
化粧シート
【課題】製造が容易で制約も少なく、絵柄に同調しつつ段階的な表面凹凸を有する化粧シートを提供すること。
【解決手段】材上に、着色層、撥液性インキからなる凹部模様層、撥液性インキの上をはじかれて表面に設けられる表面保護層を少なくともこの順に設けてなる化粧シートにおいて、前記表面保護層が電離放射線硬化型樹脂からなり、かつ前記撥液性インキからなる印刷後の撥液性インキ界面の凹部模様層が、その中心部から端部に向けて段々と粗となる階調をもって設けられてなることを特徴とする。
【解決手段】材上に、着色層、撥液性インキからなる凹部模様層、撥液性インキの上をはじかれて表面に設けられる表面保護層を少なくともこの順に設けてなる化粧シートにおいて、前記表面保護層が電離放射線硬化型樹脂からなり、かつ前記撥液性インキからなる印刷後の撥液性インキ界面の凹部模様層が、その中心部から端部に向けて段々と粗となる階調をもって設けられてなることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、建築物の内外層や建具、家具等の表面化粧等に使用するための化粧シートに関する。特には、絵柄に同調した凹凸を設けた意匠性の高い化粧シートに関する。
【背景技術】
【0002】
従来化粧シートの表面に凹凸を設ける方法としてはまず、表面樹脂層にエンボス版あるいはエンボスロール、エンボス賦型フィルムを圧着し、その凹凸形状に沿って樹脂層表面を変形させることなどの機械的方法があった。しかし絵柄との同調が困難であったり、エンボス適性を有する樹脂に制約が多かったりなどの問題があった。
【0003】
また、同調させる絵柄の部分に発泡促進剤あるいは発泡抑制剤を含有させ、表面樹脂層に発泡剤を含有させ、絵柄の部分とそれ以外の部分で発泡度を異ならせることにより表面に凹凸を設けるという方法もあった。しかし加熱発泡など特殊な加工工程が必要となり生産性に問題があった。
【0004】
あるいは、同調させる絵柄の部分を撥液性を有する材料で設け、その上に表面樹脂層を設ける際に、その樹脂を前記撥液性を有する材料ではじかれる樹脂を用いることで前記同調させる絵柄の部分を除いて表面樹脂層が形成させるという方法もある。この方法ならば絵柄と表面の凹凸の同調は容易であり、特殊な加工工程も必要ないので好適である。
【0005】
しかしながらこの方法では、撥液性を有する材料で設けた絵柄の部分とそれ以外の部分ではじかれることによる凹凸の形成は大きな凹凸となり、例えば木目の導管部分のような段階的な凹凸を表現することは困難であった。
【0006】
すなわち撥液性を有する材料からなる絵柄の部分に濃淡を設けて、部分的にはじかせるような試みは、部分的にはじかれた樹脂が化粧シートに対して十分な接着性を有していないことから脱落を起こし、製造工程で他の箇所に汚れとして付着してしまうといった問題が発生することとなる。
【0007】
撥液性を有する材料からなる絵柄の部分に段階的に粗密を設けて、はじかれる部分とはじかれない部分で階調を設ける方法も考えられるが、そのようなこまかいはじかれる部分とはじかれない部分を設けると従来の表面樹脂では硬化するまでに流れたり崩れたりして再現性が出ないと考えられていた。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許第3629964号公報
【特許文献2】特許第3293233号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は前記問題点を解決するためになされたものであり、その課題とするところは、製造が容易で制約も少なく、絵柄に同調しつつ段階的な表面凹凸を有する化粧シートを提供することにある。
【課題を解決するための手段】
【0010】
