
化粧料含浸皮膚被覆シートおよびその製造方法、並びにそれを用いたフェイスマスク
【課題】密着性に優れ、柔らかい触感を有する、化粧料含浸皮膚被覆シートを提供する。
【解決手段】潜在捲縮性繊維を含む繊維ウェブを、ニードルパンチ処理に付して、繊維同士を交絡させ、繊維交絡処理後の繊維ウェブを加熱して、立体捲縮を発現させて、不織布を得た後、当該不織布にプレス加工を施し、さらに当該不織布に、化粧料を含浸させて、化粧料含浸皮膚被覆シートを得る。このシートは、繊維密度が高いにもかかわらず、繊維同士が過度に交絡されていないため、柔らかな触感およびしっとりとした密着感を、使用者に与える。
【解決手段】潜在捲縮性繊維を含む繊維ウェブを、ニードルパンチ処理に付して、繊維同士を交絡させ、繊維交絡処理後の繊維ウェブを加熱して、立体捲縮を発現させて、不織布を得た後、当該不織布にプレス加工を施し、さらに当該不織布に、化粧料を含浸させて、化粧料含浸皮膚被覆シートを得る。このシートは、繊維密度が高いにもかかわらず、繊維同士が過度に交絡されていないため、柔らかな触感およびしっとりとした密着感を、使用者に与える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、保湿成分、クレンジング成分、制汗成分、香り成分、美白成分、血行促進成分、紫外線防止成分、または痩身成分等を含有する化粧料を含浸させ、人体の皮膚等に貼付して使用する化粧料含浸皮膚被覆シートおよびその製造方法に関する。
【背景技術】
【0002】
化粧料を含浸したフェイスマスク等の化粧料含浸皮膚被覆シートは、既に広く使用されている。化粧料を含浸したシートとしては、コットン(木綿)またはレーヨンを主成分とした不織布が一般に用いられている。コットンまたはレーヨンが使用されるのは、吸水性があって化粧料を含浸させるのに好適であること、天然繊維または天然材料に由来する繊維であり、肌着等、皮膚に接触する製品に汎用されてきた実績があること、ならびに、コシがあって手で持ったときにしっかりとした感触があり、高級感があること等による。
【0003】
本出願人も、液体を含浸させて使用するシートとして、コットンおよびレーヨン等を使用する三層構造のシートを提案している(特許文献1、2)。また、コットン以外の繊維を使用して、化粧料を含浸させるシートも、提案されている(特許文献3)。
【0004】
【特許文献1】特開2007−7062号公報
【特許文献2】特開2005−177176号公報
【特許文献3】特許第3804784号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
コットンまたはレーヨンを含み、コットンまたはレーヨンが表面に存在する不織布は、化粧料を含浸させて皮膚に当てたときに、チクチクとした触感を与える。その原因を調べるために、コットンまたはレーヨンのみから成り、水流交絡処理により繊維同士を交絡させた不織布の表面および断面を、顕微鏡で拡大して観察したところ、次のことが認められた。
・不織布の表面に、繊維の端部が多く存在する。
・繊維自体は、完全に真っ直ぐではなく、湾曲部を有しているところ、湾曲部が鋭角的である。
これらのことが、チクチクした触感の原因であると考えられた。
【0006】
そのようなチクチクした触感を与えやすいにもかかわらず、市場においては、コットンまたはレーヨンを使用したシートが、多く用いられている。また、特許文献3に記載されたシートは、コットンおよびレーヨンを積極的に使用するものではないものの、凸部が多数設けられており、フェイスマスクのように、シートを皮膚に密着させて覆う用途には適していない。
【0007】
さらに、シートを皮膚に密着させて、皮膚をシートで覆う場合には、使用者がシートに触れたときに感じる柔らかさを考慮することが好ましい。シートが柔らかいほど、使用者が感じる皮膚への刺激をより減らすことができ、また、皮膚への密着性および追随性が実際に増し、あるいはそれらの性質が増す感覚を使用者に与えることができる。
【0008】
さらにまた、使用者が重視するシートの性能の一つとして、シートの伸長性が挙げられる。シートを皮膚に密着させるときに、使用者はシートを引っ張り気味にしながら、皮膚に当てる。その際に、シートの伸長性が小さい、即ち、手で引っ張ったときにシートが伸びにくいと、使用者はシートを取り扱いにくいと感じる。そのため、化粧料含浸皮膚被覆シートの分野においては、伸びやすい性質を有するシートが求められる傾向にある。
【0009】
このように、使用者は、皮膚に優しい感覚を与える柔らかさを有し、均一に特定の部位を漏れなく覆うように密着して、化粧料を隅々にまでゆきわたらせる(または少なくともその感覚を与える)ことができ、かつ伸ばし気味にして貼付可能なシートを常に求めている。よって、化粧料含浸皮膚被覆シートの分野においては、柔らかく、適当な伸長性を有し、且つ密着性のより良いシートが常に求められている。実際に、より柔らかく、かつ伸長性および密着性を備えたシートは、より高級なシートとして使用者に提供される。
【0010】
本発明は、これらの事情に鑑みてなされた。本発明は、より柔らかく、かつ、皮膚への密着性に優れており、その結果、良好な使い心地を使用者にもたらす、化粧料含浸皮膚被覆シートを提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らが検討した結果、皮膚が感じる密着性は、シートを引張り気味にしながら皮膚に当てるときに、シートが比較的小さい力で伸びる性質を有すると、より高められることがわかった。さらに、シートを比較的小さい力で伸ばすことができれば、凹凸または曲面を有する部位にシートを追随させることがより容易となり、そのことによっても、密着性(または密着性が増す感覚)をより高められることもわかった。そこで、本発明者らがさらに検討したところ、シートを50%程度伸長させるのに要する力(即ち、50%伸長時応力)がシートの密着性と関係し、この応力が一定の範囲内となるように構成した不織布が、化粧料を含浸させた皮膚に密着させるシートとして良好に機能することを見出し、本発明のシートを案出した。
【0012】
本発明は、第1の要旨において、
立体捲縮を有する立体捲縮繊維を含む不織布と、
当該不織布に含浸された化粧料と
を含み、
不織布の少なくとも皮膚と接する側の表面に立体捲縮が存在しており、
不織布が繊維同士の交絡によって一体化しており、
不織布の横方向の50%伸長時応力が、0.80〜1.60N/3cmであり、
不織布の繊維密度(荷重19.6cN)が0.08g/cm3以上である
化粧料含浸皮膚被覆シートを提供する。
【0013】
本発明の化粧料含浸皮膚被覆シート(以下の説明を含む本明細書において、「皮膚被覆シート」または「シート」と呼ぶことがある)を構成する不織布は、その表面において、立体捲縮が発現した繊維が存在するために、繊維の端が表面に現れにくい構成のものとなる。また、不織布の横方向の50%伸長時応力が、0.80〜1.60N/3cmであることによって、繊維同士の交絡の度合いが強くなりすぎず、繊維の自由度が確保され、柔らかい触感が不織布に付与されるとともに、適度な伸長性を有し、皮膚への密着性が向上したものとなる。さらに、不織布の繊維密度(荷重19.6cN)が0.08g/cm3以上であることによって、繊維同士の交絡の度合いに比して、緻密で平坦であり、且つバラツキの小さい均一な表面が得られ、良好な触感を使用者に与える。
【0014】
本発明はまた、第2の要旨において、
立体捲縮を有する立体捲縮繊維を含む不織布と、
当該不織布に含浸された化粧料と
を含み、
不織布の少なくとも皮膚と接する側の表面に立体捲縮が存在しており、
不織布がニードルパンチ処理による繊維同士の交絡によって一体化しており、
不織布が繊維同士を交絡させた後でプレス加工を施されたものである、
化粧料含浸皮膚被覆シートを提供する。この発明のシートにおいて、不織布は、ニードルパンチ処理で比較的嵩高な状態の不織布を一旦得た後、プレス加工により圧縮して得られたものであるため、柔らかく、且つより優れた伸長性を示す。
【0015】
いずれの要旨の発明においても、立体捲縮繊維は、潜在捲縮性繊維において捲縮が発現したことにより形成されていることが好ましい。潜在捲縮性繊維は、例えば加熱することにより、立体捲縮を発現する繊維である。潜在捲縮性繊維を使用すると、繊維同士を交絡させた不織布を得てから、立体捲縮を発現させることができる。よって、そのような繊維は不織布の製造において取り扱いやすい。
【0016】
本発明の皮膚被覆シートは、顔の一部または全部を覆う形状を有することが好ましい。即ち、本発明の皮膚被覆シートは、フェイスマスクとして用いられることが好ましい。顔に当てて使用する皮膚被覆シートには、特に良好な触感が求められることによる。
【0017】
本発明はまた、前記本発明の皮膚被覆シートを製造する方法として、
1)潜在捲縮性繊維を含む繊維ウェブを、ニードルパンチ処理に付して、繊維同士を交絡させること、
2)繊維交絡処理後の繊維ウェブを加熱して、立体捲縮を発現させて、不織布を得ること、
3)当該不織布にプレス加工を施すこと、および
4)当該不織布に、化粧料を含浸させること
を含む、製造方法を提供する。この方法によれば、柔らかく且つ良好な密着性を有する、皮膚被覆シートを、簡易に製造することができる。
【発明の効果】
【0018】
本発明の皮膚被覆シートは、皮膚と接する面に、立体捲縮を有する繊維が配されていること、横方向の3cmあたりの50%伸長時応力が所定範囲内にあって横方向に伸長させやすいこと、および繊維密度が所定値より大きいことを特徴とする。これらの特徴により、本発明の皮膚被覆シートは、柔らかい触感を有し、皮膚と接したときにチクチク感を与えず、また、良好に皮膚へ密着する感覚を使用者に与える。さらに、立体捲縮を有する繊維は、一般に、合成繊維であって、コットンよりも吸水性が小さいので、本発明の皮膚被覆シートにおいて、繊維自体による化粧料の吸液量が小さくなる。そのため、本発明の皮膚被覆シートは、使用時に皮膚とシートとの間に化粧料の膜を形成しやすく、この膜は、繊維が直接皮膚に当たることを、ある程度防止して、繊維のチクチク感をより緩和する。よって、本発明の皮膚被覆シートは、敏感な部位、特に、顔および首筋等に当てて使用するのに特に適している。
【発明を実施するための最良の形態】
【0019】
以下、本発明の実施の形態を説明する。
本発明のシートは、
立体捲縮を有する立体捲縮繊維を含む不織布と、
当該不織布に含浸された化粧料と
を含み、
不織布の少なくとも皮膚と接する側の表面に立体捲縮が存在しており、
不織布が繊維同士の交絡によって一体化しており、
不織布の横方向の50%伸長時応力が、0.80〜1.60N/3cmであり、
不織布の繊維密度(荷重19.6cN)が0.08g/cm3以上である
化粧料含浸皮膚被覆シートである。
【0020】
「立体捲縮」という用語は、スパイラル状の湾曲またはカール、およびスタッフィングボックス型クリンパー等によって付与される捲縮の屈曲部分(通常、実質的に鋭角である)が変形して丸みを帯びるにいたった部分を指し、スタッフィングボックス型クリンパー等によってのみ付与された捲縮(「機械捲縮」ともいう)と区別するために使用される。
【0021】
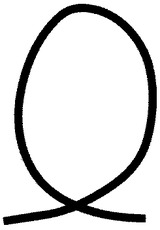
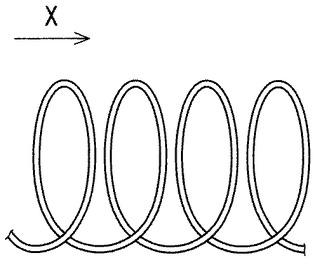
本発明のシートにおいて、立体捲縮は、その投影が閉曲線を描き得る形状を有することが好ましい。そのような立体捲縮の例を、図1〜図3に示す。図1は、図4に示すスパイラル状(コイル状)の立体捲縮が形成された繊維から取り出した、一つの立体捲縮の投影である。図示した投影は、湾曲部が最大となるように得たものであり、図4において、矢印Xで示す方向の投影である。図示した投影は、閉曲線を描いている。
