
化粧材及びその製造方法
【課題】自然な深みのある重厚感溢れる絵柄を有する化粧材を提供する。
【解決手段】台板1にWPC処理により透過性が付与された化粧突板7が貼着された化粧材Aにおいて、化粧突板7のスキャンした絵柄11を基にデジタル処理したデジタル画像11Bの印刷層3を台板1に形成する。化粧突板7を印刷層3に透明接着剤層5を介して貼着する。さらに、化粧突板7を樹脂含浸によりWPC処理して印刷層3のデジタル画像11を化粧突板7の表側から視認できるようにする。
【解決手段】台板1にWPC処理により透過性が付与された化粧突板7が貼着された化粧材Aにおいて、化粧突板7のスキャンした絵柄11を基にデジタル処理したデジタル画像11Bの印刷層3を台板1に形成する。化粧突板7を印刷層3に透明接着剤層5を介して貼着する。さらに、化粧突板7を樹脂含浸によりWPC処理して印刷層3のデジタル画像11を化粧突板7の表側から視認できるようにする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、例えば建築物の床材等に用いられる化粧材及びその製造方法に関するものである。
【背景技術】
【0002】
特許文献1には、台板に木目模様等の絵柄の印刷層を形成し、該印刷層に凹凸模様を有する化粧突板を貼着して、該化粧突板の表側から上記印刷層の絵柄を透かし見ることで、化粧突板の凹凸模様と印刷層の絵柄とにより装飾性に優れた化粧材を得る技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−173202号公報(第4,5頁、図1)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記特許文献1では、下地である印刷層の絵柄と、表側の化粧突板の凹凸模様との融合調和を図ることができるものの、上記印刷層の絵柄は化粧突板の凹凸模様に基づかない異なる絵柄であるため、天然木化粧材としては違和感があり、自然感を強調する点自体は何ら考慮されておらず、重厚感を醸し出す工夫が待望される。
【0005】
この発明はかかる点に鑑みてなされたものであり、その目的とするところは、自然な深みのある重厚感溢れる絵柄を有する化粧材を提供することである。
【課題を解決するための手段】
【0006】
上記の目的を達成するため、この発明は、下地である印刷層の絵柄を工夫したことを特徴とする。
【0007】
具体的には、この発明は、台板にWPC処理により透過性が付与された化粧突板が貼着された化粧材及びその製造方法を対象とし、次のような解決手段を講じた。
【0008】
すなわち、第1及び第2の発明は、前者の化粧材に関するものであり、そのうちも第1の発明は、上記台板には、上記化粧突板のスキャンした絵柄を基にデジタル処理したデジタル画像の印刷層が形成され、該印刷層には、上記化粧突板が貼着されていることを特徴とする。
【0009】
第2の発明は、第1の発明において、上記印刷層のデジタル画像と上記化粧突板の絵柄とを、0.1mm〜2mm位置ずれさせていることを特徴とする。
【0010】
第3〜第5の発明は、後者の製造方法に関するものであり、そのうち、第3の発明は、化粧突板の絵柄をスキャンする工程と、上記スキャンした化粧突板の絵柄をデジタル処理してデジタル画像を形成する工程と、上記デジタル画像を台板にインクジェット印刷して印刷層を形成する工程と、上記印刷層に透明接着剤を塗布する工程と、上記化粧突板を上記印刷層に透明接着剤を介して貼着する工程と、上記化粧突板を樹脂含浸によりWPC処理して上記印刷層のデジタル画像を化粧突板の表側から視認できるようにする工程とを含むことを特徴とする。
【0011】
第4の発明は、化粧突板の絵柄をスキャンする工程と、上記スキャンした化粧突板の絵柄をデジタル処理してデジタル画像を形成する工程と、上記デジタル画像を台板にインクジェット印刷して印刷層を形成する工程と、上記印刷層に透明接着剤を塗布する工程と、上記化粧突板を上記印刷層に透明接着剤を介して貼着する工程と、上記化粧突板をブラスト処理により浮造り処理する工程と、上記化粧突板を樹脂含浸によりWPC処理して上記印刷層のデジタル画像を化粧突板の表側から視認できるようにする工程とを含むことを特徴とする。
【0012】
第5の発明は、下地の絵柄を表側から視認できるように化粧突板を樹脂含浸によりWPC処理する工程と、上記WPC処理した化粧突板の絵柄をスキャンする工程と、上記スキャンした化粧突板の絵柄をデジタル処理してデジタル画像を形成する工程と、上記デジタル画像を台板にインクジェット印刷して印刷層を形成する工程と、上記印刷層に透明接着剤を塗布する工程と、上記化粧突板を上記印刷層に透明接着剤を介して貼着して上記印刷層のデジタル画像を化粧突板の表側から視認できるようにする工程とを含むことを特徴とする。
【発明の効果】
【0013】
第1〜第5の発明によれば、印刷層のデジタル画像は、その表側の化粧突板のスキャンした絵柄を基にデジタル処理したデジタル画像であり、該デジタル画像を化粧突板の表側から視認できるようにしているので、化粧突板の絵柄とデジタル画像とが調和し、自然な深みのある重厚感溢れる絵柄を有する化粧材とすることができる。
【0014】
特に、第4の発明では、表側の化粧突板が浮造り処理により凸凹に形成されて立体感が発現されているだけではなく、凹部においてデジタル画像の視認性がよくなるため、さらに自然な深みのある重厚感溢れる絵柄を際立ったものにすることができる。
【図面の簡単な説明】
【0015】
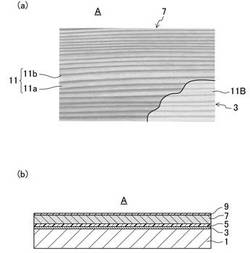
【図1】実施形態1に係る化粧材を示し、図1(a)は平面図、図1(b)は断面図である。
【図2】実施形態1に係る化粧材の製造工程を示すブロック図である。
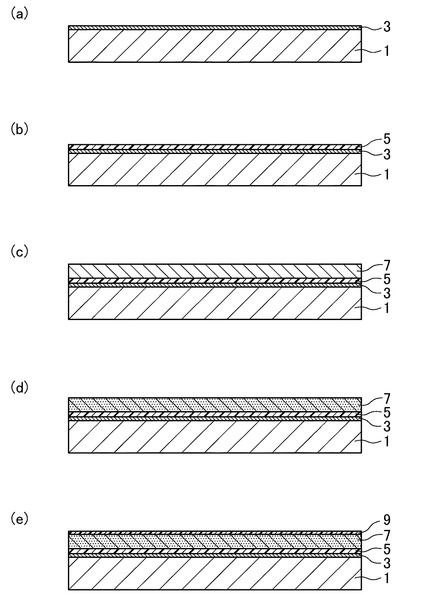
【図3】実施形態1に係る化粧材の製造工程を示す断面図である。
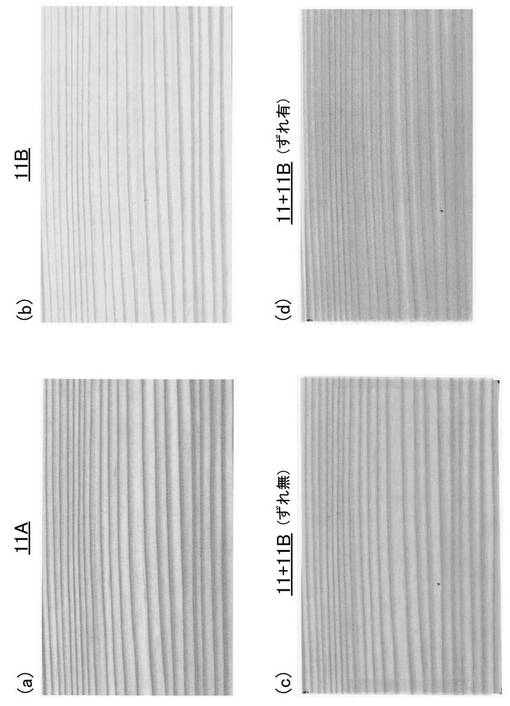
【図4】実施形態1に係る化粧材において、デジタル処理に関連する平面図を示し、図4(a)は化粧突板のスキャンした絵柄の平面図、図4(b)は図4(a)の絵柄をデジタル処理(ベタ処理)した状態の平面図、図4(c)は図4(b)でベタ処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像に重なるように貼着した状態の平面図、図4(d)は図4(b)でベタ処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像と位置ずれさせて貼着した状態の平面図である。
【図5】実施形態2の図1相当図である。
【図6】実施形態2の図2相当図である。
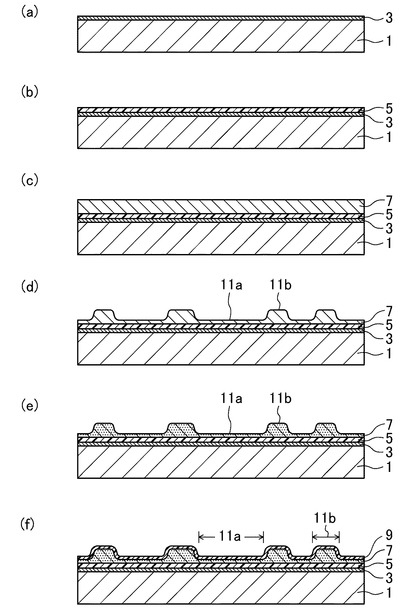
【図7】実施形態2の図3相当図である。
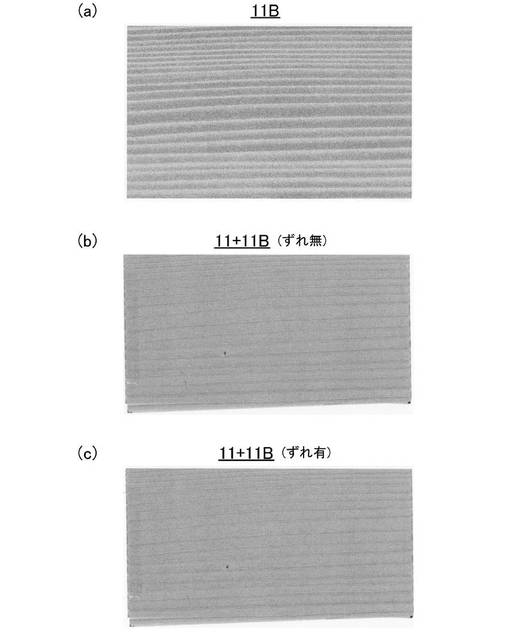
【図8】実施形態2に係る化粧材において、デジタル処理に関連する平面図を示し、図8(a)は図4(a)のスキャンした絵柄をデジタル処理(濃色化処理)した状態の平面図、図8(b)は図8(a)で濃色化処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像に重なるように貼着した状態の平面図、図8(c)は図8(a)で濃色化処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像と位置ずれさせて貼着した状態の平面図である。
【図9】実施形態3の図1相当図である。
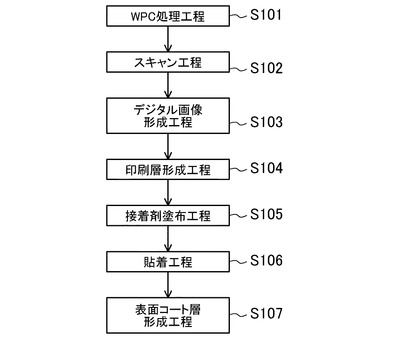
【図10】実施形態3の図2相当図である。
【図11】実施形態3の図3相当図である。
【図12】実施形態3に係る化粧材において、デジタル処理に関連する平面図を示し、図12(a)は図4(a)のスキャンした絵柄をデジタル処理(淡色化処理及び粗画素化処理)した状態の平面図、図12(b)は図12(a)で淡色化処理及び粗画素化処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像に重なるように貼着した状態の平面図、図12(c)は図12(a)で淡色化処理及び粗画素化処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像と位置ずれさせて貼着した状態の平面図である。