本発明は前記課題を解決したものであり、すなわちその請求項1記載の発明は、基材上に、着色層、撥液性インキからなる凹部模様層、撥液性インキの上をはじかれて表面に設けられる表面保護層を少なくともこの順に設けてなる化粧シートにおいて、前記表面保護層が電離放射線硬化型樹脂からなり、かつ前記撥液性インキからなる印刷後の撥液性インキ界面の凹部模様層が、その中心部から端部に向けて段々と粗となる階調をもって設けられてなることを特徴とする化粧シートである。
【0011】
またその請求項2記載の発明は、前記印刷後の撥液性インキ界面と前記電離放射線硬化型樹脂との表面張力の差が5mN/m以上であることを特徴とする請求項1記載の化粧シートである。
なお、表面張力の測定は、JIS K6768−1999による。
【0012】
またその請求項3記載の発明は、前記撥液性インキが油性インキからなり、前記電離放射線硬化型樹脂が水性樹脂からなることを特徴とする請求項1または2のいずれか記載の化粧シートである。
【0013】
またその請求項4記載の発明は、前記撥液性インキが水性インキからなり、前記電離放射線硬化型樹脂が水性樹脂または固形分100%の樹脂からなることを特徴とする請求項1または2のいずれか記載の化粧シートである。
【発明の効果】
【0014】
本発明はその請求項1〜4記載の発明により、撥液性インキからなる凹部模様層が、その中心部から端部に向けて段々と粗となる階調をもって設けられてなり、かつこれによりはじかれて設けられる表面保護層の樹脂が電離放射線硬化型樹脂からなることにより、はじかれる樹脂を電離放射線で硬化させることで硬化するまでに流れたり崩れたりすることがなく、再現性よくはじかれる部分とはじかれない部分で階調を設けることが可能となる。また用いる印刷後の撥液性インキ界面と電離放射線硬化型樹脂とを限定することでよりはっきりとした階調を設けることが可能となり、表面の凹凸感や艶意匠感に優れた化粧シートとすることが可能となる。
【図面の簡単な説明】
【0015】
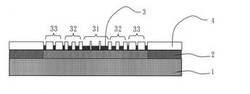
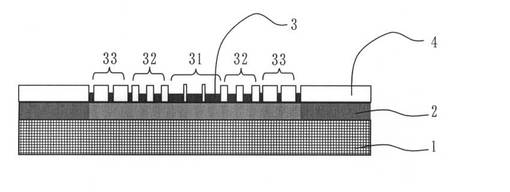
【図1】本発明の化粧シートの一実施例の断面の構造を示す説明図である。
【発明を実施するための形態】
【0016】
以下、本発明について、図面に基づき詳細に説明する。図1に本発明の化粧シートの一実施例の断面の構造を示す。基材1の上に着色層2が設けられてなり、前記着色層2の上に、中心部から端部に向けて段々と粗となる階調をもって設けられてなる凹部模様層3が部分的に設けられてなり、これらの上から前記凹部模様層3の上をはじかれてそれ以外の部分に設られてなる表面保護層4とからなる。
【0017】
本発明における基材1としては、坪量23〜100g/m2程度の薄葉紙、樹脂混抄紙、樹脂含浸紙、チタン紙等などの紙基材が好適に使用可能であるが、金属酸化物を蒸着した二軸延伸ポリエステル樹脂と紙基材との複合シートなども使用可能であり、化粧シートの基材として従来公知のもので適用可能な物性のものであれば特に限定するものではない。
【0018】
本発明における着色層2としては、油性のアクリル系樹脂、一液やニ液のウレタン系樹脂、消化綿系樹脂、酢酸セルロース系樹脂、塩化ビニル−酢酸ビニル共重合体樹脂及びこれらの混合物、または水性アクリル系樹脂のインキを用いて公知の印刷手法により形成する。紫外線硬化型樹脂や電子線硬化型樹脂を使っても良い。これに着色剤およびその他各種添加剤を添加し、さらに有機溶剤や水を希釈剤として加え、混練した油性や水性インキを用いて公知の印刷手法により形成する。
なお着色層2は、後述する凹部模様総3の下地の絵柄模様を設けると共に基材1の色調を隠蔽することも目的とするが、適当な色調のベタ印刷を行ってから絵柄模様を印刷するというように2層に分けたものであってもよい。
【0019】
