
医療用極細絶縁被覆線
【課題】細径、高破断強度、低導体抵抗を有する医療用極細絶縁被覆線を提供する。
【解決手段】ステンレス鋼線からなる芯材1と、この芯材の周囲に形成された導体2と、この導体2の周囲に形成された絶縁体3とを有し、外径が0.15mm以下である医療用極細絶縁被覆線において、前記導体2は前記芯材の周囲に螺旋状に巻き付けられた金属箔6からなる。
【解決手段】ステンレス鋼線からなる芯材1と、この芯材の周囲に形成された導体2と、この導体2の周囲に形成された絶縁体3とを有し、外径が0.15mm以下である医療用極細絶縁被覆線において、前記導体2は前記芯材の周囲に螺旋状に巻き付けられた金属箔6からなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、医療用極細絶縁被覆線に係り、特に、医療用カテーテル等に好適な医療用極細絶縁被覆線に関するものである。
【背景技術】
【0002】
近年、高度医療の普及で、医療用カテーテルはますます細径化が進んでおり、それに伴い医療用カテーテルの内部に配線される医療用極細絶縁被覆線もさらなる細径化(例えば、150μm以下の外径)が求められている。
【0003】
このような医療用カテーテルの内部に配線される医療用極細絶縁被覆線には、ステンレス鋼線の周囲に絶縁体を押出被覆して形成したステンレス線の適用が考えられる。また、従来知られている医療用極細絶縁被覆線として高強度導体がある。
前記高強度導体は、例えば、ステンレス鋼線などからなる芯材を有し、この芯材の周囲に銅または銅合金をめっき法などによって導電層(導体)として機能する被覆材を形成し、この被覆材の周囲に絶縁被覆を形成したものである(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平1−283707号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
医療用極細絶縁被覆線としてステンレス線を用いた場合では、破断強度は非常に強いものの導体抵抗が高く、破断強度(4N以上)と導体抵抗(20Ω/m以下)の両立が難しいという問題がある。
また、特許文献1に記載の高強度導体を医療用極細絶縁被覆線として用いる場合、芯材の周囲に導電層(導体)として機能するだけの厚さ(例えば、6μm程度以上の厚さ)を有する被覆材を形成する必要がある。しかし、このような厚さの被覆材をめっき法などで形成することが難しいため、導体抵抗にバラツキが発生してしまい、破断強度と導体抵抗との両立が困難になる問題が生じる。
【0006】
したがって、本発明の目的は、細径、高破断強度、低導体抵抗を有する医療用極細絶縁被覆線を提供することにある。
【課題を解決するための手段】
【0007】
本発明の一態様によれば、ステンレス鋼線からなる芯材と、該芯材の周囲に形成された導体と、該導体の周囲に形成された絶縁体とを有し、外径が0.15mm以下である医療用極細絶縁被覆線において、前記導体は、前記芯材の周囲に螺旋状に巻き付けられた金属箔からなる医療用極細絶縁被覆線が提供される。
【0008】
前記導体は前記芯材の周囲に巻き付けられた第1の金属箔と、前記第1の金属箔の周囲に巻き付けられた第2の金属箔とからなることが好ましい。
【0009】
また、前記金属箔は、隙間が生じるピッチで螺旋状に巻き付けられ、前記絶縁体は、該絶縁体の内面の一部が前記金属箔の前記隙間に充填されて前記芯材に接するように形成されていることが好ましい。
【0010】
また、前記絶縁体は、フッ素系樹脂組成物からなることが好ましい。
【発明の効果】
【0011】
本発明によれば、細径、高破断強度、低導体抵抗を有する医療用極細絶縁被覆線を提供できる。
【図面の簡単な説明】
【0012】
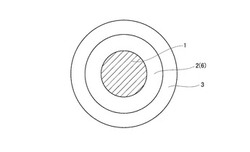
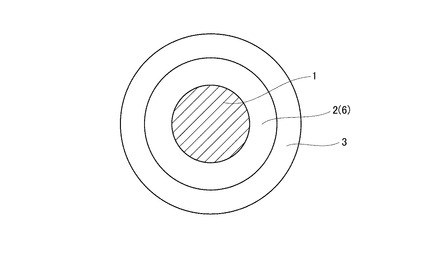
【図1】本発明の第1の実施の形態における医療用極細線絶縁被覆線の横断面図である。
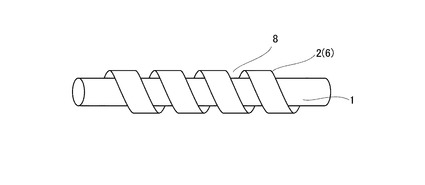
【図2】本発明の第1の実施の形態における金属箔を巻いた状態で、PFA被覆を行っていない状態の外観図である。
