
医療用薬液バッグ収容袋
【課題】 振動や揺動によっても破損することが無く、確実に医療用薬液バッグを保護することが可能な医療用薬液バッグ収容袋をローコストに提供する。
【解決手段】 傾斜融着部14a,14bは、収容空間15を底融着部13に向けて幅を狭め、かつ収容空間15の中央に向けて収容袋10の両側辺から遠ざかるように傾斜して融着されている。傾斜融着部14a,14bと底融着部13とで区画された略三角形の領域は、シート材11aとシート材11bとが互いに融着されない非融着領域17とされている。この非融着領域17では、皺や角が生じる。シート材11aとシート材11bとが互いに離れて広がるなどの状態を許容する。
【解決手段】 傾斜融着部14a,14bは、収容空間15を底融着部13に向けて幅を狭め、かつ収容空間15の中央に向けて収容袋10の両側辺から遠ざかるように傾斜して融着されている。傾斜融着部14a,14bと底融着部13とで区画された略三角形の領域は、シート材11aとシート材11bとが互いに融着されない非融着領域17とされている。この非融着領域17では、皺や角が生じる。シート材11aとシート材11bとが互いに離れて広がるなどの状態を許容する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、医療用薬液バッグを変質なく保存するための医療用薬液バッグ収容袋に関する。
【背景技術】
【0002】
医療用の薬液を患者に輸液するなどの目的で使用される医療用薬液バッグは、収容される薬液によっては、空気中の酸素などが医療用薬液バッグを構成する樹脂フィルムを透過するなどして、薬液が酸化、変質する懸念がある。このため、酸化しやすい薬液を収容した医療用薬液バッグは、酸素を透過しない材質で形成された専用の収容袋に包装された形態で流通される。
【0003】
こうした医療用薬液バッグを収容する収容袋として、例えば、特許文献1には、底部に向かって融着幅を斜めに広げて、内側の幅が狭められるようにしたり、底部に向かって収容袋を斜めに切り取って、収容袋の幅自体を狭めた形態の医療用薬液バッグ収容袋が開示されている。このような構成によって、医療用薬液バッグの振動・揺れが抑えられ、収容袋内面との摩擦によるピンホール並びに収容袋の屈曲疲労によるピンホールが防止され、ガスバリアー性が失われ、医療用薬液バッグに充填された薬液が酸化等で変質することを防ぐとされている。
【0004】
通常、収容袋を形成するのにピンホール発生を防止するために厚いプラスチックフィルムを使用するが、厚いフィルムはその部分が角状になり飛び出しやすい。そのため、収容袋を運搬用の包装箱に箱詰めした際、収容袋余白部の折癖は柔らかい融着部内側に集中して発生し融着部内側に角が発生する。その角が輸送中の振動によりダンボール製の包装箱内面と擦れることにより、収容袋外面からピンホールが発生する。この問題を解決する方法として、特許文献2による方法のように包装箱内に医療用薬液バッグを収納した収納袋をさらに収納するプラスチック製の袋が開示されている。
【特許文献1】実用新案登録第2509993号公報
【特許文献2】実用新案登録第2600011号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に示す収容袋では、底部に向かって融着幅を斜めに広げて、融着部分が三角形状に広く融着されているので、この部分が硬くなってしまい、輸送用の包装箱に箱詰めしたときの収容袋余白部の折癖は、柔らかい融着部内側に集中して発生する。また、底部に向かって収容袋を斜めに切り取った収容袋では、製造工程でこの底部を斜めに切り取る工程を新たに付加する必要があり、製造コストの増大を招くという課題があった。
【0006】
また、特許文献2に示す収容袋では、新たにプラスチック袋が必要になり製造コストが増大すると共に、それを装着する設備も必要になり設備投資費用や設備設置スペースが必要となる。また、使用後の廃棄物が発生し、廃棄物の減量による環境保護の観点からも課題があった。
【0007】
本発明は、上記事情に鑑みてなされたものであって、振動や揺動によっても破損することが無く、確実に医療用薬液バッグを保護することが可能なかつ、環境保護にも配慮した医療用薬液バッグ収納袋をローコストに提供する。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、本発明によれば、2枚のシート材を端部で互いに融着して袋状にされ、内部に医療用薬液バッグを収容する医療用薬液バッグ収容袋であって、前記医療用薬液バッグ収容袋は、外形が略矩形であり、その底辺に向けて内部の幅が狭められ、かつ中央に向けて両側辺から融着部分が遠ざかるように融着した傾斜融着部と、この傾斜融着部の端と繋がり、前記底辺で前記医療用薬液バッグ包装袋を全幅に渡って融着した底融着部と、前記傾斜融着部と前記底融着部とで区画された略三角形の非融着領域とを備えたことを特徴とする医療用薬液バッグ収容袋が提供される。
前記傾斜融着部は前記底融着部に対して内角が95度以上125度以下で傾斜していれば良い。また、前記底融着部に繋がり、互いに対面する前記傾斜融着部の端同士の間隔は、前記医療用薬液バッグ収容袋に収容される医療用薬液バッグの底辺の長さとほぼ同じか、それよりわずかに短く形成されていればよい。
【発明の効果】
【0009】
