
医療用ホース
【課題】 柔軟性に優れると共に、耐キンク性に優れ(折れ曲がりにくく)、軽量化、及び低コスト化が可能な医療用ホースを提供する。
【解決手段】 樹脂製の内管12の外周面に、糸状の繊維13を接着剤を使用せずに直接スパイラル状に巻き付けた第1補強層14Aを形成し、第1補強層14Aの外周面に繊維13を接着剤を使用せずに第1補強層14Aとクロスする方向に直接スパイラル状に巻き付けた第2補強層14Bを形成する。さらに第2補強層14Bの外側に外皮16を形成する。繊維13の径が細いので(繊度が1000d)、繊維13同士、繊維13と内管12、繊維13と外皮16との接触面積が増し、これらの密着性が高くなるので、接着効果が上がり、接着剤が不要となる。また、補強層14の厚みが小さいため、柔軟性が向上し、軽量化が可能となる。
【解決手段】 樹脂製の内管12の外周面に、糸状の繊維13を接着剤を使用せずに直接スパイラル状に巻き付けた第1補強層14Aを形成し、第1補強層14Aの外周面に繊維13を接着剤を使用せずに第1補強層14Aとクロスする方向に直接スパイラル状に巻き付けた第2補強層14Bを形成する。さらに第2補強層14Bの外側に外皮16を形成する。繊維13の径が細いので(繊度が1000d)、繊維13同士、繊維13と内管12、繊維13と外皮16との接触面積が増し、これらの密着性が高くなるので、接着効果が上がり、接着剤が不要となる。また、補強層14の厚みが小さいため、柔軟性が向上し、軽量化が可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、麻酔装置、人口呼吸器等に接続され、患者の治療、診断、予防用及び手術器械駆動用として使用するガス又は混合ガスの供給に使用される医療用ホースに関するものである。
【背景技術】
【0002】
従来から医療ガス、例えば、酸素、亜酸化窒素(笑気ガス)及び治療用空気等の医療用ガスを供給するための医療用ホースが使用されている。この医療用ホースにあっては、使用ガスに応じた耐圧性が必要な他、特に、柔軟性を有すると共に、折れ曲がり(キンク)、変形、閉塞が起こりにくいことが要求される。
【0003】
従来の医療用ホースでは、ホースの内層や外層としてポリ塩化ビニルを使用し、柔軟性を確保していた。しかし、ポリ塩化ビニルでは、環境ホルモンとして問題となっているフタル酸エステルを可塑剤として含むため、患者の吸気用に使用することは望ましくない。
【0004】
また、医療用ホースでは、加圧時のねじれ、縮み、又は伸びといった長さ変化を抑制するために内層の外側に補強層が設けられている(例えば、特許文献1を参照)。この補強層は、例えば、内層の上に繊維をブレード構造又はスパイラル構造に編み込んで接着剤で接着しており、更に補強層の上に接着剤で外層を接着したものである。補強層を内層と外層と間で補強層を接着剤で接着させるため、耐キンク性が良好となる。
【0005】
しかし、このような医療用ホースは、補強層を接着剤で接着するためにホースが硬くなり、所望の柔軟性を確保することが困難である。また、ホースの厚みが大きくなると、剛性が大きくなり、曲げにくいという難点がある。また、医療用ホースは使用時の作業性を良くする為、ホース性能を変えずに軽量化することが望まれると共に、コストの削減が求められている。
【特許文献1】特開2002−168379号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題点を解決するためになされたものであり、柔軟性に優れると共に、耐キンク性に優れ(折れ曲がりにくく)、軽量化、及び低コスト化が可能な医療用ホースを提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、請求項1に記載の発明に係る医療用ホースは、内部に医療用ガスを通すための医療用ホースであって、内管と、前記内管の外周面に糸状の繊維を直接スパイラル状に巻き付けて形成した第1補強層と、糸状の繊維を前記第1補強層の巻付方向とクロスする方向へ直接スパイラル状に巻き付けて形成した第2補強層と、前記第2補強層の外周面に溶融樹脂を塗布して形成した外皮と、を有することを特徴としている。