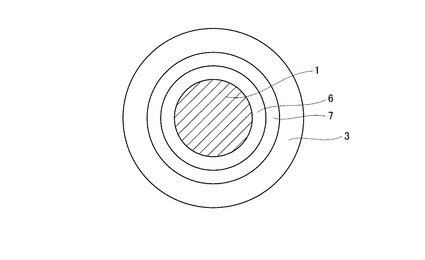
【図3】本発明の第2の実施の形態における医療用極細線絶縁被覆線の横断面図である。
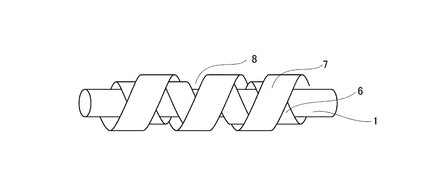
【図4】本発明の第2の実施の形態における金属箔を巻いた状態で、PFA被覆を行っていない状態の外観図である。
【発明を実施するための形態】
【0013】
以下に本発明の実施の形態について図を用いて説明する。
【0014】
第1の実施の形態
図1に示すように、本実施の形態の医療用極細絶縁被覆線は、中心に1本のステンレス鋼線(SUS線)からなる芯材1を有する。この芯材1の周囲に導体2が形成されている。この導体2は、芯材1に巻き付けられた金属箔6からなる。図2に示すように、芯材1に対する金属箔6の巻き付け方は、金属箔6の内面と芯材1の外周面とが接するように螺旋状に巻き付けした螺旋巻きである。巻き付ける金属箔6は例えば銅箔または銅合金箔である。さらにその金属箔6の外周に絶縁体3を有する。この絶縁体3は、例えばフッ素樹脂組成物から成型される。このようにして作製された医療用極細絶縁被覆線の外径は、細径化の要請に応えるために0.15mm以下である。
【0015】
医療用極細絶縁被覆線に使用されるSUS線は、耐屈曲疲労に優れ、細径化が可能なSUS304が好ましい。また外側の金属箔及び絶縁体の厚さを考慮すると、SUS線の外径は100μm以下が好ましい。さらに、医療用極細絶縁被覆線を高強度とするため、SUS線の引張破断強度は2500MPa以上が好ましい。
【0016】
金属箔6は、例えば、断面が丸形状の銅線、銅合金線を断面が四角形状に圧延して形成した銅箔で構成される。銅箔は、医療用絶縁被覆線に極細径を実現するため、箔厚は12μm以下、幅30μm以下が好ましい。また丸線を圧延して銅箔を形成する場合、箔厚が薄くなることから、丸線の材質は錫入り銅合金線、銀入り銅合金線、錫インジウム入り銅合金線など銅合金線とするのが好ましい。これらの材質は強度と高導電率も両立できる。具体的には、引張破断強度700MPa以上、導電率70%以上の銅合金線が好ましい。なお試験方法は、引張破断強度はJISC3005、導電率はJISC3002による。また、医療用途のため、人体内での溶出性で危険度が低い銀めっきを0.6μm以上の厚さで銅箔の表面に施すことが好ましい。
【0017】
また、本実施の形態の医療用極細絶縁被覆線によれば、シールドガス中で溶接を行えば、溶接時の熱による破断強度の低下は起らないため、医療用カテーテルなどと接続した後も高い信頼性を保てる。
【0018】
金属箔の巻付け方は、可とう性、耐屈曲疲労性から、図2に示すように、金属箔6を重ね巻き(ラップ)せず、隙間(ギャップ)8が生じる開き巻きにするのがよい。芯材1か
らの金属箔6の剥離や割れ発生を防止するために、金属箔6は芯材1に対して十分に密着するよう巻き付ける。このとき、絶縁体3は、隙間8に充填されるように金属箔6の周囲を被覆する。
【0019】
絶縁体3は、医療用極細絶縁被覆線の細径化を図るため、厚さは30μm以下が好ましい。ここで、30μm以下の薄肉になると、絶縁体3の伸び不足による割れが発生し、絶縁不良が懸念される。このような30μm以下の薄肉でも割れることが無いようにするため、絶縁体3は、メルトフローレート20g/10min以上、伸びは400%以上の特性を有する材料を用いる。なお試験方法のメルトフローレートはASTMD3307、伸びはASTMD638による。また、医療用途に使用されるため、人体に対して無害な材料であることが必要であり、そのため絶縁体3としてフッ素樹脂組成物を使用することが好ましい。具体的には、パーフロロアルコキシ(PFA),フッ素樹脂(FEP),熱可塑性フッ素樹脂(ETFE)などである。
【0020】
また、本実施の形態の医療用極細絶縁被覆線は、細径化のため、全体の外径を0.15mm(150μm)以下とする。医療用カテーテルの内部に配線される医療用極細絶縁被覆線では、外径150μm以下が求められているからである。
【0021】
