
医療用チューブ
【課題】
新たな特性付与のための第二の材料をチューブ内面及び/又は外面に付与した場合であっても、透明性と非着色性を高いレベルで達成し、かつ外観不良を低減させた医療用チューブを提供する。
【解決手段】
ポリ塩化ビニル及び可塑剤を含む組成物を溶融押出成型して得られ、かつ内径が0.1〜30mm、厚みが0.2〜5mmである医療用チューブにおいて、内表面および外表面のJIS B0601(2001)による算術平均粗さ(Ra)が0.001〜0.1μmであり、JIS K0071−1によるハーゼン色数が0〜100であることを特徴とする医療用チューブ。
新たな特性付与のための第二の材料をチューブ内面及び/又は外面に付与した場合であっても、透明性と非着色性を高いレベルで達成し、かつ外観不良を低減させた医療用チューブを提供する。
【解決手段】
ポリ塩化ビニル及び可塑剤を含む組成物を溶融押出成型して得られ、かつ内径が0.1〜30mm、厚みが0.2〜5mmである医療用チューブにおいて、内表面および外表面のJIS B0601(2001)による算術平均粗さ(Ra)が0.001〜0.1μmであり、JIS K0071−1によるハーゼン色数が0〜100であることを特徴とする医療用チューブ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、人工透析や人工心肺用の血液回路を構成するメインチューブ等として使用される医療用チューブに関するものである。特に、本発明は、チューブ内面および外面に第二の材料をコーティングした場合でも透明性を維持し、チューブの着色やスパイダーマークなどの外観不良が少ない医療用チューブに関するものである。
【背景技術】
【0002】
医療用チューブは、輸液バッグからヒトに投与するときの輸液セットや、輸血するときに同じように使用する輸血セット、献血などでヒトから採血をするときに用いる血液バッグ、血液透析や人工心肺などを用いる時に使用する回路類など非常に多くの医療機器類に使用されている。
【0003】
従来から、医療用チューブを成形するための材料としては、ポリウレタン樹脂、シリコーン樹脂および塩化ビニル樹脂が一般的に用いられている。ポリウレタン樹脂からなる医療用チューブは、ある程度硬さがあり、押したり回転させたりしたときにその力が先端まで伝わり易くなるため、操作性が良いとともに体温軟化性等の生体適合性に優れる。シリコーン樹脂からなる医療用チューブは、柔軟性はあるが柔らかすぎるため操作性に劣る。塩化ビニル樹脂からなる医療用チューブは、成形性の良さ、原料および製造コストが安価、チューブとしての柔軟な物性が適当、医療機器などに組み立てるときの加工性が良いなどの特性がある。
【0004】
上記の材料のうち、塩化ビニル樹脂からなる医療用チューブは、コストや物性、加工性などの点で利点があるが、材料特性によるプライミング処理時の濡れ難さや付着気泡が除去し難い、薬剤が吸着し易いといった問題がある。このような問題に対して、特許文献1には、両親媒性のポリマー(エチレンオキサイド−エチレンビニルアルコール共重合体)をチューブ成形時に添加することで、液体と接するチューブ内面に親水性を持たせ濡れ性を向上し、その結果気泡の付着が抑制される技術が開示されている。しかし、該文献に記載の発明においては、塩化ビニル樹脂とは異なる性質を有するポリマーを混練していることから、塩化ビニル樹脂製チューブの本来の性質や成形性とは異なるものとなってしまう。
【0005】
また、内面に凹凸を付与することにより気泡の付着を極小に抑制できる医療用チューブが知られている(例えば、特許文献2参照)。該文献に開示の技術は、ポリ塩化ビニル製の医療用チューブの内面に凹凸を一体に形成し、凸部と凹部の高低差を1.0〜2.0μmの範囲にするというものである。しかし、内面に凹凸を持たせると光散乱によりチューブ内部の視認性(透明性)が下がるため、チューブ内を流れる体液や血液などの液体の流動状態を観察しにくくなったり、気泡の検出感度が低下するなどの問題がある。
【0006】
一方、近年、市場の一部において医療用チューブに親水性や抗血栓性、薬剤非吸着性を付与することが求められている。かかる方法としては、第二の材料をチューブ内面及び/又は外面にコーティングすることが考えられるが、この場合、従来問題とされなかった透明性や非着色性のレベルでは要求レベルを十分に満たすことができない。実際、塩化ビニル樹脂製医療用チューブに関して、これらの要求を考慮して透明性と非着色性を高度なレベルで達成したものは提案されていないのが現状である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−6776号公報
【特許文献2】特許3251369号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、かかる従来技術の現状に鑑みなされたものであり、その目的は、新たな特性付与のための第二の材料をチューブ内面及び/又は外面に付与した場合であっても、透明性と非着色性を高いレベルで達成し、かつ外観不良を低減させた医療用チューブを提供することにある。
【課題を解決するための手段】
【0009】
本発明者は、上記目的を達成するために鋭意検討を重ねた結果、溶融押出成型において比較的低温で樹脂を均一に溶融し、チューブの内外表面の平滑性を高めることにより、チューブの透明性が著しく向上し、着色が抑制されることを見出し、本発明の完成に至った。
【0010】
即ち、本発明は以下の(1)〜(5)の構成を有するものである。
(1)ポリ塩化ビニル及び可塑剤を含む組成物を溶融押出成型して得られ、かつ内径が0.1〜30mm、厚みが0.2〜5mmである医療用チューブにおいて、内表面および外表面のJIS B0601(2001)による算術平均粗さ(Ra)が0.001〜0.1μmであり、JIS K0071−1によるハーゼン色数が0〜100あることを特徴とする医療用チューブ。
(2)可塑剤がフタル酸ジ−エチルヘキシルまたはトリメリット酸トリ−ジエチルヘキシルであることを特徴とする(1)または(2)に記載の医療用チューブ。
(3)可塑剤の含有量が熱可塑性樹脂100重量部に対して50〜120重量部であることを特徴とする(1)または(2)に記載の医療用チューブ。
(4)溶融押出成型においてシリンダ出口部で押出される樹脂温が180〜195℃であることを特徴とする(1)〜(3)のいずれかに記載の医療用チューブ。
(5)溶融押出成型においてシリンダ内のスクリューが30〜70rpmの回転速度、2.5〜6.0の圧縮比に設定されることを特徴とする(4)に記載の医療用チューブ。
【発明の効果】
【0011】
本発明の医療用チューブは、従来にないレベルで透明性と非着色性を達成できているので、第二の材料をチューブ内面及び/又は外面にコーティングした場合であっても外観が極めて良好である。
【図面の簡単な説明】
【0012】
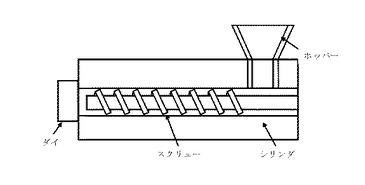
【図1】本発明の医療用チューブを製造するための成型装置の主要部を示す模式図。
【発明を実施するための形態】
【0013】
従来、医療用チューブは、術野での視認性確保のため透明性が高く、着色のないものが求められてきた。現在市場に流通している医療用チューブは、透明性や非着色性においては、一応市場の要求特性を満たしていると言える。しかし、近年、市場の一部で求められている親水性や抗血栓性、薬剤非吸着性を付与するために、チューブ内面および/または外面に第二の材料をコーティングするなどした場合には、従来問題となっていなかったチューブのわずかな失透や着色が顕在化し、要求特性を満たさないものが生じている。
本発明者は、押出成型により医療用チューブを成型する際の成型条件について鋭意検討した結果、上述の高いレベルの透明性と非着色性を両立し、かつスパイダーマークも低減した医療用チューブを成型できる好適な条件を見出した。
【0014】
チューブの着色は樹脂溶解時の熱履歴による酸化や焼けが主原因であり、溶解温度を低温にするなどして改善することが可能である。しかし、そうすると溶融物の粘度が高まるためダイから溶融物を押出す際の剪断応力が増大し、メルトフラクチャー様の表面荒れの現象が顕著になる。チューブの透明性の低下については、樹脂の溶解不良が主要因と考えられるが、磨りガラスを例にすれば、前記したようなチューブ表面の荒れ(凹凸)も少なからず影響を与えているものと考えられる。
