
化粧材
【課題】木質系基材に対する隠蔽性を有しつつ、木質系基材に達するC面加工及び/又はV溝加工などがあって表面から見える化粧シートの側面で発色した筋が見えることの無い化粧材を提供する。
【解決手段】木質系基材1の上に化粧シートが積層され、前記化粧シート表面から木質系基材に達するC面加工及び/又はV溝加工がある化粧材において、前記熱可塑性樹脂化粧シートが透明熱可塑性樹脂基材3、隠蔽ベタ層4、絵柄層5、透明熱可塑性樹脂層6を少なくともこの順に積層してなり、前記隠蔽ベタ層と絵柄層の合計厚みが2μm〜9μmである化粧材。
【解決手段】木質系基材1の上に化粧シートが積層され、前記化粧シート表面から木質系基材に達するC面加工及び/又はV溝加工がある化粧材において、前記熱可塑性樹脂化粧シートが透明熱可塑性樹脂基材3、隠蔽ベタ層4、絵柄層5、透明熱可塑性樹脂層6を少なくともこの順に積層してなり、前記隠蔽ベタ層と絵柄層の合計厚みが2μm〜9μmである化粧材。
【発明の詳細な説明】
【背景技術】
【0001】
本発明は床面や壁面、家具のドア部材などに用いられる、木質系基材に化粧シートを貼りあわせてなる化粧材に関し、特には木質系基材に達するC面加工及び/又はV溝加工がある化粧材であって、これらのC面加工面やV溝加工が面などの側面から見たときに意匠性に優れる化粧材に関する。
【技術分野】
【0002】
従来、木質系基材の上に積層される化粧シートとしては、着色熱可塑性樹脂基材、絵柄層、透明熱可塑性樹脂層が積層されてなるものであって、基材が着色されいることで隠蔽性を保つことができるので隠蔽ベタ層は設けられていなかった。しかしながら、着色熱可塑性樹脂基材はそこに絵柄層を印刷等によって設ける必要上ある程度の厚みが必要とされる。そのため、木質系基材に達するC面加工及び/又はV溝加工がある化粧材においては、その側面が発色した筋として見えることとなり、特に本来の木質系基材の色合いと異なる場合などで違和感が発生するため、意匠的に問題があった。側面に対応する着色を施すことで違和感の低減は可能となるが、完全に違和感を無くすにはいたらず、また大量の着色インキが必要となり、製造工程も複雑なものとなってしまう。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明はこのような問題点を解決するためになされたものであり、その課題とするところは、木質系基材に対する隠蔽性を有しつつ、木質系基材に達するC面加工及び/又はV溝加工などがあって表面から見える化粧シートの側面で発色した筋が見えることの無い化粧材を提供することにある。
【課題を解決するための手段】
【0004】
本発明はこの課題を解決したものであり、その請求項1記載の発明は、木質系基材の上に化粧シートが積層され、前記化粧シート表面から木質系基材に達するC面加工及び/又はV溝加工がある化粧材において、前記熱可塑性樹脂化粧シートが透明熱可塑性樹脂基材、隠蔽ベタ層、絵柄層、透明熱可塑性樹脂層を少なくともこの順に積層してなり、前記隠蔽ベタ層と絵柄層の合計厚みが2μm〜9μmであることを特徴とする化粧材である。
【発明の効果】
【0005】
本発明の化粧材により、基材を透明熱可塑性樹脂とすることと前記隠蔽ベタ層と絵柄層の合計厚みを9μm以下とすることで、C面加工及び/又はV溝加工された側面から見ても発色した筋は見えないか殆ど認識できないものとなり、また前記隠蔽ベタ層と絵柄層の合計厚みを2μm以上とすることで表面から見たときの十分な隠蔽性を有するものとすることが出来る。
【図面の簡単な説明】
【0006】
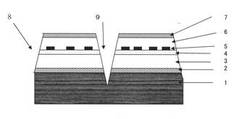
