蔽模様層2の形成方法としては、基材シート1の表面あるいは裏面あるいはその両方に、グラビア印刷、オフセット印刷、凹版印刷、スクリーン印刷、フレキソ印刷、シルク印刷、静電印刷、インクジェット印刷等の公知の印刷技法を用いるのが一般的であるが、必ずしもこれに限定されるものではない。また用いられるインキも公知のもの、すなわちビヒクルに染料または顔料等の着色剤、体質顔剤を添加し、さらに可塑剤、安定剤、ワックス、グリース、乾燥剤、硬化剤、増粘剤、分散剤、充填剤等を任意に添加して溶剤、希釈剤等で充分に希釈、攪拌してなるものでよい。
【0018】
基材シート1の製造方法としてTダイ押出し法を用いる場合には、基材シート1に直接着色し、押出し製膜してこれを隠蔽模様層2として隠蔽の効果を持たせることもできる。着色方法としては、顔料を分散助剤や界面活性剤で処理した微粉末状の着色剤を使用するドライカラー法、樹脂と高濃度の顔料を溶融混連して予備分散したマスターバッチペレットを作製し、押出しホッパー内で着色のされていない通常の樹脂とドライブレンドするマスターバッチ法等があり、特に限定されるものではない。顔料の種類も、通常用いられているもので良いが、特に耐候性、耐熱性を考慮して、酸化チタン、群青、カドミウム顔料、酸化鉄等の無機顔料が望ましい。また有機顔料でもフタロシアニン顔料、キナクリドン顔料等は使用できる。顔料の色や配合比率は隠蔽の度合いや意匠性等を鑑みて任意に決められるものであり、特に制約はない。
【0019】
また基材シート1に隠蔽模様層2を施す方法として、基材シート1の樹脂とは流動特性の異なる樹脂に高濃度の顔料を溶融混連して予備分散せしめたマスターバッチペレット、あるいは木紛、ガラス粉末等を添加して、基材シート1の樹脂と共に押出し製膜して基材シート1を形成することにより、基材シート1に隠蔽模様層2を形成する方法がある。
【0020】
もちろん、前記隠蔽模様層2を形成する方法の複数を併用することも可能である。また、基材シート1の製造方法としては、他にカレンダー法が一般的に用いられているが、その場合も、ほぼ同様の手法を用いて、隠蔽模様層2を形成することができる。
【0021】
本発明における透明ポリプロピレン系樹脂層3は、化粧シートの意匠性向上や隠蔽模様層2の保護、表面の耐磨耗性、耐薬品性、耐傷性及び耐候性等を付与するために設けられる。前記透明ポリプロピレン系樹脂層3は単層または複層からなるものであって良いが、すくなくとも1層に用いる樹脂がポリプロピレン成分60〜99重量部とポリブテン成分40〜1重量部の割合の混合樹脂であり、かつ前記混合樹脂の沸騰ヘプタン可溶残分率として規定されるアイソタクチック指数が、1〜90%の範囲内にあり、かつ前記ポリプロピレン系樹脂層のポリプロピレン成分が、アイソタクチックペンタッド分率が10〜90%の範囲内にあるホモポリプロピレンであるものが用いられる。
【0022】
前記ポリブテンは1重量部以上添加することで混合樹脂全体の平均分子量が上がり、折り曲げ加工などの延伸歪みに対する強靭性が増して樹脂層全体での伸びとなる為、局所的に大きく延伸される事を抑制する事ができる。ただし40重量部よりも多いとポリプロピレンと比較して融点の低いポリブテンの影響で耐熱性能が低くなる。またポリブテンは結晶か速度が比較して遅いので、加工直後と経過後での透明性の違いが顕著に見られてしまうため、安定した意匠性を得ることができなくなってしまう。
【0023】
前記アイソタクチック指数は結晶化の度合いを示す指標のひとつであり、沸騰n−ヘプタンによって抽出された残分の、抽出前に対する割合のことである。本発明ではこれを90%以下とすることにより結晶化を抑制し、透明ポリプロピレン樹脂層の柔軟性が増すことで、機械的な負荷に対してネッキングが起き難くなり、局所的に大きく延伸される事を抑制できる。その結果、鋼板貼りあわせ後の折り曲げ加工において、白化や割れを抑制すること可能となる。前記アイソタクチック指数を1〜90%の範囲内とするには、前記ポリプロピレンとポリブテンを適宜選択することで可能であり、あるいは前記ポリプロピレンとポリブテンの樹脂成分の割合を上記範囲とした上で適宜調整することで可能である。
【0024】
前記アイソタクチックペンタッド分率とは、マクロモレキュールズ、6巻、6号、11月〜12月、925〜926頁(1973年)〔Macromolecules,Vol.6,No.6,November−December,925〜926(1973)〕に発表されている方法、すなわち13C−NMRを使用して測定されるプロピレン系重合体分子鎖中のペンタッド単位でのアイソタクチック分率である。言い換えると該分率は、プロピレンモノマー単位が5個連続してアイソタクチック結合したプロピレンモノマー単位の分率を意味する。上述の13C−NMRを使用した測定におけるスペクトルピークの帰属決定法は、マクロモレキュールズ、8巻、5号、9月〜10月、687〜689頁(1975年)〔Macromolecules,Vol.8,No.5,September−October,687〜689(1975)〕に基づくものである。本発明ではこれを10〜79%の範囲内とすることにより、ポリプロピレン樹脂の中でも相対的に耐熱性の高いポリプロピレン樹脂を用いることで、鋼板貼り合わせ後の折り曲げ加工において、白化や割れを抑制する事が可能になるだけでなく、熱履歴に対する耐性の高い化粧シートを得る事ができる。アイソタクチックペンタッド分率を10〜79%の範囲内とするには、そのようなホモポリプロピレンを選択すれば良い。
【0025】
また、化粧シートの更なる意匠性向上や隠蔽模様層の保護、耐磨耗性、耐薬品性、耐傷性等の発現に加え、化粧シートに所定の艶を持たせる為に、適宜、透明ポリプロピレン系樹脂層3を複層設けてもよい。
【0026】
