
化粧板の塗装方法
【課題】ぼかしやスパッタのような深みのある意匠を簡単に表現できる化粧板の塗装方法を提供する。
【解決手段】基材1表面に塗膜2を形成して化粧板を塗装する。ビーズ平均径が60μm以下でかつ塗膜2の乾燥前の厚みの1.5倍以下であるビーズ3と、BM型粘度計にてローターNo.3、60rpmの条件で測定される粘度が500cps以下である塗料とを混合する。このビーズ3が混合された塗料を55℃以下の温度で凹凸が設けられた基材1表面に塗布して塗膜2を形成する。凹部1aにビーズ3が溜まり、ぼかしやスパッタなどの意匠を表現することができる。
【解決手段】基材1表面に塗膜2を形成して化粧板を塗装する。ビーズ平均径が60μm以下でかつ塗膜2の乾燥前の厚みの1.5倍以下であるビーズ3と、BM型粘度計にてローターNo.3、60rpmの条件で測定される粘度が500cps以下である塗料とを混合する。このビーズ3が混合された塗料を55℃以下の温度で凹凸が設けられた基材1表面に塗布して塗膜2を形成する。凹部1aにビーズ3が溜まり、ぼかしやスパッタなどの意匠を表現することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、建築板等に用いられる化粧板の塗装方法に関する。
【背景技術】
【0002】
従来、建築板等に用いられる化粧板においては、外観の意匠性を向上させるために、ぼかし、スパッタという意匠表現が用いられている。ぼかしとは、輪郭や色の境目をはっきりしないようにすることである。スパッタとは、微細な斑点状の柄で色を付与することである。ぼかし、スパッタという意匠表現によって、塗膜に天然の色調を与えることができ、例えば、窯業系外装材においては、天然石で形成したような外壁の外観を表現することができる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2001−232727号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のようなぼかし、スパッタという意匠表現を施すには、塗料やインクによる塗装模様によって表現することが行われている。しかしながら、塗装の模様によってぼかしやスパッタの意匠表現をしたのでは、平面的で深みのない意匠しか表現することができなかった。
【0005】
特許文献1には、無機微粒子を含んだ塗膜層を基材表面に設けることが開示されているが、この方法は、ぼかしやスパッタといった意匠を表現するためのものではなかった。
【0006】
本発明は、上記の事情に鑑みてなされたものであり、ぼかしやスパッタのような深みのある意匠を簡単に表現できる化粧板の塗装方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係る化粧板の塗装方法は、基材表面に塗膜を形成して化粧板を塗装するにあたって、ビーズ平均径が60μm以下でかつ前記塗膜の乾燥前の厚みの1.5倍以下であるビーズと、BM型粘度計にてローターNo.3、60rpmの条件で測定される粘度が500cps以下である塗料とを混合し、このビーズが混合された塗料を55℃以下の温度で凹凸が設けられた前記基材表面に塗布して前記塗膜を形成することを特徴とする。
【発明の効果】
【0008】
本発明によれば、基材の凹部にビーズを溜まらせることができ、このビーズによって色の境界を曖昧にしたり、斑点模様を形成したりすることができるので、ぼかしやスパッタのような意匠表現を簡単に化粧板に施すことができる。
【図面の簡単な説明】
【0009】
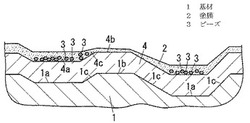
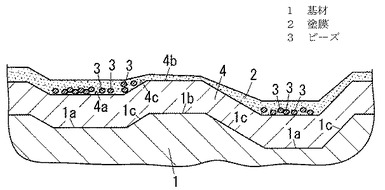
【図1】本発明による化粧板の塗装方法の一例を説明する概略断面図である。
【図2】塗装状態の一例を示す写真である。
【発明を実施するための形態】
【0010】
図1は、本発明により塗装された化粧板の一例を示している。基材1の表面は、塗料によって塗膜2が形成されている。塗膜2には、ビーズ3が含まれている。なお、本形態では、塗膜2の下層には下塗り層4が形成されている。
【0011】