【図1】本発明の化粧材の一実施例の断面の形状を示す説明図である。
【発明を実施するための形態】
【0007】
以下、本発明を図1に基づき詳細に説明する。
木質系基材1の上に適宜設ける接着剤層2を介して透明熱可塑性樹脂基材3、べタ印刷層4、絵柄層5、透明熱可塑性樹脂層6が積層され、さらに適宜表面保護層7が積層されてなる。そして、前記木質系基材1に達するようなC面加工8及び/又はV溝加工9が設けられる。
【0008】
本発明における木質系基材1としては、特に限定されるものではないが、南洋材合板、パーティクルボード、中密度繊維板、日本農林規格に規定される普通合板、が使用可能である。またその他の複合合板、薄物合板等も可能である。さらには、木粉を添加したオレフィン系樹脂からなる木質樹脂基材も使用可能である。厚みは3〜25mm程度が好適である。
【0009】
本発明で適宜用いる接着剤層2は、前記木質系基材1と後述する透明熱可塑性樹脂基材3の接着性を強化するものであれば特に限定されず、これらの物性によって用いる接着剤を決定すれば良い。特に接着剤が乾燥後、透明または半透明となるものは、特に効果は大きい。具体的には公知の2液のウレタン変性ビニル樹脂水性接着剤や1液酢酸ビニル樹脂エマルジョン系接着剤、湿気硬化型ウレタン樹脂系ホットメルト接着剤等が使える。また熱可塑性樹脂ホットメルト接着剤も使える。接着剤層2の塗布量は、乾燥後の重さが、3〜20g/m2程度が接着性の観点から好ましい。
【0010】
本発明における透明熱可塑性樹脂基材3としては、透明で各種加工適性に優れているものであれば特に限定されるものではなく、具体的に用いる樹脂としては、例えばポリプロピレン樹脂、ポリエチレン樹脂、ポリブチレンテレフタレート樹脂、ポリエステル樹脂、ポリメチルメタクリレート樹脂、ポリカーボネート樹脂、ポリブチレンテレフタレート樹脂、ポリスチレン樹脂、ポリエチレンサルファイド樹脂、ポリエーテルサルファイド樹脂、ポリエーテルスルフォン樹脂、ポリエチレンナフタレート樹脂、トリアセチルセルロース樹脂、ポリフェニレンエーテル樹脂、塩化ビニル樹脂等を用いることができる。
【0011】
本発明における隠蔽ベタ層4としては、グラビア印刷法、オフセット印刷法、グラビアオフセット印刷法、ドライオフセット印刷法、シルクスクリーン印刷法、フレキソ印刷法、凸版印刷法、インクジェット印刷法、静電印刷法、転写印刷法等の従来公知の適宜の印刷法を用いることができる。またグラビアコート法、マイクログラビアコート法、ロールコート法、ナイフコート法、エアーナイフコート法、キスコート法、ロッドコート法、ダイコート法、リップコート法、コンマコート法、フローコート法、ディップコート法等の塗工方法を用いることもできる。
【0012】
前記隠蔽ベタ層4に用いる印刷インキのバインダーとしては、例えば硝化綿、セルロース、塩化ビニル−酢酸ビニル共重合体、ポリビニルブチラール、ポリウレタン、アクリル、ポリエステル系等の単独もしくは各変性物の中から適宜選定すればよい。これらは水性、溶剤系、エマルジョンタイプのいずれでも問題なく、また1液タイプでも硬化剤を使用した2液タイプでも任意に選定可能である。さらに紫外線や電子線等の照射によりインキを硬化させることも可能である。中でも最も一般的なものはイソシアネート化合物からなる硬化剤で硬化させる2液硬化型ウレタン樹脂系の印刷インキであり、特にポリオレフィン系樹脂への接着性に優れている。
【0013】
これらバインダー以外には通常のインキに含まれている顔料、染料等の着色剤、体質顔料、溶剤、各種添加剤が添加されている。特によく用いられる顔料には縮合アゾ、不溶性アゾ、キナクリドン、イソインドリノン、アンスラキノン、イミダゾロン、フタロシアニン、カーボンブラック、コバルトブルー、酸化チタン、酸化鉄、酸化チタン被覆雲母等のパール顔料等がある。