本発明における凹部模様層3としては、その中心部から端部に向けて段々と粗となる階調をもって設けられてなるものであり、具体的には凹部中心部31、凹部中間部32、凹部端部33などのように段階ごとに分かれて設けられる。このような階調を設ける方法としては、まず凹部中心部を中心として線数の多いグラビア版により印刷を施し、その上から中心位置を同じくしてその周縁に広がる範囲に線数のより少ないグラビア版により印刷を施し、さらにその上から中心位置を同じくしてさらにその周縁にさらに線数の少ないグラビア版により印刷を施す、といったことを任意の段階数繰り返すことにより設けることが出来るし、一回の印刷で撥液性インキによる凹部模様層3を設けても良い。
【0020】
本発明における凹部模様層3に用いる撥液性インキとしては、後述する表面保護層4に用いる電離放射線硬化型樹脂をはじく性能を有しているインキを用いる。特には後述する表面保護層7に用いる電離放射線硬化型樹脂と印刷後の撥液性インキ界面の表面張力の差が5mN/m以上あればよく、具体的にはウレタン樹脂系、アクリル系樹脂、ブチラール系樹脂、消化綿系樹脂等単体あるいは混合物の油性、または水性の樹脂が好適に使用可能であり、これらにイソシアネート硬化剤等を添加して強度をあげることが適宜行われる。
【0021】
本発明における表面保護層4としては、紫外線硬化型樹脂、電子線硬化型樹脂等の電離放射線硬化型樹脂が用いられる。特には前記凹部模様層3に用いる撥液性インキと表面張力の差が5mN/m以上あればよく、具体的には電離放射線硬化型樹脂と水性樹脂または固形分100%の油性樹脂を混合したものが好適に使用可能であり、これらに艶調整剤としてシリカ等を添加することが適宜行われ、各種添加剤添加後に印刷、塗工した後に形が崩れない粘度であれば良い。
【実施例1】
【0022】
基材1として坪量30g/m2の薄葉紙(「A20C」天間特殊製紙株式会社製)を用い、この表面に、着色層2として、油性ウレタン樹脂系グラビア印刷インキ(東洋インキ製造株式会社製)により全面1色印刷したのち消化綿系インキ(「PCNT」東洋インキ製造株式会社製各色)により木目柄を印刷した。この木目柄を設けたインキの表面張力は45mN/mであった。
【0023】
前記着色層2の木目柄の上に、導管部分に凹部模様層3として、線数40、60、80線/cm(深さ0.1mm以下)の3柄で中心部から輪郭へ階調を設けながら段階的に密から租となるように、2液ウレタン樹脂100重量部にフッ素樹脂(ETFE)粉末1重量を添加した撥液性油性インキにて印刷した。この導管部分となる凹部模様層3を設けた撥液性油性インキ印刷後の撥液性インキ界面の表面張力は30mN/mであった。
【0024】
前記凹部模様層3を設けた着色層の上から全面に、表面保護層4として、紫外線硬化型水性樹脂(東洋インキ製造株式会社製「YU656UVグロス」50部+「YU656UVマット」50部)を全面ベタのグラビア版30(ヘリオグラッショグラフ法製版製 200線/25.4mm)6g/m2にて印刷した。表面保護層4は凹部模様層3の直上の部分でははじかれ、着色層2の木目柄の上に凹部模様層3の周辺に階調を持って設けられ、その後空気雰囲気中で紫外線を照射して硬化させ、化粧シートを得た。前記紫外線硬化型水性樹脂の表面張力は50mN/mであった。なお硬化条件は、高圧水源灯80W/cmと120W/cmの2灯をランプ中心から化粧シートまでの距離240mm、ライン速度70m/分としたが、巻き取り時にブロッキングを起こすことは無く、はじきも外観上良好であった。
【実施例2】
【0025】