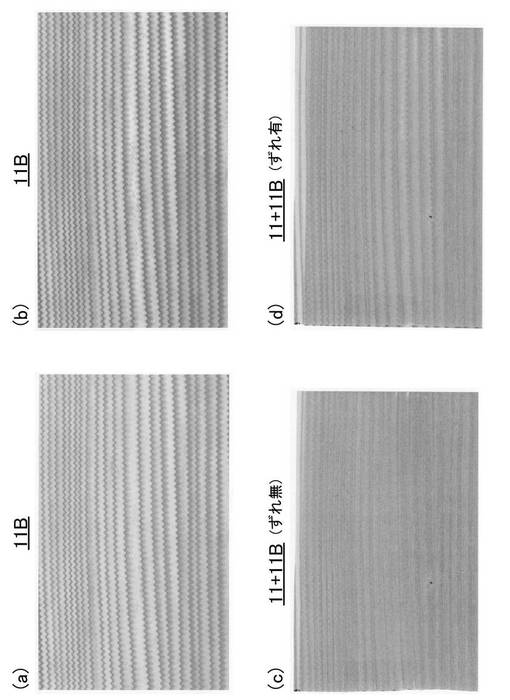
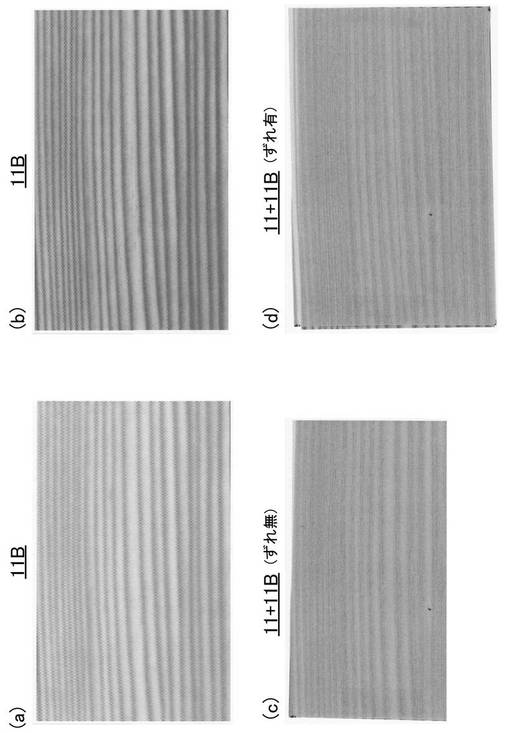
【図13】デジタル処理に関連する別の平面図を示し、図13(a)は図4(a)のスキャンした絵柄をデジタル処理(ウェイブ処理)した状態の平面図、図13(b)は図13(a)のデジタル画像をさらにベタ処理した状態の平面図、図13(c)は図13(b)でベタ処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像に重なるように貼着した状態の平面図、図13(d)は図13(b)でベタ処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像と位置ずれさせて貼着した状態の平面図である。
【図14】デジタル処理に関連するさらなる別の平面図を示し、図14(a)は図4(a)のスキャンした絵柄をデジタル処理(ガラス処理)した状態の平面図、図14(b)は図14(a)のデジタル画像をさらにベタ処理した状態の平面図、図14(c)は図14(b)でベタ処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像に重なるように貼着した状態の平面図、図14(d)は図14(b)でベタ処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像と位置ずれさせて貼着した状態の平面図である。
【発明を実施するための形態】
【0016】
以下、この発明の実施形態について図面に基づいて説明する。
【0017】
(実施形態1)
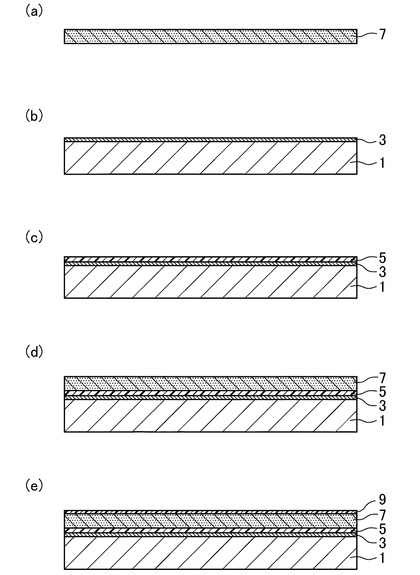
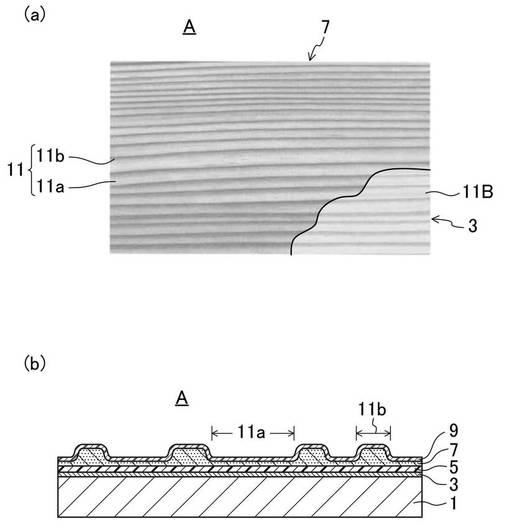
図1はこの発明の実施形態1に係る化粧材Aを示す。この化粧材Aは、台板1に対して印刷層3、透明接着剤層5、化粧突板7及び表面コート層9が順に積層されて構成されている。
【0018】
上記台板1としては、合板、MDF、LVL、パーティクルボード等の木質板、又はこれら木質板の表面に薄いMDFを積層接着した木質複合板、あるいは、これら木質板や木質複合板の表面に樹脂層や樹脂含浸紙層を設けて表面を強化した木質基板を好適に用いることができる。このような木質基板以外では、無機質繊維板や火山性ガラス質複層板等の無機質板や合成樹脂板等も台板1として用いることができる。
【0019】
上記化粧突板7は、図1(a)に示すように所定の木目模様の絵柄11を有する木質薄単板からなり、この木質薄単板に樹脂を含浸させるWPC(Wood Plastic Combination)処理をすることにより透過性が付与されている。この化粧突板7には、単板の軟らかい春目部分11aと硬い秋目部分11bとで木目模様の絵柄11が形成され、秋目部分11bが春目部分11aよりも濃色になっている。
【0020】
上記化粧突板7をなす木質薄単板は天然木の薄単板からなり、樹種は限定されない。例えばオーク、バーチ、ビーチやチェリー等の硬さの硬い樹種や、スギ、ツガ、ヒノキ、サワグルミ等の硬さの軟らかい樹種等が用いられる。この化粧突板7の絵柄11は、説明の便宜上、柾目模様で示している(図1(a)参照)。
【0021】
ここで、上記木質薄単板に含浸させる樹脂について詳細に説明する。この樹脂は、例えば含浸樹脂と着色充填樹脂の2つの樹脂を用いる。これらの含浸樹脂及び着色充填樹脂は、共に、活性エネルギー線硬化特性と湿気硬化特性とを兼ね備えている。このため、活性エネルギー線硬化特性のみを有する樹脂と比べると、活性エネルギー線の照射により瞬時に樹脂を硬化させることができる。
【0022】
両樹脂は、ポリエステルアクリレート、エポキシアクリレート、ウレタンアクリレート、ポリエーテルアクリレート等のオリゴマーやポリマーを単独、又はこれらを複数混合させたものに、反応性モノマーを加えたものを主成分とする。さらに、両樹脂は、主成分に対して、ポリイソシアネートを1質量%以上でかつ15質量%以下添加されてなる。
【0023】
両樹脂に用いるオリゴマー、ポリマーおよび反応性モノマーは、活性エネルギー線硬化特性を有する樹脂として一般的に用いられるものでよい。両樹脂に用いる反応性モノマーの例として以下のものが挙げられる。
【0024】
単官能モノマーの例としては、ラウリルアクリレート、2−エチルヘキシルアクリレート、2−ヒドロキシエチルアクリレート、1,6−ヘキサンジオールモノアクリレート、ジシクロペンタジエンアクリレート、2−ヒドロキシルプロピルアクリレート、フェノキシジエチレングリコールアクリレート、イソボロニルアクリレート、β−カルボキシエチルアクリレート、アクリロイルモルフォリン、2−ヒドロキシエチルアクリロイルホスフェート、テトラヒドロフルフリルアクリレート、N,N−ジエチルアミノエチルアクリレート、N,N−ジメチルアミノエチルアクリレート、グリシジルアクリレート、ベンジルアクリレート等が挙げられる。
【0025】
2官能モノマーの例としては、エチレングリコールジメタクリレート、ジエチレングリコールジアクリレート、ジエチレングリコールジメタアクリレート、トリエチレングリコールジアクリレート、トリエチレングリコールジメタアクリレート、ポリエチレングリコールジアクリレート、ポリエチレングリコールジメタアクリレート、ジプロピレングリコールジアクリレート、ジプロピレングリコールジメタアクリレート、トリプロピレングリコールジアクリレート、トリプロピレングリコールジメタアクリレート、ポリプロピレンジアクリレート、ポリプロピレンジメタアクリレート、1,6−ヘキサンジオールジアクリレート、1,4−ブタンジオールジアクリレート、1,4−ブタンジオールジメタアクリレート、ネオペンチルグリコールジアクリレート、ネオペンチルグリコールジメタアクリレート、1,9−ノナンジオールジアクリレート、1,9−ノナンジオールジメタアクリレート等が挙げられる。
【0026】
3官能モノマーの例として、トリメチロールプロパントリアクリレート、トリメチロールプロパントリメタアクリレート、エトキシ化トリメチロールプロパントリアクリレート、エトキシ化トリメチロールプロパントリメタアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールトリメタアクリレート、グリセリンプロポキシトリアクリレート等が挙げられる。
【0027】
4官能以上のモノマーの例としては、ペンタエリスリトールテトラアクリレート、エトキシ化ペンタエリスリトールテトラアクリレート、ポロポキシ化ペンタエリスリトールテトラアクリレート、ジトリメチロールプロパンテトラアクリレート、ジペンタエリスリトールヘキサアクリレート等が挙げられる。
【0028】
また、両樹脂には、イソシアネート系化合物が添加されることが好ましい。このイソシアネート系化合物は、空気中の湿気を吸収し、両樹脂の湿気硬化に寄与する。このため、両樹脂の木質薄単板への密着性をより向上させることができる。
【0029】
イソシアネート系化合物の具体例としては、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、キシリレンジイソシアネート、ノルボルネンジイソシアネート等のイソシアネートモノマー、並びにこれらのビウレット体、イソシアヌレート体、トリメチロールプロパンのアダクト体等のポリイソシアネート誘導体、並びにこれらイソシアネートモノマーまたはポリイソシアネート誘導体のブロック体等が挙げられる。さらには、イソシアネート系化合物は、無黄変型または難黄変型のものを用いることが好ましい。これらのイソシアネート系化合物を単独で、又はこれらを複数混合して用いる。
【0030】
両樹脂には、さらに、一般的に用いられる錫化合物や、亜鉛化合物、アミン化合物等の触媒を添加してもよい。
【0031】
そして、具体的には、上記の含浸樹脂を木質薄単板の表面全体に塗布する。含浸樹脂は、スポンジロールコータやナチュラルリバースコータ、フローコータ等を使用して塗布する。あるいは、高圧条件下の圧力釜で樹脂を含浸させる。