基材1の表面に塗膜2を形成するための塗料としては、BM型粘度計にて測定される粘度が500cps以下である塗料を用いる。なお、粘度500cpsは500mPa・sである。この塗料にはビーズ3が混合される。
【0012】
塗料に混合するビーズ3としては、ビーズ平均径が60μm以下であるものを用いる。また、このビーズ平均径は塗膜2の乾燥前の厚みの1.5倍以下であるようにする。このようなビーズ平均径のビーズ3を用いることにより、塗膜にぼかしやスパッタのような意匠を表現することができる。また、ビーズ3を用いることにより、立体感や深みがあり、また、手触り感のある質感を表現することが可能である。意匠表現の観点から、ビーズ平均径は5μm以上であることが好ましい。また、ビーズ平均径は塗膜2の乾燥前の厚みの0.1倍以上であることが好ましい。ビーズ3を構成するビーズの径は、最小値1μmであることが好ましく、最大値が200μmであることが好ましい。なお、塗膜2の乾燥前の厚みとは、塗膜2を形成するための塗料が塗布される厚みである。この厚みは、ビーズ3が配設される部分の塗膜2の乾燥前の厚みのことであってよく、また、基材1に凹部1aと凸部1bが設けられている場合、凹部1aにおける塗膜2の乾燥前の厚みであってよい。ビーズ平均径とは、ビーズ3の平均粒子径のことであり、例えば、レーザー回折粒度分布計などによって測定することができる。
【0013】
ビーズ3の材料としては、樹脂ビーズを好ましく用いることができる。特に、カラービーズを用いることが好ましい。着色が施されたカラービーズを用いれば、このカラービーズの色により、ぼかしやスパッタを表現することができる。カラービーズの色は、塗料の色と同系統の色であってもよいし、異系統の色であってもよい。ビーズ3を構成する樹脂材料としては、例えば、アクリル樹脂、アクリルニトリル樹脂、フッ素系樹脂、ポリエチレン、ポリプロピレン、などを挙げることができるが、これに限定されるものではない。ビーズの形状は球状であってもよく、たまご状や楕円体であってもよい。
【0014】
塗料としては、塗膜形成能を有する液剤系の塗料で、ビーズ3を分散させることができるものであれば特に限定されるものではないが、例えば、クリヤー塗料を好ましく用いることができる。特に、アクリル系クリヤー塗料を用いることが好ましい。その場合、アクリル樹脂により硬い表面塗膜を形成することができる。また、塗膜2がクリヤー塗膜となった場合、塗膜2が透けてビーズ3を外側から視認することができ、ぼかしやスパッタなどの意匠表現を施すことが容易になる。塗料には着色剤が含まれてもよい。その場合、基材1を種々の色で塗装することが可能となる。例えば、塗料が灰色系の色でありビーズ3が濃い灰色系又は黒系の色であれば、石調の表現が可能となる。
【0015】
塗膜2を形成するための塗料には、樹脂、着色剤の他、硬化剤、硬化促進剤、安定化剤などを含んでもよい。また、この塗料の溶媒としては、水、アルコール、エステル類、ケトン類などを用いることが好ましい。これらの溶媒を使用するとビーズ3を流動させることが容易になる。なお、溶媒が揮発性の場合は乾燥時に除去される。
【0016】
塗料に対するビーズ3の添加量としては、塗料100質量部に対し0.1〜30質量部の範囲にすることが好ましいが、これに限定されるものではない。
【0017】
塗料の粘度は、BM型粘度計にてローターNo.3、60rpmの条件で測定されるものであり、このときの粘度が500cps以下、すなわち500mPa・s以下を示す値のものを用いる。塗料の粘度がこの範囲になることで、ビーズ3を基材表面の凹部1aに溜まらせることができる。塗料の粘度は、50cps以上であることが好ましい。この粘度はBM型粘度計にて上記と同様の条件で測定される値である。粘度が低くなりすぎると、ぼかしやスパッタの意匠を表現できなくなるおそれがある。また、ビーズが沈降し、分散が不均一になるおそれがある。
【0018】
基材1としては、窯業系建材、特に板状のものである窯業系建築板が好ましい。外装材のような窯業系建材にぼかしやスパッタの意匠を付与することにより、建物の外観を自然な感じに仕上げることができ、意匠性の高い建築物を得ることができる。窯業系材料としてはセメント系の成形材料を好ましく用いることができる。