上述した本実施の形態では、芯材1の外周に金属箔6を巻き付けして導体2を形成した後、伸線作業を行わないことから、芯材が細くなって芯材と導体の厚さの比率が全長で一様でバラつくことがない。これにより、本実施の形態に係る医療用極細絶縁被覆線は、全長に亘って安定した導体抵抗、破断強度を得ることができる。また金属箔をラップさせずに巻き付けていることから、芯材と金属箔とからなる銅被覆線の外径が、金属箔の重なりに起因して太くなることがなく、銅被覆線の全長に亘って芯材と金属箔の密着構造が安定しているため、導体抵抗、破断強度の安定化が期待できる。
【0022】
また、本実施の形態の医療用極細絶縁被覆線において、絶縁体3は、絶縁体3の内面の一部が芯材1の表面に接するように設けられていることが好ましい。具体的には、絶縁体3は、芯材1の周囲に螺旋状に巻き付けられた金属箔6のギャップ8の部分において芯材1の表面と接するように充填されて設けられる。このように絶縁体3を芯材1の表面に接するように設けることにより、医療用極細経線被覆線を医療用カテーテル内へ配線する場合や使用する場合に、大きな張力が加わっても、ギャップ8に設けられた絶縁体3が導体2への張力を緩和する緩衝部となるため、張力による導体2の破断を発生し難くすることができる。さらに、小さい曲げ半径で屈曲されても、芯材1と該芯材1の周囲に設けられた金属箔6との密着性を金属箔6の周囲に設けられた絶縁体3が補償するため、被覆材としての金属箔2の剥離や割れなどの発生を有効に防止することができる。
【0023】
第1の実施の形態の効果
本実施の形態によれば、以下に挙げる1つまたはそれ以上の効果を有する。
(1)芯材がステンレス鋼線からなるため、高破断強度が得られる。また、外径が0.15mm以下であるため、極細径の被覆線を提供できる。また、導体が芯材の周囲に螺旋状に巻き付けられた金属箔からなるため、めっき法で形成されたものと異なり、容易に導体抵抗を低くすることができる。また、金属箔を芯材に巻き付けるため、芯材と導体としての金属箔を十分に密着させることが可能となり、被覆材の剥離や割れなどの発生を防止することができる。したがって、細径でかつ、高破断強度と導電率(低導体抵抗)を両立することができる。さらに配線作業時の溶接にも耐え、医療用カテーテルの内部配線材として好適な医療用極細絶縁被覆線を実現できる。
(2)金属箔をギャップを空けて芯材の周囲に螺旋状に開き巻きして、その金属箔の周囲に絶縁体を形成して、絶縁体の内面の一部がギャップを介して芯材に接するように設けられていると、小さい曲げ半径で屈曲されても、芯材と芯材の周囲に設けられた導体との密
着性を導体の周囲に設けられた絶縁体が補償するため、被覆材の剥離や割れなどの発生を防止することができる。
(3)絶縁体は、フッ素系樹脂組成物、例えばPFAから構成しているため、人体に無害である。
【0024】
このほかにも、本発明は、その要旨を逸脱しない範囲で種々様々変形実施可能なことは勿論である。例えば、第1の実施の形態では芯材に対して金属箔を螺旋状に1枚巻いているが、複数枚巻くようにしてもよい。
【0025】
第2の実施の形態
図3、図4は、そのような金属箔を2枚巻いた第2の実施の形態の医療用極細線絶縁被覆線を示す。
図3、図4に示すように、芯材1の周囲に第1の金属箔6を開き巻きで螺旋状に巻き付け、第1の金属箔6の周囲に第2の金属箔7を開き巻きで螺旋状に巻き付けて、金属箔を2枚構成としている。このような2枚構成の場合、例えば、第2の金属箔7は、第1の金属箔6の巻き付け方向と同じ巻き付け方向で巻き付けてもよく、または第1の金属箔6の巻き付け方向と反対の巻き付け方向で螺旋状に巻き付けてもよい。このとき、第2の金属箔7は、芯材1の表面の一部が露出するように、第1の金属箔6上に第1の金属箔6のギャップ8を覆うように巻き付けることがよい。
【0026】
第2の実施の形態の効果
本実施の形態によれば、導体が第1の金属箔と第2の金属箔とからなる2枚構成なので、さらに導体抵抗を低くすることができる。
【実施例】
【0027】
本発明の実施例1及び実施例2の医療用極細線絶縁被覆線の構成は、既述した図1、図2、及び図3、図4と同じ構成とした。比較例1及び比較例2の構成は図5、図6に示す。上述した実施例、比較例における寸法、および各特性を表1に示す。
【0028】
【表1】

【0029】
[実施例1]
