
半加工製品の履物、被服及び装身具を防水加工するための方法及び機械並びにその方法及び機械で得られる半加工製品
半加工製品の履物、被服、装身具を防水加工する方法であって、前記半加工製品は少なくとも1つの内面及び少なくとも1つの外面を伴う三次元形状を有し、その方法は、前記半加工製品を、防水加工されるべき半加工製品の表面を全体的又は部分的に覆うために成形された少なくとも1つの防水被服18と共に成形支持体(14,27,28,30,31)上に配置し、少なくとも1つの接着剤層がこれらの各表面と防水被覆18の間に配置され、2つの変形可能プレート2,2’の間の、前記防水被覆18を伴って前記成形支持体14,27,28,30,31上に配置された前記半加工製品をプレスする工程を含む。本発明はまた、その方法を実行する機械と共にその方法及び機械によって得られた半加工製品に関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半加工製品の履物、被服及び装身具を防水加工するための方法、特にその製造中の方法に関する。本発明はまた、その方法を実行する機械と共にその方法及び機械によって得られた半加工製品に関する。
【背景技術】
【0002】
国際公開第00/22948号明細書は、皮革及び皮革片を互いに縫い合わせてできる半加工製品の防水加工方法を開示している。この公知の方法は、皮革の内面に少なくとも1つの半透膜をプレスするものであり、皮革に接触するその表面には接着剤パターンが設けられている。この構成により、接着剤が塗布された領域でも半透膜に対する皮革の適切な蒸発が成し遂げられる。
【0003】
国際公開第02/11571号明細書は、代わりに皮革や織物、さらには他の材料と接合された半加工製品の防水加工のための方法及び装置を開示しているが、それらの半加工製品は少なくとも1つの内面と外面とを伴って既に製造工程中に三次元形態を取っているため、机の上に完全に広げることはできない。製品の典型的な例としては靴の甲革であり、裏地を取り付ける前の最後の作業工程であると考えられる。この種の他の半加工製品としては、ブーツの甲革、手袋、帽子及び被服であり、一般的にその製造工程の最後に行われる。その工程は、半加工製品を裏返して、プレス工程の前に適当な成形部材を導入し、これにより半加工製品が既に三次元形態を取っているとしても半加工製品の防水加工ができる。そのような装置は、代わりに加圧された熱い空気によって外側に力を掛ける弾性プレス面を有する中空ボディからなる変形可能プレートを備えたプレス部材を備えている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、上記した公知の方法及び装置は、それらが上記特許出願に開示されているとしても、製造時間及びコストを低減しようとするのに高度な自動化が必要な大規模な産業的応用のためには特に適しているとはいえない。
【0005】
従って、本発明の目的は、上記問題点が無く、即ち産業的な製造に簡単に適用できる方法及び機械を提供することである。その目的は、以下の方法及び機械によって成し遂げられ、その主な特徴点はそれぞれ請求項1及び18に記載されており、他の特徴は残りの請求項に記載されている。
【課題を解決するための手段】
【0006】
成形された特別な防水被覆の使用及び接着剤を用いたおかげで、本発明に係る方法及び機械は簡単で迅速に半加工製品の防水加工をすることができ、これにより特に接着剤が熱活性型である場合には自動化された製造を可能とする。
【0007】
本発明に係る機械は、変形可能プレートのおかげで、特に自動化された製造に最適であり、変形可能プレートは支持構造体に対して揺動でき、プレス工程の間に半加工製品と防水被覆を支持するために適した移動成形支持体をプレスできる。
【0008】
本発明の特徴によれば、変形可能プレートは略鉛直の軸の回りを回転でき、成形部材は水平軌道上を走行でき、これにより作業者は簡単に半加工製品及び防水被覆を同じ支持体に配置できる。
【0009】
本発明の他の特徴によれば、機械には交互にプレスされる2つの成形支持体が設けられ、これにより第1の成形支持体がプレス加工されながら、第2の成形支持体は作業者によって半加工製品と防水被覆とが予め準備され、生産性を2倍にする。
【0010】
本発明の更に他の特徴によれば、機械の移動構成要素の動作のための装置は空圧の作用で駆動され、これにより保守を簡便にし、信頼性を向上させる。更に、機械部品の特別な配列により、プレス装置への偶発的な近接を防止し、全体的な安全性を向上させる。
【0011】
本発明に係る方法及び機械の他の利点は高い生産性だけではなく、それらを実行するための比較的低いコストも利点であり、これにより、特に履物について産業的生産だけでなく、手工業生産にも用いることができる。
【0012】
本発明に係る方法及び機械の更なる利点及び特徴は、添付図面を参照しながら以下の実施形態の詳細で且つ限定する意図のものではない説明により当業者に明らかになるであろう。
【発明を実施するための最良の形態】
【0013】
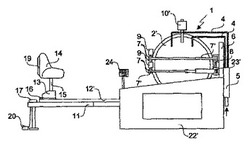
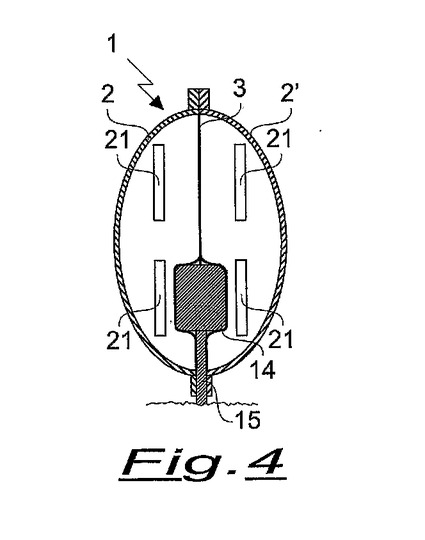
図1〜4を参照すると、本発明の一実施形態に係る機械が、知られた態様で少なくとも一対の変形可能プレート2,2’を有するプレス装置1を備えていることが分かる。変形可能プレート2,2’は、例えば球状帽子(spherical cap)のような形状を有する中空ボディから作られ、そのプレス面3は例えばシリコンやその他の弾性を有する材料であって、非粘着性で耐熱材料から作られている。圧縮機(図示略)から送られる流体、より詳しくは空気は、少なくとも1つの電気熱交換器5によって加熱された後、空圧弁(図示略)が設けられた1又はそれ以上の入口ダクト4を通して変形可能プレート2,2’に押し込まれる。
【0014】
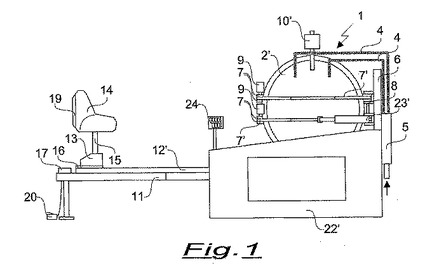
本発明によれば、プレス工程の間にプレス装置1を開閉するために実質的に鉛直な軸線の回りを回転させるために(図2の矢印の方向に)、少なくとも1つの変形可能プレート2,2’が鉛直支持構造6に関して揺動する。この目的のために、平坦で曲がった4つのアーム7が変形可能プレート2の外側に固定され、同様に平坦で曲がった2つのアーム7’が変形可能プレート2の外側に固定され、これは各アーム7’が4つのアーム7うちの2つの間に配置されるように適切な高さに配置されている。鉛直支持構造6に近接するアーム7、7’の端部は穿孔されており、少なくとも1つのピン8が2つの端部の1つに形成された穴に挿入され、変形可能プレート2,2’がその回りを回転できるようになっている。本実施形態において、変形可能プレート2,2’は、単一のピン8、即ち実質的に鉛直な同じ軸線の回りを回転する。変形可能プレート2,2’が閉じられた場合にこれら変形可能プレート2,2’を固定するためのボルトとして作用する1又はそれ以上の空圧シリンダ9のピストンは、支持構造6の反対側のアーム7,7’の端部に配置された穴へ挿入され、プレス面3の間の高圧によるそれらの予期しない開放を防ぐ。プレス工程の終わりに、変形可能プレート2,2’に収容されている流体は、空圧弁(図示略)及び高温流体を冷却及び/又は分散させるための手段を備えた1又はそれ以上の出口ダクト10,10’を通して外部に排出される。