化粧シートへの耐候性の付与の為、透明ポリプロピレン系樹脂層3への紫外線吸収剤及び光安定剤等の添加は好適に行われる。紫外線吸収剤としては、所望する紫外線吸収効果を有する範囲内で、かつ化粧シートの耐候性以外の特性に大きな影響を与えない範囲であれば、特にその成分や添加量に制限はないが、例えば、2−[2−ヒドロキシ−3,5−ビス(α、α−ジメチルベンジル)フェニル]−2H−ベンゾトリアゾール、2−(3−t−ブチル−5−メチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール、2−(3、5−t−ブチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール、2−(2−ヒドロキシ−5−t−オクチルフェニル)−ベンゾトリアゾール等のベンゾトリアゾール系紫外線吸収剤、2−ヒドロキシ−4−メトキシベンゾフェノン、2,2’−ジヒドロキシ−4−メトキシベンゾフェノン等のベンゾフェノン系紫外線吸収剤、2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−[(ヘキシル)オキシ]−フェノール等のトリアジン系紫外線吸収剤、酸化セリウム、酸化チタン等の無機系紫外線吸収剤等の中から1種あるいは1種以上を任意に組み合わせて添加することが可能である。
【0027】
光安定剤も所望する紫外線吸収効果を有する範囲内で、かつ化粧シートの耐候性以外の特性に大きな影響を与えない範囲であれば、特にその成分や添加量に制限はない。例えばコハク酸ジメチル・1−(2−ヒドロキシエチル)−4−ヒドロキシ−2,2,6,6−テトラメチルピペリジン、ポリ[{6−(1,1,3,3−テトラメチルブチル)アミノ−1,3,5−トリアジン−2,4ジイル}{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}ヘキサメチレン{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}]、N,N’−ビス(3−アミノプロピル)エチレンジアミン・2,4−ビス[N−ブチル−N−(1,2,2,6,6−ペンタメチル−4ピペリジル)アミノ]−6−クロロ−1,3,5−トリアジン、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、2−(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−2−n−ブチルマロン酸ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)、テトラキス(1,2,2,6,6−ペンタメチル−4−ピペリジル)1,2,3,4−ブタンテトラカルボキシラート等のヒンダードアミン系光安定剤、2,4−ジ−t−ブチルフェニル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエート等のベンゾエート系光安定剤、ビス−(2,2,6,6−テトラメチル−1−(オクチルキシ)−4−ピペリジニル)エステル等のアミノエーテル型の光安定剤等から1種あるいは1種以上を任意に組み合わせて使用することが可能である。
【0028】
その他にも必要に応じて、熱安定剤、難燃剤、ブロッキング防止剤等が添加される。熱安定剤は、ペンタエリスリチル−テトラキス[3−(3、5−ジ−t−ブチル−4−ヒドロキシフェニル)]−プロピオネート、2、4−ビス−(n−オクチルチオ)−6−(4−ヒドロキシ−3,5−ジ−t−ブチルアニリノ)−1,3,5−トリアジン、オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、1,3,5−トリメチル−2,4,6−トリス(3,5−t−ブチル−4−ヒドロキシベンジル)ベンゼン、1,3,5−トリス(4−t−ブチル−3−ヒドロキシ−2,6−ジメチルベンジル)イソシアヌル酸等のヒンダードフェノール系酸化防止剤、2,2’−メチレンビス(4−エチル−6−t−ブチルフェノール)、2,2’−メチレンビス(4−メチル−6−t−ブチルフェノール)等のフェノール系酸化防止剤、トリス(2,4−ジ−t−ブチルフェニル)フォスファイトに代表される燐系酸化防止剤等の中から1種、あるは1種以上組み合わせて使用可能である。
【0029】
難燃剤としては水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸マグネシウム等の無機系化合物や燐酸エステル系の難燃剤等があるが、特に成分に限定は無い。但し、環境を考慮した非塩化ビニル製シートであるならば、ハロゲン系の難燃剤の使用は考慮する必要がある。
【0030】
ブロッキング防止剤は珪酸アルミニウム、酸化珪素、ハイドロタルサイト、炭酸カルシウム等の無機系ブロッキング防止剤、脂肪酸アミドのような有機系ブロッキング防止剤等が任意に添加される。但し、ブロッキング防止剤の使用に関しては、積層界面の密着力を低下させる危険性もある為、注意が必要である。
【0031】
また、立体感と表面の艶を調整するため、適宜凹陥模様を設けてもよい。凹陥模様を施す方法としては、通常の熱圧エンボス加工法でよく、何ら限定されるものではない。また、前記ポリプロピレン樹脂層5の形成方法としてTダイ押出法を用いる場合には、溶融樹脂を冷却固化させるチルロールの表面に、化粧シートに付与したい凹陥模様とは凹凸を正反対にした模様を施しておき、押し出された樹脂をチルロールとプレスロールとの間でエンボスして、ポリプロピレン樹脂層5の表面に凹陥模様を施す方法が一般的である。
【0032】