【0015】
チューブの透明性と非着色性を両立するためには、樹脂をより低い温度で均一に溶解する必要がある。樹脂の溶解性を高める条件としては、一般的に、シリンダ温度を高くする、圧縮比の低いスクリューを用いる、スクリューの回転速度を高くするなどがある。
しかし、従来の低圧縮比のスクリューを用いた場合、スクリュー回転速度を上げると摩擦熱により樹脂温が過剰に上昇し、透明性はあるが着色のあるチューブになってしまう。一方、溶融樹脂が着色しないように回転速度を低下させると溶解不十分となり、得られるチューブの透明性が低下してしまう。また、シリンダ温度を低めに調節しても摩擦熱の影響により樹脂温度を一定にコントロールすることが難しくなり、上記課題を解決するには至らなかった。そこで本発明者は、好適な溶融状態を実現するため、敢えて高圧縮比のスクリューを用いることにより、着色のない均一な溶融樹脂を獲得した。
【0016】
本発明において、医療用チューブの内表面及び外表面のJIS B0601(2001)による算術平均粗さ(Ra)は0.001〜0.1μmであることが必要である。表面の凹凸が大きすぎるとチューブ本体としてだけでなく、チューブ内表面に抗血栓性材料等の第二の材料を被覆した際にチューブの透明性が低下して術野の視認性が低下するとか、外表面に印刷を行った際の転写斑や擦れが発生して品質が低下するため、0.09μm以下がより好ましく、0.08μm以下がさらに好ましい。表面の凹凸は小さい方が好ましいが、成型の困難性が高まるとか、コストアップに繋がるため、0.005μm以上であればよく、0.01μm以上が適当である。
【0017】
算術平均粗さ(Ra)は、チューブの表面の高さ方向の分布の大きさであり、表面の粗さを数値の大きさとして示すことができる。すなわち、Raが大きいと表面が粗いことを示し、小さいと表面が平滑であることを示す。表面の平滑度をRq(二乗平均平方根粗さ)やRz(十点平均粗さ)などでも表せるが、測定箇所を変えても同サンプル内で測定値にばらつきが生じにくいことから、本発明ではRaを用いて評価する。
【0018】
本発明において、医療用チューブの内径は0.1〜30mmであることが必要である。内径が小さすぎると、本発明の達成手段を講じても所望の表面平滑性を得ることができないことがある。また、内径が大きすぎると、本発明の効果が顕著に現れない可能性がある。したがって、チューブの内径は1〜25mmがより好ましく、2〜20mmがさらに好ましい。
【0019】
本発明において、医療用チューブの肉部の厚みは0.2〜5mmであることが必要である。厚みが薄すぎると、強度が低下することがある。厚みが厚すぎると、チューブの柔軟性が十分でないとか、内部の視認性が低下する可能性がある。したがって、チューブの厚みはより好ましくは0.6〜4mmであり、さらに好ましくは1〜3mmである。
【0020】
本発明の医療用チューブは、ポリ塩化ビニル、可塑剤、必要であれば安定化剤を含むペレットを溶融したものを用いて成型されたものであることが好ましい。ポリ塩化ビニルはコスト面で優れる他、可塑剤の添加量を調節することにより医療用チューブの物性を任意に変えられる利点がある。
【0021】
可塑剤としては、フタル酸ブチルベンジル、フタル酸ジ−エチルヘキシル(DOP)、フタル酸ジ−イソデシル、フタル酸ジ−イソノニル、フタル産ジ−ヘキシル、フタル酸ジ−オクチル等が古くから使用されており、中でもフタル酸ジ−エチルヘキシル(DOP)が最も多く使用される。また、近年では可塑剤の溶出を懸念して、溶解性の低いトリメリット酸トリ−ジエチルヘキシル(TOTM)、Hexamoll DINCH(登録商標)を使用する場合もある。
【0022】
安定化剤としては、有機酸塩(金属石鹸)、無機酸塩、有機スズ化合物、その他の有機金属化合物からなる金属化合物と、有機リン化合物、エポキシ化合物、酸化防止剤、紫外線吸収剤からなる非金属化合物が挙げられるが、医療用途としての安全性の観点から、重金属を含まない有機酸塩や有機リン化合物、エポキシ化合物が好ましい。
【0023】
本発明の医療用チューブにおいて、可塑剤の含有量はポリ塩化ビニル100重量部あたり50〜120重量部であることが好ましい。可塑剤の含有量が少なすぎると、医療用チューブに必要な柔軟性が損なわれる可能性がある。また、可塑剤の含有量が多すぎると、可塑剤の溶解不良が生じ、チューブの透明性が低下することがある。また、可塑剤の含有量が多すぎると、チューブ表面にコーティングを施した際にコーティング剥れやコーティング斑の原因になる可能性がある。したがって、可塑剤の含有量は60〜110重量部がより好ましく、65〜100重量部がさらに好ましい。
【0024】
本発明の医療用チューブのJIS K0071−1によるハーゼン色数は0〜100であることが必要である。ハーゼン色数が100以下であれば医療用チューブの内部が十分視認できる。ハーゼン色数は80以下がより好ましく、60以下がさらに好ましい。また、20以上がより好ましく、30以上がさらに好ましい。
【0025】
以下、本発明の医療用チューブの成型方法について詳細に説明する。
図1は、本発明の医療用チューブを製造するための押出成型機の概略図である。押出成型機は、原料を供給するための供給部(ホッパー)と、供給部から供給された原料を溶解し搬送する経路を形成するシリンダと、シリンダの内部に配置され、原料を溶解搬送するスクリューと、スクリューを駆動するスクリュー駆動部とを備えている。さらに、シリンダの出口側にチューブの断面形状を規制するためのダイが取り付けられている。押出成型機は、供給・溶解・搬送手段部(供給部、シリンダ、スクリュー)と定量排出部(ギアポンプとそのハウジング部)が一体となった構成でもよく、供給・混錬・搬送手段部に定量排出部を取り付けた構成でもよい。
【0026】
図1においてスクリューは1軸構成であるが、2軸構成も適用できる。また、供給部には、定量供給装置を備えることができる。また、スクリュー駆動部は、公知のモーター、駆動機構、回転速度変換手段(減速機構)、トルク変換手段等を適宜組み合わせて構成できる。また、シリンダ部内部の温度を調節するための温度調節装置を備えることができる。シリンダ内で加熱され、スクリューで混練溶解された原料がダイを通して成型される。好適な透明性を持ち、スパイダーマークのない医療用チューブを製造するためには、シリンダ内において比較的低温で粒状感がなくなるまで十分に溶融を行った原料をスパイラルダイ等を介して押出す必要がある。
【0027】
本発明の医療用チューブの成形方法としては、以下のような方法により得ることができる。すなわち、まずは、熱可塑性樹脂の粉末を、可塑剤、安定化剤と共に混練、溶解した後、ムク状に押し出して適当な長さに切断、冷却してペレットに造粒加工する。このとき、使用する熱可塑性樹脂の種類にもよるが、温度が低すぎると熱可塑性樹脂の溶融不良が生じることがある。また、温度が高すぎると原料の熱酸化によりペレットが着色することがある。ポリ塩化ビニルをペレットにする際には、可塑剤の量にもよるが、混練、溶解温度は100〜170℃が好ましい。また、ムク状に押出す際の温度は140〜180℃が好ましい。
【0028】
本発明において、得られたペレットを押出成型機の原料供給部より投入し、シリンダ内のスクリューにて溶解し、樹脂温を180〜195℃で、ダイより環状に押し出す。その際、用いる熱可塑性樹脂の種類にもよるが、温度が低すぎると溶解不良のためか医療用チューブ表面に凹凸が生じ易くなるとか、チューブの透明性が低下することがあるため、樹脂温は182℃以上がより好ましく、183℃以上がさらに好ましく、184℃以上がさらにより好ましい。また、樹脂温が高すぎるとポリ塩化ビニルといった熱可塑性樹脂が酸化され、ポリマー主鎖に二重結合を生じることによるチューブの着色の恐れが生じるため、192℃以下がより好ましく、189℃以下がさらに好ましい。なお、ここで言う樹脂温とは、シリンダー出口付近で測定された溶融樹脂の温度を指す。
【0029】