【0032】
含浸樹脂は、低粘度でかつ含浸性の高い樹脂であることが好ましい。具体的には、含浸樹脂は、木質薄単板の表面に塗布されたとき、その粘度が100Pa・s以下であることが好ましい。このように、含浸樹脂を低粘度のものとすることで、含浸性をより高めることができる。なお、含浸樹脂は、上述したモノマーにより希釈したり加熱したりすることで、上記の粘度となるように調整する。また、例えば、予め木質薄単板の表面の温度が40°〜50°となるように木質薄単板を加熱し、この表面の温度よりも10°〜20°低い温度にした含浸樹脂を塗布することで、この含浸樹脂の含浸性をより向上させることができる。さらには、減圧加圧注入法により、木質薄単板中に上記樹脂を含浸させてもよい。
【0033】
含浸樹脂を硬化又は半硬化させるために、木質薄単板の表面側から活性エネルギー線を照射する。活性エネルギー線には紫外線又は電子線が用いられる。
【0034】
活性エネルギー線が紫外線である場合、含浸樹脂に、光重合開始剤を添加する。光重合開始剤としては、一般的に用いられるラジカル反応型のアセトフェノン系、ベンゾフェノン系、ベンジル系、ベンゾイン系等のカルボニル化合物、テトラアルキルチウラムモノサルファイド、チオキサンソン等のイオウ化合物を単独、またはこれらを複数混合して用いてもよい。しかし、含浸樹脂の硬化を促進するためには、上記一般的な光重合開始剤よりも紫外線に対して反応性に優れたものが好ましい。
【0035】
具体的には、光重合開始剤として、含浸樹脂は、ビスアシルフォスフィンオキサイドを0.1質量%以上1.5質量%以下含むものか、モノアシルフォスフィンオキサイドを0.5質量%以上5.0質量%以下含むものであることが好ましい。ビスアシルフォスフィンオキサイドまたはモノアシルフォスフィンオキサイドは、紫外線の波長領域が350nm〜400nm近辺である長波長に吸収極大がある。したがって、紫外線を発光する光源として、350nm以上400nm以下の長波長領域に発光スペクトルを持つ発光方式を用いることにより、含浸樹脂8をより効果的に硬化させることができる。具体的には、放電灯方式のメタルハライドランプ、無電極方式のDバルブ、Vバルブ、Qバルブ、Mバルブ、パルスUV方式等を使用する。
【0036】
また、活性エネルギー線が紫外線である場合、含浸樹脂には、増感剤や、光安定剤、紫外線吸収剤、貯蔵安定剤等の助剤を添加してもよい。また、含浸樹脂に染料、顔料等を加えて着色を行ってもよい。
【0037】
上記印刷層3は、上記化粧突板7の絵柄11をスキャナーでスキャンし、このスキャンした絵柄11A(図4(a)参照)を基にパソコン装置でデジタル処理したデジタル画像11B(図4B参照)の印刷層であり、この印刷層3が上記台板1にインクジェット印刷により形成されている。
【0038】
上記デジタル処理としては、同調、濃色化処理、淡色化処理、色味(気味、赤味、青味)の強弱変化、反転処理、グラデーション処理、モザイク処理、ガラス処理、ウェイブ処理、粗画素化処理等がある。
【0039】
上記透明接着剤層5は、硬化した状態で透明な接着剤だけでなく、半透明な接着剤を含み、印刷層3の色柄をその表面に透過乃至は半透過できることが必要である。このような透明接着剤層5は、具体的には、尿素・メラミン樹脂、メラミン樹脂、エチレン酢酸ビニル樹脂、ビニルウレタン樹脂等の接着剤の硬化体、又はこれらの接着剤に着色顔料を少量混合した着色接着剤の半透明硬化体等を用いることができる。
【0040】
そして、上記化粧突板7は、台板1に印刷された印刷層3に透明接着剤層5を介して貼着されている。上記印刷層3のデジタル画像11Bと上記化粧突板7の絵柄11とは、完全に重なっていてもよく、あるいは両者を0.1mm〜2mm位置ずれさせてもよく、それぞれ趣の異なった模様を現出することができる。位置ずれの上限を2mmに設定したのは、2mmを超えると、化粧突板7の絵柄11とデジタル画像11Bとの調和が失われ、自然な深みのある重厚感溢れる絵柄が得難くなるからである。
【0041】
上記表面コート層9としては、例えばウレタンアクリレート樹脂、エポキシアクリレート樹脂、メタアクリレート樹脂等の硬化後に透明性を発現するものであれば、どのような樹脂でも用いることができ、これにさらに着色顔料を添加して硬化後に半透明となるものを用いることもできる。
【0042】
このように構成された化粧材Aでは、印刷層3のデジタル画像11Bを化粧突板7の表側から視認することができる。
【0043】
これによれば、印刷層3のデジタル画像11Bは、その表側の化粧突板7のスキャンした絵柄11Aを基にデジタル処理したデジタル画像であり、該デジタル画像を化粧突板7の表側から視認できるようにしているので、化粧突板7の絵柄11とデジタル画像11Bとが調和し、自然な深みのある重厚感溢れる絵柄を有する化粧材Aとすることができる。
【0044】
次に、実施形態1に係る化粧材Aの製造方法を図2〜図4を参照しつつ説明する。以下に括弧書で付した番号は製造工程の順番を示す。
【0045】
(1)化粧突板7の絵柄11をスキャナーでスキャンする(スキャン工程:図2のステップS1)。図4(a)にスキャンした絵柄11Aを示す。
【0046】
(2)上記スキャンした化粧突板7の絵柄11Aをパソコン装置を用いてデジタル処理してデジタル画像11Bを形成する(デジタル画像形成工程:図2のステップS2)。ここでは、デジタル処理して、黄色のベタ処理を例示する(図4(b)参照)。
【0047】
(3)上記デジタル画像11Bを台板1にインクジェット印刷して、図3(a)に示すように、印刷層3を形成する(印刷層形成工程:図2のステップS3)。
【0048】
(4)上記印刷層3に透明接着剤を塗布し(接着剤塗布工程:図2のステップS4)、図3(b)に示すように、透明接着剤層5を形成する。
【0049】
(5)図3(c)に示すように、上記化粧突板7を上記印刷層3に透明接着剤(透明接着剤層5)を介して貼着する(貼着工程:図2のステップS5)。この際、図4(c)に示すように、上記印刷層3のデジタル画像11Bと上記化粧突板7の絵柄11とを、完全に重ねてもよく、図4(d)に示すように、両者を0.1mm〜2mm位置ずれさせてもよい。
【0050】
(6)図3(d)に示すように、上記化粧突板7を樹脂含浸によりWPC処理して上記印刷層3のデジタル画像11Bを化粧突板7の表側から視認できるようにする(WPC処理工程:図2のステップS6)。
【0051】
(7)WPC処理後の化粧突板7に透明樹脂を塗布して、図3(e)に示すように、表面コート層9を形成する(表面コート層形成工程:図2のステップS7)。これにより、台板1、印刷層3、透明接着剤層5、化粧突板7及び表面コート層9が積層一体化された化粧材Aが得られる。
【0052】
(実施形態2)
図5はこの発明の実施形態2に係る化粧材Aを示す。この化粧材Aは、化粧突板7がショットブラストにより浮造り処理されている点が実施形態1と異なっているほかは、実施形態1と同様に構成されているので、異なる点のみを説明することとし、同一の構成箇所については同じ符号を付して説明を省略する。
【0053】
すなわち、化粧突板7は、木質薄単板の表面に浮造り加工を施すことにより、単板の軟らかい春目部分11aを硬い秋目部分11bよりも深く凹陥して該春目部分11aが凹部となり、秋目部分11bが凸部となる凹凸部が形成されてWPC処理されたものであり、表面に秋目部分11b(凸部)が春目部分11a(凹部)よりも濃色となる木目(木理)の模様が形成されている。
【0054】
具体的には、上記の含浸樹脂をショットブラスト処理された木質薄単板の表面全体に塗布する。含浸樹脂は、スポンジロールコータやナチュラルリバースコータ、フローコータ等を使用して塗布する。あるいは、圧力釜で高圧をかけて含浸処理する。このように、ショットブラスト処理を施して微細な傷を付け、含浸性を高くした木質薄単板の表面全体に含浸樹脂を塗布するので、木質薄単板の内部にまで含浸樹脂を浸透させることができる。
【0055】
そして、単板の表面に凹凸部を形成するための浮造り加工は、単板の表面をブラッシングしてもよいが、ショットブラストする方が樹脂の含浸性が高くなり、透明性を向上できて好ましいが、これに限らない。
【0056】
