
化粧板材及び化粧板材の製造方法
【課題】窓に結露して生じた水分を木質板材が吸収することによる変形を抑制でき、窓周縁部の損傷、変形等を抑制して、窓用板材を確実に挟持することができる化粧板材及び化粧板材の製造方法を提供する。
【解決手段】MDFを用いてなる2枚の外側板材41,42夫々の表面から裏面へ巻き込むようにして、防水性を有するオレフィンシート51,52を外側板材41,42の表面、窓孔41a,42aの内面、及び外側板材41,42の裏面41c,42cの窓孔41a,42a周縁部に貼着する。そして、窓用板材であるガラス板材2を、外側板材41,42を削り出して形成した嵌込穴ではなく、ガラス板材2の板厚と略等しい板厚を有する内側板材3の嵌込孔3aに嵌め込み、嵌込孔3aと窓孔41a,42aとが重なるようにして、ガラス板材2が嵌め込まれた内側板材3の一面及び他面に、外側板材41,42を積層して接着する。
【解決手段】MDFを用いてなる2枚の外側板材41,42夫々の表面から裏面へ巻き込むようにして、防水性を有するオレフィンシート51,52を外側板材41,42の表面、窓孔41a,42aの内面、及び外側板材41,42の裏面41c,42cの窓孔41a,42a周縁部に貼着する。そして、窓用板材であるガラス板材2を、外側板材41,42を削り出して形成した嵌込穴ではなく、ガラス板材2の板厚と略等しい板厚を有する内側板材3の嵌込孔3aに嵌め込み、嵌込孔3aと窓孔41a,42aとが重なるようにして、ガラス板材2が嵌め込まれた内側板材3の一面及び他面に、外側板材41,42を積層して接着する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数枚の木質板材が接合してあり、しかも、窓を設けてある化粧板材及び化粧板材の製造方法に関する。
【背景技術】
【0002】
部屋の戸口のドア、クローゼットの扉等の扉部材は、合板、木質繊維板、パーティクルボード、ムク板等の木質板材を用いてなる矩形状の鏡板と、鏡板の四辺に枠状に取り付けられた框材とで構成されている(特許文献1参照)。
扉部材の鏡板としては、木質の基板(素板)の表面に、化粧用シート又は突板の貼着、塗装等を行なうことによって化粧してある化粧板材が用いられる。
また、扉部材には、鏡板に窓孔を設けて窓孔にガラス板材、合成樹脂板材等を配することによって、嵌め殺しの窓が設けられることがある。
【0003】
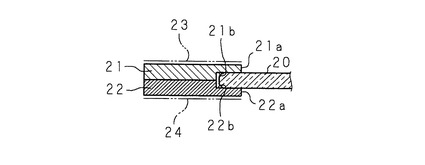
図7は、従来の化粧板材の製造方法の説明図であり、図8は、従来の化粧板材の構成を示す横断面図である。
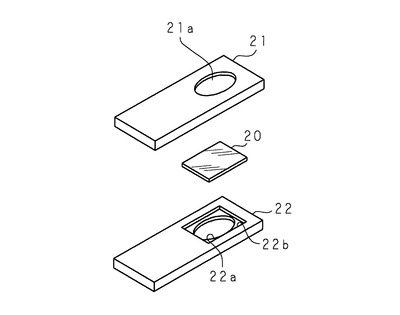
図中20は矩形状のガラス板材であり、ガラス板材20を挟むようにして、HDF(高密度繊維板)、MDF(中密度繊維板)等の木質繊維板を用いてなる矩形状の木質板材21,22が配される。
【0004】
木質板材21には、ガラス板材20の寸法より小さい寸法の楕円形状の窓孔21aが、NCルータで木質板材21を刳り貫くことによって形成されている。
また、木質板材21の表面には、木質板材21を化粧するオレフィンシート23が真空貼りによって貼着されている。
【0005】
更に、木質板材21の裏面には、ガラス板材20を嵌め込むための嵌込穴21bが、NCルータで木質板材21裏面を削ることによって形成されている。この嵌込穴21bは、ガラス板材20の形状と略等しい矩形状を有し、ガラス板材20の板厚の約半分の深さを有する。また、嵌込穴21bの深さは、木質板材21の板厚より小さい。つまり、嵌込穴21bが木質板材21を貫通して形成されることはない。
【0006】
木質板材21と略同様に、木質板材22には窓孔22aが形成されており、表面にはオレフィンシート24が貼着されており、裏面には嵌込穴22bが形成されている。
【0007】
従来の化粧板材を製造する場合、作業者は、嵌込穴21b,22bにガラス板材20を嵌め込んで、木質板材21,22の裏面同士を対面させて接着する。
このとき、木質板材21,22の表面側からは、窓孔21a,22aを介してガラス板材20が露出し、ガラス板材20は窓ガラスとして機能する。
ガラス板材20は嵌込穴21b,22b内に保持され、更に詳細には、窓孔21a,22a周縁部に、ガラス板材20の周縁部が挟持される。
【0008】
ところで、図8に示すような化粧板材は、窓孔21a,22aの内面にオレフィンシートが貼着されていない。窓孔21a,22aの内面は、窓孔21a,22aが形成されることによって肌荒れを生じている(表面性が悪い)ため、窓孔21a,22aの内面が露出したままでは化粧板材の美観が悪化する。このため、化粧用のテープを別途貼着することによって窓孔21a,22aの内面を化粧することがある。
しかしながら、肌荒れを生じている窓孔21a,22aの狭い内面に化粧用のテープを貼着することは煩雑であり、しかも、化粧板材の製造工程がテープ貼着工程の分だけ増加するという問題がある。
【0009】
この問題を解決するために、オレフィンシート23,24を延長して窓孔21a,22aの内面にもオレフィンシート23,24を貼着することが考えられる。
しかしながら、窓孔21a,22aの内面は面積が狭いため、窓孔21a,22aの内面とオレフィンシート23,24との接触面積も狭い。このため、オレフィンシート23,24が剥がれ易いという問題がある。
【0010】
以上のような問題を解決するために、図8に示すような化粧板材の構成とは異なる構成の化粧板材が用いられることがある。
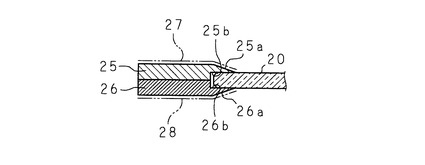
図9は、従来の化粧板材の他の構成を示す横断面図である。
図中25,26は木質板材であり、木質板材25,26は図7及び図8に示す木質板材21,22に対応する。同様に、木質板材25,26に形成されている嵌込穴25b,26bは、木質板材21,22に形成されている嵌込穴21b,22bに対応する。
【0011】
ただし、木質板材25,26に形成されている窓孔25a,26aは、木質板材21,22に形成されている窓孔21a,22aとは異なり、木質板材25,26の表面側を削るようにして、窓孔25a,26aの内面がテーパ状に形成されている。
オレフィンシート27,28は、木質板材25,26の表面と窓孔25a,26aの内面とに連続して貼着してある。テーパ状の窓孔25a,26aの内面は面積が広いためオレフィンシート27,28との接触面積も広く、このため窓孔21a,22aの内面に貼着する場合よりも剥がれ難い。
【特許文献1】特許第2704630号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
ところで、ガラス板材20は、木質板材21,22,25,26よりも結露し易い。
一方、木質板材21,22,25,26は吸水性が高いため、結露によってガラス板材20に発生した水分は、ガラス板材20を伝って木質板材21,22,25,26へ移動し、木質板材21,22,25,26に吸収されることがある。
水分を吸収した木質板材21,22,25,26は膨潤し、凹凸、反り等の変形を生じることがある。このため、扉部材の美観及び寸法安定性が悪化するという問題がある。
【0013】
結露によってガラス板材20に発生した水分は、特に、窓孔21a,22a,25a,26aの周縁部に吸収される。この部分は、木質板材21,22,25,26の裏面側から嵌込穴21b,22b,25b,26bが形成されているため板厚が薄く、このため、膨潤による変形の悪影響が大きい。
【0014】
しかも、木質繊維板を用いてなる木質板材21,22,25,26は、板厚方向に密度が大きく変化する。具体的には、木質板材21,22,25,26の表面近傍及び裏面近傍は密度が高い高密度層であり、木質板材21,22,25,26の中央部付近は密度が低い低密度層である。
木質板材21,22,25,26の裏面側から嵌込穴21b,22b,25b,26bが形成されているため、嵌込穴21b,22b,25b,26b内部には低密度層が露出している。この低密度層は、高密度層に比べて密度が低いため、高密度層より吸水性が高い。つまり、木質繊維板を用いてなる木質板材21,22,25,26は、膨潤による変形を生じ易い。
【0015】
さて、特許文献1に開示されている扉部材の鏡板は、木質板材の両面に、この木質板材よりも薄い木質板材を積層し、積層された3枚の木質板材の端面に木質板材を貼着することによって、木質板材の吸湿による扉部材の変形を抑制している。