ステンレス鋼線からなる芯材1として、外径50μmの材質SUS304を使用した。また、導体2に使用するための金属箔6として、厚さ12μm、幅30μmの断面が四角形状の銀めっきが表面に施された銀めっき銅合金箔を作製した。図2に示すように、この銀めっき銅合金箔を、芯材1の外周に右方向に開き巻きで1枚、螺旋状に巻き付けた。このとき、ピッチが0.17mm、ギャップ8が0.2mmとなるように巻きつけた。芯材1に銀めっき銅合金箔の厚さを加えた銅被覆複合線の外径は74μmであった。さらにその銅被覆複合線の外周に絶縁体3として厚さ15μmのPFAを被覆して、図1に示す医療用極細絶縁被覆線を作製した。医療用極細絶縁被覆線の外径は104μmであった。
【0030】
[実施例2]
実施例1において、厚さ6μm、幅30μmの銀めっき銅合金箔をピッチ0.17mm、ギャップ0.2mmで螺旋状に右方向に開き巻きで第1の金属箔を1枚巻きつけるまでは同じである。さらに、図4に示すように、その外周に第1の金属箔と同じ金属箔を用いて、ピッチ0.20mm、ギャップ0.2mmで2枚目の銀めっき銅合金箔(第2の金属箔)を、1枚目の銀めっき銅合金箔と逆方向である左方向に巻いて銅被覆線を作製した。銅被覆線の外径は78μmであった。さらにその銅被覆複合線の外周に絶縁体3として厚さ15μmのPFAを被覆して、図3に示す医療用極細絶縁被覆線を作製した。医療用極細絶縁被覆線の外径は108μmであった。
【0031】
[比較例1]
銅合金の表面に銀めっきが施された外径70μmの銀めっき銅合金線を導体に使用し、その導体の外周に絶縁体として厚さ15μmのPFAを被覆して医療用極細絶縁被覆線を作製した。
【0032】
[比較例2]
鉄線からなる芯材の外周に銅を押出被覆した銅被鋼線を伸線し、伸線した銅被鋼線の表面に銀めっきを施した外径80μmの銀めっき銅被鋼線を導体に使用し、その導体の外周に絶縁体3として厚さ15μmmのPFAを被覆して医療用極細絶縁被覆線を作製した。
【0033】
[実施例及び比較例の評価結果]
実施例、比較例ついての評価は、外径、破断強度、導体抵抗の各特性について行った。初期の破断強度、導体抵抗ともにJISC3002に準拠して測定して、初期の破断強度が4N以上、導体抵抗が20Ω/m以下のものを合格とした。また、溶接後の破断強度は、医療用極細絶縁被覆線の端末をアルゴンガス中で溶接した後、溶接部の破断強度をJIS C3002に準拠して測定し、3N以上を合格とした。
【0034】
(1)実施例1、2の医療用極細絶縁被覆線の外径は、比較例1、2と同等程度であるが、破断強度(初期)が比較例に比べて高く、かつ4N以上の破断強度を有していることが判る。
(2)また、医療用極細絶縁被覆線の溶接後の破断強度は、比較例1、2では2N以下であるのに対して、実施例1、2では5.1Nであった。すなわち、実施例は溶接後においても高い破断強度を有し、比較例より2.5倍以上優れていることが判った。
(3)導体抵抗は、比較例1、2、実施例1、2ともに医療用極細絶縁被覆線として使用できる20Ω/m以下を有していた。
【0035】
以上のことから、本発明に係る実施例1、2の医療用極細絶縁被覆線は、150μm以下の細径であっても、高い破断強度と低い導体抵抗の両方を有していることが実証された。
また、本発明に係る実施例1、2の医療用極細絶縁被覆線は、端末を溶接した後においても高い破断強度を有していることが実証された。
【符号の説明】
【0036】
1 芯材
2 導体
3 絶縁体
6 第1の金属箔
7 第2の金属箔
8 ギャップ
【技術分野】
【0001】
本発明は、医療用極細絶縁被覆線に係り、特に、医療用カテーテル等に好適な医療用極細絶縁被覆線に関するものである。
【背景技術】
【0002】
近年、高度医療の普及で、医療用カテーテルはますます細径化が進んでおり、それに伴い医療用カテーテルの内部に配線される医療用極細絶縁被覆線もさらなる細径化(例えば、150μm以下の外径)が求められている。
【0003】
このような医療用カテーテルの内部に配線される医療用極細絶縁被覆線には、ステンレス鋼線の周囲に絶縁体を押出被覆して形成したステンレス線の適用が考えられる。また、従来知られている医療用極細絶縁被覆線として高強度導体がある。