ここで、春目部分11aの厚さは0.05mm以下に形成されているのが好ましく、秋目部分11bの厚さは0.05mm〜0.5mm程度に形成されているのが好ましい。これによって表面コート層9を透過した印刷層3表面の色柄は、厚さの薄い春目部分11aにおいては強く、厚さの厚い秋目部分11bにおいては弱く、あるいは目立たない状態に化粧突板7の色柄と融合調和して表面に現出させることができるようになる。
【0057】
ここにおいて、凹部である春目部分11aの厚さが0.05mmを超えると、印刷層3の色柄を化粧突板7の色柄と融合調和させて、新しい意匠外観として現出させるのが不鮮明となる。また、凸部である秋目部分11bの厚さが0.05mm以下となると、印刷層3の色柄の現出が春目部分11aと秋目部分11bとで小さくなって化粧外観を損なったり、加工が難しくなることがあるので好ましくない。
【0058】
これによって、それほど装飾性の高くない木質化粧単板を化粧突板7に用いても、印刷層3の色柄と木質化粧単板の色柄とを、春目部分11aにおいては強く、秋目部分11bにおいては弱く、あるいはほとんど目立たない程度に融合調和させることができるようになる。
【0059】
上記ショットブラスト処理で用いるブラスト用研磨材は、例えばガラスビーズ、ガラスパウダー、ケイ素質等の無機質粒子、アルミナ質等の金属粒子、胡桃や桃の種を細かく砕いた硬質有機粒子、あるいはドライアイスを細かく粉砕したドライアイス粒子等が用いられる。
【0060】
また、このブラスト用研磨材の粒径は、90μm以上でかつ150μm以下となるようにふるい法により調整されたものであることが好ましい。これにより、ブラスト処理によって木質薄単板の表面に微細な傷を付けることができるとともに、上記した含浸樹脂が浸透していきやすい傷の大きさとすることができる。
【0061】
ふるい法では、3段〜5段程度でふるい分けを行う。1段目のふるいの目開きの径を約180μm、2段目のふるいの目開きの径を約150μm、最終段のふるい目の目開きの径を約90μmに設定する。このことで、90μm以上でかつ150μm以下の粒径のブラスト用研磨材が全体の約70%以上含まれるように調整されている。これ以外には、研磨材が扁平形状や鋭角な形状であるものや、ふるいきれなかった、粒径が90μm以下の研磨材が含まれている。
【0062】
このように調整されたブラスト用研磨材を上記浮造り加工された木質薄単板の表面に衝突させる。ブラスト用研磨材は、ノズルから自然落下させてもよいし、圧力を加えてノズルから噴射させてもよい。ノズルは、木質薄単板の表面上方の任意の位置に、複数本配置し、木質薄単板の表面全体にブラスト処理が施されるようにする。
【0063】
実施形態2における化粧材Aの製造方法は、図6及び図7に示すように、実施形態1の貼着工程(図2のステップS5)とWPC処理工程(図2のステップS6)との間に浮造り処理工程(図2のステップS5)が設けられている以外は、実施形態1と同じである。図6においては、製造工程順にステップS11〜ステップS18を付している。
【0064】
実施形態2では、図8(a)に示すように、スキャンした化粧突板7の絵柄11Aのデジタル画像11Bを濃色化処理して、これを台板1に印刷して印刷層3を形成し、図8(b)に示すように、上記化粧突板7を絵柄11がデジタル画像11Bに重なるように貼着する。あるいは、図8(c)に示すように、図8(a)で濃色化処理した印刷層3に化粧突板7を絵柄11がデジタル画像11Bと位置ずれさせて貼着する。
【0065】
この実施形態2では、実施形態1の効果に加えて、表側の化粧突板7が浮造り処理により凸凹に形成されて立体感が発現されているので、自然な深みのある重厚感溢れる絵柄11を際立ったものにすることができるとともに、凹部においては、デジタル画像11Bをより視認することができ、さらに自然な深みのある化粧材Aを提供することができるというメリットを有する。
【0066】
(実施形態3)
図9はこの発明の実施形態3に係る化粧材Aを示す。この化粧材Aは、WPC処理工程(図2のステップS6)がスキャン工程(図2のステップS1)の前にあるほかは、実施形態1と同様に構成されているので、異なる点のみを説明することとし、同一の構成箇所については説明を省略する。
【0067】
図10に示す化粧材Aの製造工程では、製造工程順にステップS101〜ステップS107を付している。
【0068】
実施形態3では、図12(a)に示すように、スキャンした化粧突板7の絵柄11Aのデジタル画像11Bを淡色化処理及び粗画素化処理して、これを台板1に印刷して印刷層3を形成し、図12(b)に示すように、上記化粧突板7を絵柄11がデジタル画像11Bに重なるように貼着する。あるいは、図12(c)に示すように、図12(a)で淡色化処理及び粗画素化処理した印刷層3に化粧突板7を絵柄11がデジタル画像11Bと位置ずれさせて貼着する。
【0069】
この実施形態3では、実施形態1と同様に効果を得ることができる。
【0070】
次に、デジタル処理に関連する別のパターンを2例挙げる。
【0071】
図13(a)は図4(a)のスキャンした絵柄11をデジタル処理(ウェイブ処理)した状態の平面図、図13(b)は図13(a)のデジタル画像11Bをさらにベタ処理した状態の平面図、図13(c)は図13(b)でベタ処理したデジタル画像11Bの印刷層3に化粧突板7を絵柄11がデジタル画像11Bに重なるように貼着した状態の平面図、図13(d)は図13(b)でベタ処理したデジタル画像11Bの印刷層3に化粧突板7を絵柄11がデジタル画像11Bと位置ずれするように貼着した状態の平面図である。
【0072】
図14(a)は図4(a)のスキャンした絵柄11をデジタル処理(ガラス処理)した状態の平面図、図14(b)は図14(a)のデジタル画像11Bをさらにベタ処理した状態の平面図、図14(c)は図14(b)でベタ処理したデジタル画像11Bの印刷層3に化粧突板7を絵柄11がデジタル画像11Bに重なるように貼着した状態の平面図、図14(d)は図14(b)でベタ処理したデジタル画像11Bの印刷層3に化粧突板7を絵柄11がデジタル画像11Bと位置ずれするように貼着した状態の平面図である。
【0073】
なお、実施形態1及び実施形態3においても、実施形態2と同様に、浮造り処理工程を設けて、化粧材Aの表側に春目部分11a及び秋目部分11bの凹凸模様を形成してもよい。
【産業上の利用可能性】
【0074】
この発明は、例えば建築物の床材等に用いられる化粧材及びその製造方法について有用である。
【符号の説明】
【0075】
1 台板
3 印刷層
5 透明接着剤層
7 化粧突板
11 化粧突板の絵柄
11B デジタル画像
A 化粧材
【技術分野】
【0001】
この発明は、例えば建築物の床材等に用いられる化粧材及びその製造方法に関するものである。
【背景技術】
【0002】
特許文献1には、台板に木目模様等の絵柄の印刷層を形成し、該印刷層に凹凸模様を有する化粧突板を貼着して、該化粧突板の表側から上記印刷層の絵柄を透かし見ることで、化粧突板の凹凸模様と印刷層の絵柄とにより装飾性に優れた化粧材を得る技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−173202号公報(第4,5頁、図1)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記特許文献1では、下地である印刷層の絵柄と、表側の化粧突板の凹凸模様との融合調和を図ることができるものの、上記印刷層の絵柄は化粧突板の凹凸模様に基づかない異なる絵柄であるため、天然木化粧材としては違和感があり、自然感を強調する点自体は何ら考慮されておらず、重厚感を醸し出す工夫が待望される。
【0005】
この発明はかかる点に鑑みてなされたものであり、その目的とするところは、自然な深みのある重厚感溢れる絵柄を有する化粧材を提供することである。
【課題を解決するための手段】
【0006】
上記の目的を達成するため、この発明は、下地である印刷層の絵柄を工夫したことを特徴とする。
【0007】
具体的には、この発明は、台板にWPC処理により透過性が付与された化粧突板が貼着された化粧材及びその製造方法を対象とし、次のような解決手段を講じた。
【0008】