【0014】
本発明における絵柄層5としては、前記隠蔽ベタ層4に用いたバインダー、インキと同様のものが使用可能であり、同様の印刷方法により設けることが出来る。本発明においては、前記隠蔽ベタ層4と絵柄層5の合計厚みが2μm〜9μmとなるように設ける。2μmより薄いと隠蔽の効果が低いものとなり、9μmを越えるとC面加工及び/又はV溝加工により見える化粧シート側面の筋が見えるか目立つものとなってしまう。
【0015】
本発明における透明熱可塑性樹脂層6としては前記着色熱可塑性樹脂基材3と同様の樹脂が使用可能である。特には耐候性の点でポリプロピレンが好適であり、厚みとしては30μm〜200μmの範囲内が好適である。前記着色熱可塑性樹脂基材3と異なり着色のための顔料等は添加されないが、化粧シート表面の各種耐性を向上させるために各種添加剤を加えても良い。具体的にはベンゾトリアゾール系、トリアジン系、ベンゾイミン系などの紫外線吸収剤やヒンダードアミンやヒンダードフェノール系の光安定剤が使用可能である。
【0016】
適宜設ける表面保護層7としては、耐候性等耐性を与えるために設けられる。下層の絵柄層あるいは着色樹脂層が見えるように透明又は半透明の樹脂からなり、耐候性等の耐性があるものであれば特に限定されるものではなく従来用いているものが使用可能である。また、表面保護層に難燃剤を添加する場合は、透明又は半透明の熱可塑性樹脂層の場合と同じく、粒径が50〜350nmの無形系難燃剤を使うのが好ましい。
【0017】
その他表面保護層には、各種充填剤、耐候性処方(ベンゾトリアゾール系、ベンゾフェノン系、トリアジン系等の紫外線吸収剤、ヒンダートアミン系光安定剤、ヒンダードフェノール系酸化防止剤などの各種添加剤を適宜添加することも任意である。特にはアクリル/ポリエステル/塩酢ビ樹脂系や、2液の水性又は油性のウレタン樹脂にシリカ等の充填剤を適宜添加して乾燥後の塗布量0.1〜5g/m2程度塗工したものが用いられる。
【実施例1】
【0018】
透明熱可塑性樹脂基材3として厚さ150μmの透明PBTフィルム(大倉工業株式会社)を用い、この片面にベタインキ層として、2液硬化型ウレタン樹脂系グラビアインキ(東洋インキ製造(株)製「ラミスター」)を用い、グラビア印刷機により乾燥後の厚みが2μmの隠蔽ベタ層4を作成した。
【0019】
その後、前記隠蔽ベタ層4上に、2液硬化型ウレタン樹脂系グラビアインキ(東洋インキ製造(株)製「ラミスター」)を用い、グラビア印刷機により乾燥後の厚みが1μmとなるように木目の絵柄を印刷することで、絵柄層5を作成した。
【0020】
その後、前記絵柄層5上にポリエステルポリオールを主剤としイソホロンジイソシアネートを硬化剤とする2液ウレタン樹脂系接着剤を用い、乾燥後の塗布量が2g/m2になるように塗工し、透明熱可塑性樹脂層6として、透明ポリプロピレン樹脂と接着性樹脂(マレイン酸変性ポリプロピレン樹脂)とを、透明ポリプロピレン樹脂の厚みが80μm、接着性樹脂の厚みが20μmとなり、接着性樹脂が絵柄層5側になるように共押出ラミネートした。
【0021】
前記透明熱可塑性樹脂層6の表面上に、乾燥後の厚みが1g/m2となるように2液ウレタン樹脂からなるリコート層を設け、その表面に表面保護層7として、ウレタンアクリレート(ダイセル・ユーシービ(株)製「Ebecryl 4858」)100部とペンタエリスリトールテトラアクリレート(ダイセル・ユーシービ(株)製「PETA−K」)20部、ベンゾフェノン系光開始剤(ダイセル・ユーシービ(株)製「Ebecryl BZO」)0.5部、ベンゾトリアゾール系紫外線吸収剤0.5部、ヒンダードアミン系光安定剤0.5部、ガラスビーズ2部を添加した紫外線硬化型樹脂を用い、これを厚さ5μmとなるように塗布し、メタルハライドランプによる紫外線照射により硬化させ、化粧シートを得た。