前記高強度導体は、例えば、ステンレス鋼線などからなる芯材を有し、この芯材の周囲に銅または銅合金をめっき法などによって導電層(導体)として機能する被覆材を形成し、この被覆材の周囲に絶縁被覆を形成したものである(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平1−283707号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
医療用極細絶縁被覆線としてステンレス線を用いた場合では、破断強度は非常に強いものの導体抵抗が高く、破断強度(4N以上)と導体抵抗(20Ω/m以下)の両立が難しいという問題がある。
また、特許文献1に記載の高強度導体を医療用極細絶縁被覆線として用いる場合、芯材の周囲に導電層(導体)として機能するだけの厚さ(例えば、6μm程度以上の厚さ)を有する被覆材を形成する必要がある。しかし、このような厚さの被覆材をめっき法などで形成することが難しいため、導体抵抗にバラツキが発生してしまい、破断強度と導体抵抗との両立が困難になる問題が生じる。
【0006】
したがって、本発明の目的は、細径、高破断強度、低導体抵抗を有する医療用極細絶縁被覆線を提供することにある。
【課題を解決するための手段】
【0007】
本発明の一態様によれば、ステンレス鋼線からなる芯材と、該芯材の周囲に形成された導体と、該導体の周囲に形成された絶縁体とを有し、外径が0.15mm以下である医療用極細絶縁被覆線において、前記導体は、前記芯材の周囲に螺旋状に巻き付けられた金属箔からなる医療用極細絶縁被覆線が提供される。
【0008】
前記導体は前記芯材の周囲に巻き付けられた第1の金属箔と、前記第1の金属箔の周囲に巻き付けられた第2の金属箔とからなることが好ましい。
【0009】
また、前記金属箔は、隙間が生じるピッチで螺旋状に巻き付けられ、前記絶縁体は、該絶縁体の内面の一部が前記金属箔の前記隙間に充填されて前記芯材に接するように形成されていることが好ましい。
【0010】
また、前記絶縁体は、フッ素系樹脂組成物からなることが好ましい。
【発明の効果】
【0011】
本発明によれば、細径、高破断強度、低導体抵抗を有する医療用極細絶縁被覆線を提供できる。
【図面の簡単な説明】
【0012】
【図1】本発明の第1の実施の形態における医療用極細線絶縁被覆線の横断面図である。
【図2】本発明の第1の実施の形態における金属箔を巻いた状態で、PFA被覆を行っていない状態の外観図である。
【図3】本発明の第2の実施の形態における医療用極細線絶縁被覆線の横断面図である。
【図4】本発明の第2の実施の形態における金属箔を巻いた状態で、PFA被覆を行っていない状態の外観図である。
【発明を実施するための形態】
【0013】
以下に本発明の実施の形態について図を用いて説明する。
【0014】
第1の実施の形態
図1に示すように、本実施の形態の医療用極細絶縁被覆線は、中心に1本のステンレス鋼線(SUS線)からなる芯材1を有する。この芯材1の周囲に導体2が形成されている。この導体2は、芯材1に巻き付けられた金属箔6からなる。図2に示すように、芯材1に対する金属箔6の巻き付け方は、金属箔6の内面と芯材1の外周面とが接するように螺旋状に巻き付けした螺旋巻きである。巻き付ける金属箔6は例えば銅箔または銅合金箔である。さらにその金属箔6の外周に絶縁体3を有する。この絶縁体3は、例えばフッ素樹脂組成物から成型される。このようにして作製された医療用極細絶縁被覆線の外径は、細径化の要請に応えるために0.15mm以下である。
【0015】
医療用極細絶縁被覆線に使用されるSUS線は、耐屈曲疲労に優れ、細径化が可能なSUS304が好ましい。また外側の金属箔及び絶縁体の厚さを考慮すると、SUS線の外径は100μm以下が好ましい。さらに、医療用極細絶縁被覆線を高強度とするため、SUS線の引張破断強度は2500MPa以上が好ましい。
【0016】