すなわち、第1及び第2の発明は、前者の化粧材に関するものであり、そのうちも第1の発明は、上記台板には、上記化粧突板のスキャンした絵柄を基にデジタル処理したデジタル画像の印刷層が形成され、該印刷層には、上記化粧突板が貼着されていることを特徴とする。
【0009】
第2の発明は、第1の発明において、上記印刷層のデジタル画像と上記化粧突板の絵柄とを、0.1mm〜2mm位置ずれさせていることを特徴とする。
【0010】
第3〜第5の発明は、後者の製造方法に関するものであり、そのうち、第3の発明は、化粧突板の絵柄をスキャンする工程と、上記スキャンした化粧突板の絵柄をデジタル処理してデジタル画像を形成する工程と、上記デジタル画像を台板にインクジェット印刷して印刷層を形成する工程と、上記印刷層に透明接着剤を塗布する工程と、上記化粧突板を上記印刷層に透明接着剤を介して貼着する工程と、上記化粧突板を樹脂含浸によりWPC処理して上記印刷層のデジタル画像を化粧突板の表側から視認できるようにする工程とを含むことを特徴とする。
【0011】
第4の発明は、化粧突板の絵柄をスキャンする工程と、上記スキャンした化粧突板の絵柄をデジタル処理してデジタル画像を形成する工程と、上記デジタル画像を台板にインクジェット印刷して印刷層を形成する工程と、上記印刷層に透明接着剤を塗布する工程と、上記化粧突板を上記印刷層に透明接着剤を介して貼着する工程と、上記化粧突板をブラスト処理により浮造り処理する工程と、上記化粧突板を樹脂含浸によりWPC処理して上記印刷層のデジタル画像を化粧突板の表側から視認できるようにする工程とを含むことを特徴とする。
【0012】
第5の発明は、下地の絵柄を表側から視認できるように化粧突板を樹脂含浸によりWPC処理する工程と、上記WPC処理した化粧突板の絵柄をスキャンする工程と、上記スキャンした化粧突板の絵柄をデジタル処理してデジタル画像を形成する工程と、上記デジタル画像を台板にインクジェット印刷して印刷層を形成する工程と、上記印刷層に透明接着剤を塗布する工程と、上記化粧突板を上記印刷層に透明接着剤を介して貼着して上記印刷層のデジタル画像を化粧突板の表側から視認できるようにする工程とを含むことを特徴とする。
【発明の効果】
【0013】
第1〜第5の発明によれば、印刷層のデジタル画像は、その表側の化粧突板のスキャンした絵柄を基にデジタル処理したデジタル画像であり、該デジタル画像を化粧突板の表側から視認できるようにしているので、化粧突板の絵柄とデジタル画像とが調和し、自然な深みのある重厚感溢れる絵柄を有する化粧材とすることができる。
【0014】
特に、第4の発明では、表側の化粧突板が浮造り処理により凸凹に形成されて立体感が発現されているだけではなく、凹部においてデジタル画像の視認性がよくなるため、さらに自然な深みのある重厚感溢れる絵柄を際立ったものにすることができる。
【図面の簡単な説明】
【0015】
【図1】実施形態1に係る化粧材を示し、図1(a)は平面図、図1(b)は断面図である。
【図2】実施形態1に係る化粧材の製造工程を示すブロック図である。
【図3】実施形態1に係る化粧材の製造工程を示す断面図である。
【図4】実施形態1に係る化粧材において、デジタル処理に関連する平面図を示し、図4(a)は化粧突板のスキャンした絵柄の平面図、図4(b)は図4(a)の絵柄をデジタル処理(ベタ処理)した状態の平面図、図4(c)は図4(b)でベタ処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像に重なるように貼着した状態の平面図、図4(d)は図4(b)でベタ処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像と位置ずれさせて貼着した状態の平面図である。
【図5】実施形態2の図1相当図である。
【図6】実施形態2の図2相当図である。
【図7】実施形態2の図3相当図である。
【図8】実施形態2に係る化粧材において、デジタル処理に関連する平面図を示し、図8(a)は図4(a)のスキャンした絵柄をデジタル処理(濃色化処理)した状態の平面図、図8(b)は図8(a)で濃色化処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像に重なるように貼着した状態の平面図、図8(c)は図8(a)で濃色化処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像と位置ずれさせて貼着した状態の平面図である。
【図9】実施形態3の図1相当図である。
【図10】実施形態3の図2相当図である。
【図11】実施形態3の図3相当図である。
【図12】実施形態3に係る化粧材において、デジタル処理に関連する平面図を示し、図12(a)は図4(a)のスキャンした絵柄をデジタル処理(淡色化処理及び粗画素化処理)した状態の平面図、図12(b)は図12(a)で淡色化処理及び粗画素化処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像に重なるように貼着した状態の平面図、図12(c)は図12(a)で淡色化処理及び粗画素化処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像と位置ずれさせて貼着した状態の平面図である。
【図13】デジタル処理に関連する別の平面図を示し、図13(a)は図4(a)のスキャンした絵柄をデジタル処理(ウェイブ処理)した状態の平面図、図13(b)は図13(a)のデジタル画像をさらにベタ処理した状態の平面図、図13(c)は図13(b)でベタ処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像に重なるように貼着した状態の平面図、図13(d)は図13(b)でベタ処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像と位置ずれさせて貼着した状態の平面図である。
【図14】デジタル処理に関連するさらなる別の平面図を示し、図14(a)は図4(a)のスキャンした絵柄をデジタル処理(ガラス処理)した状態の平面図、図14(b)は図14(a)のデジタル画像をさらにベタ処理した状態の平面図、図14(c)は図14(b)でベタ処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像に重なるように貼着した状態の平面図、図14(d)は図14(b)でベタ処理したデジタル画像の印刷層に化粧突板を絵柄がデジタル画像と位置ずれさせて貼着した状態の平面図である。
【発明を実施するための形態】
【0016】
以下、この発明の実施形態について図面に基づいて説明する。
【0017】
(実施形態1)
図1はこの発明の実施形態1に係る化粧材Aを示す。この化粧材Aは、台板1に対して印刷層3、透明接着剤層5、化粧突板7及び表面コート層9が順に積層されて構成されている。
【0018】
上記台板1としては、合板、MDF、LVL、パーティクルボード等の木質板、又はこれら木質板の表面に薄いMDFを積層接着した木質複合板、あるいは、これら木質板や木質複合板の表面に樹脂層や樹脂含浸紙層を設けて表面を強化した木質基板を好適に用いることができる。このような木質基板以外では、無機質繊維板や火山性ガラス質複層板等の無機質板や合成樹脂板等も台板1として用いることができる。
【0019】
上記化粧突板7は、図1(a)に示すように所定の木目模様の絵柄11を有する木質薄単板からなり、この木質薄単板に樹脂を含浸させるWPC(Wood Plastic Combination)処理をすることにより透過性が付与されている。この化粧突板7には、単板の軟らかい春目部分11aと硬い秋目部分11bとで木目模様の絵柄11が形成され、秋目部分11bが春目部分11aよりも濃色になっている。
【0020】
上記化粧突板7をなす木質薄単板は天然木の薄単板からなり、樹種は限定されない。例えばオーク、バーチ、ビーチやチェリー等の硬さの硬い樹種や、スギ、ツガ、ヒノキ、サワグルミ等の硬さの軟らかい樹種等が用いられる。この化粧突板7の絵柄11は、説明の便宜上、柾目模様で示している(図1(a)参照)。
【0021】
ここで、上記木質薄単板に含浸させる樹脂について詳細に説明する。この樹脂は、例えば含浸樹脂と着色充填樹脂の2つの樹脂を用いる。これらの含浸樹脂及び着色充填樹脂は、共に、活性エネルギー線硬化特性と湿気硬化特性とを兼ね備えている。このため、活性エネルギー線硬化特性のみを有する樹脂と比べると、活性エネルギー線の照射により瞬時に樹脂を硬化させることができる。