【0008】
請求項1に記載の発明によれば、内管の外周面に糸状の繊維を直接スパイラル状に巻き付けて形成した第1補強層と、糸状の繊維を第1補強層の巻付方向とクロスする方向へ直接スパイラル状に巻き付けて形成した第2補強層とを備えている。糸状の繊維を直接スパイラル状に巻き付けるので、繊維同士や繊維と内管などの密着力が良くなり、接着剤が不要となる。接着剤を使用しないので、医療用ホースの柔軟性を上げることができ、作業性が向上する。また、コストを削減することが可能となる。
【0009】
請求項2に記載の発明に係る医療用ホースは、請求項1に記載の医療用ホースにおいて、前記繊維の繊度が500以上、1000d以下であることを特徴としている。
【0010】
請求項2に記載の発明によれば、繊維の繊度が1000d以下であり、従来の繊維に比べて径が細いので(例えば繊度が1500d)、繊維間の接触面積が増え、繊維同士や、第1補強層と内管、第2補強層と外皮などの密着性が良くなり、内管、第1補強層、第2補強層及び外皮が張り付くため、接着剤が不要となる。また、繊維を細くすることで、第1補強層及び第2補強層の厚みが小さくなり、柔軟性が向上すると共に、軽量化、低コスト化が可能となる。また、第1補強層及び第2補強層の繊維を接着剤で接着しないと、キンク(折れ曲がり)が発生する問題があるが、細い繊維を用い、繊維間の接触面積を増やして密着させたことで、耐キンク性が良好となる。また、繊維の繊度が500以上であり、補強層としての必要な強度を確保することができる。
【0011】
請求項3に記載の発明に係る医療用ホースは、請求項1又は請求項2に記載の医療用ホースにおいて、前記第2補強層と外皮との間に、糸状の繊維を直接スパイラル状に巻き付けて形成した複数の補強層を備えることを特徴としている。
【0012】
請求項3に記載の発明によれば、第2補強層と外皮との間に、糸状の繊維を直接スパイラル状に巻き付けて形成した複数の補強層を備えるので、医療用ホースの強度を上げることが可能となる。
【0013】
請求項4に記載の発明に係る医療用ホースは、請求項1から請求項3までのいずれか1項に記載の医療用ホースにおいて、前記内管と前記外皮がポリウレタン樹脂からなり、前記繊維がポリエステル繊維からなることを特徴としている。
【0014】
請求項4に記載の発明によれば、従来のようなポリ塩化ビニルを用いることなく医療用ホースの柔軟性を確保することができ、環境性が良好であると共に、患者の吸気用に使用することができる。
【発明の効果】
【0015】
本発明に係る医療用ホースは、上記のように構成したので、柔軟性に優れると共に、耐キンク性に優れ(折れ曲がりにくく)、軽量化が可能で、コストを削減することができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明の医療用ホースにおける最良の実施の形態を図面に基づいて説明する。
【0017】
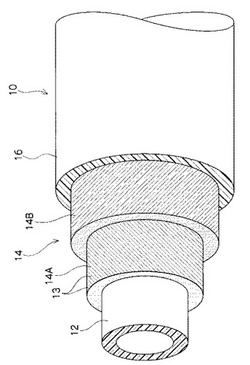
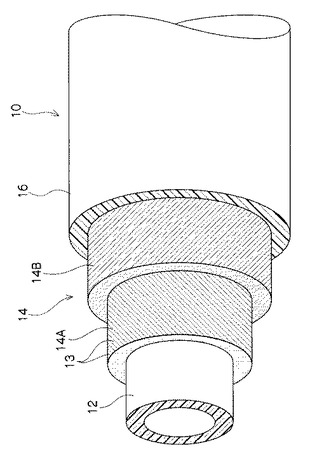
図1は、本発明の医療用ホース10の一実施形態を示す斜視図である。
【0018】
この医療用ホース10は、樹脂製の内管12を備えており、この内管12の外周面に糸状の繊維13からなる補強層14が形成されている。補強層14は、糸状の繊維13を接着剤を使用せずに直接スパイラル状に巻き付けた第1補強層14Aと、細糸状の繊維13を接着剤を使用せずに第1補強層14Aの巻付方向とクロスする方向(ほぼ直交する方向)に直接スパイラル状に巻き付けた第2補強層14Bとからなる2層構造となっている。この第2補強層14Bの外側には、樹脂製の外皮16が形成されている。
【0019】
内管12は、例えば、体積固有抵抗値が106 Ω・cm以下の導電性ポリウレタン樹脂で形成されている。また、内管12の肉厚は1.8mmとなっている。
【0020】