本発明の医療用薬液バッグ収容袋によれば、例えば輸送時などで医療用薬液バッグ収容袋に振動が加わっても、擦れによりピンホールなどが生じることを防止する。即ち、あらかじめ三方シールされ一方が開口された収容袋に医療用薬液バッグが投入される際、収容袋はバッグを投入しやすくするため、バッグの幅よりも大きめに作られている。その後に、開口部をシールして密封する医療用薬液収容袋において、2枚のシート材を合わせて平面的に形成される収容袋は、投入されたバッグの厚みによって皺が生じ、その皺はとくに袋底部の両角において顕著となる。
【0010】
また、収納袋の幅が大きいためバッグ収容後は余白が生じる。収納袋を輸送する際、輸送用の包装箱は包装箱内で収納袋が転倒しないように収容袋より小さく作られる。しかし、この状態で包装箱に箱詰めすると、収用袋余白部が折れ曲がり前記皺によって生じた角は包装箱内面と密着し、輸送などの振動が加わると、皺の部分が擦れてピンホールが生じやすくなる。しかし、収容袋の底部の両側に傾斜融着部と底融着部とで区画された略三角形の非融着領域を形成することで、折れ癖や角は柔らかい非融着領域で発生することになり、振動による擦れなどで収納袋の密封性を損なうようなピンホールが生じるのを効果的に防止する。
【0011】
こうした非融着領域が従来のように全面的に融着されていると、この部分が硬くなって、収用袋よりもサイズの小さい輸送用の包装箱に収納した際に発生する皺は融着部よりも内側に発生し、ここからピンホールが発生しやすくなる。しかし、この底部に本発明のごとく略三角形の非融着領域を形成することで、上述したように融着部の外側にあるこの非融着領域に皺を誘導することが可能となり、結果的にピンホールが原因による医療用薬液バッグ内の薬液の酸化による変質などを防止することができる。
【0012】
また、収容袋の底融着部を収容袋の幅方向の全長に渡って形成することにより、医療用薬液バッグを収容する前の収容袋の製造段階、いまだ複数の医療用薬液収用袋が連続しているシート状の状態において、収容空間に塵埃が侵入して汚染されることを防止する。
【発明を実施するための最良の形態】
【0013】
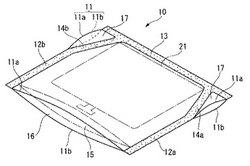
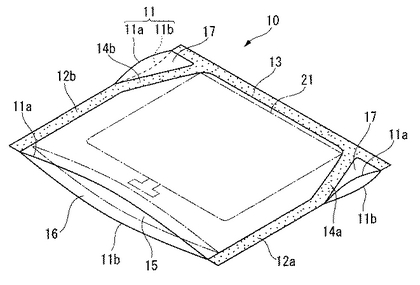
以下、本発明の実施の形態について、図面を交えて説明する。図1は、本発明の医療用薬液バッグ収容袋を示す外観斜視図である。また、図2は図1における医療用薬液バッグ収容袋の平面図である。医療用薬液バッグ収容袋(以下、収容袋と称す)10は、概略、2枚のシート材11(樹脂フィルム)の外周を融着して、外形が略矩形で袋状に形成したものである。
【0014】
収容袋10は2枚のシート材11a,11bを重ね合わせ、側辺融着部12a,12b、底融着部13、傾斜融着部14a,14bで融着して袋状の収容空間15が形成される。この収容空間15に医療用薬液バッグ21が収容された後、上融着部16が融着され、収容袋入り医療用薬液バッグ21が形成される。こうした収容袋10の各融着部は、シート材11a,11bを互いに熱融着(ヒートシール)すればよい。
【0015】
収容袋10を構成するシート材11はガスバリア性、特に酸素を透過させない材料で形成され、例えば、エチレンビニルアルコール共重合体(EVOH),ポリビニルアルコール(PVA),ポリ塩化ビニリデン(PVDC),メタキシレンダイアミンとアジピン酸の共重合体(MXナイロン,MXDNy),ポロアクリロニトリル(PAN)等のフィルムや樹脂からなる層や、これらを含む積層フィルム(例えば、ポリアミド/EVOH/ポリアミドの積層フィルム)、また、ポリエステルフィルムやポリアミドフィルムにシリカやアルミナを蒸着した透明蒸着フィルム、更に、上記バリアー性樹脂を含有したコーティング剤を塗布したフィルム等が使用できる。こうした酸素などを透過させないガスバリア性を有する材料でシート材11を形成することによって、収容袋10に収容した医療用薬液バッグ21の薬液が酸化したりして変質することを防止する。
【0016】
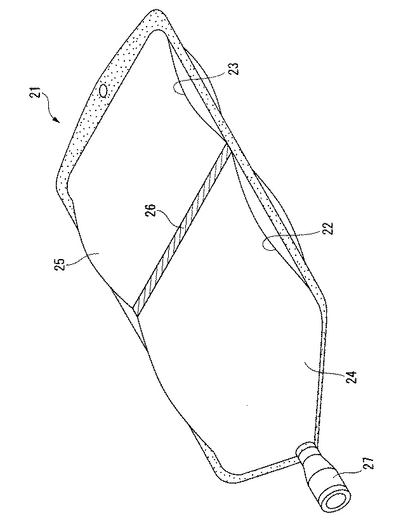
収容袋10に収容される医療用薬液バッグ21は、例えば、図3に示すように周縁部が剥離不能にシールされた合成樹脂フィルムから形成される。合成樹脂フィルムに用いられる樹脂としては、医療用容器の分野で用いられる樹脂であれば特に限定されない。具体的には、例えば、ポリオレフィン樹脂、ポリアミド樹脂、ポリエステル樹脂、(メタ)アクリル樹脂、塩化ビニル樹脂、塩化ビニリデン樹脂、ポリエーテルサルホン、エチレン−ビニルアルコール共重合体などが挙げられる。これらのうち、透明性、柔軟性および衛生性に優れローコストなポリオレフィン樹脂が好ましく挙げられる。また、実用新案登録第2577511号に記載されている多層構造の包装袋を使用してもよい。
【0017】
ポリオレフィン樹脂としては、例えば、高密度ポリエチレン,中密度ポリエチレン,高圧法低密度ポリエチレン,直鎖状低密度ポリエチレン,エチレン−酢酸ビニル共重合体等のポリエチレン系樹脂、エチレン−αオレフィンランダム共重合体等のオレフィン系エラストマー、ポリプロピレン、エチレン−プロピレンランダム共重合体、α−オレフィン−プロピレンランダム共重合体等のポリプロピレン系樹脂や、環状ポリオレフィン樹脂、これらの混合物の単層、および多層フィルムなどが挙げられる。こうした樹脂は、耐熱性向上等を目的として一部架橋されていてもよい。このような合成樹脂フィルムは、厚みが50〜1000μm、好ましくは100〜500μm程度のものを用いればよい。