実施例1の撥液性樹脂の2液ウレタン樹脂100重量部を水性アクリル樹脂として水性アクリル樹脂バインダー(東洋インキ製造(株)製、固形分25重量%、酸価150mgKOH/g)50重量部、硬化剤オキサゾリン環を有する水性樹脂(固形分40重量%、官能基価252mgKOH/g)1重量部にフッ素樹脂(ETFE)粉末1重重量部に変えて、更に、表面保護層4として、固形分100%の油性紫外線硬化型水性樹脂として電離放射線硬化型モノマー(ペンタエリスリトールトリ(メタ)アクリレート50重量部、エトキシ化トリメチロールプロパン(メタ)アクリレート50重量部)とアミノ変性シリコーンオイル0.5重量部を混合したものを10g/m2の量で塗工した他は実施例1の方法で化粧紙を得た。巻き取り時にブロッキングを起こすことは無く、はじきも外観上良好であった。
【0026】
<比較例1>
前記表面保護層4として、2液硬化型ウレタン樹脂(東洋インキ製造株式会社製)を用い、乾燥硬化させた以外は実施例1と同様にして化粧シートを得た。前記2液硬化型ウレタン樹脂の表面張力は53mN/mであった。出来上がった化粧シートは階調の崩れや位置ずれ等の問題が発生した。樹脂が乾燥、硬化する前に流れて変形したものと推定された。
【産業上の利用可能性】
【0027】
本発明の化粧シートは、建築物の内外層や建具、家具等の表面化粧等に利用可能であり、特には導管部分に表面凹凸を表現した木目模様の化粧シートとして利用可能である。
【符号の説明】
【0028】
1…基材
2…着色層
3…凹部模様層
31…凹部中心部
32…凹部中間部
33…凹部端部
4…表面保護層
【技術分野】
【0001】
本発明は、建築物の内外層や建具、家具等の表面化粧等に使用するための化粧シートに関する。特には、絵柄に同調した凹凸を設けた意匠性の高い化粧シートに関する。
【背景技術】
【0002】
従来化粧シートの表面に凹凸を設ける方法としてはまず、表面樹脂層にエンボス版あるいはエンボスロール、エンボス賦型フィルムを圧着し、その凹凸形状に沿って樹脂層表面を変形させることなどの機械的方法があった。しかし絵柄との同調が困難であったり、エンボス適性を有する樹脂に制約が多かったりなどの問題があった。
【0003】
また、同調させる絵柄の部分に発泡促進剤あるいは発泡抑制剤を含有させ、表面樹脂層に発泡剤を含有させ、絵柄の部分とそれ以外の部分で発泡度を異ならせることにより表面に凹凸を設けるという方法もあった。しかし加熱発泡など特殊な加工工程が必要となり生産性に問題があった。
【0004】
あるいは、同調させる絵柄の部分を撥液性を有する材料で設け、その上に表面樹脂層を設ける際に、その樹脂を前記撥液性を有する材料ではじかれる樹脂を用いることで前記同調させる絵柄の部分を除いて表面樹脂層が形成させるという方法もある。この方法ならば絵柄と表面の凹凸の同調は容易であり、特殊な加工工程も必要ないので好適である。
【0005】
しかしながらこの方法では、撥液性を有する材料で設けた絵柄の部分とそれ以外の部分ではじかれることによる凹凸の形成は大きな凹凸となり、例えば木目の導管部分のような段階的な凹凸を表現することは困難であった。
【0006】
すなわち撥液性を有する材料からなる絵柄の部分に濃淡を設けて、部分的にはじかせるような試みは、部分的にはじかれた樹脂が化粧シートに対して十分な接着性を有していないことから脱落を起こし、製造工程で他の箇所に汚れとして付着してしまうといった問題が発生することとなる。
【0007】
撥液性を有する材料からなる絵柄の部分に段階的に粗密を設けて、はじかれる部分とはじかれない部分で階調を設ける方法も考えられるが、そのようなこまかいはじかれる部分とはじかれない部分を設けると従来の表面樹脂では硬化するまでに流れたり崩れたりして再現性が出ないと考えられていた。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許第3629964号公報
【特許文献2】特許第3293233号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は前記問題点を解決するためになされたものであり、その課題とするところは、製造が容易で制約も少なく、絵柄に同調しつつ段階的な表面凹凸を有する化粧シートを提供することにある。