【0022】
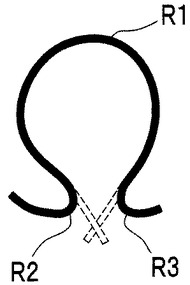
図2は、別の立体捲縮の投影である。図示した立体捲縮は、図1に示すようなスパイラルではなく、湾曲部R1の端部は、閉曲線を形成する前に、別の湾曲部R2およびR3(曲線の極大または極小)を形成している。この場合、湾曲部R1の端部が、別の湾曲部R2を形成していないと仮定して、仮想の延長線を引き、仮想の延長線が交差して、閉曲線を形成すれば、閉曲線を描き得る湾曲部とみなす。例えば、図3に示すような、ヘアピン状の湾曲部も閉曲線を描き得るものとみなすことができる。いずれの場合も、仮想の延長線は、湾曲部R1の任意の点の接線方向に延びるものである。
【0023】
図1〜図3に示す立体捲縮は、丸みを帯びていて(即ち、カールしていて)肌に良好な触感を与える。また、このような立体捲縮を有すると、繊維の端部が、不織布表面から外側に向かって突出しにくい。一方、閉曲線を描かない立体捲縮は、投影が、例えば、図5に示すようなものである。図示する立体捲縮の投影は、湾曲のいずれの点の接線方向に仮想の延長線を引いても、閉曲線が形成されない。このような立体捲縮は、図1〜図3に示すものと比較して、繊維の端部が露出しやすいために、良好な触感を与えにくい。
【0024】
投影が閉曲線を描き得る立体捲縮は、全立体捲縮の少なくとも一部を占めていることが好ましい。具体的には、そのような立体捲縮を少なくとも1つ有する立体捲縮繊維が、不織布の10質量%以上を占めていることが好ましく、30質量%以上を占めていることがより好ましい。特に、シート表面において上記立体捲縮繊維を10質量%以上含むことがより好ましい。
【0025】
立体捲縮は、好ましくは、立体捲縮を、例えば加熱により発現する、潜在捲縮性繊維の潜在捲縮が発現したことにより、形成されたものであることが好ましい。潜在捲縮性繊維それ自体は当該分野において既に公知である。本発明においては、公知の潜在捲縮性繊維から1種または複数種を選択し、選択した潜在捲縮性繊維で皮膚被覆シートの一部または全部を構成するようにする。潜在捲縮性繊維は、例えば、融点の異なる2つの樹脂成分から成り、断面構造が並列型断面または偏心芯鞘型断面である複合繊維である。樹脂成分の組み合わせとして、例えば、ポリエチレンテレフタレート/変性ポリエステル、ポリプロピレン/エチレン−プロピレン共重合体、ポリプロピレン/線状低密度ポリエチレン(LLDPE)、およびポリエステル/ポリアミドが挙げられる。
【0026】
潜在捲縮性繊維は、構成樹脂および断面形態に応じて、所定の寸法および数の立体捲縮を発現する性質(捲縮能)を有する。捲縮能は、皮膚被覆シートの適用部位等に応じて適宜選択される。本発明において、立体捲縮繊維となる潜在捲縮性繊維は、自由な状態で捲縮を発現させたときに、JIS 1015に準じて測定される捲縮数が1インチあたり25個以上、好ましくは30個以上となる立体捲縮を発現する捲縮能を有することが好ましく、例えば、170℃で、自由な状態で加熱したときに、90個〜100個の立体捲縮を発現するものである。尤も、立体捲縮は過度に小さいものが多数(例えば、1インチあたり150個以上)形成されると、却って不織布を硬くする可能性がある。
【0027】
潜在捲縮性繊維の繊度は、皮膚被覆シートの適用部位等に応じて適宜選択される。一般に、繊度が小さいほど、シートの触感はより良好となり、また、繊維の表面積が増えて、より多くの化粧料を保持できる。一般的に、潜在捲縮性繊維の繊度は、0.5〜4.4dtex程度とすることが好ましく、0.9〜3.3dtexとすることがより好ましく、0.9〜2.0dtexとすることがさらにより好ましく、0.9〜1.5dtexとすることが最も好ましい。本発明においては、繊度の異なる潜在捲縮性繊維を2種以上使用してもよい。
【0028】
後述するように、本発明のシートを、ニードルパンチ処理により繊維同士を交絡させる方法で製造する場合には、繊度を小さくしても処理が容易である。また、繊度がより小さいほど、ニードルにより損傷を受けやすいものの、そのことが、シートの風合いをより柔軟にしている可能性がある。より具体的には、損傷を受けた繊維は、損傷部位にて捲縮を発現しにくく、そのことが過度に細かい捲縮が生じることを防止している可能性がある。さらに、繊度が小さいと、繊維同士を交絡させたときに繊維間距離が短くなり、より緻密な構造の不織布が得られ、液体保持力が向上する。このことは、シートからの液だれを防止または軽減する。
【0029】
潜在捲縮性繊維は、繊維同士を、後述するようにニードルパンチ処理または水流交絡処理により交絡させる場合には、繊維長が10〜150mmのステープル繊維であることが好ましい。ステープル繊維の繊維長は、より好ましくは20〜120mmであり、さらにより好ましくは30〜100mmである。ステープル繊維の繊維長が10mm未満であると、繊維の脱落が多くなり、また、工程性も劣る。ステープル繊維の繊維長が200mmを越えると、ニードルパンチ処理または水流交絡処理による交絡性が低下する。また、繊維長が200mmを越えると、工程性が低下する傾向にある。
【0030】
本発明の皮膚被覆シートにおいて、立体捲縮を有する立体捲縮繊維は、25質量%以上含まれることが好ましく、35質量%以上含まれることがより好ましく、50質量%以上含まれることがさらにより好ましい。また、シート表面において立体捲縮繊維は、50質量%以上含まれることが好ましく、80質量%以上含まれることがより好ましい。立体捲縮繊維の割合が25質量%未満であると、立体捲縮がシート表面に存在する数が少なくなり、良好な触感が得られない。立体捲縮を有する立体捲縮繊維が、潜在捲縮性繊維の捲縮の発現により得られる場合には、ここに挙げた好ましい割合は、捲縮を発現させる前の潜在捲縮性繊維が、繊維ウェブまたはシート(例えば不織布)中に占める好ましい割合に等しい。
【0031】
本発明の皮膚被覆シートは、立体捲縮繊維以外の繊維を含んでよい。例えば、シートの吸液性および/または保液性を高めるために、親水性繊維を含んでよい。親水性繊維としては、パルプ、コットン、麻、シルク、およびウールなどの天然繊維、ビスコースレーヨン、銅アンモニアレーヨン、および溶剤紡糸セルロース繊維などの再生繊維、ならびに合成繊維に親水化処理を施したもの等を挙げることができる。
【0032】
親水性繊維は、交絡性の点から、ビスコースレーヨン、溶剤紡糸セルロース繊維またはコットンであることが好ましい。ビスコースレーヨン、溶剤紡糸セルロース繊維、およびコットンは、ステープル繊維の形態で使用することが可能であり、したがって不織布の使用中に脱落繊維を少なくできることから、特に好ましく用いられる。
【0033】
あるいは、立体捲縮繊維以外の繊維は、合成繊維であってよい。合成繊維は、ポリプロピレン、ポリエチレン、ポリブテン−1およびエチレン−プロピレン共重合体のようなポリオレフィン樹脂、ポリエチレンテレフタレートおよびポリブチレンテレフタレートのようなポリエステル樹脂、ナイロン6およびナイロン66のようなポリアミド樹脂から選択される、1又は複数の樹脂を用いて構成された、単一繊維または複合繊維であってよい。
【0034】
親水性繊維または合成繊維を使用する場合、その繊度は、例えば、0.5〜6.6dtexであることが好ましく、立体捲縮繊維の繊度と同じであることがより好ましい。また、その繊維長は、繊維同士をニードルパンチ処理または水流交絡処理により交絡させる場合には、好ましくは10〜150mmであり、より好ましくは20〜120mmであり、さらにより好ましくは30〜100mmである。
【0035】
本発明の皮膚被覆シートは、立体捲縮繊維のみ又はこれと他の繊維とから成る、単層構造のシートであってよく、あるいは、立体捲縮繊維のみ又はこれと他の繊維とから成る層と、他の繊維から成る層との積層構造のシートであってよい。
【0036】
本発明の皮膚被覆シートが積層構造である場合、シートは、立体捲縮繊維のみ又はこれと他の繊維とから成る層(以下、この層を「立体捲縮繊維層」とも呼ぶ)は、皮膚と接する面に配置される。積層構造の皮膚被覆シートは、立体捲縮繊維層と他の繊維層とから成る二層構造であってよく、または2つの立体捲縮繊維層の間に他の繊維層が位置する三層構造であってよい。他の繊維層は、親水性繊維を含む又は親水性繊維のみから成る繊維層であってよい。
【0037】
本発明の皮膚被覆シートは、単層構造及び積層構造のいずれであっても、繊維同士が交絡により一体化されて、シート形状を維持し、かつ不織布の横方向の50%伸長時応力が、0.80〜1.60N/3cmである。繊維同士の交絡は、例えば、ニードルパンチ処理、または水流交絡処理によるものであってよく、好ましくは前者である。ここで、横方向の50%伸長時応力とは、不織布を、その横方向(縦方向(不織布が連続生産されるときの機械方向)と直交する方向)において、長さを50%伸ばすのに必要な力をいう。本明細書では、横方向に垂直な寸法が3cmである不織布片(より具体的には、引張試験に付す、幅3cmの不織布サンプル)を伸ばすのに必要な力(N/3cm)で50%伸長時応力を表す。不織布の横方向の50%伸長時応力は、より好ましくは、0.90〜1.50N/3cmである。50%という値は、シートを引っ張りながら皮膚に当てるときに、使用者がシートを伸ばす限度又はそれに近い値であり、50%伸長時の応力の大小は使用者が感じる取扱い性に影響を及ぼす。そのため、本明細書では、不織布を特定する物性として、これを選択している。
【0038】
ニードルパンチ処理により繊維同士を交絡させたシートは、繊維同士の交絡の度合いが強くなりすぎず、柔軟な風合いを有するとともに、小さい力で伸ばしやすい(即ち、伸長応力が小さい)ので、伸ばし気味にしながら皮膚に貼り付けるのに適している。また、ニードルパンチ処理してなる不織布は、当該処理に付す繊維ウェブを適宜選択することによって、縦方向(機械方向)と横方向の物性の相違が小さいものとして得られる。さらにまた、ニードルパンチ処理によれば、潜在捲縮性繊維を使用する場合に、前述のように、繊維の損傷が生じて、過度に細かな捲縮が発生せず、大きなカールの立体捲縮を得られる傾向にあり、そのことによっても柔らかな触感が得られると考えられる。ニードルパンチ処理は、必要に応じて、水流交絡処理と組み合わせてよい。また、50%伸長時応力が0.80〜1.60N/3cmとなり、かつ繊維密度が所定値となる限りにおいて、水流交絡処理のみを採用してよい。
【0039】
本発明の皮膚被覆シートにおいて、不織布の繊維密度(荷重19.6cN)は0.08g/cm3以上である。不織布の繊維密度は、緻密さに影響を及ぼすとともに、化粧料の保持性(保液性)に影響を及ぼす。ここで、「荷重19.6cN」とは、繊維密度を求めるのに必要な不織布の厚さを、19.6cN(20gf/cm2)の荷重を加えた状態で測定することを意味する。不織布の繊維密度が、0.08g/cm3未満であると、シートが嵩高で厚く、また、ふわふわとしていて取り扱いにくい。また、繊維密度が小さいほど、シートにおいて粗密が生じやすく、化粧料の保液量をシート全体で均一にすることが難しくなる。不織布の繊維密度は、好ましくは0.10g/cm3以上である。また、不織布の繊維密度は、0.15g/cm3以下であることが好ましい。不織布の繊維密度が大きすぎると、化粧料を保持しにくくなることがあり、あるいは不織布の柔軟性が低下することがある。
【0040】
