
医薬品の製造方法
(a)複合アルミニウム基質物質をブリスター成形装置で成形し、該複合アルミニウム基質物質に多数のくぼみを形成させ、ここに、該複合アルミニウム基質物質は中間アルミニウム層、および第一および第二外層を含み、第一外層の物質は第二外層のものと異なり、第一外層の曲げ剛性は第二外層のものと0〜30%異なり;(b)液体医薬品を工程(a)にて形成されるくぼみに充填し;(c)該医薬品を凍結し;(d)該医薬品を凍結乾燥し;(e)蓋用物質を包装物質に付着させて該医薬品を密封する工程を含む、経口崩壊製剤を製造する方法。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、医薬品を製造する方法、特に複合アルミニウム包装物質を有する経口崩壊製剤を製造する方法に関する。
【背景技術】
【0002】
現在のところ、単回投与経口製剤は主に、医薬品分野におけるアルミニウム-プラスチック・ブリスター包装に梱包される。そのような包装は多くの利点を有する。まず、かなり便利で経済的な患者のための単回投与医薬品包装を提供し、患者による過剰投与または不十分な投与を回避する。第二に、ブリスター包装製造は低コストで速く、狭い保存スペースを占め、運搬に便利である。最後に、アルミニウムホイルの表面には、複数の薬物を分配するときに薬物分配中の間違いを回避するのに役立ちうる注釈が含まれているので安全である。それゆえ、ブリスター包装を有する経口製剤は、将来ある程度の期間にわたり市場を独占するだろう。しかし、それ自体の特性によりブリスター包装に用いられるポリマー物質は、光および湿気が包装を透過するかまたはそこに含まれる医薬品に接触することを予防することができず、従って、医薬品の品質に影響する。この問題を解決するために、二重アルミニウム層包装(ここに、ブリスター包装は、アルミニウムホイルの上下に付着したポリマー物質を有する複合アルミニウム物質を含む)を用いた。アルミニウムホイルの強い遮断特性は、光、湿気、細菌などの外部的要因により引き起こされる損傷から医薬品を防ぎ、それゆえ製品の保存期間を延長する。この種の包装は外部環境からの影響に脆弱な医薬品、特に経口崩壊製剤に重要である。経口崩壊製剤は、空気中の湿気に曝露されると、大幅に収縮し、これにより崩壊時間が延長され、製品が要求品質を満たさなくなるだろう。
【0003】
さらに、経口崩壊製剤は、水を必要としないで唾液に接触して流し込まれるときに口内で急速に崩壊し、これは嚥下障害を有するかまたは水を確保できない患者に便利である。ますます多くの患者が、その独特の利点を十分理解する。なお、研究が深まるにつれて、その容易な投与に加えてこの種の製剤は口、喉および食道粘膜を通して吸収することができ、従って素早く効くことが発見されている。それゆえ、疼痛疾患、不眠症、嘔吐、てんかん、アレルギー疾患および心疾患などの急性疾患を治療するための医薬品を開発するために用いることができる。製剤は肝臓の初回通過効果を減少し、薬剤有用性を増強し、毒性を軽減するなどすることができる。大きな市場の見込みもあり、新たな製剤領域における研究および開発のためのホットスポットとなっており、従って大きな注目を引きつけている。
【0004】
経口崩壊製剤を製造する方法は、主に直接圧縮工程および凍結乾燥方法を含む。直接圧縮工程を用いて製造された錠剤は、最大の運搬容量、最低コストおよび最大適用範囲を有する。しかし、錠剤の成形および崩壊に必要な時間は、互いに相反する。言い換えると、より圧力をかけて圧縮すると錠剤は成形しやすいが、これは崩壊時間を延長するだろう。一方、より速い崩壊速度を確実にするためには、錠剤は緩くなり、包装、保存および運搬の工程にてすり減るかまたは崩壊さえしうる。
【0005】
直接圧縮工程に関する問題を解決するために、経口崩壊錠剤は市場にて見られる凍結乾燥方法、例えばZydis法により製造した。しかし、この技術の使用は他の問題を引き起こす。複合包装物質を一緒に含んだ医薬品は成形されて、製造工程中に超低温にて急速に凍結するため、包装物質の基質物質が凍結乾燥後にゆがんで、次の工程に影響する。例えば、密封工程に悪影響を有し、製品の品質が低下するだろう。これらの問題を解決するために、CN 93121709.1は凍結乾燥方法にて複合アルミニウムを基質物質として用いた経口崩壊製剤を製造する方法を開示し、それにより包装の基質物質の第一および第二外層の熱膨張係数が同じでなければならない。この開示された文献にて、基質物質が同じ熱膨張係数を必要とする原理は、基質物質が凍結乾燥工程における温度変化を受ける場合、第一外層および第二外層は基質物質の凍結乾燥後のゆがみを防ぐために温度変化に対称的に反応しなければならないことである。基質物質の第一および第二外層は、温度変化と対称的な反応を有するために同じ熱膨張係数を有しなければならない。