【課題を解決するための手段】
【0010】
本発明は前記課題を解決したものであり、すなわちその請求項1記載の発明は、基材上に、着色層、撥液性インキからなる凹部模様層、撥液性インキの上をはじかれて表面に設けられる表面保護層を少なくともこの順に設けてなる化粧シートにおいて、前記表面保護層が電離放射線硬化型樹脂からなり、かつ前記撥液性インキからなる印刷後の撥液性インキ界面の凹部模様層が、その中心部から端部に向けて段々と粗となる階調をもって設けられてなることを特徴とする化粧シートである。
【0011】
またその請求項2記載の発明は、前記印刷後の撥液性インキ界面と前記電離放射線硬化型樹脂との表面張力の差が5mN/m以上であることを特徴とする請求項1記載の化粧シートである。
なお、表面張力の測定は、JIS K6768−1999による。
【0012】
またその請求項3記載の発明は、前記撥液性インキが油性インキからなり、前記電離放射線硬化型樹脂が水性樹脂からなることを特徴とする請求項1または2のいずれか記載の化粧シートである。
【0013】
またその請求項4記載の発明は、前記撥液性インキが水性インキからなり、前記電離放射線硬化型樹脂が水性樹脂または固形分100%の樹脂からなることを特徴とする請求項1または2のいずれか記載の化粧シートである。
【発明の効果】
【0014】
本発明はその請求項1〜4記載の発明により、撥液性インキからなる凹部模様層が、その中心部から端部に向けて段々と粗となる階調をもって設けられてなり、かつこれによりはじかれて設けられる表面保護層の樹脂が電離放射線硬化型樹脂からなることにより、はじかれる樹脂を電離放射線で硬化させることで硬化するまでに流れたり崩れたりすることがなく、再現性よくはじかれる部分とはじかれない部分で階調を設けることが可能となる。また用いる印刷後の撥液性インキ界面と電離放射線硬化型樹脂とを限定することでよりはっきりとした階調を設けることが可能となり、表面の凹凸感や艶意匠感に優れた化粧シートとすることが可能となる。
【図面の簡単な説明】
【0015】
【図1】本発明の化粧シートの一実施例の断面の構造を示す説明図である。
【発明を実施するための形態】
【0016】
以下、本発明について、図面に基づき詳細に説明する。図1に本発明の化粧シートの一実施例の断面の構造を示す。基材1の上に着色層2が設けられてなり、前記着色層2の上に、中心部から端部に向けて段々と粗となる階調をもって設けられてなる凹部模様層3が部分的に設けられてなり、これらの上から前記凹部模様層3の上をはじかれてそれ以外の部分に設られてなる表面保護層4とからなる。
【0017】
本発明における基材1としては、坪量23〜100g/m2程度の薄葉紙、樹脂混抄紙、樹脂含浸紙、チタン紙等などの紙基材が好適に使用可能であるが、金属酸化物を蒸着した二軸延伸ポリエステル樹脂と紙基材との複合シートなども使用可能であり、化粧シートの基材として従来公知のもので適用可能な物性のものであれば特に限定するものではない。
【0018】
本発明における着色層2としては、油性のアクリル系樹脂、一液やニ液のウレタン系樹脂、消化綿系樹脂、酢酸セルロース系樹脂、塩化ビニル−酢酸ビニル共重合体樹脂及びこれらの混合物、または水性アクリル系樹脂のインキを用いて公知の印刷手法により形成する。紫外線硬化型樹脂や電子線硬化型樹脂を使っても良い。これに着色剤およびその他各種添加剤を添加し、さらに有機溶剤や水を希釈剤として加え、混練した油性や水性インキを用いて公知の印刷手法により形成する。
なお着色層2は、後述する凹部模様総3の下地の絵柄模様を設けると共に基材1の色調を隠蔽することも目的とするが、適当な色調のベタ印刷を行ってから絵柄模様を印刷するというように2層に分けたものであってもよい。
【0019】