【0015】
支持構造体6は水平板11の端部で接合され、その上にプレス装置1に向かって集まる少なくとも1本、望ましくは2本の軌道12,12’が配置されている。空気の作用で駆動される台車13は、平坦なロッド15によって台車13の上に取り付けられた2つの成形支持体(shaped supports)14を、プレス装置1の変形可能プレート2,2’の間の同じ中心位置に交互に運ぶために各軌道12,12’上を走ることができる。台車13の位置を検出するために、空圧センサ16が軌道12,12’の端部に配置されている。水平板11上に配置された制御盤17は、台車13の動きを制御するための2つのボタンと、機械全体の作動を停止するための安全ボタンを備えている。
【0016】
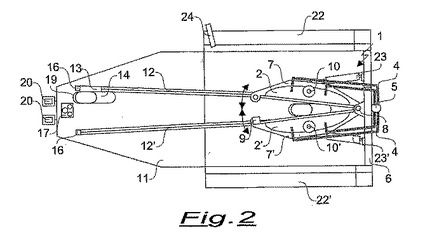
成形支持体14は、少なくとも1つの内面及び外面を備えた三次元形態を有する皮や織物からなる半加工製品、例えば履物の甲革(図3において破線で示す)を支持するのに適切な形状を有しており、その甲革は成形支持体14の周りに配置される前に裏返され、内面が外側に裏返されることが望ましい。
【0017】
望ましくは裏返えしにされた防水加工されるべき半加工製品の内面を全体的又は部分的に覆うために成形された少なくとも1つの防水被覆18は、プレス装置1が半加工製品を加熱プレスする場合にそれを防水するように半加工製品に付着される。成形支持体14の外側表面は、少なくとも1つの弾性で、非粘着性で、耐熱被覆で、特にシリコンで作られ、版加工製品の表面に張り付くような形状で、例えば厚さの不揃いや半加工製品及び被覆18の各面間の接触不連続部を作り出す金属ループや二重アップリケのような装身具に起因するそれらの不揃いを修正するように成形されている。
【0018】
半加工製品に向かって折り曲げられた被覆18の表面には接着剤パターンが設けられ、それは接着剤の拡散のために必要な時間にわたってプレス装置1の加熱によって熱活性化され、半加工製品の材料内に侵入する。他の実施形態において、半加工製品が被覆18と組み合わされる前に、接着剤が半加工製品の上に噴霧される。
【0019】
本実施形態において、接着剤パターンは、直径が0.1mm〜2mmで密度が10点/cm2〜200点/cm2であるポリウレタン接着剤の多数の点からなる。本発明の他の実施形態において、接着剤パターンは、噴霧された或いは点行列(dot matrix)に従って配列され、又は不規則パターンで或いはお互いに平行もしくは垂直な線で形成される。被覆18は半透膜材料、例えばポリウレタン、ポリテトラフルオロエチレン、ポリエステル或いは他のポリマーシートから作られた少なくとも1枚の膜を備えることが望ましく、その厚さは5mm〜100mmの間であることが望ましい。特に、本発明の本実施形態に係る被覆の半透膜はポリウレタンから作られている。更に、それは弾性があり、伸び係数(coefficient of elongation)が50%より大きく特に100%で、非孔質であることが望ましく、それは浸透によって水蒸気の通路になるからであり、従って、多孔質膜とは異なり、引っ張られても或いは曲げられても水の通過は防止される。接着剤パターンが形成されていない被覆18の表面は、作業前に起こり得る偶発的な破損や折れ曲がりを避けるための支持シートに全体的に固定されている。そのシートは紙で作られ、被覆18が半加工製品に貼り付けられた後取り除かれる。本発明の他の実施形態において、支持シートは異なる材料、例えば織物或いは同様の材料であって、弾性を有するもので作られ、半加工製品が工程の終わりで内側に裏付き(lined)であることが要求される場合には被覆18に緩やかに固定される。被覆18に対して使用される膜に関する更なる情報は、国際公開第00/22948号及び国際公開第02/11571号に含まれている。
【0020】
成形支持体14は、しわを避けるためにプレスの前に半加工製品と被覆18の表面を引っ張るために拡張する。この目的のために、各成形支持体14は、同じ支持体に配置された1又はそれ以上の空圧シリンダによって押し出されるのに適した少なくとも1つの移動部材19を備えている。
【0021】
防水加工されるべき半加工製品が履物の甲革である場合、成形支持体14は本実施形態のように脚と同様であり、移動部材19はかかとの位置に配置され、それを異なる寸法を有する他の移動部材と置き換えるように成形支持体14に取り外し可能に固定することが望ましく、これにより異なる寸法を有する履物の甲革に成形支持体14を適合させる。各成形支持体の拡張は、ペダル20によって制御されると共に、台車13が出発位置に戻りセンサ16を起動すると自動的に退避する。
【0022】
1又はそれ以上の加熱部材21、例えば電気加熱プレートは、放射によってプレス面3と共に、内部に収容されている流体を熱伝導及び熱対流によって更に加熱するために、変形可能プレート2,2’の内部に配置されていることが望ましい。
【0023】
一対の鉛直コンテナ22,22’がプレス装置1の両側に配置されている。コンテナ22は熱交換器5及び加熱部材21を加熱するための電子回路の制御装置及び安全装置を収容すると共に、コンテナ22’は、入口ダクト4と出口ダクト10,10’の弁、シリンダ9、台車13及びセンサ16に関連する移動部材19を駆動するための空圧回路の制御装置を収容する。また、変形可能プレート2,2’は、支持構造体6とアーム7,7’との間にヒンジ結合された2つのシリンダ23,23’によって空圧の作用で回転することが望ましく、これにより機械の作動は作業者が制御盤17のボタンを押してから完全に自動となる。最後の、表示板24は、本発明に係る機械の作動パラメータ、特に変形可能プレート2,2’の内部の温度及び圧力を表示する。
【0024】
プレス装置1は、横方向をコンテナ22,22’によって閉じられ、後方は支持構造体6で閉じられ、水平板11は前方に延びており、プレス装置1への偶発的な接近を防止している。
【0025】
防水加工されるべき半加工製品が履物の甲革である場合、被覆18は甲革の内面の寸法に切断された少なくとも1枚の膜からなり、その2つの縁部が、かかと及び/又は甲革の前方中央部の近傍で重なるように折り畳まれる。そしてその各縁部は、プレス工程の前に例えば2つの加熱された棒で加熱融着され、これによって少なくとも1つのストリップ(strip)を形成し、被覆18に防水加工されるべき甲革と同様の三次元形態を付与する。その各縁部を通して水が浸透するのを防止するために、プレスの後に特に加熱融着によって跨るようなストリップ25である防水テープが付けられる。