本発明の皮膚被覆シートを構成する不織布において、縦方向の破断強度は、横方向の破断強度の2倍未満であることが好ましい。即ち、縦方向の強力と横方向の強力の差がより小さいことが好ましい。そのような不織布は、例えば、方向性を有する皮膚被覆シート(例えば、顔面に当てるフェイスマスク)として加工するときに、シートを打ち抜く際に用いるカッター(刃)の方向の相違により、打ち抜きやすさに差が生じるという問題を軽減することができる。そのような不織布は、後述するように、クロスウェブまたはクリスクロスウェブを交絡させる方法により作製することができる。
【0041】
また、本発明の皮膚被覆シートを構成する不織布は、横方向の50%伸長回復率が65〜85%であることが好ましく、70〜80%であることがより好ましい。横方向の伸長回復率が高い不織布は、当該方向で伸縮性を示す。よって、そのような不織布を、例えば、フェイスマスクとして使用する場合に、不織布の横方向を鼻と直交する方向となるように加工すると、伸ばし気味にしながら顔に密着させた後に、不織布が回復しようとして、頬およびこめかみ付近に力を及ぼす。その力は、使用者に、より高い密着感を与え、また顔の皮膚が伸ばされる又は皮膚が引き締められる感覚を与え、より高い美容効果が得られる感覚をもたらす。
【0042】
不織布の繊維密度を所定のものとするために、後述するように、プレス加工を利用することができる。プレス加工の際の圧力等を調節することにより、例えば、繊維密度の小さい嵩高な不織布の厚さを減少させて、繊維密度が大きく、かつシートとして取り扱いやすい厚さの不織布が得られる。
【0043】
本発明の皮膚被覆シートは、全体として、好ましくは30〜250g/m2の目付を有し、より好ましくは40〜120g/m2の目付を有し、さらにより好ましくは50〜100g/m2の目付を有する。目付が小さすぎると、含浸させ得る液体の絶対量が少なくなり、また、手で持ったときの感じがしっかりとしたものにならない。また、目付が小さいと、弾力性(特に、厚さ方向のクッション性)が小さくなることに起因して、皮膚にあてたときに良好な着け心地を得られないことがある。また、目付が小さいと、シート製造工程性が低下する、および/または地合いが低下する傾向にある。目付が大きすぎると、厚くなりすぎて、取り扱いにくくなり、また、コスト高となる。
【0044】
本発明の皮膚被覆シートが、積層構造を有する場合、全体の目付が上記範囲内にあり、かつ立体捲縮繊維を含む層の目付が10〜150g/m2であり、他の繊維層の目付が10〜150g/m2であることが好ましい。積層構造において、立体捲縮繊維を含む層の目付が小さいと、シートの弾力性(特に、厚さ方向のクッション性)が小さくなって、良好な触感を得られないことがある。立体捲縮層の目付が大きすぎると、他の繊維層を設けることによる機能(例えば、親水性繊維の層を設ける場合の化粧料保持機能)を十分に得られないことがある。
【0045】
次に、本発明の皮膚被覆シートの製造方法の一例を説明する。本発明の化粧料含浸皮膚被覆シートは、
1)潜在捲縮性繊維を含む繊維ウェブを、ニードルパンチ処理に付して、繊維同士を交絡させること、
2)繊維交絡処理後の繊維ウェブを加熱して、立体捲縮を発現させて、不織布を得ること、
3)当該不織布にプレス加工を施すこと、および
4)当該不織布に、化粧料を含浸させること
を含む、製造方法によって製造できる。
【0046】
潜在捲縮性繊維を含む繊維ウェブの形態は特に限定されない。例えば、繊維ウェブは、パラレルウェブ、クロスウェブ、クリスクロスウェブ、セミランダムウェブおよびランダムウェブ等のカードウェブ、エアレイウェブ、湿式抄紙ウェブ、ならびにスパンボンドウェブ等から選択されるいずれの形態であってもよい。繊維ウェブは、目付と得られる不織布の縦横の物性のバランスを考慮すると、クロスウェブまたはクリスクロスウェブであることが好ましい。クロスウェブは、皮膚被覆シートの取り扱い性を良くしたい場合は、縦及び横の繊維配向が1:1に近づくように作製する。また、シートを装着したときのフィット性を良くするためには、マスクが横方向において伸びやすくなるように、縦/横の配向比が1を超えるように作製するとよい。
【0047】
次に、繊維ウェブは、ニードルパンチ処理に付される。即ち、本発明の皮膚被覆シートの製造において、繊維同士は、ニードルパンチ処理により交絡される。前述したように、ニードルパンチ処理により得られる不織布は、繊維同士が強く交絡されず、柔らかく、クッション性のある嵩高なものである。また、ニードルパンチ処理によれば、比較的繊度の小さい潜在捲縮性繊維(加熱による立体捲縮の発現であっても、若干立体捲縮を発現している)を良好に交絡させることができ、緻密で、滑らかな触感を得る不織布を得やすい。
【0048】
ニードルパンチ処理は、通常のニードルパンチ機を用いて実施することができる。ニードルパンチ処理は、例えば、バーブの数が3〜9個である、36〜42番手の針を用いて、針深度を3〜20mmとし、30〜500本/cm2の密度で打ち込みをして実施するとよい。
【0049】
次に、交絡処理後の繊維ウェブを熱処理して、潜在捲縮性繊維において立体捲縮を発現させる。熱処理は、捲縮が十分に発現するように、機械方向(機械方向)において、繊維ウェブ(または不織布)をオーバーフィード(過供給)して実施することが好ましい。即ち、熱処理機へ送り出すウェブ(または不織布)の速度よりも、熱処理機のウェブの搬送速度を小さく設定することが好ましい。具体的には、下記の式で表されるオーバーフィード率を、30〜200%に設定することが好ましい。
【0050】
【数1】

【0051】
熱処理はまた、横方向(CD方向)の寸法を制御して、実施してよい。例えば、熱処理は、潜在捲縮繊維において捲縮が十分に発現するように、横方向に繊維ウェブが収縮することを確保するように、実施してよい。具体的には、繊維ウェブを、熱風を吹き付ける方法で熱処理する場合には、熱処理によって繊維ウェブの横方向の寸法が小さくなったときに、張力が過度に加わらないように、ピンテンターを使用して、熱処理機を通過している間に、ウェブの横方向の寸法を漸減させてよい。
【0052】
熱処理温度および熱処理時間は、立体捲縮が発現するように、潜在捲縮性繊維を構成する樹脂に応じて選択される。例えば、潜在捲縮性繊維が、ポリエチレンテレフタレート/変性ポリエステル(融点170℃以上)の組み合わせから成る複合繊維である場合、熱処理温度は120〜145℃であることが好ましく、熱処理時間は10〜120秒であることが好ましい。例えば、潜在捲縮性繊維が、ポリプロピレン/エチレン−プロピレン共重合体の組み合わせから成る複合繊維である場合、熱処理温度は120〜135℃であることが好ましく、熱処理時間は10〜120秒であることが好ましい。
【0053】
熱処理は、好ましくは熱風吹き付け法(エアースルー法)により実施される。この方法によれば、立体捲縮がつぶれにくい。熱処理は、熱ロールを用いる方法によって実施してもよい。
【0054】
捲縮を発現させた後、フラットロールまたはフラットプレス板で、不織布にプレス加工を施す。それにより、ニードルパンチ処理後の嵩高で、表面の凹凸が大きく、もこもことした触感を有する不織布から、表面がより平坦であり、しっとりとした良好な触感を有する不織布を得ることができる。プレス加工は、発現した立体捲縮がつぶれないような圧力および温度を選択して実施する。例えば、潜在捲縮性繊維が、ポリエチレンテレフタレート/変性ポリエステル(融点170℃以上)の組み合わせから成る複合繊維である場合、好ましいプレス温度は30〜100℃、より好ましいプレス温度は40〜80℃であり、好ましいプレス圧力は0より大きく、10MPa(線圧2.19kN/cm)以下程度であり、より好ましいプレス圧力は、2〜8MPa(線圧0.44〜1.75kN/cm)である。これらの好ましいプレス温度およびプレス圧力は、他の潜在捲縮性繊維を使用する場合に用いることができ、その場合にも、同様に好ましい温度および圧力であり得る。
【0055】
このようにして製造した不織布は、横方向の50%伸長時応力が、0.80〜1.60N/3cmであり、かつ繊維密度が0.08g/cm3以上であり得る。また、このようにして製造した不織布は、繊維の配向方向が一方向に偏っていない繊維ウェブから製造した場合には、縦方向の破断強度/横方向の破断強度の比が2倍未満であり得る。縦方向の破断強度/横方向の破断強度の比は、繊維ウェブとして、クロスウェブまたはクリスクロスウェブを選択することにより、小さくすることができる。さらに、このようにして製造した不織布は、横方向の50%伸長回復率が65〜85%であり得る。さらにまた、ニードルパンチ処理を用いることにより、例えば、高圧の柱状水流を噴射して、プレス加工を施す前に繊維密度が0.08g/cm3以上となるように繊維同士を交絡させた不織布と比較して、縦方向および横方向の物性を小さくすることが可能である。
【0056】
このようにして得た不織布に、通常液体である化粧料を含浸させて、本発明の皮膚被覆シートを得る。化粧料は、通常の方法でシートに含浸させることができ、例えば、ディッピング法、またはダイコータもしくはリバースコータを用いた塗布含浸法等により含浸させることができる。
【0057】
皮膚被覆シートは、化粧料含浸前の不織布100質量部に対して、液体の化粧料が100質量部以上1500質量部以下、好ましくは400質量部以上700質量部以下の範囲で含浸されてなる。化粧料の量をこの範囲とすることによって、十分量の有効成分を皮膚に供給するとともに、液だれ等の使用時の不便を回避することができる。最適な化粧料の量は、被覆シートの性質、特に吸水性によって適宜決定する。好ましい態様においては、設定された使用時間中、被覆シートの飽和量以上の化粧料が存在するように、化粧料の量が調整される。
【0058】
化粧料は、有効成分として、例えば、保湿成分、クレンジング成分、制汗成分、香り成分、美白成分、血行促進成分、紫外線防止成分、又は痩身成分等を含むことが好ましい。化粧料の有効成分は、これらに限定されず、皮膚に対して特定の作用を奏することが期待される任意の成分を含んでよい。
【0059】
本発明の皮膚被覆シートは、好ましくは、人の顔を被覆するフェイスマスクである。フェイスマスクは、化粧料を含浸させる前の不織布を、顔を被覆するのに適した形状に加工して作製される。フェイスマスクには、例えば、目、鼻および口に相当する部分に、必要に応じて打ち抜き部又は切り込み部が設けられる。あるいは、フェイスマスクは、顔の一部分(例えば、目元、口元、鼻または頬)のみを覆う形状のものとして提供してよい。あるいはまた、フェイスマスクは、2またはそれよりも多い部分を別々に覆うシートのセットとして提供してよい。そのような2以上のシートから成るセットは、顔全体をシートで被覆する作業を容易にする。
【0060】
本発明の皮膚被覆シートは、顔以外の部位を覆うために使用してよい。例えば、保湿成分を含む液体化粧料を含浸させた本発明の皮膚被覆シートを、首、肘または踵に貼付して使用してよい。あるいは、痩身成分を含む液体化粧料を含浸させた本発明の皮膚被覆シートを、腹部または大腿部に貼付して使用してよい。
【0061】
本発明の皮膚被覆シートは、立体捲縮を有する立体捲縮繊維を含み、横方向の50%伸長時応力が、0.80〜1.60N/3cmであり、かつ繊維密度が高いために、柔らかく、また、比較的小さな力で伸ばすことができる。よって、このシートは、皮膚に追随しやすく、良好な密着性を有する。さらに、立体捲縮がスプリングの役割をして、シートに適度な弾力性を与えるので、本発明の皮膚被覆シートは、厚さ方向で良好なクッション性を有する。
【0062】