本発明における凹部模様層3としては、その中心部から端部に向けて段々と粗となる階調をもって設けられてなるものであり、具体的には凹部中心部31、凹部中間部32、凹部端部33などのように段階ごとに分かれて設けられる。このような階調を設ける方法としては、まず凹部中心部を中心として線数の多いグラビア版により印刷を施し、その上から中心位置を同じくしてその周縁に広がる範囲に線数のより少ないグラビア版により印刷を施し、さらにその上から中心位置を同じくしてさらにその周縁にさらに線数の少ないグラビア版により印刷を施す、といったことを任意の段階数繰り返すことにより設けることが出来るし、一回の印刷で撥液性インキによる凹部模様層3を設けても良い。
【0020】
本発明における凹部模様層3に用いる撥液性インキとしては、後述する表面保護層4に用いる電離放射線硬化型樹脂をはじく性能を有しているインキを用いる。特には後述する表面保護層7に用いる電離放射線硬化型樹脂と印刷後の撥液性インキ界面の表面張力の差が5mN/m以上あればよく、具体的にはウレタン樹脂系、アクリル系樹脂、ブチラール系樹脂、消化綿系樹脂等単体あるいは混合物の油性、または水性の樹脂が好適に使用可能であり、これらにイソシアネート硬化剤等を添加して強度をあげることが適宜行われる。
【0021】
本発明における表面保護層4としては、紫外線硬化型樹脂、電子線硬化型樹脂等の電離放射線硬化型樹脂が用いられる。特には前記凹部模様層3に用いる撥液性インキと表面張力の差が5mN/m以上あればよく、具体的には電離放射線硬化型樹脂と水性樹脂または固形分100%の油性樹脂を混合したものが好適に使用可能であり、これらに艶調整剤としてシリカ等を添加することが適宜行われ、各種添加剤添加後に印刷、塗工した後に形が崩れない粘度であれば良い。
【実施例1】
【0022】
基材1として坪量30g/m2の薄葉紙(「A20C」天間特殊製紙株式会社製)を用い、この表面に、着色層2として、油性ウレタン樹脂系グラビア印刷インキ(東洋インキ製造株式会社製)により全面1色印刷したのち消化綿系インキ(「PCNT」東洋インキ製造株式会社製各色)により木目柄を印刷した。この木目柄を設けたインキの表面張力は45mN/mであった。
【0023】
前記着色層2の木目柄の上に、導管部分に凹部模様層3として、線数40、60、80線/cm(深さ0.1mm以下)の3柄で中心部から輪郭へ階調を設けながら段階的に密から租となるように、2液ウレタン樹脂100重量部にフッ素樹脂(ETFE)粉末1重量を添加した撥液性油性インキにて印刷した。この導管部分となる凹部模様層3を設けた撥液性油性インキ印刷後の撥液性インキ界面の表面張力は30mN/mであった。
【0024】
前記凹部模様層3を設けた着色層の上から全面に、表面保護層4として、紫外線硬化型水性樹脂(東洋インキ製造株式会社製「YU656UVグロス」50部+「YU656UVマット」50部)を全面ベタのグラビア版30(ヘリオグラッショグラフ法製版製 200線/25.4mm)6g/m2にて印刷した。表面保護層4は凹部模様層3の直上の部分でははじかれ、着色層2の木目柄の上に凹部模様層3の周辺に階調を持って設けられ、その後空気雰囲気中で紫外線を照射して硬化させ、化粧シートを得た。前記紫外線硬化型水性樹脂の表面張力は50mN/mであった。なお硬化条件は、高圧水源灯80W/cmと120W/cmの2灯をランプ中心から化粧シートまでの距離240mm、ライン速度70m/分としたが、巻き取り時にブロッキングを起こすことは無く、はじきも外観上良好であった。
【実施例2】
【0025】