スクリューにて溶解搬送された溶融樹脂は、シリンダーの出口側に設けられたダイより押出される。このとき、ダイは、スパイラル型のストレートダイを用いるのが好ましい。スパイダー型のダイは、ダイ本体にマンドレルを支持するスパイダー脚が原料通路を横切るように配置され、このスパイダー脚が溶融原料を分離し、チューブにスパイダーマークを生ずることがある。また、スパイラル型ダイは、マンドレルの中心から外周に向けた多数の放射状分配溝と、各分配溝に関連するようにマンドレルの外周に設けたスパイラル状溝を有する。このため、押出機から押出された溶融原料をマンドレルの基端面の側からマンドレルの外周の筒状通路に導くまでの通路が、多数の放射状分配溝とスパイラル状溝からなる複雑な通路になり、溶融原料の滞留時間が長く、熱安定性の悪い樹脂には不向きである。本発明においては、比較的低温で溶解した原料を用いることから、スパイダーマークが生じやすくなっており、そのためスパイラルダイを用いるのが好ましい。
【0030】
本発明において、スクリューの回転速度は30〜70rpmとするのが好ましい。スクリューの回転速度が低すぎると、剪断応力が小さくなるため溶解不良が発生し易くなる。特に本発明のような比較的低温で溶解する際にはスクリューの回転速度を高めに設定するのが好ましい。高めに設定するとは言っても、無制限に高くしてよいわけではなく、溶融樹脂の粘度とスクリューを回転するモーターのトルクとの関係や摩擦熱による樹脂温上昇の影響等も加味すると、より好ましい範囲は35〜65rpmである。さらに好ましい範囲は40〜60rpmである。
【0031】
また、チューブの着色と内外表面凹凸度の低減を両立する上でスクリューの圧縮比も関係する。本発明においては、圧縮比が2.5〜6.0のスクリューを用いるのが好ましい。圧縮比が小さすぎても大きすぎても、シリンダ内を流動する原料にかかる剪断応力が均一化されないため溶解不良を起こすことがある。したがって、スクリューの圧縮比は、3.0〜5.5がより好ましく、3.5〜5.0がさらに好ましい。
なお、本発明の医療用チューブの製造において、スクリューの圧縮比(CR)は、以下の計算式により算出される。
【数1】

ここで、CR=圧縮比、Hf=供給部の溝深さ(mm)、Hm=計量化部の溝深さ(mm)、D=スクリュー直径(mm)である。
【0032】
ダイから押出された溶融樹脂は、真空水槽にて所定の寸法にサイジングした後、冷却水槽にて室温程度まで冷却し、得られたノンコートチューブを巻取り機にて巻き取る。このとき、冷却水槽から巻取り機までの間に寸法測定器や印刷機を備えることもできる。冷却水の水温は5〜30℃であることが好ましい。30℃以下であれば内径及び外径の調整が容易になるため好ましく、5℃以上であれば水が凍結しないために好ましい。水温は、6〜25℃がより好ましく、7〜20℃がさらに好ましい。なお、真空度は−20〜−1kPaである。
【0033】
本発明において、引取速度は4〜40m/minであることが好ましい。4m/min以上であると生産効率が向上するため好ましく、40m/min以下であれば十分な透明性が実現できるため好ましい。引取速度は、4.5〜30m/minがより好ましく、5〜20m/minがさらに好ましい。
【実施例】
【0034】
以下、実施例により本発明をさらに具体的に説明するが、本発明はこれらの実施例に限定されるものではない。なお、実施例で測定された特性値の測定は、以下の方法に従った。
【0035】
(チューブの内径、外径の測定)
投影機(ニコン社製V−12B)により測定した。すなわち、ホースカッター(HC03)を使用して、厚さ3mmに切断し、サンプルとした。倍率を10倍に設定し、投影図を見ながらサンプルの外周の右下がX,Y軸に接するようにステージを移動させてX,Y座標をリセットし、外周の左上にX,Y軸が接する場所まで移動させ、X,Y座標の平均値Aを取った。さらにサンプルの外周の右上にX,Y軸が接するように移動させX,Y座標値をリセットし、外周の左下に接するようにX,Y軸を移動させX,Y座標の数値の平均値Bをとり、A,Bの平均値Cを外径値とした。内周についても同様に測定し、内径値を算出した。
【0036】
(表面粗さの測定)
JIS B0601(2001)に従い、Ra値を測定した。具体的には、チューブを長さ2cm程度に切り出して開腹し、内表面または外表面を上にして試料台に載せ、なるべく平面になるように周囲を押さえて固定した。
キーエンス社製VK−8500共焦点レーザー顕微鏡で対物レンズ50倍、高さのピッチ0.05μmの条件で内表面または外表面の凹凸像を得た。
得られた凹凸像について、傾き補正(面補正(自動))を行った後、100μm×100μmの領域の表面粗さ(Ra)を求めた。
【0037】
(着色の測定)
JIS K0071−1にしたがって調整したハーゼン色数0〜500の標準液(色数10間隔)30mLを30mLガラスバイアル(カタログ名:アズワン、品名:ラボランスクリュー管瓶、品番:9−582−08)に入れた。また、サンプルはホースカッター(HC−03)で長さ方向に5cm程度に切断したものを用いた。サンプルと標準液のそれぞれについて単軸方向から色を目視により比較し、最も近い標準液の色数をサンプルの色数とした。例えば、サンプルの色数が標準液の色数50と60の間であった場合はサンプルの色数は60と決定した。
【0038】
(光沢度の測定)
チューブ外表面の光沢度の測定は、JIS Z 8741:1997に記載の方法に準拠して(株)村上色彩技術研究所製のデジタル精密光沢計GM−26Dを用いて行った。円筒形のサンプルを固定できるようにV字溝加工を施した試料台(100×120mm)に長さ40mmにカットしたサンプルを固定し、入反射角(受光角)60°での光沢度を測定した。測定面積は3×3mm、受光部は3.02×1.51mmとした。この光沢度が高いほど、一般にチューブの透明性が高い。また、チューブ外径が小さいほど、光沢度は低くなる傾向を持つ。
【0039】
(スパイダーマークの測定)
チューブを白色蛍光灯に照らして径方向に回転させ、長さ方向にほぼ等間隔の4本のスジが確認できた場合、スパイダーマークありと判断した。スパイダーマークありは○で、スパイダーマークなしは×で表示した。
【0040】
(実施例1)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のフタル酸ジ−2−エチルヘキシル(DOP)からなる組成物(ペレット)を供給部(ホッパー)に供給し、シリンダ内に移送した。圧縮比4のスクリューを56.0rpmにて回転して、シリンダ温度170℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は188℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度になるまで冷却した。このとき真空水槽の真空度は−7.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度10m/minにて巻取り機に巻き取った。
【0041】
(実施例2)
ポリ塩化ビニル樹脂100重量部に対して83.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比4のスクリューを58.0rpmにて回転して、シリンダ温度170℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は187℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−2.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度20m/minにて巻取り機に巻き取った。
【0042】
(実施例3)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比4のスクリューを49.5rpmにて回転して、シリンダ温度170℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は185℃であった。押出された溶融樹脂を温度が10℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−5.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度5m/minにて巻取り機に巻き取った。
【0043】
(実施例4)