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、本発明の発明者は、上記製造工程中にて、蓋用物質で医薬品を密封する前に基質物質がゆがむ理由が、二つの工程、すなわち基質物質のアルミニウムくぼみ成形工程および医薬品充填後の凍結乾燥工程の共同効果により影響されることを研究において発見した。なお、本発明の発明者はさらに、基質物質のゆがみが上記二つの工程により影響されるが、成形工程は最も影響を受けることを多くの実験を通して発見した。凍結乾燥工程はまた、基質物質のゆがみにも影響するが、その影響は成形工程と比較した場合に無視することができる。これは、基質物質が成形工程後にゆがまない限り、凍結乾燥工程にて少しゆがんだ場合であっても技術的要件を満足するだろうことを示唆する。長期間の研究および実験の後に、本発明の発明者は最終的にこの疑問の技術的な解決を発見し、従って本発明を達成した。
【課題を解決するための手段】
【0007】
発明の記載
本発明の目的は、経口崩壊製剤を製造する方法を提供する。この方法は、成形および/または凍結工程にて複合アルミニウム物質のゆがみを克服することができ、従って製品の認定速度および安定性を増強することができる。
【0008】
本発明は、(a)複合アルミニウム基質物質をブリスター成形装置で成形し、該複合アルミニウム基質物質に多数のくぼみを形成させ、ここに、該複合アルミニウム基質物質は中間アルミニウム層、および第一および第二外層を含み、第一外層の物質は第二外層のものと異なり、第一外層の曲げ剛性は第二外層のものと0〜30%異なり;
(b)液体医薬品を工程(a)にて形成されるくぼみに充填し;
(c)該医薬品を凍結し;
(d)該医薬品を凍結乾燥し;
(e)蓋用物質を包装物質に付着させて該医薬品を密封する工程を含む、経口崩壊製剤を製造する方法を提供する。
【0009】
工程(b)において、第一外層の物質は第二外層のものと異なり、第一外層の曲げ剛性は第二外層のものと0〜30%異なる。さらに、技術的要件に応じて、曲げ剛性の差は好ましくは0〜15%、より好ましくは0〜5%であり、最も好ましくは第一および第二外層の曲げ剛性が同じである。
【発明を実施するための最良の形態】
【0010】
好ましい具体的態様にて、第一および第二外層の少なくとも一つの層はポリマー物質を含むか、または両層がポリマー物質を含む。ポリマー物質としては、ポリエチレン(PE)、高密度ポリエチレン(HDPE)、ポリプロピレン(PP)、ポリビニルクロリド(PVC)、ポリビニリデンクロリド(PVDC)、ポリアミド(PA)、二軸配向ポリアミド(OPA)、シクロオレフィンコポリマー(COC)、ポリウレタン(PU)またはそれらの混合物、例えばCOCとPEの混合物およびCOCとPVCの混合物が挙げられるが、これらに限定されない。
【0011】
さらに好ましい具体的態様にて、第一および第二外層はいくつかの副層を含むことができる。例えば、第一外層はPVC層およびOPA層を含むことができ、第二外層もまたPVC層およびOPA層を含むことができるが;第一外層のPVC物質は異なる充填物を有することにより第二外層のPVC物質と異なる。その両者はPVCと称されるが、それらの物理的および化学的特性は有意に異なり、第一外層および第二外層は実際に異なる物質であることを示す。別の例は第一層がPPを含み、第二外層がOPAおよびPP層を含むものである。従って、複合物質はPP/A1/OPA/PPを含む。第三の例はPVC/OPA/A1/PVC複合物質である。
【0012】
水蒸気、光の汚染および外部からの他の汚染から医薬品を保護し、医薬品の保管期間を延長するという観点から、好ましい基質物質はPE/OPA/A1/OPA(ここに、第一外層はOPAであり、第二外層はOPA層およびPE層を含む)である。これは、PE物質が良い遮断能力、優れた透過性、無毒性、良い製造適応性を有し、リサイクル可能であるためである。上記PE物質は水性ベースPEまたは油性ベースPEであることができる。
【0013】
あるいは、物質のヒート・シール特性を増強するという観点から、COCは錠剤の水蒸気曝露を有意に遮断するために用いることができ、これは特に経口崩壊製剤に重要である。さらに、COCは熱、酸およびアルカリに耐性であり、高い強度を有する。しかし、COCは脆く、他の物質と組み合わせて用いるべきである。好ましい具体的態様にて、基質物質はOPA層およびCOCとPEの混合物層からなる第一外層、およびOPA層およびCOCとPEの複合体層からなる第二外層を含む。すなわち、基質物質の構造はCOCとPEの混合物/OPA/A1/OPA/COCとPEの複合体である。「COCとPEの混合物層」(「COC+PE」と称する)の意味は、COCとPEを均一に混合することにより製造された物質である。「COCとPEの複合体層」(「COC/PE」と称する)の意味は、COCの層とPEの層を一緒に押圧し、組み合わされた層を作る。
【0014】
さらに、製造の技術的要件に合うための製造工程におけるゆがみの回避ならびにコスト軽減の観点から、好ましい基質物質はOPA層およびCOCとPEの混合物層からなる第一外層、およびOPAからなる第二外層を含む。それゆえ、基質物質の構造はCOC+PE/OPA/A1/OPAである。
