
医療用外衣
【課題】 洗濯耐久性及び滅菌処理耐久性に優れた医療用外衣を提供する。
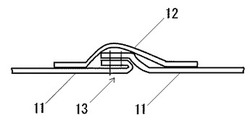
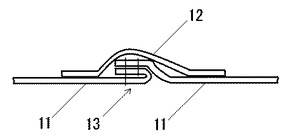
【解決手段】 生地11が縫製され、生地11の縫い目13を完全に覆う状態で表地1側にシームテープ12が貼着されてなる医療用外衣である。生地11は、表地1、接着剤2、透湿防水膜3、接着剤4及び裏地5の順で積層一体化されてなる。シームテープ12は、ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤6、透湿防水膜7、接着剤8及び基布9の順で積層一体化されてある。表地1、裏地5及び基布9は、いずれもポリエステル布帛である。接着剤2、4及び8は、いずれもポリカーボネート系ポリウレタン樹脂を主体とする接着剤である。透湿防水膜3及び7は、いずれもポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜である。シームテープ12は、感熱性接着剤6の溶融固化により生地11に貼着されている。
【解決手段】 生地11が縫製され、生地11の縫い目13を完全に覆う状態で表地1側にシームテープ12が貼着されてなる医療用外衣である。生地11は、表地1、接着剤2、透湿防水膜3、接着剤4及び裏地5の順で積層一体化されてなる。シームテープ12は、ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤6、透湿防水膜7、接着剤8及び基布9の順で積層一体化されてある。表地1、裏地5及び基布9は、いずれもポリエステル布帛である。接着剤2、4及び8は、いずれもポリカーボネート系ポリウレタン樹脂を主体とする接着剤である。透湿防水膜3及び7は、いずれもポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜である。シームテープ12は、感熱性接着剤6の溶融固化により生地11に貼着されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主として手術の際に用いる医療用外衣に関し、洗濯耐久性に優れた医療用外衣に関するものである。
【背景技術】
【0002】
従来より、スキーや登山等に用いる透湿防水性衣料製品は、透湿防水性生地を用いて縫製され、その縫い目に透湿防水性シームテープを貼着してなるものが知られている(特許文献1)。特許文献1では、透湿防水性シームテープは、どのような透湿防水性衣料製品にも適用しうるものとして提案されている。
【0003】
透湿防水性衣料製品は、スキーや登山等に用いられるだけでなく、医療用外衣にも用いられている。すなわち、手術の際に用いる医療用外衣は、看者の血液、細菌又はウイルス等が付着してもそれが内部に侵入しないようにし、かつ、医師や看護士等の着衣者の汗が外部へ良好に放散しうるように、透湿防水性生地を用いて縫製されているのである。そして、医療用外衣の縫い目には、従来の透湿防水性衣料製品と同様に、透湿防水性シームテープが貼着されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−255267号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
医療用外衣の場合、スキーや登山等に用いる透湿防水性衣料製品と異なるのは、洗濯及び滅菌処理が毎日のように繰り返されることである。したがって、本発明の課題は、洗濯耐久性及び滅菌処理耐久性に優れた医療用外衣を提供することにある。
【0006】
医療用外衣に洗濯及び滅菌処理が毎日のように繰り返されると、生地に貼着されているシームテープが剥離し、縫い目の箇所の防水性能が低下する。したがって、洗濯耐久性及び滅菌処理耐久性に優れた医療用外衣とするためには、シームテープと生地との接着強力を高くする必要がある。
【0007】
しかしながら、接着強力を単に高めても、十分な洗濯耐久性及び滅菌処理耐久性が得られるとは限らなかった。すなわち、接着強力を高めても、特に洗濯時にシームテープと生地間に負荷される外力が高いと、この外力に抗しきれずに剥離してしまうからである。
【課題を解決するための手段】
【0008】
本発明は接着強力を高めると共に、洗濯時にシームテープと生地間に過大な外力が負荷されにくいように工夫して、上記課題を解決したものである。具体的には、シームテープと生地間の接着剤として特定の接着剤を用いると共に、シームテープと生地の構成を近似させ、その剛性等に差異が生じにくいようにして、シームテープと生地間に過大な外力が負荷されにくいようにしたのである。すなわち、本発明は、表地、接着剤、透湿防水膜、接着剤及び裏地の順で積層一体化されてなる生地が縫製されてなり、かつ、縫い目にシームテープが貼着されてなる医療用外衣において、前記シームテープは、ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤、透湿防水膜、接着剤及び基布の順で積層一体化されたものであり、前記した表地、裏地及び基布は、いずれもポリエステル布帛であり、前記したいずれの接着剤も、ポリカーボネート系ポリウレタン樹脂を主体とする接着剤であり、前記したいずれの透湿防水膜も、ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜であり、前記感熱性接着剤の溶融固化によって、前記シームテープは前記表地表面に貼着されていることを特徴とする医療用外衣に関するものである。
【0009】
また、本発明にシームテープの場合だけではなく、医療用外衣の損傷部を補修するのに用いるリペアパッチにも適用されるものである。すなわち、本発明は、表地、接着剤、透湿防水膜、接着剤及び裏地の順で積層一体化されてなる生地が縫製されてなり、かつ、生地の損傷部にリペアパッチが貼着されてなる医療用外衣において、前記リペアパッチは、ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤、透湿防水膜、接着剤及び基布の順で積層一体化されたものであり、前記した表地、裏地及び基布は、いずれもポリエステル布帛であり、前記したいずれの接着剤も、ポリカーボネート系ポリウレタン樹脂を主体とする接着剤であり、前記したいずれの透湿防水膜も、ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜であり、前記感熱性接着剤の溶融固化によって、前記リペアパッチは前記表地表面に貼着されていることを特徴とする医療用外衣に関するものである。
なお、シームテープもリペアパッチも、その形状及び適用される箇所が異なるだけで、層構成としてと同一のものであるので、以下、シームテープを中心に説明する。
【0010】
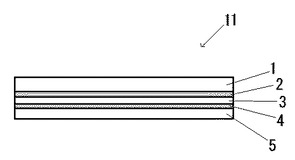
まず、本発明に用いる生地について説明する。この生地は、表地1、接着剤2、透湿防水膜3、接着剤4及び裏地5の順で積層一体化されてなるものである。表地1としては、ポリエステル布帛が用いられる。具体的には、ポリエステルマルチフィラメント糸を用いた編織物やポリエステル繊維よりなる不織布が用いられる。ポリエステル(ポリエチレンテレフタレート)が用いられる理由は、医療用外衣に適用される高圧湿熱滅菌に対して耐久性が良好だからである。もちろん、ポリエステルの耐久性を阻害しない範囲で、綿やレーヨン等を混合しても差し支えない。裏地5としても、同様の理由でポリエステル布帛が用いられる。また、表地1及び裏地5には従来公知の方法で撥水処理が施されていてもよい。撥水処理を施すことにより、防水性能が向上する。
【0011】