本発明の皮膚被覆シートにおける立体捲縮が、潜在捲縮性繊維の捲縮が発現して形成されたものであるときには、シートは、その製造過程において緻密化されることとなる。そのため、得られる皮膚被覆シートは、均一で粗密が少なく、そのことによって良好な触感が確保される。また、繊維の捲縮発現の過程において、繊維が機械方向および横方向の両方の方向で収縮するため、シートにおいて、繊維の配列が比較的均一になる(即ち、繊維の配向の一方向への偏りが小さい)。繊維の配列が均一であると、皮膚被覆シートは、特定の伸長性を有するように繊維同士を交絡させることと相俟って、方向の違いによる、柔らかさの差が小さく、凹凸を有する顔面に特にフィットさせやすいものとなる。
【0063】
この特長、即ち、立体捲縮繊維で構成されているために、繊維が均一に配列しており、シートが柔らかく、また、横方向の伸長性が特定のものであって、肌にフィットしやすいという特長は、化粧料を含浸させる前の不織布の縦方向2箇所および横方向2箇所のハンドルオメータ値の総和(これを「剛軟度」という)によって、表される。本発明の皮膚被覆シートにおいて、剛軟度は、20〜55gであることが好ましく、20〜40gであることがより好ましい。化粧料を含浸させる前の不織布の剛軟度がこの数値範囲内にあるシートは、優れた柔軟性を有し、かつ皮膚への追随性(フィット性)が高い。
【実施例】
【0064】
本発明の皮膚被覆シートを、実施例によって、詳細に説明する。化粧料を含浸させる前の不織布の厚さ、破断強度、破断伸度、10%および50%伸長時応力、ならびに剛軟度は、下記のようにして測定または評価した。
【0065】
[厚さ]
厚み測定機(商品名:THICKNESS GAUGE モデルCR−60A (株)大栄科学精器製作所製)を用い、試料1cm2あたり19.6cNの荷重を加えた状態で測定した。
【0066】
[破断強度および破断伸度]
JIS L 1096 8.12.1 A法(ストリップ法)に準じて、定速緊張形引張試験機を用いて、試料片の幅3cm、つかみ間隔10cm、引張速度30±2cm/分の条件で引張試験に付し、切断時の荷重値および伸長率を測定し、それぞれ破断強度および破断伸度とした。引張試験は、シートの機械方向(MD方向)および横方向(CD方向)のそれぞれについて実施した。また、上記引張試験に付したときに、試料を10%伸長させるのに必要な強力、および試料を50%伸長させるのに必要な強力を、それぞれ10%伸長時応力および50%伸長時応力とした。
【0067】
[剛軟度]
ハンドルオメータ(型式HOM−200 (株)大栄科学精器製作所製)を用いて、測定した。より具体的には、機械方向×横方向が20cm×17.5cmである試験片を、幅10mmのスリット上にスリットと直角になるようにセットし、試験片の辺から6.7cm(試験幅の1/3)の位置をペネトレーターのブレードにて8mm押しこみ、このときの抵抗値を剛軟度として評価した。剛軟度は、1つの試料につき、機械方向および横方向について測定した。下記表1に示す、剛軟度は、1つの試料につき、縦方向の剛軟度を表面および裏面にて測定し、横方向の剛軟度を表面および裏面にて測定し、それらの4つの値の総和をした値で示している。
【0068】
[試料1]
潜在捲縮性繊維として、芯/鞘がポリエチレンテレフタレート(融点250℃)/変性ポリエステル(融点230℃)である偏心芯鞘型複合繊維(商品名T−81、ユニチカ(株)製)を用意した。本実施例では、繊度1.1dtex、繊維長44mmのものを使用した。この潜在捲縮性繊維は、170℃にて、15分間、自由な状態で熱処理したときに、投影が図1〜図3に示すようなものである、90〜100個の立体捲縮を発現するものであった。
【0069】
この潜在捲縮性繊維のみを使用し、パラレルウェブを作製した。クロスレイヤーを用いて、このウェブを重ねて、目付31g/m2のクロスウェブを作製した。これを、ニードルパンチ処理に付して、皮膚被覆シート用の不織布を作製した。ニードルパンチ処理は、40番手の針(バーブの数:9個)を用いて、針深度を5mmとし、130本/cm2の密度で実施した。
【0070】
次に、ニードルパンチ処理後の繊維ウェブを、エアスルー熱処理機を用いて熱処理した。熱処理の間、繊維ウェブはピンテンターを用いて搬送し、熱処理機の入口での幅に対して、熱処理後の出口での幅が約63%となるようにした。熱処理温度は、135℃、熱処理時間は85秒とした。オーバーフィード率は48.4%とした。この熱処理により、潜在捲縮性繊維の立体捲縮を発現させた。熱処理により、ウェブの面積は、約57%収縮した。さらに、熱処理後の不織布を、カレンダーによりプレス加工に付した。プレス加工は、1.36kN/cmの線圧にて、50℃の温度で行った。得られた不織布の目付は、約70g/m2であった。
【0071】
[試料2]
クロスウェブの目付を35g/m2として、不織布の目付を約82g/m2としたこと以外は、試料1を作製するときに採用した手順と同様の手順で不織布を作製した。
【0072】
[試料3]
繊度が約1.7dtexである潜在捲縮性繊維を用いたこと、立体捲縮を発現させる際の熱処理を、熱処理機の入口での幅に対して、熱処理後の出口での幅が約62%となるようにし、オーバーフィード率を47.0%としたこと以外は、試料1を作製するときに採用した手順と同様の手順で不織布を作製した。
【0073】
[試料4]
クロスウェブの目付を37g/m2として、不織布の目付を約89g/m2としたこと以外は、試料3を作製するときに採用した手順と同様の手順で不織布を作製した。
【0074】
[試料5(比較)]
潜在捲縮性繊維として、芯/鞘がポリエチレンテレフタレート(融点250℃)/変性ポリエステル(融点230℃)である偏心芯鞘型複合繊維(商品名T−81、ユニチカ(株)製)を用意した。本実施例では、繊度2.2dtex、繊維長44mmのものを使用した。この潜在捲縮性繊維は、170℃にて、15分間、自由な状態で熱処理したときに、投影が図1〜図3に示すようなものである、90〜100個の立体捲縮を発現するものであった。
【0075】
この潜在捲縮性繊維のみを使用し、セミランダムカード機を用いて、目付40g/m2のセミランダムカードウェブを作製した。次いで、このウェブの一方の面に、孔径0.13mmのオリフィスが1.0mm間隔で設けられたノズルを用いて、水圧2.5MPaの柱状水流を2回噴射し、その後、他方の面に孔径0.13mmのオリフィスが1.0mm間隔で設けられたノズルを用いて、水圧2.5MPaの柱状水流を2回噴射して、繊維同士を交絡させた。それから、60℃に設定したドラム乾燥機を用いて、繊維ウェブを乾燥させた。
【0076】
次に、水流交絡後の繊維ウェブを、エアスルー熱処理機を用いて熱処理した。熱処理の間、繊維ウェブはピンテンターを用いて搬送し、熱処理機の入口での幅に対して、熱処理後の出口での幅が約87%となるようにした。熱処理温度は、140℃、熱処理時間は30秒とした。オーバーフィード率は85.4%とした。この熱処理により、潜在捲縮性繊維の立体捲縮を発現させて、皮膚被覆シート用の不織布を得た。得られた不織布の目付は、80.9g/m2であり、熱処理により、面積が約50%収縮した。さらに、熱処理後の不織布を、カレンダーによりプレス加工に付した。プレス加工は、1.53kN/cmの線圧にて、30℃の温度で行った。
【0077】
[試料6(比較)]
プレス加工を施さなかったこと以外は、試料1を作製するときに採用した手順と同様の手順で不織布を作製した。
【0078】
[試料7(比較)]
プレス加工を施さなかったこと以外は、試料2を作製するときに採用した手順と同様の手順で不織布を作製した。
【0079】
試料1〜7の不織布の目付、厚さ、密度、破断強度、破断伸度、10%および50%伸長時の応力ならびに剛軟度を表1に示す。
【0080】
【表1】
【0081】
試料1〜4はいずれも、横方向の50%伸長時応力が1.60N/3cmより小さく、縦方向の破断強度が横方向の破断強度の2倍未満であり、繊維密度が0.10g/cm3よりも大きいものであった。これらは緻密な表面を有し、見た目においても粗密が少なかった。これらは、柔らかく、また、フェイスマスクに加工したときに、適度な力で引張り気味にしながら、顔にしっかりと密着させることができた。さらにまた、試料1〜4はいずれも、しっとりとした感触を有していた。試料5は、繊維密度の点では、試料1〜4とそれほど異ならないが、横方向の50%伸長時応力が大きく、フェイスマスクに加工すると伸ばしにくいものであった。また、試料5は、試料1〜4と比較すると、やや硬い触感であった。試料6および7は、もこもことして、ふんわりとした触感を有していたが、厚さが試料1および2の倍近くあり、皮膚への追随に適した柔軟性を有するものではなかった。さらに、試料7は、横方向の50%伸長時応力が小さく、僅かな力でシートが伸びるために、取り扱いにくいものであった。
【0082】
さらに、試料1、試料6および試料7について、湿潤状態の滑り抵抗性を評価した。具体的には、試料を10cm×10cmの寸法にカットし、その質量を測定した後、試料の裏面(後述のガラス板に接する側とは反対の面)にガムテープ(布粘着テープNo.750、日東電工(株)製)を貼付した。それから、試料の質量の5倍に相当する量の水を、ガムテープを貼付していない面にスプレーして含浸させた。また、試料の一辺にクリップを取り付け、ガラス板に濡らした試料を置いた。試料の上に、質量200gの板状の重りを置き、さらにクリップにバネばかり((株)三光精衡所製、78.4〜196cN(80〜200gf)測定用)のフックをかけた。試料をガラス面上にてゆっくりと50cm滑らせたときの平均の抵抗値を2回測定し、平均値を求めた。結果を表3に示す。
【0083】
【表2】
【0084】
試料1は、試料5〜7よりも、濡らした状態のすべり抵抗が大きかった。このことは、湿潤状態の試料1の密着性が、試料5〜7のそれよりも高いことを示していると考えられる。
【産業上の利用可能性】
【0085】
本発明の皮膚被覆シートは、顔に装着するためのフェイスマスク、ならびに首筋および大腿部に化粧料の有効成分を浸透させるためのシート等として、有用である。
【図面の簡単な説明】
【0086】
【図1】好ましい立体捲縮の一例の投影図である。
【図2】好ましい立体捲縮の別の例の投影図である。
【図3】好ましい立体捲縮のさらに別の例の投影図である。
【図4】立体捲縮を示す模式図である。
【図5】閉曲線を形成しない立体捲縮の一例の投影図である。
【技術分野】
【0001】
本発明は、保湿成分、クレンジング成分、制汗成分、香り成分、美白成分、血行促進成分、紫外線防止成分、または痩身成分等を含有する化粧料を含浸させ、人体の皮膚等に貼付して使用する化粧料含浸皮膚被覆シートおよびその製造方法に関する。
【背景技術】
【0002】
化粧料を含浸したフェイスマスク等の化粧料含浸皮膚被覆シートは、既に広く使用されている。化粧料を含浸したシートとしては、コットン(木綿)またはレーヨンを主成分とした不織布が一般に用いられている。コットンまたはレーヨンが使用されるのは、吸水性があって化粧料を含浸させるのに好適であること、天然繊維または天然材料に由来する繊維であり、肌着等、皮膚に接触する製品に汎用されてきた実績があること、ならびに、コシがあって手で持ったときにしっかりとした感触があり、高級感があること等による。
【0003】
本出願人も、液体を含浸させて使用するシートとして、コットンおよびレーヨン等を使用する三層構造のシートを提案している(特許文献1、2)。また、コットン以外の繊維を使用して、化粧料を含浸させるシートも、提案されている(特許文献3)。
【0004】
【特許文献1】特開2007−7062号公報
【特許文献2】特開2005−177176号公報
【特許文献3】特許第3804784号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