金属箔6は、例えば、断面が丸形状の銅線、銅合金線を断面が四角形状に圧延して形成した銅箔で構成される。銅箔は、医療用絶縁被覆線に極細径を実現するため、箔厚は12μm以下、幅30μm以下が好ましい。また丸線を圧延して銅箔を形成する場合、箔厚が薄くなることから、丸線の材質は錫入り銅合金線、銀入り銅合金線、錫インジウム入り銅合金線など銅合金線とするのが好ましい。これらの材質は強度と高導電率も両立できる。具体的には、引張破断強度700MPa以上、導電率70%以上の銅合金線が好ましい。なお試験方法は、引張破断強度はJISC3005、導電率はJISC3002による。また、医療用途のため、人体内での溶出性で危険度が低い銀めっきを0.6μm以上の厚さで銅箔の表面に施すことが好ましい。
【0017】
また、本実施の形態の医療用極細絶縁被覆線によれば、シールドガス中で溶接を行えば、溶接時の熱による破断強度の低下は起らないため、医療用カテーテルなどと接続した後も高い信頼性を保てる。
【0018】
金属箔の巻付け方は、可とう性、耐屈曲疲労性から、図2に示すように、金属箔6を重ね巻き(ラップ)せず、隙間(ギャップ)8が生じる開き巻きにするのがよい。芯材1か
らの金属箔6の剥離や割れ発生を防止するために、金属箔6は芯材1に対して十分に密着するよう巻き付ける。このとき、絶縁体3は、隙間8に充填されるように金属箔6の周囲を被覆する。
【0019】
絶縁体3は、医療用極細絶縁被覆線の細径化を図るため、厚さは30μm以下が好ましい。ここで、30μm以下の薄肉になると、絶縁体3の伸び不足による割れが発生し、絶縁不良が懸念される。このような30μm以下の薄肉でも割れることが無いようにするため、絶縁体3は、メルトフローレート20g/10min以上、伸びは400%以上の特性を有する材料を用いる。なお試験方法のメルトフローレートはASTMD3307、伸びはASTMD638による。また、医療用途に使用されるため、人体に対して無害な材料であることが必要であり、そのため絶縁体3としてフッ素樹脂組成物を使用することが好ましい。具体的には、パーフロロアルコキシ(PFA),フッ素樹脂(FEP),熱可塑性フッ素樹脂(ETFE)などである。
【0020】
また、本実施の形態の医療用極細絶縁被覆線は、細径化のため、全体の外径を0.15mm(150μm)以下とする。医療用カテーテルの内部に配線される医療用極細絶縁被覆線では、外径150μm以下が求められているからである。
【0021】
上述した本実施の形態では、芯材1の外周に金属箔6を巻き付けして導体2を形成した後、伸線作業を行わないことから、芯材が細くなって芯材と導体の厚さの比率が全長で一様でバラつくことがない。これにより、本実施の形態に係る医療用極細絶縁被覆線は、全長に亘って安定した導体抵抗、破断強度を得ることができる。また金属箔をラップさせずに巻き付けていることから、芯材と金属箔とからなる銅被覆線の外径が、金属箔の重なりに起因して太くなることがなく、銅被覆線の全長に亘って芯材と金属箔の密着構造が安定しているため、導体抵抗、破断強度の安定化が期待できる。
【0022】
また、本実施の形態の医療用極細絶縁被覆線において、絶縁体3は、絶縁体3の内面の一部が芯材1の表面に接するように設けられていることが好ましい。具体的には、絶縁体3は、芯材1の周囲に螺旋状に巻き付けられた金属箔6のギャップ8の部分において芯材1の表面と接するように充填されて設けられる。このように絶縁体3を芯材1の表面に接するように設けることにより、医療用極細経線被覆線を医療用カテーテル内へ配線する場合や使用する場合に、大きな張力が加わっても、ギャップ8に設けられた絶縁体3が導体2への張力を緩和する緩衝部となるため、張力による導体2の破断を発生し難くすることができる。さらに、小さい曲げ半径で屈曲されても、芯材1と該芯材1の周囲に設けられた金属箔6との密着性を金属箔6の周囲に設けられた絶縁体3が補償するため、被覆材としての金属箔2の剥離や割れなどの発生を有効に防止することができる。
【0023】
第1の実施の形態の効果
本実施の形態によれば、以下に挙げる1つまたはそれ以上の効果を有する。
(1)芯材がステンレス鋼線からなるため、高破断強度が得られる。また、外径が0.15mm以下であるため、極細径の被覆線を提供できる。また、導体が芯材の周囲に螺旋状に巻き付けられた金属箔からなるため、めっき法で形成されたものと異なり、容易に導体抵抗を低くすることができる。また、金属箔を芯材に巻き付けるため、芯材と導体としての金属箔を十分に密着させることが可能となり、被覆材の剥離や割れなどの発生を防止することができる。したがって、細径でかつ、高破断強度と導電率(低導体抵抗)を両立することができる。さらに配線作業時の溶接にも耐え、医療用カテーテルの内部配線材として好適な医療用極細絶縁被覆線を実現できる。
