
化粧材
【課題】黄変が発生することなく、かつ各種加工適性を有する木質系基材とオレフィン系化粧シートを積層した化粧材を提供すること。
【解決手段】木質系基材の上にオレフィン樹脂系化粧シートを積層してなる化粧材において、前記木質系基材と前記オレフィン樹脂系化粧シートとの層間にガスバリア層を有してなるものであり、前記ガスバリア層はJIS K7126に定める酸素気体透過度が500cm3/m2・24h・atm以下で未延伸のポリエステル系樹脂からなるものであること、前記ガスバリア層がポリブチレンテレフタレート樹脂からなることを特徴とする。
【解決手段】木質系基材の上にオレフィン樹脂系化粧シートを積層してなる化粧材において、前記木質系基材と前記オレフィン樹脂系化粧シートとの層間にガスバリア層を有してなるものであり、前記ガスバリア層はJIS K7126に定める酸素気体透過度が500cm3/m2・24h・atm以下で未延伸のポリエステル系樹脂からなるものであること、前記ガスバリア層がポリブチレンテレフタレート樹脂からなることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、マンション、アパート、戸建住宅、店舗など建築物の、壁、床、天井などにおいて、木質系基材に化粧シートを貼り合せ、これを面状に並置などして使用する化粧材に関する。
【背景技術】
【0002】
前記用途に用いるものとして木質化粧単板があげられるが、資源枯渇の問題や自然保護の観点から、樹脂などに木質成分を混合した木質系基材に木目調の印刷をほどこした化粧シートを貼り合わせた化粧材が用いられるようになってきた。
【0003】
また、前記化粧シートとしては、成形加工性に優れた塩化ビニル樹脂系化粧シートが、焼却時の有毒ガスの発生などの問題から、オレフィン樹脂系化粧シートのものが用いられるようになってきた。
【0004】
しかしながら、特に床暖房設備の設けられた床面に用いた場合、化粧シートの黄変(白い絵柄が黄色くなる)が見られるようになってきた。本発明者らが分析した結果、当該箇所からテルペン類が付着していることが発見された。テルペン類は香気成分として木質系基材からオレフィン系化粧シートに吸着されたものと想定された。
【0005】
オレフィン系化粧シートの厚みを厚くしても効果は得られなかった。木質系基材と化粧シートとの間に延伸ポリエチレンテレフタレート(以下PETとする。)、アルミなどの金属箔を設けることで、テルペン類の吸着を防ぐことができ、黄変は発生しなくなったが、化粧材として表面加工を施したり、適宜の大きさに切削加工するなどしたときに、その加工断面が粗くなってしまうという問題点があった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明はこのような問題点を解決するためになされたものであり、その課題とするところは、黄変が発生することなく、かつ各種加工適性を有する木質系基材とオレフィン系化粧シートを積層した化粧材を提供することにある。
【課題を解決するための手段】
【0007】
本発明はこの課題を解決したものであり、すなわちその請求項1記載の発明は、木質系基材の上にオレフィン樹脂系化粧シートを積層してなる化粧材において、前記木質系基材と前記オレフィン樹脂系化粧シートとの層間にガスバリア層を有してなるものであり、前記ガスバリア層はJIS K7126に定める酸素気体透過度が500cm3/m2・24h・atm以下で未延伸のポリエステル系樹脂からなるものであることを特徴とする化粧材である。
【0008】
またその請求項2記載の発明は、前記ガスバリア層が、ポリブチレンテレフタレート樹脂からなることを特徴とする請求項1記載の化粧材である。
【発明の効果】
【0009】
本発明は、その請求項1記載の発明により、酸素気体透過度が500cm3/m2・24h・atm以下のガスバリア層を設けることで、テルペンの透過が防止され黄変の発生が抑えられるものとなり、かつガスバリア層として未延伸のポリエステル系樹脂を用いることで、成形加工時の切削性が良好なものとなり各種加工適性を有するものとなる、という作用効果を奏する。
【0010】