【0018】
医療用薬液バッグ21は、例えば、2液混合タイプのものであればよく、第1薬液収納室22と第2薬液収納室23とに区画されている。第1薬液収納室22には第1薬液24が、また第2薬液収納室23には第2薬液25がそれぞれ収容される。こうした第1薬液収納室22と第2薬液収納室23との間は剥離して連通可能な液密区画手段である液密シール(液密区画手段)26によって仕切られる。
【0019】
液密シール26は、第1薬液収納室22や第2薬液収納室23を押圧して、第1薬液収納室22や第2薬液収納室23の内圧を昇圧させることによって剥離され、第1薬液収納室22と第2薬液収納室23とが一体化される。こうした液密シール26の剥離によって、第1薬液収納室22および第2薬液収納室23にそれぞれ収納されている第1薬液24および第2薬液25が混合される。
【0020】
このような液密シール26の形成方法としては、例えば、医療用薬液バッグ21の内面側をポリエチレンとポリプロピレンの混合物などの融点や相溶性の異なる樹脂組成物からなる層を形成させた合成樹脂フィルムを用いて、高融点の樹脂の溶融温度以下でシールする方法が挙げられる。あるいは、ヒートシールを低温で行い、半溶着状態で弱接着させる方法、また、液密シール26の形成部分に予め電子線などで架橋した可撓性材料を用いたり、強融着部分を特定の面積割合で発生させるシールバーを用いたり、あるいは、2枚の可撓性材料の間に易剥離性の樹脂テープを挟む方法なども好ましく挙げられる。
【0021】
第1薬液収納室22には、排出口27が形成されている。この排出口27は、第1薬液24および第2薬液25が混合された混合薬液を取り出す流出口であり、専用のアダプターや針などの排出手段の接続によって医療用薬液バッグ21から混合薬液が取り出される。また、混合薬液に他の薬液を混注する注入口として使用されることもある。
【0022】
以上のような構成の医療用薬液バッグ21は、本発明の医療用薬液バッグ収容袋10の収容空間15内に、例えば、液密シール26を境にして第1薬液収納室22と第2薬液収納室23とが対面するように2つ折りにして収容されればよい。
【0023】
再び図1、図2を参照して、底融着部13は、収容袋10の幅方向の全長に渡って所定幅で形成されている。一方、傾斜融着部14a,14bは、収容空間15を底融着部13に向けて幅を狭め、かつ収容空間15の中央に向けて収容袋10の両側辺から遠ざかるように傾斜して融着されている。こうした傾斜融着部14a,14bは一端が底融着部13にそれぞれ連なり、他端が側辺融着部12a,12bの一方の端と連なっている。
【0024】
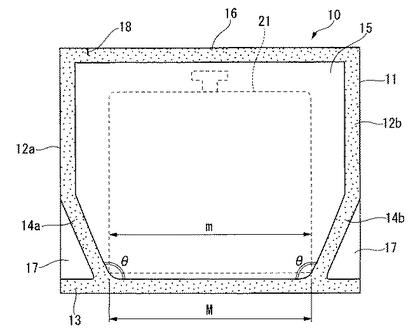
こうした傾斜融着部14a,14bは底融着部13に対して内角θが95度以上125度以下、より好ましくは、105度から115度以下で傾斜するように形成されている。内角θが95度以下の場合医療用薬液バッグ21を医療用薬液バッグ収容袋10に収納する際に手間が非常にかかり、また、内角θが125度以上の場合、医療用薬液バッグ21が領域に安定に抱持拘束されないため好ましくない。また、底融着部13のうち、傾斜融着部14a,14bに連なる間の幅(間隔)Mは、収容空間15に収容される医療用薬液バッグ21の幅(底辺)の長さmとほぼ同じか、それよりわずかに短く形成されている。Mが長さmと比較して極端に短い場合、医療用薬液バッグ21を収めるのに必要なだけのサイズの医療用薬液バッグ収容袋10を作成するためにはフィルムに相当な長さが必要となり好ましくない。
【0025】
そして、こうした傾斜融着部14a,14bと底融着部13とで区画された略三角形の領域は、シート材11aとシート材11bとが互いに融着されない非融着領域17とされている。この非融着領域17では、シート材11aとシート材11bとが互いに離れて広がるなどの状態を許容する。
【0026】
収容空間15に医療用薬液バッグ21が収容された後に融着される上融着部16の一端には、収容袋10を引き裂いて収容空間15から医療用薬液バッグ21を取り出すことを容易にする開封用の切り込み18が形成されている。
【0027】
以上のような構成の本発明の医療用薬液バッグ収用袋10によれば、例えば輸送時などで医療用薬液バッグ収用袋10に振動が加わっても、擦れによりピンホールなどが生じることを防止する。即ち、収用袋10が輸送時などで小さめの包装箱内に収納することで角や皺が生じることとなる。
【0028】
こうした角や皺が多数生じた状態で輸送などの振動が加わると、角や皺の部分が輸送用の包装箱と擦れてピンホールが生じやすくなる。しかし、収用袋10の底部の両側に傾斜融着部14a,14bと底融着部13とで区画された略三角形の非融着領域17を形成することで、この非融着領域17に角や皺が生じるため、収用空間15にピンホールができることを防ぎ、振動による擦れなどでピンホールが生じるのを効果的に防止する。
【0029】