コットンまたはレーヨンを含み、コットンまたはレーヨンが表面に存在する不織布は、化粧料を含浸させて皮膚に当てたときに、チクチクとした触感を与える。その原因を調べるために、コットンまたはレーヨンのみから成り、水流交絡処理により繊維同士を交絡させた不織布の表面および断面を、顕微鏡で拡大して観察したところ、次のことが認められた。
・不織布の表面に、繊維の端部が多く存在する。
・繊維自体は、完全に真っ直ぐではなく、湾曲部を有しているところ、湾曲部が鋭角的である。
これらのことが、チクチクした触感の原因であると考えられた。
【0006】
そのようなチクチクした触感を与えやすいにもかかわらず、市場においては、コットンまたはレーヨンを使用したシートが、多く用いられている。また、特許文献3に記載されたシートは、コットンおよびレーヨンを積極的に使用するものではないものの、凸部が多数設けられており、フェイスマスクのように、シートを皮膚に密着させて覆う用途には適していない。
【0007】
さらに、シートを皮膚に密着させて、皮膚をシートで覆う場合には、使用者がシートに触れたときに感じる柔らかさを考慮することが好ましい。シートが柔らかいほど、使用者が感じる皮膚への刺激をより減らすことができ、また、皮膚への密着性および追随性が実際に増し、あるいはそれらの性質が増す感覚を使用者に与えることができる。
【0008】
さらにまた、使用者が重視するシートの性能の一つとして、シートの伸長性が挙げられる。シートを皮膚に密着させるときに、使用者はシートを引っ張り気味にしながら、皮膚に当てる。その際に、シートの伸長性が小さい、即ち、手で引っ張ったときにシートが伸びにくいと、使用者はシートを取り扱いにくいと感じる。そのため、化粧料含浸皮膚被覆シートの分野においては、伸びやすい性質を有するシートが求められる傾向にある。
【0009】
このように、使用者は、皮膚に優しい感覚を与える柔らかさを有し、均一に特定の部位を漏れなく覆うように密着して、化粧料を隅々にまでゆきわたらせる(または少なくともその感覚を与える)ことができ、かつ伸ばし気味にして貼付可能なシートを常に求めている。よって、化粧料含浸皮膚被覆シートの分野においては、柔らかく、適当な伸長性を有し、且つ密着性のより良いシートが常に求められている。実際に、より柔らかく、かつ伸長性および密着性を備えたシートは、より高級なシートとして使用者に提供される。
【0010】
本発明は、これらの事情に鑑みてなされた。本発明は、より柔らかく、かつ、皮膚への密着性に優れており、その結果、良好な使い心地を使用者にもたらす、化粧料含浸皮膚被覆シートを提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らが検討した結果、皮膚が感じる密着性は、シートを引張り気味にしながら皮膚に当てるときに、シートが比較的小さい力で伸びる性質を有すると、より高められることがわかった。さらに、シートを比較的小さい力で伸ばすことができれば、凹凸または曲面を有する部位にシートを追随させることがより容易となり、そのことによっても、密着性(または密着性が増す感覚)をより高められることもわかった。そこで、本発明者らがさらに検討したところ、シートを50%程度伸長させるのに要する力(即ち、50%伸長時応力)がシートの密着性と関係し、この応力が一定の範囲内となるように構成した不織布が、化粧料を含浸させた皮膚に密着させるシートとして良好に機能することを見出し、本発明のシートを案出した。
【0012】
本発明は、第1の要旨において、
立体捲縮を有する立体捲縮繊維を含む不織布と、
当該不織布に含浸された化粧料と
を含み、
不織布の少なくとも皮膚と接する側の表面に立体捲縮が存在しており、
不織布が繊維同士の交絡によって一体化しており、
不織布の横方向の50%伸長時応力が、0.80〜1.60N/3cmであり、
不織布の繊維密度(荷重19.6cN)が0.08g/cm3以上である
化粧料含浸皮膚被覆シートを提供する。
【0013】
本発明の化粧料含浸皮膚被覆シート(以下の説明を含む本明細書において、「皮膚被覆シート」または「シート」と呼ぶことがある)を構成する不織布は、その表面において、立体捲縮が発現した繊維が存在するために、繊維の端が表面に現れにくい構成のものとなる。また、不織布の横方向の50%伸長時応力が、0.80〜1.60N/3cmであることによって、繊維同士の交絡の度合いが強くなりすぎず、繊維の自由度が確保され、柔らかい触感が不織布に付与されるとともに、適度な伸長性を有し、皮膚への密着性が向上したものとなる。さらに、不織布の繊維密度(荷重19.6cN)が0.08g/cm3以上であることによって、繊維同士の交絡の度合いに比して、緻密で平坦であり、且つバラツキの小さい均一な表面が得られ、良好な触感を使用者に与える。
【0014】
本発明はまた、第2の要旨において、
立体捲縮を有する立体捲縮繊維を含む不織布と、
当該不織布に含浸された化粧料と
を含み、
不織布の少なくとも皮膚と接する側の表面に立体捲縮が存在しており、
不織布がニードルパンチ処理による繊維同士の交絡によって一体化しており、
不織布が繊維同士を交絡させた後でプレス加工を施されたものである、
化粧料含浸皮膚被覆シートを提供する。この発明のシートにおいて、不織布は、ニードルパンチ処理で比較的嵩高な状態の不織布を一旦得た後、プレス加工により圧縮して得られたものであるため、柔らかく、且つより優れた伸長性を示す。
【0015】
いずれの要旨の発明においても、立体捲縮繊維は、潜在捲縮性繊維において捲縮が発現したことにより形成されていることが好ましい。潜在捲縮性繊維は、例えば加熱することにより、立体捲縮を発現する繊維である。潜在捲縮性繊維を使用すると、繊維同士を交絡させた不織布を得てから、立体捲縮を発現させることができる。よって、そのような繊維は不織布の製造において取り扱いやすい。
【0016】
本発明の皮膚被覆シートは、顔の一部または全部を覆う形状を有することが好ましい。即ち、本発明の皮膚被覆シートは、フェイスマスクとして用いられることが好ましい。顔に当てて使用する皮膚被覆シートには、特に良好な触感が求められることによる。
【0017】
本発明はまた、前記本発明の皮膚被覆シートを製造する方法として、
1)潜在捲縮性繊維を含む繊維ウェブを、ニードルパンチ処理に付して、繊維同士を交絡させること、
2)繊維交絡処理後の繊維ウェブを加熱して、立体捲縮を発現させて、不織布を得ること、
3)当該不織布にプレス加工を施すこと、および
4)当該不織布に、化粧料を含浸させること
を含む、製造方法を提供する。この方法によれば、柔らかく且つ良好な密着性を有する、皮膚被覆シートを、簡易に製造することができる。
【発明の効果】
【0018】
本発明の皮膚被覆シートは、皮膚と接する面に、立体捲縮を有する繊維が配されていること、横方向の3cmあたりの50%伸長時応力が所定範囲内にあって横方向に伸長させやすいこと、および繊維密度が所定値より大きいことを特徴とする。これらの特徴により、本発明の皮膚被覆シートは、柔らかい触感を有し、皮膚と接したときにチクチク感を与えず、また、良好に皮膚へ密着する感覚を使用者に与える。さらに、立体捲縮を有する繊維は、一般に、合成繊維であって、コットンよりも吸水性が小さいので、本発明の皮膚被覆シートにおいて、繊維自体による化粧料の吸液量が小さくなる。そのため、本発明の皮膚被覆シートは、使用時に皮膚とシートとの間に化粧料の膜を形成しやすく、この膜は、繊維が直接皮膚に当たることを、ある程度防止して、繊維のチクチク感をより緩和する。よって、本発明の皮膚被覆シートは、敏感な部位、特に、顔および首筋等に当てて使用するのに特に適している。
【発明を実施するための最良の形態】
【0019】
以下、本発明の実施の形態を説明する。
本発明のシートは、
立体捲縮を有する立体捲縮繊維を含む不織布と、
当該不織布に含浸された化粧料と
を含み、
不織布の少なくとも皮膚と接する側の表面に立体捲縮が存在しており、
不織布が繊維同士の交絡によって一体化しており、
不織布の横方向の50%伸長時応力が、0.80〜1.60N/3cmであり、
不織布の繊維密度(荷重19.6cN)が0.08g/cm3以上である
化粧料含浸皮膚被覆シートである。
【0020】
「立体捲縮」という用語は、スパイラル状の湾曲またはカール、およびスタッフィングボックス型クリンパー等によって付与される捲縮の屈曲部分(通常、実質的に鋭角である)が変形して丸みを帯びるにいたった部分を指し、スタッフィングボックス型クリンパー等によってのみ付与された捲縮(「機械捲縮」ともいう)と区別するために使用される。
【0021】
本発明のシートにおいて、立体捲縮は、その投影が閉曲線を描き得る形状を有することが好ましい。そのような立体捲縮の例を、図1〜図3に示す。図1は、図4に示すスパイラル状(コイル状)の立体捲縮が形成された繊維から取り出した、一つの立体捲縮の投影である。図示した投影は、湾曲部が最大となるように得たものであり、図4において、矢印Xで示す方向の投影である。図示した投影は、閉曲線を描いている。
【0022】
図2は、別の立体捲縮の投影である。図示した立体捲縮は、図1に示すようなスパイラルではなく、湾曲部R1の端部は、閉曲線を形成する前に、別の湾曲部R2およびR3(曲線の極大または極小)を形成している。この場合、湾曲部R1の端部が、別の湾曲部R2を形成していないと仮定して、仮想の延長線を引き、仮想の延長線が交差して、閉曲線を形成すれば、閉曲線を描き得る湾曲部とみなす。例えば、図3に示すような、ヘアピン状の湾曲部も閉曲線を描き得るものとみなすことができる。いずれの場合も、仮想の延長線は、湾曲部R1の任意の点の接線方向に延びるものである。
【0023】
図1〜図3に示す立体捲縮は、丸みを帯びていて(即ち、カールしていて)肌に良好な触感を与える。また、このような立体捲縮を有すると、繊維の端部が、不織布表面から外側に向かって突出しにくい。一方、閉曲線を描かない立体捲縮は、投影が、例えば、図5に示すようなものである。図示する立体捲縮の投影は、湾曲のいずれの点の接線方向に仮想の延長線を引いても、閉曲線が形成されない。このような立体捲縮は、図1〜図3に示すものと比較して、繊維の端部が露出しやすいために、良好な触感を与えにくい。
【0024】
投影が閉曲線を描き得る立体捲縮は、全立体捲縮の少なくとも一部を占めていることが好ましい。具体的には、そのような立体捲縮を少なくとも1つ有する立体捲縮繊維が、不織布の10質量%以上を占めていることが好ましく、30質量%以上を占めていることがより好ましい。特に、シート表面において上記立体捲縮繊維を10質量%以上含むことがより好ましい。
【0025】
立体捲縮は、好ましくは、立体捲縮を、例えば加熱により発現する、潜在捲縮性繊維の潜在捲縮が発現したことにより、形成されたものであることが好ましい。潜在捲縮性繊維それ自体は当該分野において既に公知である。本発明においては、公知の潜在捲縮性繊維から1種または複数種を選択し、選択した潜在捲縮性繊維で皮膚被覆シートの一部または全部を構成するようにする。潜在捲縮性繊維は、例えば、融点の異なる2つの樹脂成分から成り、断面構造が並列型断面または偏心芯鞘型断面である複合繊維である。樹脂成分の組み合わせとして、例えば、ポリエチレンテレフタレート/変性ポリエステル、ポリプロピレン/エチレン−プロピレン共重合体、ポリプロピレン/線状低密度ポリエチレン(LLDPE)、およびポリエステル/ポリアミドが挙げられる。
【0026】
潜在捲縮性繊維は、構成樹脂および断面形態に応じて、所定の寸法および数の立体捲縮を発現する性質(捲縮能)を有する。捲縮能は、皮膚被覆シートの適用部位等に応じて適宜選択される。本発明において、立体捲縮繊維となる潜在捲縮性繊維は、自由な状態で捲縮を発現させたときに、JIS 1015に準じて測定される捲縮数が1インチあたり25個以上、好ましくは30個以上となる立体捲縮を発現する捲縮能を有することが好ましく、例えば、170℃で、自由な状態で加熱したときに、90個〜100個の立体捲縮を発現するものである。尤も、立体捲縮は過度に小さいものが多数(例えば、1インチあたり150個以上)形成されると、却って不織布を硬くする可能性がある。