ポリ塩化ビニル樹脂100重量部に対して97.0重量部のトリメリット酸トリ−2−エチルヘキシル(TOTM)からなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比4のスクリューを41.0rpmにて回転して、シリンダ温度175℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は187℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−2.1kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度8.5m/minにて巻取り機に巻き取った。
【0044】
(実施例5)
ポリ塩化ビニル樹脂100重量部に対して67.0重量部のTOTMからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比4のスクリューを44.5rpmにて回転して、シリンダ温度175℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は188℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−11.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度5m/minにて巻取り機に巻き取った。
【0045】
(実施例6)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比3.5のスクリューを55.0rpmにて回転して、シリンダ温度170℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は188℃であった。押出された溶融樹脂を温度が20℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−3.5kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度10m/minにて巻取り機に巻き取った。
【0046】
(実施例7)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比4.5のスクリューを52.2rpmにて回転して、シリンダ温度168℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は187℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−4.2kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度10m/minにて巻取り機に巻き取った。
【0047】
(実施例8)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比5のスクリューを49.6rpmにて回転して、シリンダ温度166℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は186℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−10.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度10m/minにて巻取り機に巻き取った。
【0048】
(比較例1)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比2のスクリューを20.8rpmにて回転して、シリンダ温度152℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は168℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−7.5kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度6.2m/minにて巻取り機に巻き取った。
本比較例においては、樹脂温が低いためか、Ra値が大きいチューブしか得られなかった。
【0049】
(比較例2)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比2スクリューを56.1rpmにて回転して、シリンダ温度185℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は195℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−6.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度10.3m/minにて巻取り機に巻き取った。
本比較例においては、樹脂温が高いためか、ハーゼン色数が高いチューブしか得られなかった。
【0050】
(比較例3)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比2のスクリューを11.5rpmにて回転して、シリンダ温度163℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は171℃であった。押出された溶融樹脂を温度が10℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−5.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度3.0m/minにて巻取り機に巻き取った。
本比較例においては、樹脂温が低いためか、Ra値が大きいチューブしか得られなかった。
【0051】
(比較例4)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比2のスクリューを20.8rpmにて回転して、シリンダ温度152℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイダーダイより押出した。このときのシリンダ出口部の樹脂温は167℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−2.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度6.2m/minにて巻取り機に巻き取った。
本比較例においては、樹脂温が低いためか、得られたチューブのRa値が大きくなった。また、スパイダーダイを用いたため、スパイダーマークの発生を抑え切れなかった。
【0052】
(比較例5)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比2のスクリューを21.2rpmにて回転して、シリンダ温度155℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は165℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−5.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度12.0m/minにて巻取り機に巻き取った。
本比較例においては、樹脂温が低いためか、Ra値が大きいチューブしか得られなかった。
【0053】
【表1】
【0054】
【表2】
【産業上の利用可能性】
【0055】
本発明の医療用チューブは、機能性を有する第二の材料をチューブの内表面及び外表面にコーティングした場合であっても、透明性や非着色性を高いレベルで維持することができるので、人工透析や人工心肺用の血液回路を構成するメインチューブ等として好適に使用でき、産業の発展に寄与することが大である。
【技術分野】
【0001】
本発明は、人工透析や人工心肺用の血液回路を構成するメインチューブ等として使用される医療用チューブに関するものである。特に、本発明は、チューブ内面および外面に第二の材料をコーティングした場合でも透明性を維持し、チューブの着色やスパイダーマークなどの外観不良が少ない医療用チューブに関するものである。
【背景技術】
【0002】
医療用チューブは、輸液バッグからヒトに投与するときの輸液セットや、輸血するときに同じように使用する輸血セット、献血などでヒトから採血をするときに用いる血液バッグ、血液透析や人工心肺などを用いる時に使用する回路類など非常に多くの医療機器類に使用されている。
【0003】