接着剤2及び4は、ポリカーボネート系ポリウレタン樹脂を主体とする接着剤である。一般的に、ポリカーボネート系ポリウレタンポリオールを、ジフェニルメタンジイソシアネート等のイソシアネート系架橋剤で架橋するタイプの接着剤が用いられる。これは、架橋硬化によって耐久性が向上するからである。接着剤2及び4は、全面に設けられていてもよいが、一般的に生地の透湿性を阻害しないようにドット状で設けられる。また、ポリカーボネート系ポリウレタン樹脂が用いられる理由は、これが医療用外衣に適用される滅菌処理(高圧湿熱滅菌)に対して耐久性が良好だからである。接着剤2及び4は、ポリカーボネート系ポリウレタン樹脂のみではなく、その他のポリウレタン樹脂が混合されていてもよい。その他のポリウレタン樹脂としては、公知のポリエーテル系ポリウレタン樹脂、ポリエステル系ポリウレタン樹脂又はポリエーテルエステル系ポリウレタン樹脂が用いられる。
【0012】
透湿防水膜3は、ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜である。一般的に、ポリカーボネート系ポリウレタンプレポリマーを高分子量化するタイプのポリウレタン膜が用いられる。ポリカーボネート系ポリウレタン樹脂が用いられる理由は、滅菌処理(高圧湿熱滅菌)に対して耐久性が良好だからである。したがって、ポリウレタン膜はポリカーボネート系ポリウレタン樹脂のみではなく、その他の前記したポリウレタン樹脂が混合されていてもよい。透湿防水膜3は従来公知の方法で得られ、たとえば、溶剤に溶解させたポリカーボネート系ポリウレタン樹脂溶液を離型紙表面に塗布し、溶剤を蒸発させることにより得ることができる。透湿防水膜3の厚みは、5〜30μm程度が一般的であり、好ましくは7〜20μmである。5μm未満では、防水性の耐久性に難点があり、30μmを超える厚みとしても過剰の防水性を有するのみで、逆に透湿性、風合い及びコストに難点を生じやすい。
【0013】
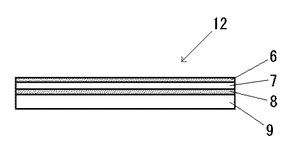
シームテープ又はリペアパッチは、ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤6、透湿防水膜7、接着剤8及び基布9の順で積層一体化されたものである。感熱性接着剤6は、熱可塑性ポリカーボネート系ポリウレタン樹脂を主体とするものであり、押出ラミネート法により直接透湿防水膜7に積層一体化するか、又は溶剤に溶解させたポリカーボネート系ポリウレタン樹脂を離型紙上に公知の手段で塗布して樹脂層を形成した後、透湿防水膜7に貼合して積層一体化する。感熱性接着剤6の厚みは、50〜200μmであり、好ましくは60〜150μmである。ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤6は、生地11の縫い目13又は生地11表面に貼着されるためのものであるから、軟化点が120〜170℃程度のものを用いるのが好ましい。感熱性接着剤6はポリカーボネート系ポリウレタン樹脂のみで構成されていてもよいが、その他のポリエステル系ポリウレタン樹脂又はポリエーテル系ポリウレタン樹脂等を混合しておくのが好ましい。すなわち、ポリカーボネート系ポリウレタン樹脂の軟化点よりも低い軟化点を持つ熱可塑性ポリエステル系ポリウレタン樹脂等を混合しておき、透湿防水膜7に積層し一体化する際には、その他のポリエステル系ポリウレタン樹脂等を軟化させて一体化させ、シームテープ又はリペアパッチを生地11の縫い目13又は生地11表面に貼着する際には、熱可塑性ポリカーボネート系ポリウレタン樹脂を軟化させて貼着するのが好ましい。なお、生地11の表地がポリエステル布帛であるため、ポリエステル系ポリウレタン樹脂を用いるのが好ましい。
【0014】
透湿防水膜7は、ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜である。すなわち、透湿防水膜3と同様のものが用いられる。ポリカーボネート系ポリウレタン樹脂が用いられる理由も、透湿防水膜3の場合と同様である。
【0015】
接着剤8は、ポリカーボネート系ポリウレタン樹脂を主体とする接着剤である。すなわち、接着剤2及び4と同様のものが用いられる。また、ポリカーボネート系ポリウレタン樹脂が用いられる理由も、接着剤2及び4の場合と同様である。なお、シームテープ又はリペアパッチに用いられている接着剤8は、全面に設けられていてもよいし、ドット状で設けられていてもよい。シームテープ又はリペアパッチは、医療用外衣に部分的に適用されるものであるため、それの透湿性が阻害されても差し支えないからである。
【0016】
基布9は、ポリエステル布帛からなるものである。すなわち、表地1及び裏地5と同様のものが用いられる。また、ポリエステル布帛を用いる理由も、表地1及び裏地5の場合と同様である。
【0017】
生地11が縫製され外衣となる。縫製による縫い目13は従来公知の方法で形成すればよい。縫い目13の防水性能を向上させるためには、図3に示したような肩倒しステッチ縫いや2本針折り伏せ縫いによる方法を採用するのが好ましい。そして、縫い目13の表地1側から縫い目13を完全に覆うようにしてシームテープ12が貼着される。シームテープ12の貼着は、シームテープ12に設けられたポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤6の溶融固化によって行う。これによって、透湿防水性に優れた医療用外衣となるのである。なお、リペアパッチの場合は、医療用外衣の損傷部を覆うようにして、感熱性接着剤6の溶融固化によって貼着すればよい。
【発明の効果】
【0018】
本発明に係る医療用外衣に用いられている生地及びシームテープは、いずれもポリエステル布帛、ポリカーボネート系ポリウレタン樹脂を主体とする接着剤及びポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜が積層貼合された一体化されてなるものである。したがって、生地とシームテープの剛性が同等であり、特に洗濯時に生地とシームテープ間に過大な外力が負荷されにくいため、シームテープが剥離しにくく、洗濯耐久性に優れるという効果を奏する。また、透湿防水膜、接着剤及び感熱性接着剤のいずれにも、ポリカーボネート系ポリウレタン樹脂を主体とするものを用いているので、滅菌処理(高圧湿熱滅菌)に対する耐久性にも優れるという効果を奏する。
【0019】
また、生地及びシームテープが同様の構成及び性能を持っているため、生地のみが高性能であるとか、シームテープのみが高性能であるといったことはない。すなわち、医療用外衣に用いられている一部の素材が過剰品質になることを防止しうるという効果を奏する。なお、シームテープを例に挙げて説明したが、リペアパッチの場合も、これと同様の効果を奏する。
【実施例】
【0020】
以下、本発明を実施例に基づいて説明するが、本発明は実施例に限定されるものではない。本発明は、生地とシームテープ又はリペアパッチの構成を同様にして、洗濯時に生地とシームテープ又はリペアパッチの貼着部位に過大な外力が負荷しないようにしたことに特徴を有するものであるとして解釈されるべきである。
【0021】
実施例1
[生地の準備]
経糸及び緯糸としてポリエチレンテレフタレートマルチフィラメント糸56dtex/96fを用意し、経糸密度140本/2.54cm、緯糸密度110本/2.54cmの平組織織物を製織した。常法で精練、染色を行った(ダイスタージャパン株式会社製、分散染料「Dianix Blue UN- SE」0.5%omf)後、下記処方1に示すフッ素系撥水剤エマルジョンの6%水分散液をパディング法(ピックアップ率40%)にて付与した後、乾燥後、170℃×40秒の熱処理を行い、撥水処理された表地を得た。
〈処方1〉
アサヒガードAG−E500D 60質量部
(旭硝子(株)製、フッ素系撥水剤エマルジョン)
メイカネート WEB 10質量部
(明成化学工業(株)製、ブロックタイプイソシアネート)
イソプロピルアルコール 10質量部