【0022】
木質系基材1として厚み12mmのMDFを用い、この表面に接着剤層2として2液水性エマルジョン接着剤(中央理化工業(株)製「リカボンド」(「BA−20」と「BA−11B」を100重量部:5重量部で混合)を用い、これをウエット状態で100g/m2に塗工したあと、ラミネータにて前記化粧シートの透明熱可塑性樹脂基材3側を貼り合わせ、12時間養生した。その後、C面0.5mmをとる形で実加工を実施し、本発明の化粧材を得た。
【0023】
<比較例1>
実施例1において、ベタインキ層の厚みを20μmにした以外は、実施例1と同様にして化粧材を得た。
【0024】
<性能比較>
以上のように作製した実施例1および比較例1の化粧材を、実加工を用い嵌め合わせ、意匠外観を評価した。実施例1は、実加工のC面部分がすっきりしているが、比較例1は、隠蔽ベタ層が確認でき、C面に隠蔽ベタ層のラインが走っているように見え不恰好であった。
【産業上の利用可能性】
【0025】
本発明の化粧材は、特にはC面加工及び/又はV溝加工を有する床面の化粧材として利用可能である。
【符号の説明】
【0026】
1…木質系基材
2…接着剤層
3…透明熱可塑性樹脂基材
4…隠蔽ベタ層
5…絵柄層
6…透明熱可塑性樹脂層
7…表面保護層
8…C面
9…V溝
【背景技術】
【0001】
本発明は床面や壁面、家具のドア部材などに用いられる、木質系基材に化粧シートを貼りあわせてなる化粧材に関し、特には木質系基材に達するC面加工及び/又はV溝加工がある化粧材であって、これらのC面加工面やV溝加工が面などの側面から見たときに意匠性に優れる化粧材に関する。
【技術分野】
【0002】
従来、木質系基材の上に積層される化粧シートとしては、着色熱可塑性樹脂基材、絵柄層、透明熱可塑性樹脂層が積層されてなるものであって、基材が着色されいることで隠蔽性を保つことができるので隠蔽ベタ層は設けられていなかった。しかしながら、着色熱可塑性樹脂基材はそこに絵柄層を印刷等によって設ける必要上ある程度の厚みが必要とされる。そのため、木質系基材に達するC面加工及び/又はV溝加工がある化粧材においては、その側面が発色した筋として見えることとなり、特に本来の木質系基材の色合いと異なる場合などで違和感が発生するため、意匠的に問題があった。側面に対応する着色を施すことで違和感の低減は可能となるが、完全に違和感を無くすにはいたらず、また大量の着色インキが必要となり、製造工程も複雑なものとなってしまう。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明はこのような問題点を解決するためになされたものであり、その課題とするところは、木質系基材に対する隠蔽性を有しつつ、木質系基材に達するC面加工及び/又はV溝加工などがあって表面から見える化粧シートの側面で発色した筋が見えることの無い化粧材を提供することにある。
【課題を解決するための手段】
【0004】
本発明はこの課題を解決したものであり、その請求項1記載の発明は、木質系基材の上に化粧シートが積層され、前記化粧シート表面から木質系基材に達するC面加工及び/又はV溝加工がある化粧材において、前記熱可塑性樹脂化粧シートが透明熱可塑性樹脂基材、隠蔽ベタ層、絵柄層、透明熱可塑性樹脂層を少なくともこの順に積層してなり、前記隠蔽ベタ層と絵柄層の合計厚みが2μm〜9μmであることを特徴とする化粧材である。