【0019】
図1に示すように、基材1は、表面に凹凸が形成されたものを用いることができる。本形態では、基材1の表面に凹部1aと凸部1bとが形成されている。凹部1aの底部及び凸部1bの先部(上端)はそれぞれ平坦な面として形成されている。それにより、建築材に適した板状体の化粧材を得ることができる。凹部1a及び凸部1bによって形成される凹凸の深さは、1〜2000μm程度であることが好ましい。また、凹部1aと凸部1bとの間には、傾斜面1cが形成されていることが好ましい。この傾斜面1cの角度は、基材表面に対して30〜75度であることが好ましい。傾斜面1cにより傾斜が形成されることで、凹部1aにビーズ3を効率よく溜まらせることができる。また、基材表面において、複数の凸部1bの上端の上下方向の位置が一定の場合、深さが異なる複数の凹部1aが設けられてもよい。深さの深い凹部1aにビーズ3をより多く溜まらせたりすることによって意匠のバリエーションを広げることができる。
【0020】
基材1の表面において、塗膜2の下層には、下塗り層4が設けられていることが好ましい。下塗り層4により塗膜2の定着性を高めることができる。下塗り層4としては、エナメル塗料によって形成された層を好ましく用いることができる。この下塗り層4は、基材1の凹凸にほぼ追随して、凹凸面が設けられていることが好ましい。図1の形態では、下塗り層4は、基材1の凹部1a及び凸部1bに追随して、下塗り層4の凹部4aと凸部4bとが形成されている。また、基材1の傾斜面1cと略同傾斜となった下塗り層4の傾斜面4cが設けられている。下塗り層4は、塗膜2を形成するための塗料によって溶解しないものであることが好ましい。下塗り層4の厚みは、10〜100μmであることが好ましい。
【0021】
基材1に塗膜2を形成するための塗料を塗布するにあたっては、まず、基材1表面に下塗り層4が設けられた基材1を準備する。このとき、下塗り層4と基材1の表面との間に他の層が設けられていてもよい。好ましくは、基材1に下塗り層4の塗料を塗装し乾燥した後、連続的に次の工程に送られる。そして、この下塗り層4の表面に、ビーズ3が混合された上記の塗料を塗布する。
【0022】
ビーズ3の混合は塗料にビーズ3を添加し撹拌することにより行うことができる。このときビーズ3は塗料内に分散していることが好ましい。あらかじめビーズ3が混合された塗料を用いる場合は、塗布直前に再度撹拌してもよい。時間が経つとビーズ3が沈降する場合があるからである。また、ビーズ3が塗料内で撹拌された後すぐに、塗料を基材1の表面に塗布することが好ましい。
【0023】
塗膜2を形成するための塗料の塗布は55℃以下の温度で行うようにする。塗布時の温度は、周囲温度、塗料の温度及び板温度(基材温度)によって支配される。このとき周囲温度と塗料の温度は室温(25℃程度)に保たれていることが好ましい。一方、基材1は、下塗り層4の塗装・乾燥工程を経た後であり、通常は温度が室温よりも高くなっている。よって、基材温度が実質的に塗布時の温度を支配することになる。そこで、基材1の温度を55℃以下にすることにより、55℃以下での塗布が可能になる。基材1の温度を55℃以下にするには、下塗り層4の乾燥後、温度が低下するまで時間を空ければよい。あるいは、基材1に空気を吹き付けたりして温度を低下させてもよい。塗布温度の下限は、室温(25℃程度)であってもよく、あるいは、周囲温度が低いとき(例えば冬場などで4℃)にはその温度であってもよい。
【0024】
塗布方法としては、フローコーター、カーテンコーター、ロールコーター、スプレーガン、インクジェットなどの方法を用いることができる。
【0025】
また、塗布時の設定においては、基材1表面に均一な塗布量で塗布することが好ましい。これにより塗布厚みを一定にして乾燥前の塗膜2の厚みを基材1表面でほぼ一定にすることができる。ただし、塗布された塗料は、次に説明するように、基材1の凹凸により塗料が流動される場合がある。
【0026】