補強層14を構成する繊維13は、繊度が約1000d(デニール)に設定されている。従来のブレード構造の繊維は、繊度が約1500dであったが、本実施形態の繊維13は径が細いため、繊維13同士や繊維13と内管12、繊維13と外皮16との接触面積が増し、密着性が高くなる。繊維13には、例えば、ポリエステル繊維が用いられている。第1補強層14Aと第2補強層14Bとからなる補強層14の厚みは1.5mm〜2.5mmとなっている。なお、内管12の外面側と第1補強層14Aとの密着強さは1.5kN/m以上を確保している。
【0021】
外皮16は、硬度が80°のポリウレタン樹脂で形成されている。硬度は、JIS K 7311 タイプAデュロメーターで測定したものである。外皮16の厚みは1.5mm〜2.5mmとなっている。なお、補強層14と外皮16との密着強さは1.5kN/m以上を確保している。
【0022】
ここで、医療用ホース10の製造方法について説明する。
【0023】
まず、ポリウレタン樹脂からなる内管12を製作する。内管12の外周面に、繊維13を接着剤を使用せずに直接スパイラル状に巻き付けて第1補強層14Aを形成する。さらに第1補強層14Aの外周面に、繊維13を接着剤を使用せずに第1補強層14Aの巻付方向とクロスする方向に直接スパイラル状に巻き付けて第2補強層14Bを形成する。その後、第2補強層14Bの外周面に、溶融したポリウレタン樹脂を塗布し、そのポリウレタン樹脂を硬化させることで外皮16を形成する。
【0024】
その際、繊維13の繊度が1000dであり、従来の繊維(例えば1500d)に比べて径が細いので、繊維13同士、第1補強層14Aと第2補強層14B、第1補強層14Aと内管12、第2補強層14Bと外皮16との接触面積が増え、これらの密着性が高くなる。このため、接着効果が上がり、内管12と第1補強層14A、第2補強層14Bと外皮16とが張り付くため、接着剤が不要となる。また、繊維13の使用量も、繊度が1500dの繊維を用いた場合と比較して30%以上削減でき、軽量化、低コスト化を実現できる。
【0025】
また、接着剤を使用しないと共に、繊維13の径が細いために第1補強層14Aと第2補強層14Bとからなる補強層14の厚みを小さくすることができ、医療用ホース10の柔軟性が上がり、作業性が向上する。
【0026】
また、繊維13同士、第1補強層14と内管12、第2補強層14と外皮16とを接着剤で接着しないと、キンク(折れ曲がり)の発生する問題がある(従来は接着剤を用いて接着していた)が、本実施形態では、繊維13の径を細くし、接触面積を増やして密着させたことで、キンクの発生を抑制できる。
【0027】
なお、繊維13の繊度は、500d以上、1000d以下が好ましい。1000d以下とすることで密着性が良好となり、500d以上とすることで、補強層としての強度を確保できる。
【0028】
ここで、医療用ホース10の柔軟性を評価するために曲げ剛性と捻り剛性を調べる実験を行った。また、耐キンク性及び耐閉塞性を調べる実験を行った。
【0029】
医療用ホース10の内管12と外皮16にはポリウレタン樹脂を用い、補強層14にはポリエステル繊維を用いた。補強層14は、1000d×1×12本×2S(2層のスパイラル形状の補強層14A、14B)とした。
【0030】
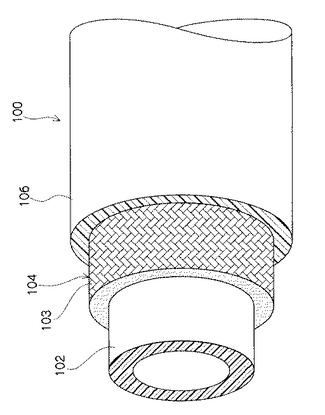
また、比較例として、図2に示す医療用ホース100を用いて同様の実験を行った。医療用ホース100は、ポリウレタン樹脂からなる内管102の外側に、ポリエチレン繊維103(繊度が1500d)を編み込んだブレード構造の補強層104を形成し、この補強層104の外側にポリウレタン樹脂からなる外皮106を形成したものである。内管102と補強層104との接着、補強層104と外皮106との接着には、ポリウレタン系接着剤を使用し、全周接着としている。
【0031】
表1に、本発明品(医療用ホース10)と従来品(医療用ホース100)の曲げ剛性、捻り剛性を測定した結果を示す。
【0032】
また表2に、本発明品(医療用ホース10)の耐閉塞性、耐キンク性を測定した結果を示す。
【0033】