【0026】
本発明のほかの実施形態において、被覆18は、接着剤が設けられた表面が外側に向けられ成形支持体14に配置され、その後半加工製品は成形支持体14に配置され、その内側表面は接着剤が設けられた被覆18の外側表面と接触する。この場合、接着剤はプレスの間、例えば1又はそれ以上の成形支持体14に配置された電気抵抗による加熱手段によって活性化される。
【0027】
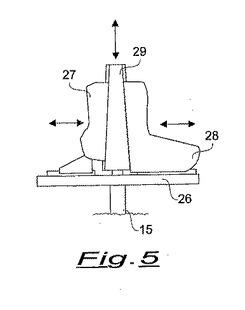
図5を参照すると、本発明に係る方法及び機械のための第2の形成支持体が示されており、それはロッド15上に配置された水平ガイド26を備えている。一対の成形部材27,28は、それぞれかかととつま先を備えており、足は水平矢印の方向にガイド26上を長手方向に移動できる。楔29は更に鉛直矢印の方向に各成形支持体27,28の間を横断的に滑ることができ、これにより成形部材27,28上の被覆が配置された特に甲革である半加工製品をそれぞれ伸ばし或いは緩めるために、これらの成形部材27,28を離れさせ或いは近接させる。
【0028】
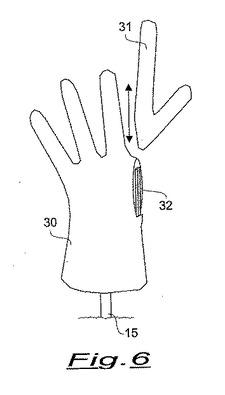
図6を参照すると、第3の成形支持体が示されており、これはロッド15上に配置されて少なくとも1本の指、特に中指、薬指そして小指を含む手部と実質的に同じ形状を有する第1の成形部材30を備えている。少なくとも1本の指、特に人差し指及び親指を備える手部と実質的に同じ形状を有する少なくとも1つの第2の成形部材が、第1の成形部材30に、特にあり継ぎ接合部32で取り付けられ、これにより被覆を伴った手袋内に第2の成形部材31を滑り込ませることが可能となり、そして第2の成形部材31と共に手袋を第1の成形部材30上に、鉛直矢印の方向に沿って、2つの部材30,31がお互いに結合し手袋を引き延ばすようになるまで挿入する。
【0029】
上記説明及び例示の実施形態に対する更なる変更及び/又は追加は、同じ発明の範囲内に維持したまま、当該技術分野の当業者によってなされる。
【図面の簡単な説明】
【0030】
【図1】本発明の機械の側面図である。
【図2】図1の機械の上面図である。
【図3】図1の機械のプレス装置の側面図である。
【図4】図3のプレス装置のIV−IV面に沿った断面図である。
【図5】図1の機械のための第2成形支持体の側面図である。
【図6】第3成形支持体の斜視図である。
【技術分野】
【0001】
本発明は、半加工製品の履物、被服及び装身具を防水加工するための方法、特にその製造中の方法に関する。本発明はまた、その方法を実行する機械と共にその方法及び機械によって得られた半加工製品に関する。
【背景技術】
【0002】
国際公開第00/22948号明細書は、皮革及び皮革片を互いに縫い合わせてできる半加工製品の防水加工方法を開示している。この公知の方法は、皮革の内面に少なくとも1つの半透膜をプレスするものであり、皮革に接触するその表面には接着剤パターンが設けられている。この構成により、接着剤が塗布された領域でも半透膜に対する皮革の適切な蒸発が成し遂げられる。
【0003】
国際公開第02/11571号明細書は、代わりに皮革や織物、さらには他の材料と接合された半加工製品の防水加工のための方法及び装置を開示しているが、それらの半加工製品は少なくとも1つの内面と外面とを伴って既に製造工程中に三次元形態を取っているため、机の上に完全に広げることはできない。製品の典型的な例としては靴の甲革であり、裏地を取り付ける前の最後の作業工程であると考えられる。この種の他の半加工製品としては、ブーツの甲革、手袋、帽子及び被服であり、一般的にその製造工程の最後に行われる。その工程は、半加工製品を裏返して、プレス工程の前に適当な成形部材を導入し、これにより半加工製品が既に三次元形態を取っているとしても半加工製品の防水加工ができる。そのような装置は、代わりに加圧された熱い空気によって外側に力を掛ける弾性プレス面を有する中空ボディからなる変形可能プレートを備えたプレス部材を備えている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、上記した公知の方法及び装置は、それらが上記特許出願に開示されているとしても、製造時間及びコストを低減しようとするのに高度な自動化が必要な大規模な産業的応用のためには特に適しているとはいえない。
【0005】
従って、本発明の目的は、上記問題点が無く、即ち産業的な製造に簡単に適用できる方法及び機械を提供することである。その目的は、以下の方法及び機械によって成し遂げられ、その主な特徴点はそれぞれ請求項1及び18に記載されており、他の特徴は残りの請求項に記載されている。
【課題を解決するための手段】
【0006】
成形された特別な防水被覆の使用及び接着剤を用いたおかげで、本発明に係る方法及び機械は簡単で迅速に半加工製品の防水加工をすることができ、これにより特に接着剤が熱活性型である場合には自動化された製造を可能とする。
【0007】
本発明に係る機械は、変形可能プレートのおかげで、特に自動化された製造に最適であり、変形可能プレートは支持構造体に対して揺動でき、プレス工程の間に半加工製品と防水被覆を支持するために適した移動成形支持体をプレスできる。
【0008】
本発明の特徴によれば、変形可能プレートは略鉛直の軸の回りを回転でき、成形部材は水平軌道上を走行でき、これにより作業者は簡単に半加工製品及び防水被覆を同じ支持体に配置できる。
【0009】
本発明の他の特徴によれば、機械には交互にプレスされる2つの成形支持体が設けられ、これにより第1の成形支持体がプレス加工されながら、第2の成形支持体は作業者によって半加工製品と防水被覆とが予め準備され、生産性を2倍にする。
【0010】
本発明の更に他の特徴によれば、機械の移動構成要素の動作のための装置は空圧の作用で駆動され、これにより保守を簡便にし、信頼性を向上させる。更に、機械部品の特別な配列により、プレス装置への偶発的な近接を防止し、全体的な安全性を向上させる。
【0011】
本発明に係る方法及び機械の他の利点は高い生産性だけではなく、それらを実行するための比較的低いコストも利点であり、これにより、特に履物について産業的生産だけでなく、手工業生産にも用いることができる。
【0012】
本発明に係る方法及び機械の更なる利点及び特徴は、添付図面を参照しながら以下の実施形態の詳細で且つ限定する意図のものではない説明により当業者に明らかになるであろう。
【発明を実施するための最良の形態】
【0013】
図1〜4を参照すると、本発明の一実施形態に係る機械が、知られた態様で少なくとも一対の変形可能プレート2,2’を有するプレス装置1を備えていることが分かる。変形可能プレート2,2’は、例えば球状帽子(spherical cap)のような形状を有する中空ボディから作られ、そのプレス面3は例えばシリコンやその他の弾性を有する材料であって、非粘着性で耐熱材料から作られている。圧縮機(図示略)から送られる流体、より詳しくは空気は、少なくとも1つの電気熱交換器5によって加熱された後、空圧弁(図示略)が設けられた1又はそれ以上の入口ダクト4を通して変形可能プレート2,2’に押し込まれる。