塗膜2が形成された後、まだ乾燥していない湿潤状態の塗膜2では、塗布された塗料が流動し、凸部1bでは薄めの塗膜2が形成され、凹部1aでは厚めの塗膜2が形成される。このとき、塗料の流動に合わせてビーズ3が凹部1aに流動して溜められる。その後、乾燥機によって塗膜が乾燥される。このとき、凹部1aでは、溜められたビーズ3を含んだまま、乾燥され塗膜2が形成される。この凹部1aにおける塗膜2には、ビーズ平均径が、この部分の塗膜の厚みの1.5倍以下であるビーズ3が含まれることになる。また、凸部1bでは、ビーズ3が少なくなった状態で、あるいはビーズ3を含まない状態で、乾燥され塗膜2が形成される。これにより、凹部1aに集まったビーズ3によって、ぼかしやスパッタの意匠を表現することができる。また、傾斜面1cにおいてビーズ3が凸部1bから凹部1aに近づくほどより多く存在させるようにすれば、凸部1bから傾斜面1c及び凹部1aにかけて徐々にビーズ3の色が濃くなって、ぼかし表現を演出することが可能になる。
【0027】
なお、塗膜2の厚みは、凹部1aと凸部1bとにおいて同じであってもよい。塗料の成分を凸部1bに残したままビーズ3を流動させることができれば、基材1の表面全体の塗膜2の厚みを略同一にすることが可能である。そのためにビーズ3として流動しやすいものを選択してもよい。なお、塗膜2においては、ビーズ3の一部が塗膜2から突出していてもよい。
【0028】
塗膜2の厚みは、2〜100μmであることが好ましい。塗膜2の厚みがこの範囲になることにより、ぼかしやスパッタの意匠を表現しやすくなる。
【0029】
乾燥機での乾燥温度は、60〜300℃にすることができる。また、塗装後、乾燥機に入るまでの時間は20秒以上であることが好ましい。それにより、凹部1aにビーズ3を溜めることができる。また、作業性の観点から、塗装後、乾燥機に入るまでの時間は、60秒以下であることが好ましい。乾燥機に入るまでの時間を短くした場合、ビーズ3を凸部1bにより多く残すことも可能である。なお、塗装と乾燥は、ベルトコンベアなどで基材1を送出しながら連続的に行うことができる。
【0030】
このようにして塗装が施されて基材1は化粧板となる。本形態では、塗膜2が最外層となっており、この塗膜2により基材1に模様が施されている。そして、上記の塗装方法によれば、凹部1aにビーズ3を溜まらせることができ、このビーズによって色の境界を曖昧にしたり、斑点模様を形成したりすることができるので、ぼかしやスパッタのような意匠表現を簡単に化粧板に施すことができるものである。
【実施例】
【0031】
図1に示されるような凹凸が形成された窯業系板材の表面に、エナメル系の下塗り層4を設けた後、表1に示す条件にて、ビーズ3とクリヤー塗料とを混合し、この塗料を塗布して、塗膜2としてクリヤー塗膜を形成した。クリヤー塗料の塗布は、スプレーで行った。
【0032】
使用した材料は次の通りである。
・クリヤー塗料:アクリル系クリヤー(IM7000クリヤー、関西ペイント製)
・樹脂ビーズ:アクリル系樹脂ビーズ、タフチックAR650(平均粒子径及び添加量は表1に示す)
なお、塗料の粘度はBM型粘度計にてローターNo.3、60rpm、室温(25℃)の条件で測定されたものである。また、基材1における乾燥前の塗膜2の厚み(塗布厚み)は基材表面全体でほぼ同じであった。
【0033】
塗膜の意匠性について下記基準で評価した。
・外観観察により、ビーズが均一でなく凹部に溜まるように見える場合を「○」とし、ビーズが均一でないが凹部に溜まることが明瞭でない場合を「△」とし、均一な場合を「×」とした。
【0034】
表1に示すとおり、各比較例により得た塗膜はビーズが均一になっており意匠性がよくなかった。それに対し、各実施例により得た塗膜はビーズが凹部に溜まり、ぼかし又はスパッタ模様が形成されて意匠性が向上した。
【0035】
図2に、塗装が施された化粧板の表面の写真を示す。図2に示されるように、塗膜2にビーズ3が溜められることによって、スパッタ模様が形成されることが確認された。
【0036】
【表1】

【符号の説明】
【0037】
1 基材
1a 凹部
1b 凸部
1c 傾斜面
2 塗膜
3 ビーズ
4 下塗り層
【技術分野】
【0001】
本発明は、建築板等に用いられる化粧板の塗装方法に関する。
【背景技術】
【0002】