前記透明ポリプロピレン系樹脂層3を積層する方法としては、熱及び圧力をかけて貼り合わせる熱ラミネーション法、接着剤を介して貼り合わせるドライラミネーション法およびウェットラミネーション法、基材シート上にポリプロピレン樹脂をTダイから溶融押出しする押出ラミネーション法の他、ニーラムラミネーション法、サンドラミネーション法などの手法がある。このなかで、押出ラミネーション法がもっとも生産性が良いが、樹脂のメルトフローレートが低い場合には、高速且つ安定した条件で製膜する事が困難になる事もある。その場合は、ドライラミネーション法やニーラムラミネーション法などの手法が好適である。メルトフローレートが低い樹脂を用いて押出ラミネーション法を用いる場合には、樹脂の溶融温度を高めに設定する事で、高速且つ安定した条件で製膜する事が可能になる事もあるが、その場合でも、溶融温度が300℃を超えてくると、樹脂の酸化劣化がおき易くなるため、注意が必要である。また押出ラミネーション法を用いて積層する場合には、隠蔽模様層2の最外表層にアンカーコート層の積層が好適に用いられる。アンカーコート層の材質は特に限定されるものではないが、イソシアネート硬化型あるいは電子線硬化型のポリエステル系のものが好適である。
【0033】
本発明における表面保護層4は、非塩化ビニル系の材料からなる基材シート1からなる化粧シート、特にはポリプロピレン樹脂を基材シート1として用いた化粧シートに対して耐傷付き性、耐候性、光沢値の調整、などの性能を付与する為に用いられる。表面保護層4の材質は、前記の諸物性に加えて、前記透明ポリプロピレン系樹脂層3との密着等が充分にあれば、特に規定されるものではないが、多官能アクリレート樹脂をイソシアネートで硬化させた2液硬化型樹脂が好適に用いられ、柔軟性をより重視する場合には、多官能アクリレート樹脂をイソシアネートで硬化させたものとポリウレタン樹脂との併用系が好適に用いられる。また、添加剤として前記紫外線吸収剤、光安定剤、熱安定剤、難燃剤、ブロッキング防止剤等が適宜添加される。
【0034】
そのほかに、本発明の化粧シートと、木質系ボード類や無機系ボード類や金属板等との密着強度を向上させるために、必要に応じて基材シート1の裏面にプライマー層を設けても良い。このプライマー層に関しては、基材との充分な密着強度が得られており、かつ積層時の基材シートと木質系ボード類、無機系ボード類、金属板等との間でのシートの浮き等が発生しなければ、特に規定されるものではないが、ポリウレタン系のものを使用するのが好適である。
【0035】
このようにして作られた化粧シートを金属板上に接着することにより得られる化粧板は、従来のものと同等レベルの耐薬品性、耐候性を保持しつつ、従来のものと比べて曲げ加工時の白化や割れが少なく、意匠性の優れた化粧板となる。
【0036】
本発明の化粧シートは、総厚を50〜200μmの範囲にする事で、実用上十分な耐候性能を有しつつ、鋼板貼り合わせ後の折り曲げ加工に対する白化が生じにくくする事が可能になる。総厚が50μmより小さくなると、紫外線などによる材料劣化が起き易くなる為に耐候性能が低下してしまう恐れがあり、また200μmより大きくなると、鋼板貼り合わせ後の折り曲げ加工に対して、化粧シート最表層部の伸びが大きすぎる為に、割れや白化が発生してしまう恐れがある。
【実施例1】
【0037】
基材シートとして、無機系の酸化チタン及び炭酸カルシウムを混合した、厚み70μmのランダムポリプロピレンシートを用い、この上に、グラビア印刷法により隠蔽模様層として木質柄模様を施した。その後に、イソシアネート硬化型のポリエステル系アンカーコート剤(三井化学ポリウレタン(株)製「タケラックA3210」<主剤>と三井化学ポリウレタン(株)製「タケネートA3075」<硬化剤>を主剤:硬化剤=3:1で混合)を塗布厚1μmで塗工した。
【0038】
一方、透明ポリプロピレン系樹脂層のうちの少なくとも1層に用いる樹脂として、アイソタクチックペンタッド分率が70%のホモポリプロピレン樹脂((株)プライムポリマー社「プライムTPO」(MFR4.5g/10min、結晶融解温度160℃))を90重量部と、ホモポリブテン樹脂(サンアロマー(株)製「PB−1」(MFR=4g/10min、結晶融解温度125℃))を10重量部とをスクリュー系65mm、L/D=28の1軸押出機にて、押出温度250℃で溶融混練押し出し、Tダイよりアンカーコート剤を塗布した前記基材シート上に、押出ラミネート法により、押出厚み70μmで積層した。尚、ラミネート積層界面の溶融樹脂層側に、オゾンガスをオゾン濃度20g/m3、オゾン流量3.0m3/時間の量で吹き付けた。
【0039】
最後に、このシートの最外表面に、表面保護層として、前記と同様に光安定剤と紫外線吸収剤を添加した2液硬化型ウレタン系表面保護剤(DIC(株)製「UCクリヤー」)を厚み約6μmで塗布し、化粧シートを作製した。作製した化粧シートの総厚を測定したところ、150μmであった。また、Tダイキャスト製膜法により、前記溶融混練樹脂を単層製膜し、アイソタクチック指数を測定したところ、66%であった。
【実施例2】
【0040】
押出ラミネート法における、押出厚みを150μmとした他は実施例1と同様にして化粧シートを作製した。作製した化粧シートの総厚を測定したところ、230μmであった。
【実施例3】
【0041】
前記ホモポリプロピレン樹脂を70重量部、前記ホモポリブテン樹脂を30重量部とした以外は実施例1と同様にして化粧シートを作製した。
【0042】
<比較例1>
前記ホモポリブテン樹脂を未使用とした他は、実施例1と同様の手法を用いて、化粧シートを得た。また、Tダイキャスト製膜法により単層製膜し、アイソタクチック指数を測定したところ、70%であった。
【0043】
<比較例2>
前記ホモポリプロピレン樹脂を55重量部、前記ホモポリブテン樹脂を45重量部とした以外は実施例1と同様にして化粧シートを作製した。
【0044】
<比較例3>
前記ホモポリプロピレン樹脂のかわりに、エチレンが4.2重量部の割合でプロピレン中にランダム共重合されたポリプロピレン樹脂((株)プライムポリマー「プライムポリプロ」(MFR20g/10min、結晶融解温度133℃))を用いた以外は実施例1と同様にして化粧シートを得た。また、Tダイキャスト製膜法により単層製膜し、アイソタクチック指数を測定したところ、92%であった。
【0045】
<鋼板化粧板>