ここで、耐閉塞性(つぶれ性)は、JIS T 7111の規格である、基準重りで10%以上潰れないことを判定基準として評価した。また、耐キンク性は、JIS T 7111の規格である、ホース内径6.0mmの10倍の曲げ半径である60mm以下でキンクすることを判定基準として評価した。
【0034】
【表1】

【0035】
【表2】
表1に示すように、曲げ剛性として曲げ半径Rとするための力を測定したところ、本発明品は従来品よりも各曲げ半径Rにおける測定値が小さいことが分かった。また、所定の角度に捻るための捻り剛性を測定したところ、本発明品は従来品よりも各角度における測定値が小さいことが分かった。従って、本発明品は従来品よりも柔軟性が向上していることが分かった。
【0036】
表2に示すように、医療用ホース10(本発明品)の耐閉塞性の評価では、基準重りでの潰れ量が2.5%であり、判定基準(10%以上とならない)を満足することが確認された。また、医療用ホース10(本発明品)は、曲げ半径40mmでキンクが発生しないことが確認された。
【0037】
なお、上記実施形態では、補強層14は2層であったが、これに限定するものではなく、4層、6層の補強層(特に偶数層)に設定してもよい。補強層の数を増やすことで、医療用ホースの強度を高めることができる。また、内管12に導電性材料を混合して導電性を付与しても良い。
【図面の簡単な説明】
【0038】
【図1】本実施形態の医療用ホースを示す斜視図である。
【図2】比較例である従来の医療用ホースを示す斜視図である。
【符号の説明】
【0039】
10 医療用ホース
12 内管
13 繊維
14 補強層
14A 第1補強層
14B 第2補強層
16 外皮
【技術分野】
【0001】
本発明は、麻酔装置、人口呼吸器等に接続され、患者の治療、診断、予防用及び手術器械駆動用として使用するガス又は混合ガスの供給に使用される医療用ホースに関するものである。
【背景技術】
【0002】
従来から医療ガス、例えば、酸素、亜酸化窒素(笑気ガス)及び治療用空気等の医療用ガスを供給するための医療用ホースが使用されている。この医療用ホースにあっては、使用ガスに応じた耐圧性が必要な他、特に、柔軟性を有すると共に、折れ曲がり(キンク)、変形、閉塞が起こりにくいことが要求される。
【0003】
従来の医療用ホースでは、ホースの内層や外層としてポリ塩化ビニルを使用し、柔軟性を確保していた。しかし、ポリ塩化ビニルでは、環境ホルモンとして問題となっているフタル酸エステルを可塑剤として含むため、患者の吸気用に使用することは望ましくない。
【0004】
また、医療用ホースでは、加圧時のねじれ、縮み、又は伸びといった長さ変化を抑制するために内層の外側に補強層が設けられている(例えば、特許文献1を参照)。この補強層は、例えば、内層の上に繊維をブレード構造又はスパイラル構造に編み込んで接着剤で接着しており、更に補強層の上に接着剤で外層を接着したものである。補強層を内層と外層と間で補強層を接着剤で接着させるため、耐キンク性が良好となる。
【0005】
しかし、このような医療用ホースは、補強層を接着剤で接着するためにホースが硬くなり、所望の柔軟性を確保することが困難である。また、ホースの厚みが大きくなると、剛性が大きくなり、曲げにくいという難点がある。また、医療用ホースは使用時の作業性を良くする為、ホース性能を変えずに軽量化することが望まれると共に、コストの削減が求められている。
【特許文献1】特開2002−168379号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題点を解決するためになされたものであり、柔軟性に優れると共に、耐キンク性に優れ(折れ曲がりにくく)、軽量化、及び低コスト化が可能な医療用ホースを提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、請求項1に記載の発明に係る医療用ホースは、内部に医療用ガスを通すための医療用ホースであって、内管と、前記内管の外周面に糸状の繊維を直接スパイラル状に巻き付けて形成した第1補強層と、糸状の繊維を前記第1補強層の巻付方向とクロスする方向へ直接スパイラル状に巻き付けて形成した第2補強層と、前記第2補強層の外周面に溶融樹脂を塗布して形成した外皮と、を有することを特徴としている。