またその請求項2記載の発明により、特に上記特性のすぐれたものとなり、かつ一類浸漬剥離試験などで示される層間密着性にも優れたものとなるという作用効果を奏する。
【発明を実施するための最良の形態】
【0011】
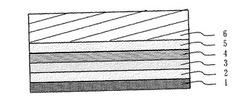
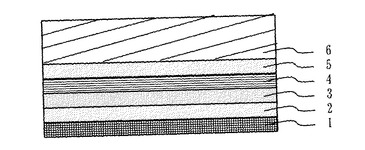
以下本発明を図面に基づき詳細に説明する。図1に本発明の化粧材の一実施例の断面の構造を示す。木質系基材1上に接着剤層2、プライマー層3、ガスバリア層4、接着剤層5、オレフィン樹脂系化粧シート6を設けてなる。
【0012】
本発明における木質系基材1としては、複合合板などが適用可能であり、その他にはMDF、パーチ、薄物合板等も可能であるが、これらはテルペン類が少ないことから本発明が効果的なものではない。用途として特に限定するものではないが、床暖房を有する床材用途に用いるものが特に本発明が効果的なものとなる。
【0013】
接着剤層2,5としては、接着するそれぞれの層に用いる樹脂に対して良好な接着性を有するものであり、揮発成分などの問題のないものであれば良く、具体的には2液硬化型ウレタン系接着剤が好適に用いられる。
【0014】
プライマー層3としては、接着剤と同様であり、2液硬化型のウレタン系樹脂が好ましく、さらには艶消し効果や耐摩耗性、耐汚染性向上のためにシリカなどの無機微粉末を10重量部程度添加したものであるものが好ましい。
【0015】
本発明におけるガスバリア層4としては、酸素気体透過度が500cm3/m2・24h・atm以下であり、未延伸のポリエステル系樹脂が用いられる。ポリエステル系樹脂としては、ポリエチレンテレフタレート(PET)、ポリトリメチレンテレフタレート(PTT)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリブチレンナフタレート(PBN)またはこれらの2種以上を混合したものなどがあげられるが、類浸漬剥離試験などで示される層間密着性にも優れたものとしてPBTが好適に用いられる。一般的にはポリエチレンテレフタレート(PET)があげられるが、良く知られているものは延伸したものであるため、成形加工時の切削性が悪く、使用できない。
【0016】
上記より未延伸のポリエステル系樹脂選択された樹脂を層として設けるにあたり、酸素気体透過度が500cm3/m2・24h・atm以下となるようにする。そのためには選択した樹脂それぞれに併せて層厚を適宜設計すればよい。PBTであれば約50μm以上あれば上記ガスバリア性を発現できる。層厚の上限は化粧材としての他の層の層厚と用途によって好適な範囲に設計されるものとなる。
【0017】
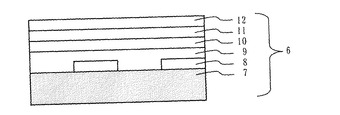
図2に本発明におけるオレフィン樹脂系化粧シート6の一実施例の断面の構造を示す。
着色樹脂層7、絵柄模様層8、アンカー層9、透明樹脂層10、接着剤層11、表面保護層12とからなる。
【0018】
着色樹脂層7としては、化粧シートの基材フィルムとなるものであり、絵柄模様層8をグラビア印刷などで設けることが可能なものであることが好ましい。樹脂としてはオレフィン系樹脂が用いられる。具体的にはポリエチレン、ポリプロロピレン、ポリブチレン、あるいはこれら2種以上の共重合樹脂、混合樹脂からなるものが用いられ、これらに適宜着色剤や添加剤を添加してなる。層厚としては50〜100μmが好適である。しかしながら、本発明の化粧シートとしては、特にこれに限定するものではなく、木質系基材の風合いを生かすために透明な樹脂層としても良いし、樹脂層の木質基材側に絵柄模様層を設けても良い。
【0019】
絵柄模様層8としては、前記着色樹脂層7上に、全面ベタあるいは部分的に、公知の不透明な無機あるいは有機顔料からなる2液硬化型ウレタン系樹脂バインダー、アクリル系樹脂、塩化ビニル−酢酸ビニル共重合樹脂等からなるグラビアインキを、グラビア印刷などにより設けることができる。
【0020】
アンカー層9としては、前記絵柄模様層8を設けた着色樹脂層7と透明樹脂層10との接着性を向上させるために、絵柄模様層8上に全面に設けられる。具体的にはポリエステル系樹脂にイソシアネート系硬化剤を添加したものであって、層厚は1μm程度が好適である。