【0015】
本発明の別の態様は、包装製品、特にブリスター包装を有する製品のための複合アルミニウム物質の使用に関する。包装される製品に特別な限定はない。例えば、それらは医薬品または食品であることができる。上記複合アルミニウム物質の使用により、包装成形、加熱、冷凍および/または凍結工程における製品の封のゆがみおよび影響から包装を有効に防ぐことができ、従って、水蒸気、光および他の外部からの汚染を防ぎ、有意に製品の貯蔵寿命を増大することができる。
【0016】
結合剤は、必要に応じて上記それぞれの層の間に加えて、複合物質を一緒に結合することができる。ここで、結合剤のみを用いて物質を一緒に結合し、以下の具体的態様にて分けて記載しない。
【0017】
発明の具体的態様
以下の実施例は、詳細な具体的態様とともに本発明を記載する。これらの実施例は、本発明の説明の目的のためのみであり、本発明の範囲を限定するものではない。
【実施例】
【0018】
実施例1
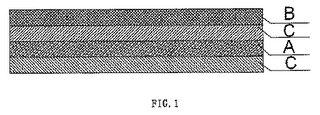
Figure 1は本実施例にて用いられる複合アルミニウム包装物質の構造図である。この構造図は、複合物質の構造が上層Bが水性ベースPE層であり、その下の層がOPA層であり、中間層Aがアルミニウムホイルであり、下層CがOPA層であることを示す。
【0019】
さらに、本実施例にて用いられる基質物質のうち、B層の厚みは15マイクロメーターであり、C層の厚みは25マイクロメーターであり、中間層Aの厚みは60マイクロメーターである。
【0020】
物質の曲げ剛性は米国材料試験協会(ASTM)のASTM D790標準に従って測定する(以下のすべての物質の曲げ剛性を同様に測定する)。
【0021】
分析および試験の後、上記複合物質Bの曲げ剛性は4Nであり、B層のすぐ次のC層は40Nであり、下層Cはまた40Nである。
【0022】
アルミニウムくぼみはFigure 1に示される複合アルミニウム基質物質にブリスター成形装置を用いて形成される。製造された医薬品溶液または懸濁物を電子ピペットによりくぼみに加える。医薬品および基質物質は、液体窒素穴に-80℃にて7分間押し入れ、凍結する。上記技術工程にて、基質物質は成形装置により衝撃を与えられる。しかし、第一外層の曲げ剛性が第二外層のものと21%異なるため、多数のくぼみを有する基質物質はゆがまないで平らのままである。次に、液体窒素穴における低温凍結の後、アルミニウム物質は温度変化のために少しゆがむことがある。しかし、ゆがみは厳密に観察しなければ、ほとんど検出できず、くぼみに形成された固体錠剤に影響しないだろう。
【0023】
次に、凍結医薬品および複合物質を凍結乾燥機に移し、0.2mbarの圧力下-20℃にて4.5時間乾燥する。最終的に、医薬品は蓋用物質を用いてくぼみを密封し、凍結乾燥された錠剤を製造する。
【0024】
実施例2
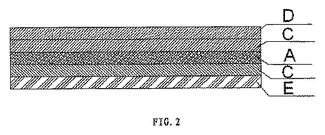
Figure 2は本実施例にて用いられる複合アルミニウム包装物質の構造図である。この構造図は、上から下までの複合物質の構造が、COCとPEの混合物層(D層)、OPA層(C層)、アルミニウムホイル(A層)、OPA層(C層)およびCOCとPEの複合体層(E層)であることを示す。
【0025】
本実施例にて用いられる基質物質のうち、D層の厚みは60マイクロメーターであり、C層の厚みは25マイクロメーターであり、中間層Aの厚みは60マイクロメーターであり、E層の厚みは25マイクロメーターである。
【0026】
分析および試験の後、上記D層の曲げ剛性は4Nであり、C層は15Nであり、E層もまた4Nである。
【0027】
アルミニウムくぼみはFigure 2に示される複合アルミニウム基質物質にブリスター成形装置を用いて形成される。製造された医薬品溶液または懸濁物を電子ピペットによりくぼみに加える。医薬品および基質物質は液体窒素穴に-90℃にて8分間押し入れ、凍結する。上記技術工程にて、基質物質は成形装置により衝撃を与える。しかし、第一外層と第二外層の間の曲げ剛性が同じであるため、多数のくぼみを有する基質物質はゆがまないで平らのままである。次に、液体窒素穴における低温凍結の後、アルミニウム物質は温度変化のために少しゆがむことがある。しかし、ゆがみは厳密に観察しなければ、ほとんど検出することができず、くぼみに形成された固体錠剤に影響しないだろう。
【0028】
次に、凍結医薬品および複合物質を凍結乾燥機に移し、0.1mbarの圧力下-10℃の温度にて4時間乾燥する。最終的に、医薬品は蓋用物質を用いてくぼみを密封し、凍結乾燥錠剤を製造する。
【0029】
実施例3
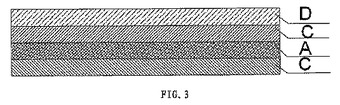
Figure 3は本実施例にて用いられる複合アルミニウム包装物質の構造図である。この構造図は、複合物質の構造が上層DがCOCとPEの混合物層であり、その下のC層がOPA層であり、中間層Aがアルミニウムホイルであり、下層CがOPA層であることを示す。