【0014】
本発明によれば、プレス工程の間にプレス装置1を開閉するために実質的に鉛直な軸線の回りを回転させるために(図2の矢印の方向に)、少なくとも1つの変形可能プレート2,2’が鉛直支持構造6に関して揺動する。この目的のために、平坦で曲がった4つのアーム7が変形可能プレート2の外側に固定され、同様に平坦で曲がった2つのアーム7’が変形可能プレート2の外側に固定され、これは各アーム7’が4つのアーム7うちの2つの間に配置されるように適切な高さに配置されている。鉛直支持構造6に近接するアーム7、7’の端部は穿孔されており、少なくとも1つのピン8が2つの端部の1つに形成された穴に挿入され、変形可能プレート2,2’がその回りを回転できるようになっている。本実施形態において、変形可能プレート2,2’は、単一のピン8、即ち実質的に鉛直な同じ軸線の回りを回転する。変形可能プレート2,2’が閉じられた場合にこれら変形可能プレート2,2’を固定するためのボルトとして作用する1又はそれ以上の空圧シリンダ9のピストンは、支持構造6の反対側のアーム7,7’の端部に配置された穴へ挿入され、プレス面3の間の高圧によるそれらの予期しない開放を防ぐ。プレス工程の終わりに、変形可能プレート2,2’に収容されている流体は、空圧弁(図示略)及び高温流体を冷却及び/又は分散させるための手段を備えた1又はそれ以上の出口ダクト10,10’を通して外部に排出される。
【0015】
支持構造体6は水平板11の端部で接合され、その上にプレス装置1に向かって集まる少なくとも1本、望ましくは2本の軌道12,12’が配置されている。空気の作用で駆動される台車13は、平坦なロッド15によって台車13の上に取り付けられた2つの成形支持体(shaped supports)14を、プレス装置1の変形可能プレート2,2’の間の同じ中心位置に交互に運ぶために各軌道12,12’上を走ることができる。台車13の位置を検出するために、空圧センサ16が軌道12,12’の端部に配置されている。水平板11上に配置された制御盤17は、台車13の動きを制御するための2つのボタンと、機械全体の作動を停止するための安全ボタンを備えている。
【0016】
成形支持体14は、少なくとも1つの内面及び外面を備えた三次元形態を有する皮や織物からなる半加工製品、例えば履物の甲革(図3において破線で示す)を支持するのに適切な形状を有しており、その甲革は成形支持体14の周りに配置される前に裏返され、内面が外側に裏返されることが望ましい。
【0017】
望ましくは裏返えしにされた防水加工されるべき半加工製品の内面を全体的又は部分的に覆うために成形された少なくとも1つの防水被覆18は、プレス装置1が半加工製品を加熱プレスする場合にそれを防水するように半加工製品に付着される。成形支持体14の外側表面は、少なくとも1つの弾性で、非粘着性で、耐熱被覆で、特にシリコンで作られ、版加工製品の表面に張り付くような形状で、例えば厚さの不揃いや半加工製品及び被覆18の各面間の接触不連続部を作り出す金属ループや二重アップリケのような装身具に起因するそれらの不揃いを修正するように成形されている。
【0018】
半加工製品に向かって折り曲げられた被覆18の表面には接着剤パターンが設けられ、それは接着剤の拡散のために必要な時間にわたってプレス装置1の加熱によって熱活性化され、半加工製品の材料内に侵入する。他の実施形態において、半加工製品が被覆18と組み合わされる前に、接着剤が半加工製品の上に噴霧される。
【0019】
本実施形態において、接着剤パターンは、直径が0.1mm〜2mmで密度が10点/cm2〜200点/cm2であるポリウレタン接着剤の多数の点からなる。本発明の他の実施形態において、接着剤パターンは、噴霧された或いは点行列(dot matrix)に従って配列され、又は不規則パターンで或いはお互いに平行もしくは垂直な線で形成される。被覆18は半透膜材料、例えばポリウレタン、ポリテトラフルオロエチレン、ポリエステル或いは他のポリマーシートから作られた少なくとも1枚の膜を備えることが望ましく、その厚さは5mm〜100mmの間であることが望ましい。特に、本発明の本実施形態に係る被覆の半透膜はポリウレタンから作られている。更に、それは弾性があり、伸び係数(coefficient of elongation)が50%より大きく特に100%で、非孔質であることが望ましく、それは浸透によって水蒸気の通路になるからであり、従って、多孔質膜とは異なり、引っ張られても或いは曲げられても水の通過は防止される。接着剤パターンが形成されていない被覆18の表面は、作業前に起こり得る偶発的な破損や折れ曲がりを避けるための支持シートに全体的に固定されている。そのシートは紙で作られ、被覆18が半加工製品に貼り付けられた後取り除かれる。本発明の他の実施形態において、支持シートは異なる材料、例えば織物或いは同様の材料であって、弾性を有するもので作られ、半加工製品が工程の終わりで内側に裏付き(lined)であることが要求される場合には被覆18に緩やかに固定される。被覆18に対して使用される膜に関する更なる情報は、国際公開第00/22948号及び国際公開第02/11571号に含まれている。
【0020】
成形支持体14は、しわを避けるためにプレスの前に半加工製品と被覆18の表面を引っ張るために拡張する。この目的のために、各成形支持体14は、同じ支持体に配置された1又はそれ以上の空圧シリンダによって押し出されるのに適した少なくとも1つの移動部材19を備えている。
【0021】
防水加工されるべき半加工製品が履物の甲革である場合、成形支持体14は本実施形態のように脚と同様であり、移動部材19はかかとの位置に配置され、それを異なる寸法を有する他の移動部材と置き換えるように成形支持体14に取り外し可能に固定することが望ましく、これにより異なる寸法を有する履物の甲革に成形支持体14を適合させる。各成形支持体の拡張は、ペダル20によって制御されると共に、台車13が出発位置に戻りセンサ16を起動すると自動的に退避する。
【0022】
1又はそれ以上の加熱部材21、例えば電気加熱プレートは、放射によってプレス面3と共に、内部に収容されている流体を熱伝導及び熱対流によって更に加熱するために、変形可能プレート2,2’の内部に配置されていることが望ましい。
【0023】
一対の鉛直コンテナ22,22’がプレス装置1の両側に配置されている。コンテナ22は熱交換器5及び加熱部材21を加熱するための電子回路の制御装置及び安全装置を収容すると共に、コンテナ22’は、入口ダクト4と出口ダクト10,10’の弁、シリンダ9、台車13及びセンサ16に関連する移動部材19を駆動するための空圧回路の制御装置を収容する。また、変形可能プレート2,2’は、支持構造体6とアーム7,7’との間にヒンジ結合された2つのシリンダ23,23’によって空圧の作用で回転することが望ましく、これにより機械の作動は作業者が制御盤17のボタンを押してから完全に自動となる。最後の、表示板24は、本発明に係る機械の作動パラメータ、特に変形可能プレート2,2’の内部の温度及び圧力を表示する。