【発明の効果】
【0005】
本発明の化粧材により、基材を透明熱可塑性樹脂とすることと前記隠蔽ベタ層と絵柄層の合計厚みを9μm以下とすることで、C面加工及び/又はV溝加工された側面から見ても発色した筋は見えないか殆ど認識できないものとなり、また前記隠蔽ベタ層と絵柄層の合計厚みを2μm以上とすることで表面から見たときの十分な隠蔽性を有するものとすることが出来る。
【図面の簡単な説明】
【0006】
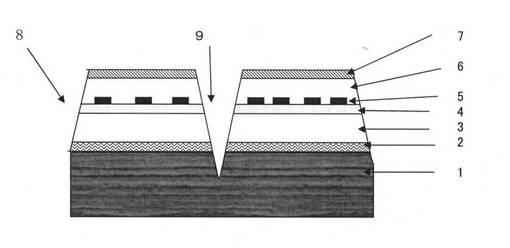
【図1】本発明の化粧材の一実施例の断面の形状を示す説明図である。
【発明を実施するための形態】
【0007】
以下、本発明を図1に基づき詳細に説明する。
木質系基材1の上に適宜設ける接着剤層2を介して透明熱可塑性樹脂基材3、べタ印刷層4、絵柄層5、透明熱可塑性樹脂層6が積層され、さらに適宜表面保護層7が積層されてなる。そして、前記木質系基材1に達するようなC面加工8及び/又はV溝加工9が設けられる。
【0008】
本発明における木質系基材1としては、特に限定されるものではないが、南洋材合板、パーティクルボード、中密度繊維板、日本農林規格に規定される普通合板、が使用可能である。またその他の複合合板、薄物合板等も可能である。さらには、木粉を添加したオレフィン系樹脂からなる木質樹脂基材も使用可能である。厚みは3〜25mm程度が好適である。
【0009】
本発明で適宜用いる接着剤層2は、前記木質系基材1と後述する透明熱可塑性樹脂基材3の接着性を強化するものであれば特に限定されず、これらの物性によって用いる接着剤を決定すれば良い。特に接着剤が乾燥後、透明または半透明となるものは、特に効果は大きい。具体的には公知の2液のウレタン変性ビニル樹脂水性接着剤や1液酢酸ビニル樹脂エマルジョン系接着剤、湿気硬化型ウレタン樹脂系ホットメルト接着剤等が使える。また熱可塑性樹脂ホットメルト接着剤も使える。接着剤層2の塗布量は、乾燥後の重さが、3〜20g/m2程度が接着性の観点から好ましい。
【0010】
本発明における透明熱可塑性樹脂基材3としては、透明で各種加工適性に優れているものであれば特に限定されるものではなく、具体的に用いる樹脂としては、例えばポリプロピレン樹脂、ポリエチレン樹脂、ポリブチレンテレフタレート樹脂、ポリエステル樹脂、ポリメチルメタクリレート樹脂、ポリカーボネート樹脂、ポリブチレンテレフタレート樹脂、ポリスチレン樹脂、ポリエチレンサルファイド樹脂、ポリエーテルサルファイド樹脂、ポリエーテルスルフォン樹脂、ポリエチレンナフタレート樹脂、トリアセチルセルロース樹脂、ポリフェニレンエーテル樹脂、塩化ビニル樹脂等を用いることができる。
【0011】
本発明における隠蔽ベタ層4としては、グラビア印刷法、オフセット印刷法、グラビアオフセット印刷法、ドライオフセット印刷法、シルクスクリーン印刷法、フレキソ印刷法、凸版印刷法、インクジェット印刷法、静電印刷法、転写印刷法等の従来公知の適宜の印刷法を用いることができる。またグラビアコート法、マイクログラビアコート法、ロールコート法、ナイフコート法、エアーナイフコート法、キスコート法、ロッドコート法、ダイコート法、リップコート法、コンマコート法、フローコート法、ディップコート法等の塗工方法を用いることもできる。
【0012】