(2)金属箔をギャップを空けて芯材の周囲に螺旋状に開き巻きして、その金属箔の周囲に絶縁体を形成して、絶縁体の内面の一部がギャップを介して芯材に接するように設けられていると、小さい曲げ半径で屈曲されても、芯材と芯材の周囲に設けられた導体との密
着性を導体の周囲に設けられた絶縁体が補償するため、被覆材の剥離や割れなどの発生を防止することができる。
(3)絶縁体は、フッ素系樹脂組成物、例えばPFAから構成しているため、人体に無害である。
【0024】
このほかにも、本発明は、その要旨を逸脱しない範囲で種々様々変形実施可能なことは勿論である。例えば、第1の実施の形態では芯材に対して金属箔を螺旋状に1枚巻いているが、複数枚巻くようにしてもよい。
【0025】
第2の実施の形態
図3、図4は、そのような金属箔を2枚巻いた第2の実施の形態の医療用極細線絶縁被覆線を示す。
図3、図4に示すように、芯材1の周囲に第1の金属箔6を開き巻きで螺旋状に巻き付け、第1の金属箔6の周囲に第2の金属箔7を開き巻きで螺旋状に巻き付けて、金属箔を2枚構成としている。このような2枚構成の場合、例えば、第2の金属箔7は、第1の金属箔6の巻き付け方向と同じ巻き付け方向で巻き付けてもよく、または第1の金属箔6の巻き付け方向と反対の巻き付け方向で螺旋状に巻き付けてもよい。このとき、第2の金属箔7は、芯材1の表面の一部が露出するように、第1の金属箔6上に第1の金属箔6のギャップ8を覆うように巻き付けることがよい。
【0026】
第2の実施の形態の効果
本実施の形態によれば、導体が第1の金属箔と第2の金属箔とからなる2枚構成なので、さらに導体抵抗を低くすることができる。
【実施例】
【0027】
本発明の実施例1及び実施例2の医療用極細線絶縁被覆線の構成は、既述した図1、図2、及び図3、図4と同じ構成とした。比較例1及び比較例2の構成は図5、図6に示す。上述した実施例、比較例における寸法、および各特性を表1に示す。
【0028】
【表1】
【0029】
[実施例1]
ステンレス鋼線からなる芯材1として、外径50μmの材質SUS304を使用した。また、導体2に使用するための金属箔6として、厚さ12μm、幅30μmの断面が四角形状の銀めっきが表面に施された銀めっき銅合金箔を作製した。図2に示すように、この銀めっき銅合金箔を、芯材1の外周に右方向に開き巻きで1枚、螺旋状に巻き付けた。このとき、ピッチが0.17mm、ギャップ8が0.2mmとなるように巻きつけた。芯材1に銀めっき銅合金箔の厚さを加えた銅被覆複合線の外径は74μmであった。さらにその銅被覆複合線の外周に絶縁体3として厚さ15μmのPFAを被覆して、図1に示す医療用極細絶縁被覆線を作製した。医療用極細絶縁被覆線の外径は104μmであった。
【0030】
[実施例2]
実施例1において、厚さ6μm、幅30μmの銀めっき銅合金箔をピッチ0.17mm、ギャップ0.2mmで螺旋状に右方向に開き巻きで第1の金属箔を1枚巻きつけるまでは同じである。さらに、図4に示すように、その外周に第1の金属箔と同じ金属箔を用いて、ピッチ0.20mm、ギャップ0.2mmで2枚目の銀めっき銅合金箔(第2の金属箔)を、1枚目の銀めっき銅合金箔と逆方向である左方向に巻いて銅被覆線を作製した。銅被覆線の外径は78μmであった。さらにその銅被覆複合線の外周に絶縁体3として厚さ15μmのPFAを被覆して、図3に示す医療用極細絶縁被覆線を作製した。医療用極細絶縁被覆線の外径は108μmであった。
【0031】
[比較例1]
銅合金の表面に銀めっきが施された外径70μmの銀めっき銅合金線を導体に使用し、その導体の外周に絶縁体として厚さ15μmのPFAを被覆して医療用極細絶縁被覆線を作製した。
【0032】
[比較例2]
鉄線からなる芯材の外周に銅を押出被覆した銅被鋼線を伸線し、伸線した銅被鋼線の表面に銀めっきを施した外径80μmの銀めっき銅被鋼線を導体に使用し、その導体の外周に絶縁体3として厚さ15μmmのPFAを被覆して医療用極細絶縁被覆線を作製した。