【0008】
請求項1に記載の発明によれば、内管の外周面に糸状の繊維を直接スパイラル状に巻き付けて形成した第1補強層と、糸状の繊維を第1補強層の巻付方向とクロスする方向へ直接スパイラル状に巻き付けて形成した第2補強層とを備えている。糸状の繊維を直接スパイラル状に巻き付けるので、繊維同士や繊維と内管などの密着力が良くなり、接着剤が不要となる。接着剤を使用しないので、医療用ホースの柔軟性を上げることができ、作業性が向上する。また、コストを削減することが可能となる。
【0009】
請求項2に記載の発明に係る医療用ホースは、請求項1に記載の医療用ホースにおいて、前記繊維の繊度が500以上、1000d以下であることを特徴としている。
【0010】
請求項2に記載の発明によれば、繊維の繊度が1000d以下であり、従来の繊維に比べて径が細いので(例えば繊度が1500d)、繊維間の接触面積が増え、繊維同士や、第1補強層と内管、第2補強層と外皮などの密着性が良くなり、内管、第1補強層、第2補強層及び外皮が張り付くため、接着剤が不要となる。また、繊維を細くすることで、第1補強層及び第2補強層の厚みが小さくなり、柔軟性が向上すると共に、軽量化、低コスト化が可能となる。また、第1補強層及び第2補強層の繊維を接着剤で接着しないと、キンク(折れ曲がり)が発生する問題があるが、細い繊維を用い、繊維間の接触面積を増やして密着させたことで、耐キンク性が良好となる。また、繊維の繊度が500以上であり、補強層としての必要な強度を確保することができる。
【0011】
請求項3に記載の発明に係る医療用ホースは、請求項1又は請求項2に記載の医療用ホースにおいて、前記第2補強層と外皮との間に、糸状の繊維を直接スパイラル状に巻き付けて形成した複数の補強層を備えることを特徴としている。
【0012】
請求項3に記載の発明によれば、第2補強層と外皮との間に、糸状の繊維を直接スパイラル状に巻き付けて形成した複数の補強層を備えるので、医療用ホースの強度を上げることが可能となる。
【0013】
請求項4に記載の発明に係る医療用ホースは、請求項1から請求項3までのいずれか1項に記載の医療用ホースにおいて、前記内管と前記外皮がポリウレタン樹脂からなり、前記繊維がポリエステル繊維からなることを特徴としている。
【0014】
請求項4に記載の発明によれば、従来のようなポリ塩化ビニルを用いることなく医療用ホースの柔軟性を確保することができ、環境性が良好であると共に、患者の吸気用に使用することができる。
【発明の効果】
【0015】
本発明に係る医療用ホースは、上記のように構成したので、柔軟性に優れると共に、耐キンク性に優れ(折れ曲がりにくく)、軽量化が可能で、コストを削減することができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明の医療用ホースにおける最良の実施の形態を図面に基づいて説明する。
【0017】
図1は、本発明の医療用ホース10の一実施形態を示す斜視図である。
【0018】
この医療用ホース10は、樹脂製の内管12を備えており、この内管12の外周面に糸状の繊維13からなる補強層14が形成されている。補強層14は、糸状の繊維13を接着剤を使用せずに直接スパイラル状に巻き付けた第1補強層14Aと、細糸状の繊維13を接着剤を使用せずに第1補強層14Aの巻付方向とクロスする方向(ほぼ直交する方向)に直接スパイラル状に巻き付けた第2補強層14Bとからなる2層構造となっている。この第2補強層14Bの外側には、樹脂製の外皮16が形成されている。
【0019】
内管12は、例えば、体積固有抵抗値が106 Ω・cm以下の導電性ポリウレタン樹脂で形成されている。また、内管12の肉厚は1.8mmとなっている。
【0020】