前記隠蔽ベタ層4に用いる印刷インキのバインダーとしては、例えば硝化綿、セルロース、塩化ビニル−酢酸ビニル共重合体、ポリビニルブチラール、ポリウレタン、アクリル、ポリエステル系等の単独もしくは各変性物の中から適宜選定すればよい。これらは水性、溶剤系、エマルジョンタイプのいずれでも問題なく、また1液タイプでも硬化剤を使用した2液タイプでも任意に選定可能である。さらに紫外線や電子線等の照射によりインキを硬化させることも可能である。中でも最も一般的なものはイソシアネート化合物からなる硬化剤で硬化させる2液硬化型ウレタン樹脂系の印刷インキであり、特にポリオレフィン系樹脂への接着性に優れている。
【0013】
これらバインダー以外には通常のインキに含まれている顔料、染料等の着色剤、体質顔料、溶剤、各種添加剤が添加されている。特によく用いられる顔料には縮合アゾ、不溶性アゾ、キナクリドン、イソインドリノン、アンスラキノン、イミダゾロン、フタロシアニン、カーボンブラック、コバルトブルー、酸化チタン、酸化鉄、酸化チタン被覆雲母等のパール顔料等がある。
【0014】
本発明における絵柄層5としては、前記隠蔽ベタ層4に用いたバインダー、インキと同様のものが使用可能であり、同様の印刷方法により設けることが出来る。本発明においては、前記隠蔽ベタ層4と絵柄層5の合計厚みが2μm〜9μmとなるように設ける。2μmより薄いと隠蔽の効果が低いものとなり、9μmを越えるとC面加工及び/又はV溝加工により見える化粧シート側面の筋が見えるか目立つものとなってしまう。
【0015】
本発明における透明熱可塑性樹脂層6としては前記着色熱可塑性樹脂基材3と同様の樹脂が使用可能である。特には耐候性の点でポリプロピレンが好適であり、厚みとしては30μm〜200μmの範囲内が好適である。前記着色熱可塑性樹脂基材3と異なり着色のための顔料等は添加されないが、化粧シート表面の各種耐性を向上させるために各種添加剤を加えても良い。具体的にはベンゾトリアゾール系、トリアジン系、ベンゾイミン系などの紫外線吸収剤やヒンダードアミンやヒンダードフェノール系の光安定剤が使用可能である。
【0016】
適宜設ける表面保護層7としては、耐候性等耐性を与えるために設けられる。下層の絵柄層あるいは着色樹脂層が見えるように透明又は半透明の樹脂からなり、耐候性等の耐性があるものであれば特に限定されるものではなく従来用いているものが使用可能である。また、表面保護層に難燃剤を添加する場合は、透明又は半透明の熱可塑性樹脂層の場合と同じく、粒径が50〜350nmの無形系難燃剤を使うのが好ましい。
【0017】
その他表面保護層には、各種充填剤、耐候性処方(ベンゾトリアゾール系、ベンゾフェノン系、トリアジン系等の紫外線吸収剤、ヒンダートアミン系光安定剤、ヒンダードフェノール系酸化防止剤などの各種添加剤を適宜添加することも任意である。特にはアクリル/ポリエステル/塩酢ビ樹脂系や、2液の水性又は油性のウレタン樹脂にシリカ等の充填剤を適宜添加して乾燥後の塗布量0.1〜5g/m2程度塗工したものが用いられる。
【実施例1】
【0018】
透明熱可塑性樹脂基材3として厚さ150μmの透明PBTフィルム(大倉工業株式会社)を用い、この片面にベタインキ層として、2液硬化型ウレタン樹脂系グラビアインキ(東洋インキ製造(株)製「ラミスター」)を用い、グラビア印刷機により乾燥後の厚みが2μmの隠蔽ベタ層4を作成した。
【0019】
その後、前記隠蔽ベタ層4上に、2液硬化型ウレタン樹脂系グラビアインキ(東洋インキ製造(株)製「ラミスター」)を用い、グラビア印刷機により乾燥後の厚みが1μmとなるように木目の絵柄を印刷することで、絵柄層5を作成した。
【0020】
その後、前記絵柄層5上にポリエステルポリオールを主剤としイソホロンジイソシアネートを硬化剤とする2液ウレタン樹脂系接着剤を用い、乾燥後の塗布量が2g/m2になるように塗工し、透明熱可塑性樹脂層6として、透明ポリプロピレン樹脂と接着性樹脂(マレイン酸変性ポリプロピレン樹脂)とを、透明ポリプロピレン樹脂の厚みが80μm、接着性樹脂の厚みが20μmとなり、接着性樹脂が絵柄層5側になるように共押出ラミネートした。