従来から、医療用チューブを成形するための材料としては、ポリウレタン樹脂、シリコーン樹脂および塩化ビニル樹脂が一般的に用いられている。ポリウレタン樹脂からなる医療用チューブは、ある程度硬さがあり、押したり回転させたりしたときにその力が先端まで伝わり易くなるため、操作性が良いとともに体温軟化性等の生体適合性に優れる。シリコーン樹脂からなる医療用チューブは、柔軟性はあるが柔らかすぎるため操作性に劣る。塩化ビニル樹脂からなる医療用チューブは、成形性の良さ、原料および製造コストが安価、チューブとしての柔軟な物性が適当、医療機器などに組み立てるときの加工性が良いなどの特性がある。
【0004】
上記の材料のうち、塩化ビニル樹脂からなる医療用チューブは、コストや物性、加工性などの点で利点があるが、材料特性によるプライミング処理時の濡れ難さや付着気泡が除去し難い、薬剤が吸着し易いといった問題がある。このような問題に対して、特許文献1には、両親媒性のポリマー(エチレンオキサイド−エチレンビニルアルコール共重合体)をチューブ成形時に添加することで、液体と接するチューブ内面に親水性を持たせ濡れ性を向上し、その結果気泡の付着が抑制される技術が開示されている。しかし、該文献に記載の発明においては、塩化ビニル樹脂とは異なる性質を有するポリマーを混練していることから、塩化ビニル樹脂製チューブの本来の性質や成形性とは異なるものとなってしまう。
【0005】
また、内面に凹凸を付与することにより気泡の付着を極小に抑制できる医療用チューブが知られている(例えば、特許文献2参照)。該文献に開示の技術は、ポリ塩化ビニル製の医療用チューブの内面に凹凸を一体に形成し、凸部と凹部の高低差を1.0〜2.0μmの範囲にするというものである。しかし、内面に凹凸を持たせると光散乱によりチューブ内部の視認性(透明性)が下がるため、チューブ内を流れる体液や血液などの液体の流動状態を観察しにくくなったり、気泡の検出感度が低下するなどの問題がある。
【0006】
一方、近年、市場の一部において医療用チューブに親水性や抗血栓性、薬剤非吸着性を付与することが求められている。かかる方法としては、第二の材料をチューブ内面及び/又は外面にコーティングすることが考えられるが、この場合、従来問題とされなかった透明性や非着色性のレベルでは要求レベルを十分に満たすことができない。実際、塩化ビニル樹脂製医療用チューブに関して、これらの要求を考慮して透明性と非着色性を高度なレベルで達成したものは提案されていないのが現状である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−6776号公報
【特許文献2】特許3251369号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、かかる従来技術の現状に鑑みなされたものであり、その目的は、新たな特性付与のための第二の材料をチューブ内面及び/又は外面に付与した場合であっても、透明性と非着色性を高いレベルで達成し、かつ外観不良を低減させた医療用チューブを提供することにある。
【課題を解決するための手段】
【0009】
本発明者は、上記目的を達成するために鋭意検討を重ねた結果、溶融押出成型において比較的低温で樹脂を均一に溶融し、チューブの内外表面の平滑性を高めることにより、チューブの透明性が著しく向上し、着色が抑制されることを見出し、本発明の完成に至った。
【0010】
即ち、本発明は以下の(1)〜(5)の構成を有するものである。
(1)ポリ塩化ビニル及び可塑剤を含む組成物を溶融押出成型して得られ、かつ内径が0.1〜30mm、厚みが0.2〜5mmである医療用チューブにおいて、内表面および外表面のJIS B0601(2001)による算術平均粗さ(Ra)が0.001〜0.1μmであり、JIS K0071−1によるハーゼン色数が0〜100あることを特徴とする医療用チューブ。
(2)可塑剤がフタル酸ジ−エチルヘキシルまたはトリメリット酸トリ−ジエチルヘキシルであることを特徴とする(1)または(2)に記載の医療用チューブ。
(3)可塑剤の含有量が熱可塑性樹脂100重量部に対して50〜120重量部であることを特徴とする(1)または(2)に記載の医療用チューブ。
(4)溶融押出成型においてシリンダ出口部で押出される樹脂温が180〜195℃であることを特徴とする(1)〜(3)のいずれかに記載の医療用チューブ。
(5)溶融押出成型においてシリンダ内のスクリューが30〜70rpmの回転速度、2.5〜6.0の圧縮比に設定されることを特徴とする(4)に記載の医療用チューブ。
【発明の効果】
【0011】
本発明の医療用チューブは、従来にないレベルで透明性と非着色性を達成できているので、第二の材料をチューブ内面及び/又は外面にコーティングした場合であっても外観が極めて良好である。
【図面の簡単な説明】
【0012】
【図1】本発明の医療用チューブを製造するための成型装置の主要部を示す模式図。
【発明を実施するための形態】
【0013】
従来、医療用チューブは、術野での視認性確保のため透明性が高く、着色のないものが求められてきた。現在市場に流通している医療用チューブは、透明性や非着色性においては、一応市場の要求特性を満たしていると言える。しかし、近年、市場の一部で求められている親水性や抗血栓性、薬剤非吸着性を付与するために、チューブ内面および/または外面に第二の材料をコーティングするなどした場合には、従来問題となっていなかったチューブのわずかな失透や着色が顕在化し、要求特性を満たさないものが生じている。
本発明者は、押出成型により医療用チューブを成型する際の成型条件について鋭意検討した結果、上述の高いレベルの透明性と非着色性を両立し、かつスパイダーマークも低減した医療用チューブを成型できる好適な条件を見出した。
【0014】
チューブの着色は樹脂溶解時の熱履歴による酸化や焼けが主原因であり、溶解温度を低温にするなどして改善することが可能である。しかし、そうすると溶融物の粘度が高まるためダイから溶融物を押出す際の剪断応力が増大し、メルトフラクチャー様の表面荒れの現象が顕著になる。チューブの透明性の低下については、樹脂の溶解不良が主要因と考えられるが、磨りガラスを例にすれば、前記したようなチューブ表面の荒れ(凹凸)も少なからず影響を与えているものと考えられる。
【0015】
チューブの透明性と非着色性を両立するためには、樹脂をより低い温度で均一に溶解する必要がある。樹脂の溶解性を高める条件としては、一般的に、シリンダ温度を高くする、圧縮比の低いスクリューを用いる、スクリューの回転速度を高くするなどがある。
しかし、従来の低圧縮比のスクリューを用いた場合、スクリュー回転速度を上げると摩擦熱により樹脂温が過剰に上昇し、透明性はあるが着色のあるチューブになってしまう。一方、溶融樹脂が着色しないように回転速度を低下させると溶解不十分となり、得られるチューブの透明性が低下してしまう。また、シリンダ温度を低めに調節しても摩擦熱の影響により樹脂温度を一定にコントロールすることが難しくなり、上記課題を解決するには至らなかった。そこで本発明者は、好適な溶融状態を実現するため、敢えて高圧縮比のスクリューを用いることにより、着色のない均一な溶融樹脂を獲得した。
【0016】
本発明において、医療用チューブの内表面及び外表面のJIS B0601(2001)による算術平均粗さ(Ra)は0.001〜0.1μmであることが必要である。表面の凹凸が大きすぎるとチューブ本体としてだけでなく、チューブ内表面に抗血栓性材料等の第二の材料を被覆した際にチューブの透明性が低下して術野の視認性が低下するとか、外表面に印刷を行った際の転写斑や擦れが発生して品質が低下するため、0.09μm以下がより好ましく、0.08μm以下がさらに好ましい。表面の凹凸は小さい方が好ましいが、成型の困難性が高まるとか、コストアップに繋がるため、0.005μm以上であればよく、0.01μm以上が適当である。
【0017】
算術平均粗さ(Ra)は、チューブの表面の高さ方向の分布の大きさであり、表面の粗さを数値の大きさとして示すことができる。すなわち、Raが大きいと表面が粗いことを示し、小さいと表面が平滑であることを示す。表面の平滑度をRq(二乗平均平方根粗さ)やRz(十点平均粗さ)などでも表せるが、測定箇所を変えても同サンプル内で測定値にばらつきが生じにくいことから、本発明ではRaを用いて評価する。
【0018】