【0021】
透明樹脂層10としては、透明あるいは半透明のポリオレフィン系樹脂からなるものであって、絵柄模様層8の絵柄を生かせるものであればよく、あるいは適宜艶消し模様やエンボス付与により表面凹凸を設けたものであっても良い。あるいはこの凹凸に着色剤を充填したものであってもよい。樹脂としてはオレフィン系樹脂が用いられる。具体的にはポリエチレン、ポリプロロピレン、ポリブチレン、あるいはこれら2種以上の共重合樹脂、混合樹脂からなるものが用いられ、これらに適宜添加剤を添加してなる。層厚としては50〜100μmが好適である。設ける方法としては、後述する表面保護層への接着剤層11とともに溶融共押し出しによりアンカー層9上に設ける方法が好適である。
【0022】
接着剤層11としては、前記透明樹脂層10と後述する表面保護層12を接着可能なものであればよく、具体的には2液硬化型ウレタン系接着剤が好適に用いられる。層厚としては10μm程度が好適である。
【0023】
表面保護層12としては、電離放射線硬化型樹脂や2液硬化型ウレタン系樹脂があげられる。これに表面の滑り性や各種耐性を付与するため、紫外線吸収剤、光安定剤、ガラスビーズなどの添加剤を適宜加えても良い。これらは適宜希釈剤を加えて、コーティングにより乾燥後の塗布厚が6〜15g/m2程度となるように塗布するのが好適であるが、特にこの方法に限定されるものではなく、適宜公知の方法にて設けられる。
【実施例1】
【0024】
<オレフィン樹脂系化粧シートの作成>
厚さ70μmの白色ポリプロピレンフィルム(リケンテクノス(株)製「リベスターTPO」)の片面に、グラビアインキ(東洋インキ製造(株)製「ラミスター」)で木目柄をグラビア印刷機により印刷した。その後、印刷を施した面とは逆の面にシリカ粉末を含有する2液ウレタン系プライマー樹脂を乾燥後の厚みが1μmとなるようにグラビア塗工した。前記印刷を施した面上に、アンカー剤としてポリエステルポリオールと硬化剤としてイソホロンジイソシアネートの2液ウレタン樹脂系接着剤を乾燥後の塗布量が1g/m2になるように塗工し、さらにこの上に、ホモポリプロピレン50部、ランダムポリプロピレン50部の混合物に紫外線吸収剤0.5部、ヒンダードアミン系光安定剤0.5部、熱安定剤0.2部を添加してマレイン酸変成したポリプロピレン系樹脂を乾燥後の厚みが80μmとなるようにし、さらに同時にその上に接着性樹脂を乾燥後の厚みが10μmとなるようにして、オゾンガスを吹き付けながら共押出しラミネートした。さらにトップコート層として、共押出しラミネート面上に、紫外線硬化型樹脂を厚さ10μmとなるように塗布し、メタルハライドランプによる紫外線照射により硬化させて表面保護層を設けた。
【0025】
<ガスバリア層>
Tダイ押出機にてPBT樹脂を押出しすると共に、両面コロナ処理して、厚み50μmのガスバリアフィルムを作成した。これを、前記オレフィン化粧シートの裏面に、2液ウレタン樹脂接着剤(東洋モートン(株)製「TM−593」)を乾燥後の塗布量が10g/m2になるように塗工してドライラミネート方式で、貼り合わせた。その裏面(熱可塑性樹脂中間層側)にシリカ粉末を含有する2液ウレタン系プライマー樹脂を乾燥後の厚みが1μmとなるようにグラビア塗工した。
【0026】
<化粧材作成>
木質系基材として厚み12mmのラワン合板(タイプI)を用い、この表面に接着剤層として2液水性エマルジョン接着剤(中央理化工業(株)製「リカボンド」(BA−10L/BA−11B=100/5」))をウエット状態で100g/m2に塗工したあと、前記オレフィン化粧シート及びガスバリア層を貼り合わせ、本発明の化粧材を得た。
【実施例2】
【0027】
実施例1におけるガスバリア層として、厚み100μmの未延伸A−PETにした以外は実施例1と同様にして、本願発明の化粧材を得た。
【0028】
<比較例1>
実施例1におけるガスバリア層として、厚み70μmのポリプロピレンにした以外は実施例1と同様にして、本願発明の化粧材を得た。
【0029】
<比較例2>
実施例1におけるガスバリア層を省いた以外は実施例1と同様にして、本願発明の化粧材を得た。