しかしながら、特許文献1に開示されている扉部材には窓が設けられておらず、窓ガラスに結露した水分が木質板材に吸収されて生じる変形の抑制に関しては全く考慮されていない。
【0016】
そこで、結露による変形を抑制するために、窓孔21a,22a,25a,26a周縁部に、防水性を有する化粧シートを貼着することが考えられ、このために、オレフィンシート23,24,27,28を木質板材21,22,25,26の表面側から裏面側まで巻き込むことが考えられる。つまり、オレフィンシート23,24,27,28を延長して木質板材21,22,25,26表面のみならず窓孔21a,22a,25a,26aの内面及び木質板材21,22,25,26裏面の窓孔21a,22a,25a,26a周縁部にも連続して貼着することが考えられる。
【0017】
ところで、窓孔21a,22a,25a,26aの内面も肌荒れを生じているため、オレフィンシート23,24,27,28が接着し難く、オレフィンシート23,24,27,28が剥がれ易い。このため、オレフィンシート23,24,27,28を木質板材21,22,25,26の表面側から裏面側まで巻き込むことによって、オレフィンシート23,24,27,28を窓孔21a,22a,25a,26a周縁部とガラス板材20周縁部との間で挟持し、オレフィンシート23,24,27,28を剥がれ難くすることができる。
【0018】
しかしながら、窓孔21a,22a,25a,26a周縁部の木質板材21,22,25,26裏面側は、嵌込穴21b,22b,25b,26bの内部であり、嵌込穴21b,22b,25b,26bが形成されることによって肌荒れを生じている。
このため、窓孔21a,22a,25a,26a周縁部の木質板材21,22,25,26裏面側は、接着剤を不要に吸収し易く、この結果、木質板材21,22,25,26とオレフィンシート23,24,27,28との接着力が低下するという問題がある。
【0019】
しかも、貼着されたオレフィンシート23,24,27,28に、肌荒れを原因とする凹凸が生じ、化粧板材の美観が悪化するという問題もある。
【0020】
さて、ガラス板材20は、嵌込穴21b,22b内部、又は嵌込穴25b,26b内部に嵌め込まれることによって、窓孔21a周縁部と窓孔22a周縁部との間、又は窓孔25a周縁部と窓孔26a周縁部との間で挟持される。
ところが、木質板材21,22,25,26全体の厚みと比べて、窓孔21a,22a,25a,26a周縁部の厚みは、木質板材21,22,25,26裏面に嵌込穴21b,22b,25b,26bが形成されている分、板厚が部分的に薄い。特に、窓孔25a,26a周縁部のように、窓孔25a,26aの内面がテーパ状に形成されている場合は、更に板厚が薄い。
【0021】
しかも、前述のように嵌込穴21b,22b,25b,26b内部には低密度層が露出しており、この低密度層は、高密度層に比べて密度が低いため、高密度層より強度が低い。
以上の結果、窓孔21a,22a,25a,26a周縁部は変形、損傷等に弱く、また、窓孔21a,22a,25a,26a周縁部によるガラス板材20の挟持強度が低いという問題がある。
【0022】
嵌込穴21b,22b,25b,26bを形成することによって低密度層が露出し、吸水性の増大、強度の低下等が生じることを抑制するために、木質繊維板の代わりに、合板、ムク板等、内部の密度が板厚方向に略等しい(又は木質繊維板ほど高密度層及び低密度層の差が顕著ではない)木質板材を用いることが考えられる。しかしながら、この場合、扉部材の鏡板の材料が限定されるという問題がある。しかも、嵌込穴21b,22b,25b,26bを形成することによって鏡板の板厚が部分的に薄くなり、吸水による変形、強度の低下等が生じる問題は解決できない。
【0023】
本発明は斯かる事情に鑑みてなされたものであり、その主たる目的は、窓孔を有する2枚の外側板材と嵌込孔を有する内側板材とを用い、内側板材の嵌込孔に窓用板材を嵌め込み、内側板材の両面に各外側板材とを接合する構成とすることにより、窓周縁部の木質板材の損傷、変形等を抑制して、窓用板材を確実に挟持することができる化粧板材及び化粧板材の製造方法を提供することにある。
【0024】
本発明の他の目的は、外側板材の一面、窓孔の内面、及び他面の窓孔周縁部に連続して化粧シートを貼着する構成とすることにより、窓に結露して生じた水分を木質板材が吸収することによる変形を抑制することができる化粧板材を提供することにある。
【0025】
本発明の他の目的は、木質繊維板を用いる構成とすることにより、安価に製造することができる化粧板材を提供することにある。
【課題を解決するための手段】
【0026】
第1発明に係る化粧板材は、複数枚の木質板材を接合してなり、窓が設けられている化粧板材において、窓用板材と、前記窓用板材の板厚と略等しい板厚を有し、前記窓用板材が嵌め込まれている内側板材と、前記内側板材の形状と略等しい形状を有する前記木質板材を用いてなり、前記窓用板材の寸法より小さい寸法の窓孔が形成され、前記内側板材に嵌め込まれた前記窓用板材と前記窓孔とを対向させて、前記内側板材の一面及び他面と接合されている2枚の外側板材とを備えることを特徴とする。
【0027】
第2発明に係る化粧板材は、前記外側板材の一面、前記窓孔の内面、及び前記外側板材の他面の前記窓孔の周縁部に、防水性を有する連続した化粧シートを貼着してあることを特徴とする。
【0028】
第3発明に係る化粧板材は、前記木質板材は木質繊維板を用いてなり、前記内側板材も木質繊維板を用いてなることを特徴とする。
【0029】
第4発明に係る化粧板材の製造方法は、複数枚の木質板材を接合してなり、窓が設けられている化粧板材の製造方法において、窓用板材、該窓用板材の板厚と略等しい板厚を有し、しかも、前記窓用板材を嵌め込むために、前記窓用板材の形状に略等しい嵌込孔が形成された内側板材、及び、前記内側板材の形状と略等しい形状を有する前記木質板材を用いてなり、前記窓用板材の寸法より小さい寸法の窓孔が形成された2枚の外側板材を準備し、前記嵌込孔に前記窓用板材を嵌め込み、前記嵌込孔に嵌め込まれた前記窓用板材と前記窓孔とを対向させて、前記内側板材の一面及び他面と前記2枚の外側板材とを接合することを特徴とする。
【発明の効果】
【0030】
第1発明の化粧板材及び第4発明の化粧板材の製造方法による場合、窓用板材、内側板材、及び2枚の外側板材を用い、窓用板材は、窓用板材を嵌め込むために内側板材に形成された嵌込孔に嵌め込まれている。嵌込孔は、窓用板材の形状に略等しいため、窓用板材は、窓用板材の面方向の移動を禁止されて、嵌込孔内部に保持される。
2枚の外側板材夫々は、内側板材の形状と略等しい形状を有する木質板材である。この外側板材夫々と、内側板材の一面及び他面とを接合することによって、即ち2枚の外側板材で内側板材を挟み込むことによって、化粧板材が形成される。
【0031】
また、各外側板材には窓用板材の寸法より小さい寸法の窓孔が形成されており、内側板材の嵌込孔に嵌め込まれた窓用板材と外側板材の窓孔とが対向されるため、2個の窓孔及び窓用板材が、化粧板材に設けられた窓として機能する。
しかも、各窓孔の寸法は、窓用板材の寸法より小さいため、2個の窓孔の周縁部の間で、窓用板材の周縁部が挟持され、窓用板材は、窓用板材の板厚方向の移動を禁止される。
【0032】
ところで、外側板材には窓孔が形成され、窓用板材を嵌め込むための嵌込穴が形成されない。つまり、各外側板材の板厚は、窓孔部分を覗いて略一定であり、窓孔の周縁部が部分的に薄くなっているというようなことはない。
つまり、窓用板材を挟持している窓孔周縁部の強度低下が生じておらず、窓孔周縁部の損傷、変形等が抑制され、また、充分な強度で確実に窓用板材を挟持することができる。
【0033】
以上のような化粧板材に用いる木質板材は、板厚方向に密度が変化するか略一定であるかにかかわらず、合板、木質繊維板、パーティクルボード、ムク板等、材質に限定されることなく各種の木質板材を用いることができる。
また、外側板材が充分な板厚を有する場合は、仮に外側板材が結露によって発生した水分を吸収しても、膨潤による変形の悪影響を相対的に小さくすることができる。
更に、2枚の外側板材の間に介在する内側板材は、木質板材でもよく、木質板材以外でもよい。
【0034】
第2発明の化粧板材による場合、外側板材と内側板材とを接合する前に、外側板材に対し、外側板材の一面、外側板材の窓孔の内面、及び外側板材の他面の窓孔の周縁部に、連続した化粧シートを、例えば真空貼りによって一括して貼着してから、外側板材と内側板材とを接合する。ここで、この化粧シートは防水性を有する。