本発明において、医療用チューブの内径は0.1〜30mmであることが必要である。内径が小さすぎると、本発明の達成手段を講じても所望の表面平滑性を得ることができないことがある。また、内径が大きすぎると、本発明の効果が顕著に現れない可能性がある。したがって、チューブの内径は1〜25mmがより好ましく、2〜20mmがさらに好ましい。
【0019】
本発明において、医療用チューブの肉部の厚みは0.2〜5mmであることが必要である。厚みが薄すぎると、強度が低下することがある。厚みが厚すぎると、チューブの柔軟性が十分でないとか、内部の視認性が低下する可能性がある。したがって、チューブの厚みはより好ましくは0.6〜4mmであり、さらに好ましくは1〜3mmである。
【0020】
本発明の医療用チューブは、ポリ塩化ビニル、可塑剤、必要であれば安定化剤を含むペレットを溶融したものを用いて成型されたものであることが好ましい。ポリ塩化ビニルはコスト面で優れる他、可塑剤の添加量を調節することにより医療用チューブの物性を任意に変えられる利点がある。
【0021】
可塑剤としては、フタル酸ブチルベンジル、フタル酸ジ−エチルヘキシル(DOP)、フタル酸ジ−イソデシル、フタル酸ジ−イソノニル、フタル産ジ−ヘキシル、フタル酸ジ−オクチル等が古くから使用されており、中でもフタル酸ジ−エチルヘキシル(DOP)が最も多く使用される。また、近年では可塑剤の溶出を懸念して、溶解性の低いトリメリット酸トリ−ジエチルヘキシル(TOTM)、Hexamoll DINCH(登録商標)を使用する場合もある。
【0022】
安定化剤としては、有機酸塩(金属石鹸)、無機酸塩、有機スズ化合物、その他の有機金属化合物からなる金属化合物と、有機リン化合物、エポキシ化合物、酸化防止剤、紫外線吸収剤からなる非金属化合物が挙げられるが、医療用途としての安全性の観点から、重金属を含まない有機酸塩や有機リン化合物、エポキシ化合物が好ましい。
【0023】
本発明の医療用チューブにおいて、可塑剤の含有量はポリ塩化ビニル100重量部あたり50〜120重量部であることが好ましい。可塑剤の含有量が少なすぎると、医療用チューブに必要な柔軟性が損なわれる可能性がある。また、可塑剤の含有量が多すぎると、可塑剤の溶解不良が生じ、チューブの透明性が低下することがある。また、可塑剤の含有量が多すぎると、チューブ表面にコーティングを施した際にコーティング剥れやコーティング斑の原因になる可能性がある。したがって、可塑剤の含有量は60〜110重量部がより好ましく、65〜100重量部がさらに好ましい。
【0024】
本発明の医療用チューブのJIS K0071−1によるハーゼン色数は0〜100であることが必要である。ハーゼン色数が100以下であれば医療用チューブの内部が十分視認できる。ハーゼン色数は80以下がより好ましく、60以下がさらに好ましい。また、20以上がより好ましく、30以上がさらに好ましい。
【0025】
以下、本発明の医療用チューブの成型方法について詳細に説明する。
図1は、本発明の医療用チューブを製造するための押出成型機の概略図である。押出成型機は、原料を供給するための供給部(ホッパー)と、供給部から供給された原料を溶解し搬送する経路を形成するシリンダと、シリンダの内部に配置され、原料を溶解搬送するスクリューと、スクリューを駆動するスクリュー駆動部とを備えている。さらに、シリンダの出口側にチューブの断面形状を規制するためのダイが取り付けられている。押出成型機は、供給・溶解・搬送手段部(供給部、シリンダ、スクリュー)と定量排出部(ギアポンプとそのハウジング部)が一体となった構成でもよく、供給・混錬・搬送手段部に定量排出部を取り付けた構成でもよい。
【0026】
図1においてスクリューは1軸構成であるが、2軸構成も適用できる。また、供給部には、定量供給装置を備えることができる。また、スクリュー駆動部は、公知のモーター、駆動機構、回転速度変換手段(減速機構)、トルク変換手段等を適宜組み合わせて構成できる。また、シリンダ部内部の温度を調節するための温度調節装置を備えることができる。シリンダ内で加熱され、スクリューで混練溶解された原料がダイを通して成型される。好適な透明性を持ち、スパイダーマークのない医療用チューブを製造するためには、シリンダ内において比較的低温で粒状感がなくなるまで十分に溶融を行った原料をスパイラルダイ等を介して押出す必要がある。
【0027】
本発明の医療用チューブの成形方法としては、以下のような方法により得ることができる。すなわち、まずは、熱可塑性樹脂の粉末を、可塑剤、安定化剤と共に混練、溶解した後、ムク状に押し出して適当な長さに切断、冷却してペレットに造粒加工する。このとき、使用する熱可塑性樹脂の種類にもよるが、温度が低すぎると熱可塑性樹脂の溶融不良が生じることがある。また、温度が高すぎると原料の熱酸化によりペレットが着色することがある。ポリ塩化ビニルをペレットにする際には、可塑剤の量にもよるが、混練、溶解温度は100〜170℃が好ましい。また、ムク状に押出す際の温度は140〜180℃が好ましい。
【0028】
本発明において、得られたペレットを押出成型機の原料供給部より投入し、シリンダ内のスクリューにて溶解し、樹脂温を180〜195℃で、ダイより環状に押し出す。その際、用いる熱可塑性樹脂の種類にもよるが、温度が低すぎると溶解不良のためか医療用チューブ表面に凹凸が生じ易くなるとか、チューブの透明性が低下することがあるため、樹脂温は182℃以上がより好ましく、183℃以上がさらに好ましく、184℃以上がさらにより好ましい。また、樹脂温が高すぎるとポリ塩化ビニルといった熱可塑性樹脂が酸化され、ポリマー主鎖に二重結合を生じることによるチューブの着色の恐れが生じるため、192℃以下がより好ましく、189℃以下がさらに好ましい。なお、ここで言う樹脂温とは、シリンダー出口付近で測定された溶融樹脂の温度を指す。
【0029】
スクリューにて溶解搬送された溶融樹脂は、シリンダーの出口側に設けられたダイより押出される。このとき、ダイは、スパイラル型のストレートダイを用いるのが好ましい。スパイダー型のダイは、ダイ本体にマンドレルを支持するスパイダー脚が原料通路を横切るように配置され、このスパイダー脚が溶融原料を分離し、チューブにスパイダーマークを生ずることがある。また、スパイラル型ダイは、マンドレルの中心から外周に向けた多数の放射状分配溝と、各分配溝に関連するようにマンドレルの外周に設けたスパイラル状溝を有する。このため、押出機から押出された溶融原料をマンドレルの基端面の側からマンドレルの外周の筒状通路に導くまでの通路が、多数の放射状分配溝とスパイラル状溝からなる複雑な通路になり、溶融原料の滞留時間が長く、熱安定性の悪い樹脂には不向きである。本発明においては、比較的低温で溶解した原料を用いることから、スパイダーマークが生じやすくなっており、そのためスパイラルダイを用いるのが好ましい。
【0030】
本発明において、スクリューの回転速度は30〜70rpmとするのが好ましい。スクリューの回転速度が低すぎると、剪断応力が小さくなるため溶解不良が発生し易くなる。特に本発明のような比較的低温で溶解する際にはスクリューの回転速度を高めに設定するのが好ましい。高めに設定するとは言っても、無制限に高くしてよいわけではなく、溶融樹脂の粘度とスクリューを回転するモーターのトルクとの関係や摩擦熱による樹脂温上昇の影響等も加味すると、より好ましい範囲は35〜65rpmである。さらに好ましい範囲は40〜60rpmである。
【0031】
また、チューブの着色と内外表面凹凸度の低減を両立する上でスクリューの圧縮比も関係する。本発明においては、圧縮比が2.5〜6.0のスクリューを用いるのが好ましい。圧縮比が小さすぎても大きすぎても、シリンダ内を流動する原料にかかる剪断応力が均一化されないため溶解不良を起こすことがある。したがって、スクリューの圧縮比は、3.0〜5.5がより好ましく、3.5〜5.0がさらに好ましい。
なお、本発明の医療用チューブの製造において、スクリューの圧縮比(CR)は、以下の計算式により算出される。
【数1】
ここで、CR=圧縮比、Hf=供給部の溝深さ(mm)、Hm=計量化部の溝深さ(mm)、D=スクリュー直径(mm)である。
【0032】
ダイから押出された溶融樹脂は、真空水槽にて所定の寸法にサイジングした後、冷却水槽にて室温程度まで冷却し、得られたノンコートチューブを巻取り機にて巻き取る。このとき、冷却水槽から巻取り機までの間に寸法測定器や印刷機を備えることもできる。冷却水の水温は5〜30℃であることが好ましい。30℃以下であれば内径及び外径の調整が容易になるため好ましく、5℃以上であれば水が凍結しないために好ましい。水温は、6〜25℃がより好ましく、7〜20℃がさらに好ましい。なお、真空度は−20〜−1kPaである。