従来、建築板等に用いられる化粧板においては、外観の意匠性を向上させるために、ぼかし、スパッタという意匠表現が用いられている。ぼかしとは、輪郭や色の境目をはっきりしないようにすることである。スパッタとは、微細な斑点状の柄で色を付与することである。ぼかし、スパッタという意匠表現によって、塗膜に天然の色調を与えることができ、例えば、窯業系外装材においては、天然石で形成したような外壁の外観を表現することができる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2001−232727号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のようなぼかし、スパッタという意匠表現を施すには、塗料やインクによる塗装模様によって表現することが行われている。しかしながら、塗装の模様によってぼかしやスパッタの意匠表現をしたのでは、平面的で深みのない意匠しか表現することができなかった。
【0005】
特許文献1には、無機微粒子を含んだ塗膜層を基材表面に設けることが開示されているが、この方法は、ぼかしやスパッタといった意匠を表現するためのものではなかった。
【0006】
本発明は、上記の事情に鑑みてなされたものであり、ぼかしやスパッタのような深みのある意匠を簡単に表現できる化粧板の塗装方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係る化粧板の塗装方法は、基材表面に塗膜を形成して化粧板を塗装するにあたって、ビーズ平均径が60μm以下でかつ前記塗膜の乾燥前の厚みの1.5倍以下であるビーズと、BM型粘度計にてローターNo.3、60rpmの条件で測定される粘度が500cps以下である塗料とを混合し、このビーズが混合された塗料を55℃以下の温度で凹凸が設けられた前記基材表面に塗布して前記塗膜を形成することを特徴とする。
【発明の効果】
【0008】
本発明によれば、基材の凹部にビーズを溜まらせることができ、このビーズによって色の境界を曖昧にしたり、斑点模様を形成したりすることができるので、ぼかしやスパッタのような意匠表現を簡単に化粧板に施すことができる。
【図面の簡単な説明】
【0009】
【図1】本発明による化粧板の塗装方法の一例を説明する概略断面図である。
【図2】塗装状態の一例を示す写真である。
【発明を実施するための形態】
【0010】
図1は、本発明により塗装された化粧板の一例を示している。基材1の表面は、塗料によって塗膜2が形成されている。塗膜2には、ビーズ3が含まれている。なお、本形態では、塗膜2の下層には下塗り層4が形成されている。
【0011】
基材1の表面に塗膜2を形成するための塗料としては、BM型粘度計にて測定される粘度が500cps以下である塗料を用いる。なお、粘度500cpsは500mPa・sである。この塗料にはビーズ3が混合される。
【0012】
塗料に混合するビーズ3としては、ビーズ平均径が60μm以下であるものを用いる。また、このビーズ平均径は塗膜2の乾燥前の厚みの1.5倍以下であるようにする。このようなビーズ平均径のビーズ3を用いることにより、塗膜にぼかしやスパッタのような意匠を表現することができる。また、ビーズ3を用いることにより、立体感や深みがあり、また、手触り感のある質感を表現することが可能である。意匠表現の観点から、ビーズ平均径は5μm以上であることが好ましい。また、ビーズ平均径は塗膜2の乾燥前の厚みの0.1倍以上であることが好ましい。ビーズ3を構成するビーズの径は、最小値1μmであることが好ましく、最大値が200μmであることが好ましい。なお、塗膜2の乾燥前の厚みとは、塗膜2を形成するための塗料が塗布される厚みである。この厚みは、ビーズ3が配設される部分の塗膜2の乾燥前の厚みのことであってよく、また、基材1に凹部1aと凸部1bが設けられている場合、凹部1aにおける塗膜2の乾燥前の厚みであってよい。ビーズ平均径とは、ビーズ3の平均粒子径のことであり、例えば、レーザー回折粒度分布計などによって測定することができる。
【0013】