【0024】
プレス装置1は、横方向をコンテナ22,22’によって閉じられ、後方は支持構造体6で閉じられ、水平板11は前方に延びており、プレス装置1への偶発的な接近を防止している。
【0025】
防水加工されるべき半加工製品が履物の甲革である場合、被覆18は甲革の内面の寸法に切断された少なくとも1枚の膜からなり、その2つの縁部が、かかと及び/又は甲革の前方中央部の近傍で重なるように折り畳まれる。そしてその各縁部は、プレス工程の前に例えば2つの加熱された棒で加熱融着され、これによって少なくとも1つのストリップ(strip)を形成し、被覆18に防水加工されるべき甲革と同様の三次元形態を付与する。その各縁部を通して水が浸透するのを防止するために、プレスの後に特に加熱融着によって跨るようなストリップ25である防水テープが付けられる。
【0026】
本発明のほかの実施形態において、被覆18は、接着剤が設けられた表面が外側に向けられ成形支持体14に配置され、その後半加工製品は成形支持体14に配置され、その内側表面は接着剤が設けられた被覆18の外側表面と接触する。この場合、接着剤はプレスの間、例えば1又はそれ以上の成形支持体14に配置された電気抵抗による加熱手段によって活性化される。
【0027】
図5を参照すると、本発明に係る方法及び機械のための第2の形成支持体が示されており、それはロッド15上に配置された水平ガイド26を備えている。一対の成形部材27,28は、それぞれかかととつま先を備えており、足は水平矢印の方向にガイド26上を長手方向に移動できる。楔29は更に鉛直矢印の方向に各成形支持体27,28の間を横断的に滑ることができ、これにより成形部材27,28上の被覆が配置された特に甲革である半加工製品をそれぞれ伸ばし或いは緩めるために、これらの成形部材27,28を離れさせ或いは近接させる。
【0028】
図6を参照すると、第3の成形支持体が示されており、これはロッド15上に配置されて少なくとも1本の指、特に中指、薬指そして小指を含む手部と実質的に同じ形状を有する第1の成形部材30を備えている。少なくとも1本の指、特に人差し指及び親指を備える手部と実質的に同じ形状を有する少なくとも1つの第2の成形部材が、第1の成形部材30に、特にあり継ぎ接合部32で取り付けられ、これにより被覆を伴った手袋内に第2の成形部材31を滑り込ませることが可能となり、そして第2の成形部材31と共に手袋を第1の成形部材30上に、鉛直矢印の方向に沿って、2つの部材30,31がお互いに結合し手袋を引き延ばすようになるまで挿入する。
【0029】
上記説明及び例示の実施形態に対する更なる変更及び/又は追加は、同じ発明の範囲内に維持したまま、当該技術分野の当業者によってなされる。
【図面の簡単な説明】
【0030】
【図1】本発明の機械の側面図である。
【図2】図1の機械の上面図である。
【図3】図1の機械のプレス装置の側面図である。
【図4】図3のプレス装置のIV−IV面に沿った断面図である。
【図5】図1の機械のための第2成形支持体の側面図である。
【図6】第3成形支持体の斜視図である。
【特許請求の範囲】
【請求項1】
半加工製品の履物、被服、装身具を防水加工する方法であって、前記半加工製品は少なくとも1つの内面及び少なくとも1つの外面とを伴う三次元形態を有し、その方法は、
前記半加工製品を、防水加工されるべき半加工製品の表面を全体的又は部分的に覆うために成形された少なくとも1つの防水被服18と共に成形支持体(14,27,28,30,31)上に配置し、少なくとも1つの接着剤層がこれらの各表面と防水被覆18の間に配置され、
2つの変形可能プレート2,2’の間の、前記防水被覆18を伴って前記成形支持体14,27,28,30,31上に配置された前記半加工製品をプレスする工程を含むことを特徴とする防水加工方法。
【請求項2】
前記接着剤は加熱によって活性化されるものであり、前記防水被覆18が前記半加工製品と接合されるようにプレス工程中に加熱されることを特徴とする請求項1に記載の防水加工方法。
【請求項3】
前記半加工製品は、その外側面が前記成形支持体14,27,28,30,31に向い、内側面が防水被覆18に向くように、前記成形支持体上に配置される前に裏返しにされることを特徴とする請求項1又は2に記載の防水加工方法。
【請求項4】
前記成形支持体14,27,28は、前記プレス工程の前に膨張することを特徴とする請求項1〜3の何れか一項に記載の防水加工方法。
【請求項5】
前記成形支持体14,27,28,30,31の外表面は、少なくとも1つの弾性の、非粘着性の耐熱被覆であることを特徴とする請求項1〜4の何れか一項に記載の防水加工方法。
【請求項6】
前記成形支持体14,27,28,30,31の外表面は、プレス工程の間にこの成形支持体14,27,28,30,31に向かって曲げられる前記半加工製品の表面に貼り付いて、半加工製品の不揃いを修正するように成形されていることを特徴とする請求項1〜5の何れか一項に記載の防水加工方法。
【請求項7】
前記防水被覆が前記半加工製品と接合される前に、前記防水被覆18上に前記接着剤が分配されていることを特徴とする請求項1〜6の何れか一項に記載の防水加工方法。
【請求項8】
前記接着剤は、不連続な接着剤パターンで前記防水被覆上に分配されていることを特徴とする請求項7に記載の防水加工方法。
【請求項9】
前記防水被覆18は、半透性材料からなる少なくとも1つの半透膜を備えていることを特徴とする請求項1〜8の何れか一項に記載の防水加工方法。
【請求項10】
前記半透膜は、非孔質で浸透による水蒸気の通過を許容することを特徴とする請求項9に記載の防水加工方法。
【請求項11】
前記防水被覆18は、前記半透膜と結合された弾性織物からなることを特徴とする請求項9又は10に記載の防水加工方法。
【請求項12】
前記防水被覆18は、前記半加工製品の内側面の寸法に切断され、少なくとも1つのストリップ25を形成すると共に前記成形支持体14,27,28,30,31上に配置された前記半加工製品と同様な三次元形態を前記防水被覆18に付与するように、プレス工程の前に融着される2つの縁部を重ね合わせるように折り畳まれる少なくとも1片の半透膜を備えていることを特徴とする請求項9〜11の何れか一項に記載の防水加工方法。
【請求項13】
前記プレス工程の後に、前記ストリップ25を跨ぐ防水テープが貼り付けられることを特徴とする請求項12に記載の防水加工方法。
【請求項14】
請求項1〜13の何れか一項に記載の防水加工方法によって防水加工されたことを特徴とする半加工の履物、被服又は装身具。
【請求項15】