こうした非融着領域17が従来のように全面的に融着されていると、この部分が硬くなって、角や皺を底に発生させるという本来の目的が達せられず、収用空間に強い折れ癖や角がつき易くなり、ここからピンホールが発生しやすくなる。しかし、この底部に本発明のごとく略三角形の非融着領域17を形成することで、上述したようにこの非融着領域17に角や皺を生じさせ、収用空間15にできる皺を吸収して皺や角をなくし、結果的にピンホールが原因による医療用薬液バッグ21内の第1薬液24及び第2薬液25の酸化による変質などを防止することができる。
【0030】
一方、図4に示すように、収容袋10の底融着部13を収容袋10の幅方向の全長に渡って形成することにより、医療用薬液バッグ21を収容する前の収容袋10の製造段階で収容空間15に塵埃が侵入して汚染されることを防止する。この収容袋10の製造にあたっては、一連の長い2枚のシート材11を連続して融着し、その後に1つ分の収容袋10を切断点Lで切り離して製造している。こうした収容袋10の製造時に、底融着部13を収容袋10の幅方向の全長に渡って形成することにより、1つの収容袋10に連なる次の収容袋10の収容空間15内に、融着前の上融着部の予定位置Rから塵埃が入り込むことがない。これにより、医療用品である収容袋10の収容空間15内を確実に清浄に保つことができるようになる。また、底融着部13は非融着部分17に対して皺を生じさせるという本願の目的に則し、柔らかくするために可能な限り細くシールすることが望ましく、好ましくは3mm以下である。
【0031】
なお、上述した実施形態では、2液混合タイプの医療用薬液バッグ21を挙げているが、本発明の医療用薬液バッグ収容袋10に収容される医療用薬液バッグはもちろんこれに限定されるものではなく、単一室の1液タイプの医療用薬液バッグや、3室以上を持つ多液混合タイプの医療用薬液バッグにも同様に適用可能である。
【実施例】
【0032】
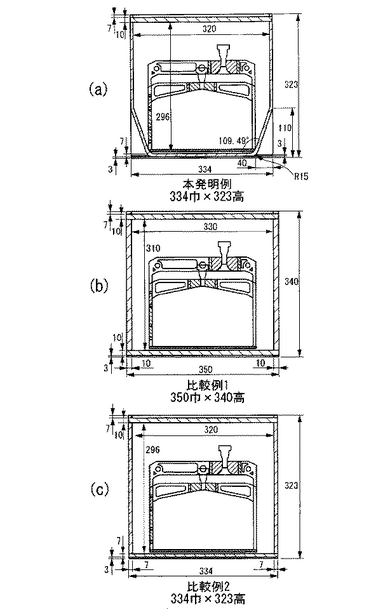
本出願人は、本発明の効果を検証した。検証にあたって、図5(a)に示すサイズの本発明の医療用薬液バッグ収納袋が準備された。また、比較例(従来例)として、図5(b)(c)に示すサイズの異なる2種類の従来の形状の医療用薬液バッグ収納袋が準備された。こうした本発明例と比較例の収納袋のそれぞれに薬液を収容した医療用薬液バッグを入れ、上部を融着した。そして、それぞれを0℃で24時間以上保管し、その後、加速度1Gで垂直方向に4.5Hz固定で30分、水平方向に4.5Hz固定で30分、過酷条件として振動を加えた。そして、本発明例と比較例の収納袋のそれぞれのピンホールの発生状況を検証した。
【0033】
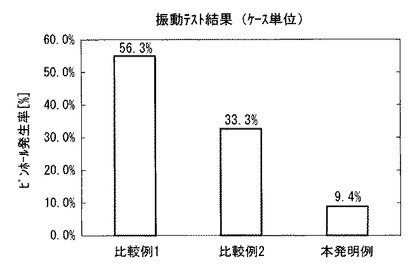
図6及び表1に、こうした振動テストの収納袋単位でのピンホールの発生状況を、また、図7及び表2に、収納袋を複数個づつケースに収容したケース単位でのピンホールの発生状況をそれぞれ示した。
【0034】
【表1】

【0035】
【表2】
【0036】
図6及び表1に示す結果によれば、本発明の収納袋では、ピンホールの発生率は1.3%であるが、比較例1は9.8%、比較例2は4.3%と、顕著にピンホールの発生を防止できることが確認された。また、ケース単位で検証した図7及び表2に示す結果でも、本発明の収納袋では、ピンホールの発生率は9.4%であり、比較例1が56.3%、比較例2が33.3%と、顕著にピンホールの発生を防止できることが確認された。こうした検証での上述した振動条件は、通常の輸送で生じる振動より相当に大きく過酷なものであるので、通常の輸送による振動では、本発明の収納袋を用いれば、ほぼ確実にピンホールによる薬液の変質を防止することができることが判明した。
【図面の簡単な説明】
【0037】
【図1】図1は、本発明の医療用薬液バッグ収容袋を示す外観斜視図である。
【図2】図2は、本発明の医療用薬液バッグ収容袋を示す平面図である。
【図3】図3は、医療用薬液バッグの一例を示す外観斜視図である。
【図4】図4は、本発明の医療用薬液バッグ収容袋の製造状態を示す平面図である。
【図5】図5は、本発明の検証に用いたサンプルを示す平面図である。
【図6】図6は、本発明の検証結果を示すグラフである。
【図7】図7は、本発明の検証結果を示すグラフである。
【符号の説明】
【0038】
10 医療用薬液バッグ収容袋
13 底融着部
14a,14b 傾斜融着部
15 収容空間
17 非融着領域
21 医療用薬液バッグ
【技術分野】
【0001】
本発明は、医療用薬液バッグを変質なく保存するための医療用薬液バッグ収容袋に関する。
【背景技術】
【0002】
医療用の薬液を患者に輸液するなどの目的で使用される医療用薬液バッグは、収容される薬液によっては、空気中の酸素などが医療用薬液バッグを構成する樹脂フィルムを透過するなどして、薬液が酸化、変質する懸念がある。このため、酸化しやすい薬液を収容した医療用薬液バッグは、酸素を透過しない材質で形成された専用の収容袋に包装された形態で流通される。
【0003】
こうした医療用薬液バッグを収容する収容袋として、例えば、特許文献1には、底部に向かって融着幅を斜めに広げて、内側の幅が狭められるようにしたり、底部に向かって収容袋を斜めに切り取って、収容袋の幅自体を狭めた形態の医療用薬液バッグ収容袋が開示されている。このような構成によって、医療用薬液バッグの振動・揺れが抑えられ、収容袋内面との摩擦によるピンホール並びに収容袋の屈曲疲労によるピンホールが防止され、ガスバリアー性が失われ、医療用薬液バッグに充填された薬液が酸化等で変質することを防ぐとされている。