【0030】
本実施例にて用いられる基質物質のうち、D層の厚みは25マイクロメーターであり、C層の厚みは25マイクロメーターであり、中間層Aの厚みは60マイクロメーターである。
【0031】
分析および試験の後、上記複合物質Dの曲げ剛性は4Nであり、B層のすぐ次のC層は15Nであり、下層Cもまた15Nである。
【0032】
アルミニウムくぼみはFigure 3に示される複合アルミニウム基質物質にブリスター成形装置を用いて形成される。製造された医薬品溶液または懸濁物を電子ピペットによりくぼみに加える。医薬品および基質物質を液体窒素穴に-100℃にて5分間押し入れ、凍結する。上記技術工程にて、基質物質は成形装置により衝撃を与える。しかし、第一外層の曲げ剛性が第二外層のものと21%異なるため、多数のくぼみを有する基質物質はゆがまないで平らのままである。次に、液体窒素穴における低温凍結の後、アルミニウム物質は温度変化のために少しゆがむことがある。しかし、ゆがみは厳密に観察しなければ、ほとんど検出することができず、くぼみに形成された固体錠剤に影響しないだろう。
【0033】
次に、凍結医薬品および複合物質を凍結乾燥機に移し、0.1mbarの圧力下-20℃の温度にて4時間乾燥する。最終的に、医薬品は蓋用物質を用いてくぼみを密封し、凍結乾燥錠剤を製造する。
【図面の簡単な説明】
【0034】
【図1】Figure 1は、本発明の好ましい具体的態様にて用いられる四層複合アルミニウム物質の構造図である。 図の説明A:アルミニウムホイルB:水性ベースPE層C:OPA層D:COCとPEの混合物層E:COCとPEの複合体層
【0035】
【図2】Figure 2は、本発明の別の好ましい具体的態様にて用いられる四層複合アルミニウム物質の構造図である。
【0036】
【図3】Figure 3は、本発明の別の好ましい具体的態様にて用いられる四層複合アルミニウム物質の構造図である。
【技術分野】
【0001】
本発明は、医薬品を製造する方法、特に複合アルミニウム包装物質を有する経口崩壊製剤を製造する方法に関する。
【背景技術】
【0002】
現在のところ、単回投与経口製剤は主に、医薬品分野におけるアルミニウム-プラスチック・ブリスター包装に梱包される。そのような包装は多くの利点を有する。まず、かなり便利で経済的な患者のための単回投与医薬品包装を提供し、患者による過剰投与または不十分な投与を回避する。第二に、ブリスター包装製造は低コストで速く、狭い保存スペースを占め、運搬に便利である。最後に、アルミニウムホイルの表面には、複数の薬物を分配するときに薬物分配中の間違いを回避するのに役立ちうる注釈が含まれているので安全である。それゆえ、ブリスター包装を有する経口製剤は、将来ある程度の期間にわたり市場を独占するだろう。しかし、それ自体の特性によりブリスター包装に用いられるポリマー物質は、光および湿気が包装を透過するかまたはそこに含まれる医薬品に接触することを予防することができず、従って、医薬品の品質に影響する。この問題を解決するために、二重アルミニウム層包装(ここに、ブリスター包装は、アルミニウムホイルの上下に付着したポリマー物質を有する複合アルミニウム物質を含む)を用いた。アルミニウムホイルの強い遮断特性は、光、湿気、細菌などの外部的要因により引き起こされる損傷から医薬品を防ぎ、それゆえ製品の保存期間を延長する。この種の包装は外部環境からの影響に脆弱な医薬品、特に経口崩壊製剤に重要である。経口崩壊製剤は、空気中の湿気に曝露されると、大幅に収縮し、これにより崩壊時間が延長され、製品が要求品質を満たさなくなるだろう。
【0003】
さらに、経口崩壊製剤は、水を必要としないで唾液に接触して流し込まれるときに口内で急速に崩壊し、これは嚥下障害を有するかまたは水を確保できない患者に便利である。ますます多くの患者が、その独特の利点を十分理解する。なお、研究が深まるにつれて、その容易な投与に加えてこの種の製剤は口、喉および食道粘膜を通して吸収することができ、従って素早く効くことが発見されている。それゆえ、疼痛疾患、不眠症、嘔吐、てんかん、アレルギー疾患および心疾患などの急性疾患を治療するための医薬品を開発するために用いることができる。製剤は肝臓の初回通過効果を減少し、薬剤有用性を増強し、毒性を軽減するなどすることができる。大きな市場の見込みもあり、新たな製剤領域における研究および開発のためのホットスポットとなっており、従って大きな注目を引きつけている。
【0004】
経口崩壊製剤を製造する方法は、主に直接圧縮工程および凍結乾燥方法を含む。直接圧縮工程を用いて製造された錠剤は、最大の運搬容量、最低コストおよび最大適用範囲を有する。しかし、錠剤の成形および崩壊に必要な時間は、互いに相反する。言い換えると、より圧力をかけて圧縮すると錠剤は成形しやすいが、これは崩壊時間を延長するだろう。一方、より速い崩壊速度を確実にするためには、錠剤は緩くなり、包装、保存および運搬の工程にてすり減るかまたは崩壊さえしうる。