【0035】
つまり、吸水性が高い木質板材である外側板材を、結露による吸水を生じ易い部分、即ち窓孔の内面から外側板材の他面の窓孔の周縁部にわたって、防水性を有する化粧シートが被覆している。このため、外側板材が、窓に結露して生じた水分を吸収することが抑制される。
この結果、水分を吸収した外側板材が膨潤することによる凹凸、反り等の変形の発生を抑制することができ、このため、化粧板材の美観及び寸法安定性を向上させることができる。
しかも、連続した化粧シートは、分割された化粧シートのように、分割部分から水分が木質板材側へ浸透することがない。
【0036】
さて、化粧板材は、外側板材の一面側から他面側まで化粧シートを巻き込んである。更に、2個の窓孔の周縁部の間で窓用板材が挟持されるため、他面の窓孔の周縁部に貼着された化粧シートは、窓孔の周縁部と窓用板材との間で挟持される。
しかも、他面の窓孔の周縁部は、例えば嵌込穴が形成されることによる肌荒れが生じておらず、水分を吸収し難い。このため、外側板材他面の窓孔周縁部は、接着剤を不要に吸収することなく、木質板材と化粧シートとが充分強力に接着することができる。
【0037】
このため、化粧シートが剥がれて、防水性が低下し、美観が悪化することを抑制することができる。
【0038】
更にまた、外側板材他面の窓孔周縁部に肌荒れが生じていないため、貼着された化粧シートに、肌荒れを原因とする凹凸が生じることがない。
また、化粧シートの貼着によって、外側板材の一面、及び窓孔の形成によって肌荒れを生じている窓孔の内面とを化粧することができる。
このため、化粧板材の美観を向上させることができる。
【0039】
しかも、肌荒れを生じている窓孔の狭い内面に化粧用のテープを別途貼着する煩雑な工程が不要である。
【0040】
第3発明の化粧板材による場合、前述のように、外側板材及び内側板材の材質が限定されないため、板厚方向に密度が変化する木質繊維板を用いることができる。
木質繊維板は、合成樹脂と、木質材由来の繊維状体(以下、木質繊維という)とを用いて安価に製造することができるため、内側板材及び2枚の外側板材が木質繊維板を用いてなる化粧板材も安価に製造することができる。
【0041】
木質繊維板は、一面及び他面近傍に高密度層を有する。高密度層は密度が高い分だけ強度が高く、吸水性が低い。
従来の化粧板材は、2枚の木質繊維板に関し、各板材2層ずつ、合計4層の高密度層を有する。しかも、窓用板材を嵌め込む嵌込穴を、木質繊維板の高密度層を削って(除去して)形成する必要があるため、窓用板材を保持する窓孔周縁部には、各板材1層ずつ、合計2層の高密度層しかない。しかも、窓孔周縁部には、強度が低く、吸水性が高い低密度層が存在することになる。
【0042】
一方、本発明の化粧板材は、内側板材及び2枚の外側板材に関し、各板材2層ずつ、合計6層の高密度層を有する。このため、化粧板材の全体的な強度を向上させることができる。
しかも、窓用板材を保持する窓孔周縁部には、外側板材2枚分、合計4層の高密度層を有するため、窓孔周縁部の変形、損傷等を抑制し、また、窓用板材を確実に保持することができる。
【0043】
更に、結露した水分が窓孔周縁部へ移動した場合でも、窓孔周縁部に、吸水性が低い高密度層が存在するため、外側板材の吸水、延いては外側板材の膨潤による変形を抑制することができる。
【発明を実施するための最良の形態】
【0044】
以下、本発明を、その実施の形態を示す図面に基づいて詳述する。
【0045】
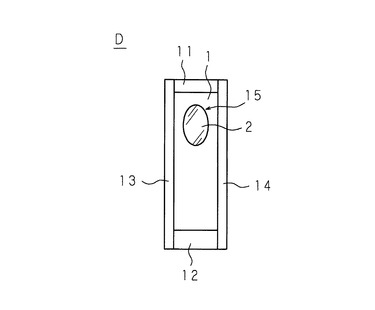
図1は、本発明に係る化粧板材1を鏡板として用いてなる扉部材Dの構成を示す正面図である。
扉部材Dは、3枚の矩形状の木質板材を接合してなる化粧板材1の四辺に、横框11,12及び縦框13,14を枠状に取り付けてなる。
化粧板材1には、採光用に、楕円形状の嵌め殺しの窓15が設けられており、窓15には、窓用板材として、透光性を有する無色透明なガラス板材2が配されている。なお、ガラス板材2として、色ガラス、磨りガラス、ステンドグラス等を用いてもよい。
【0046】
以上のような扉部材Dは、内装ドアとして用いられる。又は、扉部材Dは家具の扉として用いられる。特に、内装ドアとして用いられる扉部材Dは、例えば温暖で湿潤な室内と寒冷で乾燥した廊下とを隔てるため、ガラス板材2が結露し易い。
【0047】
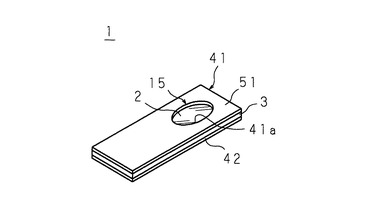
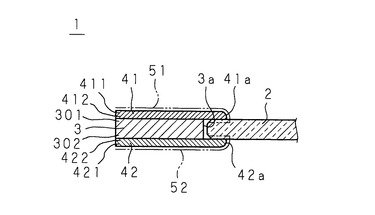
図2は、化粧板材1の構成を示す斜視図であり、図3は、同じく横断面図である。
化粧板材1は、2枚の外側板材41,42の間に、1枚のガラス板材2と1枚の内側板材3とを挟持してなる。
外側板材41,42夫々と内側板材3とは、木質繊維板(具体的にはMDF板材)を用いてなる。
次に、木質繊維板の性質について説明する。
【0048】
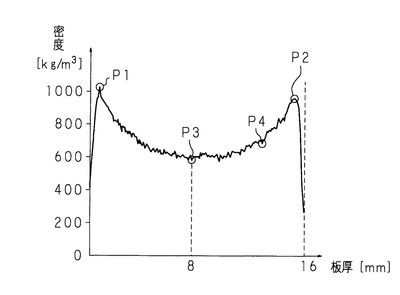
図4は、外側板材41,42及び内側板材3として用いられる木質繊維板の板厚と密度との関係を示す特性図である。図中横軸は木質繊維板の板厚[mm]であり、縦軸は木質繊維板の密度[kg/m3 ]である。
図4に示す木質繊維板は板厚が16mmである。
ここでは、板厚0mmが木質繊維板の表面、板厚16mmが木質繊維板の裏面とする。
【0049】
木質繊維板の表面近傍及び裏面近傍は、図4中の点P1,P2に示すような約1000kg/m3 の高密度層であり、木質繊維板の中央部は、点P3に示すような約600kg/m3の低密度層である。
仮に、木質繊維板の裏面を切削してガラス板材2を嵌め込む嵌込穴を形成した場合、嵌込穴の内部には、点P4に示すような約700kg/m3 の低密度層が露出する。
【0050】
木質繊維板は、木質繊維に合成樹脂を添加し、加熱して圧縮成形することによって得られるが、例えば形成される板材の板厚方向の温度分布が一定でないという理由によって、板材の表面(裏面)近傍には高密度層が形成され、内層近傍には低密度層が形成される。
【0051】
このため、高密度層である木質繊維板の表面近傍及び裏面近傍は、低密度層である木質繊維板の内層部に比べて、吸水性、吸湿性等が低く、また、吸水、吸湿による膨潤が発生しがたいため寸法安定性がよく、更に、強度が高い。
ここで、板厚が異なる木質繊維板の板厚と密度との関係も、図4に示す関係と略同様の傾向を示す。
【0052】
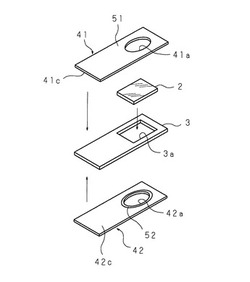
図5及び図6は、化粧板材1の製造方法の説明図である。
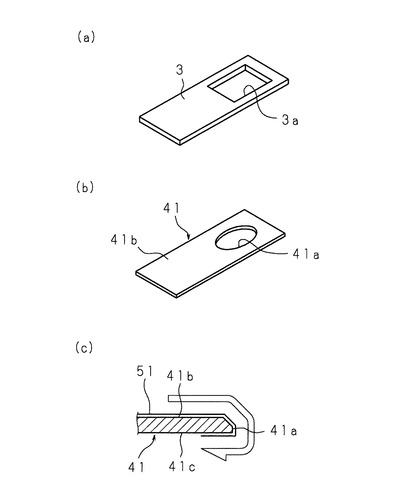
化粧板材1を製造する作業者は、内側板材3を準備する(図5(a))。
このために、作業者は、ガラス板材2の板厚と略等しい板厚を有する矩形状の木質繊維板を内側板材3として準備し、内側板材3の適切な位置をNCルータで刳り貫くことによって、ガラス板材2の形状に略等しい嵌込孔3aを形成する。後述するように、この嵌込孔3aに、ガラス板材2が嵌め込まれる。
【0053】
また、作業者は、外側板材41を準備する(図5(b))。
作業者は、内側板材3の形状と略等しい形状を有する矩形状の木質繊維板を外側板材41として準備する。ただし、外側板材41の板厚は内側板材3の板厚と異なっていてもよい。
【0054】
そして作業者は、準備した外側板材41に関し、内側板材3の嵌込孔3aに対応する位置(具体的には、嵌込孔3aの中心位置と、後述する窓孔41aの中心位置とが対応する位置)をNCルータで刳り貫くことによって、ガラス板材2の寸法より小さい寸法の窓孔41aを形成する。具体的には、楕円形状の窓孔41aの長径(縦長さ)及び短径(横幅)夫々が、矩形状のガラス板材2の縦長さ及び横幅夫々より小さくなるよう窓孔41aが形成される。
【0055】
ここで、作業者は、窓孔41aを形成する際、意匠性の向上のため、外側板材41の一面側(表面41b側)を面取りする(図5(c)参照)。
更に作業者は、外側板材41と同様にして、窓孔42aが形成された外側板材42を準備する(図3及び図6参照)。
【0056】
次に作業者は、外側板材41に、防水性を有する化粧シートとして、防水性を有する1枚のオレフィンシート51を、真空貼りによって貼着する(図5(c))。