【0027】
潜在捲縮性繊維の繊度は、皮膚被覆シートの適用部位等に応じて適宜選択される。一般に、繊度が小さいほど、シートの触感はより良好となり、また、繊維の表面積が増えて、より多くの化粧料を保持できる。一般的に、潜在捲縮性繊維の繊度は、0.5〜4.4dtex程度とすることが好ましく、0.9〜3.3dtexとすることがより好ましく、0.9〜2.0dtexとすることがさらにより好ましく、0.9〜1.5dtexとすることが最も好ましい。本発明においては、繊度の異なる潜在捲縮性繊維を2種以上使用してもよい。
【0028】
後述するように、本発明のシートを、ニードルパンチ処理により繊維同士を交絡させる方法で製造する場合には、繊度を小さくしても処理が容易である。また、繊度がより小さいほど、ニードルにより損傷を受けやすいものの、そのことが、シートの風合いをより柔軟にしている可能性がある。より具体的には、損傷を受けた繊維は、損傷部位にて捲縮を発現しにくく、そのことが過度に細かい捲縮が生じることを防止している可能性がある。さらに、繊度が小さいと、繊維同士を交絡させたときに繊維間距離が短くなり、より緻密な構造の不織布が得られ、液体保持力が向上する。このことは、シートからの液だれを防止または軽減する。
【0029】
潜在捲縮性繊維は、繊維同士を、後述するようにニードルパンチ処理または水流交絡処理により交絡させる場合には、繊維長が10〜150mmのステープル繊維であることが好ましい。ステープル繊維の繊維長は、より好ましくは20〜120mmであり、さらにより好ましくは30〜100mmである。ステープル繊維の繊維長が10mm未満であると、繊維の脱落が多くなり、また、工程性も劣る。ステープル繊維の繊維長が200mmを越えると、ニードルパンチ処理または水流交絡処理による交絡性が低下する。また、繊維長が200mmを越えると、工程性が低下する傾向にある。
【0030】
本発明の皮膚被覆シートにおいて、立体捲縮を有する立体捲縮繊維は、25質量%以上含まれることが好ましく、35質量%以上含まれることがより好ましく、50質量%以上含まれることがさらにより好ましい。また、シート表面において立体捲縮繊維は、50質量%以上含まれることが好ましく、80質量%以上含まれることがより好ましい。立体捲縮繊維の割合が25質量%未満であると、立体捲縮がシート表面に存在する数が少なくなり、良好な触感が得られない。立体捲縮を有する立体捲縮繊維が、潜在捲縮性繊維の捲縮の発現により得られる場合には、ここに挙げた好ましい割合は、捲縮を発現させる前の潜在捲縮性繊維が、繊維ウェブまたはシート(例えば不織布)中に占める好ましい割合に等しい。
【0031】
本発明の皮膚被覆シートは、立体捲縮繊維以外の繊維を含んでよい。例えば、シートの吸液性および/または保液性を高めるために、親水性繊維を含んでよい。親水性繊維としては、パルプ、コットン、麻、シルク、およびウールなどの天然繊維、ビスコースレーヨン、銅アンモニアレーヨン、および溶剤紡糸セルロース繊維などの再生繊維、ならびに合成繊維に親水化処理を施したもの等を挙げることができる。
【0032】
親水性繊維は、交絡性の点から、ビスコースレーヨン、溶剤紡糸セルロース繊維またはコットンであることが好ましい。ビスコースレーヨン、溶剤紡糸セルロース繊維、およびコットンは、ステープル繊維の形態で使用することが可能であり、したがって不織布の使用中に脱落繊維を少なくできることから、特に好ましく用いられる。
【0033】
あるいは、立体捲縮繊維以外の繊維は、合成繊維であってよい。合成繊維は、ポリプロピレン、ポリエチレン、ポリブテン−1およびエチレン−プロピレン共重合体のようなポリオレフィン樹脂、ポリエチレンテレフタレートおよびポリブチレンテレフタレートのようなポリエステル樹脂、ナイロン6およびナイロン66のようなポリアミド樹脂から選択される、1又は複数の樹脂を用いて構成された、単一繊維または複合繊維であってよい。
【0034】
親水性繊維または合成繊維を使用する場合、その繊度は、例えば、0.5〜6.6dtexであることが好ましく、立体捲縮繊維の繊度と同じであることがより好ましい。また、その繊維長は、繊維同士をニードルパンチ処理または水流交絡処理により交絡させる場合には、好ましくは10〜150mmであり、より好ましくは20〜120mmであり、さらにより好ましくは30〜100mmである。
【0035】
本発明の皮膚被覆シートは、立体捲縮繊維のみ又はこれと他の繊維とから成る、単層構造のシートであってよく、あるいは、立体捲縮繊維のみ又はこれと他の繊維とから成る層と、他の繊維から成る層との積層構造のシートであってよい。
【0036】
本発明の皮膚被覆シートが積層構造である場合、シートは、立体捲縮繊維のみ又はこれと他の繊維とから成る層(以下、この層を「立体捲縮繊維層」とも呼ぶ)は、皮膚と接する面に配置される。積層構造の皮膚被覆シートは、立体捲縮繊維層と他の繊維層とから成る二層構造であってよく、または2つの立体捲縮繊維層の間に他の繊維層が位置する三層構造であってよい。他の繊維層は、親水性繊維を含む又は親水性繊維のみから成る繊維層であってよい。
【0037】
本発明の皮膚被覆シートは、単層構造及び積層構造のいずれであっても、繊維同士が交絡により一体化されて、シート形状を維持し、かつ不織布の横方向の50%伸長時応力が、0.80〜1.60N/3cmである。繊維同士の交絡は、例えば、ニードルパンチ処理、または水流交絡処理によるものであってよく、好ましくは前者である。ここで、横方向の50%伸長時応力とは、不織布を、その横方向(縦方向(不織布が連続生産されるときの機械方向)と直交する方向)において、長さを50%伸ばすのに必要な力をいう。本明細書では、横方向に垂直な寸法が3cmである不織布片(より具体的には、引張試験に付す、幅3cmの不織布サンプル)を伸ばすのに必要な力(N/3cm)で50%伸長時応力を表す。不織布の横方向の50%伸長時応力は、より好ましくは、0.90〜1.50N/3cmである。50%という値は、シートを引っ張りながら皮膚に当てるときに、使用者がシートを伸ばす限度又はそれに近い値であり、50%伸長時の応力の大小は使用者が感じる取扱い性に影響を及ぼす。そのため、本明細書では、不織布を特定する物性として、これを選択している。
【0038】
ニードルパンチ処理により繊維同士を交絡させたシートは、繊維同士の交絡の度合いが強くなりすぎず、柔軟な風合いを有するとともに、小さい力で伸ばしやすい(即ち、伸長応力が小さい)ので、伸ばし気味にしながら皮膚に貼り付けるのに適している。また、ニードルパンチ処理してなる不織布は、当該処理に付す繊維ウェブを適宜選択することによって、縦方向(機械方向)と横方向の物性の相違が小さいものとして得られる。さらにまた、ニードルパンチ処理によれば、潜在捲縮性繊維を使用する場合に、前述のように、繊維の損傷が生じて、過度に細かな捲縮が発生せず、大きなカールの立体捲縮を得られる傾向にあり、そのことによっても柔らかな触感が得られると考えられる。ニードルパンチ処理は、必要に応じて、水流交絡処理と組み合わせてよい。また、50%伸長時応力が0.80〜1.60N/3cmとなり、かつ繊維密度が所定値となる限りにおいて、水流交絡処理のみを採用してよい。
【0039】
本発明の皮膚被覆シートにおいて、不織布の繊維密度(荷重19.6cN)は0.08g/cm3以上である。不織布の繊維密度は、緻密さに影響を及ぼすとともに、化粧料の保持性(保液性)に影響を及ぼす。ここで、「荷重19.6cN」とは、繊維密度を求めるのに必要な不織布の厚さを、19.6cN(20gf/cm2)の荷重を加えた状態で測定することを意味する。不織布の繊維密度が、0.08g/cm3未満であると、シートが嵩高で厚く、また、ふわふわとしていて取り扱いにくい。また、繊維密度が小さいほど、シートにおいて粗密が生じやすく、化粧料の保液量をシート全体で均一にすることが難しくなる。不織布の繊維密度は、好ましくは0.10g/cm3以上である。また、不織布の繊維密度は、0.15g/cm3以下であることが好ましい。不織布の繊維密度が大きすぎると、化粧料を保持しにくくなることがあり、あるいは不織布の柔軟性が低下することがある。
【0040】
本発明の皮膚被覆シートを構成する不織布において、縦方向の破断強度は、横方向の破断強度の2倍未満であることが好ましい。即ち、縦方向の強力と横方向の強力の差がより小さいことが好ましい。そのような不織布は、例えば、方向性を有する皮膚被覆シート(例えば、顔面に当てるフェイスマスク)として加工するときに、シートを打ち抜く際に用いるカッター(刃)の方向の相違により、打ち抜きやすさに差が生じるという問題を軽減することができる。そのような不織布は、後述するように、クロスウェブまたはクリスクロスウェブを交絡させる方法により作製することができる。
【0041】
また、本発明の皮膚被覆シートを構成する不織布は、横方向の50%伸長回復率が65〜85%であることが好ましく、70〜80%であることがより好ましい。横方向の伸長回復率が高い不織布は、当該方向で伸縮性を示す。よって、そのような不織布を、例えば、フェイスマスクとして使用する場合に、不織布の横方向を鼻と直交する方向となるように加工すると、伸ばし気味にしながら顔に密着させた後に、不織布が回復しようとして、頬およびこめかみ付近に力を及ぼす。その力は、使用者に、より高い密着感を与え、また顔の皮膚が伸ばされる又は皮膚が引き締められる感覚を与え、より高い美容効果が得られる感覚をもたらす。
【0042】
不織布の繊維密度を所定のものとするために、後述するように、プレス加工を利用することができる。プレス加工の際の圧力等を調節することにより、例えば、繊維密度の小さい嵩高な不織布の厚さを減少させて、繊維密度が大きく、かつシートとして取り扱いやすい厚さの不織布が得られる。
【0043】
本発明の皮膚被覆シートは、全体として、好ましくは30〜250g/m2の目付を有し、より好ましくは40〜120g/m2の目付を有し、さらにより好ましくは50〜100g/m2の目付を有する。目付が小さすぎると、含浸させ得る液体の絶対量が少なくなり、また、手で持ったときの感じがしっかりとしたものにならない。また、目付が小さいと、弾力性(特に、厚さ方向のクッション性)が小さくなることに起因して、皮膚にあてたときに良好な着け心地を得られないことがある。また、目付が小さいと、シート製造工程性が低下する、および/または地合いが低下する傾向にある。目付が大きすぎると、厚くなりすぎて、取り扱いにくくなり、また、コスト高となる。
【0044】
本発明の皮膚被覆シートが、積層構造を有する場合、全体の目付が上記範囲内にあり、かつ立体捲縮繊維を含む層の目付が10〜150g/m2であり、他の繊維層の目付が10〜150g/m2であることが好ましい。積層構造において、立体捲縮繊維を含む層の目付が小さいと、シートの弾力性(特に、厚さ方向のクッション性)が小さくなって、良好な触感を得られないことがある。立体捲縮層の目付が大きすぎると、他の繊維層を設けることによる機能(例えば、親水性繊維の層を設ける場合の化粧料保持機能)を十分に得られないことがある。
【0045】
次に、本発明の皮膚被覆シートの製造方法の一例を説明する。本発明の化粧料含浸皮膚被覆シートは、
1)潜在捲縮性繊維を含む繊維ウェブを、ニードルパンチ処理に付して、繊維同士を交絡させること、
2)繊維交絡処理後の繊維ウェブを加熱して、立体捲縮を発現させて、不織布を得ること、
3)当該不織布にプレス加工を施すこと、および