【0004】
通常、収容袋を形成するのにピンホール発生を防止するために厚いプラスチックフィルムを使用するが、厚いフィルムはその部分が角状になり飛び出しやすい。そのため、収容袋を運搬用の包装箱に箱詰めした際、収容袋余白部の折癖は柔らかい融着部内側に集中して発生し融着部内側に角が発生する。その角が輸送中の振動によりダンボール製の包装箱内面と擦れることにより、収容袋外面からピンホールが発生する。この問題を解決する方法として、特許文献2による方法のように包装箱内に医療用薬液バッグを収納した収納袋をさらに収納するプラスチック製の袋が開示されている。
【特許文献1】実用新案登録第2509993号公報
【特許文献2】実用新案登録第2600011号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に示す収容袋では、底部に向かって融着幅を斜めに広げて、融着部分が三角形状に広く融着されているので、この部分が硬くなってしまい、輸送用の包装箱に箱詰めしたときの収容袋余白部の折癖は、柔らかい融着部内側に集中して発生する。また、底部に向かって収容袋を斜めに切り取った収容袋では、製造工程でこの底部を斜めに切り取る工程を新たに付加する必要があり、製造コストの増大を招くという課題があった。
【0006】
また、特許文献2に示す収容袋では、新たにプラスチック袋が必要になり製造コストが増大すると共に、それを装着する設備も必要になり設備投資費用や設備設置スペースが必要となる。また、使用後の廃棄物が発生し、廃棄物の減量による環境保護の観点からも課題があった。
【0007】
本発明は、上記事情に鑑みてなされたものであって、振動や揺動によっても破損することが無く、確実に医療用薬液バッグを保護することが可能なかつ、環境保護にも配慮した医療用薬液バッグ収納袋をローコストに提供する。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、本発明によれば、2枚のシート材を端部で互いに融着して袋状にされ、内部に医療用薬液バッグを収容する医療用薬液バッグ収容袋であって、前記医療用薬液バッグ収容袋は、外形が略矩形であり、その底辺に向けて内部の幅が狭められ、かつ中央に向けて両側辺から融着部分が遠ざかるように融着した傾斜融着部と、この傾斜融着部の端と繋がり、前記底辺で前記医療用薬液バッグ包装袋を全幅に渡って融着した底融着部と、前記傾斜融着部と前記底融着部とで区画された略三角形の非融着領域とを備えたことを特徴とする医療用薬液バッグ収容袋が提供される。
前記傾斜融着部は前記底融着部に対して内角が95度以上125度以下で傾斜していれば良い。また、前記底融着部に繋がり、互いに対面する前記傾斜融着部の端同士の間隔は、前記医療用薬液バッグ収容袋に収容される医療用薬液バッグの底辺の長さとほぼ同じか、それよりわずかに短く形成されていればよい。
【発明の効果】
【0009】
本発明の医療用薬液バッグ収容袋によれば、例えば輸送時などで医療用薬液バッグ収容袋に振動が加わっても、擦れによりピンホールなどが生じることを防止する。即ち、あらかじめ三方シールされ一方が開口された収容袋に医療用薬液バッグが投入される際、収容袋はバッグを投入しやすくするため、バッグの幅よりも大きめに作られている。その後に、開口部をシールして密封する医療用薬液収容袋において、2枚のシート材を合わせて平面的に形成される収容袋は、投入されたバッグの厚みによって皺が生じ、その皺はとくに袋底部の両角において顕著となる。
【0010】
また、収納袋の幅が大きいためバッグ収容後は余白が生じる。収納袋を輸送する際、輸送用の包装箱は包装箱内で収納袋が転倒しないように収容袋より小さく作られる。しかし、この状態で包装箱に箱詰めすると、収用袋余白部が折れ曲がり前記皺によって生じた角は包装箱内面と密着し、輸送などの振動が加わると、皺の部分が擦れてピンホールが生じやすくなる。しかし、収容袋の底部の両側に傾斜融着部と底融着部とで区画された略三角形の非融着領域を形成することで、折れ癖や角は柔らかい非融着領域で発生することになり、振動による擦れなどで収納袋の密封性を損なうようなピンホールが生じるのを効果的に防止する。
【0011】
こうした非融着領域が従来のように全面的に融着されていると、この部分が硬くなって、収用袋よりもサイズの小さい輸送用の包装箱に収納した際に発生する皺は融着部よりも内側に発生し、ここからピンホールが発生しやすくなる。しかし、この底部に本発明のごとく略三角形の非融着領域を形成することで、上述したように融着部の外側にあるこの非融着領域に皺を誘導することが可能となり、結果的にピンホールが原因による医療用薬液バッグ内の薬液の酸化による変質などを防止することができる。
【0012】
また、収容袋の底融着部を収容袋の幅方向の全長に渡って形成することにより、医療用薬液バッグを収容する前の収容袋の製造段階、いまだ複数の医療用薬液収用袋が連続しているシート状の状態において、収容空間に塵埃が侵入して汚染されることを防止する。
【発明を実施するための最良の形態】
【0013】