ここで、オレフィンシート51は、外側板材41の表面41b、面取りされた窓孔41aの内面、及び外側板材41の裏面41cの窓孔41a周縁部に、連続して貼着される。つまり、オレフィンシート51は、外側板材41の表面41bから裏面41cへ巻き込まれるようにして外側板材41をラッピングしている。
【0057】
更に作業者は、外側板材41にオレフィンシート51を貼着する場合と同様にして、外側板材42にオレフィンシート52を貼着する(図3及び図6参照)。
真空貼りによって、オレフィンシート51,52は一括して貼着されるため、例えば分割したシートを貼着する場合や、シート及びテープを貼着する場合に比べて、貼着工程は少ない。
【0058】
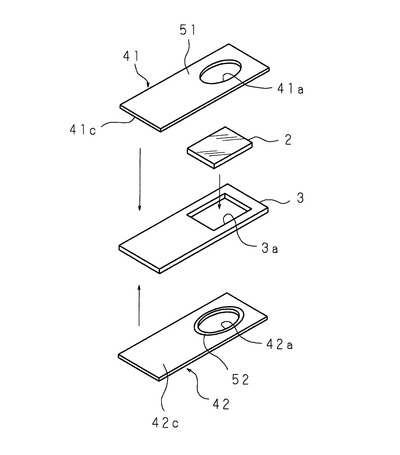
最後に作業者は、2枚の外側板材41,42の間に、1枚のガラス板材2と1枚の内側板材3とを挟持して、外側板材41,42と内側板材3とを接着する(図6)。
具体的には、作業者は、内側板材3の嵌込孔3aにガラス板材2を嵌め込み、嵌込孔3aに嵌め込まれたガラス板材2と、外側板材41,42夫々の窓孔41a,42aとを対向させて、内側板材3の両面に接着剤を塗布し、内側板材3の一面と外側板材41の裏面41cとを接合し、内側板材3の他面と外側板材42の裏面42cとを接合する。
【0059】
図6に示すように、外側板材41(42)の表面はオレフィンシート51(52)に全面的に被覆されているが、外側板材41(42)の裏面41c(42c)はオレフィンシート51(52)に部分的に被覆されている。つまり、裏面41c(42c)は化粧する必要がないため、窓孔41a(42a)周縁部のみを、オレフィンシート51(52)で防水している。このように、必要最小限の部分をオレフィンシート51(52)で被覆することによって、オレフィンシート51(52)の無駄を省いている。
【0060】
また、図3に示すように、オレフィンシート51,52は外側板材41,42の表面側から裏面側へ連続的に貼着されており、分割されていないため、分割部分から外側板材41,42へ浸水することが防止されている。
【0061】
以上のような化粧板材1の製造方法を用いて、図2及び図3に示す化粧板材1が製造される。ガラス板材2は、ガラス板材2周縁部が、外側板材41,42の窓孔41a,42a周縁部に挟持されて、内側板材3の嵌込孔3a内に保持される。
外側板材41,42の表面側からは、窓孔41a,42aを介してガラス板材2が外部に露出し、ガラス板材2は窓ガラスとして機能する。そして、窓孔41a,42a及びガラス板材2は、嵌め殺しの窓15として機能する。
【0062】
さて、本発明の化粧板材1の製造方法によっては、外側板材41,42と内側板材3とは、夫々の表面及び裏面が切削されないため、図3に示すように、外側板材41の表裏近傍に、高密度層411,412が存在する。同様に、外側板材42に関して高密度層421,422が存在し、内側板材3に関して高密度層301,302が存在する。
特に外側板材41,42に関しては、窓孔41a,42a近傍にも4層の高密度層411,412,421,422が存在する。
【0063】
仮に、化粧板材1の厚みを、木質繊維板を用いてなる従来の化粧板材の厚みと略等しくし、ガラス板材2の板厚も従来の化粧板材に用いられているガラス板材の板厚と等しくする場合、外側板材41,42及び内側板材3夫々の板厚の合計が、従来の化粧板材に用いられている2枚の木質繊維板の板厚の合計と等しくなる。
しかしながら、従来の化粧板材は高密度層が最大4層であるのに対し、化粧板材1は高密度層が最大6層である。このため、化粧板材1の強度が向上されている。
【0064】
また、従来の化粧板材の窓孔周縁部の板厚と、窓孔41a(42a)周縁部の板厚とは等しい。
しかしながら、従来の化粧板材の窓孔周縁部は高密度層が1層であるのに対し、窓孔41a(42a)周縁部は高密度層が2層であり、しかも、低密度層が露出していない。更に、従来の化粧板材の木質繊維板は、木質繊維板の窓孔周縁部と窓孔周縁部以外とで板厚が異なるため、外力が加えられた場合に、例えば応力集中による破損が生じ易い。また、オレフィンシート貼着のために窓孔周縁部をテーパ状に形成することもあるため、窓孔周縁部の強度は更に低くなる。
【0065】
つまり、従来の化粧板材の窓孔周縁部よりも窓孔41a(42a)周縁部の方が強度が高く、吸水性が低く、変形、損傷等を生じ難く、ガラス板材2が確実に挟持される。
【0066】
以上のような化粧板材1を備える扉部材Dを用いる場合、ガラス板材2は、外側板材41,42及び内側板材3よりも結露し易く、結露によってガラス板材2に発生した水分は、ガラス板材2を伝って、外側板材41,42、特に窓孔41a,42a周縁部へ移動する。
しかしながら、窓孔41a,42a周縁部は、オレフィンシート51,52に被覆されることによって防水されており、しかも、窓孔41a,42a周縁部の外側板材41,42表面及び裏面は夫々吸水性が低い高密度層であるため、外側板材41,42が吸水して、膨潤による凹凸、反り等が発生することが抑制されている。
【0067】
また、化粧板材1は、オレフィンシート51,52を、外側板材41,42の表面側から裏面側へ巻き込んで接着するため、オレフィンシート51,52が窓孔41a,42aの周縁部とガラス板材2との間で挟持される。しかも、外側板材41,42の表面側及び裏面側には、例えば嵌込穴が形成されることによる肌荒れが生じておらず、接着剤を吸収し難い。このため、外側板材41,42とオレフィンシート51,52とが充分強力に接着し、剥がれ難い。
【0068】
更にまた、外側板材41,42に貼着されたオレフィンシート51,52に、肌荒れを原因とする凹凸が生じることがない。
また、オレフィンシート51,52の貼着によって、外側板材41,42表面、及び窓孔41a,42a内面とが化粧される。
以上のことから、化粧板材1の美観が向上されている。
【0069】
なお、外側板材41,42及び/又は内側板材3として、MDFに限らず、HDF、合板、パーティクルボード、ムク板等の木質板材を用いてもよい。
また、窓用板材としては、一般に木質板材よりも結露し易い材料が用いられ、ガラス板材2の代わりに、アクリルのような合成樹脂板材を用いてもよい
更に、化粧板材1の表面に、オレフィンシート51,52の表面側から、例えばモール材を貼着して、化粧板材1の意匠性を向上させてもよい。
【0070】
更にまた、ガラス板材2の形状は矩形状に限るものではなく、窓孔41a,42aの形状も楕円形状に限るものではない。
また、オレフィンシート51,52の代わりに、オレフィンシート51,52の貼着と同様にして、防水性を有する強化紙を外側板材41,42に貼着するか、又は、防水性を有する塗装を外側板材41,42に施してもよい。
更に、内側板材3は木質板材以外の材料で形成してもよい。
【図面の簡単な説明】
【0071】
【図1】本発明に係る化粧板材を鏡板として用いてなる扉部材の構成を示す正面図である。
【図2】本発明に係る化粧板材の構成を示す斜視図である。
【図3】本発明に係る化粧板材の構成を示す横断面図である。
【図4】本発明に係る化粧板材が備える外側板材及び内側板材として用いられる木質繊維板の板厚と密度との関係を示す特性図である。
【図5】本発明に係る化粧板材の製造方法の説明図である。
【図6】本発明に係る化粧板材の製造方法の説明図である。
【図7】従来の化粧板材の製造方法の説明図である。
【図8】従来の化粧板材の構成を示す横断面図である。
【図9】従来の化粧板材の他の構成を示す横断面図である。
【符号の説明】
【0072】
1 化粧板材
15 窓
2 ガラス板材(窓用板材)
3 内側板材(木質繊維板)
3a 嵌込孔
41,42 外側板材(木質板材,木質繊維板)
41a,42a 窓孔
51,52 オレフィンシート(化粧シート)
D 扉部材
【技術分野】
【0001】
本発明は、複数枚の木質板材が接合してあり、しかも、窓を設けてある化粧板材及び化粧板材の製造方法に関する。
【背景技術】
【0002】
部屋の戸口のドア、クローゼットの扉等の扉部材は、合板、木質繊維板、パーティクルボード、ムク板等の木質板材を用いてなる矩形状の鏡板と、鏡板の四辺に枠状に取り付けられた框材とで構成されている(特許文献1参照)。
扉部材の鏡板としては、木質の基板(素板)の表面に、化粧用シート又は突板の貼着、塗装等を行なうことによって化粧してある化粧板材が用いられる。