【0030】
<比較例3>
実施例1におけるガスバリア層として、厚み10μmのアルミ箔にした以外は実施例1と同様にして、本願発明の化粧材を得た。
【0031】
<比較例4>
実施例1におけるガスバリア層として、厚み25μmの延伸PETにした以外は実施例1と同様にして、本願発明の化粧材を得た。
【0032】
<性能比較>
黄変確認試験として、耐熱試験を行った。
耐熱試験は、化粧材の任意の部分を色差計(ミノルタ製 CR−200)で測定しておき、80℃雰囲気オーブンに100時間放置後、再び取り出し常温に冷めた後、再び測定前に計測していた部分を色差計で測定し、前後の色差△bを測定する。n数=10行った平均値を算出した。△b=1以上は黄変が目立つ為、不合格とした。
JIS K7126に定める酸素気体透過度を測定した。
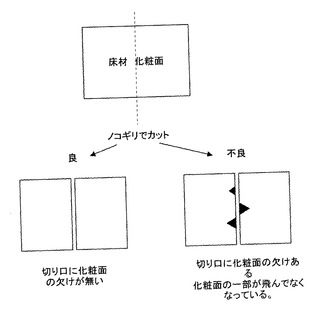
切削性の試験として、丸ノコギリによる試験を行った。
化粧材の表面を丸ノコギリ(マキタ製 内装マルノコ 5240L)にて切断し、切断面にて、図3に示すような化粧シートの欠け(飛び)が出ていないかを確認した。欠けが出ているものを不合格とした。結果を表1に示す。
【表1】

【産業上の利用可能性】
【0033】
本発明の化粧材は、特に床暖房設備を有する床材の化粧材として好適に使用可能なものとなる。
【図面の簡単な説明】
【0034】
【図1】本発明の化粧材の一実施例の断面の構造を示す説明図である。
【図2】本発明におけるオレフィン樹脂系化粧シート6の一実施例の断面の構造を示す説明図である。
【図3】化粧シートの欠け(飛び)の状態を示す説明図である。
【符号の説明】
【0035】
1…木質系基材
2…接着剤層
3…プライマー層
4…ガスバリア層
5…接着剤層
6…オレフィン樹脂系化粧シート
7…着色樹脂層
8…絵柄模様層
9…アンカー層
10…透明樹脂層
11…接着剤層
12…表面保護層
【技術分野】
【0001】
本発明は、マンション、アパート、戸建住宅、店舗など建築物の、壁、床、天井などにおいて、木質系基材に化粧シートを貼り合せ、これを面状に並置などして使用する化粧材に関する。
【背景技術】
【0002】
前記用途に用いるものとして木質化粧単板があげられるが、資源枯渇の問題や自然保護の観点から、樹脂などに木質成分を混合した木質系基材に木目調の印刷をほどこした化粧シートを貼り合わせた化粧材が用いられるようになってきた。
【0003】
また、前記化粧シートとしては、成形加工性に優れた塩化ビニル樹脂系化粧シートが、焼却時の有毒ガスの発生などの問題から、オレフィン樹脂系化粧シートのものが用いられるようになってきた。
【0004】
しかしながら、特に床暖房設備の設けられた床面に用いた場合、化粧シートの黄変(白い絵柄が黄色くなる)が見られるようになってきた。本発明者らが分析した結果、当該箇所からテルペン類が付着していることが発見された。テルペン類は香気成分として木質系基材からオレフィン系化粧シートに吸着されたものと想定された。
【0005】
オレフィン系化粧シートの厚みを厚くしても効果は得られなかった。木質系基材と化粧シートとの間に延伸ポリエチレンテレフタレート(以下PETとする。)、アルミなどの金属箔を設けることで、テルペン類の吸着を防ぐことができ、黄変は発生しなくなったが、化粧材として表面加工を施したり、適宜の大きさに切削加工するなどしたときに、その加工断面が粗くなってしまうという問題点があった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明はこのような問題点を解決するためになされたものであり、その課題とするところは、黄変が発生することなく、かつ各種加工適性を有する木質系基材とオレフィン系化粧シートを積層した化粧材を提供することにある。
【課題を解決するための手段】
【0007】
本発明はこの課題を解決したものであり、すなわちその請求項1記載の発明は、木質系基材の上にオレフィン樹脂系化粧シートを積層してなる化粧材において、前記木質系基材と前記オレフィン樹脂系化粧シートとの層間にガスバリア層を有してなるものであり、前記ガスバリア層はJIS K7126に定める酸素気体透過度が500cm3/m2・24h・atm以下で未延伸のポリエステル系樹脂からなるものであることを特徴とする化粧材である。