水 920質量部
【0022】
次に、離型紙(リンテック株式会社製「EV130TPO」)の離型面に、下記処方2の樹脂溶液( 固形分22質量%) をコンマコータにて塗布量50g/ m2で塗布後、100℃で3分間の乾燥により、厚みが約12μm の透湿防水膜を形成した。その後、この透湿防水膜上に、下記処方3の接着剤(固形分45質量%、粘度3000mPa・s/ 25℃) をドット状グラビアロール(ドット径0.75mm、32メッシュ、接着面積88%、深度0.08mm)にて、略全面に塗布量が約70g/ m2となるように塗布し、100℃×2分間で乾燥して、接着剤層を形成した。続いて、この接着剤層と前記表地の裏面とが当接するようにして積層し、圧力250kPaで貼合した後、離型紙を剥離し、40℃×3日間のエージングを行って、表地、接着剤及び透湿防水膜の順で積層一体化されたラミネート布を得た。
<処方2>
クリスボンMP−120 100質量部
(DIC(株)製、固形分30質量%のポリカーボネート系ポリウレタン樹脂)
メチルエチルケトン 30質量部
N,N−ジメチルホルムアミド 5質量部
<処方3>
レザミンUD8348 100質量部
(大日精化工業(株)製、固形分70質量%、ポリカーボネート系ポリウレタン接着剤)
レザミンUD架橋剤 8質量部
(大日精化工業(株)製、固形分75質量%のイソシアネート樹脂)
HI−101 1質量部
(大日精化工業(株)製、架橋促進剤)
メチルエチルケトン 20質量部
トルエン 20質量部
N,N−ジメチルホルムアミド 20質量部
【0023】
前記ラミネート布の透湿防水膜表面に、前記処方3の接着剤を用いて、ドット状グラビアロール(ドット径0.75mm、32メッシュ、接着面積88%、深度0.05mm)にて、略全面に塗布量が約45g/ m2となるように塗布し、100℃×2分間で乾燥して、接着剤層を形成した。続いて、この接着剤層と裏地とが当接するようにして積層し、圧力250kPaで貼合した後、40℃×3日間のエージングを行って、表地、接着剤、透湿防水膜、接着剤及び裏地の順で積層一体化された生地を得た。なお、使用した裏地は、ポリエチレンテレフタレートフィラメント糸28dtex/7fを用いて、28ゲージのトリコット地を編成し、通常の方法により、精練を行ったものである。
【0024】
[シームテープの準備]
ポリエチレンテレフタレートフィラメント糸33dtex/24fを用いて、28ゲージのトリコット地を編成し、通常の方法により、精練を行って、基布を準備した。
次に、離型紙(リンテック株式会社製「EV130TPO」)の離型面に、上記処方2の樹脂溶液をコンマコータにて塗布量50g/ m2で塗布後、100℃で3分間の乾燥により、厚みが約12μm の透湿防水膜を形成した。その後、この透湿防水膜上に、上記処方3の接着剤をドット状グラビアロール(ドット径0.75mm、32メッシュ、接着面積88%、深度0.1mm)にて、略全面に塗布量が約90g/ m2となるように塗布し、100℃×3分間で乾燥して、接着剤層を形成した。続いて、この接着剤層と前記基布の裏面とが当接するようにして積層し、圧力250kPaで貼合した後、離型紙を剥離し、40℃×3日間のエージングを行って、基布、接着剤及び透湿防水膜の順で積層一体化されたラミネート布を得た。
【0025】
一方、新たに用意した離型紙(リンテック株式会社製「EV130TPO」)の離型面に、コンマコータにて下記処方6の樹脂溶液(固形分38質量%、粘度7000mPa・s/25℃)を塗布量が210g/ m2となるように塗布した。その後、70℃で3分間乾燥後、続いて、100℃×2分間の乾燥を行い、厚みが約80μmの熱可塑性ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤層を形成した。この感熱性接着剤に前記ラミネート布の透湿防水膜表面が当接するようにして積層し、温度130℃、圧力300kPaで貼合した。その後、離型紙を剥がして、幅20mmのシームテープを準備した。
<処方6>
セイカボンド HS−370 40質量部
(大日精化工業(株)製、軟化点130℃、固形分40質量%のポリエステル系ポリウレタン樹脂)
セイカボンド HS−540 60質量部
(大日精化工業(株)製、軟化点145℃、固形分50質量%のポリカーボネート系ポリウレタン樹脂)
N,N−ジメチルホルムアミド 7質量部
メチルエチルケトン 15質量部
【0026】
[医療用外衣の作成]
生地を用いて外衣を縫製した。縫製における縫い目は、図3に示した肩倒しステッチ縫いで形成されたものである。ミシン糸は20番地のポリエステル紡績糸を用いた。そして、縫い目の箇所に図3に示した状態でシームテープを貼着して医療用外衣を得た。シームテープの貼着は、ホットエアーマシン(クインライト電子精工株式会社製)にて行った。ホットエアーマシンの条件は、押え圧490kPa、ノズル圧98kPa、熱風温度550℃及び速度3m/分とした。
【0027】
実施例2
[生地の準備]
実施例1の処方2に代えて、下記処方7(固形分17質量%、粘度4000mPa・s/25℃)を用いると共に、塗布量を60g/ m2として約10μm厚の透湿防水膜を形成する他は、実施例1と同一の方法により、生地を準備した。
<処方7>
ラックスキン U−390 100質量部
(セイコー化成(株)製、固形分20質量%のポリエーテルカーボネート系ポリウレタン樹脂)
N,N−ジメチルホルムアミド 5質量部
メチルエチルケトン 15質量部
[シームテープの準備]
また、実施例1と同一の方法により、幅20mmのシームテープを準備した。
[医療用外衣の作成]
この生地とシームテープを用いて、実施例1と同一の方法で医療用外衣を得た。
【0028】
実施例3
[生地の準備]
実施例2と同一の方法により、生地を準備した。
[シームテープの準備]
実施例1と同一の方法により、ラミネート布を得た。
一方、新たに用意した離型紙(リンテック株式会社製「EV130TPO」)の離型面に、コンマコータにて下記処方8の樹脂溶液(固形分40質量%、粘度7000mPa・s/25℃)を塗布量が250g/ m2となるように塗布した。その後、70℃で3分間乾燥後、続いて、100℃×2分間の乾燥を行い、厚みが約100μmの熱可塑性ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤層を形成した。この感熱性接着剤に前記ラミネート布の透湿防水膜表面が当接するようにして積層し、温度150℃、圧力300kPaで貼合した。その後、離型紙を剥がして、幅20mmのシームテープを準備した。
<処方8>
セイカボンド HS−540 100質量部
(大日精化工業(株)製、軟化点145℃、固形分50質量%のポリカーボネート系ポリウレタン樹脂)
N,N−ジメチルホルムアミド 10質量部
メチルエチルケトン 15質量部
[医療用外衣の作成]
この生地とシームテープを用い、ホットエアーマシンの熱風温度を570℃に変更する他は、実施例1と同一の方法で医療用外衣を得た。
【0029】
実施例4
[リペアパッチの準備]
実施例1でシームテープを得た方法と同一の方法で、50mm角のリペアパッチを得た。
[リペアパッチの貼着]
実施例2で得られた医療用外衣の生地の箇所にクロスカット部位を設けた。クロスカット部位は、長さ30mmの切断線が中央で交差した形態である。この部位を覆うようにしてリペアパッチを小型プレスマシンで貼着した。貼着条件は、温度190℃、時間1分及び圧力300kPaとした。
【0030】
実施例5
[リペアパッチの準備]
実施例3でシームテープを得た方法と同一の方法で、50mm角のリペアパッチを得た。
[リペアパッチの貼着]
実施例3で得られた医療用外衣の生地の箇所にクロスカット部位を設け、この部位を覆うようにしてリペアパッチを小型マシンで貼着した。貼着条件は、温度190℃、時間1.5分及び圧力300kPaとした。
【0031】