4)当該不織布に、化粧料を含浸させること
を含む、製造方法によって製造できる。
【0046】
潜在捲縮性繊維を含む繊維ウェブの形態は特に限定されない。例えば、繊維ウェブは、パラレルウェブ、クロスウェブ、クリスクロスウェブ、セミランダムウェブおよびランダムウェブ等のカードウェブ、エアレイウェブ、湿式抄紙ウェブ、ならびにスパンボンドウェブ等から選択されるいずれの形態であってもよい。繊維ウェブは、目付と得られる不織布の縦横の物性のバランスを考慮すると、クロスウェブまたはクリスクロスウェブであることが好ましい。クロスウェブは、皮膚被覆シートの取り扱い性を良くしたい場合は、縦及び横の繊維配向が1:1に近づくように作製する。また、シートを装着したときのフィット性を良くするためには、マスクが横方向において伸びやすくなるように、縦/横の配向比が1を超えるように作製するとよい。
【0047】
次に、繊維ウェブは、ニードルパンチ処理に付される。即ち、本発明の皮膚被覆シートの製造において、繊維同士は、ニードルパンチ処理により交絡される。前述したように、ニードルパンチ処理により得られる不織布は、繊維同士が強く交絡されず、柔らかく、クッション性のある嵩高なものである。また、ニードルパンチ処理によれば、比較的繊度の小さい潜在捲縮性繊維(加熱による立体捲縮の発現であっても、若干立体捲縮を発現している)を良好に交絡させることができ、緻密で、滑らかな触感を得る不織布を得やすい。
【0048】
ニードルパンチ処理は、通常のニードルパンチ機を用いて実施することができる。ニードルパンチ処理は、例えば、バーブの数が3〜9個である、36〜42番手の針を用いて、針深度を3〜20mmとし、30〜500本/cm2の密度で打ち込みをして実施するとよい。
【0049】
次に、交絡処理後の繊維ウェブを熱処理して、潜在捲縮性繊維において立体捲縮を発現させる。熱処理は、捲縮が十分に発現するように、機械方向(機械方向)において、繊維ウェブ(または不織布)をオーバーフィード(過供給)して実施することが好ましい。即ち、熱処理機へ送り出すウェブ(または不織布)の速度よりも、熱処理機のウェブの搬送速度を小さく設定することが好ましい。具体的には、下記の式で表されるオーバーフィード率を、30〜200%に設定することが好ましい。
【0050】
【数1】
【0051】
熱処理はまた、横方向(CD方向)の寸法を制御して、実施してよい。例えば、熱処理は、潜在捲縮繊維において捲縮が十分に発現するように、横方向に繊維ウェブが収縮することを確保するように、実施してよい。具体的には、繊維ウェブを、熱風を吹き付ける方法で熱処理する場合には、熱処理によって繊維ウェブの横方向の寸法が小さくなったときに、張力が過度に加わらないように、ピンテンターを使用して、熱処理機を通過している間に、ウェブの横方向の寸法を漸減させてよい。
【0052】
熱処理温度および熱処理時間は、立体捲縮が発現するように、潜在捲縮性繊維を構成する樹脂に応じて選択される。例えば、潜在捲縮性繊維が、ポリエチレンテレフタレート/変性ポリエステル(融点170℃以上)の組み合わせから成る複合繊維である場合、熱処理温度は120〜145℃であることが好ましく、熱処理時間は10〜120秒であることが好ましい。例えば、潜在捲縮性繊維が、ポリプロピレン/エチレン−プロピレン共重合体の組み合わせから成る複合繊維である場合、熱処理温度は120〜135℃であることが好ましく、熱処理時間は10〜120秒であることが好ましい。
【0053】
熱処理は、好ましくは熱風吹き付け法(エアースルー法)により実施される。この方法によれば、立体捲縮がつぶれにくい。熱処理は、熱ロールを用いる方法によって実施してもよい。
【0054】
捲縮を発現させた後、フラットロールまたはフラットプレス板で、不織布にプレス加工を施す。それにより、ニードルパンチ処理後の嵩高で、表面の凹凸が大きく、もこもことした触感を有する不織布から、表面がより平坦であり、しっとりとした良好な触感を有する不織布を得ることができる。プレス加工は、発現した立体捲縮がつぶれないような圧力および温度を選択して実施する。例えば、潜在捲縮性繊維が、ポリエチレンテレフタレート/変性ポリエステル(融点170℃以上)の組み合わせから成る複合繊維である場合、好ましいプレス温度は30〜100℃、より好ましいプレス温度は40〜80℃であり、好ましいプレス圧力は0より大きく、10MPa(線圧2.19kN/cm)以下程度であり、より好ましいプレス圧力は、2〜8MPa(線圧0.44〜1.75kN/cm)である。これらの好ましいプレス温度およびプレス圧力は、他の潜在捲縮性繊維を使用する場合に用いることができ、その場合にも、同様に好ましい温度および圧力であり得る。
【0055】
このようにして製造した不織布は、横方向の50%伸長時応力が、0.80〜1.60N/3cmであり、かつ繊維密度が0.08g/cm3以上であり得る。また、このようにして製造した不織布は、繊維の配向方向が一方向に偏っていない繊維ウェブから製造した場合には、縦方向の破断強度/横方向の破断強度の比が2倍未満であり得る。縦方向の破断強度/横方向の破断強度の比は、繊維ウェブとして、クロスウェブまたはクリスクロスウェブを選択することにより、小さくすることができる。さらに、このようにして製造した不織布は、横方向の50%伸長回復率が65〜85%であり得る。さらにまた、ニードルパンチ処理を用いることにより、例えば、高圧の柱状水流を噴射して、プレス加工を施す前に繊維密度が0.08g/cm3以上となるように繊維同士を交絡させた不織布と比較して、縦方向および横方向の物性を小さくすることが可能である。
【0056】
このようにして得た不織布に、通常液体である化粧料を含浸させて、本発明の皮膚被覆シートを得る。化粧料は、通常の方法でシートに含浸させることができ、例えば、ディッピング法、またはダイコータもしくはリバースコータを用いた塗布含浸法等により含浸させることができる。
【0057】
皮膚被覆シートは、化粧料含浸前の不織布100質量部に対して、液体の化粧料が100質量部以上1500質量部以下、好ましくは400質量部以上700質量部以下の範囲で含浸されてなる。化粧料の量をこの範囲とすることによって、十分量の有効成分を皮膚に供給するとともに、液だれ等の使用時の不便を回避することができる。最適な化粧料の量は、被覆シートの性質、特に吸水性によって適宜決定する。好ましい態様においては、設定された使用時間中、被覆シートの飽和量以上の化粧料が存在するように、化粧料の量が調整される。
【0058】
化粧料は、有効成分として、例えば、保湿成分、クレンジング成分、制汗成分、香り成分、美白成分、血行促進成分、紫外線防止成分、又は痩身成分等を含むことが好ましい。化粧料の有効成分は、これらに限定されず、皮膚に対して特定の作用を奏することが期待される任意の成分を含んでよい。
【0059】
本発明の皮膚被覆シートは、好ましくは、人の顔を被覆するフェイスマスクである。フェイスマスクは、化粧料を含浸させる前の不織布を、顔を被覆するのに適した形状に加工して作製される。フェイスマスクには、例えば、目、鼻および口に相当する部分に、必要に応じて打ち抜き部又は切り込み部が設けられる。あるいは、フェイスマスクは、顔の一部分(例えば、目元、口元、鼻または頬)のみを覆う形状のものとして提供してよい。あるいはまた、フェイスマスクは、2またはそれよりも多い部分を別々に覆うシートのセットとして提供してよい。そのような2以上のシートから成るセットは、顔全体をシートで被覆する作業を容易にする。
【0060】
本発明の皮膚被覆シートは、顔以外の部位を覆うために使用してよい。例えば、保湿成分を含む液体化粧料を含浸させた本発明の皮膚被覆シートを、首、肘または踵に貼付して使用してよい。あるいは、痩身成分を含む液体化粧料を含浸させた本発明の皮膚被覆シートを、腹部または大腿部に貼付して使用してよい。
【0061】
本発明の皮膚被覆シートは、立体捲縮を有する立体捲縮繊維を含み、横方向の50%伸長時応力が、0.80〜1.60N/3cmであり、かつ繊維密度が高いために、柔らかく、また、比較的小さな力で伸ばすことができる。よって、このシートは、皮膚に追随しやすく、良好な密着性を有する。さらに、立体捲縮がスプリングの役割をして、シートに適度な弾力性を与えるので、本発明の皮膚被覆シートは、厚さ方向で良好なクッション性を有する。
【0062】
本発明の皮膚被覆シートにおける立体捲縮が、潜在捲縮性繊維の捲縮が発現して形成されたものであるときには、シートは、その製造過程において緻密化されることとなる。そのため、得られる皮膚被覆シートは、均一で粗密が少なく、そのことによって良好な触感が確保される。また、繊維の捲縮発現の過程において、繊維が機械方向および横方向の両方の方向で収縮するため、シートにおいて、繊維の配列が比較的均一になる(即ち、繊維の配向の一方向への偏りが小さい)。繊維の配列が均一であると、皮膚被覆シートは、特定の伸長性を有するように繊維同士を交絡させることと相俟って、方向の違いによる、柔らかさの差が小さく、凹凸を有する顔面に特にフィットさせやすいものとなる。
【0063】
この特長、即ち、立体捲縮繊維で構成されているために、繊維が均一に配列しており、シートが柔らかく、また、横方向の伸長性が特定のものであって、肌にフィットしやすいという特長は、化粧料を含浸させる前の不織布の縦方向2箇所および横方向2箇所のハンドルオメータ値の総和(これを「剛軟度」という)によって、表される。本発明の皮膚被覆シートにおいて、剛軟度は、20〜55gであることが好ましく、20〜40gであることがより好ましい。化粧料を含浸させる前の不織布の剛軟度がこの数値範囲内にあるシートは、優れた柔軟性を有し、かつ皮膚への追随性(フィット性)が高い。
【実施例】
【0064】
本発明の皮膚被覆シートを、実施例によって、詳細に説明する。化粧料を含浸させる前の不織布の厚さ、破断強度、破断伸度、10%および50%伸長時応力、ならびに剛軟度は、下記のようにして測定または評価した。
【0065】
[厚さ]
厚み測定機(商品名:THICKNESS GAUGE モデルCR−60A (株)大栄科学精器製作所製)を用い、試料1cm2あたり19.6cNの荷重を加えた状態で測定した。
【0066】
[破断強度および破断伸度]
JIS L 1096 8.12.1 A法(ストリップ法)に準じて、定速緊張形引張試験機を用いて、試料片の幅3cm、つかみ間隔10cm、引張速度30±2cm/分の条件で引張試験に付し、切断時の荷重値および伸長率を測定し、それぞれ破断強度および破断伸度とした。引張試験は、シートの機械方向(MD方向)および横方向(CD方向)のそれぞれについて実施した。また、上記引張試験に付したときに、試料を10%伸長させるのに必要な強力、および試料を50%伸長させるのに必要な強力を、それぞれ10%伸長時応力および50%伸長時応力とした。
【0067】
[剛軟度]
ハンドルオメータ(型式HOM−200 (株)大栄科学精器製作所製)を用いて、測定した。より具体的には、機械方向×横方向が20cm×17.5cmである試験片を、幅10mmのスリット上にスリットと直角になるようにセットし、試験片の辺から6.7cm(試験幅の1/3)の位置をペネトレーターのブレードにて8mm押しこみ、このときの抵抗値を剛軟度として評価した。剛軟度は、1つの試料につき、機械方向および横方向について測定した。下記表1に示す、剛軟度は、1つの試料につき、縦方向の剛軟度を表面および裏面にて測定し、横方向の剛軟度を表面および裏面にて測定し、それらの4つの値の総和をした値で示している。
【0068】
[試料1]