【0008】
またその請求項2記載の発明は、前記ガスバリア層が、ポリブチレンテレフタレート樹脂からなることを特徴とする請求項1記載の化粧材である。
【発明の効果】
【0009】
本発明は、その請求項1記載の発明により、酸素気体透過度が500cm3/m2・24h・atm以下のガスバリア層を設けることで、テルペンの透過が防止され黄変の発生が抑えられるものとなり、かつガスバリア層として未延伸のポリエステル系樹脂を用いることで、成形加工時の切削性が良好なものとなり各種加工適性を有するものとなる、という作用効果を奏する。
【0010】
またその請求項2記載の発明により、特に上記特性のすぐれたものとなり、かつ一類浸漬剥離試験などで示される層間密着性にも優れたものとなるという作用効果を奏する。
【発明を実施するための最良の形態】
【0011】
以下本発明を図面に基づき詳細に説明する。図1に本発明の化粧材の一実施例の断面の構造を示す。木質系基材1上に接着剤層2、プライマー層3、ガスバリア層4、接着剤層5、オレフィン樹脂系化粧シート6を設けてなる。
【0012】
本発明における木質系基材1としては、複合合板などが適用可能であり、その他にはMDF、パーチ、薄物合板等も可能であるが、これらはテルペン類が少ないことから本発明が効果的なものではない。用途として特に限定するものではないが、床暖房を有する床材用途に用いるものが特に本発明が効果的なものとなる。
【0013】
接着剤層2,5としては、接着するそれぞれの層に用いる樹脂に対して良好な接着性を有するものであり、揮発成分などの問題のないものであれば良く、具体的には2液硬化型ウレタン系接着剤が好適に用いられる。
【0014】
プライマー層3としては、接着剤と同様であり、2液硬化型のウレタン系樹脂が好ましく、さらには艶消し効果や耐摩耗性、耐汚染性向上のためにシリカなどの無機微粉末を10重量部程度添加したものであるものが好ましい。
【0015】
本発明におけるガスバリア層4としては、酸素気体透過度が500cm3/m2・24h・atm以下であり、未延伸のポリエステル系樹脂が用いられる。ポリエステル系樹脂としては、ポリエチレンテレフタレート(PET)、ポリトリメチレンテレフタレート(PTT)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリブチレンナフタレート(PBN)またはこれらの2種以上を混合したものなどがあげられるが、類浸漬剥離試験などで示される層間密着性にも優れたものとしてPBTが好適に用いられる。一般的にはポリエチレンテレフタレート(PET)があげられるが、良く知られているものは延伸したものであるため、成形加工時の切削性が悪く、使用できない。
【0016】
上記より未延伸のポリエステル系樹脂選択された樹脂を層として設けるにあたり、酸素気体透過度が500cm3/m2・24h・atm以下となるようにする。そのためには選択した樹脂それぞれに併せて層厚を適宜設計すればよい。PBTであれば約50μm以上あれば上記ガスバリア性を発現できる。層厚の上限は化粧材としての他の層の層厚と用途によって好適な範囲に設計されるものとなる。
【0017】
図2に本発明におけるオレフィン樹脂系化粧シート6の一実施例の断面の構造を示す。
着色樹脂層7、絵柄模様層8、アンカー層9、透明樹脂層10、接着剤層11、表面保護層12とからなる。
【0018】
着色樹脂層7としては、化粧シートの基材フィルムとなるものであり、絵柄模様層8をグラビア印刷などで設けることが可能なものであることが好ましい。樹脂としてはオレフィン系樹脂が用いられる。具体的にはポリエチレン、ポリプロロピレン、ポリブチレン、あるいはこれら2種以上の共重合樹脂、混合樹脂からなるものが用いられ、これらに適宜着色剤や添加剤を添加してなる。層厚としては50〜100μmが好適である。しかしながら、本発明の化粧シートとしては、特にこれに限定するものではなく、木質系基材の風合いを生かすために透明な樹脂層としても良いし、樹脂層の木質基材側に絵柄模様層を設けても良い。