【0022】
両樹脂は、ポリエステルアクリレート、エポキシアクリレート、ウレタンアクリレート、ポリエーテルアクリレート等のオリゴマーやポリマーを単独、又はこれらを複数混合させたものに、反応性モノマーを加えたものを主成分とする。さらに、両樹脂は、主成分に対して、ポリイソシアネートを1質量%以上でかつ15質量%以下添加されてなる。
【0023】
両樹脂に用いるオリゴマー、ポリマーおよび反応性モノマーは、活性エネルギー線硬化特性を有する樹脂として一般的に用いられるものでよい。両樹脂に用いる反応性モノマーの例として以下のものが挙げられる。
【0024】
単官能モノマーの例としては、ラウリルアクリレート、2−エチルヘキシルアクリレート、2−ヒドロキシエチルアクリレート、1,6−ヘキサンジオールモノアクリレート、ジシクロペンタジエンアクリレート、2−ヒドロキシルプロピルアクリレート、フェノキシジエチレングリコールアクリレート、イソボロニルアクリレート、β−カルボキシエチルアクリレート、アクリロイルモルフォリン、2−ヒドロキシエチルアクリロイルホスフェート、テトラヒドロフルフリルアクリレート、N,N−ジエチルアミノエチルアクリレート、N,N−ジメチルアミノエチルアクリレート、グリシジルアクリレート、ベンジルアクリレート等が挙げられる。
【0025】
2官能モノマーの例としては、エチレングリコールジメタクリレート、ジエチレングリコールジアクリレート、ジエチレングリコールジメタアクリレート、トリエチレングリコールジアクリレート、トリエチレングリコールジメタアクリレート、ポリエチレングリコールジアクリレート、ポリエチレングリコールジメタアクリレート、ジプロピレングリコールジアクリレート、ジプロピレングリコールジメタアクリレート、トリプロピレングリコールジアクリレート、トリプロピレングリコールジメタアクリレート、ポリプロピレンジアクリレート、ポリプロピレンジメタアクリレート、1,6−ヘキサンジオールジアクリレート、1,4−ブタンジオールジアクリレート、1,4−ブタンジオールジメタアクリレート、ネオペンチルグリコールジアクリレート、ネオペンチルグリコールジメタアクリレート、1,9−ノナンジオールジアクリレート、1,9−ノナンジオールジメタアクリレート等が挙げられる。
【0026】
3官能モノマーの例として、トリメチロールプロパントリアクリレート、トリメチロールプロパントリメタアクリレート、エトキシ化トリメチロールプロパントリアクリレート、エトキシ化トリメチロールプロパントリメタアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールトリメタアクリレート、グリセリンプロポキシトリアクリレート等が挙げられる。
【0027】
4官能以上のモノマーの例としては、ペンタエリスリトールテトラアクリレート、エトキシ化ペンタエリスリトールテトラアクリレート、ポロポキシ化ペンタエリスリトールテトラアクリレート、ジトリメチロールプロパンテトラアクリレート、ジペンタエリスリトールヘキサアクリレート等が挙げられる。
【0028】
また、両樹脂には、イソシアネート系化合物が添加されることが好ましい。このイソシアネート系化合物は、空気中の湿気を吸収し、両樹脂の湿気硬化に寄与する。このため、両樹脂の木質薄単板への密着性をより向上させることができる。
【0029】
イソシアネート系化合物の具体例としては、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、キシリレンジイソシアネート、ノルボルネンジイソシアネート等のイソシアネートモノマー、並びにこれらのビウレット体、イソシアヌレート体、トリメチロールプロパンのアダクト体等のポリイソシアネート誘導体、並びにこれらイソシアネートモノマーまたはポリイソシアネート誘導体のブロック体等が挙げられる。さらには、イソシアネート系化合物は、無黄変型または難黄変型のものを用いることが好ましい。これらのイソシアネート系化合物を単独で、又はこれらを複数混合して用いる。
【0030】
両樹脂には、さらに、一般的に用いられる錫化合物や、亜鉛化合物、アミン化合物等の触媒を添加してもよい。
【0031】
そして、具体的には、上記の含浸樹脂を木質薄単板の表面全体に塗布する。含浸樹脂は、スポンジロールコータやナチュラルリバースコータ、フローコータ等を使用して塗布する。あるいは、高圧条件下の圧力釜で樹脂を含浸させる。
【0032】
含浸樹脂は、低粘度でかつ含浸性の高い樹脂であることが好ましい。具体的には、含浸樹脂は、木質薄単板の表面に塗布されたとき、その粘度が100Pa・s以下であることが好ましい。このように、含浸樹脂を低粘度のものとすることで、含浸性をより高めることができる。なお、含浸樹脂は、上述したモノマーにより希釈したり加熱したりすることで、上記の粘度となるように調整する。また、例えば、予め木質薄単板の表面の温度が40°〜50°となるように木質薄単板を加熱し、この表面の温度よりも10°〜20°低い温度にした含浸樹脂を塗布することで、この含浸樹脂の含浸性をより向上させることができる。さらには、減圧加圧注入法により、木質薄単板中に上記樹脂を含浸させてもよい。
【0033】
含浸樹脂を硬化又は半硬化させるために、木質薄単板の表面側から活性エネルギー線を照射する。活性エネルギー線には紫外線又は電子線が用いられる。
【0034】
活性エネルギー線が紫外線である場合、含浸樹脂に、光重合開始剤を添加する。光重合開始剤としては、一般的に用いられるラジカル反応型のアセトフェノン系、ベンゾフェノン系、ベンジル系、ベンゾイン系等のカルボニル化合物、テトラアルキルチウラムモノサルファイド、チオキサンソン等のイオウ化合物を単独、またはこれらを複数混合して用いてもよい。しかし、含浸樹脂の硬化を促進するためには、上記一般的な光重合開始剤よりも紫外線に対して反応性に優れたものが好ましい。
【0035】
具体的には、光重合開始剤として、含浸樹脂は、ビスアシルフォスフィンオキサイドを0.1質量%以上1.5質量%以下含むものか、モノアシルフォスフィンオキサイドを0.5質量%以上5.0質量%以下含むものであることが好ましい。ビスアシルフォスフィンオキサイドまたはモノアシルフォスフィンオキサイドは、紫外線の波長領域が350nm〜400nm近辺である長波長に吸収極大がある。したがって、紫外線を発光する光源として、350nm以上400nm以下の長波長領域に発光スペクトルを持つ発光方式を用いることにより、含浸樹脂8をより効果的に硬化させることができる。具体的には、放電灯方式のメタルハライドランプ、無電極方式のDバルブ、Vバルブ、Qバルブ、Mバルブ、パルスUV方式等を使用する。
【0036】
また、活性エネルギー線が紫外線である場合、含浸樹脂には、増感剤や、光安定剤、紫外線吸収剤、貯蔵安定剤等の助剤を添加してもよい。また、含浸樹脂に染料、顔料等を加えて着色を行ってもよい。
【0037】
上記印刷層3は、上記化粧突板7の絵柄11をスキャナーでスキャンし、このスキャンした絵柄11A(図4(a)参照)を基にパソコン装置でデジタル処理したデジタル画像11B(図4B参照)の印刷層であり、この印刷層3が上記台板1にインクジェット印刷により形成されている。
【0038】
上記デジタル処理としては、同調、濃色化処理、淡色化処理、色味(気味、赤味、青味)の強弱変化、反転処理、グラデーション処理、モザイク処理、ガラス処理、ウェイブ処理、粗画素化処理等がある。
【0039】
上記透明接着剤層5は、硬化した状態で透明な接着剤だけでなく、半透明な接着剤を含み、印刷層3の色柄をその表面に透過乃至は半透過できることが必要である。このような透明接着剤層5は、具体的には、尿素・メラミン樹脂、メラミン樹脂、エチレン酢酸ビニル樹脂、ビニルウレタン樹脂等の接着剤の硬化体、又はこれらの接着剤に着色顔料を少量混合した着色接着剤の半透明硬化体等を用いることができる。
【0040】