厚み0.5mmの鋼板基材上に、オレフィン・鋼板接着用接着剤(日立化成ポリマー株式会社製:ハイボン)を塗布厚20μmで塗布した後に180℃の熱で3分間過熱して接着剤活性化させた後、実施例1〜3、比較例1〜3の化粧シートをシリコン製ロールでニップしながら積層し、かつ積層直後に冷却水による冷却を行ない、その後に化粧版表層の水分を除去する事で、鋼板化粧版を得た。
【0046】
<性能比較>
上記の様にして得られた実施例1〜3及び比較例1〜3の化粧板に対し、表1左下欄に記載の条件で折り曲げプレス加工を行ない、折り曲げ加工部の白化や割れの程度を観察した。結果を表1に示す
【0047】
【表1】

【産業上の利用可能性】
【0048】
本発明の化粧シートは主に建築物の玄関ドアやカーテンレール等の表面装飾等に使用可能である。
【図面の簡単な説明】
【0049】
【図1】本発明における化粧シートの一実施例の断面の構造を示す説明図である。
【符号の説明】
【0050】
1…基材シート
2…隠蔽模様層
3…透明ポリプロピレン系樹脂層
4…表面保護層
【技術分野】
【0001】
本発明は、主に建築物の玄関ドアやカーテンレール等の表面装飾等に用いられる、熱可塑性樹脂を主原料とする化粧シートのうち、特にポリプロピレン系材料を主成分とする化粧シートに関するものである。
【背景技術】
【0002】
従来、主に建築物の玄関ドアや鋼板材料系エクステリア部材の表面装飾には、鋼板部材に直接装飾模様を塗装する方法や、ポリ塩化ビニル系シートに印刷及び凹凸のエンボス加工を付与した化粧シートを鋼板部材に接着剤を介して貼り合わせる方法などが用いられてきたが、塗装による装飾模様の付与では凹凸感のある意匠が表現しづらく、またポリ塩化ビニル系化粧シートを用いた装飾模様の付与も、近年の環境への意識の高まりから敬遠されがちである。
【0003】
一方、近年の化粧シートの分野では、ポリ塩化ビニル系化粧シートと同等の意匠性を保持しつつ、かつ環境への負荷も少ないポリプロピレンやアクリル樹脂等を主材料とした化粧シートが注目されており、特にポリプロピレン樹脂を主材料とした化粧シートは、原材料費を含めた製造コストが、アクリル樹脂を使用した場合と比べて安価になる傾向にあり、また傷付き性や耐熱性、耐薬品性などの性能が高い事から注目か高まっている。
【0004】
しかしながら、特に化粧シートを金属板に貼り合わせて用いる場合の折り曲げ加工は、通常プレス成形により行われる為、木質基材に貼り合わせて使用した化粧板の様にV溝加工を施してから折り曲げ加工を行う場合と比べて、折り曲げ加工時に化粧シートにかかる延伸負荷が大きく、特にポリプロピレンやアクリル等の樹脂を使用した化粧シートでは、曲げ加工時に局所的に大きく引き伸ばされてしまう為、曲げ加工時に白化や割れを起こしやすいという欠点がある。
【0005】
特に、隠蔽模様層の保護と耐磨耗性、耐傷性・耐候性・耐薬品性などの向上、及び意匠性の向上を目的として、模様を施した基材シートの、隠蔽模様層側に透明樹脂を積層してなるような層構成においては、該透明樹脂にポリプロピレンやアクリル樹脂を用いると、その剛性の高さから、白化や割れが起きやすい。
【0006】
特にポリプロピレン系の化粧シートにおいては、再表層に表面保護層を設ける事が一般的に行なわれるが、この場合も、局所的な樹脂の伸びに表面保護層が追従しきれずに、白化や割れが発生しやすい。
【0007】
ポリプロピレン樹脂層にランダムタイプのポリプロピレンを用いたり、エチレン系、プロピレン系、スチレン系、ブタジエン系、等の材料を単体及び共重合したりするなどしてなるエラストマー成分を添加するなどの施策により、ある程度の白化及び割れの抑制効果が期待できるが、より折り曲げ負荷の大きいものについては、その限りではない。
【0008】
これらの問題を回避する為に、我々はこれまでに鋭意研究開発を行なっており、例えば特許文献1のように、ペンタッド分率の低いホモポリプロピレン樹脂を使用する事で、ポリプロピレン樹脂層及び表面保護層の割れや白化の抑制に効果がある事を見出している。
【0009】
しかしながら、ホモポリプロピレン樹脂の結晶化度とペンタッド分率との間には、ほぼ相関関係があり、ペンタッド分率の低いポリプロピレン樹脂は、結晶化度が低くなってしまう。ポリプロピレン樹脂のガラス転移点は一般的には0℃以下である為、20℃を超えるような室温以上の温度環境下では、非結晶部分の移動度が高くなり、その結果紫外線吸収剤や光安定剤などの添加剤が析出しやすく、耐候性能の面で通常のポリプロピレン樹脂と比べて劣る場合があった。また低分子量成分の析出などにより、経時での表面のべたつきや白濁なども起きやすかった。
【特許文献1】特開2006−88349
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、係る従来技術の欠点に鑑みてなされたもので、その課題とするところは、耐磨耗性、耐傷性、耐候性、耐薬品性等を有しつつ、従来のポリプロピレン化粧シートより優れた柔軟性を有し、折り曲げ加工時に白化や割れが生じにくく、かつ意匠性の優れた化粧シートを、結晶化度の低いポリプロピレン樹脂を使用する事なく提供することにある。
【課題を解決するための手段】
【0011】
本発明はこの課題を解決したものでありすなわちその請求項1に記載の発明は、少なくとも非塩化ビニル系の材料からなる基材シート、隠蔽模様層、単層または複層の透明ポリプロピレン系樹脂層、表面保護層がこの順に積層されてなる化粧シートにおいて、前記透明ポリプロピレン系樹脂層のうちの少なくとも1層に用いる樹脂が、ポリプロピレン成分60〜99重量部とポリブテン成分40〜1重量部からなる混合樹脂からなり、かつ前記混合樹脂の沸騰ヘプタン可溶残分率として規定されるアイソタクチック指数が、1〜90%の範囲内にあり、かつ前記ポリプロピレン系樹脂層のポリプロピレン成分が、アイソタクチックペンタッド分率が10〜90%の範囲内にあるホモポリプロピレンである事を特徴とする化粧シートである。
【0012】
またその請求項2に記載の発明は、前記化粧シートの総厚が、50〜200μmの範囲にある事を特徴とする、請求項1記載の化粧シートである。