請求項1〜13の何れか一項に記載の防水加工方法によって防水加工されたことを特徴とする履物の甲革。
【請求項16】
請求項15に係る甲革を備えることを特徴とする靴。
【請求項17】
請求項1〜13の何れか一項に記載の防水加工方法によって防水加工されたことを特徴とする手袋。
【請求項18】
半加工製品の履物、被服及び装身具を防水加工する機械であって、少なくとも一対の中空ボディを備える変形可能プレート2,2’を有するプレス装置1が備えられ、そのプレス面3は弾性があり、圧力流体によって外側に力を作用するのに適しており、
少なくとも1つの前記変形可能プレート2,2’は、少なくとも1つの成形支持体14,27,28,30,31の周りで前記プレス装置1を開閉するために、支持構造体6に対して動けるように固定されており、前記成形支持体14,27,28,30,31には前記プレス装置1に対する移送手段12,12’、13が設けられ、プレス工程に少なくとも1つの防水被覆18と共に前記半加工製品を支持するのに適していることを特徴とする機械。
【請求項19】
前記プレス装置1は、前記半加工製品と防水被覆18との間に配置された少なくとも1つの熱活性化接着剤層を活性化させるための加熱手段を備えていることを特徴とする請求項18に記載の機械。
【請求項20】
前記成形支持体14,27,28,30,31には、前記半加工製品と防水被覆18との間に配置された少なくとも1つの熱活性化接着剤層を活性化させるための加熱手段を備えていることを特徴とする請求項18又は19に記載の機械。
【請求項21】
前記変形可能プレート2,2’の一方又は両方は、前記プレス装置1を開閉するために回転するように前記支持構造体6に対して揺動することを特徴とする請求項18〜20の何れか一項に記載の機械。
【請求項22】
前記一方又は両方の変形可能プレート2,2’の回転軸は略鉛直であることを特徴とする請求項18〜21の何れか一項に記載の機械。
【請求項23】
前記両方の変形可能プレート2,2’は同じ軸の回りを回転することを特徴とする請求項18〜22の何れか一項に記載の機械。
【請求項24】
前記一方の変形可能プレート2’のアーム7’が、前記他方の変形可能プレート2の2つのアーム7の間に配置されるように、前記変形可能プレート2,2’の外側に複数のアーム7,7’が固定されていることを特徴とする請求項18〜23の何れか一項に記載の機械。
【請求項25】
前記支持構造体6に近接する前記アーム7,7’の端部には穴が形成され、その中にピン8が挿入されて、前記変形可能プレート2,2’が前記ピン8の回りを回転することを特徴とする請求項24に記載の機械。
【請求項26】
前記アーム7,7’の前記支持構造体6の反対側の端部には穴が形成され、その内部に変形可能プレート2,2’が閉じられた場合にこれらを固定するためのボルトとして作用する1又はそれ以上のシリンダ9のピストンが差し込まれることを特徴とする請求項24又は25に記載の機械。
【請求項27】
前記成形支持体14,27,28,30,31の前記移送手段12,12’、13は少なくとも1つの軌道12を備え、その上に台車が配置され、更にその上に前記成形支持体14,27,28,30,31が取り付けられ、台車が軌道上を走行することを特徴とする請求項18〜26の何れか一項に記載の機械。
【請求項28】
前記搬送手段12,12’、13は、前記プレス装置1における前記変形可能プレート2,2’の間の同じ位置に2つの前記成形支持体14,27,28,30,31を交互に移送するための2つの軌道12,12’を備えていることを特徴とする請求項27に記載の機械。
【請求項29】
前記2つの軌道12,12’は、前記プレス装置1に向かって集まることを特徴とする請求項28に記載の機械。
【請求項30】
前記成形支持体14,27,28は、前記プレス装置1内でプレスされる前に膨張することを特徴とする請求項18〜29の何れか一項に記載の機械。
【請求項31】
前記成形支持体14は、同じ支持体に配置された1又はそれ以上のシリンダによって外側に押されるのに適した少なくとも1つの移動部材19を備えていることを特徴とする請求項18〜30の何れか一項に記載の機械。
【請求項32】
前記成形支持体は足に似ており、前記移動部材19はかかとの位置に配置されていることを特徴とする請求項31に記載の機械。
【請求項33】
前記移動部材19は、異なる寸法を有する靴の甲革に前記成形支持体を適応させるように、異なる寸法を有する他の移動部材に置き換えられるように、前記形成支持体14に対して取り外し自在に固定されていることを特徴とする請求項32に記載の機械。
【請求項34】
前記成形支持体27,28は一対の成形部材27,28を備え、それらは各成形部材27,28の間を滑ることができる楔29の位置に応じてガイド26上を走行できることを特徴とする請求項18〜33の何れか一項に記載の機械。
【請求項35】
前記成形支持体27,28の形状は、それぞれ足のかかと及びつま先を備えている形状であることを特徴とする請求項34に記載の機械。
【請求項36】
前記成形支持体30,31は第1成形部材30を備え、この第1成形部材30上に第2成形部材31が取り付けられ、前記第2成形部材31は取り付ける前に防水加工されるべき半加工製品内に挿入されるのに適していることを特徴とする請求項18〜29の何れか一項に記載の機械。
【請求項37】
前記第1及び第2成形支持体30,31は、少なくとも1本の指を含む手部と実質的に同等の形状を有している請求項36に記載の機械。
【請求項38】
前記第1成形支持体30は中指、薬指及び小指を備え、前記第2成形支持体31は人差し指及び親指を備えていることを特徴とする請求項37に記載の機械。
【請求項39】
前記加熱手段は、少なくとも1つの熱交換器5によって加熱された圧縮空気を前記変形可能プレート2,2’に導入するための弁を備えた少なくとも1つの入口ダクト4と共に、この圧縮空気を外部に排出するための弁を備えた少なくとも1つの出口ダクト10,10’を備えていることを特徴とする請求項19〜38の何れか一項に記載の機械。
【請求項40】
前記加熱手段は、前記変形可能プレート2,2’の内部に配置された少なくとも1つの加熱部材を備え、この加熱部材は熱伝導及び対流によって前記変形可能プレートの内部に収容されている流体及び放射によって前記プレス面を加熱することを特徴とする請求項19〜39の何れか一項に記載の機械。
【請求項41】
前記加熱部材は、前記成形支持体14,27,28,30,31内に配置された1又はそれ以上の電気抵抗を備えていることを特徴とする請求項19〜40の何れか一項に記載の機械。
【請求項42】
前記機械自体の動く構成要素2,2’、13,19の移動のための装置9,12,12’、23,23’は、空圧の作用で駆動されることを特徴とする請求項18〜41の何れか一項に記載の機械。
【請求項43】
前記プレス装置1は、当該プレス装置1への偶発的な近接を防止するために、コンテナ22,22’によって横から、前記支持構造体6によって端部から、そして前方に向かって延びる水平板11によって下方が閉鎖されることを特徴とする請求項18〜42の何れか一項に記載の機械。