実施例1の撥液性樹脂の2液ウレタン樹脂100重量部を水性アクリル樹脂として水性アクリル樹脂バインダー(東洋インキ製造(株)製、固形分25重量%、酸価150mgKOH/g)50重量部、硬化剤オキサゾリン環を有する水性樹脂(固形分40重量%、官能基価252mgKOH/g)1重量部にフッ素樹脂(ETFE)粉末1重重量部に変えて、更に、表面保護層4として、固形分100%の油性紫外線硬化型水性樹脂として電離放射線硬化型モノマー(ペンタエリスリトールトリ(メタ)アクリレート50重量部、エトキシ化トリメチロールプロパン(メタ)アクリレート50重量部)とアミノ変性シリコーンオイル0.5重量部を混合したものを10g/m2の量で塗工した他は実施例1の方法で化粧紙を得た。巻き取り時にブロッキングを起こすことは無く、はじきも外観上良好であった。
【0026】
<比較例1>
前記表面保護層4として、2液硬化型ウレタン樹脂(東洋インキ製造株式会社製)を用い、乾燥硬化させた以外は実施例1と同様にして化粧シートを得た。前記2液硬化型ウレタン樹脂の表面張力は53mN/mであった。出来上がった化粧シートは階調の崩れや位置ずれ等の問題が発生した。樹脂が乾燥、硬化する前に流れて変形したものと推定された。
【産業上の利用可能性】
【0027】
本発明の化粧シートは、建築物の内外層や建具、家具等の表面化粧等に利用可能であり、特には導管部分に表面凹凸を表現した木目模様の化粧シートとして利用可能である。
【符号の説明】
【0028】
1…基材
2…着色層
3…凹部模様層
31…凹部中心部
32…凹部中間部
33…凹部端部
4…表面保護層
【特許請求の範囲】
【請求項1】
基材上に、着色層、撥液性インキからなる凹部模様層、撥液性インキの上をはじかれて表面に設けられる表面保護層を少なくともこの順に設けてなる化粧シートにおいて、前記表面保護層が電離放射線硬化型樹脂からなり、かつ前記撥液性インキからなる凹部模様層が、その中心部から端部に向けて段々と粗となる階調をもって設けられてなることを特徴とする化粧シート。
【請求項2】
前記印刷後の撥液性インキ界面と前記電離放射線硬化型樹脂との表面張力の差が5mN/m以上であることを特徴とする請求項1記載の化粧シート。
【請求項3】
前記撥液性インキが油性インキからなり、前記電離放射線硬化型樹脂が水性樹脂からなることを特徴とする請求項1または2のいずれか記載の化粧シート。
【請求項4】
前記撥液性インキが水性インキからなり、前記電離放射線硬化型樹脂が水性樹脂または固形分100%の樹脂からなることを特徴とする請求項1または2のいずれか記載の化粧シート。
【請求項1】
基材上に、着色層、撥液性インキからなる凹部模様層、撥液性インキの上をはじかれて表面に設けられる表面保護層を少なくともこの順に設けてなる化粧シートにおいて、前記表面保護層が電離放射線硬化型樹脂からなり、かつ前記撥液性インキからなる凹部模様層が、その中心部から端部に向けて段々と粗となる階調をもって設けられてなることを特徴とする化粧シート。
【請求項2】
前記印刷後の撥液性インキ界面と前記電離放射線硬化型樹脂との表面張力の差が5mN/m以上であることを特徴とする請求項1記載の化粧シート。
【請求項3】
前記撥液性インキが油性インキからなり、前記電離放射線硬化型樹脂が水性樹脂からなることを特徴とする請求項1または2のいずれか記載の化粧シート。
【請求項4】
前記撥液性インキが水性インキからなり、前記電離放射線硬化型樹脂が水性樹脂または固形分100%の樹脂からなることを特徴とする請求項1または2のいずれか記載の化粧シート。
【図1】


【公開番号】特開2011−183661(P2011−183661A)
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願番号】特願2010−51200(P2010−51200)
【出願日】平成22年3月9日(2010.3.9)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願日】平成22年3月9日(2010.3.9)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]