【0033】
[実施例及び比較例の評価結果]
実施例、比較例ついての評価は、外径、破断強度、導体抵抗の各特性について行った。初期の破断強度、導体抵抗ともにJISC3002に準拠して測定して、初期の破断強度が4N以上、導体抵抗が20Ω/m以下のものを合格とした。また、溶接後の破断強度は、医療用極細絶縁被覆線の端末をアルゴンガス中で溶接した後、溶接部の破断強度をJIS C3002に準拠して測定し、3N以上を合格とした。
【0034】
(1)実施例1、2の医療用極細絶縁被覆線の外径は、比較例1、2と同等程度であるが、破断強度(初期)が比較例に比べて高く、かつ4N以上の破断強度を有していることが判る。
(2)また、医療用極細絶縁被覆線の溶接後の破断強度は、比較例1、2では2N以下であるのに対して、実施例1、2では5.1Nであった。すなわち、実施例は溶接後においても高い破断強度を有し、比較例より2.5倍以上優れていることが判った。
(3)導体抵抗は、比較例1、2、実施例1、2ともに医療用極細絶縁被覆線として使用できる20Ω/m以下を有していた。
【0035】
以上のことから、本発明に係る実施例1、2の医療用極細絶縁被覆線は、150μm以下の細径であっても、高い破断強度と低い導体抵抗の両方を有していることが実証された。
また、本発明に係る実施例1、2の医療用極細絶縁被覆線は、端末を溶接した後においても高い破断強度を有していることが実証された。
【符号の説明】
【0036】
1 芯材
2 導体
3 絶縁体
6 第1の金属箔
7 第2の金属箔
8 ギャップ
【特許請求の範囲】
【請求項1】
ステンレス鋼線からなる芯材と、該芯材の周囲に形成された導体と、該導体の周囲に形成された絶縁体とを有し、外径が0.15mm以下である医療用極細絶縁被覆線において、
前記導体は、前記芯材の周囲に螺旋状に巻き付けられた金属箔からなることを特徴とする医療用極細絶縁被覆線。
【請求項2】
前記導体は、前記芯材の周囲に巻き付けられた第1の金属箔と、前記第1の金属箔の周囲に巻き付けられた第2の金属箔とからなる請求項1記載の医療用極細絶縁被覆線。
【請求項3】
前記金属箔は、隙間が生じるピッチで螺旋状に巻き付けられ、
前記絶縁体は、該絶縁体の内面の一部が前記金属箔の前記隙間に充填されて前記芯材に接するように形成されている請求項1または2記載の医療用極細絶縁被覆線。
【請求項4】
前記絶縁体は、フッ素系樹脂組成物からなる請求項1乃至3のいずれかに記載の医療用極細絶縁被覆線。
【請求項1】
ステンレス鋼線からなる芯材と、該芯材の周囲に形成された導体と、該導体の周囲に形成された絶縁体とを有し、外径が0.15mm以下である医療用極細絶縁被覆線において、
前記導体は、前記芯材の周囲に螺旋状に巻き付けられた金属箔からなることを特徴とする医療用極細絶縁被覆線。
【請求項2】
前記導体は、前記芯材の周囲に巻き付けられた第1の金属箔と、前記第1の金属箔の周囲に巻き付けられた第2の金属箔とからなる請求項1記載の医療用極細絶縁被覆線。
【請求項3】
前記金属箔は、隙間が生じるピッチで螺旋状に巻き付けられ、
前記絶縁体は、該絶縁体の内面の一部が前記金属箔の前記隙間に充填されて前記芯材に接するように形成されている請求項1または2記載の医療用極細絶縁被覆線。
【請求項4】
前記絶縁体は、フッ素系樹脂組成物からなる請求項1乃至3のいずれかに記載の医療用極細絶縁被覆線。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−187293(P2011−187293A)
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願番号】特願2010−50738(P2010−50738)
【出願日】平成22年3月8日(2010.3.8)
【出願人】(300055719)日立電線ファインテック株式会社 (96)
【Fターム(参考)】
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願日】平成22年3月8日(2010.3.8)
【出願人】(300055719)日立電線ファインテック株式会社 (96)
【Fターム(参考)】
[ Back to top ]