比較例1
[生地の準備]
実施例1と同一の方法により、生地を準備した。
[シームテープの準備]
実施例1と同一の方法により、ラミネート布を準備した。
実施例1で用いた上記処方6の樹脂溶液に代えて、下記処方9(固形分40質量
%、粘度6500mPa・s/25℃)を用いる他は、実施例1と同一の方法により、シームテープを準備した。
<処方9>
レザミン UD−1305 100質量部
(大日精化工業(株)製、軟化点100℃、固形分50質量のポリエステル系ポリウレタン樹脂)
N,N−ジメチルホルムアミド 10質量部
メチルエチルケトン 15質量部
[医療用外衣の作成]
この生地とシームテープを用い、ホットエアーマシンの熱風温度を500℃に変更する他は、実施例1と同一の方法で医療用外衣を得た。
【0032】
比較例2
[リペアパッチの準備]
比較例1でシームテープを得た方法と同一の方法で、50mm角のリペアパッチを得た。
[リペアパッチの貼着]
実施例1で得られた医療用外衣の生地の箇所にクロスカット部位を設け、この部位を覆うようにしてリペアパッチを小型マシンで貼着した。貼着条件は、温度180℃、時間1分及び圧力300kPaとした。
【0033】
実施例1〜5、比較例1及び2で得られた医療用外衣に、以下の条件で洗濯及び滅菌処理を行った。
[洗濯]
(1)工業用洗濯機(スガ試験機株式会社製、型番「LM−W型」)を用いて、次の条件で洗濯した。
・浴比:1:40(1.5kg:60L)
・洗剤:ピュアー石鹸(株式会社不動化学製)1kg/Lに苛性ソーダ0.8g/Lを添加してpHを10に調整して用いた。
・工程:洗い(73℃×200分間)→湯洗(40℃×30分間)→オーバーフローすすぎ(常温×15分間)→脱水→タンブル乾燥(60℃×20分間)
この工程中、通常の洗いは73℃×20分間であることから、この洗濯は通常の洗濯の10回分に相当する。
【0034】
[滅菌]
高圧蒸気滅菌器(株式会社平山製作所製、型番「HV50型」)を用いて、次の条件で滅菌処理した。
・工程:滅菌(135℃×80分間)→タンブル乾燥(60℃×20分間)
この工程中、通常の滅菌は135℃×8分間であることから、この滅菌処理は通常の滅菌処理の10回分に相当する。
【0035】
上記した洗濯1回につき、滅菌処理を1回を行い、各10回行った。これは、通常の洗濯及び滅菌の100回分に相当する。
【0036】
[耐水圧試験]
実施例1〜5、比較例1及び2で得られた医療用外衣について、洗濯及び滅菌前のシームテープ又はリペアパッチの貼着箇所の耐水圧(Wb)を測定した。また、上記の洗濯及び滅菌を各10回繰り返し行った後のシームテープ又はリペアパッチの貼着箇所の耐水圧(Wa)を測定した。なお、耐水圧の単位はkPaである。この結果を表1に示した。
ここで、耐水圧は、JIS L−1092(高水圧法)に準じて測定した。なお、耐水圧試験中において、シームテープ又はリペアパッチ貼着箇所と非貼着箇所では、膨れ方が大きく異なった。したがって、膨れ方をほぼ同様にするために、ナイロンフィラメント糸78dtex/24fの平組織織物(経糸密度110本/2.54cm、緯糸密度90本/2.54cm)で貼着箇所をカバーして測定を行った。なお、シームテープ又はリペアパッチの貼着箇所が200kPa以上の耐水圧であれば十分な防水性能を有しているといえるので、耐水圧が200kPaを超える場合であっても、耐水圧は200kPaとした。
【0037】
[表1]
━━━━━━━━━━━━━━━━━━━━━━━━━━━━
Wb Wa Wa/Wb
━━━━━━━━━━━━━━━━━━━━━━━━━━━━
実施例1 200 105 105/200
実施例2 200 155 155/200
実施例3 200 200 200/200
実施例4 200 150 150/200
実施例5 200 200 200/200
比較例1 200 0 0/200
比較例2 200 0 0/200
━━━━━━━━━━━━━━━━━━━━━━━━━━━━
【0038】
表1の結果から分かるように、実施例1〜5に係る医療用外衣は、洗濯及び滅菌処理を繰り返しても、シームテープ又はリペアパッチの貼着箇所の耐水圧の低下が少ないのに対して、比較例1及び2に係る医療用外衣は、その耐水圧が大きく低下し防水性を喪失しているのが分かる。したがって、実施例1〜5に係る医療用外衣は、洗濯耐久性に優れていることが分かる。
【図面の簡単な説明】
【0039】
【図1】本発明の一例に係る医療用外衣に用いる生地の模式的横断面図である。
【図2】本発明の一例に係る医療用外衣に用いるシームテープ又はリペアパッチの模式的横断面図である。
【図3】本発明の一例に係る医療用外衣の縫い目の箇所を示した模式的横断面図である。
【符号の説明】
【0040】
1 ポリエステル系布帛よりなる表地
2 ポリカーボネート系ポリウレタン樹脂を主体とする接着剤
3 ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜
4 ポリカーボネート系ポリウレタン樹脂を主体とする接着剤
5 ポリエステル系布帛よりなる裏地
6 ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤
7 ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜
8 ポリカーボネート系ポリウレタン樹脂を主体とする接着剤
9 ポリエステル系布帛よりなる基布
11 生地
12 シームテープ又はリペアパッチ
13 縫い目
【技術分野】
【0001】
本発明は、主として手術の際に用いる医療用外衣に関し、洗濯耐久性に優れた医療用外衣に関するものである。
【背景技術】
【0002】
従来より、スキーや登山等に用いる透湿防水性衣料製品は、透湿防水性生地を用いて縫製され、その縫い目に透湿防水性シームテープを貼着してなるものが知られている(特許文献1)。特許文献1では、透湿防水性シームテープは、どのような透湿防水性衣料製品にも適用しうるものとして提案されている。
【0003】
透湿防水性衣料製品は、スキーや登山等に用いられるだけでなく、医療用外衣にも用いられている。すなわち、手術の際に用いる医療用外衣は、看者の血液、細菌又はウイルス等が付着してもそれが内部に侵入しないようにし、かつ、医師や看護士等の着衣者の汗が外部へ良好に放散しうるように、透湿防水性生地を用いて縫製されているのである。そして、医療用外衣の縫い目には、従来の透湿防水性衣料製品と同様に、透湿防水性シームテープが貼着されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−255267号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
医療用外衣の場合、スキーや登山等に用いる透湿防水性衣料製品と異なるのは、洗濯及び滅菌処理が毎日のように繰り返されることである。したがって、本発明の課題は、洗濯耐久性及び滅菌処理耐久性に優れた医療用外衣を提供することにある。
【0006】
医療用外衣に洗濯及び滅菌処理が毎日のように繰り返されると、生地に貼着されているシームテープが剥離し、縫い目の箇所の防水性能が低下する。したがって、洗濯耐久性及び滅菌処理耐久性に優れた医療用外衣とするためには、シームテープと生地との接着強力を高くする必要がある。
【0007】
しかしながら、接着強力を単に高めても、十分な洗濯耐久性及び滅菌処理耐久性が得られるとは限らなかった。すなわち、接着強力を高めても、特に洗濯時にシームテープと生地間に負荷される外力が高いと、この外力に抗しきれずに剥離してしまうからである。
【課題を解決するための手段】
【0008】