【0033】
本発明において、引取速度は4〜40m/minであることが好ましい。4m/min以上であると生産効率が向上するため好ましく、40m/min以下であれば十分な透明性が実現できるため好ましい。引取速度は、4.5〜30m/minがより好ましく、5〜20m/minがさらに好ましい。
【実施例】
【0034】
以下、実施例により本発明をさらに具体的に説明するが、本発明はこれらの実施例に限定されるものではない。なお、実施例で測定された特性値の測定は、以下の方法に従った。
【0035】
(チューブの内径、外径の測定)
投影機(ニコン社製V−12B)により測定した。すなわち、ホースカッター(HC03)を使用して、厚さ3mmに切断し、サンプルとした。倍率を10倍に設定し、投影図を見ながらサンプルの外周の右下がX,Y軸に接するようにステージを移動させてX,Y座標をリセットし、外周の左上にX,Y軸が接する場所まで移動させ、X,Y座標の平均値Aを取った。さらにサンプルの外周の右上にX,Y軸が接するように移動させX,Y座標値をリセットし、外周の左下に接するようにX,Y軸を移動させX,Y座標の数値の平均値Bをとり、A,Bの平均値Cを外径値とした。内周についても同様に測定し、内径値を算出した。
【0036】
(表面粗さの測定)
JIS B0601(2001)に従い、Ra値を測定した。具体的には、チューブを長さ2cm程度に切り出して開腹し、内表面または外表面を上にして試料台に載せ、なるべく平面になるように周囲を押さえて固定した。
キーエンス社製VK−8500共焦点レーザー顕微鏡で対物レンズ50倍、高さのピッチ0.05μmの条件で内表面または外表面の凹凸像を得た。
得られた凹凸像について、傾き補正(面補正(自動))を行った後、100μm×100μmの領域の表面粗さ(Ra)を求めた。
【0037】
(着色の測定)
JIS K0071−1にしたがって調整したハーゼン色数0〜500の標準液(色数10間隔)30mLを30mLガラスバイアル(カタログ名:アズワン、品名:ラボランスクリュー管瓶、品番:9−582−08)に入れた。また、サンプルはホースカッター(HC−03)で長さ方向に5cm程度に切断したものを用いた。サンプルと標準液のそれぞれについて単軸方向から色を目視により比較し、最も近い標準液の色数をサンプルの色数とした。例えば、サンプルの色数が標準液の色数50と60の間であった場合はサンプルの色数は60と決定した。
【0038】
(光沢度の測定)
チューブ外表面の光沢度の測定は、JIS Z 8741:1997に記載の方法に準拠して(株)村上色彩技術研究所製のデジタル精密光沢計GM−26Dを用いて行った。円筒形のサンプルを固定できるようにV字溝加工を施した試料台(100×120mm)に長さ40mmにカットしたサンプルを固定し、入反射角(受光角)60°での光沢度を測定した。測定面積は3×3mm、受光部は3.02×1.51mmとした。この光沢度が高いほど、一般にチューブの透明性が高い。また、チューブ外径が小さいほど、光沢度は低くなる傾向を持つ。
【0039】
(スパイダーマークの測定)
チューブを白色蛍光灯に照らして径方向に回転させ、長さ方向にほぼ等間隔の4本のスジが確認できた場合、スパイダーマークありと判断した。スパイダーマークありは○で、スパイダーマークなしは×で表示した。
【0040】
(実施例1)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のフタル酸ジ−2−エチルヘキシル(DOP)からなる組成物(ペレット)を供給部(ホッパー)に供給し、シリンダ内に移送した。圧縮比4のスクリューを56.0rpmにて回転して、シリンダ温度170℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は188℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度になるまで冷却した。このとき真空水槽の真空度は−7.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度10m/minにて巻取り機に巻き取った。
【0041】
(実施例2)
ポリ塩化ビニル樹脂100重量部に対して83.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比4のスクリューを58.0rpmにて回転して、シリンダ温度170℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は187℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−2.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度20m/minにて巻取り機に巻き取った。
【0042】
(実施例3)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比4のスクリューを49.5rpmにて回転して、シリンダ温度170℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は185℃であった。押出された溶融樹脂を温度が10℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−5.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度5m/minにて巻取り機に巻き取った。
【0043】
(実施例4)
ポリ塩化ビニル樹脂100重量部に対して97.0重量部のトリメリット酸トリ−2−エチルヘキシル(TOTM)からなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比4のスクリューを41.0rpmにて回転して、シリンダ温度175℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は187℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−2.1kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度8.5m/minにて巻取り機に巻き取った。
【0044】
(実施例5)
ポリ塩化ビニル樹脂100重量部に対して67.0重量部のTOTMからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比4のスクリューを44.5rpmにて回転して、シリンダ温度175℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は188℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−11.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度5m/minにて巻取り機に巻き取った。
【0045】
(実施例6)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比3.5のスクリューを55.0rpmにて回転して、シリンダ温度170℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は188℃であった。押出された溶融樹脂を温度が20℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−3.5kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度10m/minにて巻取り機に巻き取った。
【0046】