また、扉部材には、鏡板に窓孔を設けて窓孔にガラス板材、合成樹脂板材等を配することによって、嵌め殺しの窓が設けられることがある。
【0003】
図7は、従来の化粧板材の製造方法の説明図であり、図8は、従来の化粧板材の構成を示す横断面図である。
図中20は矩形状のガラス板材であり、ガラス板材20を挟むようにして、HDF(高密度繊維板)、MDF(中密度繊維板)等の木質繊維板を用いてなる矩形状の木質板材21,22が配される。
【0004】
木質板材21には、ガラス板材20の寸法より小さい寸法の楕円形状の窓孔21aが、NCルータで木質板材21を刳り貫くことによって形成されている。
また、木質板材21の表面には、木質板材21を化粧するオレフィンシート23が真空貼りによって貼着されている。
【0005】
更に、木質板材21の裏面には、ガラス板材20を嵌め込むための嵌込穴21bが、NCルータで木質板材21裏面を削ることによって形成されている。この嵌込穴21bは、ガラス板材20の形状と略等しい矩形状を有し、ガラス板材20の板厚の約半分の深さを有する。また、嵌込穴21bの深さは、木質板材21の板厚より小さい。つまり、嵌込穴21bが木質板材21を貫通して形成されることはない。
【0006】
木質板材21と略同様に、木質板材22には窓孔22aが形成されており、表面にはオレフィンシート24が貼着されており、裏面には嵌込穴22bが形成されている。
【0007】
従来の化粧板材を製造する場合、作業者は、嵌込穴21b,22bにガラス板材20を嵌め込んで、木質板材21,22の裏面同士を対面させて接着する。
このとき、木質板材21,22の表面側からは、窓孔21a,22aを介してガラス板材20が露出し、ガラス板材20は窓ガラスとして機能する。
ガラス板材20は嵌込穴21b,22b内に保持され、更に詳細には、窓孔21a,22a周縁部に、ガラス板材20の周縁部が挟持される。
【0008】
ところで、図8に示すような化粧板材は、窓孔21a,22aの内面にオレフィンシートが貼着されていない。窓孔21a,22aの内面は、窓孔21a,22aが形成されることによって肌荒れを生じている(表面性が悪い)ため、窓孔21a,22aの内面が露出したままでは化粧板材の美観が悪化する。このため、化粧用のテープを別途貼着することによって窓孔21a,22aの内面を化粧することがある。
しかしながら、肌荒れを生じている窓孔21a,22aの狭い内面に化粧用のテープを貼着することは煩雑であり、しかも、化粧板材の製造工程がテープ貼着工程の分だけ増加するという問題がある。
【0009】
この問題を解決するために、オレフィンシート23,24を延長して窓孔21a,22aの内面にもオレフィンシート23,24を貼着することが考えられる。
しかしながら、窓孔21a,22aの内面は面積が狭いため、窓孔21a,22aの内面とオレフィンシート23,24との接触面積も狭い。このため、オレフィンシート23,24が剥がれ易いという問題がある。
【0010】
以上のような問題を解決するために、図8に示すような化粧板材の構成とは異なる構成の化粧板材が用いられることがある。
図9は、従来の化粧板材の他の構成を示す横断面図である。
図中25,26は木質板材であり、木質板材25,26は図7及び図8に示す木質板材21,22に対応する。同様に、木質板材25,26に形成されている嵌込穴25b,26bは、木質板材21,22に形成されている嵌込穴21b,22bに対応する。
【0011】
ただし、木質板材25,26に形成されている窓孔25a,26aは、木質板材21,22に形成されている窓孔21a,22aとは異なり、木質板材25,26の表面側を削るようにして、窓孔25a,26aの内面がテーパ状に形成されている。
オレフィンシート27,28は、木質板材25,26の表面と窓孔25a,26aの内面とに連続して貼着してある。テーパ状の窓孔25a,26aの内面は面積が広いためオレフィンシート27,28との接触面積も広く、このため窓孔21a,22aの内面に貼着する場合よりも剥がれ難い。
【特許文献1】特許第2704630号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
ところで、ガラス板材20は、木質板材21,22,25,26よりも結露し易い。
一方、木質板材21,22,25,26は吸水性が高いため、結露によってガラス板材20に発生した水分は、ガラス板材20を伝って木質板材21,22,25,26へ移動し、木質板材21,22,25,26に吸収されることがある。
水分を吸収した木質板材21,22,25,26は膨潤し、凹凸、反り等の変形を生じることがある。このため、扉部材の美観及び寸法安定性が悪化するという問題がある。
【0013】
結露によってガラス板材20に発生した水分は、特に、窓孔21a,22a,25a,26aの周縁部に吸収される。この部分は、木質板材21,22,25,26の裏面側から嵌込穴21b,22b,25b,26bが形成されているため板厚が薄く、このため、膨潤による変形の悪影響が大きい。
【0014】
しかも、木質繊維板を用いてなる木質板材21,22,25,26は、板厚方向に密度が大きく変化する。具体的には、木質板材21,22,25,26の表面近傍及び裏面近傍は密度が高い高密度層であり、木質板材21,22,25,26の中央部付近は密度が低い低密度層である。
木質板材21,22,25,26の裏面側から嵌込穴21b,22b,25b,26bが形成されているため、嵌込穴21b,22b,25b,26b内部には低密度層が露出している。この低密度層は、高密度層に比べて密度が低いため、高密度層より吸水性が高い。つまり、木質繊維板を用いてなる木質板材21,22,25,26は、膨潤による変形を生じ易い。
【0015】
さて、特許文献1に開示されている扉部材の鏡板は、木質板材の両面に、この木質板材よりも薄い木質板材を積層し、積層された3枚の木質板材の端面に木質板材を貼着することによって、木質板材の吸湿による扉部材の変形を抑制している。
しかしながら、特許文献1に開示されている扉部材には窓が設けられておらず、窓ガラスに結露した水分が木質板材に吸収されて生じる変形の抑制に関しては全く考慮されていない。
【0016】
そこで、結露による変形を抑制するために、窓孔21a,22a,25a,26a周縁部に、防水性を有する化粧シートを貼着することが考えられ、このために、オレフィンシート23,24,27,28を木質板材21,22,25,26の表面側から裏面側まで巻き込むことが考えられる。つまり、オレフィンシート23,24,27,28を延長して木質板材21,22,25,26表面のみならず窓孔21a,22a,25a,26aの内面及び木質板材21,22,25,26裏面の窓孔21a,22a,25a,26a周縁部にも連続して貼着することが考えられる。
【0017】
ところで、窓孔21a,22a,25a,26aの内面も肌荒れを生じているため、オレフィンシート23,24,27,28が接着し難く、オレフィンシート23,24,27,28が剥がれ易い。このため、オレフィンシート23,24,27,28を木質板材21,22,25,26の表面側から裏面側まで巻き込むことによって、オレフィンシート23,24,27,28を窓孔21a,22a,25a,26a周縁部とガラス板材20周縁部との間で挟持し、オレフィンシート23,24,27,28を剥がれ難くすることができる。
【0018】
しかしながら、窓孔21a,22a,25a,26a周縁部の木質板材21,22,25,26裏面側は、嵌込穴21b,22b,25b,26bの内部であり、嵌込穴21b,22b,25b,26bが形成されることによって肌荒れを生じている。
このため、窓孔21a,22a,25a,26a周縁部の木質板材21,22,25,26裏面側は、接着剤を不要に吸収し易く、この結果、木質板材21,22,25,26とオレフィンシート23,24,27,28との接着力が低下するという問題がある。
【0019】
しかも、貼着されたオレフィンシート23,24,27,28に、肌荒れを原因とする凹凸が生じ、化粧板材の美観が悪化するという問題もある。
【0020】
さて、ガラス板材20は、嵌込穴21b,22b内部、又は嵌込穴25b,26b内部に嵌め込まれることによって、窓孔21a周縁部と窓孔22a周縁部との間、又は窓孔25a周縁部と窓孔26a周縁部との間で挟持される。
ところが、木質板材21,22,25,26全体の厚みと比べて、窓孔21a,22a,25a,26a周縁部の厚みは、木質板材21,22,25,26裏面に嵌込穴21b,22b,25b,26bが形成されている分、板厚が部分的に薄い。特に、窓孔25a,26a周縁部のように、窓孔25a,26aの内面がテーパ状に形成されている場合は、更に板厚が薄い。