本発明は接着強力を高めると共に、洗濯時にシームテープと生地間に過大な外力が負荷されにくいように工夫して、上記課題を解決したものである。具体的には、シームテープと生地間の接着剤として特定の接着剤を用いると共に、シームテープと生地の構成を近似させ、その剛性等に差異が生じにくいようにして、シームテープと生地間に過大な外力が負荷されにくいようにしたのである。すなわち、本発明は、表地、接着剤、透湿防水膜、接着剤及び裏地の順で積層一体化されてなる生地が縫製されてなり、かつ、縫い目にシームテープが貼着されてなる医療用外衣において、前記シームテープは、ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤、透湿防水膜、接着剤及び基布の順で積層一体化されたものであり、前記した表地、裏地及び基布は、いずれもポリエステル布帛であり、前記したいずれの接着剤も、ポリカーボネート系ポリウレタン樹脂を主体とする接着剤であり、前記したいずれの透湿防水膜も、ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜であり、前記感熱性接着剤の溶融固化によって、前記シームテープは前記表地表面に貼着されていることを特徴とする医療用外衣に関するものである。
【0009】
また、本発明にシームテープの場合だけではなく、医療用外衣の損傷部を補修するのに用いるリペアパッチにも適用されるものである。すなわち、本発明は、表地、接着剤、透湿防水膜、接着剤及び裏地の順で積層一体化されてなる生地が縫製されてなり、かつ、生地の損傷部にリペアパッチが貼着されてなる医療用外衣において、前記リペアパッチは、ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤、透湿防水膜、接着剤及び基布の順で積層一体化されたものであり、前記した表地、裏地及び基布は、いずれもポリエステル布帛であり、前記したいずれの接着剤も、ポリカーボネート系ポリウレタン樹脂を主体とする接着剤であり、前記したいずれの透湿防水膜も、ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜であり、前記感熱性接着剤の溶融固化によって、前記リペアパッチは前記表地表面に貼着されていることを特徴とする医療用外衣に関するものである。
なお、シームテープもリペアパッチも、その形状及び適用される箇所が異なるだけで、層構成としてと同一のものであるので、以下、シームテープを中心に説明する。
【0010】
まず、本発明に用いる生地について説明する。この生地は、表地1、接着剤2、透湿防水膜3、接着剤4及び裏地5の順で積層一体化されてなるものである。表地1としては、ポリエステル布帛が用いられる。具体的には、ポリエステルマルチフィラメント糸を用いた編織物やポリエステル繊維よりなる不織布が用いられる。ポリエステル(ポリエチレンテレフタレート)が用いられる理由は、医療用外衣に適用される高圧湿熱滅菌に対して耐久性が良好だからである。もちろん、ポリエステルの耐久性を阻害しない範囲で、綿やレーヨン等を混合しても差し支えない。裏地5としても、同様の理由でポリエステル布帛が用いられる。また、表地1及び裏地5には従来公知の方法で撥水処理が施されていてもよい。撥水処理を施すことにより、防水性能が向上する。
【0011】
接着剤2及び4は、ポリカーボネート系ポリウレタン樹脂を主体とする接着剤である。一般的に、ポリカーボネート系ポリウレタンポリオールを、ジフェニルメタンジイソシアネート等のイソシアネート系架橋剤で架橋するタイプの接着剤が用いられる。これは、架橋硬化によって耐久性が向上するからである。接着剤2及び4は、全面に設けられていてもよいが、一般的に生地の透湿性を阻害しないようにドット状で設けられる。また、ポリカーボネート系ポリウレタン樹脂が用いられる理由は、これが医療用外衣に適用される滅菌処理(高圧湿熱滅菌)に対して耐久性が良好だからである。接着剤2及び4は、ポリカーボネート系ポリウレタン樹脂のみではなく、その他のポリウレタン樹脂が混合されていてもよい。その他のポリウレタン樹脂としては、公知のポリエーテル系ポリウレタン樹脂、ポリエステル系ポリウレタン樹脂又はポリエーテルエステル系ポリウレタン樹脂が用いられる。
【0012】
透湿防水膜3は、ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜である。一般的に、ポリカーボネート系ポリウレタンプレポリマーを高分子量化するタイプのポリウレタン膜が用いられる。ポリカーボネート系ポリウレタン樹脂が用いられる理由は、滅菌処理(高圧湿熱滅菌)に対して耐久性が良好だからである。したがって、ポリウレタン膜はポリカーボネート系ポリウレタン樹脂のみではなく、その他の前記したポリウレタン樹脂が混合されていてもよい。透湿防水膜3は従来公知の方法で得られ、たとえば、溶剤に溶解させたポリカーボネート系ポリウレタン樹脂溶液を離型紙表面に塗布し、溶剤を蒸発させることにより得ることができる。透湿防水膜3の厚みは、5〜30μm程度が一般的であり、好ましくは7〜20μmである。5μm未満では、防水性の耐久性に難点があり、30μmを超える厚みとしても過剰の防水性を有するのみで、逆に透湿性、風合い及びコストに難点を生じやすい。
【0013】
シームテープ又はリペアパッチは、ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤6、透湿防水膜7、接着剤8及び基布9の順で積層一体化されたものである。感熱性接着剤6は、熱可塑性ポリカーボネート系ポリウレタン樹脂を主体とするものであり、押出ラミネート法により直接透湿防水膜7に積層一体化するか、又は溶剤に溶解させたポリカーボネート系ポリウレタン樹脂を離型紙上に公知の手段で塗布して樹脂層を形成した後、透湿防水膜7に貼合して積層一体化する。感熱性接着剤6の厚みは、50〜200μmであり、好ましくは60〜150μmである。ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤6は、生地11の縫い目13又は生地11表面に貼着されるためのものであるから、軟化点が120〜170℃程度のものを用いるのが好ましい。感熱性接着剤6はポリカーボネート系ポリウレタン樹脂のみで構成されていてもよいが、その他のポリエステル系ポリウレタン樹脂又はポリエーテル系ポリウレタン樹脂等を混合しておくのが好ましい。すなわち、ポリカーボネート系ポリウレタン樹脂の軟化点よりも低い軟化点を持つ熱可塑性ポリエステル系ポリウレタン樹脂等を混合しておき、透湿防水膜7に積層し一体化する際には、その他のポリエステル系ポリウレタン樹脂等を軟化させて一体化させ、シームテープ又はリペアパッチを生地11の縫い目13又は生地11表面に貼着する際には、熱可塑性ポリカーボネート系ポリウレタン樹脂を軟化させて貼着するのが好ましい。なお、生地11の表地がポリエステル布帛であるため、ポリエステル系ポリウレタン樹脂を用いるのが好ましい。
【0014】
透湿防水膜7は、ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜である。すなわち、透湿防水膜3と同様のものが用いられる。ポリカーボネート系ポリウレタン樹脂が用いられる理由も、透湿防水膜3の場合と同様である。
【0015】
接着剤8は、ポリカーボネート系ポリウレタン樹脂を主体とする接着剤である。すなわち、接着剤2及び4と同様のものが用いられる。また、ポリカーボネート系ポリウレタン樹脂が用いられる理由も、接着剤2及び4の場合と同様である。なお、シームテープ又はリペアパッチに用いられている接着剤8は、全面に設けられていてもよいし、ドット状で設けられていてもよい。シームテープ又はリペアパッチは、医療用外衣に部分的に適用されるものであるため、それの透湿性が阻害されても差し支えないからである。
【0016】
基布9は、ポリエステル布帛からなるものである。すなわち、表地1及び裏地5と同様のものが用いられる。また、ポリエステル布帛を用いる理由も、表地1及び裏地5の場合と同様である。