【0019】
絵柄模様層8としては、前記着色樹脂層7上に、全面ベタあるいは部分的に、公知の不透明な無機あるいは有機顔料からなる2液硬化型ウレタン系樹脂バインダー、アクリル系樹脂、塩化ビニル−酢酸ビニル共重合樹脂等からなるグラビアインキを、グラビア印刷などにより設けることができる。
【0020】
アンカー層9としては、前記絵柄模様層8を設けた着色樹脂層7と透明樹脂層10との接着性を向上させるために、絵柄模様層8上に全面に設けられる。具体的にはポリエステル系樹脂にイソシアネート系硬化剤を添加したものであって、層厚は1μm程度が好適である。
【0021】
透明樹脂層10としては、透明あるいは半透明のポリオレフィン系樹脂からなるものであって、絵柄模様層8の絵柄を生かせるものであればよく、あるいは適宜艶消し模様やエンボス付与により表面凹凸を設けたものであっても良い。あるいはこの凹凸に着色剤を充填したものであってもよい。樹脂としてはオレフィン系樹脂が用いられる。具体的にはポリエチレン、ポリプロロピレン、ポリブチレン、あるいはこれら2種以上の共重合樹脂、混合樹脂からなるものが用いられ、これらに適宜添加剤を添加してなる。層厚としては50〜100μmが好適である。設ける方法としては、後述する表面保護層への接着剤層11とともに溶融共押し出しによりアンカー層9上に設ける方法が好適である。
【0022】
接着剤層11としては、前記透明樹脂層10と後述する表面保護層12を接着可能なものであればよく、具体的には2液硬化型ウレタン系接着剤が好適に用いられる。層厚としては10μm程度が好適である。
【0023】
表面保護層12としては、電離放射線硬化型樹脂や2液硬化型ウレタン系樹脂があげられる。これに表面の滑り性や各種耐性を付与するため、紫外線吸収剤、光安定剤、ガラスビーズなどの添加剤を適宜加えても良い。これらは適宜希釈剤を加えて、コーティングにより乾燥後の塗布厚が6〜15g/m2程度となるように塗布するのが好適であるが、特にこの方法に限定されるものではなく、適宜公知の方法にて設けられる。
【実施例1】
【0024】
<オレフィン樹脂系化粧シートの作成>
厚さ70μmの白色ポリプロピレンフィルム(リケンテクノス(株)製「リベスターTPO」)の片面に、グラビアインキ(東洋インキ製造(株)製「ラミスター」)で木目柄をグラビア印刷機により印刷した。その後、印刷を施した面とは逆の面にシリカ粉末を含有する2液ウレタン系プライマー樹脂を乾燥後の厚みが1μmとなるようにグラビア塗工した。前記印刷を施した面上に、アンカー剤としてポリエステルポリオールと硬化剤としてイソホロンジイソシアネートの2液ウレタン樹脂系接着剤を乾燥後の塗布量が1g/m2になるように塗工し、さらにこの上に、ホモポリプロピレン50部、ランダムポリプロピレン50部の混合物に紫外線吸収剤0.5部、ヒンダードアミン系光安定剤0.5部、熱安定剤0.2部を添加してマレイン酸変成したポリプロピレン系樹脂を乾燥後の厚みが80μmとなるようにし、さらに同時にその上に接着性樹脂を乾燥後の厚みが10μmとなるようにして、オゾンガスを吹き付けながら共押出しラミネートした。さらにトップコート層として、共押出しラミネート面上に、紫外線硬化型樹脂を厚さ10μmとなるように塗布し、メタルハライドランプによる紫外線照射により硬化させて表面保護層を設けた。
【0025】
<ガスバリア層>
Tダイ押出機にてPBT樹脂を押出しすると共に、両面コロナ処理して、厚み50μmのガスバリアフィルムを作成した。これを、前記オレフィン化粧シートの裏面に、2液ウレタン樹脂接着剤(東洋モートン(株)製「TM−593」)を乾燥後の塗布量が10g/m2になるように塗工してドライラミネート方式で、貼り合わせた。その裏面(熱可塑性樹脂中間層側)にシリカ粉末を含有する2液ウレタン系プライマー樹脂を乾燥後の厚みが1μmとなるようにグラビア塗工した。
【0026】
<化粧材作成>
木質系基材として厚み12mmのラワン合板(タイプI)を用い、この表面に接着剤層として2液水性エマルジョン接着剤(中央理化工業(株)製「リカボンド」(BA−10L/BA−11B=100/5」))をウエット状態で100g/m2に塗工したあと、前記オレフィン化粧シート及びガスバリア層を貼り合わせ、本発明の化粧材を得た。