【0021】
しかも、前述のように嵌込穴21b,22b,25b,26b内部には低密度層が露出しており、この低密度層は、高密度層に比べて密度が低いため、高密度層より強度が低い。
以上の結果、窓孔21a,22a,25a,26a周縁部は変形、損傷等に弱く、また、窓孔21a,22a,25a,26a周縁部によるガラス板材20の挟持強度が低いという問題がある。
【0022】
嵌込穴21b,22b,25b,26bを形成することによって低密度層が露出し、吸水性の増大、強度の低下等が生じることを抑制するために、木質繊維板の代わりに、合板、ムク板等、内部の密度が板厚方向に略等しい(又は木質繊維板ほど高密度層及び低密度層の差が顕著ではない)木質板材を用いることが考えられる。しかしながら、この場合、扉部材の鏡板の材料が限定されるという問題がある。しかも、嵌込穴21b,22b,25b,26bを形成することによって鏡板の板厚が部分的に薄くなり、吸水による変形、強度の低下等が生じる問題は解決できない。
【0023】
本発明は斯かる事情に鑑みてなされたものであり、その主たる目的は、窓孔を有する2枚の外側板材と嵌込孔を有する内側板材とを用い、内側板材の嵌込孔に窓用板材を嵌め込み、内側板材の両面に各外側板材とを接合する構成とすることにより、窓周縁部の木質板材の損傷、変形等を抑制して、窓用板材を確実に挟持することができる化粧板材及び化粧板材の製造方法を提供することにある。
【0024】
本発明の他の目的は、外側板材の一面、窓孔の内面、及び他面の窓孔周縁部に連続して化粧シートを貼着する構成とすることにより、窓に結露して生じた水分を木質板材が吸収することによる変形を抑制することができる化粧板材を提供することにある。
【0025】
本発明の他の目的は、木質繊維板を用いる構成とすることにより、安価に製造することができる化粧板材を提供することにある。
【課題を解決するための手段】
【0026】
第1発明に係る化粧板材は、複数枚の木質板材を接合してなり、窓が設けられている化粧板材において、窓用板材と、前記窓用板材の板厚と略等しい板厚を有し、前記窓用板材が嵌め込まれている内側板材と、前記内側板材の形状と略等しい形状を有する前記木質板材を用いてなり、前記窓用板材の寸法より小さい寸法の窓孔が形成され、前記内側板材に嵌め込まれた前記窓用板材と前記窓孔とを対向させて、前記内側板材の一面及び他面と接合されている2枚の外側板材とを備えることを特徴とする。
【0027】
第2発明に係る化粧板材は、前記外側板材の一面、前記窓孔の内面、及び前記外側板材の他面の前記窓孔の周縁部に、防水性を有する連続した化粧シートを貼着してあることを特徴とする。
【0028】
第3発明に係る化粧板材は、前記木質板材は木質繊維板を用いてなり、前記内側板材も木質繊維板を用いてなることを特徴とする。
【0029】
第4発明に係る化粧板材の製造方法は、複数枚の木質板材を接合してなり、窓が設けられている化粧板材の製造方法において、窓用板材、該窓用板材の板厚と略等しい板厚を有し、しかも、前記窓用板材を嵌め込むために、前記窓用板材の形状に略等しい嵌込孔が形成された内側板材、及び、前記内側板材の形状と略等しい形状を有する前記木質板材を用いてなり、前記窓用板材の寸法より小さい寸法の窓孔が形成された2枚の外側板材を準備し、前記嵌込孔に前記窓用板材を嵌め込み、前記嵌込孔に嵌め込まれた前記窓用板材と前記窓孔とを対向させて、前記内側板材の一面及び他面と前記2枚の外側板材とを接合することを特徴とする。
【発明の効果】
【0030】
第1発明の化粧板材及び第4発明の化粧板材の製造方法による場合、窓用板材、内側板材、及び2枚の外側板材を用い、窓用板材は、窓用板材を嵌め込むために内側板材に形成された嵌込孔に嵌め込まれている。嵌込孔は、窓用板材の形状に略等しいため、窓用板材は、窓用板材の面方向の移動を禁止されて、嵌込孔内部に保持される。
2枚の外側板材夫々は、内側板材の形状と略等しい形状を有する木質板材である。この外側板材夫々と、内側板材の一面及び他面とを接合することによって、即ち2枚の外側板材で内側板材を挟み込むことによって、化粧板材が形成される。
【0031】
また、各外側板材には窓用板材の寸法より小さい寸法の窓孔が形成されており、内側板材の嵌込孔に嵌め込まれた窓用板材と外側板材の窓孔とが対向されるため、2個の窓孔及び窓用板材が、化粧板材に設けられた窓として機能する。
しかも、各窓孔の寸法は、窓用板材の寸法より小さいため、2個の窓孔の周縁部の間で、窓用板材の周縁部が挟持され、窓用板材は、窓用板材の板厚方向の移動を禁止される。
【0032】
ところで、外側板材には窓孔が形成され、窓用板材を嵌め込むための嵌込穴が形成されない。つまり、各外側板材の板厚は、窓孔部分を覗いて略一定であり、窓孔の周縁部が部分的に薄くなっているというようなことはない。
つまり、窓用板材を挟持している窓孔周縁部の強度低下が生じておらず、窓孔周縁部の損傷、変形等が抑制され、また、充分な強度で確実に窓用板材を挟持することができる。
【0033】
以上のような化粧板材に用いる木質板材は、板厚方向に密度が変化するか略一定であるかにかかわらず、合板、木質繊維板、パーティクルボード、ムク板等、材質に限定されることなく各種の木質板材を用いることができる。
また、外側板材が充分な板厚を有する場合は、仮に外側板材が結露によって発生した水分を吸収しても、膨潤による変形の悪影響を相対的に小さくすることができる。
更に、2枚の外側板材の間に介在する内側板材は、木質板材でもよく、木質板材以外でもよい。
【0034】
第2発明の化粧板材による場合、外側板材と内側板材とを接合する前に、外側板材に対し、外側板材の一面、外側板材の窓孔の内面、及び外側板材の他面の窓孔の周縁部に、連続した化粧シートを、例えば真空貼りによって一括して貼着してから、外側板材と内側板材とを接合する。ここで、この化粧シートは防水性を有する。
【0035】
つまり、吸水性が高い木質板材である外側板材を、結露による吸水を生じ易い部分、即ち窓孔の内面から外側板材の他面の窓孔の周縁部にわたって、防水性を有する化粧シートが被覆している。このため、外側板材が、窓に結露して生じた水分を吸収することが抑制される。
この結果、水分を吸収した外側板材が膨潤することによる凹凸、反り等の変形の発生を抑制することができ、このため、化粧板材の美観及び寸法安定性を向上させることができる。
しかも、連続した化粧シートは、分割された化粧シートのように、分割部分から水分が木質板材側へ浸透することがない。
【0036】
さて、化粧板材は、外側板材の一面側から他面側まで化粧シートを巻き込んである。更に、2個の窓孔の周縁部の間で窓用板材が挟持されるため、他面の窓孔の周縁部に貼着された化粧シートは、窓孔の周縁部と窓用板材との間で挟持される。
しかも、他面の窓孔の周縁部は、例えば嵌込穴が形成されることによる肌荒れが生じておらず、水分を吸収し難い。このため、外側板材他面の窓孔周縁部は、接着剤を不要に吸収することなく、木質板材と化粧シートとが充分強力に接着することができる。
【0037】
このため、化粧シートが剥がれて、防水性が低下し、美観が悪化することを抑制することができる。
【0038】
更にまた、外側板材他面の窓孔周縁部に肌荒れが生じていないため、貼着された化粧シートに、肌荒れを原因とする凹凸が生じることがない。
また、化粧シートの貼着によって、外側板材の一面、及び窓孔の形成によって肌荒れを生じている窓孔の内面とを化粧することができる。
このため、化粧板材の美観を向上させることができる。
【0039】
しかも、肌荒れを生じている窓孔の狭い内面に化粧用のテープを別途貼着する煩雑な工程が不要である。
【0040】
第3発明の化粧板材による場合、前述のように、外側板材及び内側板材の材質が限定されないため、板厚方向に密度が変化する木質繊維板を用いることができる。
木質繊維板は、合成樹脂と、木質材由来の繊維状体(以下、木質繊維という)とを用いて安価に製造することができるため、内側板材及び2枚の外側板材が木質繊維板を用いてなる化粧板材も安価に製造することができる。
【0041】
木質繊維板は、一面及び他面近傍に高密度層を有する。高密度層は密度が高い分だけ強度が高く、吸水性が低い。