【0005】
直接圧縮工程に関する問題を解決するために、経口崩壊錠剤は市場にて見られる凍結乾燥方法、例えばZydis法により製造した。しかし、この技術の使用は他の問題を引き起こす。複合包装物質を一緒に含んだ医薬品は成形されて、製造工程中に超低温にて急速に凍結するため、包装物質の基質物質が凍結乾燥後にゆがんで、次の工程に影響する。例えば、密封工程に悪影響を有し、製品の品質が低下するだろう。これらの問題を解決するために、CN 93121709.1は凍結乾燥方法にて複合アルミニウムを基質物質として用いた経口崩壊製剤を製造する方法を開示し、それにより包装の基質物質の第一および第二外層の熱膨張係数が同じでなければならない。この開示された文献にて、基質物質が同じ熱膨張係数を必要とする原理は、基質物質が凍結乾燥工程における温度変化を受ける場合、第一外層および第二外層は基質物質の凍結乾燥後のゆがみを防ぐために温度変化に対称的に反応しなければならないことである。基質物質の第一および第二外層は、温度変化と対称的な反応を有するために同じ熱膨張係数を有しなければならない。
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、本発明の発明者は、上記製造工程中にて、蓋用物質で医薬品を密封する前に基質物質がゆがむ理由が、二つの工程、すなわち基質物質のアルミニウムくぼみ成形工程および医薬品充填後の凍結乾燥工程の共同効果により影響されることを研究において発見した。なお、本発明の発明者はさらに、基質物質のゆがみが上記二つの工程により影響されるが、成形工程は最も影響を受けることを多くの実験を通して発見した。凍結乾燥工程はまた、基質物質のゆがみにも影響するが、その影響は成形工程と比較した場合に無視することができる。これは、基質物質が成形工程後にゆがまない限り、凍結乾燥工程にて少しゆがんだ場合であっても技術的要件を満足するだろうことを示唆する。長期間の研究および実験の後に、本発明の発明者は最終的にこの疑問の技術的な解決を発見し、従って本発明を達成した。
【課題を解決するための手段】
【0007】
発明の記載
本発明の目的は、経口崩壊製剤を製造する方法を提供する。この方法は、成形および/または凍結工程にて複合アルミニウム物質のゆがみを克服することができ、従って製品の認定速度および安定性を増強することができる。
【0008】
本発明は、(a)複合アルミニウム基質物質をブリスター成形装置で成形し、該複合アルミニウム基質物質に多数のくぼみを形成させ、ここに、該複合アルミニウム基質物質は中間アルミニウム層、および第一および第二外層を含み、第一外層の物質は第二外層のものと異なり、第一外層の曲げ剛性は第二外層のものと0〜30%異なり;
(b)液体医薬品を工程(a)にて形成されるくぼみに充填し;
(c)該医薬品を凍結し;
(d)該医薬品を凍結乾燥し;
(e)蓋用物質を包装物質に付着させて該医薬品を密封する工程を含む、経口崩壊製剤を製造する方法を提供する。
【0009】
工程(b)において、第一外層の物質は第二外層のものと異なり、第一外層の曲げ剛性は第二外層のものと0〜30%異なる。さらに、技術的要件に応じて、曲げ剛性の差は好ましくは0〜15%、より好ましくは0〜5%であり、最も好ましくは第一および第二外層の曲げ剛性が同じである。
【発明を実施するための最良の形態】
【0010】
好ましい具体的態様にて、第一および第二外層の少なくとも一つの層はポリマー物質を含むか、または両層がポリマー物質を含む。ポリマー物質としては、ポリエチレン(PE)、高密度ポリエチレン(HDPE)、ポリプロピレン(PP)、ポリビニルクロリド(PVC)、ポリビニリデンクロリド(PVDC)、ポリアミド(PA)、二軸配向ポリアミド(OPA)、シクロオレフィンコポリマー(COC)、ポリウレタン(PU)またはそれらの混合物、例えばCOCとPEの混合物およびCOCとPVCの混合物が挙げられるが、これらに限定されない。
【0011】
さらに好ましい具体的態様にて、第一および第二外層はいくつかの副層を含むことができる。例えば、第一外層はPVC層およびOPA層を含むことができ、第二外層もまたPVC層およびOPA層を含むことができるが;第一外層のPVC物質は異なる充填物を有することにより第二外層のPVC物質と異なる。その両者はPVCと称されるが、それらの物理的および化学的特性は有意に異なり、第一外層および第二外層は実際に異なる物質であることを示す。別の例は第一層がPPを含み、第二外層がOPAおよびPP層を含むものである。従って、複合物質はPP/A1/OPA/PPを含む。第三の例はPVC/OPA/A1/PVC複合物質である。
【0012】
水蒸気、光の汚染および外部からの他の汚染から医薬品を保護し、医薬品の保管期間を延長するという観点から、好ましい基質物質はPE/OPA/A1/OPA(ここに、第一外層はOPAであり、第二外層はOPA層およびPE層を含む)である。これは、PE物質が良い遮断能力、優れた透過性、無毒性、良い製造適応性を有し、リサイクル可能であるためである。上記PE物質は水性ベースPEまたは油性ベースPEであることができる。