潜在捲縮性繊維として、芯/鞘がポリエチレンテレフタレート(融点250℃)/変性ポリエステル(融点230℃)である偏心芯鞘型複合繊維(商品名T−81、ユニチカ(株)製)を用意した。本実施例では、繊度1.1dtex、繊維長44mmのものを使用した。この潜在捲縮性繊維は、170℃にて、15分間、自由な状態で熱処理したときに、投影が図1〜図3に示すようなものである、90〜100個の立体捲縮を発現するものであった。
【0069】
この潜在捲縮性繊維のみを使用し、パラレルウェブを作製した。クロスレイヤーを用いて、このウェブを重ねて、目付31g/m2のクロスウェブを作製した。これを、ニードルパンチ処理に付して、皮膚被覆シート用の不織布を作製した。ニードルパンチ処理は、40番手の針(バーブの数:9個)を用いて、針深度を5mmとし、130本/cm2の密度で実施した。
【0070】
次に、ニードルパンチ処理後の繊維ウェブを、エアスルー熱処理機を用いて熱処理した。熱処理の間、繊維ウェブはピンテンターを用いて搬送し、熱処理機の入口での幅に対して、熱処理後の出口での幅が約63%となるようにした。熱処理温度は、135℃、熱処理時間は85秒とした。オーバーフィード率は48.4%とした。この熱処理により、潜在捲縮性繊維の立体捲縮を発現させた。熱処理により、ウェブの面積は、約57%収縮した。さらに、熱処理後の不織布を、カレンダーによりプレス加工に付した。プレス加工は、1.36kN/cmの線圧にて、50℃の温度で行った。得られた不織布の目付は、約70g/m2であった。
【0071】
[試料2]
クロスウェブの目付を35g/m2として、不織布の目付を約82g/m2としたこと以外は、試料1を作製するときに採用した手順と同様の手順で不織布を作製した。
【0072】
[試料3]
繊度が約1.7dtexである潜在捲縮性繊維を用いたこと、立体捲縮を発現させる際の熱処理を、熱処理機の入口での幅に対して、熱処理後の出口での幅が約62%となるようにし、オーバーフィード率を47.0%としたこと以外は、試料1を作製するときに採用した手順と同様の手順で不織布を作製した。
【0073】
[試料4]
クロスウェブの目付を37g/m2として、不織布の目付を約89g/m2としたこと以外は、試料3を作製するときに採用した手順と同様の手順で不織布を作製した。
【0074】
[試料5(比較)]
潜在捲縮性繊維として、芯/鞘がポリエチレンテレフタレート(融点250℃)/変性ポリエステル(融点230℃)である偏心芯鞘型複合繊維(商品名T−81、ユニチカ(株)製)を用意した。本実施例では、繊度2.2dtex、繊維長44mmのものを使用した。この潜在捲縮性繊維は、170℃にて、15分間、自由な状態で熱処理したときに、投影が図1〜図3に示すようなものである、90〜100個の立体捲縮を発現するものであった。
【0075】
この潜在捲縮性繊維のみを使用し、セミランダムカード機を用いて、目付40g/m2のセミランダムカードウェブを作製した。次いで、このウェブの一方の面に、孔径0.13mmのオリフィスが1.0mm間隔で設けられたノズルを用いて、水圧2.5MPaの柱状水流を2回噴射し、その後、他方の面に孔径0.13mmのオリフィスが1.0mm間隔で設けられたノズルを用いて、水圧2.5MPaの柱状水流を2回噴射して、繊維同士を交絡させた。それから、60℃に設定したドラム乾燥機を用いて、繊維ウェブを乾燥させた。
【0076】
次に、水流交絡後の繊維ウェブを、エアスルー熱処理機を用いて熱処理した。熱処理の間、繊維ウェブはピンテンターを用いて搬送し、熱処理機の入口での幅に対して、熱処理後の出口での幅が約87%となるようにした。熱処理温度は、140℃、熱処理時間は30秒とした。オーバーフィード率は85.4%とした。この熱処理により、潜在捲縮性繊維の立体捲縮を発現させて、皮膚被覆シート用の不織布を得た。得られた不織布の目付は、80.9g/m2であり、熱処理により、面積が約50%収縮した。さらに、熱処理後の不織布を、カレンダーによりプレス加工に付した。プレス加工は、1.53kN/cmの線圧にて、30℃の温度で行った。
【0077】
[試料6(比較)]
プレス加工を施さなかったこと以外は、試料1を作製するときに採用した手順と同様の手順で不織布を作製した。
【0078】
[試料7(比較)]
プレス加工を施さなかったこと以外は、試料2を作製するときに採用した手順と同様の手順で不織布を作製した。
【0079】
試料1〜7の不織布の目付、厚さ、密度、破断強度、破断伸度、10%および50%伸長時の応力ならびに剛軟度を表1に示す。
【0080】
【表1】
【0081】
試料1〜4はいずれも、横方向の50%伸長時応力が1.60N/3cmより小さく、縦方向の破断強度が横方向の破断強度の2倍未満であり、繊維密度が0.10g/cm3よりも大きいものであった。これらは緻密な表面を有し、見た目においても粗密が少なかった。これらは、柔らかく、また、フェイスマスクに加工したときに、適度な力で引張り気味にしながら、顔にしっかりと密着させることができた。さらにまた、試料1〜4はいずれも、しっとりとした感触を有していた。試料5は、繊維密度の点では、試料1〜4とそれほど異ならないが、横方向の50%伸長時応力が大きく、フェイスマスクに加工すると伸ばしにくいものであった。また、試料5は、試料1〜4と比較すると、やや硬い触感であった。試料6および7は、もこもことして、ふんわりとした触感を有していたが、厚さが試料1および2の倍近くあり、皮膚への追随に適した柔軟性を有するものではなかった。さらに、試料7は、横方向の50%伸長時応力が小さく、僅かな力でシートが伸びるために、取り扱いにくいものであった。
【0082】
さらに、試料1、試料6および試料7について、湿潤状態の滑り抵抗性を評価した。具体的には、試料を10cm×10cmの寸法にカットし、その質量を測定した後、試料の裏面(後述のガラス板に接する側とは反対の面)にガムテープ(布粘着テープNo.750、日東電工(株)製)を貼付した。それから、試料の質量の5倍に相当する量の水を、ガムテープを貼付していない面にスプレーして含浸させた。また、試料の一辺にクリップを取り付け、ガラス板に濡らした試料を置いた。試料の上に、質量200gの板状の重りを置き、さらにクリップにバネばかり((株)三光精衡所製、78.4〜196cN(80〜200gf)測定用)のフックをかけた。試料をガラス面上にてゆっくりと50cm滑らせたときの平均の抵抗値を2回測定し、平均値を求めた。結果を表3に示す。
【0083】
【表2】
【0084】
試料1は、試料5〜7よりも、濡らした状態のすべり抵抗が大きかった。このことは、湿潤状態の試料1の密着性が、試料5〜7のそれよりも高いことを示していると考えられる。
【産業上の利用可能性】
【0085】
本発明の皮膚被覆シートは、顔に装着するためのフェイスマスク、ならびに首筋および大腿部に化粧料の有効成分を浸透させるためのシート等として、有用である。
【図面の簡単な説明】
【0086】
【図1】好ましい立体捲縮の一例の投影図である。
【図2】好ましい立体捲縮の別の例の投影図である。
【図3】好ましい立体捲縮のさらに別の例の投影図である。
【図4】立体捲縮を示す模式図である。
【図5】閉曲線を形成しない立体捲縮の一例の投影図である。
【特許請求の範囲】
【請求項1】
立体捲縮を有する立体捲縮繊維を含む不織布と、
当該不織布に含浸された化粧料と
を含み、
不織布の少なくとも皮膚と接する側の表面に立体捲縮が存在しており、
不織布が繊維同士の交絡によって一体化しており、
不織布の横方向の50%伸長時応力が、0.80〜1.60N/3cmであり、
不織布の繊維密度(荷重19.6cN)が0.08g/cm3以上である
化粧料含浸皮膚被覆シート。
【請求項2】
立体捲縮を有する立体捲縮繊維を含む不織布と、
当該不織布に含浸された化粧料と
を含み、
不織布の少なくとも皮膚と接する側の表面に立体捲縮が存在しており、
不織布がニードルパンチ処理による繊維同士の交絡によって一体化しており、
不織布が繊維同士を交絡させた後でプレス加工を施されたものである、
化粧料含浸皮膚被覆シート。
【請求項3】
不織布の縦方向の破断強度が横方向の破断強度の2倍未満である、請求項1または請求項2に記載の化粧料含浸皮膚被覆シート。
【請求項4】
不織布の横方向の50%伸長回復率が65〜85%である、請求項1〜3のいずれか1項に記載の化粧料含浸皮膚被覆シート。
【請求項5】
立体捲縮が潜在捲縮性繊維において捲縮が発現したことにより形成されている、請求項1〜4のいずれか1項に記載の化粧料含浸皮膚被覆シート。
【請求項6】
顔の一部または全部を覆う形状を有する、請求項1〜5のいずれか1項に記載の化粧料含浸皮膚被覆シート。
【請求項7】
1)潜在捲縮性繊維を含む繊維ウェブを、ニードルパンチ処理に付して、繊維同士を交絡させること、
2)繊維交絡処理後の繊維ウェブを加熱して、立体捲縮を発現させて、不織布を得ること、
3)当該不織布にプレス加工を施すこと、および
4)当該不織布に、化粧料を含浸させること
を含む、化粧料含浸皮膚被覆シートの製造方法。
【請求項1】
立体捲縮を有する立体捲縮繊維を含む不織布と、
当該不織布に含浸された化粧料と
を含み、
不織布の少なくとも皮膚と接する側の表面に立体捲縮が存在しており、
不織布が繊維同士の交絡によって一体化しており、
不織布の横方向の50%伸長時応力が、0.80〜1.60N/3cmであり、
不織布の繊維密度(荷重19.6cN)が0.08g/cm3以上である
化粧料含浸皮膚被覆シート。
【請求項2】
立体捲縮を有する立体捲縮繊維を含む不織布と、
当該不織布に含浸された化粧料と
を含み、
不織布の少なくとも皮膚と接する側の表面に立体捲縮が存在しており、
不織布がニードルパンチ処理による繊維同士の交絡によって一体化しており、
不織布が繊維同士を交絡させた後でプレス加工を施されたものである、
化粧料含浸皮膚被覆シート。
【請求項3】
不織布の縦方向の破断強度が横方向の破断強度の2倍未満である、請求項1または請求項2に記載の化粧料含浸皮膚被覆シート。
【請求項4】
不織布の横方向の50%伸長回復率が65〜85%である、請求項1〜3のいずれか1項に記載の化粧料含浸皮膚被覆シート。
【請求項5】
立体捲縮が潜在捲縮性繊維において捲縮が発現したことにより形成されている、請求項1〜4のいずれか1項に記載の化粧料含浸皮膚被覆シート。
【請求項6】
顔の一部または全部を覆う形状を有する、請求項1〜5のいずれか1項に記載の化粧料含浸皮膚被覆シート。
【請求項7】
1)潜在捲縮性繊維を含む繊維ウェブを、ニードルパンチ処理に付して、繊維同士を交絡させること、
2)繊維交絡処理後の繊維ウェブを加熱して、立体捲縮を発現させて、不織布を得ること、
3)当該不織布にプレス加工を施すこと、および
4)当該不織布に、化粧料を含浸させること
を含む、化粧料含浸皮膚被覆シートの製造方法。
【図1】

【図2】
【図3】

【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−116374(P2010−116374A)
【公開日】平成22年5月27日(2010.5.27)
【国際特許分類】
【出願番号】特願2008−292287(P2008−292287)
【出願日】平成20年11月14日(2008.11.14)
【出願人】(000002923)ダイワボウホールディングス株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【Fターム(参考)】
【公開日】平成22年5月27日(2010.5.27)
【国際特許分類】
【出願日】平成20年11月14日(2008.11.14)
【出願人】(000002923)ダイワボウホールディングス株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【Fターム(参考)】
[ Back to top ]