そして、上記化粧突板7は、台板1に印刷された印刷層3に透明接着剤層5を介して貼着されている。上記印刷層3のデジタル画像11Bと上記化粧突板7の絵柄11とは、完全に重なっていてもよく、あるいは両者を0.1mm〜2mm位置ずれさせてもよく、それぞれ趣の異なった模様を現出することができる。位置ずれの上限を2mmに設定したのは、2mmを超えると、化粧突板7の絵柄11とデジタル画像11Bとの調和が失われ、自然な深みのある重厚感溢れる絵柄が得難くなるからである。
【0041】
上記表面コート層9としては、例えばウレタンアクリレート樹脂、エポキシアクリレート樹脂、メタアクリレート樹脂等の硬化後に透明性を発現するものであれば、どのような樹脂でも用いることができ、これにさらに着色顔料を添加して硬化後に半透明となるものを用いることもできる。
【0042】
このように構成された化粧材Aでは、印刷層3のデジタル画像11Bを化粧突板7の表側から視認することができる。
【0043】
これによれば、印刷層3のデジタル画像11Bは、その表側の化粧突板7のスキャンした絵柄11Aを基にデジタル処理したデジタル画像であり、該デジタル画像を化粧突板7の表側から視認できるようにしているので、化粧突板7の絵柄11とデジタル画像11Bとが調和し、自然な深みのある重厚感溢れる絵柄を有する化粧材Aとすることができる。
【0044】
次に、実施形態1に係る化粧材Aの製造方法を図2〜図4を参照しつつ説明する。以下に括弧書で付した番号は製造工程の順番を示す。
【0045】
(1)化粧突板7の絵柄11をスキャナーでスキャンする(スキャン工程:図2のステップS1)。図4(a)にスキャンした絵柄11Aを示す。
【0046】
(2)上記スキャンした化粧突板7の絵柄11Aをパソコン装置を用いてデジタル処理してデジタル画像11Bを形成する(デジタル画像形成工程:図2のステップS2)。ここでは、デジタル処理して、黄色のベタ処理を例示する(図4(b)参照)。
【0047】
(3)上記デジタル画像11Bを台板1にインクジェット印刷して、図3(a)に示すように、印刷層3を形成する(印刷層形成工程:図2のステップS3)。
【0048】
(4)上記印刷層3に透明接着剤を塗布し(接着剤塗布工程:図2のステップS4)、図3(b)に示すように、透明接着剤層5を形成する。
【0049】
(5)図3(c)に示すように、上記化粧突板7を上記印刷層3に透明接着剤(透明接着剤層5)を介して貼着する(貼着工程:図2のステップS5)。この際、図4(c)に示すように、上記印刷層3のデジタル画像11Bと上記化粧突板7の絵柄11とを、完全に重ねてもよく、図4(d)に示すように、両者を0.1mm〜2mm位置ずれさせてもよい。
【0050】
(6)図3(d)に示すように、上記化粧突板7を樹脂含浸によりWPC処理して上記印刷層3のデジタル画像11Bを化粧突板7の表側から視認できるようにする(WPC処理工程:図2のステップS6)。
【0051】
(7)WPC処理後の化粧突板7に透明樹脂を塗布して、図3(e)に示すように、表面コート層9を形成する(表面コート層形成工程:図2のステップS7)。これにより、台板1、印刷層3、透明接着剤層5、化粧突板7及び表面コート層9が積層一体化された化粧材Aが得られる。
【0052】
(実施形態2)
図5はこの発明の実施形態2に係る化粧材Aを示す。この化粧材Aは、化粧突板7がショットブラストにより浮造り処理されている点が実施形態1と異なっているほかは、実施形態1と同様に構成されているので、異なる点のみを説明することとし、同一の構成箇所については同じ符号を付して説明を省略する。
【0053】
すなわち、化粧突板7は、木質薄単板の表面に浮造り加工を施すことにより、単板の軟らかい春目部分11aを硬い秋目部分11bよりも深く凹陥して該春目部分11aが凹部となり、秋目部分11bが凸部となる凹凸部が形成されてWPC処理されたものであり、表面に秋目部分11b(凸部)が春目部分11a(凹部)よりも濃色となる木目(木理)の模様が形成されている。
【0054】
具体的には、上記の含浸樹脂をショットブラスト処理された木質薄単板の表面全体に塗布する。含浸樹脂は、スポンジロールコータやナチュラルリバースコータ、フローコータ等を使用して塗布する。あるいは、圧力釜で高圧をかけて含浸処理する。このように、ショットブラスト処理を施して微細な傷を付け、含浸性を高くした木質薄単板の表面全体に含浸樹脂を塗布するので、木質薄単板の内部にまで含浸樹脂を浸透させることができる。
【0055】
そして、単板の表面に凹凸部を形成するための浮造り加工は、単板の表面をブラッシングしてもよいが、ショットブラストする方が樹脂の含浸性が高くなり、透明性を向上できて好ましいが、これに限らない。
【0056】
ここで、春目部分11aの厚さは0.05mm以下に形成されているのが好ましく、秋目部分11bの厚さは0.05mm〜0.5mm程度に形成されているのが好ましい。これによって表面コート層9を透過した印刷層3表面の色柄は、厚さの薄い春目部分11aにおいては強く、厚さの厚い秋目部分11bにおいては弱く、あるいは目立たない状態に化粧突板7の色柄と融合調和して表面に現出させることができるようになる。
【0057】
ここにおいて、凹部である春目部分11aの厚さが0.05mmを超えると、印刷層3の色柄を化粧突板7の色柄と融合調和させて、新しい意匠外観として現出させるのが不鮮明となる。また、凸部である秋目部分11bの厚さが0.05mm以下となると、印刷層3の色柄の現出が春目部分11aと秋目部分11bとで小さくなって化粧外観を損なったり、加工が難しくなることがあるので好ましくない。
【0058】
これによって、それほど装飾性の高くない木質化粧単板を化粧突板7に用いても、印刷層3の色柄と木質化粧単板の色柄とを、春目部分11aにおいては強く、秋目部分11bにおいては弱く、あるいはほとんど目立たない程度に融合調和させることができるようになる。
【0059】
上記ショットブラスト処理で用いるブラスト用研磨材は、例えばガラスビーズ、ガラスパウダー、ケイ素質等の無機質粒子、アルミナ質等の金属粒子、胡桃や桃の種を細かく砕いた硬質有機粒子、あるいはドライアイスを細かく粉砕したドライアイス粒子等が用いられる。
【0060】
また、このブラスト用研磨材の粒径は、90μm以上でかつ150μm以下となるようにふるい法により調整されたものであることが好ましい。これにより、ブラスト処理によって木質薄単板の表面に微細な傷を付けることができるとともに、上記した含浸樹脂が浸透していきやすい傷の大きさとすることができる。
【0061】
ふるい法では、3段〜5段程度でふるい分けを行う。1段目のふるいの目開きの径を約180μm、2段目のふるいの目開きの径を約150μm、最終段のふるい目の目開きの径を約90μmに設定する。このことで、90μm以上でかつ150μm以下の粒径のブラスト用研磨材が全体の約70%以上含まれるように調整されている。これ以外には、研磨材が扁平形状や鋭角な形状であるものや、ふるいきれなかった、粒径が90μm以下の研磨材が含まれている。
【0062】
このように調整されたブラスト用研磨材を上記浮造り加工された木質薄単板の表面に衝突させる。ブラスト用研磨材は、ノズルから自然落下させてもよいし、圧力を加えてノズルから噴射させてもよい。ノズルは、木質薄単板の表面上方の任意の位置に、複数本配置し、木質薄単板の表面全体にブラスト処理が施されるようにする。
【0063】
実施形態2における化粧材Aの製造方法は、図6及び図7に示すように、実施形態1の貼着工程(図2のステップS5)とWPC処理工程(図2のステップS6)との間に浮造り処理工程(図2のステップS5)が設けられている以外は、実施形態1と同じである。図6においては、製造工程順にステップS11〜ステップS18を付している。
【0064】
実施形態2では、図8(a)に示すように、スキャンした化粧突板7の絵柄11Aのデジタル画像11Bを濃色化処理して、これを台板1に印刷して印刷層3を形成し、図8(b)に示すように、上記化粧突板7を絵柄11がデジタル画像11Bに重なるように貼着する。あるいは、図8(c)に示すように、図8(a)で濃色化処理した印刷層3に化粧突板7を絵柄11がデジタル画像11Bと位置ずれさせて貼着する。
【0065】
この実施形態2では、実施形態1の効果に加えて、表側の化粧突板7が浮造り処理により凸凹に形成されて立体感が発現されているので、自然な深みのある重厚感溢れる絵柄11を際立ったものにすることができるとともに、凹部においては、デジタル画像11Bをより視認することができ、さらに自然な深みのある化粧材Aを提供することができるというメリットを有する。