【0017】
生地11が縫製され外衣となる。縫製による縫い目13は従来公知の方法で形成すればよい。縫い目13の防水性能を向上させるためには、図3に示したような肩倒しステッチ縫いや2本針折り伏せ縫いによる方法を採用するのが好ましい。そして、縫い目13の表地1側から縫い目13を完全に覆うようにしてシームテープ12が貼着される。シームテープ12の貼着は、シームテープ12に設けられたポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤6の溶融固化によって行う。これによって、透湿防水性に優れた医療用外衣となるのである。なお、リペアパッチの場合は、医療用外衣の損傷部を覆うようにして、感熱性接着剤6の溶融固化によって貼着すればよい。
【発明の効果】
【0018】
本発明に係る医療用外衣に用いられている生地及びシームテープは、いずれもポリエステル布帛、ポリカーボネート系ポリウレタン樹脂を主体とする接着剤及びポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜が積層貼合された一体化されてなるものである。したがって、生地とシームテープの剛性が同等であり、特に洗濯時に生地とシームテープ間に過大な外力が負荷されにくいため、シームテープが剥離しにくく、洗濯耐久性に優れるという効果を奏する。また、透湿防水膜、接着剤及び感熱性接着剤のいずれにも、ポリカーボネート系ポリウレタン樹脂を主体とするものを用いているので、滅菌処理(高圧湿熱滅菌)に対する耐久性にも優れるという効果を奏する。
【0019】
また、生地及びシームテープが同様の構成及び性能を持っているため、生地のみが高性能であるとか、シームテープのみが高性能であるといったことはない。すなわち、医療用外衣に用いられている一部の素材が過剰品質になることを防止しうるという効果を奏する。なお、シームテープを例に挙げて説明したが、リペアパッチの場合も、これと同様の効果を奏する。
【実施例】
【0020】
以下、本発明を実施例に基づいて説明するが、本発明は実施例に限定されるものではない。本発明は、生地とシームテープ又はリペアパッチの構成を同様にして、洗濯時に生地とシームテープ又はリペアパッチの貼着部位に過大な外力が負荷しないようにしたことに特徴を有するものであるとして解釈されるべきである。
【0021】
実施例1
[生地の準備]
経糸及び緯糸としてポリエチレンテレフタレートマルチフィラメント糸56dtex/96fを用意し、経糸密度140本/2.54cm、緯糸密度110本/2.54cmの平組織織物を製織した。常法で精練、染色を行った(ダイスタージャパン株式会社製、分散染料「Dianix Blue UN- SE」0.5%omf)後、下記処方1に示すフッ素系撥水剤エマルジョンの6%水分散液をパディング法(ピックアップ率40%)にて付与した後、乾燥後、170℃×40秒の熱処理を行い、撥水処理された表地を得た。
〈処方1〉
アサヒガードAG−E500D 60質量部
(旭硝子(株)製、フッ素系撥水剤エマルジョン)
メイカネート WEB 10質量部
(明成化学工業(株)製、ブロックタイプイソシアネート)
イソプロピルアルコール 10質量部
水 920質量部
【0022】
次に、離型紙(リンテック株式会社製「EV130TPO」)の離型面に、下記処方2の樹脂溶液( 固形分22質量%) をコンマコータにて塗布量50g/ m2で塗布後、100℃で3分間の乾燥により、厚みが約12μm の透湿防水膜を形成した。その後、この透湿防水膜上に、下記処方3の接着剤(固形分45質量%、粘度3000mPa・s/ 25℃) をドット状グラビアロール(ドット径0.75mm、32メッシュ、接着面積88%、深度0.08mm)にて、略全面に塗布量が約70g/ m2となるように塗布し、100℃×2分間で乾燥して、接着剤層を形成した。続いて、この接着剤層と前記表地の裏面とが当接するようにして積層し、圧力250kPaで貼合した後、離型紙を剥離し、40℃×3日間のエージングを行って、表地、接着剤及び透湿防水膜の順で積層一体化されたラミネート布を得た。
<処方2>
クリスボンMP−120 100質量部
(DIC(株)製、固形分30質量%のポリカーボネート系ポリウレタン樹脂)
メチルエチルケトン 30質量部
N,N−ジメチルホルムアミド 5質量部
<処方3>
レザミンUD8348 100質量部
(大日精化工業(株)製、固形分70質量%、ポリカーボネート系ポリウレタン接着剤)
レザミンUD架橋剤 8質量部
(大日精化工業(株)製、固形分75質量%のイソシアネート樹脂)
HI−101 1質量部
(大日精化工業(株)製、架橋促進剤)
メチルエチルケトン 20質量部
トルエン 20質量部
N,N−ジメチルホルムアミド 20質量部
【0023】
前記ラミネート布の透湿防水膜表面に、前記処方3の接着剤を用いて、ドット状グラビアロール(ドット径0.75mm、32メッシュ、接着面積88%、深度0.05mm)にて、略全面に塗布量が約45g/ m2となるように塗布し、100℃×2分間で乾燥して、接着剤層を形成した。続いて、この接着剤層と裏地とが当接するようにして積層し、圧力250kPaで貼合した後、40℃×3日間のエージングを行って、表地、接着剤、透湿防水膜、接着剤及び裏地の順で積層一体化された生地を得た。なお、使用した裏地は、ポリエチレンテレフタレートフィラメント糸28dtex/7fを用いて、28ゲージのトリコット地を編成し、通常の方法により、精練を行ったものである。
【0024】
[シームテープの準備]
ポリエチレンテレフタレートフィラメント糸33dtex/24fを用いて、28ゲージのトリコット地を編成し、通常の方法により、精練を行って、基布を準備した。
次に、離型紙(リンテック株式会社製「EV130TPO」)の離型面に、上記処方2の樹脂溶液をコンマコータにて塗布量50g/ m2で塗布後、100℃で3分間の乾燥により、厚みが約12μm の透湿防水膜を形成した。その後、この透湿防水膜上に、上記処方3の接着剤をドット状グラビアロール(ドット径0.75mm、32メッシュ、接着面積88%、深度0.1mm)にて、略全面に塗布量が約90g/ m2となるように塗布し、100℃×3分間で乾燥して、接着剤層を形成した。続いて、この接着剤層と前記基布の裏面とが当接するようにして積層し、圧力250kPaで貼合した後、離型紙を剥離し、40℃×3日間のエージングを行って、基布、接着剤及び透湿防水膜の順で積層一体化されたラミネート布を得た。
【0025】
一方、新たに用意した離型紙(リンテック株式会社製「EV130TPO」)の離型面に、コンマコータにて下記処方6の樹脂溶液(固形分38質量%、粘度7000mPa・s/25℃)を塗布量が210g/ m2となるように塗布した。その後、70℃で3分間乾燥後、続いて、100℃×2分間の乾燥を行い、厚みが約80μmの熱可塑性ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤層を形成した。この感熱性接着剤に前記ラミネート布の透湿防水膜表面が当接するようにして積層し、温度130℃、圧力300kPaで貼合した。その後、離型紙を剥がして、幅20mmのシームテープを準備した。
<処方6>
セイカボンド HS−370 40質量部
(大日精化工業(株)製、軟化点130℃、固形分40質量%のポリエステル系ポリウレタン樹脂)
セイカボンド HS−540 60質量部
(大日精化工業(株)製、軟化点145℃、固形分50質量%のポリカーボネート系ポリウレタン樹脂)
N,N−ジメチルホルムアミド 7質量部
メチルエチルケトン 15質量部
【0026】
[医療用外衣の作成]
生地を用いて外衣を縫製した。縫製における縫い目は、図3に示した肩倒しステッチ縫いで形成されたものである。ミシン糸は20番地のポリエステル紡績糸を用いた。そして、縫い目の箇所に図3に示した状態でシームテープを貼着して医療用外衣を得た。シームテープの貼着は、ホットエアーマシン(クインライト電子精工株式会社製)にて行った。ホットエアーマシンの条件は、押え圧490kPa、ノズル圧98kPa、熱風温度550℃及び速度3m/分とした。