補強層14を構成する繊維13は、繊度が約1000d(デニール)に設定されている。従来のブレード構造の繊維は、繊度が約1500dであったが、本実施形態の繊維13は径が細いため、繊維13同士や繊維13と内管12、繊維13と外皮16との接触面積が増し、密着性が高くなる。繊維13には、例えば、ポリエステル繊維が用いられている。第1補強層14Aと第2補強層14Bとからなる補強層14の厚みは1.5mm〜2.5mmとなっている。なお、内管12の外面側と第1補強層14Aとの密着強さは1.5kN/m以上を確保している。
【0021】
外皮16は、硬度が80°のポリウレタン樹脂で形成されている。硬度は、JIS K 7311 タイプAデュロメーターで測定したものである。外皮16の厚みは1.5mm〜2.5mmとなっている。なお、補強層14と外皮16との密着強さは1.5kN/m以上を確保している。
【0022】
ここで、医療用ホース10の製造方法について説明する。
【0023】
まず、ポリウレタン樹脂からなる内管12を製作する。内管12の外周面に、繊維13を接着剤を使用せずに直接スパイラル状に巻き付けて第1補強層14Aを形成する。さらに第1補強層14Aの外周面に、繊維13を接着剤を使用せずに第1補強層14Aの巻付方向とクロスする方向に直接スパイラル状に巻き付けて第2補強層14Bを形成する。その後、第2補強層14Bの外周面に、溶融したポリウレタン樹脂を塗布し、そのポリウレタン樹脂を硬化させることで外皮16を形成する。
【0024】
その際、繊維13の繊度が1000dであり、従来の繊維(例えば1500d)に比べて径が細いので、繊維13同士、第1補強層14Aと第2補強層14B、第1補強層14Aと内管12、第2補強層14Bと外皮16との接触面積が増え、これらの密着性が高くなる。このため、接着効果が上がり、内管12と第1補強層14A、第2補強層14Bと外皮16とが張り付くため、接着剤が不要となる。また、繊維13の使用量も、繊度が1500dの繊維を用いた場合と比較して30%以上削減でき、軽量化、低コスト化を実現できる。
【0025】
また、接着剤を使用しないと共に、繊維13の径が細いために第1補強層14Aと第2補強層14Bとからなる補強層14の厚みを小さくすることができ、医療用ホース10の柔軟性が上がり、作業性が向上する。
【0026】
また、繊維13同士、第1補強層14と内管12、第2補強層14と外皮16とを接着剤で接着しないと、キンク(折れ曲がり)の発生する問題がある(従来は接着剤を用いて接着していた)が、本実施形態では、繊維13の径を細くし、接触面積を増やして密着させたことで、キンクの発生を抑制できる。
【0027】
なお、繊維13の繊度は、500d以上、1000d以下が好ましい。1000d以下とすることで密着性が良好となり、500d以上とすることで、補強層としての強度を確保できる。
【0028】
ここで、医療用ホース10の柔軟性を評価するために曲げ剛性と捻り剛性を調べる実験を行った。また、耐キンク性及び耐閉塞性を調べる実験を行った。
【0029】
医療用ホース10の内管12と外皮16にはポリウレタン樹脂を用い、補強層14にはポリエステル繊維を用いた。補強層14は、1000d×1×12本×2S(2層のスパイラル形状の補強層14A、14B)とした。
【0030】
また、比較例として、図2に示す医療用ホース100を用いて同様の実験を行った。医療用ホース100は、ポリウレタン樹脂からなる内管102の外側に、ポリエチレン繊維103(繊度が1500d)を編み込んだブレード構造の補強層104を形成し、この補強層104の外側にポリウレタン樹脂からなる外皮106を形成したものである。内管102と補強層104との接着、補強層104と外皮106との接着には、ポリウレタン系接着剤を使用し、全周接着としている。
【0031】
表1に、本発明品(医療用ホース10)と従来品(医療用ホース100)の曲げ剛性、捻り剛性を測定した結果を示す。
【0032】
また表2に、本発明品(医療用ホース10)の耐閉塞性、耐キンク性を測定した結果を示す。
【0033】
ここで、耐閉塞性(つぶれ性)は、JIS T 7111の規格である、基準重りで10%以上潰れないことを判定基準として評価した。また、耐キンク性は、JIS T 7111の規格である、ホース内径6.0mmの10倍の曲げ半径である60mm以下でキンクすることを判定基準として評価した。