【0066】
(実施形態3)
図9はこの発明の実施形態3に係る化粧材Aを示す。この化粧材Aは、WPC処理工程(図2のステップS6)がスキャン工程(図2のステップS1)の前にあるほかは、実施形態1と同様に構成されているので、異なる点のみを説明することとし、同一の構成箇所については説明を省略する。
【0067】
図10に示す化粧材Aの製造工程では、製造工程順にステップS101〜ステップS107を付している。
【0068】
実施形態3では、図12(a)に示すように、スキャンした化粧突板7の絵柄11Aのデジタル画像11Bを淡色化処理及び粗画素化処理して、これを台板1に印刷して印刷層3を形成し、図12(b)に示すように、上記化粧突板7を絵柄11がデジタル画像11Bに重なるように貼着する。あるいは、図12(c)に示すように、図12(a)で淡色化処理及び粗画素化処理した印刷層3に化粧突板7を絵柄11がデジタル画像11Bと位置ずれさせて貼着する。
【0069】
この実施形態3では、実施形態1と同様に効果を得ることができる。
【0070】
次に、デジタル処理に関連する別のパターンを2例挙げる。
【0071】
図13(a)は図4(a)のスキャンした絵柄11をデジタル処理(ウェイブ処理)した状態の平面図、図13(b)は図13(a)のデジタル画像11Bをさらにベタ処理した状態の平面図、図13(c)は図13(b)でベタ処理したデジタル画像11Bの印刷層3に化粧突板7を絵柄11がデジタル画像11Bに重なるように貼着した状態の平面図、図13(d)は図13(b)でベタ処理したデジタル画像11Bの印刷層3に化粧突板7を絵柄11がデジタル画像11Bと位置ずれするように貼着した状態の平面図である。
【0072】
図14(a)は図4(a)のスキャンした絵柄11をデジタル処理(ガラス処理)した状態の平面図、図14(b)は図14(a)のデジタル画像11Bをさらにベタ処理した状態の平面図、図14(c)は図14(b)でベタ処理したデジタル画像11Bの印刷層3に化粧突板7を絵柄11がデジタル画像11Bに重なるように貼着した状態の平面図、図14(d)は図14(b)でベタ処理したデジタル画像11Bの印刷層3に化粧突板7を絵柄11がデジタル画像11Bと位置ずれするように貼着した状態の平面図である。
【0073】
なお、実施形態1及び実施形態3においても、実施形態2と同様に、浮造り処理工程を設けて、化粧材Aの表側に春目部分11a及び秋目部分11bの凹凸模様を形成してもよい。
【産業上の利用可能性】
【0074】
この発明は、例えば建築物の床材等に用いられる化粧材及びその製造方法について有用である。
【符号の説明】
【0075】
1 台板
3 印刷層
5 透明接着剤層
7 化粧突板
11 化粧突板の絵柄
11B デジタル画像
A 化粧材
【特許請求の範囲】
【請求項1】
台板にWPC処理により透過性が付与された化粧突板が貼着された化粧材であって、
上記台板には、上記化粧突板のスキャンした絵柄を基にデジタル処理したデジタル画像の印刷層が形成され、
該印刷層には、上記化粧突板が貼着されていることを特徴とする化粧材。
【請求項2】
請求項1に記載の化粧材において、
上記印刷層のデジタル画像と上記化粧突板の絵柄とを、0.1mm〜2mm位置ずれさせていることを特徴とする化粧材。
【請求項3】
化粧突板の絵柄をスキャンする工程と、
上記スキャンした化粧突板の絵柄をデジタル処理してデジタル画像を形成する工程と、
上記デジタル画像を台板にインクジェット印刷して印刷層を形成する工程と、
上記印刷層に透明接着剤を塗布する工程と、
上記化粧突板を上記印刷層に透明接着剤を介して貼着する工程と、
上記化粧突板を樹脂含浸によりWPC処理して上記印刷層のデジタル画像を化粧突板の表側から視認できるようにする工程とを含むことを特徴とする化粧材の製造方法。
【請求項4】
化粧突板の絵柄をスキャンする工程と、
上記スキャンした化粧突板の絵柄をデジタル処理してデジタル画像を形成する工程と、
上記デジタル画像を台板にインクジェット印刷して印刷層を形成する工程と、
上記印刷層に透明接着剤を塗布する工程と、
上記化粧突板を上記印刷層に透明接着剤を介して貼着する工程と、
上記化粧突板をブラスト処理により浮造り処理する工程と、
上記化粧突板を樹脂含浸によりWPC処理して上記印刷層のデジタル画像を化粧突板の表側から視認できるようにする工程とを含むことを特徴とする化粧材の製造方法。
【請求項5】
下地の絵柄を表側から視認できるように化粧突板を樹脂含浸によりWPC処理する工程と、
上記WPC処理した化粧突板の絵柄をスキャンする工程と、
上記スキャンした化粧突板の絵柄をデジタル処理してデジタル画像を形成する工程と、
上記デジタル画像を台板にインクジェット印刷して印刷層を形成する工程と、
上記印刷層に透明接着剤を塗布する工程と、
上記化粧突板を上記印刷層に透明接着剤を介して貼着して上記印刷層のデジタル画像を化粧突板の表側から視認できるようにする工程とを含むことを特徴とする化粧材の製造方法。
【請求項1】
台板にWPC処理により透過性が付与された化粧突板が貼着された化粧材であって、
上記台板には、上記化粧突板のスキャンした絵柄を基にデジタル処理したデジタル画像の印刷層が形成され、
該印刷層には、上記化粧突板が貼着されていることを特徴とする化粧材。
【請求項2】
請求項1に記載の化粧材において、
上記印刷層のデジタル画像と上記化粧突板の絵柄とを、0.1mm〜2mm位置ずれさせていることを特徴とする化粧材。
【請求項3】
化粧突板の絵柄をスキャンする工程と、
上記スキャンした化粧突板の絵柄をデジタル処理してデジタル画像を形成する工程と、
上記デジタル画像を台板にインクジェット印刷して印刷層を形成する工程と、
上記印刷層に透明接着剤を塗布する工程と、
上記化粧突板を上記印刷層に透明接着剤を介して貼着する工程と、
上記化粧突板を樹脂含浸によりWPC処理して上記印刷層のデジタル画像を化粧突板の表側から視認できるようにする工程とを含むことを特徴とする化粧材の製造方法。
【請求項4】
化粧突板の絵柄をスキャンする工程と、
上記スキャンした化粧突板の絵柄をデジタル処理してデジタル画像を形成する工程と、
上記デジタル画像を台板にインクジェット印刷して印刷層を形成する工程と、
上記印刷層に透明接着剤を塗布する工程と、
上記化粧突板を上記印刷層に透明接着剤を介して貼着する工程と、
上記化粧突板をブラスト処理により浮造り処理する工程と、
上記化粧突板を樹脂含浸によりWPC処理して上記印刷層のデジタル画像を化粧突板の表側から視認できるようにする工程とを含むことを特徴とする化粧材の製造方法。
【請求項5】
下地の絵柄を表側から視認できるように化粧突板を樹脂含浸によりWPC処理する工程と、
上記WPC処理した化粧突板の絵柄をスキャンする工程と、
上記スキャンした化粧突板の絵柄をデジタル処理してデジタル画像を形成する工程と、
上記デジタル画像を台板にインクジェット印刷して印刷層を形成する工程と、
上記印刷層に透明接着剤を塗布する工程と、
上記化粧突板を上記印刷層に透明接着剤を介して貼着して上記印刷層のデジタル画像を化粧突板の表側から視認できるようにする工程とを含むことを特徴とする化粧材の製造方法。
【図2】



【図3】
【図6】

【図7】
【図10】
【図11】
【図1】

【図4】
【図5】
【図8】

【図9】

【図12】
【図13】
【図14】
【図3】
【図6】
【図7】
【図10】
【図11】
【図1】
【図4】
【図5】
【図8】
【図9】
【図12】
【図13】
【図14】
【公開番号】特開2013−75410(P2013−75410A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−216205(P2011−216205)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000204985)大建工業株式会社 (419)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000204985)大建工業株式会社 (419)
【Fターム(参考)】
[ Back to top ]