【発明の効果】
【0013】
請求項1記載の発明により、ポリプロピレンにポリブテンを混合することで平均分子量が増し、折り曲げ加工などの延伸歪みに対して強靭性が増して樹脂層全体での伸びとなる為にネッキングが起き難くなり、局所的に大きく延伸される事を抑制する事ができる。その結果、鋼板貼り合わせ後の折り曲げ加工において、白化や割れを抑制する事が可能になる。またアイソタクチック指数を限定することで結晶化度を低く抑える事が可能になり、透明ポリプロピレン樹脂層の柔軟性が増すことで、機械的な負荷に対してネッキングが起き難くなり、局所的に大きく延伸される事を抑制できる。その結果、鋼板貼りあわせ後の折り曲げ加工において、白化や割れを抑制すること可能となる。また、ホモポリプロピレン樹脂を用いペンタッド分率を限定することで、熱履歴に対する耐性の高い化粧シートを得る事ができる。
【0014】
請求項2記載の発明により、折り曲げ加工時の最表層部での伸びの割合を低く抑える事ができるのと同時に、化粧シート層全体の柔軟性を付与する事が可能になる為、延伸歪みにより局所的に大きな伸びが発生する事を抑制する効果が得られる。
【発明を実施するための最良の形態】
【0015】
以下、本発明を図面に基づき詳細に説明する。図1に本発明の化粧シートの一実施例の断面の形状を示すが、本発明の請求の範囲内であれば、必ずしもこの内容に限定されるものではない。非塩化ビニル系の材料から成る基材シート1上に、隠蔽模様層2、透明ポリプロピレン系樹脂層3、表面保護層4を積層してなる。
きる。
【0016】
本発明における基材シート1は化粧シートの基材として用いられる。材料としては、ポリ塩化ビニル以外の材料であれば、化粧シートの用途や価格、使い勝手等を勘案して任意に選んでかまわないが、ポリプロピレンやポリエチレン等のポリオレフィン系樹脂が広く一般に用いられている。上記以外では、例えばエチレン酢酸ビニル共重合体、エチレンビニルアルコール共重合体、ポリスチレン、ABS、ポリメタクリル酸メチル、ポリアクリル酸メチル、ポリアクリル酸ブチル、ポリ酢酸ビニル、ポリビニルアルコール、ポリビニルブチラール、ポリビニルアセタール、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリカーボネート、ポリウレタン、ポリアミド、ナイロン6、ナイロン66、ポリ乳酸、紙、等を用いる場合がある。また必要に応じて、これらの材料を組み合わせて多層にして使用しても良い。
【0017】
隠蔽模様層2は化粧シートに木目柄、石目柄、砂地柄、抽象柄など意匠性を付与するため、あるいはベタ着色で基材シートを隠蔽するために設けられる。隠蔽模様層2の形成方法としては、基材シート1の表面あるいは裏面あるいはその両方に、グラビア印刷、オフセット印刷、凹版印刷、スクリーン印刷、フレキソ印刷、シルク印刷、静電印刷、インクジェット印刷等の公知の印刷技法を用いるのが一般的であるが、必ずしもこれに限定されるものではない。また用いられるインキも公知のもの、すなわちビヒクルに染料または顔料等の着色剤、体質顔剤を添加し、さらに可塑剤、安定剤、ワックス、グリース、乾燥剤、硬化剤、増粘剤、分散剤、充填剤等を任意に添加して溶剤、希釈剤等で充分に希釈、攪拌してなるものでよい。
【0018】
基材シート1の製造方法としてTダイ押出し法を用いる場合には、基材シート1に直接着色し、押出し製膜してこれを隠蔽模様層2として隠蔽の効果を持たせることもできる。着色方法としては、顔料を分散助剤や界面活性剤で処理した微粉末状の着色剤を使用するドライカラー法、樹脂と高濃度の顔料を溶融混連して予備分散したマスターバッチペレットを作製し、押出しホッパー内で着色のされていない通常の樹脂とドライブレンドするマスターバッチ法等があり、特に限定されるものではない。顔料の種類も、通常用いられているもので良いが、特に耐候性、耐熱性を考慮して、酸化チタン、群青、カドミウム顔料、酸化鉄等の無機顔料が望ましい。また有機顔料でもフタロシアニン顔料、キナクリドン顔料等は使用できる。顔料の色や配合比率は隠蔽の度合いや意匠性等を鑑みて任意に決められるものであり、特に制約はない。
【0019】
また基材シート1に隠蔽模様層2を施す方法として、基材シート1の樹脂とは流動特性の異なる樹脂に高濃度の顔料を溶融混連して予備分散せしめたマスターバッチペレット、あるいは木紛、ガラス粉末等を添加して、基材シート1の樹脂と共に押出し製膜して基材シート1を形成することにより、基材シート1に隠蔽模様層2を形成する方法がある。
【0020】
もちろん、前記隠蔽模様層2を形成する方法の複数を併用することも可能である。また、基材シート1の製造方法としては、他にカレンダー法が一般的に用いられているが、その場合も、ほぼ同様の手法を用いて、隠蔽模様層2を形成することができる。
【0021】
本発明における透明ポリプロピレン系樹脂層3は、化粧シートの意匠性向上や隠蔽模様層2の保護、表面の耐磨耗性、耐薬品性、耐傷性及び耐候性等を付与するために設けられる。前記透明ポリプロピレン系樹脂層3は単層または複層からなるものであって良いが、すくなくとも1層に用いる樹脂がポリプロピレン成分60〜99重量部とポリブテン成分40〜1重量部の割合の混合樹脂であり、かつ前記混合樹脂の沸騰ヘプタン可溶残分率として規定されるアイソタクチック指数が、1〜90%の範囲内にあり、かつ前記ポリプロピレン系樹脂層のポリプロピレン成分が、アイソタクチックペンタッド分率が10〜90%の範囲内にあるホモポリプロピレンであるものが用いられる。
【0022】
前記ポリブテンは1重量部以上添加することで混合樹脂全体の平均分子量が上がり、折り曲げ加工などの延伸歪みに対する強靭性が増して樹脂層全体での伸びとなる為、局所的に大きく延伸される事を抑制する事ができる。ただし40重量部よりも多いとポリプロピレンと比較して融点の低いポリブテンの影響で耐熱性能が低くなる。またポリブテンは結晶か速度が比較して遅いので、加工直後と経過後での透明性の違いが顕著に見られてしまうため、安定した意匠性を得ることができなくなってしまう。