【0013】
あるいは、物質のヒート・シール特性を増強するという観点から、COCは錠剤の水蒸気曝露を有意に遮断するために用いることができ、これは特に経口崩壊製剤に重要である。さらに、COCは熱、酸およびアルカリに耐性であり、高い強度を有する。しかし、COCは脆く、他の物質と組み合わせて用いるべきである。好ましい具体的態様にて、基質物質はOPA層およびCOCとPEの混合物層からなる第一外層、およびOPA層およびCOCとPEの複合体層からなる第二外層を含む。すなわち、基質物質の構造はCOCとPEの混合物/OPA/A1/OPA/COCとPEの複合体である。「COCとPEの混合物層」(「COC+PE」と称する)の意味は、COCとPEを均一に混合することにより製造された物質である。「COCとPEの複合体層」(「COC/PE」と称する)の意味は、COCの層とPEの層を一緒に押圧し、組み合わされた層を作る。
【0014】
さらに、製造の技術的要件に合うための製造工程におけるゆがみの回避ならびにコスト軽減の観点から、好ましい基質物質はOPA層およびCOCとPEの混合物層からなる第一外層、およびOPAからなる第二外層を含む。それゆえ、基質物質の構造はCOC+PE/OPA/A1/OPAである。
【0015】
本発明の別の態様は、包装製品、特にブリスター包装を有する製品のための複合アルミニウム物質の使用に関する。包装される製品に特別な限定はない。例えば、それらは医薬品または食品であることができる。上記複合アルミニウム物質の使用により、包装成形、加熱、冷凍および/または凍結工程における製品の封のゆがみおよび影響から包装を有効に防ぐことができ、従って、水蒸気、光および他の外部からの汚染を防ぎ、有意に製品の貯蔵寿命を増大することができる。
【0016】
結合剤は、必要に応じて上記それぞれの層の間に加えて、複合物質を一緒に結合することができる。ここで、結合剤のみを用いて物質を一緒に結合し、以下の具体的態様にて分けて記載しない。
【0017】
発明の具体的態様
以下の実施例は、詳細な具体的態様とともに本発明を記載する。これらの実施例は、本発明の説明の目的のためのみであり、本発明の範囲を限定するものではない。
【実施例】
【0018】
実施例1
Figure 1は本実施例にて用いられる複合アルミニウム包装物質の構造図である。この構造図は、複合物質の構造が上層Bが水性ベースPE層であり、その下の層がOPA層であり、中間層Aがアルミニウムホイルであり、下層CがOPA層であることを示す。
【0019】
さらに、本実施例にて用いられる基質物質のうち、B層の厚みは15マイクロメーターであり、C層の厚みは25マイクロメーターであり、中間層Aの厚みは60マイクロメーターである。
【0020】
物質の曲げ剛性は米国材料試験協会(ASTM)のASTM D790標準に従って測定する(以下のすべての物質の曲げ剛性を同様に測定する)。
【0021】
分析および試験の後、上記複合物質Bの曲げ剛性は4Nであり、B層のすぐ次のC層は40Nであり、下層Cはまた40Nである。
【0022】
アルミニウムくぼみはFigure 1に示される複合アルミニウム基質物質にブリスター成形装置を用いて形成される。製造された医薬品溶液または懸濁物を電子ピペットによりくぼみに加える。医薬品および基質物質は、液体窒素穴に-80℃にて7分間押し入れ、凍結する。上記技術工程にて、基質物質は成形装置により衝撃を与えられる。しかし、第一外層の曲げ剛性が第二外層のものと21%異なるため、多数のくぼみを有する基質物質はゆがまないで平らのままである。次に、液体窒素穴における低温凍結の後、アルミニウム物質は温度変化のために少しゆがむことがある。しかし、ゆがみは厳密に観察しなければ、ほとんど検出できず、くぼみに形成された固体錠剤に影響しないだろう。
【0023】
次に、凍結医薬品および複合物質を凍結乾燥機に移し、0.2mbarの圧力下-20℃にて4.5時間乾燥する。最終的に、医薬品は蓋用物質を用いてくぼみを密封し、凍結乾燥された錠剤を製造する。
【0024】
実施例2
Figure 2は本実施例にて用いられる複合アルミニウム包装物質の構造図である。この構造図は、上から下までの複合物質の構造が、COCとPEの混合物層(D層)、OPA層(C層)、アルミニウムホイル(A層)、OPA層(C層)およびCOCとPEの複合体層(E層)であることを示す。
【0025】
本実施例にて用いられる基質物質のうち、D層の厚みは60マイクロメーターであり、C層の厚みは25マイクロメーターであり、中間層Aの厚みは60マイクロメーターであり、E層の厚みは25マイクロメーターである。
【0026】
分析および試験の後、上記D層の曲げ剛性は4Nであり、C層は15Nであり、E層もまた4Nである。
【0027】