【0027】
実施例2
[生地の準備]
実施例1の処方2に代えて、下記処方7(固形分17質量%、粘度4000mPa・s/25℃)を用いると共に、塗布量を60g/ m2として約10μm厚の透湿防水膜を形成する他は、実施例1と同一の方法により、生地を準備した。
<処方7>
ラックスキン U−390 100質量部
(セイコー化成(株)製、固形分20質量%のポリエーテルカーボネート系ポリウレタン樹脂)
N,N−ジメチルホルムアミド 5質量部
メチルエチルケトン 15質量部
[シームテープの準備]
また、実施例1と同一の方法により、幅20mmのシームテープを準備した。
[医療用外衣の作成]
この生地とシームテープを用いて、実施例1と同一の方法で医療用外衣を得た。
【0028】
実施例3
[生地の準備]
実施例2と同一の方法により、生地を準備した。
[シームテープの準備]
実施例1と同一の方法により、ラミネート布を得た。
一方、新たに用意した離型紙(リンテック株式会社製「EV130TPO」)の離型面に、コンマコータにて下記処方8の樹脂溶液(固形分40質量%、粘度7000mPa・s/25℃)を塗布量が250g/ m2となるように塗布した。その後、70℃で3分間乾燥後、続いて、100℃×2分間の乾燥を行い、厚みが約100μmの熱可塑性ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤層を形成した。この感熱性接着剤に前記ラミネート布の透湿防水膜表面が当接するようにして積層し、温度150℃、圧力300kPaで貼合した。その後、離型紙を剥がして、幅20mmのシームテープを準備した。
<処方8>
セイカボンド HS−540 100質量部
(大日精化工業(株)製、軟化点145℃、固形分50質量%のポリカーボネート系ポリウレタン樹脂)
N,N−ジメチルホルムアミド 10質量部
メチルエチルケトン 15質量部
[医療用外衣の作成]
この生地とシームテープを用い、ホットエアーマシンの熱風温度を570℃に変更する他は、実施例1と同一の方法で医療用外衣を得た。
【0029】
実施例4
[リペアパッチの準備]
実施例1でシームテープを得た方法と同一の方法で、50mm角のリペアパッチを得た。
[リペアパッチの貼着]
実施例2で得られた医療用外衣の生地の箇所にクロスカット部位を設けた。クロスカット部位は、長さ30mmの切断線が中央で交差した形態である。この部位を覆うようにしてリペアパッチを小型プレスマシンで貼着した。貼着条件は、温度190℃、時間1分及び圧力300kPaとした。
【0030】
実施例5
[リペアパッチの準備]
実施例3でシームテープを得た方法と同一の方法で、50mm角のリペアパッチを得た。
[リペアパッチの貼着]
実施例3で得られた医療用外衣の生地の箇所にクロスカット部位を設け、この部位を覆うようにしてリペアパッチを小型マシンで貼着した。貼着条件は、温度190℃、時間1.5分及び圧力300kPaとした。
【0031】
比較例1
[生地の準備]
実施例1と同一の方法により、生地を準備した。
[シームテープの準備]
実施例1と同一の方法により、ラミネート布を準備した。
実施例1で用いた上記処方6の樹脂溶液に代えて、下記処方9(固形分40質量
%、粘度6500mPa・s/25℃)を用いる他は、実施例1と同一の方法により、シームテープを準備した。
<処方9>
レザミン UD−1305 100質量部
(大日精化工業(株)製、軟化点100℃、固形分50質量のポリエステル系ポリウレタン樹脂)
N,N−ジメチルホルムアミド 10質量部
メチルエチルケトン 15質量部
[医療用外衣の作成]
この生地とシームテープを用い、ホットエアーマシンの熱風温度を500℃に変更する他は、実施例1と同一の方法で医療用外衣を得た。
【0032】
比較例2
[リペアパッチの準備]
比較例1でシームテープを得た方法と同一の方法で、50mm角のリペアパッチを得た。
[リペアパッチの貼着]
実施例1で得られた医療用外衣の生地の箇所にクロスカット部位を設け、この部位を覆うようにしてリペアパッチを小型マシンで貼着した。貼着条件は、温度180℃、時間1分及び圧力300kPaとした。
【0033】
実施例1〜5、比較例1及び2で得られた医療用外衣に、以下の条件で洗濯及び滅菌処理を行った。
[洗濯]
(1)工業用洗濯機(スガ試験機株式会社製、型番「LM−W型」)を用いて、次の条件で洗濯した。
・浴比:1:40(1.5kg:60L)
・洗剤:ピュアー石鹸(株式会社不動化学製)1kg/Lに苛性ソーダ0.8g/Lを添加してpHを10に調整して用いた。
・工程:洗い(73℃×200分間)→湯洗(40℃×30分間)→オーバーフローすすぎ(常温×15分間)→脱水→タンブル乾燥(60℃×20分間)
この工程中、通常の洗いは73℃×20分間であることから、この洗濯は通常の洗濯の10回分に相当する。
【0034】
[滅菌]
高圧蒸気滅菌器(株式会社平山製作所製、型番「HV50型」)を用いて、次の条件で滅菌処理した。
・工程:滅菌(135℃×80分間)→タンブル乾燥(60℃×20分間)
この工程中、通常の滅菌は135℃×8分間であることから、この滅菌処理は通常の滅菌処理の10回分に相当する。
【0035】
上記した洗濯1回につき、滅菌処理を1回を行い、各10回行った。これは、通常の洗濯及び滅菌の100回分に相当する。
【0036】
[耐水圧試験]
実施例1〜5、比較例1及び2で得られた医療用外衣について、洗濯及び滅菌前のシームテープ又はリペアパッチの貼着箇所の耐水圧(Wb)を測定した。また、上記の洗濯及び滅菌を各10回繰り返し行った後のシームテープ又はリペアパッチの貼着箇所の耐水圧(Wa)を測定した。なお、耐水圧の単位はkPaである。この結果を表1に示した。
ここで、耐水圧は、JIS L−1092(高水圧法)に準じて測定した。なお、耐水圧試験中において、シームテープ又はリペアパッチ貼着箇所と非貼着箇所では、膨れ方が大きく異なった。したがって、膨れ方をほぼ同様にするために、ナイロンフィラメント糸78dtex/24fの平組織織物(経糸密度110本/2.54cm、緯糸密度90本/2.54cm)で貼着箇所をカバーして測定を行った。なお、シームテープ又はリペアパッチの貼着箇所が200kPa以上の耐水圧であれば十分な防水性能を有しているといえるので、耐水圧が200kPaを超える場合であっても、耐水圧は200kPaとした。
【0037】
[表1]
━━━━━━━━━━━━━━━━━━━━━━━━━━━━
Wb Wa Wa/Wb
━━━━━━━━━━━━━━━━━━━━━━━━━━━━
実施例1 200 105 105/200
実施例2 200 155 155/200
実施例3 200 200 200/200
実施例4 200 150 150/200
実施例5 200 200 200/200
比較例1 200 0 0/200
比較例2 200 0 0/200
━━━━━━━━━━━━━━━━━━━━━━━━━━━━
【0038】
表1の結果から分かるように、実施例1〜5に係る医療用外衣は、洗濯及び滅菌処理を繰り返しても、シームテープ又はリペアパッチの貼着箇所の耐水圧の低下が少ないのに対して、比較例1及び2に係る医療用外衣は、その耐水圧が大きく低下し防水性を喪失しているのが分かる。したがって、実施例1〜5に係る医療用外衣は、洗濯耐久性に優れていることが分かる。
【図面の簡単な説明】
【0039】
【図1】本発明の一例に係る医療用外衣に用いる生地の模式的横断面図である。
【図2】本発明の一例に係る医療用外衣に用いるシームテープ又はリペアパッチの模式的横断面図である。
【図3】本発明の一例に係る医療用外衣の縫い目の箇所を示した模式的横断面図である。
【符号の説明】