【0023】
前記アイソタクチック指数は結晶化の度合いを示す指標のひとつであり、沸騰n−ヘプタンによって抽出された残分の、抽出前に対する割合のことである。本発明ではこれを90%以下とすることにより結晶化を抑制し、透明ポリプロピレン樹脂層の柔軟性が増すことで、機械的な負荷に対してネッキングが起き難くなり、局所的に大きく延伸される事を抑制できる。その結果、鋼板貼りあわせ後の折り曲げ加工において、白化や割れを抑制すること可能となる。前記アイソタクチック指数を1〜90%の範囲内とするには、前記ポリプロピレンとポリブテンを適宜選択することで可能であり、あるいは前記ポリプロピレンとポリブテンの樹脂成分の割合を上記範囲とした上で適宜調整することで可能である。
【0024】
前記アイソタクチックペンタッド分率とは、マクロモレキュールズ、6巻、6号、11月〜12月、925〜926頁(1973年)〔Macromolecules,Vol.6,No.6,November−December,925〜926(1973)〕に発表されている方法、すなわち13C−NMRを使用して測定されるプロピレン系重合体分子鎖中のペンタッド単位でのアイソタクチック分率である。言い換えると該分率は、プロピレンモノマー単位が5個連続してアイソタクチック結合したプロピレンモノマー単位の分率を意味する。上述の13C−NMRを使用した測定におけるスペクトルピークの帰属決定法は、マクロモレキュールズ、8巻、5号、9月〜10月、687〜689頁(1975年)〔Macromolecules,Vol.8,No.5,September−October,687〜689(1975)〕に基づくものである。本発明ではこれを10〜79%の範囲内とすることにより、ポリプロピレン樹脂の中でも相対的に耐熱性の高いポリプロピレン樹脂を用いることで、鋼板貼り合わせ後の折り曲げ加工において、白化や割れを抑制する事が可能になるだけでなく、熱履歴に対する耐性の高い化粧シートを得る事ができる。アイソタクチックペンタッド分率を10〜79%の範囲内とするには、そのようなホモポリプロピレンを選択すれば良い。
【0025】
また、化粧シートの更なる意匠性向上や隠蔽模様層の保護、耐磨耗性、耐薬品性、耐傷性等の発現に加え、化粧シートに所定の艶を持たせる為に、適宜、透明ポリプロピレン系樹脂層3を複層設けてもよい。
【0026】
化粧シートへの耐候性の付与の為、透明ポリプロピレン系樹脂層3への紫外線吸収剤及び光安定剤等の添加は好適に行われる。紫外線吸収剤としては、所望する紫外線吸収効果を有する範囲内で、かつ化粧シートの耐候性以外の特性に大きな影響を与えない範囲であれば、特にその成分や添加量に制限はないが、例えば、2−[2−ヒドロキシ−3,5−ビス(α、α−ジメチルベンジル)フェニル]−2H−ベンゾトリアゾール、2−(3−t−ブチル−5−メチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール、2−(3、5−t−ブチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール、2−(2−ヒドロキシ−5−t−オクチルフェニル)−ベンゾトリアゾール等のベンゾトリアゾール系紫外線吸収剤、2−ヒドロキシ−4−メトキシベンゾフェノン、2,2’−ジヒドロキシ−4−メトキシベンゾフェノン等のベンゾフェノン系紫外線吸収剤、2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−[(ヘキシル)オキシ]−フェノール等のトリアジン系紫外線吸収剤、酸化セリウム、酸化チタン等の無機系紫外線吸収剤等の中から1種あるいは1種以上を任意に組み合わせて添加することが可能である。
【0027】
光安定剤も所望する紫外線吸収効果を有する範囲内で、かつ化粧シートの耐候性以外の特性に大きな影響を与えない範囲であれば、特にその成分や添加量に制限はない。例えばコハク酸ジメチル・1−(2−ヒドロキシエチル)−4−ヒドロキシ−2,2,6,6−テトラメチルピペリジン、ポリ[{6−(1,1,3,3−テトラメチルブチル)アミノ−1,3,5−トリアジン−2,4ジイル}{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}ヘキサメチレン{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}]、N,N’−ビス(3−アミノプロピル)エチレンジアミン・2,4−ビス[N−ブチル−N−(1,2,2,6,6−ペンタメチル−4ピペリジル)アミノ]−6−クロロ−1,3,5−トリアジン、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、2−(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−2−n−ブチルマロン酸ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)、テトラキス(1,2,2,6,6−ペンタメチル−4−ピペリジル)1,2,3,4−ブタンテトラカルボキシラート等のヒンダードアミン系光安定剤、2,4−ジ−t−ブチルフェニル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエート等のベンゾエート系光安定剤、ビス−(2,2,6,6−テトラメチル−1−(オクチルキシ)−4−ピペリジニル)エステル等のアミノエーテル型の光安定剤等から1種あるいは1種以上を任意に組み合わせて使用することが可能である。
【0028】