アルミニウムくぼみはFigure 2に示される複合アルミニウム基質物質にブリスター成形装置を用いて形成される。製造された医薬品溶液または懸濁物を電子ピペットによりくぼみに加える。医薬品および基質物質は液体窒素穴に-90℃にて8分間押し入れ、凍結する。上記技術工程にて、基質物質は成形装置により衝撃を与える。しかし、第一外層と第二外層の間の曲げ剛性が同じであるため、多数のくぼみを有する基質物質はゆがまないで平らのままである。次に、液体窒素穴における低温凍結の後、アルミニウム物質は温度変化のために少しゆがむことがある。しかし、ゆがみは厳密に観察しなければ、ほとんど検出することができず、くぼみに形成された固体錠剤に影響しないだろう。
【0028】
次に、凍結医薬品および複合物質を凍結乾燥機に移し、0.1mbarの圧力下-10℃の温度にて4時間乾燥する。最終的に、医薬品は蓋用物質を用いてくぼみを密封し、凍結乾燥錠剤を製造する。
【0029】
実施例3
Figure 3は本実施例にて用いられる複合アルミニウム包装物質の構造図である。この構造図は、複合物質の構造が上層DがCOCとPEの混合物層であり、その下のC層がOPA層であり、中間層Aがアルミニウムホイルであり、下層CがOPA層であることを示す。
【0030】
本実施例にて用いられる基質物質のうち、D層の厚みは25マイクロメーターであり、C層の厚みは25マイクロメーターであり、中間層Aの厚みは60マイクロメーターである。
【0031】
分析および試験の後、上記複合物質Dの曲げ剛性は4Nであり、B層のすぐ次のC層は15Nであり、下層Cもまた15Nである。
【0032】
アルミニウムくぼみはFigure 3に示される複合アルミニウム基質物質にブリスター成形装置を用いて形成される。製造された医薬品溶液または懸濁物を電子ピペットによりくぼみに加える。医薬品および基質物質を液体窒素穴に-100℃にて5分間押し入れ、凍結する。上記技術工程にて、基質物質は成形装置により衝撃を与える。しかし、第一外層の曲げ剛性が第二外層のものと21%異なるため、多数のくぼみを有する基質物質はゆがまないで平らのままである。次に、液体窒素穴における低温凍結の後、アルミニウム物質は温度変化のために少しゆがむことがある。しかし、ゆがみは厳密に観察しなければ、ほとんど検出することができず、くぼみに形成された固体錠剤に影響しないだろう。
【0033】
次に、凍結医薬品および複合物質を凍結乾燥機に移し、0.1mbarの圧力下-20℃の温度にて4時間乾燥する。最終的に、医薬品は蓋用物質を用いてくぼみを密封し、凍結乾燥錠剤を製造する。
【図面の簡単な説明】
【0034】
【図1】Figure 1は、本発明の好ましい具体的態様にて用いられる四層複合アルミニウム物質の構造図である。 図の説明A:アルミニウムホイルB:水性ベースPE層C:OPA層D:COCとPEの混合物層E:COCとPEの複合体層
【0035】
【図2】Figure 2は、本発明の別の好ましい具体的態様にて用いられる四層複合アルミニウム物質の構造図である。
【0036】
【図3】Figure 3は、本発明の別の好ましい具体的態様にて用いられる四層複合アルミニウム物質の構造図である。
【特許請求の範囲】
【請求項1】
(a)複合アルミニウム基質物質をブリスター成形装置で成形し、該複合アルミニウム基質物質に多数のくぼみを形成させ、ここに、該複合アルミニウム基質物質は中間アルミニウム層、および第一および第二外層を含み、第一外層の物質は第二外層のものと異なり、第一外層の曲げ剛性は第二外層のものと0〜30%異なり;
(b)液体医薬品を工程(a)にて形成されるくぼみに充填し;
(c)該医薬品を凍結し;
(d)該医薬品を凍結乾燥し;
(e)蓋用物質を包装物質に付着させて該医薬品を密封する工程を含む、医薬品、好ましくは経口崩壊製剤を製造する方法。
【請求項2】
第一外層の曲げ剛性が第二外層のものと0〜15%異なる、請求項1記載の方法。
【請求項3】
第一外層の曲げ剛性が第二外層のものと0〜5%異なる、請求項2記載の方法。
【請求項4】
第一外層および第二外層の曲げ剛性が同じである、請求項3記載の方法。
【請求項5】
第一外層および第二外層の少なくとも一つの層がポリマー物質である、請求項1〜4のいずれか記載の方法。
【請求項6】
ポリマー物質がポリエチレン、ポリプロピレン、ポリビニルクロリド、ポリビニリデンクロリド、ポリアミド、シクロオレフィンコポリマー、ポリウレタンまたはそれらの混合物から選択される、請求項5記載の方法。
【請求項7】
第一外層および第二外層がさらに複数の副層を含む、請求項6記載の方法。
【請求項8】
第一外層がOPA層およびPE層を含み、第二外層がOPA層を含み、基質物質の構造がPE/OPA/A1/OPAである、請求項7記載の方法。
【請求項9】
第一外層がOPA層およびCOCとPEの混合物層を含み;第二外層がOPA層およびCOCとPEの複合体層を含み、基質物質の構造がCOC+PE/OPA/A1/OPA/COC/PEである、請求項7記載の方法。
【請求項10】
第一外層がOPA層およびCOCとPEの混合物層を含み、第二外層がOPA層を含み、基質物質の構造がCOC+PE/OPA/A1/OPAである、請求項7記載の方法。