【0034】
【表1】
【0035】
【表2】
表1に示すように、曲げ剛性として曲げ半径Rとするための力を測定したところ、本発明品は従来品よりも各曲げ半径Rにおける測定値が小さいことが分かった。また、所定の角度に捻るための捻り剛性を測定したところ、本発明品は従来品よりも各角度における測定値が小さいことが分かった。従って、本発明品は従来品よりも柔軟性が向上していることが分かった。
【0036】
表2に示すように、医療用ホース10(本発明品)の耐閉塞性の評価では、基準重りでの潰れ量が2.5%であり、判定基準(10%以上とならない)を満足することが確認された。また、医療用ホース10(本発明品)は、曲げ半径40mmでキンクが発生しないことが確認された。
【0037】
なお、上記実施形態では、補強層14は2層であったが、これに限定するものではなく、4層、6層の補強層(特に偶数層)に設定してもよい。補強層の数を増やすことで、医療用ホースの強度を高めることができる。また、内管12に導電性材料を混合して導電性を付与しても良い。
【図面の簡単な説明】
【0038】
【図1】本実施形態の医療用ホースを示す斜視図である。
【図2】比較例である従来の医療用ホースを示す斜視図である。
【符号の説明】
【0039】
10 医療用ホース
12 内管
13 繊維
14 補強層
14A 第1補強層
14B 第2補強層
16 外皮
【特許請求の範囲】
【請求項1】
内部に医療用ガスを通すための医療用ホースであって、
内管と、前記内管の外周面に糸状の繊維を直接スパイラル状に巻き付けて形成した第1補強層と、糸状の繊維を前記第1補強層の巻付方向とクロスする方向へ直接スパイラル状に巻き付けて形成した第2補強層と、前記第2補強層の外周面に溶融樹脂を塗布して形成した外皮と、を有することを特徴とする医療用ホース。
【請求項2】
前記繊維の繊度が500d以上、1000d以下であることを特徴とする請求項1に記載の医療用ホース。
【請求項3】
前記第2補強層と外皮との間に、糸状の繊維を直接スパイラル状に巻き付けて形成した複数の補強層を備えることを特徴とする請求項1又は請求項2に記載の医療用ホース。
【請求項4】
前記内管と前記外皮がポリウレタン樹脂からなり、前記繊維がポリエステル繊維からなることを特徴とする請求項1から請求項3までのいずれか1項に記載の医療用ホース。
【請求項1】
内部に医療用ガスを通すための医療用ホースであって、
内管と、前記内管の外周面に糸状の繊維を直接スパイラル状に巻き付けて形成した第1補強層と、糸状の繊維を前記第1補強層の巻付方向とクロスする方向へ直接スパイラル状に巻き付けて形成した第2補強層と、前記第2補強層の外周面に溶融樹脂を塗布して形成した外皮と、を有することを特徴とする医療用ホース。
【請求項2】
前記繊維の繊度が500d以上、1000d以下であることを特徴とする請求項1に記載の医療用ホース。
【請求項3】
前記第2補強層と外皮との間に、糸状の繊維を直接スパイラル状に巻き付けて形成した複数の補強層を備えることを特徴とする請求項1又は請求項2に記載の医療用ホース。
【請求項4】
前記内管と前記外皮がポリウレタン樹脂からなり、前記繊維がポリエステル繊維からなることを特徴とする請求項1から請求項3までのいずれか1項に記載の医療用ホース。
【図1】

【図2】
【図2】
【公開番号】特開2007−51660(P2007−51660A)
【公開日】平成19年3月1日(2007.3.1)
【国際特許分類】
【出願番号】特願2005−236607(P2005−236607)
【出願日】平成17年8月17日(2005.8.17)
【出願人】(390034452)ブリヂストンフローテック株式会社 (80)
【Fターム(参考)】
【公開日】平成19年3月1日(2007.3.1)
【国際特許分類】
【出願日】平成17年8月17日(2005.8.17)
【出願人】(390034452)ブリヂストンフローテック株式会社 (80)
【Fターム(参考)】
[ Back to top ]