従来の化粧板材は、2枚の木質繊維板に関し、各板材2層ずつ、合計4層の高密度層を有する。しかも、窓用板材を嵌め込む嵌込穴を、木質繊維板の高密度層を削って(除去して)形成する必要があるため、窓用板材を保持する窓孔周縁部には、各板材1層ずつ、合計2層の高密度層しかない。しかも、窓孔周縁部には、強度が低く、吸水性が高い低密度層が存在することになる。
【0042】
一方、本発明の化粧板材は、内側板材及び2枚の外側板材に関し、各板材2層ずつ、合計6層の高密度層を有する。このため、化粧板材の全体的な強度を向上させることができる。
しかも、窓用板材を保持する窓孔周縁部には、外側板材2枚分、合計4層の高密度層を有するため、窓孔周縁部の変形、損傷等を抑制し、また、窓用板材を確実に保持することができる。
【0043】
更に、結露した水分が窓孔周縁部へ移動した場合でも、窓孔周縁部に、吸水性が低い高密度層が存在するため、外側板材の吸水、延いては外側板材の膨潤による変形を抑制することができる。
【発明を実施するための最良の形態】
【0044】
以下、本発明を、その実施の形態を示す図面に基づいて詳述する。
【0045】
図1は、本発明に係る化粧板材1を鏡板として用いてなる扉部材Dの構成を示す正面図である。
扉部材Dは、3枚の矩形状の木質板材を接合してなる化粧板材1の四辺に、横框11,12及び縦框13,14を枠状に取り付けてなる。
化粧板材1には、採光用に、楕円形状の嵌め殺しの窓15が設けられており、窓15には、窓用板材として、透光性を有する無色透明なガラス板材2が配されている。なお、ガラス板材2として、色ガラス、磨りガラス、ステンドグラス等を用いてもよい。
【0046】
以上のような扉部材Dは、内装ドアとして用いられる。又は、扉部材Dは家具の扉として用いられる。特に、内装ドアとして用いられる扉部材Dは、例えば温暖で湿潤な室内と寒冷で乾燥した廊下とを隔てるため、ガラス板材2が結露し易い。
【0047】
図2は、化粧板材1の構成を示す斜視図であり、図3は、同じく横断面図である。
化粧板材1は、2枚の外側板材41,42の間に、1枚のガラス板材2と1枚の内側板材3とを挟持してなる。
外側板材41,42夫々と内側板材3とは、木質繊維板(具体的にはMDF板材)を用いてなる。
次に、木質繊維板の性質について説明する。
【0048】
図4は、外側板材41,42及び内側板材3として用いられる木質繊維板の板厚と密度との関係を示す特性図である。図中横軸は木質繊維板の板厚[mm]であり、縦軸は木質繊維板の密度[kg/m3 ]である。
図4に示す木質繊維板は板厚が16mmである。
ここでは、板厚0mmが木質繊維板の表面、板厚16mmが木質繊維板の裏面とする。
【0049】
木質繊維板の表面近傍及び裏面近傍は、図4中の点P1,P2に示すような約1000kg/m3 の高密度層であり、木質繊維板の中央部は、点P3に示すような約600kg/m3の低密度層である。
仮に、木質繊維板の裏面を切削してガラス板材2を嵌め込む嵌込穴を形成した場合、嵌込穴の内部には、点P4に示すような約700kg/m3 の低密度層が露出する。
【0050】
木質繊維板は、木質繊維に合成樹脂を添加し、加熱して圧縮成形することによって得られるが、例えば形成される板材の板厚方向の温度分布が一定でないという理由によって、板材の表面(裏面)近傍には高密度層が形成され、内層近傍には低密度層が形成される。
【0051】
このため、高密度層である木質繊維板の表面近傍及び裏面近傍は、低密度層である木質繊維板の内層部に比べて、吸水性、吸湿性等が低く、また、吸水、吸湿による膨潤が発生しがたいため寸法安定性がよく、更に、強度が高い。
ここで、板厚が異なる木質繊維板の板厚と密度との関係も、図4に示す関係と略同様の傾向を示す。
【0052】
図5及び図6は、化粧板材1の製造方法の説明図である。
化粧板材1を製造する作業者は、内側板材3を準備する(図5(a))。
このために、作業者は、ガラス板材2の板厚と略等しい板厚を有する矩形状の木質繊維板を内側板材3として準備し、内側板材3の適切な位置をNCルータで刳り貫くことによって、ガラス板材2の形状に略等しい嵌込孔3aを形成する。後述するように、この嵌込孔3aに、ガラス板材2が嵌め込まれる。
【0053】
また、作業者は、外側板材41を準備する(図5(b))。
作業者は、内側板材3の形状と略等しい形状を有する矩形状の木質繊維板を外側板材41として準備する。ただし、外側板材41の板厚は内側板材3の板厚と異なっていてもよい。
【0054】
そして作業者は、準備した外側板材41に関し、内側板材3の嵌込孔3aに対応する位置(具体的には、嵌込孔3aの中心位置と、後述する窓孔41aの中心位置とが対応する位置)をNCルータで刳り貫くことによって、ガラス板材2の寸法より小さい寸法の窓孔41aを形成する。具体的には、楕円形状の窓孔41aの長径(縦長さ)及び短径(横幅)夫々が、矩形状のガラス板材2の縦長さ及び横幅夫々より小さくなるよう窓孔41aが形成される。
【0055】
ここで、作業者は、窓孔41aを形成する際、意匠性の向上のため、外側板材41の一面側(表面41b側)を面取りする(図5(c)参照)。
更に作業者は、外側板材41と同様にして、窓孔42aが形成された外側板材42を準備する(図3及び図6参照)。
【0056】
次に作業者は、外側板材41に、防水性を有する化粧シートとして、防水性を有する1枚のオレフィンシート51を、真空貼りによって貼着する(図5(c))。
ここで、オレフィンシート51は、外側板材41の表面41b、面取りされた窓孔41aの内面、及び外側板材41の裏面41cの窓孔41a周縁部に、連続して貼着される。つまり、オレフィンシート51は、外側板材41の表面41bから裏面41cへ巻き込まれるようにして外側板材41をラッピングしている。
【0057】
更に作業者は、外側板材41にオレフィンシート51を貼着する場合と同様にして、外側板材42にオレフィンシート52を貼着する(図3及び図6参照)。
真空貼りによって、オレフィンシート51,52は一括して貼着されるため、例えば分割したシートを貼着する場合や、シート及びテープを貼着する場合に比べて、貼着工程は少ない。
【0058】
最後に作業者は、2枚の外側板材41,42の間に、1枚のガラス板材2と1枚の内側板材3とを挟持して、外側板材41,42と内側板材3とを接着する(図6)。
具体的には、作業者は、内側板材3の嵌込孔3aにガラス板材2を嵌め込み、嵌込孔3aに嵌め込まれたガラス板材2と、外側板材41,42夫々の窓孔41a,42aとを対向させて、内側板材3の両面に接着剤を塗布し、内側板材3の一面と外側板材41の裏面41cとを接合し、内側板材3の他面と外側板材42の裏面42cとを接合する。
【0059】
図6に示すように、外側板材41(42)の表面はオレフィンシート51(52)に全面的に被覆されているが、外側板材41(42)の裏面41c(42c)はオレフィンシート51(52)に部分的に被覆されている。つまり、裏面41c(42c)は化粧する必要がないため、窓孔41a(42a)周縁部のみを、オレフィンシート51(52)で防水している。このように、必要最小限の部分をオレフィンシート51(52)で被覆することによって、オレフィンシート51(52)の無駄を省いている。
【0060】
また、図3に示すように、オレフィンシート51,52は外側板材41,42の表面側から裏面側へ連続的に貼着されており、分割されていないため、分割部分から外側板材41,42へ浸水することが防止されている。
【0061】
以上のような化粧板材1の製造方法を用いて、図2及び図3に示す化粧板材1が製造される。ガラス板材2は、ガラス板材2周縁部が、外側板材41,42の窓孔41a,42a周縁部に挟持されて、内側板材3の嵌込孔3a内に保持される。
外側板材41,42の表面側からは、窓孔41a,42aを介してガラス板材2が外部に露出し、ガラス板材2は窓ガラスとして機能する。そして、窓孔41a,42a及びガラス板材2は、嵌め殺しの窓15として機能する。
【0062】
さて、本発明の化粧板材1の製造方法によっては、外側板材41,42と内側板材3とは、夫々の表面及び裏面が切削されないため、図3に示すように、外側板材41の表裏近傍に、高密度層411,412が存在する。同様に、外側板材42に関して高密度層421,422が存在し、内側板材3に関して高密度層301,302が存在する。
特に外側板材41,42に関しては、窓孔41a,42a近傍にも4層の高密度層411,412,421,422が存在する。
【0063】