ビーズ3の材料としては、樹脂ビーズを好ましく用いることができる。特に、カラービーズを用いることが好ましい。着色が施されたカラービーズを用いれば、このカラービーズの色により、ぼかしやスパッタを表現することができる。カラービーズの色は、塗料の色と同系統の色であってもよいし、異系統の色であってもよい。ビーズ3を構成する樹脂材料としては、例えば、アクリル樹脂、アクリルニトリル樹脂、フッ素系樹脂、ポリエチレン、ポリプロピレン、などを挙げることができるが、これに限定されるものではない。ビーズの形状は球状であってもよく、たまご状や楕円体であってもよい。
【0014】
塗料としては、塗膜形成能を有する液剤系の塗料で、ビーズ3を分散させることができるものであれば特に限定されるものではないが、例えば、クリヤー塗料を好ましく用いることができる。特に、アクリル系クリヤー塗料を用いることが好ましい。その場合、アクリル樹脂により硬い表面塗膜を形成することができる。また、塗膜2がクリヤー塗膜となった場合、塗膜2が透けてビーズ3を外側から視認することができ、ぼかしやスパッタなどの意匠表現を施すことが容易になる。塗料には着色剤が含まれてもよい。その場合、基材1を種々の色で塗装することが可能となる。例えば、塗料が灰色系の色でありビーズ3が濃い灰色系又は黒系の色であれば、石調の表現が可能となる。
【0015】
塗膜2を形成するための塗料には、樹脂、着色剤の他、硬化剤、硬化促進剤、安定化剤などを含んでもよい。また、この塗料の溶媒としては、水、アルコール、エステル類、ケトン類などを用いることが好ましい。これらの溶媒を使用するとビーズ3を流動させることが容易になる。なお、溶媒が揮発性の場合は乾燥時に除去される。
【0016】
塗料に対するビーズ3の添加量としては、塗料100質量部に対し0.1〜30質量部の範囲にすることが好ましいが、これに限定されるものではない。
【0017】
塗料の粘度は、BM型粘度計にてローターNo.3、60rpmの条件で測定されるものであり、このときの粘度が500cps以下、すなわち500mPa・s以下を示す値のものを用いる。塗料の粘度がこの範囲になることで、ビーズ3を基材表面の凹部1aに溜まらせることができる。塗料の粘度は、50cps以上であることが好ましい。この粘度はBM型粘度計にて上記と同様の条件で測定される値である。粘度が低くなりすぎると、ぼかしやスパッタの意匠を表現できなくなるおそれがある。また、ビーズが沈降し、分散が不均一になるおそれがある。
【0018】
基材1としては、窯業系建材、特に板状のものである窯業系建築板が好ましい。外装材のような窯業系建材にぼかしやスパッタの意匠を付与することにより、建物の外観を自然な感じに仕上げることができ、意匠性の高い建築物を得ることができる。窯業系材料としてはセメント系の成形材料を好ましく用いることができる。
【0019】
図1に示すように、基材1は、表面に凹凸が形成されたものを用いることができる。本形態では、基材1の表面に凹部1aと凸部1bとが形成されている。凹部1aの底部及び凸部1bの先部(上端)はそれぞれ平坦な面として形成されている。それにより、建築材に適した板状体の化粧材を得ることができる。凹部1a及び凸部1bによって形成される凹凸の深さは、1〜2000μm程度であることが好ましい。また、凹部1aと凸部1bとの間には、傾斜面1cが形成されていることが好ましい。この傾斜面1cの角度は、基材表面に対して30〜75度であることが好ましい。傾斜面1cにより傾斜が形成されることで、凹部1aにビーズ3を効率よく溜まらせることができる。また、基材表面において、複数の凸部1bの上端の上下方向の位置が一定の場合、深さが異なる複数の凹部1aが設けられてもよい。深さの深い凹部1aにビーズ3をより多く溜まらせたりすることによって意匠のバリエーションを広げることができる。
【0020】
基材1の表面において、塗膜2の下層には、下塗り層4が設けられていることが好ましい。下塗り層4により塗膜2の定着性を高めることができる。下塗り層4としては、エナメル塗料によって形成された層を好ましく用いることができる。この下塗り層4は、基材1の凹凸にほぼ追随して、凹凸面が設けられていることが好ましい。図1の形態では、下塗り層4は、基材1の凹部1a及び凸部1bに追随して、下塗り層4の凹部4aと凸部4bとが形成されている。また、基材1の傾斜面1cと略同傾斜となった下塗り層4の傾斜面4cが設けられている。下塗り層4は、塗膜2を形成するための塗料によって溶解しないものであることが好ましい。下塗り層4の厚みは、10〜100μmであることが好ましい。