その他にも必要に応じて、熱安定剤、難燃剤、ブロッキング防止剤等が添加される。熱安定剤は、ペンタエリスリチル−テトラキス[3−(3、5−ジ−t−ブチル−4−ヒドロキシフェニル)]−プロピオネート、2、4−ビス−(n−オクチルチオ)−6−(4−ヒドロキシ−3,5−ジ−t−ブチルアニリノ)−1,3,5−トリアジン、オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、1,3,5−トリメチル−2,4,6−トリス(3,5−t−ブチル−4−ヒドロキシベンジル)ベンゼン、1,3,5−トリス(4−t−ブチル−3−ヒドロキシ−2,6−ジメチルベンジル)イソシアヌル酸等のヒンダードフェノール系酸化防止剤、2,2’−メチレンビス(4−エチル−6−t−ブチルフェノール)、2,2’−メチレンビス(4−メチル−6−t−ブチルフェノール)等のフェノール系酸化防止剤、トリス(2,4−ジ−t−ブチルフェニル)フォスファイトに代表される燐系酸化防止剤等の中から1種、あるは1種以上組み合わせて使用可能である。
【0029】
難燃剤としては水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸マグネシウム等の無機系化合物や燐酸エステル系の難燃剤等があるが、特に成分に限定は無い。但し、環境を考慮した非塩化ビニル製シートであるならば、ハロゲン系の難燃剤の使用は考慮する必要がある。
【0030】
ブロッキング防止剤は珪酸アルミニウム、酸化珪素、ハイドロタルサイト、炭酸カルシウム等の無機系ブロッキング防止剤、脂肪酸アミドのような有機系ブロッキング防止剤等が任意に添加される。但し、ブロッキング防止剤の使用に関しては、積層界面の密着力を低下させる危険性もある為、注意が必要である。
【0031】
また、立体感と表面の艶を調整するため、適宜凹陥模様を設けてもよい。凹陥模様を施す方法としては、通常の熱圧エンボス加工法でよく、何ら限定されるものではない。また、前記ポリプロピレン樹脂層5の形成方法としてTダイ押出法を用いる場合には、溶融樹脂を冷却固化させるチルロールの表面に、化粧シートに付与したい凹陥模様とは凹凸を正反対にした模様を施しておき、押し出された樹脂をチルロールとプレスロールとの間でエンボスして、ポリプロピレン樹脂層5の表面に凹陥模様を施す方法が一般的である。
【0032】
前記透明ポリプロピレン系樹脂層3を積層する方法としては、熱及び圧力をかけて貼り合わせる熱ラミネーション法、接着剤を介して貼り合わせるドライラミネーション法およびウェットラミネーション法、基材シート上にポリプロピレン樹脂をTダイから溶融押出しする押出ラミネーション法の他、ニーラムラミネーション法、サンドラミネーション法などの手法がある。このなかで、押出ラミネーション法がもっとも生産性が良いが、樹脂のメルトフローレートが低い場合には、高速且つ安定した条件で製膜する事が困難になる事もある。その場合は、ドライラミネーション法やニーラムラミネーション法などの手法が好適である。メルトフローレートが低い樹脂を用いて押出ラミネーション法を用いる場合には、樹脂の溶融温度を高めに設定する事で、高速且つ安定した条件で製膜する事が可能になる事もあるが、その場合でも、溶融温度が300℃を超えてくると、樹脂の酸化劣化がおき易くなるため、注意が必要である。また押出ラミネーション法を用いて積層する場合には、隠蔽模様層2の最外表層にアンカーコート層の積層が好適に用いられる。アンカーコート層の材質は特に限定されるものではないが、イソシアネート硬化型あるいは電子線硬化型のポリエステル系のものが好適である。
【0033】
本発明における表面保護層4は、非塩化ビニル系の材料からなる基材シート1からなる化粧シート、特にはポリプロピレン樹脂を基材シート1として用いた化粧シートに対して耐傷付き性、耐候性、光沢値の調整、などの性能を付与する為に用いられる。表面保護層4の材質は、前記の諸物性に加えて、前記透明ポリプロピレン系樹脂層3との密着等が充分にあれば、特に規定されるものではないが、多官能アクリレート樹脂をイソシアネートで硬化させた2液硬化型樹脂が好適に用いられ、柔軟性をより重視する場合には、多官能アクリレート樹脂をイソシアネートで硬化させたものとポリウレタン樹脂との併用系が好適に用いられる。また、添加剤として前記紫外線吸収剤、光安定剤、熱安定剤、難燃剤、ブロッキング防止剤等が適宜添加される。
【0034】
そのほかに、本発明の化粧シートと、木質系ボード類や無機系ボード類や金属板等との密着強度を向上させるために、必要に応じて基材シート1の裏面にプライマー層を設けても良い。このプライマー層に関しては、基材との充分な密着強度が得られており、かつ積層時の基材シートと木質系ボード類、無機系ボード類、金属板等との間でのシートの浮き等が発生しなければ、特に規定されるものではないが、ポリウレタン系のものを使用するのが好適である。
【0035】
このようにして作られた化粧シートを金属板上に接着することにより得られる化粧板は、従来のものと同等レベルの耐薬品性、耐候性を保持しつつ、従来のものと比べて曲げ加工時の白化や割れが少なく、意匠性の優れた化粧板となる。
【0036】
本発明の化粧シートは、総厚を50〜200μmの範囲にする事で、実用上十分な耐候性能を有しつつ、鋼板貼り合わせ後の折り曲げ加工に対する白化が生じにくくする事が可能になる。総厚が50μmより小さくなると、紫外線などによる材料劣化が起き易くなる為に耐候性能が低下してしまう恐れがあり、また200μmより大きくなると、鋼板貼り合わせ後の折り曲げ加工に対して、化粧シート最表層部の伸びが大きすぎる為に、割れや白化が発生してしまう恐れがある。
【実施例1】
【0037】
基材シートとして、無機系の酸化チタン及び炭酸カルシウムを混合した、厚み70μmのランダムポリプロピレンシートを用い、この上に、グラビア印刷法により隠蔽模様層として木質柄模様を施した。その後に、イソシアネート硬化型のポリエステル系アンカーコート剤(三井化学ポリウレタン(株)製「タケラックA3210」<主剤>と三井化学ポリウレタン(株)製「タケネートA3075」<硬化剤>を主剤:硬化剤=3:1で混合)を塗布厚1μmで塗工した。