【請求項44】
前記成形支持体14,27,28,30,31の外面は、少なくとも1つの弾性があり、非粘着性で、耐熱性のある被覆を備えていることを特徴とする請求項18〜43の何れか一項に記載の機械。
【請求項45】
前記成形支持体14,27,28,30,31の外面は、プレス工程の間、前記成形支持体14,27,28,30,31に向かって曲げられる前記半加工製品の表面に貼り付き、その不揃いを補償するように成形されていることを特徴とする請求項18〜44の何れか一項に記載の機械。
【請求項46】
請求項18〜45の何れか一項に記載の機械によって防水加工されたことを特徴とする半加工製品の履物、被服又は装身具。
【請求項47】
請求項18〜45の何れか一項に記載の機械によって防水加工されたことを特徴とする履物の甲革。
【請求項48】
請求項47に係る甲革を備えることを特徴とする靴。
【請求項49】
請求項18〜45の何れか一項に記載の機械によって防水加工されたことを特徴とする手袋。
【請求項1】
半加工製品の履物、被服、装身具を防水加工する方法であって、前記半加工製品は少なくとも1つの内面及び少なくとも1つの外面とを伴う三次元形態を有し、その方法は、
前記半加工製品を、防水加工されるべき半加工製品の表面を全体的又は部分的に覆うために成形された少なくとも1つの防水被服18と共に成形支持体(14,27,28,30,31)上に配置し、少なくとも1つの接着剤層がこれらの各表面と防水被覆18の間に配置され、
2つの変形可能プレート2,2’の間の、前記防水被覆18を伴って前記成形支持体14,27,28,30,31上に配置された前記半加工製品をプレスする工程を含むことを特徴とする防水加工方法。
【請求項2】
前記接着剤は加熱によって活性化されるものであり、前記防水被覆18が前記半加工製品と接合されるようにプレス工程中に加熱されることを特徴とする請求項1に記載の防水加工方法。
【請求項3】
前記半加工製品は、その外側面が前記成形支持体14,27,28,30,31に向い、内側面が防水被覆18に向くように、前記成形支持体上に配置される前に裏返しにされることを特徴とする請求項1又は2に記載の防水加工方法。
【請求項4】
前記成形支持体14,27,28は、前記プレス工程の前に膨張することを特徴とする請求項1〜3の何れか一項に記載の防水加工方法。
【請求項5】
前記成形支持体14,27,28,30,31の外表面は、少なくとも1つの弾性の、非粘着性の耐熱被覆であることを特徴とする請求項1〜4の何れか一項に記載の防水加工方法。
【請求項6】
前記成形支持体14,27,28,30,31の外表面は、プレス工程の間にこの成形支持体14,27,28,30,31に向かって曲げられる前記半加工製品の表面に貼り付いて、半加工製品の不揃いを修正するように成形されていることを特徴とする請求項1〜5の何れか一項に記載の防水加工方法。
【請求項7】
前記防水被覆が前記半加工製品と接合される前に、前記防水被覆18上に前記接着剤が分配されていることを特徴とする請求項1〜6の何れか一項に記載の防水加工方法。
【請求項8】
前記接着剤は、不連続な接着剤パターンで前記防水被覆上に分配されていることを特徴とする請求項7に記載の防水加工方法。
【請求項9】
前記防水被覆18は、半透性材料からなる少なくとも1つの半透膜を備えていることを特徴とする請求項1〜8の何れか一項に記載の防水加工方法。
【請求項10】
前記半透膜は、非孔質で浸透による水蒸気の通過を許容することを特徴とする請求項9に記載の防水加工方法。
【請求項11】
前記防水被覆18は、前記半透膜と結合された弾性織物からなることを特徴とする請求項9又は10に記載の防水加工方法。
【請求項12】
前記防水被覆18は、前記半加工製品の内側面の寸法に切断され、少なくとも1つのストリップ25を形成すると共に前記成形支持体14,27,28,30,31上に配置された前記半加工製品と同様な三次元形態を前記防水被覆18に付与するように、プレス工程の前に融着される2つの縁部を重ね合わせるように折り畳まれる少なくとも1片の半透膜を備えていることを特徴とする請求項9〜11の何れか一項に記載の防水加工方法。
【請求項13】
前記プレス工程の後に、前記ストリップ25を跨ぐ防水テープが貼り付けられることを特徴とする請求項12に記載の防水加工方法。
【請求項14】
請求項1〜13の何れか一項に記載の防水加工方法によって防水加工されたことを特徴とする半加工の履物、被服又は装身具。
【請求項15】
請求項1〜13の何れか一項に記載の防水加工方法によって防水加工されたことを特徴とする履物の甲革。
【請求項16】
請求項15に係る甲革を備えることを特徴とする靴。
【請求項17】
請求項1〜13の何れか一項に記載の防水加工方法によって防水加工されたことを特徴とする手袋。
【請求項18】
半加工製品の履物、被服及び装身具を防水加工する機械であって、少なくとも一対の中空ボディを備える変形可能プレート2,2’を有するプレス装置1が備えられ、そのプレス面3は弾性があり、圧力流体によって外側に力を作用するのに適しており、
少なくとも1つの前記変形可能プレート2,2’は、少なくとも1つの成形支持体14,27,28,30,31の周りで前記プレス装置1を開閉するために、支持構造体6に対して動けるように固定されており、前記成形支持体14,27,28,30,31には前記プレス装置1に対する移送手段12,12’、13が設けられ、プレス工程に少なくとも1つの防水被覆18と共に前記半加工製品を支持するのに適していることを特徴とする機械。
【請求項19】
前記プレス装置1は、前記半加工製品と防水被覆18との間に配置された少なくとも1つの熱活性化接着剤層を活性化させるための加熱手段を備えていることを特徴とする請求項18に記載の機械。
【請求項20】
前記成形支持体14,27,28,30,31には、前記半加工製品と防水被覆18との間に配置された少なくとも1つの熱活性化接着剤層を活性化させるための加熱手段を備えていることを特徴とする請求項18又は19に記載の機械。
【請求項21】
前記変形可能プレート2,2’の一方又は両方は、前記プレス装置1を開閉するために回転するように前記支持構造体6に対して揺動することを特徴とする請求項18〜20の何れか一項に記載の機械。
【請求項22】
前記一方又は両方の変形可能プレート2,2’の回転軸は略鉛直であることを特徴とする請求項18〜21の何れか一項に記載の機械。
【請求項23】
前記両方の変形可能プレート2,2’は同じ軸の回りを回転することを特徴とする請求項18〜22の何れか一項に記載の機械。
【請求項24】
前記一方の変形可能プレート2’のアーム7’が、前記他方の変形可能プレート2の2つのアーム7の間に配置されるように、前記変形可能プレート2,2’の外側に複数のアーム7,7’が固定されていることを特徴とする請求項18〜23の何れか一項に記載の機械。