以下、本発明の実施の形態について、図面を交えて説明する。図1は、本発明の医療用薬液バッグ収容袋を示す外観斜視図である。また、図2は図1における医療用薬液バッグ収容袋の平面図である。医療用薬液バッグ収容袋(以下、収容袋と称す)10は、概略、2枚のシート材11(樹脂フィルム)の外周を融着して、外形が略矩形で袋状に形成したものである。
【0014】
収容袋10は2枚のシート材11a,11bを重ね合わせ、側辺融着部12a,12b、底融着部13、傾斜融着部14a,14bで融着して袋状の収容空間15が形成される。この収容空間15に医療用薬液バッグ21が収容された後、上融着部16が融着され、収容袋入り医療用薬液バッグ21が形成される。こうした収容袋10の各融着部は、シート材11a,11bを互いに熱融着(ヒートシール)すればよい。
【0015】
収容袋10を構成するシート材11はガスバリア性、特に酸素を透過させない材料で形成され、例えば、エチレンビニルアルコール共重合体(EVOH),ポリビニルアルコール(PVA),ポリ塩化ビニリデン(PVDC),メタキシレンダイアミンとアジピン酸の共重合体(MXナイロン,MXDNy),ポロアクリロニトリル(PAN)等のフィルムや樹脂からなる層や、これらを含む積層フィルム(例えば、ポリアミド/EVOH/ポリアミドの積層フィルム)、また、ポリエステルフィルムやポリアミドフィルムにシリカやアルミナを蒸着した透明蒸着フィルム、更に、上記バリアー性樹脂を含有したコーティング剤を塗布したフィルム等が使用できる。こうした酸素などを透過させないガスバリア性を有する材料でシート材11を形成することによって、収容袋10に収容した医療用薬液バッグ21の薬液が酸化したりして変質することを防止する。
【0016】
収容袋10に収容される医療用薬液バッグ21は、例えば、図3に示すように周縁部が剥離不能にシールされた合成樹脂フィルムから形成される。合成樹脂フィルムに用いられる樹脂としては、医療用容器の分野で用いられる樹脂であれば特に限定されない。具体的には、例えば、ポリオレフィン樹脂、ポリアミド樹脂、ポリエステル樹脂、(メタ)アクリル樹脂、塩化ビニル樹脂、塩化ビニリデン樹脂、ポリエーテルサルホン、エチレン−ビニルアルコール共重合体などが挙げられる。これらのうち、透明性、柔軟性および衛生性に優れローコストなポリオレフィン樹脂が好ましく挙げられる。また、実用新案登録第2577511号に記載されている多層構造の包装袋を使用してもよい。
【0017】
ポリオレフィン樹脂としては、例えば、高密度ポリエチレン,中密度ポリエチレン,高圧法低密度ポリエチレン,直鎖状低密度ポリエチレン,エチレン−酢酸ビニル共重合体等のポリエチレン系樹脂、エチレン−αオレフィンランダム共重合体等のオレフィン系エラストマー、ポリプロピレン、エチレン−プロピレンランダム共重合体、α−オレフィン−プロピレンランダム共重合体等のポリプロピレン系樹脂や、環状ポリオレフィン樹脂、これらの混合物の単層、および多層フィルムなどが挙げられる。こうした樹脂は、耐熱性向上等を目的として一部架橋されていてもよい。このような合成樹脂フィルムは、厚みが50〜1000μm、好ましくは100〜500μm程度のものを用いればよい。
【0018】
医療用薬液バッグ21は、例えば、2液混合タイプのものであればよく、第1薬液収納室22と第2薬液収納室23とに区画されている。第1薬液収納室22には第1薬液24が、また第2薬液収納室23には第2薬液25がそれぞれ収容される。こうした第1薬液収納室22と第2薬液収納室23との間は剥離して連通可能な液密区画手段である液密シール(液密区画手段)26によって仕切られる。
【0019】
液密シール26は、第1薬液収納室22や第2薬液収納室23を押圧して、第1薬液収納室22や第2薬液収納室23の内圧を昇圧させることによって剥離され、第1薬液収納室22と第2薬液収納室23とが一体化される。こうした液密シール26の剥離によって、第1薬液収納室22および第2薬液収納室23にそれぞれ収納されている第1薬液24および第2薬液25が混合される。
【0020】
このような液密シール26の形成方法としては、例えば、医療用薬液バッグ21の内面側をポリエチレンとポリプロピレンの混合物などの融点や相溶性の異なる樹脂組成物からなる層を形成させた合成樹脂フィルムを用いて、高融点の樹脂の溶融温度以下でシールする方法が挙げられる。あるいは、ヒートシールを低温で行い、半溶着状態で弱接着させる方法、また、液密シール26の形成部分に予め電子線などで架橋した可撓性材料を用いたり、強融着部分を特定の面積割合で発生させるシールバーを用いたり、あるいは、2枚の可撓性材料の間に易剥離性の樹脂テープを挟む方法なども好ましく挙げられる。
【0021】
第1薬液収納室22には、排出口27が形成されている。この排出口27は、第1薬液24および第2薬液25が混合された混合薬液を取り出す流出口であり、専用のアダプターや針などの排出手段の接続によって医療用薬液バッグ21から混合薬液が取り出される。また、混合薬液に他の薬液を混注する注入口として使用されることもある。
【0022】
以上のような構成の医療用薬液バッグ21は、本発明の医療用薬液バッグ収容袋10の収容空間15内に、例えば、液密シール26を境にして第1薬液収納室22と第2薬液収納室23とが対面するように2つ折りにして収容されればよい。