【0038】
一方、透明ポリプロピレン系樹脂層のうちの少なくとも1層に用いる樹脂として、アイソタクチックペンタッド分率が70%のホモポリプロピレン樹脂((株)プライムポリマー社「プライムTPO」(MFR4.5g/10min、結晶融解温度160℃))を90重量部と、ホモポリブテン樹脂(サンアロマー(株)製「PB−1」(MFR=4g/10min、結晶融解温度125℃))を10重量部とをスクリュー系65mm、L/D=28の1軸押出機にて、押出温度250℃で溶融混練押し出し、Tダイよりアンカーコート剤を塗布した前記基材シート上に、押出ラミネート法により、押出厚み70μmで積層した。尚、ラミネート積層界面の溶融樹脂層側に、オゾンガスをオゾン濃度20g/m3、オゾン流量3.0m3/時間の量で吹き付けた。
【0039】
最後に、このシートの最外表面に、表面保護層として、前記と同様に光安定剤と紫外線吸収剤を添加した2液硬化型ウレタン系表面保護剤(DIC(株)製「UCクリヤー」)を厚み約6μmで塗布し、化粧シートを作製した。作製した化粧シートの総厚を測定したところ、150μmであった。また、Tダイキャスト製膜法により、前記溶融混練樹脂を単層製膜し、アイソタクチック指数を測定したところ、66%であった。
【実施例2】
【0040】
押出ラミネート法における、押出厚みを150μmとした他は実施例1と同様にして化粧シートを作製した。作製した化粧シートの総厚を測定したところ、230μmであった。
【実施例3】
【0041】
前記ホモポリプロピレン樹脂を70重量部、前記ホモポリブテン樹脂を30重量部とした以外は実施例1と同様にして化粧シートを作製した。
【0042】
<比較例1>
前記ホモポリブテン樹脂を未使用とした他は、実施例1と同様の手法を用いて、化粧シートを得た。また、Tダイキャスト製膜法により単層製膜し、アイソタクチック指数を測定したところ、70%であった。
【0043】
<比較例2>
前記ホモポリプロピレン樹脂を55重量部、前記ホモポリブテン樹脂を45重量部とした以外は実施例1と同様にして化粧シートを作製した。
【0044】
<比較例3>
前記ホモポリプロピレン樹脂のかわりに、エチレンが4.2重量部の割合でプロピレン中にランダム共重合されたポリプロピレン樹脂((株)プライムポリマー「プライムポリプロ」(MFR20g/10min、結晶融解温度133℃))を用いた以外は実施例1と同様にして化粧シートを得た。また、Tダイキャスト製膜法により単層製膜し、アイソタクチック指数を測定したところ、92%であった。
【0045】
<鋼板化粧板>
厚み0.5mmの鋼板基材上に、オレフィン・鋼板接着用接着剤(日立化成ポリマー株式会社製:ハイボン)を塗布厚20μmで塗布した後に180℃の熱で3分間過熱して接着剤活性化させた後、実施例1〜3、比較例1〜3の化粧シートをシリコン製ロールでニップしながら積層し、かつ積層直後に冷却水による冷却を行ない、その後に化粧版表層の水分を除去する事で、鋼板化粧版を得た。
【0046】
<性能比較>
上記の様にして得られた実施例1〜3及び比較例1〜3の化粧板に対し、表1左下欄に記載の条件で折り曲げプレス加工を行ない、折り曲げ加工部の白化や割れの程度を観察した。結果を表1に示す
【0047】
【表1】
【産業上の利用可能性】
【0048】
本発明の化粧シートは主に建築物の玄関ドアやカーテンレール等の表面装飾等に使用可能である。
【図面の簡単な説明】
【0049】
【図1】本発明における化粧シートの一実施例の断面の構造を示す説明図である。
【符号の説明】
【0050】
1…基材シート
2…隠蔽模様層
3…透明ポリプロピレン系樹脂層
4…表面保護層
【特許請求の範囲】
【請求項1】
少なくとも非塩化ビニル系の材料からなる基材シート、隠蔽模様層、単層または複層の透明ポリプロピレン系樹脂層、表面保護層がこの順に積層されてなる化粧シートにおいて、前記透明ポリプロピレン系樹脂層のうちの少なくとも1層に用いる樹脂が、ポリプロピレン成分60〜99重量部とポリブテン成分40〜1重量部の混合樹脂からなり、かつ前記混合樹脂の沸騰ヘプタン可溶残分率として規定されるアイソタクチック指数が、1〜90%の範囲内にあり、かつ前記ポリプロピレン系樹脂層のポリプロピレン成分が、アイソタクチックペンタッド分率が10〜90%の範囲内にあるホモポリプロピレンである事を特徴とする化粧シート。
【請求項2】
前記化粧シートの総厚が、50〜200μmの範囲にある事を特徴とする、請求項1記載の化粧シート。
【請求項1】
少なくとも非塩化ビニル系の材料からなる基材シート、隠蔽模様層、単層または複層の透明ポリプロピレン系樹脂層、表面保護層がこの順に積層されてなる化粧シートにおいて、前記透明ポリプロピレン系樹脂層のうちの少なくとも1層に用いる樹脂が、ポリプロピレン成分60〜99重量部とポリブテン成分40〜1重量部の混合樹脂からなり、かつ前記混合樹脂の沸騰ヘプタン可溶残分率として規定されるアイソタクチック指数が、1〜90%の範囲内にあり、かつ前記ポリプロピレン系樹脂層のポリプロピレン成分が、アイソタクチックペンタッド分率が10〜90%の範囲内にあるホモポリプロピレンである事を特徴とする化粧シート。
【請求項2】
前記化粧シートの総厚が、50〜200μmの範囲にある事を特徴とする、請求項1記載の化粧シート。
【図1】

【公開番号】特開2010−58350(P2010−58350A)
【公開日】平成22年3月18日(2010.3.18)
【国際特許分類】
【出願番号】特願2008−225291(P2008−225291)
【出願日】平成20年9月2日(2008.9.2)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成22年3月18日(2010.3.18)
【国際特許分類】
【出願日】平成20年9月2日(2008.9.2)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]