【0040】
1 ポリエステル系布帛よりなる表地
2 ポリカーボネート系ポリウレタン樹脂を主体とする接着剤
3 ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜
4 ポリカーボネート系ポリウレタン樹脂を主体とする接着剤
5 ポリエステル系布帛よりなる裏地
6 ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤
7 ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜
8 ポリカーボネート系ポリウレタン樹脂を主体とする接着剤
9 ポリエステル系布帛よりなる基布
11 生地
12 シームテープ又はリペアパッチ
13 縫い目
【特許請求の範囲】
【請求項1】
表地、接着剤、透湿防水膜、接着剤及び裏地の順で積層一体化されてなる生地が縫製されてなり、かつ、縫い目にシームテープが貼着されてなる医療用外衣において、
前記シームテープは、ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤、透湿防水膜、接着剤及び基布の順で積層一体化されたものであり、
前記した表地、裏地及び基布は、いずれもポリエステル布帛であり、
前記したいずれの接着剤も、ポリカーボネート系ポリウレタン樹脂を主体とする接着剤であり、
前記したいずれの透湿防水膜も、ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜であり、
前記感熱性接着剤の溶融固化によって、前記シームテープは前記表地表面に貼着されていることを特徴とする医療用外衣。
【請求項2】
表地、接着剤、透湿防水膜、接着剤及び裏地の順で積層一体化されてなる生地が縫製されてなり、かつ、生地の損傷部にリペアパッチが貼着されてなる医療用外衣において、
前記リペアパッチは、ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤、透湿防水膜、接着剤及び基布の順で積層一体化されたものであり、
前記した表地、裏地及び基布は、いずれもポリエステル布帛であり、
前記したいずれの接着剤も、ポリカーボネート系ポリウレタン樹脂を主体とする接着剤であり、
前記したいずれの透湿防水膜も、ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜であり、
前記感熱性接着剤の溶融固化によって、前記リペアパッチは前記表地表面に貼着されていることを特徴とする医療用外衣。
【請求項3】
生地に用いられている接着剤は、いずれもドット状に設けられている請求項1又は2記載の医療用外衣。
【請求項4】
請求項1に記載の医療用外衣を製造する際に用いるシームテープであって、該シームテープはポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤、透湿防水膜、接着剤及び基布の順で積層一体化されてなり、該透湿防水膜はポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜であり、該接着剤はポリカーボネート系ポリウレタン樹脂を主体とする接着剤であり、該基布はポリエステル布帛であることを特徴とするシームテープ。
【請求項5】
請求項2に記載の医療用外衣を製造する際に用いるリペアパッチであって、該リペアパッチはポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤、透湿防水膜、接着剤及び基布の順で積層一体化されてなり、該透湿防水膜はポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜であり、該接着剤はポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤であり、該基布はポリエステル布帛であることを特徴とするリペアパッチ。
【請求項1】
表地、接着剤、透湿防水膜、接着剤及び裏地の順で積層一体化されてなる生地が縫製されてなり、かつ、縫い目にシームテープが貼着されてなる医療用外衣において、
前記シームテープは、ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤、透湿防水膜、接着剤及び基布の順で積層一体化されたものであり、
前記した表地、裏地及び基布は、いずれもポリエステル布帛であり、
前記したいずれの接着剤も、ポリカーボネート系ポリウレタン樹脂を主体とする接着剤であり、
前記したいずれの透湿防水膜も、ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜であり、
前記感熱性接着剤の溶融固化によって、前記シームテープは前記表地表面に貼着されていることを特徴とする医療用外衣。
【請求項2】
表地、接着剤、透湿防水膜、接着剤及び裏地の順で積層一体化されてなる生地が縫製されてなり、かつ、生地の損傷部にリペアパッチが貼着されてなる医療用外衣において、
前記リペアパッチは、ポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤、透湿防水膜、接着剤及び基布の順で積層一体化されたものであり、
前記した表地、裏地及び基布は、いずれもポリエステル布帛であり、
前記したいずれの接着剤も、ポリカーボネート系ポリウレタン樹脂を主体とする接着剤であり、
前記したいずれの透湿防水膜も、ポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜であり、
前記感熱性接着剤の溶融固化によって、前記リペアパッチは前記表地表面に貼着されていることを特徴とする医療用外衣。
【請求項3】
生地に用いられている接着剤は、いずれもドット状に設けられている請求項1又は2記載の医療用外衣。
【請求項4】
請求項1に記載の医療用外衣を製造する際に用いるシームテープであって、該シームテープはポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤、透湿防水膜、接着剤及び基布の順で積層一体化されてなり、該透湿防水膜はポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜であり、該接着剤はポリカーボネート系ポリウレタン樹脂を主体とする接着剤であり、該基布はポリエステル布帛であることを特徴とするシームテープ。
【請求項5】
請求項2に記載の医療用外衣を製造する際に用いるリペアパッチであって、該リペアパッチはポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤、透湿防水膜、接着剤及び基布の順で積層一体化されてなり、該透湿防水膜はポリカーボネート系ポリウレタン樹脂を主体とするポリウレタン膜であり、該接着剤はポリカーボネート系ポリウレタン樹脂を主体とする感熱性接着剤であり、該基布はポリエステル布帛であることを特徴とするリペアパッチ。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−47397(P2013−47397A)
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願番号】特願2011−185398(P2011−185398)
【出願日】平成23年8月28日(2011.8.28)
【出願人】(592197315)ユニチカトレーディング株式会社 (84)
【Fターム(参考)】
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願日】平成23年8月28日(2011.8.28)
【出願人】(592197315)ユニチカトレーディング株式会社 (84)
【Fターム(参考)】
[ Back to top ]