【0023】
再び図1、図2を参照して、底融着部13は、収容袋10の幅方向の全長に渡って所定幅で形成されている。一方、傾斜融着部14a,14bは、収容空間15を底融着部13に向けて幅を狭め、かつ収容空間15の中央に向けて収容袋10の両側辺から遠ざかるように傾斜して融着されている。こうした傾斜融着部14a,14bは一端が底融着部13にそれぞれ連なり、他端が側辺融着部12a,12bの一方の端と連なっている。
【0024】
こうした傾斜融着部14a,14bは底融着部13に対して内角θが95度以上125度以下、より好ましくは、105度から115度以下で傾斜するように形成されている。内角θが95度以下の場合医療用薬液バッグ21を医療用薬液バッグ収容袋10に収納する際に手間が非常にかかり、また、内角θが125度以上の場合、医療用薬液バッグ21が領域に安定に抱持拘束されないため好ましくない。また、底融着部13のうち、傾斜融着部14a,14bに連なる間の幅(間隔)Mは、収容空間15に収容される医療用薬液バッグ21の幅(底辺)の長さmとほぼ同じか、それよりわずかに短く形成されている。Mが長さmと比較して極端に短い場合、医療用薬液バッグ21を収めるのに必要なだけのサイズの医療用薬液バッグ収容袋10を作成するためにはフィルムに相当な長さが必要となり好ましくない。
【0025】
そして、こうした傾斜融着部14a,14bと底融着部13とで区画された略三角形の領域は、シート材11aとシート材11bとが互いに融着されない非融着領域17とされている。この非融着領域17では、シート材11aとシート材11bとが互いに離れて広がるなどの状態を許容する。
【0026】
収容空間15に医療用薬液バッグ21が収容された後に融着される上融着部16の一端には、収容袋10を引き裂いて収容空間15から医療用薬液バッグ21を取り出すことを容易にする開封用の切り込み18が形成されている。
【0027】
以上のような構成の本発明の医療用薬液バッグ収用袋10によれば、例えば輸送時などで医療用薬液バッグ収用袋10に振動が加わっても、擦れによりピンホールなどが生じることを防止する。即ち、収用袋10が輸送時などで小さめの包装箱内に収納することで角や皺が生じることとなる。
【0028】
こうした角や皺が多数生じた状態で輸送などの振動が加わると、角や皺の部分が輸送用の包装箱と擦れてピンホールが生じやすくなる。しかし、収用袋10の底部の両側に傾斜融着部14a,14bと底融着部13とで区画された略三角形の非融着領域17を形成することで、この非融着領域17に角や皺が生じるため、収用空間15にピンホールができることを防ぎ、振動による擦れなどでピンホールが生じるのを効果的に防止する。
【0029】
こうした非融着領域17が従来のように全面的に融着されていると、この部分が硬くなって、角や皺を底に発生させるという本来の目的が達せられず、収用空間に強い折れ癖や角がつき易くなり、ここからピンホールが発生しやすくなる。しかし、この底部に本発明のごとく略三角形の非融着領域17を形成することで、上述したようにこの非融着領域17に角や皺を生じさせ、収用空間15にできる皺を吸収して皺や角をなくし、結果的にピンホールが原因による医療用薬液バッグ21内の第1薬液24及び第2薬液25の酸化による変質などを防止することができる。
【0030】
一方、図4に示すように、収容袋10の底融着部13を収容袋10の幅方向の全長に渡って形成することにより、医療用薬液バッグ21を収容する前の収容袋10の製造段階で収容空間15に塵埃が侵入して汚染されることを防止する。この収容袋10の製造にあたっては、一連の長い2枚のシート材11を連続して融着し、その後に1つ分の収容袋10を切断点Lで切り離して製造している。こうした収容袋10の製造時に、底融着部13を収容袋10の幅方向の全長に渡って形成することにより、1つの収容袋10に連なる次の収容袋10の収容空間15内に、融着前の上融着部の予定位置Rから塵埃が入り込むことがない。これにより、医療用品である収容袋10の収容空間15内を確実に清浄に保つことができるようになる。また、底融着部13は非融着部分17に対して皺を生じさせるという本願の目的に則し、柔らかくするために可能な限り細くシールすることが望ましく、好ましくは3mm以下である。
【0031】
なお、上述した実施形態では、2液混合タイプの医療用薬液バッグ21を挙げているが、本発明の医療用薬液バッグ収容袋10に収容される医療用薬液バッグはもちろんこれに限定されるものではなく、単一室の1液タイプの医療用薬液バッグや、3室以上を持つ多液混合タイプの医療用薬液バッグにも同様に適用可能である。
【実施例】
【0032】
本出願人は、本発明の効果を検証した。検証にあたって、図5(a)に示すサイズの本発明の医療用薬液バッグ収納袋が準備された。また、比較例(従来例)として、図5(b)(c)に示すサイズの異なる2種類の従来の形状の医療用薬液バッグ収納袋が準備された。こうした本発明例と比較例の収納袋のそれぞれに薬液を収容した医療用薬液バッグを入れ、上部を融着した。そして、それぞれを0℃で24時間以上保管し、その後、加速度1Gで垂直方向に4.5Hz固定で30分、水平方向に4.5Hz固定で30分、過酷条件として振動を加えた。そして、本発明例と比較例の収納袋のそれぞれのピンホールの発生状況を検証した。
【0033】