(実施例7)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比4.5のスクリューを52.2rpmにて回転して、シリンダ温度168℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は187℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−4.2kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度10m/minにて巻取り機に巻き取った。
【0047】
(実施例8)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比5のスクリューを49.6rpmにて回転して、シリンダ温度166℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は186℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−10.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度10m/minにて巻取り機に巻き取った。
【0048】
(比較例1)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比2のスクリューを20.8rpmにて回転して、シリンダ温度152℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は168℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−7.5kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度6.2m/minにて巻取り機に巻き取った。
本比較例においては、樹脂温が低いためか、Ra値が大きいチューブしか得られなかった。
【0049】
(比較例2)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比2スクリューを56.1rpmにて回転して、シリンダ温度185℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は195℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−6.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度10.3m/minにて巻取り機に巻き取った。
本比較例においては、樹脂温が高いためか、ハーゼン色数が高いチューブしか得られなかった。
【0050】
(比較例3)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比2のスクリューを11.5rpmにて回転して、シリンダ温度163℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は171℃であった。押出された溶融樹脂を温度が10℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−5.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度3.0m/minにて巻取り機に巻き取った。
本比較例においては、樹脂温が低いためか、Ra値が大きいチューブしか得られなかった。
【0051】
(比較例4)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比2のスクリューを20.8rpmにて回転して、シリンダ温度152℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイダーダイより押出した。このときのシリンダ出口部の樹脂温は167℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−2.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度6.2m/minにて巻取り機に巻き取った。
本比較例においては、樹脂温が低いためか、得られたチューブのRa値が大きくなった。また、スパイダーダイを用いたため、スパイダーマークの発生を抑え切れなかった。
【0052】
(比較例5)
ポリ塩化ビニル樹脂100重量部に対して72.0重量部のDOPからなるペレットをホッパーに供給し、シリンダ内に移送した。圧縮比2のスクリューを21.2rpmにて回転して、シリンダ温度155℃でペレットを溶融しながらシリンダ前方に移送した。得られた溶融樹脂を、シリンダ出口部のスパイラルダイより押出した。このときのシリンダ出口部の樹脂温は165℃であった。押出された溶融樹脂を温度が15℃の真空水槽を通過させ、引続き同温の冷却水槽にて室温程度に冷却した。このとき真空水槽の真空度は−5.0kPaとした。得られたチューブの外表面に印字機で印字を行った後、引取り速度12.0m/minにて巻取り機に巻き取った。
本比較例においては、樹脂温が低いためか、Ra値が大きいチューブしか得られなかった。
【0053】
【表1】
【0054】
【表2】
【産業上の利用可能性】
【0055】
本発明の医療用チューブは、機能性を有する第二の材料をチューブの内表面及び外表面にコーティングした場合であっても、透明性や非着色性を高いレベルで維持することができるので、人工透析や人工心肺用の血液回路を構成するメインチューブ等として好適に使用でき、産業の発展に寄与することが大である。
【特許請求の範囲】
【請求項1】
ポリ塩化ビニル及び可塑剤を含む組成物を溶融押出成型して得られ、かつ内径が0.1〜30mm、厚みが0.2〜5mmである医療用チューブにおいて、内表面および外表面のJIS B0601(2001)による算術平均粗さ(Ra)が0.001〜0.1μmであり、JIS K0071−1によるハーゼン色数が0〜100であることを特徴とする医療用チューブ。
【請求項2】
可塑剤がフタル酸ジ−エチルヘキシルまたはトリメリット酸トリ−ジエチルヘキシルであることを特徴とする請求項1または2に記載の医療用チューブ。
【請求項3】
可塑剤の含有量が熱可塑性樹脂100重量部に対して50〜120重量部であることを特徴とする請求項1または2に記載の医療用チューブ。
【請求項4】
溶融押出成型においてシリンダ出口部で押出される樹脂温が180〜195℃であることを特徴とする請求項1〜3のいずれかに記載の医療用チューブ。
【請求項5】
溶融押出成型においてシリンダ内のスクリューが30〜70rpmの回転速度、2.5〜6.0の圧縮比に設定されることを特徴とする請求項4に記載の医療用チューブ。
【請求項1】
ポリ塩化ビニル及び可塑剤を含む組成物を溶融押出成型して得られ、かつ内径が0.1〜30mm、厚みが0.2〜5mmである医療用チューブにおいて、内表面および外表面のJIS B0601(2001)による算術平均粗さ(Ra)が0.001〜0.1μmであり、JIS K0071−1によるハーゼン色数が0〜100であることを特徴とする医療用チューブ。
【請求項2】
可塑剤がフタル酸ジ−エチルヘキシルまたはトリメリット酸トリ−ジエチルヘキシルであることを特徴とする請求項1または2に記載の医療用チューブ。
【請求項3】
可塑剤の含有量が熱可塑性樹脂100重量部に対して50〜120重量部であることを特徴とする請求項1または2に記載の医療用チューブ。
【請求項4】
溶融押出成型においてシリンダ出口部で押出される樹脂温が180〜195℃であることを特徴とする請求項1〜3のいずれかに記載の医療用チューブ。
【請求項5】
溶融押出成型においてシリンダ内のスクリューが30〜70rpmの回転速度、2.5〜6.0の圧縮比に設定されることを特徴とする請求項4に記載の医療用チューブ。
【図1】

【公開番号】特開2012−81247(P2012−81247A)
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願番号】特願2011−44770(P2011−44770)
【出願日】平成23年3月2日(2011.3.2)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願日】平成23年3月2日(2011.3.2)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]