【0021】
基材1に塗膜2を形成するための塗料を塗布するにあたっては、まず、基材1表面に下塗り層4が設けられた基材1を準備する。このとき、下塗り層4と基材1の表面との間に他の層が設けられていてもよい。好ましくは、基材1に下塗り層4の塗料を塗装し乾燥した後、連続的に次の工程に送られる。そして、この下塗り層4の表面に、ビーズ3が混合された上記の塗料を塗布する。
【0022】
ビーズ3の混合は塗料にビーズ3を添加し撹拌することにより行うことができる。このときビーズ3は塗料内に分散していることが好ましい。あらかじめビーズ3が混合された塗料を用いる場合は、塗布直前に再度撹拌してもよい。時間が経つとビーズ3が沈降する場合があるからである。また、ビーズ3が塗料内で撹拌された後すぐに、塗料を基材1の表面に塗布することが好ましい。
【0023】
塗膜2を形成するための塗料の塗布は55℃以下の温度で行うようにする。塗布時の温度は、周囲温度、塗料の温度及び板温度(基材温度)によって支配される。このとき周囲温度と塗料の温度は室温(25℃程度)に保たれていることが好ましい。一方、基材1は、下塗り層4の塗装・乾燥工程を経た後であり、通常は温度が室温よりも高くなっている。よって、基材温度が実質的に塗布時の温度を支配することになる。そこで、基材1の温度を55℃以下にすることにより、55℃以下での塗布が可能になる。基材1の温度を55℃以下にするには、下塗り層4の乾燥後、温度が低下するまで時間を空ければよい。あるいは、基材1に空気を吹き付けたりして温度を低下させてもよい。塗布温度の下限は、室温(25℃程度)であってもよく、あるいは、周囲温度が低いとき(例えば冬場などで4℃)にはその温度であってもよい。
【0024】
塗布方法としては、フローコーター、カーテンコーター、ロールコーター、スプレーガン、インクジェットなどの方法を用いることができる。
【0025】
また、塗布時の設定においては、基材1表面に均一な塗布量で塗布することが好ましい。これにより塗布厚みを一定にして乾燥前の塗膜2の厚みを基材1表面でほぼ一定にすることができる。ただし、塗布された塗料は、次に説明するように、基材1の凹凸により塗料が流動される場合がある。
【0026】
塗膜2が形成された後、まだ乾燥していない湿潤状態の塗膜2では、塗布された塗料が流動し、凸部1bでは薄めの塗膜2が形成され、凹部1aでは厚めの塗膜2が形成される。このとき、塗料の流動に合わせてビーズ3が凹部1aに流動して溜められる。その後、乾燥機によって塗膜が乾燥される。このとき、凹部1aでは、溜められたビーズ3を含んだまま、乾燥され塗膜2が形成される。この凹部1aにおける塗膜2には、ビーズ平均径が、この部分の塗膜の厚みの1.5倍以下であるビーズ3が含まれることになる。また、凸部1bでは、ビーズ3が少なくなった状態で、あるいはビーズ3を含まない状態で、乾燥され塗膜2が形成される。これにより、凹部1aに集まったビーズ3によって、ぼかしやスパッタの意匠を表現することができる。また、傾斜面1cにおいてビーズ3が凸部1bから凹部1aに近づくほどより多く存在させるようにすれば、凸部1bから傾斜面1c及び凹部1aにかけて徐々にビーズ3の色が濃くなって、ぼかし表現を演出することが可能になる。
【0027】
なお、塗膜2の厚みは、凹部1aと凸部1bとにおいて同じであってもよい。塗料の成分を凸部1bに残したままビーズ3を流動させることができれば、基材1の表面全体の塗膜2の厚みを略同一にすることが可能である。そのためにビーズ3として流動しやすいものを選択してもよい。なお、塗膜2においては、ビーズ3の一部が塗膜2から突出していてもよい。
【0028】
塗膜2の厚みは、2〜100μmであることが好ましい。塗膜2の厚みがこの範囲になることにより、ぼかしやスパッタの意匠を表現しやすくなる。
【0029】