【実施例2】
【0027】
実施例1におけるガスバリア層として、厚み100μmの未延伸A−PETにした以外は実施例1と同様にして、本願発明の化粧材を得た。
【0028】
<比較例1>
実施例1におけるガスバリア層として、厚み70μmのポリプロピレンにした以外は実施例1と同様にして、本願発明の化粧材を得た。
【0029】
<比較例2>
実施例1におけるガスバリア層を省いた以外は実施例1と同様にして、本願発明の化粧材を得た。
【0030】
<比較例3>
実施例1におけるガスバリア層として、厚み10μmのアルミ箔にした以外は実施例1と同様にして、本願発明の化粧材を得た。
【0031】
<比較例4>
実施例1におけるガスバリア層として、厚み25μmの延伸PETにした以外は実施例1と同様にして、本願発明の化粧材を得た。
【0032】
<性能比較>
黄変確認試験として、耐熱試験を行った。
耐熱試験は、化粧材の任意の部分を色差計(ミノルタ製 CR−200)で測定しておき、80℃雰囲気オーブンに100時間放置後、再び取り出し常温に冷めた後、再び測定前に計測していた部分を色差計で測定し、前後の色差△bを測定する。n数=10行った平均値を算出した。△b=1以上は黄変が目立つ為、不合格とした。
JIS K7126に定める酸素気体透過度を測定した。
切削性の試験として、丸ノコギリによる試験を行った。
化粧材の表面を丸ノコギリ(マキタ製 内装マルノコ 5240L)にて切断し、切断面にて、図3に示すような化粧シートの欠け(飛び)が出ていないかを確認した。欠けが出ているものを不合格とした。結果を表1に示す。
【表1】
【産業上の利用可能性】
【0033】
本発明の化粧材は、特に床暖房設備を有する床材の化粧材として好適に使用可能なものとなる。
【図面の簡単な説明】
【0034】
【図1】本発明の化粧材の一実施例の断面の構造を示す説明図である。
【図2】本発明におけるオレフィン樹脂系化粧シート6の一実施例の断面の構造を示す説明図である。
【図3】化粧シートの欠け(飛び)の状態を示す説明図である。
【符号の説明】
【0035】
1…木質系基材
2…接着剤層
3…プライマー層
4…ガスバリア層
5…接着剤層
6…オレフィン樹脂系化粧シート
7…着色樹脂層
8…絵柄模様層
9…アンカー層
10…透明樹脂層
11…接着剤層
12…表面保護層
【特許請求の範囲】
【請求項1】
木質系基材の上にオレフィン樹脂系化粧シートを積層してなる化粧材において、前記木質系基材と前記オレフィン樹脂系化粧シートとの層間にガスバリア層を有してなるものであり、前記ガスバリア層はJIS K7126に定める酸素気体透過度が500cm3/m2・24h・atm以下で未延伸のポリエステル系樹脂からなるものであることを特徴とする化粧材。
【請求項2】
前記ガスバリア層が、ポリブチレンテレフタレート樹脂からなることを特徴とする請求項1記載の化粧材。
【請求項1】
木質系基材の上にオレフィン樹脂系化粧シートを積層してなる化粧材において、前記木質系基材と前記オレフィン樹脂系化粧シートとの層間にガスバリア層を有してなるものであり、前記ガスバリア層はJIS K7126に定める酸素気体透過度が500cm3/m2・24h・atm以下で未延伸のポリエステル系樹脂からなるものであることを特徴とする化粧材。
【請求項2】
前記ガスバリア層が、ポリブチレンテレフタレート樹脂からなることを特徴とする請求項1記載の化粧材。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−183830(P2008−183830A)
【公開日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願番号】特願2007−20002(P2007−20002)
【出願日】平成19年1月30日(2007.1.30)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願日】平成19年1月30日(2007.1.30)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]