仮に、化粧板材1の厚みを、木質繊維板を用いてなる従来の化粧板材の厚みと略等しくし、ガラス板材2の板厚も従来の化粧板材に用いられているガラス板材の板厚と等しくする場合、外側板材41,42及び内側板材3夫々の板厚の合計が、従来の化粧板材に用いられている2枚の木質繊維板の板厚の合計と等しくなる。
しかしながら、従来の化粧板材は高密度層が最大4層であるのに対し、化粧板材1は高密度層が最大6層である。このため、化粧板材1の強度が向上されている。
【0064】
また、従来の化粧板材の窓孔周縁部の板厚と、窓孔41a(42a)周縁部の板厚とは等しい。
しかしながら、従来の化粧板材の窓孔周縁部は高密度層が1層であるのに対し、窓孔41a(42a)周縁部は高密度層が2層であり、しかも、低密度層が露出していない。更に、従来の化粧板材の木質繊維板は、木質繊維板の窓孔周縁部と窓孔周縁部以外とで板厚が異なるため、外力が加えられた場合に、例えば応力集中による破損が生じ易い。また、オレフィンシート貼着のために窓孔周縁部をテーパ状に形成することもあるため、窓孔周縁部の強度は更に低くなる。
【0065】
つまり、従来の化粧板材の窓孔周縁部よりも窓孔41a(42a)周縁部の方が強度が高く、吸水性が低く、変形、損傷等を生じ難く、ガラス板材2が確実に挟持される。
【0066】
以上のような化粧板材1を備える扉部材Dを用いる場合、ガラス板材2は、外側板材41,42及び内側板材3よりも結露し易く、結露によってガラス板材2に発生した水分は、ガラス板材2を伝って、外側板材41,42、特に窓孔41a,42a周縁部へ移動する。
しかしながら、窓孔41a,42a周縁部は、オレフィンシート51,52に被覆されることによって防水されており、しかも、窓孔41a,42a周縁部の外側板材41,42表面及び裏面は夫々吸水性が低い高密度層であるため、外側板材41,42が吸水して、膨潤による凹凸、反り等が発生することが抑制されている。
【0067】
また、化粧板材1は、オレフィンシート51,52を、外側板材41,42の表面側から裏面側へ巻き込んで接着するため、オレフィンシート51,52が窓孔41a,42aの周縁部とガラス板材2との間で挟持される。しかも、外側板材41,42の表面側及び裏面側には、例えば嵌込穴が形成されることによる肌荒れが生じておらず、接着剤を吸収し難い。このため、外側板材41,42とオレフィンシート51,52とが充分強力に接着し、剥がれ難い。
【0068】
更にまた、外側板材41,42に貼着されたオレフィンシート51,52に、肌荒れを原因とする凹凸が生じることがない。
また、オレフィンシート51,52の貼着によって、外側板材41,42表面、及び窓孔41a,42a内面とが化粧される。
以上のことから、化粧板材1の美観が向上されている。
【0069】
なお、外側板材41,42及び/又は内側板材3として、MDFに限らず、HDF、合板、パーティクルボード、ムク板等の木質板材を用いてもよい。
また、窓用板材としては、一般に木質板材よりも結露し易い材料が用いられ、ガラス板材2の代わりに、アクリルのような合成樹脂板材を用いてもよい
更に、化粧板材1の表面に、オレフィンシート51,52の表面側から、例えばモール材を貼着して、化粧板材1の意匠性を向上させてもよい。
【0070】
更にまた、ガラス板材2の形状は矩形状に限るものではなく、窓孔41a,42aの形状も楕円形状に限るものではない。
また、オレフィンシート51,52の代わりに、オレフィンシート51,52の貼着と同様にして、防水性を有する強化紙を外側板材41,42に貼着するか、又は、防水性を有する塗装を外側板材41,42に施してもよい。
更に、内側板材3は木質板材以外の材料で形成してもよい。
【図面の簡単な説明】
【0071】
【図1】本発明に係る化粧板材を鏡板として用いてなる扉部材の構成を示す正面図である。
【図2】本発明に係る化粧板材の構成を示す斜視図である。
【図3】本発明に係る化粧板材の構成を示す横断面図である。
【図4】本発明に係る化粧板材が備える外側板材及び内側板材として用いられる木質繊維板の板厚と密度との関係を示す特性図である。
【図5】本発明に係る化粧板材の製造方法の説明図である。
【図6】本発明に係る化粧板材の製造方法の説明図である。
【図7】従来の化粧板材の製造方法の説明図である。
【図8】従来の化粧板材の構成を示す横断面図である。
【図9】従来の化粧板材の他の構成を示す横断面図である。
【符号の説明】
【0072】
1 化粧板材
15 窓
2 ガラス板材(窓用板材)
3 内側板材(木質繊維板)
3a 嵌込孔
41,42 外側板材(木質板材,木質繊維板)
41a,42a 窓孔
51,52 オレフィンシート(化粧シート)
D 扉部材
【特許請求の範囲】
【請求項1】
複数枚の木質板材を接合してなり、窓が設けられている化粧板材において、
窓用板材と、
前記窓用板材の板厚と略等しい板厚を有し、前記窓用板材が嵌め込まれている内側板材と、
前記内側板材の形状と略等しい形状を有する前記木質板材を用いてなり、前記窓用板材の寸法より小さい寸法の窓孔が形成され、前記内側板材に嵌め込まれた前記窓用板材と前記窓孔とを対向させて、前記内側板材の一面及び他面と接合されている2枚の外側板材と
を備えることを特徴とする化粧板材。
【請求項2】
前記外側板材の一面、前記窓孔の内面、及び前記外側板材の他面の前記窓孔の周縁部に、防水性を有する連続した化粧シートを貼着してあることを特徴とする請求項1に記載の化粧板材。
【請求項3】
前記木質板材は木質繊維板を用いてなり、前記内側板材も木質繊維板を用いてなることを特徴とする請求項1又は2に記載の化粧板材。
【請求項4】
複数枚の木質板材を接合してなり、窓が設けられている化粧板材の製造方法において、
窓用板材、該窓用板材の板厚と略等しい板厚を有し、しかも、前記窓用板材を嵌め込むために、前記窓用板材の形状に略等しい嵌込孔が形成された内側板材、及び、前記内側板材の形状と略等しい形状を有する前記木質板材を用いてなり、前記窓用板材の寸法より小さい寸法の窓孔が形成された2枚の外側板材を準備し、
前記嵌込孔に前記窓用板材を嵌め込み、
前記嵌込孔に嵌め込まれた前記窓用板材と前記窓孔とを対向させて、前記内側板材の一面及び他面と前記2枚の外側板材とを接合することを特徴とする化粧板材の製造方法。
【請求項1】
複数枚の木質板材を接合してなり、窓が設けられている化粧板材において、
窓用板材と、
前記窓用板材の板厚と略等しい板厚を有し、前記窓用板材が嵌め込まれている内側板材と、
前記内側板材の形状と略等しい形状を有する前記木質板材を用いてなり、前記窓用板材の寸法より小さい寸法の窓孔が形成され、前記内側板材に嵌め込まれた前記窓用板材と前記窓孔とを対向させて、前記内側板材の一面及び他面と接合されている2枚の外側板材と
を備えることを特徴とする化粧板材。
【請求項2】
前記外側板材の一面、前記窓孔の内面、及び前記外側板材の他面の前記窓孔の周縁部に、防水性を有する連続した化粧シートを貼着してあることを特徴とする請求項1に記載の化粧板材。
【請求項3】
前記木質板材は木質繊維板を用いてなり、前記内側板材も木質繊維板を用いてなることを特徴とする請求項1又は2に記載の化粧板材。
【請求項4】
複数枚の木質板材を接合してなり、窓が設けられている化粧板材の製造方法において、
窓用板材、該窓用板材の板厚と略等しい板厚を有し、しかも、前記窓用板材を嵌め込むために、前記窓用板材の形状に略等しい嵌込孔が形成された内側板材、及び、前記内側板材の形状と略等しい形状を有する前記木質板材を用いてなり、前記窓用板材の寸法より小さい寸法の窓孔が形成された2枚の外側板材を準備し、
前記嵌込孔に前記窓用板材を嵌め込み、
前記嵌込孔に嵌め込まれた前記窓用板材と前記窓孔とを対向させて、前記内側板材の一面及び他面と前記2枚の外側板材とを接合することを特徴とする化粧板材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2007−320163(P2007−320163A)
【公開日】平成19年12月13日(2007.12.13)
【国際特許分類】
【出願番号】特願2006−152596(P2006−152596)
【出願日】平成18年5月31日(2006.5.31)
【出願人】(000000413)永大産業株式会社 (243)
【Fターム(参考)】
【公開日】平成19年12月13日(2007.12.13)
【国際特許分類】
【出願日】平成18年5月31日(2006.5.31)
【出願人】(000000413)永大産業株式会社 (243)
【Fターム(参考)】
[ Back to top ]