乾燥機での乾燥温度は、60〜300℃にすることができる。また、塗装後、乾燥機に入るまでの時間は20秒以上であることが好ましい。それにより、凹部1aにビーズ3を溜めることができる。また、作業性の観点から、塗装後、乾燥機に入るまでの時間は、60秒以下であることが好ましい。乾燥機に入るまでの時間を短くした場合、ビーズ3を凸部1bにより多く残すことも可能である。なお、塗装と乾燥は、ベルトコンベアなどで基材1を送出しながら連続的に行うことができる。
【0030】
このようにして塗装が施されて基材1は化粧板となる。本形態では、塗膜2が最外層となっており、この塗膜2により基材1に模様が施されている。そして、上記の塗装方法によれば、凹部1aにビーズ3を溜まらせることができ、このビーズによって色の境界を曖昧にしたり、斑点模様を形成したりすることができるので、ぼかしやスパッタのような意匠表現を簡単に化粧板に施すことができるものである。
【実施例】
【0031】
図1に示されるような凹凸が形成された窯業系板材の表面に、エナメル系の下塗り層4を設けた後、表1に示す条件にて、ビーズ3とクリヤー塗料とを混合し、この塗料を塗布して、塗膜2としてクリヤー塗膜を形成した。クリヤー塗料の塗布は、スプレーで行った。
【0032】
使用した材料は次の通りである。
・クリヤー塗料:アクリル系クリヤー(IM7000クリヤー、関西ペイント製)
・樹脂ビーズ:アクリル系樹脂ビーズ、タフチックAR650(平均粒子径及び添加量は表1に示す)
なお、塗料の粘度はBM型粘度計にてローターNo.3、60rpm、室温(25℃)の条件で測定されたものである。また、基材1における乾燥前の塗膜2の厚み(塗布厚み)は基材表面全体でほぼ同じであった。
【0033】
塗膜の意匠性について下記基準で評価した。
・外観観察により、ビーズが均一でなく凹部に溜まるように見える場合を「○」とし、ビーズが均一でないが凹部に溜まることが明瞭でない場合を「△」とし、均一な場合を「×」とした。
【0034】
表1に示すとおり、各比較例により得た塗膜はビーズが均一になっており意匠性がよくなかった。それに対し、各実施例により得た塗膜はビーズが凹部に溜まり、ぼかし又はスパッタ模様が形成されて意匠性が向上した。
【0035】
図2に、塗装が施された化粧板の表面の写真を示す。図2に示されるように、塗膜2にビーズ3が溜められることによって、スパッタ模様が形成されることが確認された。
【0036】
【表1】
【符号の説明】
【0037】
1 基材
1a 凹部
1b 凸部
1c 傾斜面
2 塗膜
3 ビーズ
4 下塗り層
【特許請求の範囲】
【請求項1】
基材表面に塗膜を形成して化粧板を塗装するにあたって、ビーズ平均径が60μm以下でかつ前記塗膜の乾燥前の厚みの1.5倍以下であるビーズと、BM型粘度計にてローターNo.3、60rpmの条件で測定される粘度が500cps以下である塗料とを混合し、このビーズが混合された塗料を55℃以下の温度で凹凸が設けられた前記基材表面に塗布して前記塗膜を形成することを特徴とする、化粧板の塗装方法。
【請求項1】
基材表面に塗膜を形成して化粧板を塗装するにあたって、ビーズ平均径が60μm以下でかつ前記塗膜の乾燥前の厚みの1.5倍以下であるビーズと、BM型粘度計にてローターNo.3、60rpmの条件で測定される粘度が500cps以下である塗料とを混合し、このビーズが混合された塗料を55℃以下の温度で凹凸が設けられた前記基材表面に塗布して前記塗膜を形成することを特徴とする、化粧板の塗装方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−22530(P2013−22530A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−160498(P2011−160498)
【出願日】平成23年7月22日(2011.7.22)
【出願人】(503367376)ケイミュー株式会社 (467)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月22日(2011.7.22)
【出願人】(503367376)ケイミュー株式会社 (467)
【Fターム(参考)】
[ Back to top ]