【0021】
前記透明熱可塑性樹脂層6の表面上に、乾燥後の厚みが1g/m2となるように2液ウレタン樹脂からなるリコート層を設け、その表面に表面保護層7として、ウレタンアクリレート(ダイセル・ユーシービ(株)製「Ebecryl 4858」)100部とペンタエリスリトールテトラアクリレート(ダイセル・ユーシービ(株)製「PETA−K」)20部、ベンゾフェノン系光開始剤(ダイセル・ユーシービ(株)製「Ebecryl BZO」)0.5部、ベンゾトリアゾール系紫外線吸収剤0.5部、ヒンダードアミン系光安定剤0.5部、ガラスビーズ2部を添加した紫外線硬化型樹脂を用い、これを厚さ5μmとなるように塗布し、メタルハライドランプによる紫外線照射により硬化させ、化粧シートを得た。
【0022】
木質系基材1として厚み12mmのMDFを用い、この表面に接着剤層2として2液水性エマルジョン接着剤(中央理化工業(株)製「リカボンド」(「BA−20」と「BA−11B」を100重量部:5重量部で混合)を用い、これをウエット状態で100g/m2に塗工したあと、ラミネータにて前記化粧シートの透明熱可塑性樹脂基材3側を貼り合わせ、12時間養生した。その後、C面0.5mmをとる形で実加工を実施し、本発明の化粧材を得た。
【0023】
<比較例1>
実施例1において、ベタインキ層の厚みを20μmにした以外は、実施例1と同様にして化粧材を得た。
【0024】
<性能比較>
以上のように作製した実施例1および比較例1の化粧材を、実加工を用い嵌め合わせ、意匠外観を評価した。実施例1は、実加工のC面部分がすっきりしているが、比較例1は、隠蔽ベタ層が確認でき、C面に隠蔽ベタ層のラインが走っているように見え不恰好であった。
【産業上の利用可能性】
【0025】
本発明の化粧材は、特にはC面加工及び/又はV溝加工を有する床面の化粧材として利用可能である。
【符号の説明】
【0026】
1…木質系基材
2…接着剤層
3…透明熱可塑性樹脂基材
4…隠蔽ベタ層
5…絵柄層
6…透明熱可塑性樹脂層
7…表面保護層
8…C面
9…V溝
【特許請求の範囲】
【請求項1】
木質系基材の上に化粧シートが積層され、前記化粧シート表面から木質系基材に達するC面加工及び/又はV溝加工がある化粧材において、前記熱可塑性樹脂化粧シートが透明熱可塑性樹脂基材、隠蔽ベタ層、絵柄層、透明熱可塑性樹脂層を少なくともこの順に積層してなり、前記隠蔽ベタ層と絵柄層の合計厚みが2μm〜9μmであることを特徴とする化粧材。
【請求項1】
木質系基材の上に化粧シートが積層され、前記化粧シート表面から木質系基材に達するC面加工及び/又はV溝加工がある化粧材において、前記熱可塑性樹脂化粧シートが透明熱可塑性樹脂基材、隠蔽ベタ層、絵柄層、透明熱可塑性樹脂層を少なくともこの順に積層してなり、前記隠蔽ベタ層と絵柄層の合計厚みが2μm〜9μmであることを特徴とする化粧材。
【図1】


【公開番号】特開2010−179492(P2010−179492A)
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願番号】特願2009−23002(P2009−23002)
【出願日】平成21年2月3日(2009.2.3)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願日】平成21年2月3日(2009.2.3)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]