【請求項25】
前記支持構造体6に近接する前記アーム7,7’の端部には穴が形成され、その中にピン8が挿入されて、前記変形可能プレート2,2’が前記ピン8の回りを回転することを特徴とする請求項24に記載の機械。
【請求項26】
前記アーム7,7’の前記支持構造体6の反対側の端部には穴が形成され、その内部に変形可能プレート2,2’が閉じられた場合にこれらを固定するためのボルトとして作用する1又はそれ以上のシリンダ9のピストンが差し込まれることを特徴とする請求項24又は25に記載の機械。
【請求項27】
前記成形支持体14,27,28,30,31の前記移送手段12,12’、13は少なくとも1つの軌道12を備え、その上に台車が配置され、更にその上に前記成形支持体14,27,28,30,31が取り付けられ、台車が軌道上を走行することを特徴とする請求項18〜26の何れか一項に記載の機械。
【請求項28】
前記搬送手段12,12’、13は、前記プレス装置1における前記変形可能プレート2,2’の間の同じ位置に2つの前記成形支持体14,27,28,30,31を交互に移送するための2つの軌道12,12’を備えていることを特徴とする請求項27に記載の機械。
【請求項29】
前記2つの軌道12,12’は、前記プレス装置1に向かって集まることを特徴とする請求項28に記載の機械。
【請求項30】
前記成形支持体14,27,28は、前記プレス装置1内でプレスされる前に膨張することを特徴とする請求項18〜29の何れか一項に記載の機械。
【請求項31】
前記成形支持体14は、同じ支持体に配置された1又はそれ以上のシリンダによって外側に押されるのに適した少なくとも1つの移動部材19を備えていることを特徴とする請求項18〜30の何れか一項に記載の機械。
【請求項32】
前記成形支持体は足に似ており、前記移動部材19はかかとの位置に配置されていることを特徴とする請求項31に記載の機械。
【請求項33】
前記移動部材19は、異なる寸法を有する靴の甲革に前記成形支持体を適応させるように、異なる寸法を有する他の移動部材に置き換えられるように、前記形成支持体14に対して取り外し自在に固定されていることを特徴とする請求項32に記載の機械。
【請求項34】
前記成形支持体27,28は一対の成形部材27,28を備え、それらは各成形部材27,28の間を滑ることができる楔29の位置に応じてガイド26上を走行できることを特徴とする請求項18〜33の何れか一項に記載の機械。
【請求項35】
前記成形支持体27,28の形状は、それぞれ足のかかと及びつま先を備えている形状であることを特徴とする請求項34に記載の機械。
【請求項36】
前記成形支持体30,31は第1成形部材30を備え、この第1成形部材30上に第2成形部材31が取り付けられ、前記第2成形部材31は取り付ける前に防水加工されるべき半加工製品内に挿入されるのに適していることを特徴とする請求項18〜29の何れか一項に記載の機械。
【請求項37】
前記第1及び第2成形支持体30,31は、少なくとも1本の指を含む手部と実質的に同等の形状を有している請求項36に記載の機械。
【請求項38】
前記第1成形支持体30は中指、薬指及び小指を備え、前記第2成形支持体31は人差し指及び親指を備えていることを特徴とする請求項37に記載の機械。
【請求項39】
前記加熱手段は、少なくとも1つの熱交換器5によって加熱された圧縮空気を前記変形可能プレート2,2’に導入するための弁を備えた少なくとも1つの入口ダクト4と共に、この圧縮空気を外部に排出するための弁を備えた少なくとも1つの出口ダクト10,10’を備えていることを特徴とする請求項19〜38の何れか一項に記載の機械。
【請求項40】
前記加熱手段は、前記変形可能プレート2,2’の内部に配置された少なくとも1つの加熱部材を備え、この加熱部材は熱伝導及び対流によって前記変形可能プレートの内部に収容されている流体及び放射によって前記プレス面を加熱することを特徴とする請求項19〜39の何れか一項に記載の機械。
【請求項41】
前記加熱部材は、前記成形支持体14,27,28,30,31内に配置された1又はそれ以上の電気抵抗を備えていることを特徴とする請求項19〜40の何れか一項に記載の機械。
【請求項42】
前記機械自体の動く構成要素2,2’、13,19の移動のための装置9,12,12’、23,23’は、空圧の作用で駆動されることを特徴とする請求項18〜41の何れか一項に記載の機械。
【請求項43】
前記プレス装置1は、当該プレス装置1への偶発的な近接を防止するために、コンテナ22,22’によって横から、前記支持構造体6によって端部から、そして前方に向かって延びる水平板11によって下方が閉鎖されることを特徴とする請求項18〜42の何れか一項に記載の機械。
【請求項44】
前記成形支持体14,27,28,30,31の外面は、少なくとも1つの弾性があり、非粘着性で、耐熱性のある被覆を備えていることを特徴とする請求項18〜43の何れか一項に記載の機械。
【請求項45】
前記成形支持体14,27,28,30,31の外面は、プレス工程の間、前記成形支持体14,27,28,30,31に向かって曲げられる前記半加工製品の表面に貼り付き、その不揃いを補償するように成形されていることを特徴とする請求項18〜44の何れか一項に記載の機械。
【請求項46】
請求項18〜45の何れか一項に記載の機械によって防水加工されたことを特徴とする半加工製品の履物、被服又は装身具。
【請求項47】
請求項18〜45の何れか一項に記載の機械によって防水加工されたことを特徴とする履物の甲革。
【請求項48】
請求項47に係る甲革を備えることを特徴とする靴。
【請求項49】
請求項18〜45の何れか一項に記載の機械によって防水加工されたことを特徴とする手袋。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2007−518887(P2007−518887A)
【公表日】平成19年7月12日(2007.7.12)
【国際特許分類】
【出願番号】特願2006−516818(P2006−516818)
【出願日】平成16年6月18日(2004.6.18)
【国際出願番号】PCT/IT2004/000351
【国際公開番号】WO2004/112525
【国際公開日】平成16年12月29日(2004.12.29)
【出願人】(504359248)ネクステック・ソチエタ・ア・レスポンサビリタ・リミタータ (2)
【Fターム(参考)】
【公表日】平成19年7月12日(2007.7.12)
【国際特許分類】
【出願日】平成16年6月18日(2004.6.18)
【国際出願番号】PCT/IT2004/000351
【国際公開番号】WO2004/112525
【国際公開日】平成16年12月29日(2004.12.29)
【出願人】(504359248)ネクステック・ソチエタ・ア・レスポンサビリタ・リミタータ (2)
【Fターム(参考)】
[ Back to top ]