【請求項11】
第一外層のOPA層の厚みが第二外層のOPA層のものと同じである、請求項8記載の方法。
【請求項12】
第一外層のOPA層の厚みが第二外層のOPA層のものと同じであり、第一外層のCOCとPEの混合物層の厚みが第二外層のCOCとPEの複合体層のものと同じである、請求項9記載の方法。
【請求項13】
第一外層のOPA層の厚みが第二外層のOPA層のものと同じである、請求項10記載の方法。
【請求項14】
PEが水性ベースPEおよび油性ベースPEから選択される、請求項10記載の方法。
【請求項15】
複合アルミニウム物質が中間アルミニウム層、および第一および第二外層を含み、第一外層の物質が第二外層のものと異なり、第一外層の曲げ剛性が第二外層のものと0〜30%異なる、製品包装物質としての複合アルミニウム物質の使用。
【請求項1】
(a)複合アルミニウム基質物質をブリスター成形装置で成形し、該複合アルミニウム基質物質に多数のくぼみを形成させ、ここに、該複合アルミニウム基質物質は中間アルミニウム層、および第一および第二外層を含み、第一外層の物質は第二外層のものと異なり、第一外層の曲げ剛性は第二外層のものと0〜30%異なり;
(b)液体医薬品を工程(a)にて形成されるくぼみに充填し;
(c)該医薬品を凍結し;
(d)該医薬品を凍結乾燥し;
(e)蓋用物質を包装物質に付着させて該医薬品を密封する工程を含む、医薬品、好ましくは経口崩壊製剤を製造する方法。
【請求項2】
第一外層の曲げ剛性が第二外層のものと0〜15%異なる、請求項1記載の方法。
【請求項3】
第一外層の曲げ剛性が第二外層のものと0〜5%異なる、請求項2記載の方法。
【請求項4】
第一外層および第二外層の曲げ剛性が同じである、請求項3記載の方法。
【請求項5】
第一外層および第二外層の少なくとも一つの層がポリマー物質である、請求項1〜4のいずれか記載の方法。
【請求項6】
ポリマー物質がポリエチレン、ポリプロピレン、ポリビニルクロリド、ポリビニリデンクロリド、ポリアミド、シクロオレフィンコポリマー、ポリウレタンまたはそれらの混合物から選択される、請求項5記載の方法。
【請求項7】
第一外層および第二外層がさらに複数の副層を含む、請求項6記載の方法。
【請求項8】
第一外層がOPA層およびPE層を含み、第二外層がOPA層を含み、基質物質の構造がPE/OPA/A1/OPAである、請求項7記載の方法。
【請求項9】
第一外層がOPA層およびCOCとPEの混合物層を含み;第二外層がOPA層およびCOCとPEの複合体層を含み、基質物質の構造がCOC+PE/OPA/A1/OPA/COC/PEである、請求項7記載の方法。
【請求項10】
第一外層がOPA層およびCOCとPEの混合物層を含み、第二外層がOPA層を含み、基質物質の構造がCOC+PE/OPA/A1/OPAである、請求項7記載の方法。
【請求項11】
第一外層のOPA層の厚みが第二外層のOPA層のものと同じである、請求項8記載の方法。
【請求項12】
第一外層のOPA層の厚みが第二外層のOPA層のものと同じであり、第一外層のCOCとPEの混合物層の厚みが第二外層のCOCとPEの複合体層のものと同じである、請求項9記載の方法。
【請求項13】
第一外層のOPA層の厚みが第二外層のOPA層のものと同じである、請求項10記載の方法。
【請求項14】
PEが水性ベースPEおよび油性ベースPEから選択される、請求項10記載の方法。
【請求項15】
複合アルミニウム物質が中間アルミニウム層、および第一および第二外層を含み、第一外層の物質が第二外層のものと異なり、第一外層の曲げ剛性が第二外層のものと0〜30%異なる、製品包装物質としての複合アルミニウム物質の使用。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2009−519793(P2009−519793A)
【公表日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願番号】特願2008−546079(P2008−546079)
【出願日】平成18年12月19日(2006.12.19)
【国際出願番号】PCT/CN2006/003487
【国際公開番号】WO2007/071179
【国際公開日】平成19年6月28日(2007.6.28)
【出願人】(508185443)量子高科(北京)研究院有限公司 (1)
【Fターム(参考)】
【公表日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願日】平成18年12月19日(2006.12.19)
【国際出願番号】PCT/CN2006/003487
【国際公開番号】WO2007/071179
【国際公開日】平成19年6月28日(2007.6.28)
【出願人】(508185443)量子高科(北京)研究院有限公司 (1)
【Fターム(参考)】
[ Back to top ]