図6及び表1に、こうした振動テストの収納袋単位でのピンホールの発生状況を、また、図7及び表2に、収納袋を複数個づつケースに収容したケース単位でのピンホールの発生状況をそれぞれ示した。
【0034】
【表1】
【0035】
【表2】
【0036】
図6及び表1に示す結果によれば、本発明の収納袋では、ピンホールの発生率は1.3%であるが、比較例1は9.8%、比較例2は4.3%と、顕著にピンホールの発生を防止できることが確認された。また、ケース単位で検証した図7及び表2に示す結果でも、本発明の収納袋では、ピンホールの発生率は9.4%であり、比較例1が56.3%、比較例2が33.3%と、顕著にピンホールの発生を防止できることが確認された。こうした検証での上述した振動条件は、通常の輸送で生じる振動より相当に大きく過酷なものであるので、通常の輸送による振動では、本発明の収納袋を用いれば、ほぼ確実にピンホールによる薬液の変質を防止することができることが判明した。
【図面の簡単な説明】
【0037】
【図1】図1は、本発明の医療用薬液バッグ収容袋を示す外観斜視図である。
【図2】図2は、本発明の医療用薬液バッグ収容袋を示す平面図である。
【図3】図3は、医療用薬液バッグの一例を示す外観斜視図である。
【図4】図4は、本発明の医療用薬液バッグ収容袋の製造状態を示す平面図である。
【図5】図5は、本発明の検証に用いたサンプルを示す平面図である。
【図6】図6は、本発明の検証結果を示すグラフである。
【図7】図7は、本発明の検証結果を示すグラフである。
【符号の説明】
【0038】
10 医療用薬液バッグ収容袋
13 底融着部
14a,14b 傾斜融着部
15 収容空間
17 非融着領域
21 医療用薬液バッグ
【特許請求の範囲】
【請求項1】
2枚のシート材を端部で互いに融着して袋状にされ、内部に医療用薬液バッグを収容する医療用薬液バッグ収容袋であって、
前記医療用薬液バッグ収容袋は、外形が略矩形であり、その底辺に向けて内部の幅が狭められ、かつ中央に向けて両側辺から融着部分が遠ざかるように融着した傾斜融着部と、この傾斜融着部の端と繋がり、前記底辺で前記医療用薬液バッグ包装袋を全幅に渡って融着した底融着部と、前記傾斜融着部と前記底融着部とで区画された略三角形の非融着領域とを備えたことを特徴とする医療用薬液バッグ収容袋。
【請求項2】
前記傾斜融着部は前記底融着部に対して内角が95°以上125°以下で傾斜していることを特徴とする請求項1に記載の医療用薬液バッグ収容袋。
【請求項3】
前記底融着部に繋がり、互いに対面する前記傾斜融着部の端どうしの間隔は、前記医療用薬液バッグ収容袋に収容される医療用薬液バッグの底辺の長さとほぼ同じか、それより短く形成されることを特徴とする請求項1または2に記載の医療用薬液バッグ収容袋。
【請求項4】
前記シート材は、ガスバリア性を有する材料で形成されることを特徴とする請求項1ないし3のいずれか1項に記載の項に記載の医療用薬液バッグ収容袋。
【請求項1】
2枚のシート材を端部で互いに融着して袋状にされ、内部に医療用薬液バッグを収容する医療用薬液バッグ収容袋であって、
前記医療用薬液バッグ収容袋は、外形が略矩形であり、その底辺に向けて内部の幅が狭められ、かつ中央に向けて両側辺から融着部分が遠ざかるように融着した傾斜融着部と、この傾斜融着部の端と繋がり、前記底辺で前記医療用薬液バッグ包装袋を全幅に渡って融着した底融着部と、前記傾斜融着部と前記底融着部とで区画された略三角形の非融着領域とを備えたことを特徴とする医療用薬液バッグ収容袋。
【請求項2】
前記傾斜融着部は前記底融着部に対して内角が95°以上125°以下で傾斜していることを特徴とする請求項1に記載の医療用薬液バッグ収容袋。
【請求項3】
前記底融着部に繋がり、互いに対面する前記傾斜融着部の端どうしの間隔は、前記医療用薬液バッグ収容袋に収容される医療用薬液バッグの底辺の長さとほぼ同じか、それより短く形成されることを特徴とする請求項1または2に記載の医療用薬液バッグ収容袋。
【請求項4】
前記シート材は、ガスバリア性を有する材料で形成されることを特徴とする請求項1ないし3のいずれか1項に記載の項に記載の医療用薬液バッグ収容袋。
【図1】

【図2】
【図3】
【図4】

【図5】
【図6】

【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−204529(P2006−204529A)
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願番号】特願2005−20266(P2005−20266)
【出願日】平成17年1月27日(2005.1.27)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【出願人】(000000066)味の素株式会社 (887)
【Fターム(参考)】
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願日】平成17年1月27日(2005.1.27)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【出願人】(000000066)味の素株式会社 (887)
【Fターム(参考)】
[ Back to top ]